表2.4-2 焊缝外观质量评定三检表
焊接工程外观质量观感检查表

焊接工程外观质量观感检查表摘要:一、焊接工程外观质量观感检查表的概述1.焊接工程外观质量观感检查表的定义2.焊接工程外观质量观感检查表的作用二、焊接工程外观质量观感检查表的内容1.焊接接头的外观质量检查2.焊接焊缝的外观质量检查3.焊接结构件的外观质量检查三、焊接工程外观质量观感检查表的编制1.焊接工程外观质量观感检查表的编制原则2.焊接工程外观质量观感检查表的编制步骤四、焊接工程外观质量观感检查表的使用1.焊接工程外观质量观感检查表的使用方法2.焊接工程外观质量观感检查表的使用注意事项五、焊接工程外观质量观感检查表的维护1.焊接工程外观质量观感检查表的维护措施2.焊接工程外观质量观感检查表的更新与改进正文:一、焊接工程外观质量观感检查表的概述焊接工程外观质量观感检查表是用于检查焊接工程外观质量的一种表格工具,它能够帮助工程师对焊接工程的外观质量进行评估,以确保焊接工程的质量达到规定的要求。
焊接工程外观质量观感检查表的作用主要体现在以下几个方面:1.确保焊接工程的质量:通过检查表对焊接工程的外观质量进行评估,可以确保焊接工程的质量达到规定的要求,保证焊接工程的安全性和可靠性。
2.提高焊接工程的效率:使用检查表可以快速、准确地对焊接工程的外观质量进行检查,提高焊接工程的效率。
3.统一焊接工程的评价标准:检查表提供了统一的外观质量评价标准,可以避免由于个人主观因素造成的评价不公。
二、焊接工程外观质量观感检查表的内容焊接工程外观质量观感检查表的内容主要包括以下几个方面:1.焊接接头的外观质量检查:主要检查焊接接头是否平整、无裂纹、无气孔等。
2.焊接焊缝的外观质量检查:主要检查焊接焊缝是否整齐、无咬边、无飞溅等。
3.焊接结构件的外观质量检查:主要检查焊接结构件的尺寸是否符合设计要求,表面是否光滑、无凹凸不平。
三、焊接工程外观质量观感检查表的编制焊接工程外观质量观感检查表的编制原则主要包括以下几个方面:1.统一性原则:检查表应提供统一的外观质量评价标准,以便于工程师进行统一的评价。
ew焊缝外观质量评定表
焊缝外观质量评定表下面是诗情画意的句子欣赏,不需要的朋友可以编辑删除!!谢谢!!!!!1. 染火枫林,琼壶歌月,长歌倚楼。
岁岁年年,花前月下,一尊芳酒。
水落红莲,唯闻玉磬,但此情依旧。
2. 玉竹曾记凤凰游,人不见,水空流。
3. 他微笑着,在岁月的流失中毁掉自己。
4. 还能不动声色饮茶,踏碎这一场,盛世烟花。
5. 红尘嚣浮华一世转瞬空。
6. 我不是我你转身一走苏州里的不是我。
7. 几段唏嘘几世悲欢可笑我命由我不由天。
8. 经流年梦回曲水边看烟花绽出月圆。
9. 人生在世,恍若白驹过膝,忽然而已。
然,我长活一世,却能记住你说的每一话。
10. 雾散,梦醒,我终于看见真实,那是千帆过尽的沉寂。
11. 纸张有些破旧,有些模糊。
可每一笔勾勒,每一抹痕迹,似乎都记载着跨越千年万载的思念。
12. 生生的两端,我们彼此站成了岸。
13. 缘聚缘散缘如水,背负万丈尘寰,只为一句,等待下一次相逢。
14. 握住苍老,禁锢了时空,一下子到了地老天荒15. 人永远看不破的镜花水月,不过我指间烟云世间千年,如我一瞬。
16. 相逢一醉是前缘,风雨散,飘然何处。
17. 虚幻大千两茫茫,一邂逅,终难忘。
相逢主人留一笑,不相识,又何妨。
18. 天下风云出我辈,一入江湖岁月催;皇图霸业谈笑间,不胜人生一场醉。
19. 得即高歌失即休,多愁多恨亦悠悠,今朝有酒今朝醉,明日愁来明日愁。
