实战DURATEC平衡轴取消DIY安装过程
其实很简单 压入式中轴拆装教程公路车维修保养山地车维修保养维修工具
其实很简单压入式中轴拆装教程公路车维修保养山地车维修保养维修工具科技发展能给我们带来便捷,也会给我们带来麻烦,自行车中轴就是个很好的例子。
尽管压入式系统有诸多优点,例如更轻量、可以使用更粗的轴心、避免碳铝耦合导致的隐患;然而,以往明明用扳手就能解决的问题,现在非得用锤子,你懂我在说什么,今天就来学习一下如何拆装压入式中轴。
什么时候需要更换中轴?五通处发出异响,或者转动不顺畅,检查脚踏、牙盘,清洁中轴培林后情况未得到好转。
或者发了年终奖,不知道要怎么花。
拆装中轴常见的悲剧平口螺丝刀加铁锤,土炮暴力拆装法,当心车架报废。
安装压入时,中轴或培林歪斜,强行暴力压入。
准备工作压入式中轴拆卸工具,部分品牌的工具有24mm和30mm轴心两种版本,购买时需注意区分。
▲parktool适用于BB30、PF30系统的拆卸工具上图是parktool BBT-90.3 Press Fit 五通轴承工具,和碗组拆卸工具长得一样,粗细不同,注意区分。
安装时需要用到的静力压入工具专业拆装工具多种多样,价格也不算贵到离谱,根据实际需要选择购买即可。
▲锂基脂,安装之前涂抹在五通和中轴上,便于下次拆卸▲不要忘了抹布、纸巾还有清洁剂无论你的车架是BB90/BB95、PF86/92、BB30、PF30、BBright、BB386 EVO或者是“反人类”的LOOK制式,第一步先把牙盘拆下来,有垫圈的话务必注意垫圈的排布顺序。
▲将中轴拆卸工具放入五通,确保边缘均匀顶住中轴▲上图中工具没有放到位,此时拆卸可能会损坏工具及车架见证大力出奇迹的时候到了。
注:图中仅为演示,拆卸时请用手扶稳工具,避免敲击时工具错位。
同样步骤拆卸另一侧BB,完成拆卸后将五通清洁干净,均匀涂抹一层油脂,就可以开始安装新中轴了。
如图,在中轴边缘抹上油脂,使用静力压入工具将中轴压入五通,操作时应确保中轴与五通在同一水平线,尤其是在初始阶段,要注意观察中轴位置角度的变化,如果发现中轴歪斜,需重新调整中轴角度位置,再进行操作。
平衡轴齿轮快速安装技巧
密 封 盖 必 须 有 较 好 的 密 封 性 , 则 杂 质 易 进 入 单 向 否 离 合 器 而 引 起 磨 损 。轴 承 安 装 时需 加 润 滑 脂 。单 向 离 合 器 向轴 上 安 装 时 , 可 用 榔 头 敲 人 , 需 一 边 不 只
逆 向转动 , 边 推入 即可 。 一
6、 修 斜 面 宽 度 。 为 缩 小 密 封 环 带 铰 的 宽 度 并 调 整 其 正 确 位 置 , 可 分 别 用 1。 和 7 。 铰 刀 铰 削 气 门 座 的 上 、 5 5 下
口 ,使 气 门 头 上 的 密 封 环 带 位 于 气 门 头
斜 面 的 中 部 或 中部 稍 偏 向气 门 杆 部 。 当 气 门 座 密 封 下 带 偏 向气 门 头 外 侧 时 , 用 1 o 铰 刀 铰 上 口 ;如 密 封 环 带 偏 向气 门 5 杆 时 , 用 7 。 铰 刀 铰 下 口 , 至 合 适 则 5 直 为 止 。 后 用 精 铰 刀 铰 定 接 触 环 带 , 度 最 宽
杆上。
压 放 重 物 , 免 引 起 弯 曲变 形 ; 火 , 胶 是 易 燃 品 , 以 防 橡 要 注 意 防 火 , 时 距 热 源 3米 以 外 ; 割 破 , 胶 履 平 防 橡 带表 面要避 免金 属 、 石割 破 , 尖 以免 泥 水 进 入 , 蚀 锈 钢丝 ; 防腐 蚀 , 胶 履 带 表 面要 避 免 与 酸 、 、 药 等 橡 碱 农
平 衡 轴齿 轮
在 修 理 S 0 1 0型 柴 油 机 时 ,往 往 由 于 齿 轮 室 1 中各 种 齿 轮 记 号 打 乱 或 模 糊 不 清 , 给 正 确 安 装 正
8 o 以下 , 割 为 7 。 以下 , 严 重 倒 伏 的作 物 不 5 逆 5 对
平衡轴分装工艺
1、用吊具把平衡轴吊放到平衡轴分装台上。
吊放过程注意安全。
2、用毛刷攒取120#汽油先将平衡轴表面油污清洗干净,再用干净的汗布将轴头擦干,保证其表面无异物且光洁。
(注:汗布每使用10辆份后必须更换,汽油浑浊并有残渣开始粘结毛刷时更换汽油。
3、用汽油清洁球面轴承、轴承油封盖保证光洁。
然后用干净的汗布擦干净。
(注:汗布每使用10辆份后必须更换,汽油浑浊并有残渣开始粘结毛刷时更换汽油)。
然后在加热器上加热轴承内环和轴承油封盖。
注:加热器时间设定11、12、1、2月份120秒,其它各月份100秒。
加热及拿取工作时注意烫伤。
4、取两件平衡轴壳,放置在油压机台面上。
平衡轴壳不允许放置在油压机正下方,以免不安全事故发生。
5、用压缩空气清理平衡轴内腔。
用汽油清洁平衡轴壳两侧压装面,保证光洁。
然后用干净的汗布擦干净,清洁完后涂润滑油。
(注:汗布每使用10辆份后必须更换,汽油浑浊并有残渣开始粘结毛刷时更换汽油)6、将平衡轴壳外侧压装面放置在油压机正下方,用油压机压装面把轴承外环缓缓压装到位,然后将平衡轴壳翻转180°,用轴承外环压具压装另一侧轴承外环。
压装时轴承外环必须和轴壳断面平行,不得有歪斜. 外环压具压装面与轴承外环完全贴合。
设备参数设定为:(15±2)Mpa.7、将轴密封圈放置在轴壳内侧安装面用油封压具将轴密封圈压装到位。
压装时密封圈要与轴壳安装面完全贴合,压具要放置水平。
8、将放气螺栓松装到平衡轴壳上。
9、用转运小车将平衡轴壳分装总成运至平衡轴分装台。
10、将密封垫圈贴紧平衡轴头根部安装。
11、将加热好的轴承油封盖安装至轴头根部,紧贴密封圈。
凹槽靠近里侧装配时注意安全,必须戴手套操作,防止烫伤,严禁抛掷。
12、将型环安装在轴承油封盖凹槽上。
型环必须装入油封盖的槽内。
13、取2个加热的球面轴承内环,分别安装在平衡轴两端轴头上,球面向外。
装配时注意安全,必须戴手套操作,防烫伤,严禁抛掷。
14、将轴壳分装总成套装在平衡轴头上,板簧槽靠近外侧。
上海别克君越2.4L(LE5)发动机平衡轴正时链条的安装和调整方法
上海别克君越轿车2.4L(LE5)发动机是在Ecotec 2.2L发动机(L61)的基础上设计出来的一款4缸发动机。
在曲轴两侧有2个安装在汽缸体上的平衡轴,2个平衡轴由一个滚子链条驱动,该链条同时还驱动水泵。
链条由一个液力张紧器来张紧,张紧器的压力由发动机机油泵提供。
双平衡轴反向转动,转速是曲轴的2倍,以抵消曲轴转动时的振动。
其平衡轴正时链条的安装和调整方法如下:
(1)在正时链条上有3个着色的链节,其中2个是镀铬的银灰色,1个是镀铜的棕黄色。
将进气侧平衡轴链轮上的正时标记与镀铜链节对齐。
(2)顺时针转动正时链条,将镀铬链节与曲轴上的平衡轴驱动链轮上的正时标记对齐,对齐后镀铬链节大约在6点钟的位置。
(3)在水泵传动链轮上放置正时链条。
此处定位不需要非常严格。
(4)调整最后一个镀铬链节,使排气侧平衡轴驱动链轮上的正时标记与其对齐。
