顶针适配器加工工艺过程卡
机械加工工艺卡模板
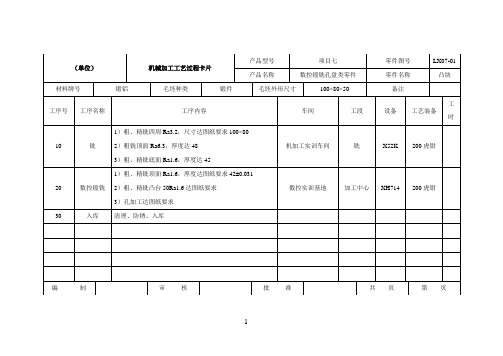
(单位)机械加工工艺过程卡片产品型号项目七零件图号LX07-01产品名称数控镗铣孔盘类零件零件名称凸块材料牌号锻铝毛坯种类锻件毛坯外形尺寸100×80×50 备注工序号工序名称工序内容车间工段设备工艺装备工时10 铣1)粗、精铣四周Ra3.2,尺寸达图纸要求100×802)粗铣顶面Ra6.3,厚度达483)粗、精铣底面Ra1.6,厚度达45机加工实训车间铣X52K 200虎钳20 数控镗铣1)粗、精铣顶面Ra1.6,厚度达图纸要求42±0.0312)粗、精铣凸台50Ra1.6达图纸要求3)孔加工达图纸要求数控实训基地加工中心XH714 200虎钳30 入库清理、防锈、入库编制审核批准共页第页1(单位)数控加工工序卡片产品名称或代号零件名称材料零件图号数控镗铣孔盘类零件凸块锻铝LX07-01 工序号程序编号夹具名称夹具编号使用设备车间20 711/712/713/71 200机用平口虎钳XH714 数控实训中心工步号工步内容刀具号刀具规格mm主轴转速r/min进给量mm/min背吃刀量mm量具备注1 粗铣顶面留余量0.2 T01 Φ80端铣刀500 200 2.8 游标卡尺125±0.022 精铣顶面控制高度尺寸42±0.031达Ra1.6 T01 600 150 0.23 粗铣凸台留侧余量0.5,底余量0.2 T02 Φ16立铣刀500 100 21.84 精铣凸台50Ra1.6成T02 600 80 0.25 钻6×M10-7H、4×Φ12H7、2×Φ30H7中心孔T03 Φ2中心钻1500 1206 钻2×Φ30H7、4×Φ12H7、6×M10-7H至Φ8.5T04 Φ8.5钻头700 807 扩4×Φ12H7至4×Φ11.8T05 Φ11.8钻头500 908 扩2×Φ30H7至2×Φ19T06 Φ19钻头300 80编制审核批准共 4 页第 1 页23(单 位) 数 控 加 工 工 序 卡 片产品名称或代号零件名称 材料 零件图号 数控镗铣孔盘类零件凸块锻铝LX07-01工序号 程序编号 夹具名称 夹具编号使用设备 车 间 20 711/712/713/71200机用平口虎钳XH714数控实训中心工步号 工 步 内 容刀具号 刀具规格 mm主轴转速 r/min 进给量 mm/min 背吃刀量 mm量具 备注9 倒4×Φ12H7、6×M10-7H 角C1 T06 300 60 10 扩2×Φ30H7至2×Φ26 T07 Φ26钻头 150 50 11 粗镗2×Φ30H7至2×Φ29.7 T08 Φ29.7镗刀 1100 12012粗镗2×Φ35H8至2×Φ34.6深9.9T09Φ34.6平底镗刀1000100深度尺200±0.02 13 精镗2×Φ35H8(390.00+)深10580.00+Ra1.6成 T10 Φ35H8平底镗刀 1100 80 内径表 千分尺 14 精镗2×Φ30H7(210.00+)Ra1.6成T11 Φ30H7镗刀 1300 100 内径表 千分尺 15 铰4×Φ12H7(180.00+)Ra1.6成T12 Φ12H7铰刀 200 100 内径表 千分尺 16攻6×M10-7H 螺纹成T13M10-H2丝锥 200300螺纹规编 制审 核批 准共 4 页第 2 页(单位)数控加工工序卡片产品名称或代号零件名称材料零件图号数控镗铣孔盘类零件凸块锻铝LX07-01 工序号程序编号夹具名称夹具编号使用设备车间20 711/712/713/71 200机用平口虎钳XH714 数控实训中心工步号工步内容刀具号刀具规格mm主轴转速r/min进给量mm/min背吃刀量mm量具备注17 全数检验18 清理、防锈、入库编制审核批准共 4 页第 3 页4(续)产品名称或代号零件名称材料零件图号(单位)数控加工工序卡片数控镗铣孔盘类零件凸块锻铝LX07-01 工序号程序编号夹具名称夹具编号使用设备车间20 711/712/713/71 200机用平口虎钳XH714型立式加工中心数控实训基地图7-2 工艺附图编制审核批准共 4 页第 4 页5(单位)数控加工刀具卡片产品名称或代号零件名称材料零件图号数控镗铣孔盘类零件凸块锻铝LX07-01 工序号程序编号夹具名称夹具编号使用设备车间20 711/712/713/71 200机用平口虎钳XH714 数控实训基地序号刀具号刀具名称刀具型号刀杆备注名称型号规格1 T01 Φ80波形刀片可转位面铣刀刀体:FM90-80LD15刀片:LDMT1504PDSR-27P套式立铣刀刀柄BT40-XM27-60 XM272 T02 Φ16高速钢直柄立铣刀Φ16强力铣夹头刀柄BT40-C22-95 C22 卡簧C22-163 T03 Φ2中心钻Φ2 弹簧卡头刀柄BT40-ER25-80 ER25 卡簧ER25-104 T04 Φ8.5高速钢直柄麻花钻头Φ8.5莫氏短圆锥钻夹头刀柄BT40-Z16-45 B16 自紧式钻夹头B165 T05 Φ11.8高速钢锥柄麻花钻头Φ11.8莫氏短圆锥钻夹头刀柄BT40-Z16-45 B16 自紧式钻夹头B166 T06 Φ19高速钢锥柄麻花钻头Φ19-M2 有扁尾莫氏圆锥孔刀柄BT40-M2-60 MT27 T07 Φ26高速钢锥柄麻花钻头Φ26-M3 有扁尾莫氏圆锥孔刀柄BT40-M3-75 MT3编制审核批准共 2 页第 1 页6(单位)数控加工刀具卡片产品名称或代号零件名称材料零件图号数控镗铣孔盘类零件凸块锻铝LX07-01 工序号程序编号夹具名称夹具编号使用设备车间20 711/712/713/71 200机用平口虎钳XH714 数控实训基地序号刀具号刀具名称刀具规格刀杆备注名称型号规格8 T08 Φ29.7粗镗刀Φ29.7 倾斜型粗镗刀BT40-TQC25-135 25-38 镗刀头TQC08-29-4 5-L9 T09 Φ34.8平底粗镗刀Φ34.6平底同上同上同上同上10 T10 Φ35平底精镗刀倾斜型微调精镗刀BT40-TQW29-100 Ф29-Ф41微调刀头TQW211 T11 Φ30精镗刀同上同上同上同上12 T12 Φ12H7直柄铰刀Φ12H7弹簧卡头刀柄BT40-ER25-80 ER25 卡簧ER25-1213 T13 机用丝锥M10-H2 攻丝夹头刀柄BT40-G3-90 M3-M12 攻丝夹套GT3-10编制审核批准共 2 页第 2 页7(单位)作业指导书产品名称产品型号工序号文件/图纸编号版本制订时间操作说明:注意事项:工具设备1工具设备12 23 34 45 5编制审核批准共 1 页第 1 页89。