20. 直道相思了无益,未妨惆怅是清狂。
21. 看那天地日月,恒静无言;青山长河,世代绵延;就像在我心中,你从未离去,也从未改变。
22. 就这样吧,从此山水不相逢。
23. 人天自两空,何相忘,何笑何惊人。
24. 既不回头,何必不忘。
既然无缘,何须誓言。
今日种种,似水无痕。
明夕何夕,君已陌路。
25. 有缘相遇,无缘相聚,天涯海角,但愿相忆。
有幸相知,无幸相守,苍海明月,天长地久。
26. 相见得恨晚,相爱的太慢,进退让我两难。
缘过了远分,缘过了聚散,是否回头就能够上岸27. 天凉了,凉尽了天荒地老了,人间的沧桑,爱哭了,这么难舍心都空了,想放不能放。
焊缝外观质量检查记录表

焊缝外观质量检查记录表GB50205-2001说明本表适用于二、三焊缝外观质量检查。
1.T型接头、十字结构、角接接头等要求熔透的对接和角对接组合焊缝,其焊脚尺寸不应小于t/4;设计有疲劳验算要求的吊车梁和类似构件的腹板与上翼缘连接焊缝的焊脚尺寸为t/2,且不应大于10mm。
焊脚尺寸的允许偏差为0~4mm。
检查数量:资料全数检查;同类焊缝抽查10%,且不应少于3条。
检验方法:观察检查,用焊缝量规抽查测量。
2.焊缝表面不得有裂纹、焊瘤等缺陷。
一级、二级焊缝不得有表面气孔、夹渣、弧坑裂纹、电弧擦伤等缺陷。
且一级焊缝不得有咬边、未焊满、根部收缩等缺陷。
检验方法:每批同类构件抽查10%,且不应少于3件;被抽查构件终,每一类型焊缝按条数抽查5%,且不应少于1条;每条检查1处,总抽查数不应少于10处。
检验方法:观察检查或使用放大镜、焊缝量规和钢尺检查,当存在疑义时,采用渗透或磁粉探伤检查。
3.二级、三级焊缝外观质量标准引符合GB50205-2001附录A中表A.0.1的规定。
三级对接焊缝应按二级焊缝标准进行外观质量检验。
检查数量:每批同类构件抽查10%,且不应少于3件;被抽查构件中,每一类型焊缝按条数抽查5%,且不应少于1条;每条检查1处,总抽查数不应少于10处。
检验方法:观察检查或使用放大镜、焊缝量规和钢尺检查。
4.焊成凹形的角焊缝,焊缝金属与母材间应平缓过渡;加工成凹形的角焊缝,不得在其表面留下切痕。
检查数量:每批同类构件抽查10%,且不应少于3件。
检验方法:观察检查。
5.焊缝感观应达到:外形均匀、成型较好,焊道与焊道、焊道与基体金属间过渡较平滑,焊渣和飞溅物基本清除干净。
检查数量:每批同类构件抽查10%,且不应少于3件;被抽查构件中,每种焊缝按数量各抽查5%,总抽查处不应少于5处。
检验方法:观察检查。
表2.4-3 一、二类焊缝内部质量、表面清除及局部凹坑焊补质量评定表(例表)
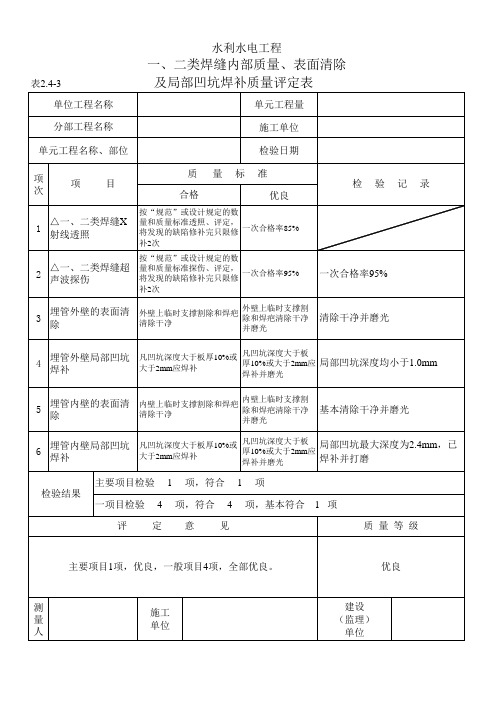
按“规范”或设计规定的数2Βιβλιοθήκη △一、二类焊缝超 声波探伤
量和质量标准探伤、评定, 将发现的缺陷修补完只限修
一次合格率95%
补2次
检验记录 一次合格率95%
3
埋管外壁的表面清 除
外壁上临时支撑割除和焊疤 清除干净
外壁上临时支撑割 除和焊疤清除干净 并磨光
清除干净并磨光
4
埋管外壁局部凹坑 焊补
凡凹坑深度大于板厚10%或 大于2mm应焊补
局部凹坑最大深度为2.4mm,已 焊补并打磨
主要项目检验 1 项,符合 1 项 检验结果
一项目检验 4 项,符合 4 项,基本符合 1 项
评 定意 见
质量等级
主要项目1项,优良,一般项目4项,全部优良。
测 量 人
施工 单位
优良
建设 (监理)
