光滑极限量规设计计算表(1)
光滑极限量规计量建标技术报告
2
一、建立计量标准的目的
************是一家现代化柴油机制造企业,已形成工程机械、农业装备、固定 动力、发电、船用、发电机组等多元化业务,厂区位于****地区。
光滑极限量规在机械行业生产工艺过程控制产品质量起主要作用。 为 保证产品量值准确一致,根据量具系统及检定规程的规定要求,筹建光滑 极限量规检定装置,为本企业检定光滑极限量规的最高计量标准。
立式光学计
JD3
(0-150) ㎜
****
****
****
1年
平面平晶
Φ 60 ㎜
Φ 60 ㎜
****
****
****
1年
一米测长机
JD9A
主 要 配 套 设 备
刀口尺 175 mm 圆度仪 YD-200A 表面粗糙度 比较样块 Ra(0.02 5-6.3) μ m
(0-1000) mm
****
****
5.合成标准不确定度的评定
合成标准不确定度 uc uc2=(c1u1)2+(c2u2)2+(c3u3)2=0.049 uc=0.22μm
6.扩展不确定度的评定
取包含因子 k=2 L=16 ㎜时 U=k× uc=2× 0.22=0.44μm
7.测量不确定度的报告与表示
U=0.44μm k=2
用该标准检定装置检定、校准的测量仪器判定为合格的,可不做任何明确的不确定度 报告。测量程序文件另有规定的除外。
ls标准量块长度l被测量规长度测量仪器测出相比较的长度差测量范围不确定度或准确度等级或最大允许误差制造厂及出厂编号检定或校准机构检定周校间隔量块量块83立式光学计jd30150平面平晶60一米测长机jd9a01000mm表面粗糙度比较样块ra002563ra002563圆度仪yd200a3180mm刀口尺175mm175mm五环境条件序号20221符合要求70rh45rh符合要求等量块检定装置125500mm计量测试所光滑极限量规检定装置0500mm比较测量比较测量全形塞规4120mmit6it10非全形塞规80260mmit6it10等量块检定装置05100mm七计量标准的重复性试验选一个测量范围为16f7的光滑极限塞规编号为w34受检点为16019同条件下重复测量10次结果如下
光滑极限塞规磨损极限尺寸计算

光滑极限塞规磨损极限尺寸计算内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.精度检测技术复习:1、包容原则、孔轴合格条件2、普通测量仪器可把每个零件的尺寸、形状分别测量出来,但效率低,不方便。
大批生产零件可用专用量具检验。
光滑工件尺寸的检测及量规设计光滑工件尺寸通常采用普通计量器具测量或用光滑极限量规检验。
对于一个具体的零件,是选用计量器具还是选用量规,要根据零件图样上遵守的公差原则来确定。
当零件图样上被测要素的尺寸公差和形位公差遵守独立原则时,该零件加工后的尺寸和形位误差采用通用计量器具来测量。
当零件图样上被测要素的尺寸公差和形位公差遵守相关原则时,应采用光滑极限量规或位置量规来检验。
在此重点介绍光滑极限量规(包容原则)即介绍GB1957-81《光滑极限量规》标准。
一、光滑极限量规的功用光滑极限量规是一种没有刻线的专用量具。
1、检验孔、轴时,不能测出孔、轴尺寸的具体数字,但能判断孔、轴尺寸是否合格。
2、量规结构简单、制造容易、使用方便。
3、量规是用来判断孔、轴尺寸是否在规定的两极限尺寸范围内,因此量规都成对使用。
其中一为“通规”,另一为“止规”。
通规——用以判断dm、Dm有否从公差带内超出最在实体尺寸。
止规——用以判断da、Da有否从公差带内超出最小实体尺寸。
检验时,通规能过,止规不能过,说明合格。
二、塞规和卡规光滑极限量规是塞规和卡规的统称。
塞规:检验孔用的极限量规。
通规按Dmin设计防止Dm<Dmin止规按Dmax设计防止Da>Dmax卡规:检验轴用量规通规按dmax设计防止dm>dmax止规按dmin设计防止da<dmin三、量规的分类1、工作量规:是工人在生产过程中检验工件用的量规。
光滑极限量规设计
设计目的及要求:“机械设计与制造”方向课程设计是“机械工程及自动化”专业学生在学习了《机械制造技术基础》、《机械制造装备设计》等专业课程和“机械设计与制造”方向课程之后进行的一个实践性的教学环节,其目的是巩固和加深理论教学内容,锻炼学生专业知识的综合运用能力,培养学生具有工艺装备设计(专用道具、专用量具)的工程实践能力。
通过方向课程设计,应使学生达到以下要求:(1)初步掌握非标准刀具的设计内容、步骤和方法。
(2)初步掌握光滑极限量规的设计内容、步骤和方法。
(3)学生绘制非标准刀具、量具的工作图,真确标注技术条件。
(4)学会使用各种设计资料、手册和国家标准。
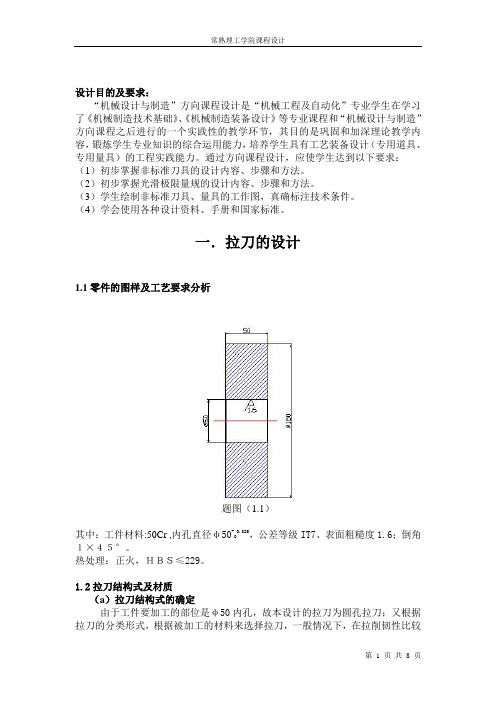
一.拉刀的设计1.1零件的图样及工艺要求分析题图(1.1)0.025,公差等级IT7、表面粗糙度1.6;倒角其中:工件材料:50Cr ,内孔直径φ50+1×45°。