(完整版)工艺过程卡和工序卡卡片
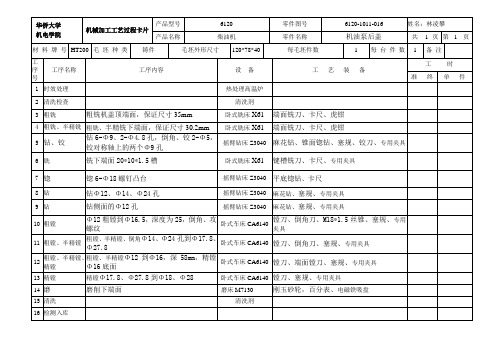
机电学院机械加工工序卡片产品名称柴油机零件名称机油泵后盖共13 页第 1 页车间工序号工序名称材料牌号粗铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*40 1 1设备名称设备型号设备编号同时加工件数卧式铣床X61 1夹具编号夹具名称切削液虎钳工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/s mm/r mm 机动辅助1 粗铣机盖顶端面,保证尺寸35mm 硬质合金端面铣刀、卡尺160 1 1.6 5 1 32.822标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机电学院机械加工工序卡片产品名称柴油机零件名称机油泵后盖共13 页第 2 页车间工序号工序名称材料牌号粗铣、半精铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*35 1设备名称设备型号设备编号同时加工件数卧式铣床X61 1夹具编号夹具名称切削液虎钳工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/s mm/r mm 机动辅助1 粗铣下端面,保证尺寸31mm 硬质合金端面铣刀、卡尺160 1 1.6 4 1 32.822 半精铣下端面,保证尺寸30.2mm 硬质合金端面铣刀、卡尺210 1.3 1.6 0.8 1 25.00标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机电学院机械加工工序卡片产品名称柴油机零件名称机油泵后盖共13 页第 3 页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30.2 1设备名称设备型号设备编号同时加工件数摇臂钻床Z3040 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/s mm/r mm 机动辅助1 钻6-Φ9mm孔Φ9高速钢麻花钻、塞规630 0.29 0.4 22.862 铰6-Φ9孔中对称轴上的两个孔至Φ9.1H8(022.0)做定位孔Φ9.1铰刀、塞规500 0.26 0.8 7.44标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机电学院机械加工工序卡片产品名称柴油机零件名称机油泵后盖共13 页第 4 页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30.2 1设备名称设备型号设备编号同时加工件数摇臂钻床Z3040 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/s mm/r mm 机动辅助1 钻一个2-Φ4.8mm孔模具、Φ4.8高速钢麻花钻、塞规250 0.13 0.25 9.32 铰此孔2-Φ4.8mm至2-Φ5mmΦ5铰刀、塞规500 0.13 0.4 4.653 通过模具以此孔定位钻另一个Φ4.8mm孔模具、Φ4.8高速钢麻花钻、塞规250 0.13 0.25 9.34 铰此孔2-Φ4.8mm至2-Φ5mm Φ5铰刀、塞规500 0.13 0.4 4.655 倒角2-Φ4.8mm孔1.1x45º高速钢锥面锪钻10x90º标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机电学院机械加工工序卡片产品名称柴油机零件名称机油泵后盖共13 页第 5 页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30.2 1设备名称设备型号设备编号同时加工件数摇臂钻床Z3040 1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/s mm/r mm 机动辅助1 锪6-Φ18mm螺钉凸台高速钢平底锪钻18x9、卡尺400 0.4 0.14 5 1 19.32234标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机电学院机械加工工序卡片产品名称柴油机零件名称机油泵后盖共13 页第 6 页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30.2 1设备名称设备型号设备编号同时加工件数卧式铣床X61 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/s mm/r mm 机动辅助1 铣下端面20*10*1.5槽硬质合金键槽铣刀10x60,卡尺945 0.5 0.2 1.5 3.812标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机电学院机械加工工序卡片产品名称柴油机零件名称机油泵后盖共13 页第7 页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30.2 1设备名称设备型号设备编号同时加工件数摇臂钻床Z3040 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 钻Φ12mm孔Φ12高速钢麻花钻400 0.28 0.45 21.672 钻Φ14mm孔Φ14高速钢麻花钻320 0.28 0.5 11.443 钻Φ24mm孔Φ24高速钢麻花钻200 0.28 0.7 13.074标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)华侨大学机电学院机械加工工序卡片产品型号6120 零件图号6120-1011-016 姓名:林凌攀产品名称柴油机零件名称机油泵后盖共13 页第8 页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30.2 1设备名称设备型号设备编号同时加工件数摇臂钻床Z3040 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 钻侧面的Φ12mm的孔到铸件的铸孔约62mm深Φ12高速钢麻花钻,塞规400 0.28 0.45 88.47234标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)华侨大学机电学院机械加工工序卡片产品型号6120 