单位
凡凹坑深度大于板 厚10%或大于2mm应 焊补并磨光
局部凹坑深度均小于1.0mm
5
埋管内壁的表面清 除
内壁上临时支撑割除和焊疤 清除干净
内壁上临时支撑割 除和焊疤清除干净 并磨光
基本清除干净并磨光
6
埋管内壁局部凹坑 焊补
凡凹坑深度大于板厚10%或 大于2mm应焊补
凡凹坑深度大于板 厚10%或大于2mm应 焊补并磨光
表2.4-3 单位工程名称
水利水电工程
一、二类焊缝内部质量、表面清除 及局部凹坑焊补质量评定表
单元工程量
分部工程名称
施工单位
单元工程名称、部位
检验日期
项 次
项目
质 量标准
合格
优良
1
△一、二类焊缝X 射线透照
按“规范”或设计规定的数
量和质量标准透照、评定, 将发现的缺陷修补完只限修
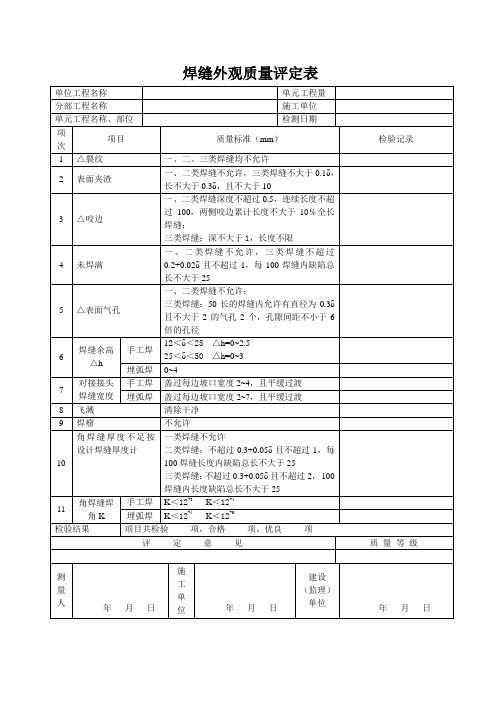
焊缝外观质量评定表
6
焊缝余高
△h
手工焊
一、二类焊缝
三类焊缝
12<δ<25
△h=0~2.5
△h=0~3
25<δ<50
△h=0~3
△h=0~4
埋弧焊
一、二类焊0~4,三类焊缝0~5
/
7
对接接头焊缝宽度
手工焊
盖过每边坡口宽度2~4,且平缓过渡
符合要求
埋弧焊
盖过每边坡口宽度2~7,且平缓过渡
/
8
飞溅
清除干净
符合要求
无裂纹
2
△表面夹渣
一、二类焊缝不允许,三类焊缝深不大于0.1δ,长不大于0.3δ,且不大于10
符合三类焊缝要求
3
△咬边
一、二类焊缝:深不超过0.5,连接长度不超过100,两侧咬边累计长度不大于10%全长焊缝
三类焊缝:深不大于1,长度不限
符合三类焊缝要求
4
未焊满
一、二类焊缝:不允许
三类焊缝:不超过0.2+0.02δ且不超过1,每100焊缝内缺陷总长不大于25
9
焊瘤
不允许
符合要求
10
角焊缝厚度不足(按设计焊缝厚度计
一类焊缝:不允许
二类焊缝:不超过0.3+0.05δ且不超过1,每100焊缝内长度缺陷总长不大于25
三类焊缝:不超过0.3+0.05δ且不超过2,每100焊缝内长度缺陷总长不大于25
符合三类焊缝要求
11
角焊缝焊脚K
手工焊
/
埋弧焊
/
检验结果
项目共检验
10
顶,合格
10
项,优良
8
项
评定意见
质量等级
焊缝外观质量检查记录表[1]
![焊缝外观质量检查记录表[1]](https://img.taocdn.com/s3/m/c17d1318cd7931b765ce0508763231126edb775c.png)
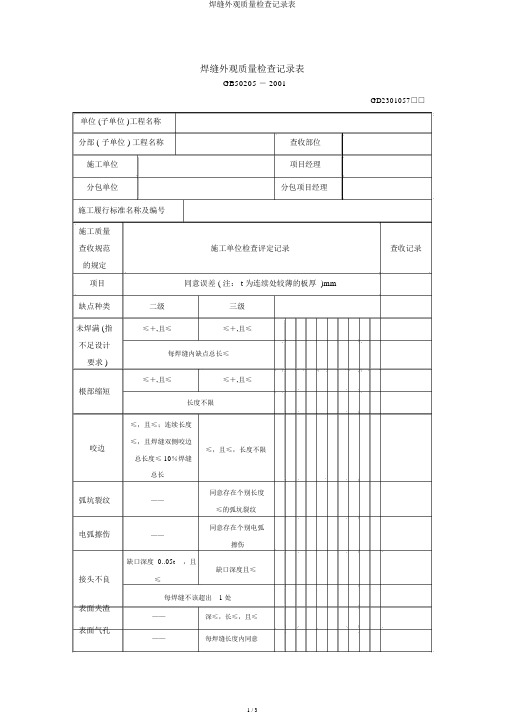
焊缝外观质量检查记录表GB50205 - 2001GD2301057单位(子单位)工程名称广州国际玩具礼物城(第一期)工程(第一区)分部(子分部)工程名称钢构造查收部位1-1~1-10×1-A~1-G屋顶施工单位汕头市建筑工程总企业项目经理蓝国炘分包单位分包项目经理施工履行标准名称及编号施工质量查收查收规范施工单位检查评定记录记录的规定项目赞同误差(注:t 为连续处较薄的板厚)mm缺点种类二级三级未焊满≤+, 且≤≤+, 且≤0 0 0 0 0 0 合格(指不足每焊缝内缺点总长≤0 0 0 3 0 0 1 0 0 0设计要求≤+,且≤≤+, 且≤0 0 0 0 0 0根部缩短长度不限≤, 且≤;连续长度≤,≤,且≤,长度咬边不限0 0 0 0 0 0且焊缝双侧咬边总长度≤10%焊缝总长赞同存在个别弧坑裂纹—长度≤的弧坑0 0 0 0 0 0 0 0 0 0裂纹赞同存在个别电弧檫伤—电弧檫伤0 0 0 0 1 0 0 0 0 0缺口深度,且≤缺口深度,且≤0 0 0 0 0 0 0接头不良每焊缝不该超出 1 处0 0 0 0 0 0 0 0 0 0表面夹杂—深≤,长≤且≤0 0 0 0 0 0 0 0 0 0每焊缝长度内赞同直径表面气孔—≤,且≤的气孔两个,0 0 0 0 0 0 0 0 0 0孔距≥6 倍孔径施工单位检查评专业工长(施工员)施工班组长定结果主控项目所有合格,一般项目切合要求。