热处理:正火,HBS≤229。
1.2拉刀结构式及材质(a)拉刀结构式的确定由于工件要加工的部位是φ50内孔,故本设计的拉刀为圆孔拉刀;又根据拉刀的分类形式,根据被加工的材料来选择拉刀,一般情况下,在拉削韧性比较大的金属材料时选用综合式拉刀。
(b)拉刀的材料确定根据工件的材质50Cr,属于高合金钢,具有高的强度和高的耐磨性,故根据根据常用拉刀的材质选择,选用拉刀材料:W6Mo5Cr4V21.3 校准齿的直径(以角坐标x表示校准齿的直径)根据公式:d ox = d mmax + δ式中:δ—收缩量,根据《金属切削刀具课程设计指导书》表4.16 查的δ=0.011则d ox = 50.025+0.011=50.036 mm1.4拉削余量的确定(a)按照经验公式法根据《金属切削刀具课程设计指导书》表4.1查的。
当预制孔采用钻削加工时,A的初始值为A=0.005dm+0.1L0.5式中:dm = 50mm、L=50mm 则A=0.096mm(b)采用极限法由于采用的是φ49的钻头,故最小的孔径为d wmin =49mm,拉削余量为:A = d ox - d wmin =50.036-49=1.036mm1.5各部分齿升量的确定齿升量的确定一般原则:1)粗切齿齿升量为了缩短拉刀长度,应该尽量加大,使得各刀齿切除总余量的0.6-0.8。
量规设计基础~

5.1 概述光滑极限量规是一种没有刻度的专用检验工具,用光滑极限量规检验零件时,只能判断零件是否在规定的验收极限范围内,而不能测出零件实际尺寸和形位误差的数值。
其特点是:结构简单,使用方便、可靠,验收效率高。
量规的形状与被检验工件的形状相反,其中检验孔的量规称为塞规,它由通规和止规组成,通规是按孔的最小极限尺寸设计的,作用是防止孔的作用尺寸小于其最小极限尺寸;止规是按孔的最大极限尺寸设计的,作用是防止孔的实际尺寸大于其最大极限尺寸,如图5-la)所示。
检验轴的量规称为卡规,它的通规是按轴的最大极限尺寸设计的,其作用是防止轴的作用尺寸大于其最大极限尺寸;止规是按轴的最小极限尺寸设计的,其作用是防止轴的实际尺寸小于其最小极限尺寸,如图5-lb)所示。
用量规检验零件时,只有通规通过,止规不通过,被测件才合格。
图5-1光滑极限量规量规按照用途分为:1.工作量规在零件制造过程中,生产工人检验工件时所使用的量规称为工作量规。
通规用代号T表示,止规用代号Z表示。
通常使用新的或者磨损较少的量规作为工作量规。
2.验收量规检验人员或者用户代表验收工件时所用的量规称为验收量规。
验收量规不需要另行制造,一般选择磨损较多或者接近其磨损极限的工作量规作为验收量规。
3.校对量规用于检验轴用工作量规的量规称为校对量规,由于孔用工作量规使用通用计量器具检验,所以不需要校对量规。
校对量规有以下几种:校通一通(TT)是检验轴用工作量规通规的校对量规。
校对时,应该通过,否则通规不合格。
校止一通(ZT)是检验轴用工作量规止规的校对量规。
校对时,应该通过,否则止规不合格。
校通一损(TS)是检验轴用工作量规通规是否达到磨损极限的校对量规。
校对时,应该不通过轴用工作量规(通规),否则该通规已到或者超过磨损极限,不应该再使用。
5.2 量规尺寸及公差带量规是专用量具,它的制造精度要求比被检验工件更高,但不能将量规工作尺寸正好加工到某一规定值,故对量规工作尺寸也要规定制造公差。
光滑极限量规

测量孔的塞规
Dmax
Dmin
通规 检验孔的塞规
止规
如果 塞规的通端(最大实体尺寸Dmin)通过检验孔 塞规的通端(最大实体尺寸 )通过检验孔; 止端(最小实体尺寸Dmax)未通过 止端(最小实体尺寸 ) 则孔合格。 则孔合格。
测量轴的卡规
dmax
T
通规
测量轴的卡规
如果 通端(最大实体尺寸dmax)通过检验轴 通过检验轴; 通端(最大实体尺寸 通过检验轴 止端(最小实体尺寸dmin)未通过 止端(最小实体尺寸 ) 则轴合格。 则轴合格。
Φ 20.0067 Φ 20.0330
(0+ 0.033 )
Φ 20.0067 0 0.0034 Φ 20.0330 0 0.0034
Φ 19 . 9574 Φ 19 . 9590 Φ 19 . 9766 Φ 19 . 9602 Φ 19 . 9800
+ 0 . 0024 0 + 0 . 0024 0 0 0 . 0012 0 0 . 0012 0 0 . 0012
第四章 光滑极限量规
光滑极限量规是指检验孔和轴用的极限量规。 光滑极限量规标准适用于检验国标《极限与配合》 中规定的基本尺寸至500mm,公差等级IT6~ IT16的孔和轴
《光滑工件尺寸的检验》(GB/T3177-1997) 光滑工件尺寸的检验》 GB/T3177-1997) 《光滑极限量规》(GB/T1957-1981) 光滑极限量规》 GB/T1957-1981)
dmin
Z
止规
二、光滑极限量规的分类
用的量规。通规T,止规Z。 验收量规: 验收量规:用于验收部门检验产品所用。
工作量规: 工作量规:工件在制造时,操作者检验工件所使