零件图号6120-1011-016 姓名:林凌攀产品名称柴油机零件名称机油泵后盖共13 页第9 页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30.2 1设备名称设备型号设备编号同时加工件数卧式车床CA6140 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/s mm/r mm 机动辅助1 Φ12粗镗到Φ16.5,深度为25,作为螺纹的底孔硬质合金镗刀、塞规1400 1.0 0.2 6.782 粗镗Φ16.5右端面,保证尺寸41mm 硬质合金端面镗刀,卡尺160 1 1.6 5 1 7.683 M18*1.5孔倒角硬质合倒角刀1120 0.25 0.644 攻丝内螺纹镗刀320 0.3 0.5 9.37标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机电学院机械加工工序卡片产品名称柴油机零件名称机油泵后盖共13 页第10 页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30.2 1设备名称设备型号设备编号同时加工件数卧式车床CA6140 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/s mm/r mm 机动辅助1 粗镗Φ14mm孔至Φ16.3mm硬质合金镗刀、塞规1120 1 0.2 2.3 8.172 粗镗Φ24mm孔至Φ26.3mm硬质合金镗刀、塞规900 1.33 0.4 2.3 5.083 半精镗Φ16.3mm孔至Φ17.8mm 硬质合金镗刀、塞规1400 1.33 0.1 1.5 13.064 半精镗Φ26.3mm孔至Φ27.8mm 硬质合金镗刀、塞规1018 1.5 0.2 1.5 8.985 倒角Φ27.8mm孔1.1x45º硬质合金倒角刀1120 0.25 0.646 倒角Φ17.8mm孔1.1x45º硬质合金倒角刀1120 0.25 0.64标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机电学院机械加工工序卡片产品名称柴油机零件名称机油泵后盖共13 页第11 页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30.2 1设备名称设备型号设备编号同时加工件数卧式车床CA6140 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 把Φ12mm孔粗镗到Φ14.4mm,深58mm 硬质合金镗刀、塞规1400 1.0 0.2 2.4 6.782 把Φ14.4mm半精镗到Φ16mm,深58mm硬质合金镗刀、塞规1580 1.0 0.1 1.6 11.393 精镗Φ16底面硬质合金端面镗刀1580 1.33 0.2 0.38标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机电学院机械加工工序卡片产品名称柴油机零件名称机油泵后盖共13 页第12 页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30.2 1设备名称设备型号设备编号同时加工件数卧式车床CA6140 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 精镗Φ17.8mm孔至Φ18mm硬质合金镗刀、塞规1400 1.33 0.1 0.2 13.062 精镗Φ27.8mm孔至Φ28mm硬质合金镗刀、塞规1018 1.5 0.2 0.2 8.98标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机电学院机械加工工序卡片产品名称柴油机零件名称机油泵后盖共13 页第13 页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30.2 1设备名称设备型号设备编号同时加工件数磨床M7130 1夹具编号夹具名称切削液电磁铁吸盘工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 磨削下端面刚玉砂轮,百分表2标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)。
(完整版)塑料加工工艺过程卡片及成型工序模板

(完整版)塑料加工工艺过程卡片及成型工序模板塑料加工工艺过程卡片及成型工序模板(完整版)介绍本文档旨在提供塑料加工工艺过程卡片及成型工序模板的完整版本。
该工艺过程卡片和工序模板可以帮助加工厂有效管理和记录塑料加工过程,确保生产的一致性和质量。
工艺过程卡片1. 产品信息- 产品名称:- 产品编号:- 产品材料:- 产品尺寸:- 产品数量:2. 加工参数- 原料温度:- 注塑温度:- 注塑压力:- 热流道温度:- 冷却时间:- 射嘴直径:3. 操作指导- 开机前检查:- 塑料料筒更换:- 打开模具:- 调整注塑压力和温度:- 开始注塑:- 注塑完成后处理:4. 检验要点- 外观检查:- 尺寸检查:- 强度测试:- 颜色测试:- 检验记录:5. 注意事项- 安全操作:- 避免过度注塑:- 控制热流道温度:- 定期保养模具:- 处理异常情况:成型工序模板1. 工序编号:2. 工序名称:3. 工序描述:- 完成上一工序后,将产品移至本工序工作台。
- 按要求进行必要的准备工作,如调整设备设置和更换工装。
- 按照操作指导执行本工序的加工工艺。
- 在完成工序后,将产品移至下一工序工作台。
4. 操作要点:- 加工参数要求:- 操作时间要求:- 检验要求:- 注意事项:5. 相关记录:- 准备工作记录:- 加工过程记录:- 检验记录:以上为塑料加工工艺过程卡片及成型工序模板的完整版。
使用这些工具可以帮助加工厂更好地管理和记录整个塑料加工过程,提高生产效率和产品质量。
为确保准确性和一致性,每次操作前请仔细阅读操作指导并进行相关的检查和记录。
装配实用工艺过程卡和工序卡

注塑模
部件名称
动模板
第1页
车间
装配
装配部分
动模板、型芯1、型芯2、导柱
工序号
20
工序名称
装配动模板
工
序
号
工步内容
工艺装备及辅助材料
作业
时间
准备
时间
名称规格或编号
名称规格或编号
21
清理、去毛刺
机油、棉纱、锯条
22
找正
23