(5)安装平衡轴正时链条导板和螺栓,螺栓紧固力矩为15N·m。
安装平衡轴正时链条小导板和螺栓,螺栓紧固力矩为15 N·m 。
安装平衡轴正时链条可调式导板和螺栓,螺栓紧固力矩为10 N·m。
(6)将平衡轴正时链条液力张紧器柱塞在其孔中旋转90°并压紧柱塞,将张紧器转回原来的12点位置,并通过柱塞体的孔插入1个回形针并将其插入张紧器的柱塞中。
(7)安装平衡轴正时链条张紧器和螺栓,螺栓紧固力矩为10 N·m ,从平衡轴正时链条张紧器上拆下回形针。
注意:如果平衡轴与发动机之间没有进行正时,则发动机可能会出现异常振动或发出噪声。
现代胜达平衡轴的安装方法
现代胜达平衡轴的安装方法
现代胜达平衡轴的安装步骤如下:
1. 安装时先将一端装好,转动主轴,使平衡机主轴的测量端靠近测量仪的指示器,并使指示器的指示为零。
2. 再装上另一端的零件,使平衡机主轴的测量端靠近测量仪的指示器,此时指示器指示的数值乘以40%即为该零件不平衡量的大小。
3. 如果零件的平衡量较大,无法通过平衡机来达到平衡,可以通过补焊或去焊的方法来达到平衡。
4. 校准完成后,取下平衡件,安装好保护套即可。
请注意,安装平衡轴时需要遵循相应的安全操作规范,并确保平衡轴的质量和性能符合相关标准。
曲轴的拆装流程
曲轴的拆装流程曲轴拆装流程英文The disassembly and installation process of the crankshaft involves several key steps:DisassemblyRemove the connecting rod and crankshaft cap to access the crankshaft.Use an oil pan bolt extractor to remove the oil pan bolts.Gently remove the oil pan to empty the grease.Disassemble components connected to the crankshaft, such as the steering gear coupling and flywheel.Detach the crankshaft from the connecting rod using a universal disassembly tool.Carefully remove the crankshaft from the engine.Clean, inspect, and grind the main bearing bushings, bearing shells, and other components of the crankshaft on a disassembly stand.InstallationPlace the cleaned cylinder block upside down on the workbench and blow it clean with compressed air. Blow through the oil passages in the cylinder block and crankshaft repeatedly.Install the upper bearings on the crankshaft according to their respective positions.Install the crankshaft thrust washers. Place two upper thrust washers on the 3rd journal of the cylinder block with the oil groove facing outwards. Place the crankshaft on the cylinder block and install two lower thrust washers on the 3rd bearing cap with the oil groove facing outwards.Install the crankshaft main bearing caps in order.Tighten the main bearing cap fixing bolts in the prescribed sequence and torque.Check the clearance between the crankshaft thrust washer and the crankshaft journal side using a clearance gauge. Adjust the thickness of the thrust washer if necessary.Replace the old oil seal on the crankshaft rear oil seal holder with a new one and apply multi-purpose lubricant to its lips.中文曲轴的拆装流程包括以下几个关键步骤:拆卸移除连杆和曲轴盖,以便能够访问到曲轴。
宝马n20平衡轴安装方法
宝马n20平衡轴安装方法
以下是宝马N20 平衡轴安装步骤:
1. 准备工具和部件,包括平衡轴、安装套件、扭矩扳手和其他常规工具。
2. 卸下发动机的下罩和油底壳。
3. 将旧的平衡轴组件卸下。
4. 准备安装新的平衡轴组件。
检查轴承和其他部件是否干净、无损。
5. 将新的平衡轴组件正确地插入轴承孔中。
6. 将新的平衡轴组件与曲轴连接,使用正确的螺栓和扭矩规范。
7. 安装曲轴传感器和燃油泵。
8. 重新装上油底壳和下罩。
9. 填加正确的发动机油量,并检查安装后的平衡轴组件是否正常工作。
以上是宝马N20 平衡轴的安装步骤,为了确保安全和正确安装,建议请专业技
师进行操作。
山地车换中轴DIY(详细图文
山地车换中轴DIY(详细图文
早就想拆下自那辆烂车的珠环中轴换上轴承中轴,今天有空,把自己的车抬上楼顶,动手!
我的工具虽然不齐,但凑合着这活也能干下来。
(图三为专门的拆中轴工具)
具体工具的作用以及使用楼下详细图解…
先用一字螺丝把曲柄的防尘帽扭下来
用套筒取下曲柄螺丝
上入拆曲柄的工具(曲柄内有螺纹)扭紧,将螺丝筒同曲柄锁死
捷安特660的中轴不同,像普通菜车,所以拆下曲柄后由于工具的不齐,只能用老方法取下中轴锁死螺环
开始用专门工具取下内花键螺丝了
扭松后可以用手来继续扭
右边的曲柄取下的方法相同,我只拍了左边曲柄的PP
曲柄以及螺丝都取下后,用胶钳捶右边(注意:牙盘那边)的中轴,中轴便可以在左边取出来了
可当我把买回来的轴承中轴同拆下来的珠环轴承比较的时候发现,长度不符,短了大概1厘米。
不合适,怎么办?没办法,测量后合适中轴的长度后,先去吃午饭。
午饭后怎么拆下来的怎么装回去。
郁闷…….