光滑极限量规教程(塞规-检具)

第6章光滑极限量规6.1概述检验光滑工件尺寸时,可用通用测量器具,也可使用极限量规。
通用测量器具可以有具体的指示值,能直接测量出工件的尺寸,而光滑极限量规是一种没有刻线的专用量具,它不能确定工件的实际尺寸,只能判断工件合格与否。
因量规结构简单,制造容易,使用方便,并且可以保证工件在生产中的互换性,因此广泛应用于成批大量生产中。
光滑极限量规的标准是GB/T 1957-2006。
光滑极限量规有塞规和卡规之分,无论塞规和卡规都有通规和止规,且它们成对使用。
塞规是孔用极限量规,它的通规是根据孔的最小极限尺寸确定的,作用是防止孔的作用尺寸小于孔的最小极限尺寸;止规是按孔的最大极限尺寸设计的,作用是防止孔的实际尺寸大于孔的最大极限尺寸,如图6.1所示。
卡规是轴用量规,它的通规是按轴的最大极限尺寸设计的,其作用是防止轴的作用尺寸大于轴的最大极限尺寸;止规是按轴的最小极限尺寸设计的,其作用是防止轴的实际尺寸小于轴的最小极限尺寸,如图6.2所示。
图6.1塞规检验孔图6.2环规检验轴量规按用途可分为以下三类:1)工作量规工作量规是工人在生产过程中检验工件用的量规,它的通规和止规分别用代号“T”和“Z”表示。
2)验收量规验收量规量是检验部门或用户代表验收产品时使用的量规。
3)校对量规校对量规是校对轴用工作量规的量规,以检验其是否符合制造公差和在使用中是否达到磨损极限。
6.2量规设计6.2.1极限尺寸判断原则(泰勒原则)单一要素的孔和轴遵守包容要求时,要求其被测要素的实体处处不得超越最大实体边界,而实际要素局部实际尺寸不得超越最小实体尺寸,从检验角度出发,在国家标准“极限与配合”中规定了极限尺寸判断原则,它是光滑极限量规设计的重要依据,阐述如下:孔或轴的体外作用尺寸不允许超过最大实体尺寸。
即对于孔,其体外作用尺寸应不小于最小极限尺寸;对于轴,其体外作用尺寸不大于最大极限尺寸。
任何位置上的实际尺寸不允许超过最小实体尺寸。
光滑极限量规

量规的尺寸公差带、量规设计
6-1
光滑极限量规是一种具有孔或轴的上极限尺寸和下极限尺寸为公称尺寸 的标准测量面,能控制被测孔或轴的边界条件的、没有刻线的专用量具。
它不能确定工件的实际尺寸,只能确定工件尺寸是否处于规 定的极限尺寸范围内。
量规结构简单,制造容易,使用方便,因此广泛应用于成批大量生产中。
6-2
虽然量规是一种精密的检验工具,量规的制造精度比被检验工件的精度要求更高,
但在制造时也不可避免地产生误差,不可能将量规的工作尺寸正好加工到某一规定值,
因此对量规通、止端也都必须规定制造公差。
一、公差带图
ES
止T
TD
T/2
1、塞规
通
Z
0+
EI
T/2
-
通端上偏差 = EI+Z+T/2
止端上偏差 = ES
表6-2 量规测量表面粗糙度(摘自GB,/T 1957—2006)
6-2
卡规的“通”与“止” 端要分别标出
图6-5 量规的标注方法 a)卡规 b)塞规
6-3
一、量规设计原则---泰勒原则 即孔或轴的作用尺寸不允许超过最大实体尺寸。 孔,作用尺寸应不小于最小极限尺寸;轴,作用尺寸应不大于最大极限尺寸。 在任何位置上的实际尺寸不允许超过最小实体尺寸,孔的局部实际尺寸应不大于
6-3
量规型式的选择
检验圆柱型工件的光滑极限量规型式很多,合理的选择和使用,
对正确判断测量结果影响很大。
按照国标推荐.测孔时,可用下列几种型式的量规:
全形塞规
片状塞规Байду номын сангаас
a) 全形塞规
b) 不全形塞规 不全形塞规 球形杆规
光滑极限量规设计计算表

<0.006~0.01 <0.01~0.014 <0.014~0.025 <0.025~0.04
0至3
T 值 Z 值 工件公差
(Z+T/2)值
大于3 至6
T 值 Z 值 工件公差
(Z+T/2)值
大于6 至10
T 值 Z 值 工件公差
(Z+T/2)值
大于10 至18
T 值 Z 值 工件公差
(Z+T/2)值
塞规、卡规用光滑极限量规表 IT8 IT9 0.0028 0.0016 0.002 18~30 0.0036 0.002 0.0026 22~36 0.0044 0.0024 0.0032 27~43 0.0054 0.0028 0.004 33~52 0.0064 0.0034 0.005 39~62 0.008 0.004 0.006 46~74 0.0107 0.0046 0.007 54~87 0.0107 0.0054 0.008 63~100 0.012 0.006 0.009 72~115 0.0135 0.007 0.01 81~130 0.004 0.002 0.003 30~48 0.0052 0.0024 0.004 36~58 0.0064 0.0025 0.005 43~70 0.0077 0.0034 0.006 52~84 0.009 0.004 0.007 62~100 0.0105 0.005 0.008 74~120 0.0135 0.006 0.009 87~140 0.0135 0.007 0.01 100~160 0.016 0.008 0.012 115~185 0.0185 0.009 0.014 130~210