将4根导柱放进相应的孔内,用皮锤将其底面与动模板底面锤至平齐。(保证导柱与动模板的垂直度,垂直精度为0.02。导柱与动模板为φ16P7/h6过渡配合)
推板、推杆固定板、推杆
工序号
30
工序名称
装配推出机构
1-推杆固定板2-M6X21.5内六角螺钉3-推板4-复位杆5-拉料杆6-推杆
装配工艺卡片
产品型号
CI1518
部件图号
J40-1
共2页
产品名称
注塑模
部件名称
定模座
第1页
车间
装配
装配部分
定模扳、定模座板、主流道衬套
工序号
40
工序名称
装配定模座
工
序
号
工步内容
35
将推板与推杆固定板对齐,用4个M6 20的螺栓连接紧固
内六角扳手
设计(日期)
校对(日期)
审核(日期)
会签(日期)
标准号(日期)
车间会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
装配工艺附图
产品型号
CI1518
加工工艺过程卡片

25
铣
粗铣型腔 精铣型腔 粗铣开口槽 精铣开口槽 加工螺纹孔
30 35 40 45
标记
热处理 钳工 检测 入库
HRC22-26 去毛刺 检测各尺寸及各表面
设计(日期) 审核(日期) 标准化(日期) 会签(日期)
处数
更改标记
更改文件号
日期
签字
2011-12-14
机
材料牌号 工序号
械
加
工
毛坯种类
过
程
锻件 序
下料 热处理 铣 铣
锻造毛坯 正火 夹毛坯前后侧面,工件外伸 25mm 铣平面及外轮廓, 保证外形尺寸到位 调头夹铣好的前后面,铣平面 铣外形轮廓 钻孔 2-Φ 20 粗镗孔 2-Φ 33 精镗孔 2-Φ 34 立式加工中心 平口虎钳 立式加工中心 平口虎钳 面铣刀Φ 80 立铣刀Φ 20 面铣刀Φ 80 立铣刀Φ 20 麻花钻Φ 20 粗镗刀Φ 33 精镗刀Φ 34 立式加工中心 平口虎钳 立铣刀Φ 20 立铣刀Φ 12 立铣刀Φ 10 立铣刀Φ 12
更改标 记 签字
工
序
内
容
设 备
工
艺
装
备
准终
检查毛坯材料牌号、状态及合格证,并记录。 车削端面,粗车外圆. 半精车外圆保证尺寸Φ 36 精车外圆保证尺寸Φ 36 钻中心孔Φ 20 粗镗保证尺寸Φ 21.4 精镗保证尺寸Φ 26 镗螺纹 M24X2 切断 粗车外轮廓 精车外轮廓 车螺纹 M36X4(P2) CAK6163 CAK6163 CAK6163 CAK6163 CAK6163 CAK6163 CAK6163 CAK6163 CAK6163 CAK6163 CAK6163 三爪卡盘、游标卡尺、T0101 三爪卡盘、游标卡尺、T0107 三爪卡盘、游标卡尺、T0101 三爪卡盘、游标卡尺、T05 三爪卡盘、游标卡尺、T0202 三爪卡盘、游标卡尺、T0202 三爪卡盘、游标卡尺、T0303 三爪卡盘、游标卡尺、T0404 三爪卡盘、游标卡尺、T0101 三爪卡盘、游标卡尺、T0202 三爪卡盘、游标卡尺、T0303
机械加工工序卡片+机械加工工艺过程卡片

会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
洛阳理工学院
机械加工工序卡片
产品型号
零件图号
A4
B10021415
产品名称
倒档拨叉
零件名称
倒档拨叉
共(14)页
第(2)页
车间
工序号
工序名称
材料牌号
金工
2
车
KTH350—10
毛坯种类
毛坯外形尺寸
每毛坯可制件数
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
洛阳理工学院
机械加工工序卡片
产品型号
零件图号
A4
B100214 15
产品名称
倒档拨叉
零件名称
倒档拨叉
共(14)页
第(13)页
车间
工序号
工序名称
材料牌号
金工
13
精铣脚面夹具
KTH350-10
毛坯种类
毛坯外形尺寸
钻刮复合钻Ø13.5xØ30
750
27
0。3
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
洛阳理工学院
机械加工工序卡片
产品型号
零件图号
机械加工工艺过程卡片(手机上盖电极)
标准化
会签
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工艺过程卡片
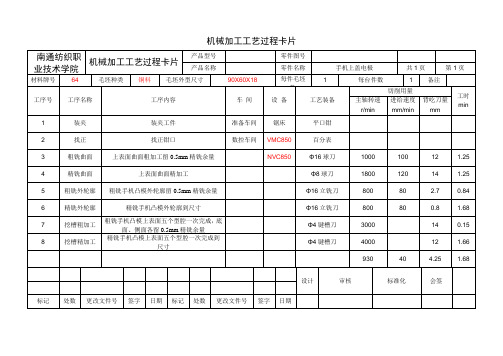
南通纺织职业技术学院
机械加工工艺过程卡片
产品型号
零件图号
产品名称
零件名称
手机上盖电极
共1页
第1页
材料牌号
64
毛坯种类
铜料
毛坯外型尺寸
90X60X18
每件毛坯数
1
每台件数
1
备注
工序号
工序名称
工序内容
车间
设备
工艺装备
切削用量
工时
min
主轴转速
r/min
进给速度
mm/min
背吃刀量
mm
0.84
6
精铣外轮廓
精铣手机凸模外轮廓到尺寸
Φ16立铣刀
800
80
0.8
1.68
7
挖槽粗加工
粗铣手机凸模上表面五个型腔一次完成,底面、侧面各留0.5mm精铣余量
Φ4键槽刀
3000
14
0.15
8
挖槽精加工
精铣手机凸模上表面五个型腔一次完成到尺寸
Φ4键槽刀
4000
12
1.66
930
40
4.25
1.68
设计
1
装夹
装夹工件
准备车间
锯床
平口钳
2
找正
找正钳口
数控车间
VMC850
百分表
3
粗铣曲面
上表面曲面粗加工留0.5mm精铣余量
NVC850
Φ16球刀
1000
加工工艺过程卡片及工序卡

车间工序号工序名称材料牌号10 粗铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数双立轴圆工作台铣床X7010夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量被吃刀量进给次数工时/minr/min m/min mm/z mm 机动辅助1 以顶面为粗基准,粗铣箱体结合面硬质合金面铣刀、游标卡尺125 157 0.24 5.0 1 1.90设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第 2 页车间工序号工序名称材料牌号20 粗铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数双立轴圆工作台铣床X7010夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量被吃刀量进给次数工时/minr/min m/min mm/z mm 机动辅助1 以箱体结合面为基准,粗铣顶面硬质合金面铣刀、游标卡尺125 157 