项目专业质量检查员:年月日监理(建设)单位查收结论专业监理工程师(建设单位项目专业技术负责人):年月日焊缝外观质量检查记录表GB50205-2001GD2301057单位(子单位)工程名称广州国际玩具礼物城(第一期)工程(第一区)分部(子分部)工程名称钢构造查收部位G屋顶施工单位汕头市建筑工程总企业项目经理分包单位分包项目经理施工履行标准名称及编号施工质量查收查收规范施工单位检查评定记录记录的规定项目赞同误差(注:t 为连续处较薄的板厚)mm缺点种类二级三级未焊满≤+, 且≤≤+, 且≤(指不足每焊缝内缺点总长≤21 20 15 14 13 14 18 20 14 13设计要求≤+,且≤≤+, 且≤根部缩短长度不限≤,且≤,长度≤, 且≤;连续长度≤,咬边不限且焊缝双侧咬边总长度≤10%焊缝总长赞同存在个别长度≤的弧坑弧坑裂纹—裂纹赞同存在个别电弧檫伤—电弧檫伤接头不良缺口深度,且≤缺口深度,且≤每焊缝不该超出 1 处0 0 1 1 0 0 1 0 1 0表面夹杂—深≤,长≤且≤每焊缝长度内赞同直径表面气孔—≤,且≤的气孔两个,孔距≥6 倍孔径专业工长(施工员)施工班组长施工单位检查评主控项目所有合格,一般项目切合要求。
焊缝外观质量检查记录表[1]
![焊缝外观质量检查记录表[1]](https://img.taocdn.com/s3/m/49c195e14431b90d6d85c7c9.png)
GB50205-2001
GD2301057
单位(子单位)工程称号
广州国际玩具礼物城(第一期)工程(第一区)
分部(子分部)工程称号
钢布局
验收部位
1-1~1-10×1-A~1-G屋顶
施工单位
汕头市建筑工程总公司
项目司理
蓝国炘
分包单位
分包项目司理
施工执行尺度称号及编号
施工质量验收规范的规定
≤0.1t,且≤1.0,长度不限
0
0
0
0
0
0
合格
弧坑裂纹
—
允许存在个别长度≤
0
0
0
0
0
0
0
0
0
0
合格
电弧檫伤
—
允许存在个别电弧檫伤
0
0
0
0
1
0
0
0
0
0
合格
接头不良
缺口深度0.05t,且≤
缺口深度0.1t,且≤
0
0
0
0
0
0
0
合格
0
0
0
0
0
0
0
0
0
0
合格
概况夹杂
—
深≤0.2t,长≤≤
0
0
0
0
0
0
0
0
0
0
≤0.2+0.04t,且≤
合格
长度不限
咬边
≤0.05t,且≤0.5;持续长度≤100.0,且焊缝两侧咬边总长度≤10%焊缝总长
≤0.1t,且≤1.0,长度不限
合格
弧坑裂纹
—
焊缝质量检验级别表

公差
标准公差
图纸尺寸
公差
标准公差
图纸尺寸
公差
标准公差
图纸尺寸
公差
标准公差
质检员
签名
日期
有疑点时,用X射线透照复验,如发现有超标缺陷,应用超声波全部检验
3
外观检查
全部
检查外观缺陷和几何尺寸
焊接外观检验质量标准表
顺序
主要项目
一级标准
二级标准
三级标准
1
气孔
不允许
不允许
直径≤1.0 m/m的气孔,在100 m/m长度范围内不得超过5个