换条长度合适的中轴再换了……
下午在从新装中轴前抹干净旧黄油换新的时候发现,环内粒玻珠损烂了,于是出去买了几圈珠环回来,一整套的换了。
个人认为,去掉珠环直接上玻珠应该会好得多,这样的话珠的颗数增加,受力点摊匀,这样中轴的寿命会更长些。
发动机平衡轴的装配方法

发动机平衡轴的装配方法1. 引言发动机平衡轴在内燃机中起到平衡旋转部件的作用,减少振动和保持运转平稳。
正确的装配方法对于发动机的性能和寿命至关重要。
本文将详细介绍发动机平衡轴的装配方法,包括前期准备工作、装配步骤和注意事项。
2. 装配前期准备工作在进行发动机平衡轴的装配前,需要做好以下准备工作:2.1 确定装配位置根据发动机设计和布局,确定平衡轴的安装位置。
通常,平衡轴位于曲轴箱内,与曲轴相互平行。
2.2 清洁工作区域清洁工作台面和周围环境,确保没有杂质和灰尘。
平整的台面有助于稳定装配进程。
2.3 准备必要工具和设备准备好各种所需的工具和设备,例如扳手、螺丝刀、压力计等。
确保这些工具和设备在装配过程中的可用性和适配性。
2.4 检查平衡轴和相关零件检查平衡轴和相关的零件,确保其完整性和无损坏。
特别注意轴颈的平滑度和表面质量。
2.5 准备润滑剂选择适合的润滑剂,用于润滑曲轴箱和轴承表面。
确保润滑剂的质量和使用方法符合要求。
3. 发动机平衡轴的装配步骤按照以下步骤进行发动机平衡轴的装配:步骤 1:清洁工作区域在装配过程中,保持工作区域的清洁和整洁。
避免灰尘和杂质进入装配件,以免造成损坏。
步骤 2:涂抹润滑剂在轴承座和曲轴箱内涂抹适量的润滑剂,保证平衡轴安装过程的顺畅。
步骤 3:安装平衡轴将平衡轴缓慢地插入曲轴箱,并确保其与轴承精确配合。
对于长轴,可以使用合适的工具辅助插入。
步骤 4:检查与调整安装完成后,检查平衡轴的运动是否顺畅。
如果有过度摩擦或异常振动,需进行适当的调整和修复。
步骤 5:固定平衡轴确保平衡轴在正确的位置上,使用螺栓固定轴承座。
注意不要过紧或过松,以免损坏轴承和轴颈。
步骤 6:安装其他零部件根据发动机设计和布局,依次安装其他相关零部件,如传动联轴器、飞轮、连杆等。
4. 注意事项在发动机平衡轴的装配过程中,需要注意以下事项:4.1 保持清洁始终保持工作区域的清洁和整洁,避免杂质和灰尘对装配过程的干扰。
雅阁2.4平衡轴安装资料。
雅阁2.4平衡轴安装资料
雅阁2.4平衡轴安装资料如下所述:
凸轮轴链盘稳丁对罩盖螺丝孔,曲轴半圆件对那个曲轴上面一点有个堵油道的铁丁,平衡轴链条3个黄色点分别对链盘上的A,曲轴上的A即可解决。
发动机工作循环中,活塞的运动快且速度复不均匀。
上下止点位置时,活塞速度为零,中间位置时速度最高。
活塞在气缸内做反复的高速直线运动,所以在活塞、活塞销和连杆上产生很大的惯性力。
连杆上的配重有效地平衡这些惯性力,但连杆配重只有一部分运动质量参与直线运动,另一部分参与旋转,除了上下止点制位置外,各种惯性力不能被完全平衡,使发动机产生了振动。
单平衡轴采用单一的平衡轴,利用齿轮传动方式进行工作,通过曲轴旋转带动固连的平衡轴驱动齿轮——>平衡轴从动齿轮——>平衡轴。
单平衡可以平衡占整个振动比例相当大的一阶振动,可以使发动机的振动得到明显改善。
由于单平衡轴方式结构简单,占用的空间小,在单缸和小排量的发动机中应用较广。
当活塞每上下运动一次,将使发动机产生一上一下两次振动,所以发动机的振动频率和发动机的转速有关。
在振动理论上,常使用多个谐波振动来描述发动机的振动,其中振动频率和发动机转速相同的叫一阶振动,频率是发动机转速2倍的叫二阶振动,依次类推,还存在三阶、四阶振动。
但振动频率越高,振幅就越小,二阶以上可以忽略不计。
其一阶振动占整个振动的70%以上,是振动的主要来源。
发动机平衡轴及其锻造方法
发动机平衡轴及其锻造方法发动机平衡轴,这玩意儿在发动机里可有着重要的作用!就好像是维持发动机平稳运行的“定海神针”。
咱先来说说啥是发动机平衡轴。
简单来讲,它就是用来减少发动机振动的一个关键部件。
你想啊,发动机工作的时候,活塞上上下下、曲轴转来转去,这要是没个东西来平衡一下,那不得抖得跟筛子似的?这平衡轴就像是个“和事佬”,把那些不平衡的力量给中和掉,让发动机能稳稳当当地工作。
我记得有一次,我去汽车维修厂闲逛,正好碰到一辆车发动机抖动得厉害。
师傅打开引擎盖一检查,就说是平衡轴出了问题。
我凑过去看,那根平衡轴都有点磨损变形了。
师傅说,这平衡轴要是不好好工作,不仅车开起来抖,还会影响发动机的寿命,甚至可能导致更严重的故障。
接下来咱再聊聊这平衡轴的锻造方法。
锻造这活儿可不简单,就跟打造一件艺术品似的,得精心、细心。
首先得选好材料,这就像是做菜选食材一样,得挑新鲜、优质的。
一般会用高强度的合金钢,这样才能保证平衡轴有足够的强度和耐磨性。
然后就是加热,把材料加热到合适的温度,让它变得软乎乎的,好进行下一步的加工。
这时候火候可得掌握好,要是温度太高,材料就可能烧坏;温度太低,又加工不动。
接着就是锻造的过程啦。
把加热好的材料放在模具里,用巨大的压力把它压成我们想要的形状。
这就像是揉面团,只不过这个“面团”可硬多了,得用大力气才能搞定。
而且每一下的力度和位置都得恰到好处,不然这平衡轴的形状就不标准啦。
锻造完了还不算完,还得进行后续的处理,比如热处理,让平衡轴的性能更上一层楼;还有机加工,把表面打磨得光滑平整,尺寸精确到微米级别。
我曾经在一个锻造工厂里看到过工人师傅们锻造平衡轴的场景。
那场面真是热火朝天,机器轰鸣,火花四溅。
师傅们个个全神贯注,汗水湿透了后背。