0.24 5 1 1.90设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第 3 页车间工序号工序名称材料牌号30 钻孔HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数组合钻床夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量被吃刀量进给次数工时/minr/min m/min mm/r mm 机动辅助1 组合上下箱体钻出两个定位孔高速钢麻花钻、游标卡尺500 18.5 0.18 5.9 1 0.382 铰定位销孔硬质合金铰刀、游标卡尺125 4.71 0.8 0.1 1 0.31设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第 4 页车间工序号工序名称材料牌号40 粗铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数双立轴圆工作台铣床X7010夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量被吃刀量进给次数工时/minr/min m/min mm/z mm 机动辅助1 结合上下箱体,以结合面为基准,粗铣前后端面及凸台硬质合金面铣刀、游标卡尺125 157 0.24 5 1 1.90设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第 5 页车间工序号工序名称材料牌号50 粗铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数双立轴圆工作台铣床X7010夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量被吃刀量进给次数工时/minr/min m/min mm/z mm 机动辅助1 结合上下箱体,以结合面为基准,粗铣右端面硬质合金面铣刀、游标卡尺125 157 0.24 3 1 0.79设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第 6 页车间工序号工序名称材料牌号60 半精铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数双立轴圆工作台铣床X7010夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量被吃刀量进给次数工时/minr/min m/min mm/z mm 机动辅助1 以顶面为基准,半精铣箱体结合面硬质合金面铣刀、游标卡尺180 226 0.18 3.0 1 1.76设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第7 页车间工序号工序名称材料牌号70 半精铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数双立轴圆工作台铣床X7010夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量被吃刀量进给次数工时/minr/min m/min mm/z mm 机动辅助1 以结合面为基准,半精铣前后端面硬质合金面铣刀、游标卡尺180 226 0.18 1.0 1 1.76设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第8 页车间工序号工序名称材料牌号80 半精铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数双立轴圆工作台铣床X7010夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量被吃刀量进给次数工时/minr/min m/min mm/z mm 机动辅助1 以结合面为基准,半精铣右端面硬质合金面铣刀、游标卡尺180 226 0.13 1 1 1.01设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第9 页车间工序号工序名称材料牌号90 半精铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数双立轴圆工作台铣床X7010夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量被吃刀量进给次数工时/minr/min m/min mm/r mm 机动辅助1 以结合面为基准,半精铣顶面硬质合金面铣刀、游标卡尺180 226 0.182 1 1.76设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第10 页车间工序号工序名称材料牌号100 半精铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数双立轴圆工作台铣床X7010夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步工步内容工艺装备主轴转速切削速度进给量被吃刀量进给工时/min1 结合上下箱体,半精铣结合面凹槽硬质合金面铣刀、游标卡尺180 18.1 0.12 9.2 1 0.66设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第11 页车间工序号工序名称材料牌号110 精铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数双立轴圆工作台铣床X7010夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步工步内容工艺装备主轴转速切削速度进给量被吃刀量进给工时/min1 以结合面为基准,精铣结合面硬质合金面铣刀,游标卡尺180 226 0.13 1 1 2.44设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第12 页车间工序号工序名称材料牌号120 钻孔HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数组合钻床夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量被吃刀量进给次数工时/minr/min