大于18 至30
T 值 Z 值 工件公差
互换性与技术测量 第5章 光滑极限量规

第5章光滑极限量规5.1概述光滑极限量规是指被检验工件为光滑孔或光滑轴所用的极限量规的总称,简称量规。
在大批量生产时,为了提高产品质量和检验效率而采用量规,量规结构简单、使用方便,省时可靠,并能保证互换性。
因此,量规在机械制造中得到了广泛的应用。
5.1.1 量规的作用量规是一种无刻度定值专用量具,用它来检验工件时,只能判断工件是否在允许的极限尺寸范围内,而不能测量出工件的实际尺寸。
当图样上被测要素的尺寸公差和形位公差按独立原则标注时,一般使用通用计量器具分别测量。
当单一要素的尺寸公差和形状公差采用包容要求标注时,则应使用量规来检验,把尺寸误差和形状误差都控制在尺寸公差范围内。
检验孔用的量规称为塞规,如图5.1a所示;检验轴用的量规称为卡规(或环规),如图5.1b所示。
塞规和卡规(或环规)统称量规,量规有通规和止规之分,量规通常成对使用。
通规控制被测零件的作用尺寸,止规控制其实际尺寸。
a) 塞规b) 卡规图5.1 光滑极限量规塞规的通规以被检验孔的最大实体尺寸(下极限尺寸)作为公称尺寸,塞规的止规以被检验孔的最小实体尺寸(上极限尺寸)作为公称尺寸。
检验工件时,塞规的通规应通过被检验孔,表示被被检验孔的体外作用尺寸大于下极限尺寸(最大实体边界尺寸);止规应不能通过被检验孔,表示被检验孔实际尺寸小于上极限尺寸。
当通规通过被检验孔而止规不能通过时,说明被检验孔的尺寸误差和形状误差都控制在尺寸公差范围内,被检孔是合格的。
卡规的通规以被检验轴的最大实体尺寸(上极限尺寸)作为公称尺寸,卡规的止规以被检验轴的最小实体尺寸(下极限尺寸)作为公称尺寸。
检验轴时,卡规的通规应通过被检验轴,表示被被检验轴的体外作用尺寸小于上极限尺寸(最大实体边界尺寸);止规应不能通过被检验轴,表示被检验轴实际尺寸大于下极限尺寸。
当通规通过被检验轴而止规不能通过时,说明被检验轴的尺寸误差和形状误差都控制在尺寸公差范围内,被检验轴是合格的。
光滑极限量规设计计算表
0.085 0.026 0.06
870~1400
0.085 0.03 0.07 0.0975 0.035 0.08 0.11 0.04 0.09 0.1225 0.045 0.1
630~1000 1000~1600
720~1150 1150~1850
810~1300 1300~2100
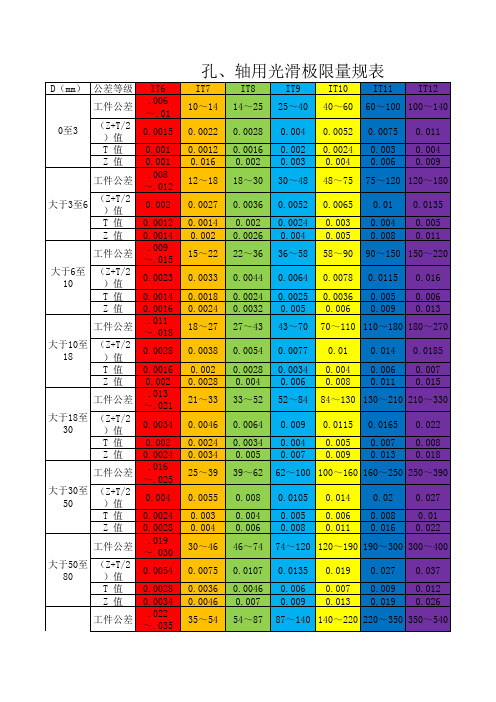
孔、轴用光滑极限量规表
D(mm) 公差等级 IT6 工件公差 .006~.01 (Z+T/2)值 0.0015 0至3 T 值 0.001 Z 值 0.001 .008~.012 工件公差 (Z+T/2)值 0.002 大于3至6 T 值 0.0012 Z 值 0.0014 工件公差 .009~.015 大于6至 (Z+T/2)值 0.0023 10 T 值 0.0014 Z 值 0.0016 工件公差 .011~.018 大于10至 (Z+T/2)值 0.0028 18 T 值 0.0016 Z 值 0.002 .013~.021 工件公差 大于18至 (Z+T/2)值 0.0034 30 T 值 0.002 Z 值 0.0024 工件公差 .016~.025 大于30至 (Z+T/2)值 0.004 50 T 值 0.0024 Z 值 0.0028 工件公差 .019~.030 大于50至 (Z+T/2)值 0.0054 80 T 值 0.0028 Z 值 0.0034 工件公差 .022~.035 大于80至 (Z+T/2)值 0.0054 120 T 值 0.0032 Z 值 0.0038 工件公差 .025~.04 (Z+T/2)值 0.0063 大于120 至180 T 值 0.0038 Z 值 0.0044 工件公差 .029~.046 大于180 (Z+T/2)值 0.0072 至250 T 值 0.0044 Z 值 0.005 工件公差 .032~.052 大于250 (Z+T/2)值 0.008 至315 T 值 0.0048 Z 值 0.0056 IT7 10~14 0.0022 0.0012 0.016 12~18 0.0027 0.0014 0.002 15~22 0.0033 0.0018 0.0024 18~27 0.0038 0.002 0.0028 21~33 0.0046 0.0024 0.0034 25~39 0.0055 0.003 0.004 30~46 0.0075 0.0036 0.0046 35~54 0.0075 0.0042 0.0054 40~63 0.0084 0.0048 0.006 46~72 0.0097 0.0054 