他们手中的工具就像是魔法棒,一点点地把那些原材料变成了精致的平衡轴。
总之,发动机平衡轴虽然看起来不起眼,但它的作用可大着呢!而它的锻造过程也是充满了技术和汗水。
更换支架平衡油缸销子标准作业流程

3.支护可靠,无片帮、无鳞皮。
1.护帮板未打开或未打到位,片帮导致人员伤害。
☆2.未对支架进行闭锁,支架误动作造成人员伤害。
3.人员架前作业顶板漏矸、冒顶或片帮导致人员伤害。
支架检修时,没有对本架及左右相邻架闭锁并关闭本架截止阀。
1.架前作业时,必须打开护帮板,并关闭支架进液阀门,闭锁支架。
合适吨位的手拉葫芦2台。配件规格、型号符合要求。
作业前未准备好工器具和防护用品,作业中造成人员伤害。
作业前,必须检查工器具和防护用品准备情况,将检修需要的工器具和防护用品备好。
2ห้องสมุดไป่ตู้
☆检查作业环境
1.检查支架护帮板。2.闭锁相邻支架。
3.作业支架顶板破碎时,采取支护措施。
1.相邻支架护帮板贴紧煤壁,无片帮,架间无漏矸。
2.手拉葫芦吊挂可靠。
☆1.更换液管或液压元件时,未关闭截止阀或未泄压,导致人员伤害。
2.作业人员更换作业中,未佩戴护目镜,造成人员伤害。
不卸压检修、拆卸液压管路。
1.更换液管或液压元件前必须关闭进液截止阀,确保泄压可靠。
2.支架检修人员,更换液压元件时,需佩戴护目镜。
4
☆安装固定端销轴
1.调整手拉葫芦对准销轴孔。2.安装销轴、卡块。
清点工具、清扫卫生。
工具齐全,作业环境整洁,无杂物。
作业完成后,未及时清理工具及杂物,支架动作时导致人员伤害。
作业完成后,必须清理现场杂物、将工具摆放在指定位置。
8
☆检查销轴
支架解锁,打开进液截止阀,操作平衡油缸。
平衡油缸下方无人员作业。
☆误动作支架,造成人员伤害。
操作支架前,必须检查架前、架间、架内是否有人员工作或通过,发现有人员工作或通过时,通知其撤离至安全地点后,方可操作支架。
平衡轴正时链 - 装配
PDF 文v件w使-w用i://r"l/pAd.fzFha-cCtNo.rFyA"W试.5用A4版0.本17创.w建i::38w8w1w1.2f8i2n.expmrli?nxts.l=c3n
2012-12-10
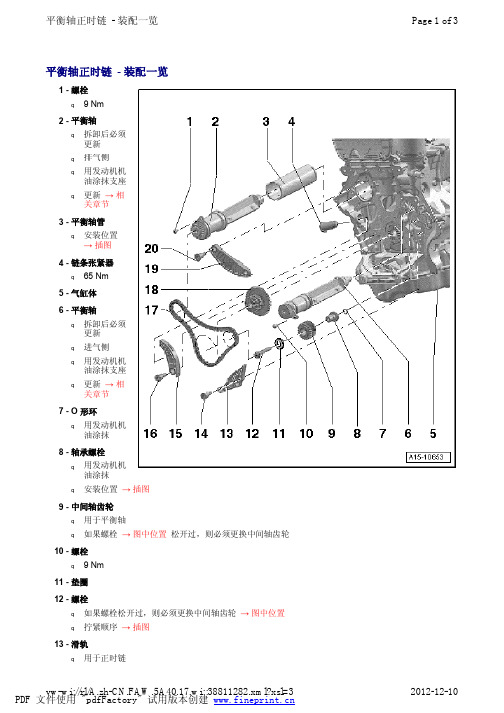
平衡轴正时链 - 装配一览
14 - 导向销 q 20 Nm
15 - 张紧轨 q 用于正时链
16 - 导向销 q 20 Nm
17 - 正时链 q 拆卸 → 相关章节
18 - 链轮 q 安装位置 → 插图
19 - 滑轨 q 用于平衡轴正时链
20 - 导向销 q 20 Nm
平衡轴管 - 安装位置 l 平衡轴管的榫头必须卡入凹槽 -箭头- 中
2012-12-10
平衡轴正时链 - 装配一览
Page 3 of 3
中间轴齿轮 - 拧紧顺序
小心! 务必更换中间轴齿轮。否则无法调整齿 隙,发动机损坏 新的中间轴齿轮带一层油漆减磨覆层,在 短时运行后会被磨去,这样齿隙便会自动 调整。
– 如下拧紧螺栓。
1. 用扭矩扳手以 10 Nm 的力矩预紧。 2. 转动中间轴齿轮。 中间轴齿轮不允许有间隙存在,否则松开并 再次拧紧。
平衡轴正时链 - 装配一览
平衡m
2 - 平衡轴 q 拆卸后必须 更新 q 排气侧 q 用发动机机 油涂抹支座 q 更新 → 相 关章节
3 - 平衡轴管 q 安装位置 → 插图
4 - 链条张紧器 q 65 Nm
5 - 气缸体 6 - 平衡轴
q 拆卸后必须 更新
q 如果螺栓松开过,则必须更换中间轴齿轮 → 图中位置 q 拧紧顺序 → 插图
拆卸和安装平衡轴
拆卸和安装平衡轴
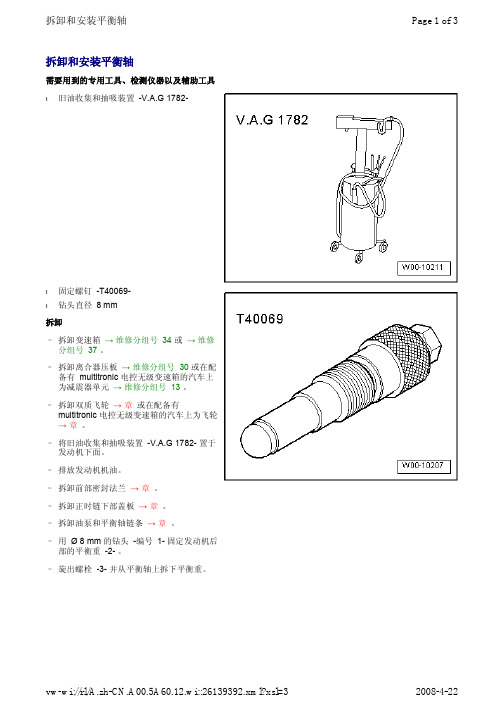
需要用到的专用工具、检测仪器以及辅助工具
t旧油收集和抽吸装置-V.A.G 1782-
t固定螺钉-T40069-Array t钻头直径8 mm
拆卸
–拆卸变速箱→维修分组号34或→维修分组号37。
–拆卸离合器压板→维修分组号30或在配备有multitronic 电控无级变速箱的汽车上为减震器单元→维修分组号13。
–拆卸双质飞轮→章或在配备有
multitronic 电控无级变速箱的汽车上为飞轮→章。
–将旧油收集和抽吸装置-V.A.G 1782- 置于发动机下面。
–排放发动机机油。
–拆卸前部密封法兰→章。
–拆卸正时链下部盖板→章。
–拆卸油泵和平衡轴链条→章。
–用Ø 8 mm 的钻头-编号1- 固定发动机后部的平衡重-2- 。
–旋出螺栓-3- 并从平衡轴上拆下平衡重。
上取下。
–从气缸体里向后拉出平衡轴。
安装
l将曲轴用固定螺钉-T40069- 固定在上止点
位置。
安装以倒序进行,安装过程中要注意以下几点:
提示。
凯美瑞平衡轴安装方法
凯美瑞平衡轴安装方法
1. 首先需要准备好平衡轴、安装用的螺丝、密封垫等材料和工具。
2. 将车辆停放在平稳的地面上,关闭发动机。
3. 打开车辆发动机盖子,找到发动机正面的下方位置,可以看到平衡轴的位置。
4. 将旧的平衡轴卸下,如果有老化或损坏的部分需要更换,需要将其更换后再进行新平衡轴的安装。
5. 将新的平衡轴放到安装位置上,注意保证轴的位置正确,然后用螺丝固定轴。
6. 然后需要确保固定的螺丝紧密,使用扭力扳手最好,确保螺丝不会松动或者过于紧固。
7. 安装完平衡轴后,需要擦拭干净,并在轴上涂上专用的润滑油,防止在使用过程中摩擦多次导致出现问题。
8. 最后关闭发动机盖,启动车辆,保持一段时间,观察其是否运转正常。
轴的安装固定方法
轴的安装固定方法
嘿,轴的安装固定那可真是个有趣又讲究的事儿呢!