m/min mm/r mm 机动辅助1 以结合面为基准,钻顶面螺纹孔高速钢麻花钻、游标卡尺、90°角尺710 22.7 0.18 5.1 1 0.192 以结合面为基准,钻组装孔高速钢麻花钻、游标卡尺、90°角尺500 28.3 0.35 9 1 0.583 以结合面为基准,钻两肋板中间凸台螺纹孔高速钢麻花钻、游标卡尺、90°角尺500 27.5 0.35 8.75 1 0.58设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第13 页车间工序号工序名称材料牌号130 钻孔HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数组合钻床夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量被吃刀量进给次数工时/minr/min m/min mm/r mm 机动辅助1 以结合面为基准,钻螺纹孔高速钢麻花钻、游标卡尺、万能角度尺710 22.7 0.18 5.1 1 0.272 以结合面为基准,钻右侧肋板通孔高速钢麻花钻、游标卡尺、万能角度尺125 22.0 0.80 28 1 0.753 以结合面为基准,钻正面凸台通孔高速钢麻花钻、游标卡尺、万能角度尺250 20.4 0.45 13 1 1.014 以结合面为基准,钻左侧肋板通孔高速钢麻花钻、游标卡尺、万能角度尺180 24.9 0.70 22 1 0.31设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第14 页车间工序号工序名称材料牌号140 钻孔HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数组合钻床夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量被吃刀量进给次数工时/minr/min m/min mm/r mm 机动辅助1 以结合面为基准,钻螺纹孔高速钢麻花钻、游标卡尺、万能角度尺710 22.7 0.18 5.1 1 0.27 5 以结合面为基准,钻通孔高速钢麻花钻、游标卡尺、万能角度尺355 20.1 0.35 9 1 0.29设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第15 页车间工序号工序名称材料牌号150 锪孔HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数组合钻床夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量被吃刀量进给次数工时/minr/min m/min mm/r mm 机动辅助1 以结合面为基准,对台阶上的组装孔锪平高速钢柱形锪钻、游标卡尺180 18.1 0.20 7 1 0.112 以结合面为基准,对正面凸台孔内侧锪平高速钢柱形锪钻、游标卡尺180 24.9 0.25 9 1 0.093 以结合面为基准,对右端面通孔内侧锪平高速钢柱形锪钻、游标卡尺180 18.1 0.20 7 1 0.11设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第16 页车间工序号工序名称材料牌号160 螺纹孔攻丝HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数组合攻丝机夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量被吃刀量进给次数工时/minr/min m/min mm/r mm 机动辅助1 前后端面螺纹孔攻丝高速钢机动丝锥355 13.4 1.25 1 0.132 顶面螺纹孔攻丝高速钢机动丝锥355 13.4 1.25 1 0.133 右端面螺纹孔攻丝高速钢机动丝锥355 13.4 1.25 1 0.134 两肋板中间凸台螺纹孔攻丝高速钢机动丝锥355 22.3 1.5 1 0.06设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第17 页车间工序号工序名称材料牌号170 粗镗HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数组合镗床夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量被吃刀量进给次数工时/minr/min m/min mm/r mm 机动辅助1 结合上下箱体,以结合面为基准,粗镗φ180支承孔硬质合金刀具、游标卡尺90 50.0 1.0 3 1 0.782 结合上下箱体,以结合面为基准,粗镗φ120支承孔硬质合金刀具、游标卡尺125 45.9 1.03 1 0.563 结合上下箱体,以结合面为基准,粗镗φ110支承孔硬质合金刀具、游标卡尺125 42.0 0.8 3 1 0.70设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第18 页车间工序号工序名称材料牌号180 粗镗HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数组合镗床夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量被吃刀量进给次数工时/minr/min m/min mm/r mm 机动辅助1 结合上下箱体,以结合面为基准,粗镗φ130支承孔硬质合金刀具、游标卡尺125 49.8 0.9 3 1 1.292 结合上下箱体,以结合面为基准,镗右端面凹槽硬质合金刀具、游标卡尺63 59.3 1.5 10 1 0.31设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第19 页车间工序号工序名称材料牌号190 半精镗HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数组合镗床夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步工步内容工艺装备主轴转速切削速度进给量被吃刀量进给工时/min号r/min m/min mm/r mm 次数机动辅助1 结合上下箱体,以结合面为基准,半精镗φ180支承孔硬质合金刀具、游标卡尺125 