2
咬
边
不要求修磨的焊缝
不允许
深度不超过0.5m/m,累计总长度不得超过焊缝长的10%
大样检验评定结论:
质保部经理/日期:
《尺寸检验记录表》
工程名称:
构件简图:
构件编号
标号
L
L1
L2
L3
L4
L5
L6
L7
L8
L9
L10
L11
L12
L13
L14
L15
图纸尺寸
公差
标准公差
图纸尺寸
公差
标准公差
图纸尺寸
公差
标准公差
图纸尺寸
公差
标准公差
图纸尺寸
公差
标准公差
图纸尺寸
公差
标准公差
图纸尺寸
公差
标准公差
附录1
焊缝质量检验级别表
级别
检验项目
检查数量
检验方法
1
外观检查
全部
检查外观缺陷及几何尺寸,有疑点时用磁粉复验
超声波检查
焊缝外观质量检查记录

长度不限
咬
边
≤0.05 t ,且 ≤ 0.5;连续 长度≤ 100.0,且焊缝两侧 ≤0.1 t ,且≤1.0,长度不 0.5 0.6 0.8 0.9 咬边总长度≤10%焊缝总 限 长 — — 缺口深度0.05 t ,且≤0.5 允许存在个别长度≤5.0 的弧坑裂纹 允许存在个别电弧擦伤 缺口深度0.1 t ,且≤1.0
缺陷类型 未焊满(指 不足设计 要求) 根部收缩
每100.0焊缝内缺陷总长≤25.0 ≤0.2+0.02 t ,且≤ 1.0 ≤0.2+0.04 t ,且≤2.0
3.0 1.2 4.0 2.5 5.0 4.0 1.0 3.0 2.0 6.0 0.8 0.5 0.4 0.8 1.1 0.5 1.2 0.7 0.9 1.2 / / / / / / / / / /
焊缝外观质量检查记录表
GB 50205-2001
GD2301057 0 单位(子单位)工程名称 中山市宝科生产基地溶剂车间A,B,C,D天面钢结构工程 分部(子分部)工程名称 主体结构(钢结构 ) 施工单位 制造单位 广东三穗建筑工程有限公司中山分公司 东莞市宏发钢铁结构材料有限公司 验收部位 项目经理 分包项目经理 车间A钢梁 1
0.2 / 2 / 0.7 / 1 / 1 /
1
0.7 0.6 0.8 0.2
1
弧坑裂纹 电弧擦伤 接头不良
4 /
0.6 0.5 / / 1 /
1 /
5 /
3 /
0.3 0.9 0.2 / 1 / 0.9 / 1
0.8 0.7 / /
0.2 0.7 0.5 / / 2 / 1.5
每1000.0焊缝不应超过1处
缺陷类型 未焊满(指 不足设计 要求) 根部收缩
焊缝外观目测检查记录表
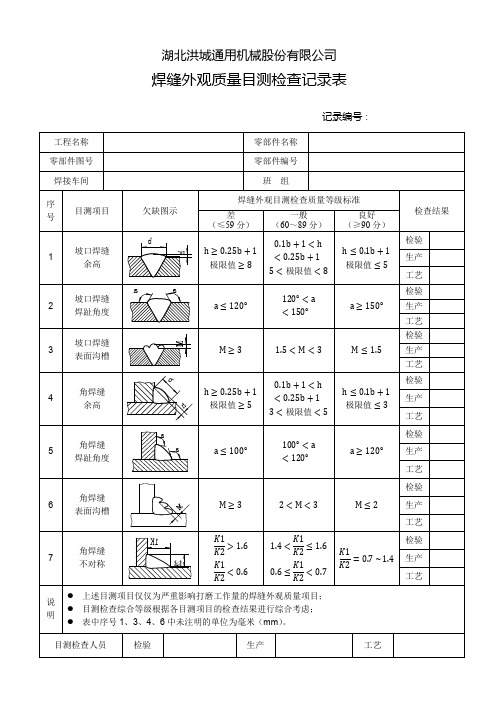
湖北洪城通用机械股份有限公司焊缝外观质量目测检查记录表记录编号:工程名称 零部件名称 零部件图号 零部件编号焊接车间班组序 号目测项目欠缺图示焊缝外观目测检查质量等级标准检查结果 差(≤59分) 一般(60~89分) 良好(≥90分) 1坡口焊缝余高h ≥0.25b +1 极限值≥8 0.1b +1<ℎ<0.25b +1 5<极限值<8 h ≤0.1b +1 极限值≤5检验 生产 工艺 2坡口焊缝焊趾角度a ≤120° 120°<a <150°a ≥150°检验生产 工艺 3坡口焊缝表面沟槽M ≥31.5<M <3M ≤1.5检验生产 工艺4 角焊缝余高h ≥0.25b +1 极限值≥5 0.1b +1<ℎ<0.25b +1 3<极限值<5h ≤0.1b +1 极限值≤3检验生产 工艺 5角焊缝焊趾角度a ≤100° 100°<a<120°a ≥120°检验生产 工艺 6角焊缝表面沟槽M ≥32<M <3 M ≤2检验生产 工艺7角焊缝 不对称K 1K 2>1.6 K 1K 2<0.6 1.4<K 1K 2≤1.6 0.6≤K 1K 2<0.7K 1K 2=0.7~1.4 检验生产 工艺说明● 上述目测项目仅仅为严重影响打磨工作量的焊缝外观质量项目; ● 目测检查综合等级根据各目测项目的检查结果进行综合考虑; ● 表中序号1、3、4、6中未注明的单位为毫米(mm )。