咱先说第一种方法,用轴承固定。
这轴承啊,就像是轴的“小鞋子”。
你看那小轴承,里面的滚珠滑溜溜的,把轴往轴承里一放,嘿,轴就能欢快地转啦。
就像我之前看厂里装一个大型机器的轴,那轴承可大了,几个工人费了好大劲儿才把它搬到合适的位置。
有个老师傅拿着工具,小心翼翼地把轴对准轴承,那眼神,专注得就像狙击手瞄准目标一样。
他嘴里还念叨着:“可不能歪了,歪了这轴以后转起来得闹脾气。
”等轴顺利放进轴承,大家都松了口气,就像打了一场胜仗似的。
还有一种方法是用轴套。
轴套呢,就像是给轴穿了个紧身衣。
这轴套得选合适的尺寸,太紧了,轴塞不进去,就像人穿了太小的衣服,勒得慌;太松了呢,轴在里面晃悠,工作起来可就不稳当了。
我见过一次安装小风扇的轴,那轴套小小的。
工人师傅拿着轴套和轴,先用砂纸把轴打磨了一下,说这样能让轴和轴套更贴合。
然后慢慢地把轴往轴套里送,那动作轻柔得就像给婴儿穿衣服一样,一点点推进去,确保严丝合缝。
还有啊,固定的时候得注意校准。
这可重要啦!要是轴安装得歪歪扭扭,那整个机器运行起来就像喝醉了酒的人走路,东倒西歪的。
就像那次厂里有个设备的轴没校准好,机器一启动,那声音就不对,咔咔响,吓得大家赶紧停机检查。
后来重新校准了轴,机器才又欢快地运转起来。
轴的安装固定啊,就像给轴找个安稳的家,每个步骤都得仔细,这样它才能好好工作,为咱的机器服务呢!。
山地车变速器调整及前拨的安装

之马矢奏春创作时间:二O二一年七月二十九日前后拨调试的简单理解及前拨的装配前拨调解(以SHIMANO DEORE LX为例):按以下简单规律进行一再调试.H螺丝——用来调解链条在最大盘片时的定位.逆时针(旋出):前拨臂远离坐管;顺时针(旋进):前拨臂接近坐管.留心:逆时针(旋出)要掌握好尺度,太过,会导致链条脱盘,卡在曲柄与大盘之间,很安全.L螺丝——用来调解链条在最小盘片时的定位.逆时针(旋出):前拨臂接近坐管;顺时针(旋进):前拨臂远离坐管.留心:逆时针(旋出)要掌握好尺度.太过,会导致链条脱盘,卡在五通与小盘之间,很安全.后拨调解(以SHIMANO DEORE LX为例):按以下简单规律进行一再调试.螺丝1——用来调解链条在最小飞时的定位.逆时针(旋出):后拨臂远离轮组;顺时针(旋进):后拨臂接近轮组.留心:逆时针(旋出)或顺时针(旋进)要掌握好尺度,确保最小飞与后拨导轮在同一平面.螺丝临近可以创造附件有h的字样,这代表high,也就是我们常说的高速档限位螺丝,这个螺丝的传染感动是调解后拨向最小齿标的目标紧缩的距离,这个螺丝太紧会造成链条7速,8速,9速的系统,档位显示到7,8,9时,链条不克不及到位,而在最小飞片和第二小飞片间跳动,假如将这个螺丝逆时针调解到太松,那又可能产生下到最小齿以外的地方(脱链),所以这个螺丝是专门掌握链条在最小齿的旁边最终地位的.螺丝2——用来调解链条在最大飞时的定位.逆时针(旋出):后拨臂接近轮组;顺时针(旋进):后拨臂远离轮组.留心:逆时针(旋出)时,要掌握好尺度,太过,会导致链条脱飞,夹在辐条与飞轮之间,很安全.螺丝临近有L字样,那个螺丝是代表low,是我们所说的低速限位螺丝,那个螺丝掌握这链条上最大飞的地位,调解到位时,链条可以轻松进入大飞片,并且不会向内侧脱链在飞于辐条之间的空间中,也不会让后拨直接接触辐条,那个螺丝过松会造成上面的这两种情况,而过紧会产生无法拨上最大飞片,或者掌握飞轮的变速器在1档时,链条在最大和第二大飞片之间跳动.螺丝3——微调.逆时针(旋出):后拨臂接近轮组;顺时针(旋进):后拨臂远离轮组.这是我们常说的线路张力调解螺丝,张力的调解经由进程逆时针温顺时针扭转那个部位就好,而调解的成果是让掌握后变速器的指拨动作时,链条准确的勾留在响应的档位上,调解的标的目标是逆时针将线路拉力加大,顺时针将线路拉力减小.别的,分体指拨上也有与螺丝3相同的微调螺丝,可以对前后拨进行微调.这里就是第4个螺丝的成效,而这个螺丝是一些在小齿产生噪音的原因,在没有收紧这个螺丝时,会令链条包裹小飞片,产生噪音.还有一个后拨紧缩张力螺丝,就是在h螺丝的在上面顶在爪钩上面的那个,那个螺丝对于变速也是有必定影响的,在喜马诺系统中不明显,仅仅是抓紧了摩擦加大磨损减小,而上紧更随意马虎跳链罢了,但是在sram的那种单弹簧系统,这个螺丝没有调解好,就会导致全部系统的定位不准,尤其是上大盘时.问:我的前拨在运用最小盘片的时刻,链条和前拨有稍微的摩擦.我应该怎么调解呢?是不是调解h螺丝?答:不知前拨在运用最小盘片的时刻,链条在后飞的什么地位?假如链条是在最小飞(当然也极少有这样合营的),链条和前拨有稍微的摩擦是不免的;假如链条是在最大飞,链条和前拨有稍微的摩擦,可以逆时针旋出L螺丝(细微调解).当然,前拨是否换挡准确到位也与前拨最初装配在坐管的地位有直接关系.因为不是很清楚你的具体情况,只是从道理上作以说明,主要照样靠你本身去体会和实践.问:还想问一下,昨天骑车的时刻创造:从1号(最小的)牙盘调解到2号牙盘的时刻,链条挂不上去.但是,从1号牙盘调到3号(最大的),链条可以准确的挂上.然后从3号牙盘调解到2号的,链条就能准确的挂上去了.这怎么调解呢?答:按照你的描述,恍如是说链条无法从小盘挂到中盘,其他升降没有问题.看看这样行不成:将链条挂在小盘上,顺时针调L螺丝(细微)或逆时针调分体指拨上的微调螺丝(逐格细调),你会创造,前拨臂会慢慢远离坐管(前拨臂向外移动),边调边试,直到可以顺利挂链.同时,还要照顾到其他挡位的升降顺畅.假如因为调解反而影响了其他各挡位的升降,我估计可能是起先装配前拨钢丝的松紧有误差,或前拨在中轴的装配地位有误差.问:还想问一下,昨天骑车的时刻创造:从1号(最小的)牙盘调解到2号牙盘的时刻,链条挂不上去.