70.3 0.452 1 1.212 结合上下箱体,以结合面为基准,半精镗φ120支承孔硬质合金刀具、游标卡尺180 67.3 0.40 2 1 0.953 结合上下箱体,以结合面为基准,半精镗φ110支承孔硬质合金刀具、游标卡尺180 61.2 0.40 2 1 0.95设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第20 页车间工序号工序名称材料牌号200 半精镗HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数组合镗床夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量被吃刀量进给次数工时/minr/min m/min mm/r mm 机动辅助1 结合上下箱体,以结合面为基准,半精镗φ130支承孔硬质合金刀具、游标卡尺180 72.0 0.45 3 1 1.77设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第21 页车间工序号工序名称材料牌号210 精镗HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数组合镗床夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速铣削速度进给量被吃刀量进给次数工时/minr/min m/min mm/z mm 机动辅助1 结合上下箱体,以结合面为基准,精镗φ180支承孔硬质合金刀具、游标卡尺180 101.7 0.15 1 1 2.472 结合上下箱体,以结合面为基准,精镗φ120支承孔硬质合金刀具、游标卡尺250 94.2 0.14 1 1 1.913 结合上下箱体,以结合面为基准,精镗φ110支承孔硬质合金刀具、游标卡尺250 86.4 0.14 1 1 1.91设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第22 页车间工序号工序名称材料牌号220 精镗HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数组合镗床夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件。
机械加工工艺过程卡片
工序号 零件号 同时加工工 件数
Ⅳ 0405
拨
叉
1
材料 牌号 HT200 硬度 HBS190~220 设备 名称 卧式铣床 安装 工步 安装及工步说明 刀具 量具 游标 卡尺 型号 型式
毛坯 重量 1.0kg 辅助工具
金属型铸件 夹具 专用夹具
X62
走刀长度 切削深度 进给量 主轴转速 切削速度 基本工时 走刀次数 mm mm mm/r r/min m/min min 48 1×2 7.25 0.22 300 8 48 4.04 1in
0.023 拉φ 250 花键孔
工序号 零件号 同时加工工 件数
III 0405
拨
叉
1
材料 牌号 HT200 硬度 HBS190~220 设备 名称 卧式内拉床 安装 工步 安装及工步说明 刀具 量具 型号 型式
毛坯 重量 1.0kg 辅助工具
金属型铸件 夹具 专用夹具
L6110
走刀长度 切削深度 进给量 主轴转速 切削速度 基本工时 走刀次数 mm mm mm/r r/min m/min min
1
粗铣槽 80
+0.03
mm
镶齿三面刃铣刀 游标 卡尺
47
1
7
0.15
75
18.84
0.225
2 设计者
精铣槽 80 XXX
+0.03
mm
镶齿三面刃铣刀
45 指导老师
7
1×2 XXX
1
0.04
318
16 共 7 页
0.85 第5页
淮海工学院机电 021
机械加工工艺卡片
工序名称 零件名称 零件重量
0.012 铣 180 槽
加工工艺卡和工序卡模板

工位器具编号
工位器具名称
工序工时 准终 单件
检测频率
流动蓝
主轴 转速 r/min
切削速 度
m/min
进给 量 mm/r
进 切削
给 深度
次 mm 数
工步工时 机动 辅助
标记 处数 更改文件号 签字 日期 标记 处数 更改文件号
签字
日期
设计(日期) 审核(日期) 标准化(日期) 会签(日期) 审定(日期)
每台件数
锻件
75×22 中心孔 20
1
设备名称
设备型号
设备编号
空气锤
夹具编号
夹具名称
1 同时加工件数
1 切削液
工
步
工步内容
号
1
下料
2
锻造尺寸 75×22mm 中心孔 20mm 的毛坯
刀具
工 艺装备
检测手段
工位器具编号
工位器具名称
工序工时 准终 单件
检测频率
流动蓝
进
工步工时
主轴 切削速 进给
切削深 给
进 切削
给 深度
次 mm 数
工步工时 机动 辅助
标记 处数 更改文件号 签字 日期 标记 处数 更改文件号
签字
日期
设计(日期) 审核(日期) 标准化(日期) 会签(日期) 审定(日期)
赣州经纬汽车零部 件有限公司
机械加工工序卡片
产品型号 产品名称
1702504 齿轮
零件图号 零件名称
车间 机加
齿轮
签字
日期
设计(日期) 审核(日期) 标准化(日期) 会签(日期) 审定(日期)
赣州经纬汽车零部 件有限公司
机械加工工序卡片
机械加工工艺过程卡工艺过程卡

C160
护铁
16C0200-85
单件重量(Kg)
共1页 第1页
工序号 工序名称
工序内容
车间 设备
工艺装备名称与编号
夹具
刃具
量具
辅具
工时(分) 准终 单件
1
铣 铣 190 上下面成品.
2
划 划孔线.
3
钻 钻 2-¢6.6 孔,用¢13 钻头磨成 90°锪窝.
4
钳 去毛刺.
5
热 发蓝.
编制
校对
审核
会签
批准
编制
校对
审核
会签
批准
日期
CNDN 金鼎数控机床有限公司 Numerical-control Machine Tool Co.,Ltd
毛坯种类 铸铁 材料 工序号 工序名称
HT200 毛坯尺寸 工序内容
机械加工工艺过程卡 产 品 型 号 零 件 名 称
C16
塞铁
每一毛坯 可制件数
1
每台 件数
1
单件重量(Kg)
车间 设备
工艺装备名称与编号
零件图号 16C0300-04
共1页 第1页 工时(分)
3文档来源为:从网络收集整理.word 版本可编辑.欢迎下载支持.
铸件粗精刨
25 0 -0.2
上下面,6.5
下
0.8
1
刨 面,1:100 斜面,大头 6.8 加工成
7.1-7.2,粗糙度达 3.2 .
2
铣 铣 20X4X1.5 底径 R2.5 圆弧油槽.