目测检查人员 检验生产工艺目测检查综合等级检查时间bhaaMbhaaMK 1K 2。
焊缝外观质量检查记录表
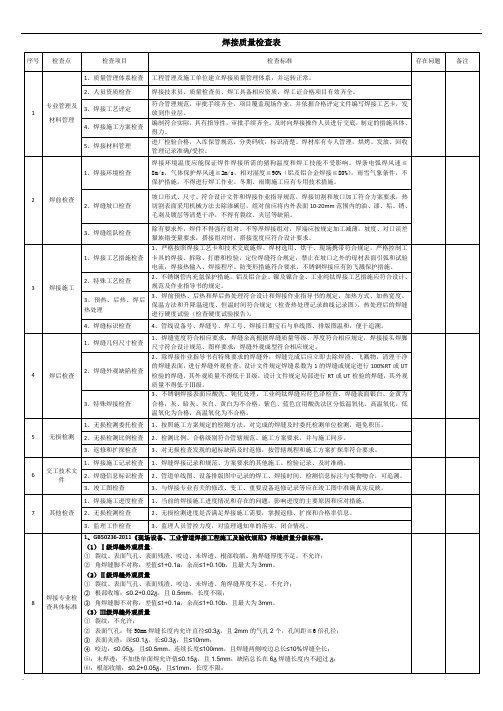
焊缝外观质量检查记录表GB50205 - 2001GD2301057□□单位 (子单位 )工程名称分部 ( 子单位 ) 工程名称查收部位施工单位项目经理分包单位分包项目经理施工履行标准名称及编号施工质量查收规范施工单位检查评定记录查收记录的规定项目同意误差 ( 注: t 为连续处较薄的板厚 )mm缺点种类二级三级未焊满 (指≤+,且≤≤+,且≤不足设计每焊缝内缺点总长≤要求 )≤+,且≤≤+,且≤根部缩短长度不限≤,且≤;连续长度咬边≤,且焊缝双侧咬边≤,且≤,长度不限总长度≤ 10%焊缝总长弧坑裂纹同意存在个别长度——≤的弧坑裂纹电弧擦伤——同意存在个别电弧擦伤缺口深度 0..05t,且缺口深度且≤接头不良≤每焊缝不该超出 1 处表面夹渣——深≤,长≤,且≤表面气孔——每焊缝长度内同意直径≤,且≤的气孔2 个,孔距≥ 6 倍孔径专业工长 ( 施工员 )施工班组长施工单位检查结论项目专业质量检查员:年月日监理( 建设 )单位复查专业监理工程师 ( 建设单位项目技术负责人) :年月日结论说明本表合用于二、三焊缝外观质量检查。
1.T 型接头、十字构造、角接接优等要求熔透的对接和角对接组合焊缝,其焊脚尺寸不该小于 t/4 ;设计有疲惫验算要求的吊车梁和近似构件的腹板与上翼缘连结焊缝的焊脚尺寸为 t/2 ,且不该大于 10mm。
焊脚尺寸的同意误差为 0~4mm。
检查数目:资料全数检查;同类焊缝抽查10%,且不该少于 3 条。
查验方法:察看检查,用焊缝量规抽查丈量。
2.焊缝表面不得有裂纹、焊瘤等缺点。
一级、二级焊缝不得有表面气孔、夹渣、弧坑裂纹、电弧擦伤等缺点。
且一级焊缝不得有咬边、未焊满、根部缩短等缺点。
查验方法:每批同类构件抽查10%,且不该少于 3 件;被抽查构件终,每一种类焊缝按条数抽查5%,且不该少于 1 条;每条检查 1 处,总抽查数不该少于10 处。
查验方法:察看检查或使用放大镜、焊缝量规和钢尺检查,当存在疑义时,采纳浸透或磁粉探伤检查。
焊接质量检查表
序号
检查点
检查项目
检查标准
存在问题
备注
1
专业管理及材料管理
1、质量管理体系检查
工程管理及施工单位建立焊接质量管理体系,并运转正常。
2、人员资质检查
焊接技术员、质量检查员、焊工具备相应资质,焊工证合格项目有效齐全。
3、焊接工艺评定
符合管理规范,审批手续齐全,项目覆盖现场作业。并依据合格评定文件编写焊接工艺卡,发放到作业层。
4、焊接施工方案检查
编制符合实际,具有指导性,审批手续齐全。及时向焊接操作人员进行交底,制定的措施具体、得力。
5、焊接材料管理
进厂检验合格,入库保管规范,分类码收,标识清楚。焊材库有专人管理,烘烤、发放、回收管理记录准确/受控。
2
焊前检查
1、焊接环境检查