但是,从1号牙盘调到3号(最大的),链条可以准确的挂上.然后从3号牙盘调解到2号的,链条就能准确的挂上去了.这怎么调解呢?答:您好,这个事因为线路稍微的偏松了点,只需要在图三的右侧红圈那里进行逆时针轻轻调节就可以了.但是假如是山地车,那这样的1上2,而3下2随意马虎,是最好的,因为爬坡时遭遇高压,链条往往是不好下,而1上2时相对稍微重压拨杆,也很随意马虎上去,假如在平地都调解的3档凹凸自如,相反真正在爬坡时反不随意马虎退下,而爬坡时退不下那是会使得你下车的,所以能顺利退下才是前拨调解的关头.前面的帖子里我也提到前拨在坐管的初始装配地位至关主要,直接关系到前拨在各盘片间的拨链效果(自如、准确升降挡位).1、前拨初装:将前拨装配在坐管上,稍微紧固箍圈固定螺丝,使之与坐管既有必定的摩擦力,又可以较自如地在坐管上凹凸移动和旁边迁徙改变.2、间距定位:用前拨附带的预置对准块(也可用牙刷把等代替)将前拨导板垫起,使外导板板面与大牙盘盘面在同一平面上.顺坐管凹凸移动前拨,使外导板与牙盘齿之间的距离保持在1—3MM范围内.此时,再稍微上紧前拨箍圈固定螺丝,等于前拨在坐管上的凹凸地位已确定.3、平面定位:掌控力度,在坐管上旁边迁徙改变前拨(留心不要使前拨凹凸移动),更准确地使前拨外导板板面与大牙盘盘面在同一平面上,即确定前拨在坐管上的旁边地位.此时,完全上紧前拨箍圈固定螺丝.至此,没有拉钢丝的前拨就完成了在坐管上的定位义务.4、钢丝固定:按钢线固定螺丝所示的地位将钢丝穿过,内六方扳手放于螺丝中,准备上紧;用线钳夹住钢丝头顺势用力拉,此时垫前拨导板的预置对准块可能会掉落,没紧要,中断掌握力度和标的目标用力拉,待前拨外导板板面与大牙盘盘面在同一平面上时,迅速上紧钢线固定螺丝.这里要提醒的是,操纵这个步调时,担任前拨的指拨必定要定位在2(即定位在中盘).之后的细微调试就又回到前面的描述中了.集团体会:一般情况下,终有几个挡不好用,主要调好经常运用的就行了,上次我得3*7不蹭,骑了一段时间开始蹭了,估计牙盘有点变形,慢慢来,不要一步到位,需要慢慢体会SRAM 后拨调试SRAM X.0/X-9/X-7后拨装配和设备一.要求(1).规格表(2).后拨解剖图(3).车架规格为了达到最佳的变速机能,推荐的车架后拨爪钩长度(L)为28–30mm.确定了L后,按照下表看爪钩的其他规格是否适合:二.装配设备(1).组装建议:检查后拨爪钩是否平行.一个竖直的爪钩会导致变速不准确.外侧的碰撞是消掉这种问题的罕有原因.步调:1.运用5mm的内六角扳手将后拨装配到车架的后拨爪钩上:2.留心检查b-调解螺丝在爪钩的准确地位:3.锁紧固定螺丝,扭距8–10Nm(70–85in.lbs.).(2).链条长度链条长度准确时,可以避免在有时变速到最大盘最大飞时对链条造成损害.这种不测变速有可能损伤链条的连接部分,甚至更稍微的损害.步调:1.不穿过后拨,把链条挂在最大牙盘和最大飞轮上.对于后避震车架,将后避震定位在对链条要求最长的地位上.2.这时,再增加两节链条,或者一节链条+PowerLink,就是链条的准确长度.如图:(3).限位螺丝调解步调:1.从自行车后面看后拨和导轮的地位.2.迁徙改变后拨外侧的"H"限位螺丝,使上面的导轮中心与飞轮最小齿的外侧对齐.(顺时针迁徙改变螺丝会使导轮内侧向轮子标的目标移动)3.边迁徙改变曲柄,边用手推后拨到最大飞的地位.4.迁徙改变后拨外侧的"L"限位螺丝,使后拨上面的导轮中心与最大飞中心对齐.(顺时针迁徙改变螺丝会使导轮外侧向轮子反标的目标移动)(4).链条间隙调解链条间隙是链条在运行时后拨上导轮与飞轮齿之间的闲暇.最佳的链条间隙要足够小,以便能快速、高效的变速,但同时又要包管足够的距离,以便能平滑的在最大齿变速.步调:1.把链条放在牙盘的小盘上.2.边迁徙改变曲柄,边用手向内推后拨,直到最大飞的地位.3.保持后拨在这个地位,进行如下调解:4.用一个2.5/3mm的内六角扳手迁徙改变b-调解螺丝,使齿轮的尖端到上面导轮尖端的链条间隙准确为6mm(1/4").(顺时针迁徙改变b-调解螺丝则增加间隙,逆时针迁徙改变则减小间隙.)建议:•假如运用的是11-28的飞轮,则可能要在最小齿的地位来调解链条间隙.因为此时全部飞轮从小到大的变更角度比较平,此后拨运动轨迹的角度比拟较较大.•当链条间隙决定往后,这时是测量车架和后拨之间的变速线管的长度的最佳机遇.拜见下面的表格获得推荐的长度.•不要运用b-调解螺丝来调解链条张力或避免链条吮吸,这样做会增加链条间隙导致变速机能下降.(5).装配变速线步调:1.测量并截好车架和后拨之间的变速线管的长度,确保它不会太长或太短(如上表).2.检查链条和后拨在最小齿的地位上.3.迁徙改变后变速器到最大的数字,让指点器和数字对齐.4.顺时针迁徙改变变速器上的桶调解器,使其完全进入到变速器体内,然后逆时针回退一整圈.5.把变速线穿进变速线管、线帽、过线器等.6.把变速线穿过后拨的过线口和导槽.7.拉紧变速线并把它放在后拨固定螺钉的垫圈下面.8.锁紧螺钉,扭距4–5Nm(35–45 in.lbs.).9.快速的凹凸变速几回,假如线松了,则一再前面两个步调. (6).变速定位调解步调:1.将链条变到最小齿上.2.边迁徙改变曲柄,边向上变速一个刻度:--- 假如链条不敷顺畅或底子不克不及变到第二齿,则逆时针迁徙改变变速器上的桶调解器,增强线的张力.--- 假如链条变到了第二齿的上面,则顺时针迁徙改变变速器上的桶调解器,减弱线的张力.3.一再如上两个步调,直到变速和线的张力准确为止.4.边迁徙改变曲柄,边在牙盘和飞轮上往返变速几回,确保变速安稳.(7).破坏不要运用有消融或堕落性的材料来清洗后拨.