3
4 5 6 7 8 9 编制
夹 323 左端,尾端尾价顶紧精车¢85 留
车
余量 0.55-0.65,上中心架找正精车¢ 60H9 留 余 量 0.45-0.55 , 空 刀 槽 ,
产品装配工艺过程卡

按《KTK24矿用本安型扩音电话出厂检验规程》进行出厂检验,并填写报告
详见出厂检验报告
包装
按《KTK24矿用本安型扩音电话作业指导书》进行装箱
入库
填写《成品入库单》,办理入库手续
Prepared by /date :
产品装配工艺过程卡
Product process card
项目编号
客户名称
项目名称
项目负责人
产品名称
矿用本安型扩音电话
产品型号
KTK24
生产批次
生产期限
质检员/日期
备注
领料
按《KTK24矿用本安型扩音电话作业指导书》的材料清单进行领料
机械安装
机械安装顺序:
扬声器、电路板、麦克风、按钮的固定
植球治具使用顶针的工艺流程和注意事项
植球治具使用顶针的工艺流程和注意事项下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!植球治具是半导体封装过程中的一种重要设备,用于将芯片植球到载体上。
连接座加工工序卡片 过程

机械114 机械加工工艺过程卡片产品型号零件图号产品名称零件名称连接座共 1 页第 1 页材料牌号45 毛坯种类锻件毛坯外形尺寸每毛坯件数 1 每台件数 1 备注工序号工序名称工序内容车间工段设备工艺装备工时准终单件10模锻毛坯锻加工20粗铣端面B 粗铣端面B保证厚度尺寸28 机加工铣工X52 专用夹具,端铣刀,游标卡尺30粗铣端面A 粗铣端面B保证厚度尺寸27 机加工铣工X52 专用夹具,端铣刀,游标卡尺40精铣端面B 精铣端面B保证厚度尺寸26.5 机加工铣工X52 专用夹具,端铣刀,游标卡尺50精铣端面A 精铣端面B保证厚度尺寸26 机加工铣工X52 专用夹具,端铣刀,游标卡尺60粗镗小头孔粗镗小头孔到尺寸φ21.2H11机加工镗工T68专用夹具,镗刀,游标卡尺70粗镗大头孔粗镗大头孔到尺寸φ37H11,保证中心距128±0.2 机加工镗工T68专用夹具,镗刀,游标卡尺80粗铣小头槽粗铣小头槽槽宽9H11 机加工铣工X62W专用夹具,锯片铣刀,游标卡尺90精铣小头槽精铣小头槽槽宽9H11 机加工铣工X62W专用夹具,锯片铣刀,游标卡尺100钻大头径向孔钻大头径向孔φ4机加工钻工Z525 专用夹具,麻花钻,游标卡尺110精镗小头孔精镗小头孔至尺寸φ22H9机加工镗工T68 专用夹具,镗刀,游标卡尺120 精镗大头孔精镗大头孔至尺寸φ38H9机加工镗工T68 专用夹具,镗刀,游标卡尺130倒角倒大小头孔角,去毛刺机加工钻工Z525 专用夹具,倒角钻头,游标卡尺140终检入库检验零件尺寸设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号KCSJ-01产品名称零件名称手柄共 6 页第 1 页车间工序号工序名称材料牌号机加工10 粗车毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件158*71.5 1 1设备名称设备型号设备编号同时加工件数车床CA6140 1夹具编号夹具名称切削液专用铣夹具工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助1 粗车右端面至78车床夹具,90度偏刀,Ф16钻头,盲孔车刀400 45 0.52 1.25 12 粗车外圆Ф125x5 400 45 0.74 1.25 13 钻通孔Ф16600 7.9 0.57 0.85 14 粗镗内孔Ф34x29 600 50 0.57 0.85 15 粗车小凸台端面至20 400 45 0.52 1.25 107机制3班机械加工工序卡片产品型号零件图号KCSJ-01产品名称零件名称手柄共 6 页第 2 页车间工序号工序名称材料牌号机加工20 粗车HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件158*71.5 1 1设备名称设备型号设备编号同时加工件数立铣CA6140 1夹具编号夹具名称切削液专用铣夹具工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助1 粗车右端面至7190度偏刀,YT5镗刀400 45 0.52 1.25 1粗车外圆Ф128x9400 45 0.65 1.25 1粗车内孔Ф98x6.8400 45 0.52 1.25 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记更改文件号签字日期机械加工工序卡片产品型号零件图号KCSJ-01产品名称零件名称手柄共 6 页第 3 页车间工序号工序名称材料牌号机加工30 半精车HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件158*71.5 1 1设备名称设备型号设备编号同时加工件数车床CA6140 1夹具编号夹具名称切削液专用铣夹具工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助1 半精车端面70车床夹具,90度偏刀,Ф16钻头,盲孔车刀600 30 0.3 0.7 12 半精车外圆Ф121.4x5600 30 0.3 0.75 13 半精镗内孔Ф39.6x27800 13 0.1 0.7 14 半精镗内孔Ф32x28 800 13 0.1 0.75 15 半精镗内孔保Ф17.5800 13 0.1 0.7 16 半精镗小凸台保16 800 13 0.1 1 1产品型号零件图号KCSJ-01设备名称设备型号设备编号同时加工件数产品名称零件名称手柄共 6 页第 4 页车间工序号工序名称材料牌号机加工40 半精车HT200 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件158*71.5 1 1设备名称设备型号设备编号同时加工件数车床CA6140 1夹具编号夹具名称切削液专用铣夹具工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助1 半精车右端面到69,90度偏刀,YT5镗刀。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
零件数量 规定交期 年 月 日 其它要求 加工 开始 结束 实际 检查 预计 加工者 检验员 日期 时间 时间 工时 结果 工时
1.5 1
加工说明及技术要求
按图纸把外形车到数以及倒角 。中间牙要车出来。 4面分中加工螺丝孔。
编制
现场工艺执行
深圳市杰美模具厂 ISO运行记录
深圳市杰美模具厂 ISO运行记录
编号:JM-QR/QP009-01 版本:A/0
零件加工工艺过程卡
模具名称 模具编号 零件名称 序号 工序 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17
该表由生产部编制加工工艺,同零件图面一起在各工序间流转,上一工序完成经QC检测合格后才 流入下工序,每道工序后的相关项目必须填写完整,工件完成后图面交回工程部存档。 车床 铣床
编号:JM-QR/QP009-01 版本:A/0