0.007 52~81 0.011 0.006 0.008 IT8 IT9 IT10 IT11 14~25 25~40 40~60 60~100 0.0028 0.004 0.0052 0.0075 0.0016 0.002 0.0024 0.003 0.002 0.003 0.004 0.006 18~30 30~48 48~75 75~120 0.0036 0.0052 0.0065 0.01 0.002 0.0024 0.003 0.004 0.0026 0.004 0.005 0.008 22~36 36~58 58~90 90~150 0.0044 0.0064 0.0078 0.0115 0.0024 0.0025 0.0036 0.005 0.0032 0.005 0.006 0.009 27~43 43~70 70~110 110~180 0.0054 0.0077 0.01 0.014 0.0028 0.0034 0.004 0.006 0.004 0.006 0.008 0.011 33~52 52~84 84~130 130~210 0.0064 0.009 0.0115 0.0165 0.0034 0.004 0.005 0.007 0.005 0.007 0.009 0.013 39~62 62~100 100~160 160~250 0.008 0.0105 0.014 0.02 0.004 0.005 0.006 0.008 0.006 0.008 0.011 0.016 46~74 74~120 120~190 190~300 0.0107 0.0135 0.019 0.027 0.0046 0.006 0.007 0.009 0.007 0.009 0.013 0.019 54~87 87~140 140~220 220~350 0.0107 0.0135 0.019 0.027 0.0054 0.007 0.008 0.01 0.008 0.01 0.015 0.022 63~100 100~160 160~250 250~400 0.012 0.016 0.0225 0.031 0.006 0.008 0.009 0.012 0.009 0.012 0.018 0.025 72~115 115~185 185~290 290~460 0.0135 0.0185 0.025 0.036 0.007 0.009 0.01 0.014 0.01 0.014 0.02 0.029 81~130 130~210 210~320 320~520 0.015 0.021 0.028 0.04 0.008 0.01 0.012 0.016 0.011 0.016 0.022 0.032 IT12 100~140 0.011 0.004 0.009 120~180 0.0135 0.005 0.011 150~220 0.016 0.006 0.013 180~270 0.0185 0.007 0.015 210~330 0.022 0.008 0.018 250~390 0.027 0.01 0.022 300~400 0.037 0.012 0.026 350~540 0.037 0.014 0.03 400~630 0.043 0.016 0.035 460~720 0.049 0.018 0.04 520~810 0.055 0.02 0.045
光滑极限量规设计计算表

2、分别检验——用不同位置量规分别检验被测要素的位置公差及其基准要素本身的形位公差。
3、同时检验——在同一基准体系条件下,用同一位置量规检验被测要素的位置公差及其基准要素本身的上表中各式代号的含义如下:
4.917=3=
0.08
=0.005=
0.005
=
3.08
0.003
查表7-1
根据综合公差和以三个面定位固定式查询表
t
T
i
T t+T
M
T M
W MMC D =
0.0080.0025
1.917
0-0.005
1.932
磨损极限
测销直径
5.991
1.942
0.003
磨损极限d LM 不是标准尺寸,为了便于制造使导套5的孔径为标准直径,将活动测销3的测量部位做成台阶式。
在孔组位置度检具种导套一般采用带台阶的导套,以防止在使用中受到活动测销的冲撞
配合为H7/n6,直径D1由设计者确定。
查表7-1
取测量销部位直径
要素本身的形位公差。
的位置公差及其基准要素本身的形位公差
0.025
0.003
查询表7-2
0.003
M F =
C =
0.003
3的测量部位做成台阶式。
的冲撞可能产生的松动。
导套5的外径与本体4上的孔
0.003
此套公式适合活动销钉。
光滑极限量规设计

量规工作尺寸的计算
光滑极限量规工作尺寸计算的一般步骤如下: (1)查出孔与轴的上、下偏差。 (2)由表查出工作量规制造公差 T和位置要素 Z值。按工作量规制造公差 T, 确定工作量规的形状公差和校对量规的制造公差。 (3)计算各种量规的极限偏差或工作尺寸。 (4)画出工件和量规的公差带图。 (5)计算量规的极限偏差以及磨损极限尺寸。 (6)按量规的常用形式绘制并标注量规图样。