焊接环境温度应能保证焊件焊接所需的猪狗温度和焊工技能不受影响。焊条电弧焊风速≧8m/s,气体保护焊风速≧2m/s,相对湿度≧90%(铝及铝合金焊接≧80%),雨雪气象条件,不保护措施,不得进行焊工作业。冬期、雨期施工应有专用技术措施。
⑦:角焊缝厚度不足:≤0.3+0.05ᵹ,且≤1mm,每100mm焊缝长度内缺陷总长度内缺陷总长度≤25mm;
⑻:角焊缝焊脚不对称:差值≤2+0.15a,余高≤1+0.2b,且最大为5mm。
(4)Ⅳ级焊缝外观质量
1裂纹:不允许;
2表面气孔:每50mm焊缝长度内允许直径≤0.4ᵹ,且3mm的气孔2个,孔间距≧6倍孔径;
3
焊接施工
1、焊接工艺措施检查
1、严格按照焊接工艺卡和技术交底施焊。焊材选用、烘干、现场携带符合规定,严格控制工卡具的焊接、拆除、打磨和检验,定位焊缝符合规定,禁止在坡口之外的母材表面引弧和试验电流,焊接热输入、焊接程序、防变形措施符合要求,不锈钢焊接应有防飞溅保护措施。
2022年焊缝外观质量检查表
原创不容易,【关注】店铺,不迷路!焊缝外观质量检查表《焊缝外观质量检查表》说明:1、每条被检查焊缝填写一张表。
2、被检查焊缝旁边需打钢号(钢号字高:16mm)。
钢号编码(数字编码)由服务队负责人自行编码,并将编码表随同此检查表一同发OA到设备处。
3、检查数量:每批同类构件抽查10%,且不少于3件,被抽查构件中,每种焊缝按数量抽查5%,总检查处不少于5处——比如,某新建机组有12根立柱,按同类构件抽查10%,则需抽查1.2根立柱,且不少于3个,则:立柱的抽查数量是3根;被抽查构件的焊缝数量抽查5%且不少于5处,则此3根立柱的焊缝需要检查的焊缝数量是:10条焊缝以上。
其它构件焊缝数量的抽查数以此类推。
4、此表经相关人员签字后,由服务队负责人拍照,做成PPT,和电子表格一起用OA上传到设备处。
公司名称检验员日序号1期Ⅱ级标准m)差距原因措施备注服务队负责人构件名称焊工姓名焊缝编号缺陷内容对接接头余高:m内最大宽度:C宽度与最小宽度差值≤3,整条焊缝≤4焊缝的直线度在任意300毫米连续焊缝长度内,f≤33456焊缝的表面高在任意25毫米长度范围低内,fmax-fmin≤2.5错边T型接头焊缝厚度上偏差T型接头焊缝厚度下偏差T型接头焊脚尺寸不等裂纹烧穿条状夹渣咬边(含根部咬边)气孔(包括点状夹渣)漏焊未焊透未熔合未满焊及凹坑根部收缩m≤0.10δ最大为2最大为4(b-a)≤1+0.1k7(a-b)=0.3+0.035k最大超过1,总长度不超过焊缝全长的20%k1-k=(0~1)+0.1k,k为设计尺寸,k1为实际尺寸不允许不允许不允许y≤0.02δ最大为0.2,总长度不超过焊缝全长的5%在50的焊缝长度上,单个气孔不大于1/3板厚,最大不超过1.5不允许不允许不允许q≤0.2+0.02δ最大不超过焊缝全长的5%q≤0.2+0.02δ891011121314151617181920焊瘤(θ≤90不允许)飞溅允许少量孤立的飞溅《焊缝外观质量检查表》【素材积累】岳飞应募参军,因战功累累不断升职,宋高宗亲手写了“精忠岳飞”四个字,制成旗后赐给他。
焊缝外观质量检查记录表[1]之欧阳美创编
![焊缝外观质量检查记录表[1]之欧阳美创编](https://img.taocdn.com/s3/m/a2df2b1bbb4cf7ec4bfed0c9.png)
长
允许存在个别
—
长度≤5.0 的弧
坑裂纹
—
允许存在个别 电弧檫伤
缺口深度 0.05t, 缺 口 深 度
且≤0.5
0.1t,且≤1.0
0.2 0.3 0.5 0.4 0.2 0.4 0.7 0.2 0.4 0.1