按期润滑后拨上的转点部分.对线材进行润滑保养.三.罕有问题SRAM 前拨调试SRAM X-9/X-7前拨(低位固定)装配和设备作者:duangw 来源: 一.要求(1).规格表(2).车架规格底子要求:•对于上拉版本,前拨上方的过线座地位距离五通中心应该有300–350mm.•座管(立管)中心应该与五通中心在一条直线上.后下叉长度:•山地车,图中L > 420mm.•车架后部必须是对称的.后下叉角度:•α= 66°–69°.链条中心线:•X-9: 51mm/X-7: 47.5–51mm(从固定托架中心到牙盘中盘中心的距离).(3).距离要求确保在水壶架孔和前拨固定地位之间有足够的闲暇:二.装配设备(1).组装1.把前拨装到立管上.2.沿着立管调解前拨的地位,使得前拨导板和牙盘大齿盘之间的距离为1–3mm(图1):图1同时,使得前拨的外导板与牙盘平行(图2):图23.锁紧5mm内六角固定螺丝,扭距5–7Nm(44–62 in.lbs.).4.拿掉落关心固定块(小片塑料–图2).(2).低位限位调解1.把链条放在后飞最大齿,牙盘最小齿的地位.2.调解低位限位螺丝(图3),使链条接近前拨内导板,但不会碰着:图3(3).CONNECTING CABLE1.检查链条和前拨在牙盘最小齿的地位.2.把前变速器调解到刻度1的地位.3.顺时针迁徙改变前变的桶调解器,直到全部进入前变,然后逆时针往反转展迁徙改变一整圈.4.把变速线装入外线管和过线座.5.把变速线放到前拨固定垫圈下面,保持拉紧状态.上拉(图4):图4下拉(图5):图56.锁紧5mm内六角固定螺丝,扭距5Nm(44in.lbs.).7.进行凹凸变速多次,使链条在不合牙盘齿移动,去除变速线的初始松弛.8.需要时,从新拉紧固定.(4).高位限位调解1.把链条放置在后飞最小齿,牙盘最大齿的地位.2.调解高位限位螺丝,使得前拨外导板和链条之间的闲暇为0–0.5mm:图6(5).变速定位调解变速使链条在后飞最大齿,牙盘中心齿的地位.假如链条摩擦到前拨内导板,则顺时针迁徙改变变速器的桶调解器,直到链条可以无阻碍的平滑切换:图7三.运用建议:要避免运用极端的速比,这会导致噪音,并加速磨损!四.破坏•不要运用有消融性和堕落性的材料来清洗前拨.•按期润滑各个转点地位:图8•用润滑脂润滑各个过线处(如五通下面).五.罕有问题时间:二O二一年七月二十九日。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
实战DURATEC平衡轴取消DIY安装过程
平衡轴取消装置的英文全称是Balance Shaft Delete Kit,简称BSD。
工作原理其实就是将Duratec的平衡轴拆除之后将原来的机油油路给堵住,令油压得以保持。
BSD详细的介绍可以见前文《准备动手的几项发动机性能改装》。
前天,准备的最后一项材料,乐泰的平面密封胶和表面清洁终于到齐,把车放了一晚之后第二天早上开始动工,我可不想给滚烫的机油给滴到身上。
毒品,CFM的BSD,没啥好说的
把车停好之后开始把车顶起来,我用的是一只3T的卧式千斤顶。
比较重型,自重都有十几公斤,但只有这类较大型的千斤顶才能获的超过50cm以上的举升高度,市面上普通的2T级千斤顶一般只能升到39cm,换
换轮子机油什么的可以,但要用来进车底维修的高度是不行的。
注意举升的位置,不能在举升点直接顶高,因为还要在举升点放置保安支架。
将保安支架放在举升点下面,顶杆长度调节在目前举升的高度再低一点的位置,然后将千斤顶泄压,令车辆缓慢地加载到保安支架上。
这里要注意的地方是,由于我们需要将车身提升到较高的高度来便于在车底操作,不要一次就将车身顶到需要的高度,这样会造成另外一侧的悬挂系统负担过大而造成损害。
正确的做法是,左边先顶起一半高度,放保安支架,再到右边直接顶到工作高度,放保安支架,最后回到左边再举升一次然后使其达到要求的高度。
这是左侧第二次举升之前的高度,此时前轮已经离地,我们还需要再高一点。
顶升完毕,本来在后轮处安置一个防止车轮意外滚动的枕木,可是上次去采购时居然忘记了。
还好,后轮有手刹,如果是需要顶起后轮的操作就必须要使用枕木来防滑。
看看举升的位置。
这时发生了一件我预想不到的意外——停电了,没有照明!没有风扇!天啊,现在广州的气温达到三十几度。
没办法,拿出几瓶水,脱了上衣继续。
可以看到我那斯丹利的工作电筒开始上阵,相机闪光灯也需要100%工作了,幸亏准备了新电池。
把发动机护板给搞下来,需要一个T30的旋具,拆一圈就下来了。
我尝试开始记录整个过程中需要用到的工具规格,但随着体温的上升,很快就放弃了,后面的我只能凭记忆复述了。
看看本集的主角——油底壳,结构简单,但拆装却非常麻烦。
这辆是07年12月的S-MAX,没有漏,不知我自己动手会不会漏呢?目前还不得而知。
机油格,我很不喜欢这种环保型的机油格,拆装困难而且接机油转接环需要特别的规格,以后有机会问问D20那种铁壳机滤的油滤座要多少钱,不太贵的话就换掉它。
开始放机油,放油螺丝,用13mm的套筒,紧固扭矩25NM,不过4S是不会用扭矩扳手来安装一颗放油螺丝的。
用手旋松放油螺丝,直到离开的一刻,快速将螺丝拔离。
油就出来了,下面要准备好一个塑料箱子,用来接机油。
放得差不多了,再放久一点,这样拆油底壳时就少一点油滴下来,出来喝口水,休息一下。
依旧没电,此时已经满身是汗。
开始换机滤,出现一个问题,我买的实达三爪65-120mm通用机滤扳手并不能处理这个机滤。
试了几种土办法,依旧纹丝不动,没办法了,35NM的扭力可不是随便能搞下来的。
只好采取B方案了,哈哈
可能很多人都不知道机滤盖上这个螺丝是干什么的,拆给你看!