光滑极限量规程序
开 始
输入孔或轴的D,ES,EI 确定孔或轴 标准公差值 判断所属尺寸分段范围 检索Z,T值 轴 轴用工作 量规计算 轴 孔 孔 孔用工作 量规计算 数据文件
程序设计思路:
输出结果 结 束
光滑极限量规程序
轴用量规的运行界面
光滑极限量规程序
孔用塞规的运行界面
量规结构设计简单,使用方便、可靠,检验零件的效率高。
1、量规的一般分类
光滑极限量规
(1)检验孔径----塞规 塞规又分为通规(按孔的最小极限尺寸制造)和止规(按孔的最大极限尺 寸制造) (2)检验轴径----卡规 环规又分为通规(按轴的最大极限尺寸制造)和止规(按轴的最小极限尺寸制 造)
光滑极限量规是一种无刻度的专用检验工具,用它来检验工件时,只能确 定工件是否在允许的极限尺寸范围内,以确定零件是否合格,不能测量出工件 的实际尺寸。适用于成批或大量生产,遵守包容原则的孔、轴检验。
光滑极限量规的计算机辅助设计
§光滑极限量规概述 §光滑极限量规设计 §光滑极限量规程序
光滑极限量规概述
光滑极限量规是指被检验工件为光滑孔或光滑轴所用的极 限量规的总称。 是一种没有刻度的定值检验量具。用光滑极限量规检验零 件时,只能判断零件是否在规定的验收极限范围内,而不 能测出零件实际尺寸和形位误差的数值。
QJG 134-2006量规手册

0
径 尺 寸
中
径 偏差
0
小 Tu 偏差 WG0-TPL/2 WNG-TPL/2 尺
径 寸
D+EI+ZPL+TPL D2+EI+TD2+ 3TPL/2+2F1 d+es+ TPL d2+es-ZR+ TR/2+2F1+ TPL/2 d2+es-ZR+WG0 +2F1+ TPL/2 d+es- TPL d+es- TD2+ TCP d+es+Td2_- TR/2+ WNG+ TPL
7
Q/JG 134-2006
表2
1 英寸 牙数 24 20 18 16 14 12 11 10 三针 直径(dm) 0.572 0.724 0.725 0.794 0.895 0.866 0.895 1.008 1.100 1.157 1.350 1.302 1.350 1.441 1.650 A值 (增量) 0.7942 1.0721 1.0753 1.1582 1.4779 1.2167 1.3085 1.4484 1.7396 1.6297 2.2406 1.9039 2.0558 2.1221 2.7837 1 英寸 牙数 9 8 7 6 5 4.5 4 3.5 三针 直径 (dm) 1.591 1.650 1.732 2.050 2.020 2.050 2.311 2.550 2.886 3.200 3.177 3.200 3.580 4.000 4.091 4.000 A值 (增量) 2.3259 2.5127 2.4334 3.4401 2.9095 3.0044 3.2498 4.0064 4.2549 5.2490 4.6359 4.7088 5.2340 6.5636 5.9804 5.6923 1 英寸牙 数 3.250 3.000 2.875 2.750 2.625 2.500 三针 直径 (dm) 4.400 5.050 4.773 5.050 5.050 5.050 6.350 6.350 A值 (增量) 6.4224 8.4801 6.9777 7.8546 7.4984 7.1153 10.8082 10.3435
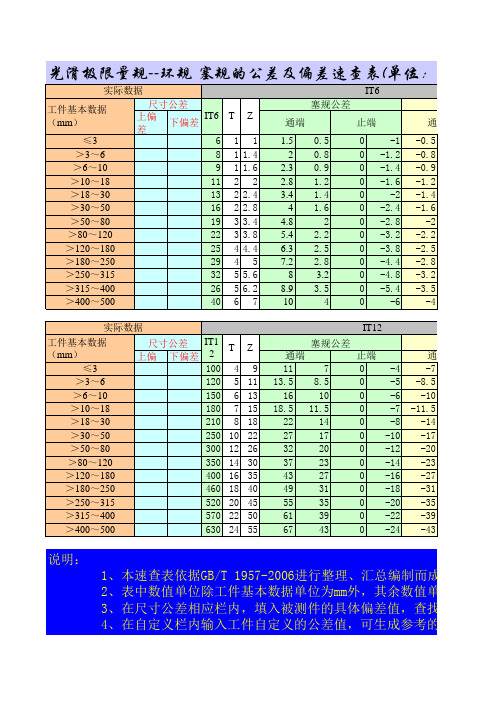
光滑量规公差,自动计算及查询表格
-2.2 -2.7 -3.3 -3.8 -4.6 -5.5
-6.4 -7.5 -8.4 -9.7 -11 -12.5 -14
环规公差
通端
止端
-11
4
-13.5
5
-16
6
-18.5
7
-22
8
-27
10
-32
12
-37
14
-43
16
-49
18
-55
20
-61
22
-67
24
IT1 3
T
Z
0 140 6 14
0 -120
环规公差
通端
止端-30 -50 Nhomakorabea20
-37.5 -62.5
25
-45 -75
30
-57.5 -92.5
35
-70 -110
40
-85 -135
50
-100 -160
60
-115 -185
70
-140 -220
80
-155 -245
90
-170 -270 100
-195 -305 110
-220 -340 120
147.5 92.5
0 -55
环规公差
通端
止端
-15.5 -24.5
9
-19.5 -30.5
11
-23.5 -36.5
13
-27.5 -42.5
15
-31 -49
18
-39 -61
22
-47 -73
26
-55 -85
30
-62.5 -97.5
35
光滑极限量规执行尺寸的计算方法

.