每 1000.0 焊缝不应超过 1 处
001100 1 010
—
深 ≤ 0.2t , 长 ≤ 0.5t 且≤20.0
0.5t 且≤20.0
000000
每 50.0 焊缝长度内允
表面气孔
—
许直径≤0.4t,且≤3.0
的气孔两个,孔距≥6 0
0
0
0
0
0
倍孔径
施工单位检查评 专业工长(施工员)
0.1 0.2 0 0 1000 0 0.1 0 0
0.2 0 0 0.1
0 000 0 000 0 000 0 000 0 000 0 000
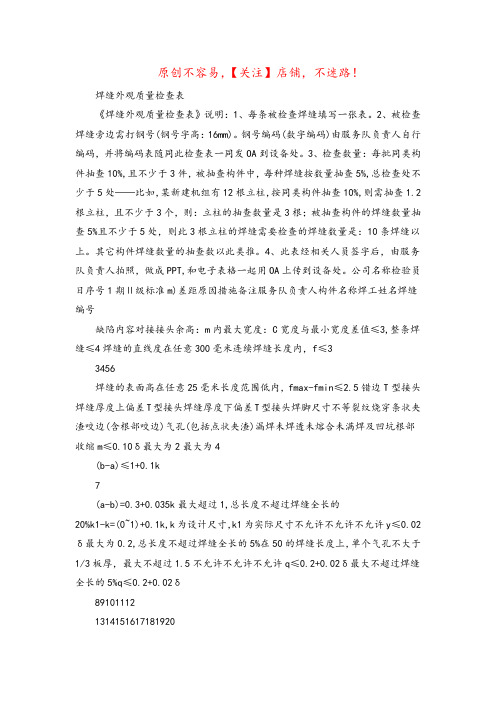
焊缝外观质量检查记录表 GB50205-2001
单位(子单位)工程名
广州国际玩具礼品城(第一期)工程(第一区)
称 分部(子分部)工程名
称
钢结构
验收部位
G 屋顶
施工单位
汕头市建筑工程总公司
项目经理
分包单位
分包项目经理
施工执行标准名称及编号
施工质量验收 规范的规定
施工单位检查评定记录
项目 缺陷类型
二级
允许偏差(注:t 为连续处较薄的板厚)mm 三级
≤1.0
2.0
0.5 0.2 0.4 0.6 0.2 0.7 0.2 0.3 0.5 0.8
长度不限
咬边
弧坑裂纹 电弧檫伤 接头不良 表面夹杂
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
6
焊缝余高 △h
手工焊
埋弧焊 手工焊 埋弧焊 8 9 飞溅 焊瘤
一、二类焊0~4,三类焊缝0~5 盖过每边坡口宽度2~4,且平缓过渡 盖过每边坡口宽度2~7,且平缓过渡 清除干净 不允许 一类焊缝:不允许
7
对接接头 焊缝宽度
10
角焊缝厚度不足(按设 计焊缝厚度计)
二类焊缝:不超过0.3+0.05δ 且不超过 1,每100焊缝内长度缺陷总长不大于25 三类焊缝:不超过0.3+0.05δ 且不超过 2,每100焊缝内长度缺陷总长不大于25
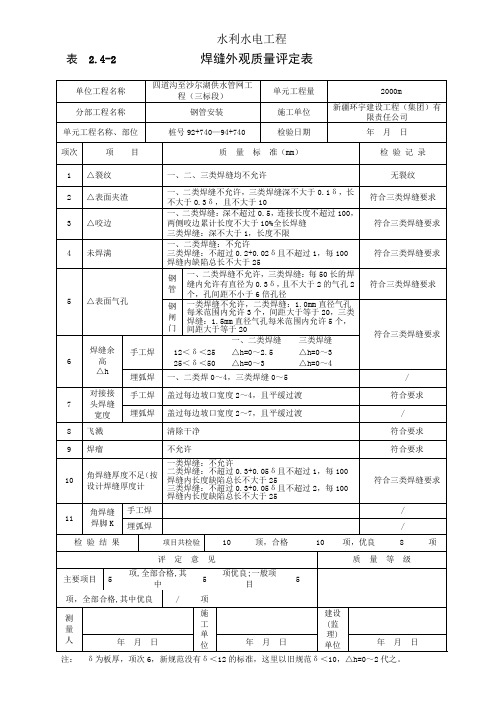
水利水电工程 表2.4-2
单位工程名称 分部工程名称 单元工程名称、部位
焊缝外观质量三检表
单元工程量 施工单位 检验日期 检 验 记 录
项次
项
目质量来自标准 (mm) 班组自检 施工队复检
1
△裂纹
一、二、三类焊缝均不允许 一、二类焊缝不允许,三类焊缝深不大于 0.1δ ,长不大于0.3δ ,且不大于10 一、二类焊缝:深不超过0.5,连续长度 不超过100,两侧咬边累计长度不大于10% 全长焊缝三类焊缝:深不大于1,长度不 限 一、二类焊缝:不允许 三类焊缝:不超过0.2+0.02δ 且不超过 1,每100焊缝缺陷总长不大于25 一、二类焊缝不允许,三类焊缝: 每50长的焊缝内允许有直径为0.3 钢管 δ ,且不大于2的气孔2个,孔间距 不小于6倍孔径
11
角焊缝焊 脚K
手工焊 埋弧焊
k<12(+3) k<12(+4)
K>12(+4) k>12(+5)
检
验
意
见
检 检
验
人 验
员 日
签
字 期
验
记
录 质检处(科)终 检
2
△表面夹渣
3
△咬边
4
未焊满
5
△表面气孔
一类焊缝不允许,二类焊缝:1.0mm 直径气孔每米范围内允许3个,间距 钢闸 大于等于20,三类焊缝:1.5mm直径 门 气孔每米范围内允许5个,间距大于 等于20 一、二类焊缝 12<δ <25 △h=0~2.5 25<δ <50 △h=0~3 三类焊缝 △h=0~3 △h=0~4