就是这样了,其实是机滤的放油螺丝,欧洲那边采用的是环保长效机滤芯,这样的话就可以放油又不用拆滤芯了。
这里装的是曼的HU711x,反正只用了5K多公里,用够10K吧,反正以前都试过,这次就不管它了。
机滤的放油螺丝,可以看到有个橡胶密封圈。
大家在4S换机滤时会发现包装中会多出一个小密封圈,但又不知是装在哪里的。
没错,就是它了,4S是永远不会给你换这个密封圈的。
左边是HU711x的新密封圈,右边是旧的。
装上
开始拆油底壳的螺丝,有顺序要求,先拆时规盖上的四个小螺丝,8mm,10NM的扭矩,轻而易举。
要先把旁边的线束固定束带剪断。
然后拆连接飞轮室的四个13mm螺丝,这个需要点力量和合适的工具。
有个小插曲,我的工具套件里面1/2驱动头的套筒组里面居然没有13mm的规格,只有1/4的套筒组有13mm的,很明显1/4的扳手力矩是很难扳动这几颗紧固扭矩达到50NM的大螺丝的。
于是停工,外出购买一个1/2的13mm套筒,顺便吃饭,休息一下再战。
回来之后,四个螺丝顺利拆下了3个,最后一个又遇到难题,就是我的1/2棘轮扳手装上套筒之后,因螺丝周围的空间太小,扳手长度太长,无法套在螺丝上,就差几毫米的样子。
当时又没电,不然可以用角磨机将套筒修短一些就可以。
没理由再跑去买一次吧,后来想了很久,用一个1/4的扭矩扳手[扭矩扳手一般都比较长],配合一个1/4转3/8的转接头,再接一个3/8的13mm短套筒,将最后一个13mm螺丝拆下。
最后拆的是油底壳下面的13mm螺丝,眼见功夫,没什么可说的。
上图是已经全部拆好的样子,若是各位需要拆这个螺丝的话,直接准备一个13mm的快板即可。
全部螺丝总共21颗
下面进入到整个工序最难的部分,依然停电,此时已经是汗流浃背了,战斗力下降了很多。
即使把油底壳的螺丝全部拆下来,油底壳依然是非常坚固的固定在发动机上,这个让我郁闷了好久。
幸亏Mark之前给我说了很多拆装的经验,不然差点就想放弃计划了。
下面是正确步骤:用一个安装锤将油底壳左右上下地敲一遍,不能太大力,敲裂了可不关我事;然后用一只短柄1/4刃宽的一字螺丝刀在上图的油底壳缝隙位置用力向上下扳动,同时将螺丝刀尽量向里面移动,直到撬出像上图所示油底壳和发动机分离大约5mm的开口。
这里需要力量和细心,方法正确可以少走很多的弯路。
下图继续
用一只长而且有足够强度的螺丝刀,从左到右插入上图缺口中和油底壳的边缘,用力撬几下,这样油底壳就会和发动机分离了。
拆下来之后的油底壳
趁发动机还在滴油,把油底壳清理干净,我用了三支3M的化清剂
清洁到跟新的一样,花了一小时吧
准备拆平衡轴咯,旁边是机油泵的吸管,有两个螺丝固定,拧开外头,拧松里面,把管子移到不阻碍操作的位置
用千斤顶将平衡轴顶住然后开始拆,这个东西很重,8.2公斤,万一掉下来真的会砸死人的说
拆四颗14mm螺丝,其紧固扭矩非常的强劲,估计至少50NM以上,拆的时候连续啪啪两声的手感,明显是定扭矩的冲击扳手所为。
拧松螺丝之后,平衡轴油道内的机油开始涌出,满手都是
缓慢放下平衡轴,虽然之前已经知道这家伙重8.2KG,但还是给它的体积骗了,取下来时差点砸到地上
取下来之后里面的机油继续溢出
将它从车底拉出来。
好消息来了,供电回复了,可以看到我的工作灯。
这玩样真是恶心死了,漏出的机油搞得就像刚发生的移尸现场。
千斤顶上也漏了一大滩,这下好了,很久不用给它上油
看看这个平衡轴,突出的齿轮就是连接到曲轴上的
底部的文字,不知是谁造的?看上面的手写字迹不像是英语语系国家的人的书写习惯。
上CFM的BSD,非常简单,装正之后将螺丝拧上即可,用25NM的扭矩
换个角度看,它远渡重洋装到了我的车上
开始打胶之前,用乐泰755表面清洁剂除去粘帖部位的污垢
然后用乐泰598涂胶,开始上胶,598是符合福特原厂标准的平面密封胶,耐机油和高温。
这支598的价格是130元,4S绝不会给你用这么贵的材料。
用胶枪,3mm的挤出宽度,内外两层。
Mark提醒我这一步切勿上得太多胶,过多的胶安装后会挤到油底壳内部吸到机油泵里面
迅速将油底壳复位,上好螺丝,操作时间只有40分钟。
下面几张是曲轴室内的照片给大家欣赏一下
紧固之后被挤出的残胶,不用先管它
S-MAX的机油口比较抠门,要用漏斗才倒得进去,加4L机油进去,然后出去吃点东西,休息一下,两小时后回来
检查一下有没有漏机油,暂时没有发现,基本OK,24小时后再检查一次
后面没有图片了,就是把东西都装回去,然后把车放下来,同样是分两步走,防止对悬挂造成损伤。
尝试一下点火,机油报警灯正常熄灭,表示油压正常。
让发动机怠速空转几分钟,然后再加0.3L机油,因为平衡轴取消之后,油底壳的机油容量变大了,原来的4L只能到油尺最低线多一点。
到这里整个操作就算完成了,迫不及待的去机场高速上跑了一个来回。
之前担心的发动机震
动感并没有因为取消了平衡轴之后而增加,至少我没有感觉出来。
反而怠速时空调的抖动更小了,可能是发动机负载变小了的缘故。
动力方面能直接感觉到变化,起步轻盈了一些,发动机转速响应比原来更快了,有点像以前老蒙那种拉线油门的感觉。
真的很期待再装上轻量的减速皮带盘的效果,不过当晚接到NB他们的消息,安装遇到点问题,正在解决中……
总结一下安装的心得:
1、随时随地的放一块厚破布在附近,用来擦掉准备滴落的油滴,因为不滴到地上就会滴到你的脸上或身上;
2、必须要准备一个护目镜,这点戴眼镜者可以忽略;
3、此操作在工具上需要有充分的准备,高强度的紧固扭矩将时刻考验你的工具性能;
4、扭矩扳手是必须的,1/4和1/2各一支,1/4的扭矩范围从1-25NM,1/2的扭矩范围25-100NM;
5、上文中没有提到,我自己做了一块维修滑板,事后证明这个很有必要;
6、维修滑板上最好搞个头枕之类的东西,由于角度的问题,颈部肌肉将经常处于紧张状态,为此我的脖子到现在都是酸疼的;
7、新手最好准备一天的时间来干这个,熟读本文将会少走很多弯路,我就是用了一整天的时间;
8、这个过程会很累,确认自己有足够的耐心,我也差点中途放弃了;
全文完。