。。 : 。
、 「
最 大 实 际 尺寸
工 卜1 5 卜 二
日
=
功1
2
.
03 3
虽 规 止 端标 为
叻]
2
.
03 3
,
忿
.
。。 : :
红
!
1 a
幻
: : 卜
句 翎 算
(`
巨 ù Z
规
}
二
、
轴用 极 限量 规 执 行 尺 寸 的计 算
最小 实际 尺 寸
L
MS
n
飞
.
表格 的制 订
已是
(
L
l
i
n
) 3
图
国标规 定 的轴用量规 公差 带图
,
二
5 十 0
。
00 02
衣 于 M
a
S ( T规 令 解 翎
)
=
价5 少5
B
.
002
.
于 是量 规 通 端 标 为
.
妈m 劝
L L
T =
002
“
忍
。。 1 :
二
=
=
功5
L
.
008
二
量规 L 七 端标 为
二
功5
.
0 0 8一
名
.
。。 1 :
最 小 实 际尺 寸
。
卜\
\
日
(:
舰)
例2 解
:
2 计算 价1
创 M S
( 上阴
l几
爵「
. ` 口 勺
B 18。 `
。
一
冲
,
光滑极限量规设计

➢成对使用:以被检工件MMS为基
本尺寸的量规:通规;以被检工件 LMS为基本尺寸的量规:止规
➢形状与工件相反: 检验孔用的光滑极限量规:塞规 检验轴用的光滑极限量规:卡规
塞规 卡规
➢合格性的条件:通规“通”,止规“止”,二者缺一不可。
2、种类
一、特点及种类
(1)工作量规:操作工人检验工件时使用的量规; (2)验收量规:检验部门和用户代表验收产品时使用的; (3)校对量规:用来检验在制造和使用过程中轴用工作量规的量规。
(3)符合泰勒原则的量规,如在某些场合下应用不方便或有困难时, 可在保证被检验工件的形状误差不致影响配合性质的条件下,使用偏 离泰勒原则的量规。举例:
三、量规公差带
量规的通规和止规的基本尺寸分别为被检工件的
MMS和LMS。
LMS
+33
1、量规公差带均采用内缩配置
T
方式
H8
2、确定公差量带规大公小:差T带有两个参数:+0- MMS
3)量规测量面可用合金工具钢、碳素工具钢、渗碳钢及 其它耐磨材料制造。
4)钢制量规测量面的硬度应为58~65HRC。 5)量规应经过稳定性处理。
例:设计Φ18H8/f7孔与轴用量规
(1)、量规型式的选择 孔用量规通规、止规均采用全型塞规; 轴用量规通规、止规均采用卡规;
(2)从《公差与配合》中查得被检工件的极限偏差。
公差带位置:Z 见表5-8
Z
MMS -20
T TS
φ25
3、通规需要考虑磨损问题:
磨损极限尺寸为MMS。
f7
TP TT
止规的公差带从LMS起内缩。 -41
ZT
工作量规制 造公差带
光滑极限量规设计计算表

工件公差 .025~.04 (Z+T/2)值 0.0063
T 值 0.0038 Z 值 0.0044
大于 180至
250
工件公差 .029~.046
(Z+T/2)值 0.0072
T 值 0.0044
Z值
0.005
工件公差 .032~.052 大于
250至
315
IT7 10~14 0.0022 0.0012 0.016 12~18 0.0027 0.0014 0.002 15~22 0.0033 0.0018 0.0024 18~27 0.0038 0.002 0.0028 21~33 0.0046 0.0024 0.0034 25~39 0.0055 0.003 0.004 30~46 0.0075 0.0036 0.0046 35~54 0.0075 0.0042 0.0054 40~63 0.0084 0.0048 0.006 46~72 0.0097 0.0054 0.007 52~81
D(mm) 公差等级 IT6
工件公差 .006~.01
0至3 (Z+T/2)值 0.0015
T值
0.001
Z值
0.001
工件公差 .008~.012
大于3 (Z+T/2)值 0.002
至6 T 值 0.0012
Z 值 0.0014
工件公差 .009~.015
大于6 (Z+T/2)值 0.0023
至10 T 值 0.0014
0.08 0.1225 0.028 0.045 0.066 0.1 890~1400 1400~2300 0.09 0.135 0.032 0.05 0.074 0.11
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
0.015 0.021 0.028 0.04 0.055 0.008 0.01 0.012 0.016 0.02 0.011 0.016 0.022 0.032 0.045 89~140 140~230 230~360 360~570 570~890 0.0165 0.0235 0.032 0.045 0.061 0.009 0.011 0.014 0.018 0.022 0.012 0.018 0.025 0.036 0.05 孔用量规各尺寸一览 塞规(通) 查表T值 查表Z值 0 0.0042 0.0054 84.0075 0.0042 轴用量规各尺寸一览
D(mm) 公差等级
0至3
大于3 至6
大于6 至10
大于10 至18
大于18 至30
大于30 至50
大于50 至80
大于80 至120
大于 120至 180 大于 180至 250 大于 250至 315
IT6 工件公差 .006~.01 (Z+T/2)值 0.0015 T 值 0.001 Z 值 0.001 工件公差 .008~.012 (Z+T/2)值 0.002 T 值 0.0012 Z 值 0.0014 工件公差 .009~.015 (Z+T/2)值 0.0023 T 值 0.0014 Z 值 0.0016 工件公差 .011~.018 (Z+T/2)值 0.0028 T 值 0.0016 Z 值 0.002 工件公差 .013~.021 (Z+T/2)值 0.0034 T 值 0.002 Z 值 0.0024 工件公差 .016~.025 (Z+T/2)值 0.004 T 值 0.0024 Z 值 0.0028 工件公差 .019~.030 (Z+T/2)值 0.0054 T 值 0.0028 Z 值 0.0034 .022~.035 工件公差 (Z+T/2)值 0.0054 T 值 0.0032 Z 值 0.0038 工件公差 .025~.04 (Z+T/2)值 0.0063 T 值 0.0038 Z 值 0.0044 工件公差 .029~.046 (Z+T/2)值 0.0072 T 值 0.0044 Z 值 0.005 工件公差 .032~.052
IT12 100~140 0.011 0.004 0.009 120~180 0.0135 0.005 0.011 150~220 0.016 0.006 0.013 180~270 0.0185 0.007 0.015 210~330 0.022 0.008 0.018 250~390 0.027 0.01 0.022 300~400 0.037 0.012 0.026 350~540 0.037 0.014 0.03 400~630 0.043 0.016 0.035 460~720 0.049 0.018 0.04 520~810
孔、轴用光滑极限量规表 IT8 IT9 IT10 14~25 25~40 40~60 0.0028 0.004 0.0052 0.0016 0.002 0.0024 0.002 0.003 0.004 18~30 30~48 48~75 0.0036 0.0052 0.0065 0.002 0.0024 0.003 0.0026 0.004 0.005 22~36 36~58 58~90 0.0044 0.0064 0.0078 0.0024 0.0025 0.0036 0.0032 0.005 0.006 27~43 43~70 70~110 0.0054 0.0077 0.01 0.0028 0.0034 0.004 0.004 0.006 0.008 33~52 52~84 84~130 0.0064 0.009 0.0115 0.0034 0.004 0.005 0.005 0.007 0.009 39~62 62~100 100~160 0.008 0.0105 0.014 0.004 0.005 0.006 0.006 0.008 0.011 46~74 74~120 120~190 0.0107 0.0135 0.019 0.0046 0.006 0.007 0.007 0.009 0.013 54~87 87~140 140~220 0.0107 0.0135 0.019 0.0054 0.007 0.008 0.008 0.01 0.015 63~100 100~160 160~250 0.012 0.016 0.0225 0.006 0.008 0.009 0.009 0.012 0.018 72~115 115~185 185~290 0.0135 0.0185 0.025 0.007 0.009 0.01 0.01 0.014 0.02 81~130 130~210 210~320
IT14 250~400 0.0245 0.009 0.02 300~480 0.0305 0.011 0.025 360~580 0.0365 0.013 0.03 430~700 0.0425 0.015 0.035 520~840 0.049 0.018 0.04
620~1000
0.061 0.022 0.05
校通-损 64.97 0 -0.003
校止-通 64.899 0 -0.003
IT13 140~250 0.017 0.006 0.014 180~300 0.0195 0.007 0.016 220~360 0.024 0.008 0.02 270~430 0.029 0.01 0.024 330~520 0.034 0.012 0.028 390~620 0.041 0.014 0.034 400~740 0.056 0.016 0.04 540~870 0.056 0.02 0.046 0.063 0.022 0.052 0.073 0.026 0.06
0.1225 0.045 0.1 0.135 0.05 0.11
890~1400 1400~2300
塞规(止) 0 0.0042
磨损极限 84
卡规(止) 0.006 0
磨损极限 64.97
740~1200
0.085 0.026 0.06
870~1400
0.085 0.03 0.07 0.0975 0.035 0.08 0.11 0.04 0.09
630~1000 1000~1600
720~1150 1150~1850
810~1300 1300~2100
0.08 0.028 0.066 0.09 0.032 0.074
基本尺寸
孔上偏差 孔下偏差 0.035 0
(Z+T/2)值
塞规(止) 84.035
84
0.0075
基本尺寸
轴上偏差 轴下偏差 -0.03 -0.104
(Z+T/2)值
查表T值 0.006
查表Z值 0.009
65
0.0135
卡规(通) 0.006 64.9565 0
卡规(止) 64.896
校通-通 64.961 0 -0.003
大于 250至 315
0.011 T 值 0.006 Z 值 0.008 工件公差 .036~.057 57~89 大于 (Z+T/2)值 0.0089 0.0125 315至 T 值 0.0054 0.007 500 Z 值 0.0062 0.009
(Z+T/2)值
0.008 0.0048 0.0056
IT11 60~100.01 0.004 0.008 90~150 0.0115 0.005 0.009 110~180 0.014 0.006 0.011 130~210 0.0165 0.007 0.013 160~250 0.02 0.008 0.016 190~300 0.027 0.009 0.019 220~350 0.027 0.01 0.022 250~400 0.031 0.012 0.025 290~460 0.036 0.014 0.029 320~520
IT7 10~14 0.0022 0.0012 0.016 12~18 0.0027 0.0014 0.002 15~22 0.0033 0.0018 0.0024 18~27 0.0038 0.002 0.0028 21~33 0.0046 0.0024 0.0034 25~39 0.0055 0.003 0.004 30~46 0.0075 0.0036 0.0046 35~54 0.0075 0.0042 0.0054 40~63 0.0084 0.0048 0.006 46~72 0.0097 0.0054 0.007 52~81