原材料检验基准书
原材料受入检查基准
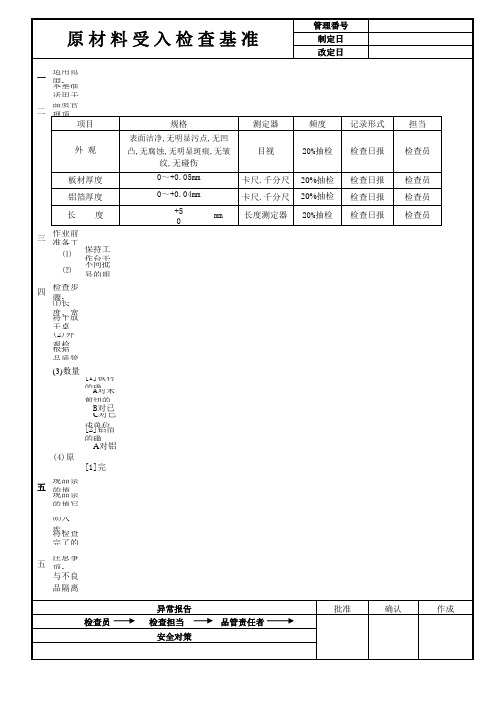
记录形式 检查日报 检查日查员 检查员 检查员
纹,无碰伤 0~+0.05mm 0~+0.04mm +5 0 20%抽检 20%抽检 20%抽检
三 作业前准备工作: ⑴ ⑵ 保持工作台干净、整洁,无其它产品混入的可能。 不同批号的明确区分。
四 检查步骤: ⑴长度,宽度,高度差异检查: 将平放于桌面,测量长度.宽度.高度并且记录测量数值。检测频率20%。 (2)外观检查: 根据“品质管理项目”中外观要求检查。 (3)数量确认: [1]板材的确认: A对未剪切的板材进行单位数量铝板的重量,宽度,厚度进行实测值记录; B对已成单位尺寸的铝板及钢板进行单位数量铝板的长度,宽度,厚度进行实测值记录; C对已成单位尺寸的板材进行数量及外观确认,并进行确认记录; [2]铝箔的确认: A对铝箔材料进行重量,宽度,厚度进行实测值记录; (4)原材料受入检查记录: [1]完整,清楚,字体工整的记录原材料的各项实测值; 五 现品票的填写: 现品票的填写要完整、清楚、字体工整;包装要整齐、松紧适中,以免挤压产品。 ⑹入 库: 将检查完了的成品入库。 五 注意事项: ①良品与不良品明确区分。 ②报废品隔离处理并贴红色不良品票,不得使用。 异常报告 检查员 检查担当 安全对策 品管责任者 批准 确认 作成
作成
管理番号
原材料受入检查基准
一 适用范围: 本基准适用于铝箔,铝板及其它金属材料受入检查作业。 二 品质管理项目: 项目 外 观 板材厚度 铝箔厚度 长 度 规格
表面洁净,无明显污点,无凹 凸,无腐蚀,无明显斑痕,无皱
制定日 改定日
测定器 目视 卡尺.千分尺 卡尺.千分尺 mm 长度测定器
频度 20%抽检
原材料检验基准及原材料检验报告登记表

原材料检验基准及原材料检验报告登记表
一、引言
原材料检验是制造过程中的重要环节,通过对原材料的检验可以确保生产的产
品符合相关标准和质量要求。
本文档旨在规范原材料检验的基准及原材料检验报告的登记表,以便监控过程中的质量变化,保证产品质量稳定可靠。
二、原材料检验基准
1.原材料的外观检验:
–检查原材料的色泽、形状、异物等情况,确保无明显损坏或污染。
2.原材料的化学成分检验:
–根据产品要求检测原材料的化学成分,确保符合生产要求。
3.原材料的物理性能检验:
–测试原材料的硬度、密度、粘度等物理性能,确保符合产品制造要求。
4.原材料的微生物检验:
–对易受微生物污染的原材料进行微生物检验,确保产品安全卫生。
三、原材料检验报告登记表
项目名称检验内容检验结果备注
外观色泽、形状、异物合格 / 不合格
化学成分元素含量符合 / 不符合标准
物理性能硬度、密度、粘度符合 / 不符合要求
微生物总菌数、霉菌、大肠菌群合格 / 不合格
注:检验结果如有不合格项,应记录具体的异常情况并采取相应措施处理。
四、结论
通过严格的原材料检验,可以提前发现问题并及时处理,确保产品质量稳定可靠。
原材料检验基准及原材料检验报告登记表的建立将有助于规范检验流程,为产品质量管控提供有效支持。
希望本文档对您的生产工作有所帮助。
以上为原材料检验基准及原材料检验报告登记表的文档,请遵循相关程序执行。
原材料检验指导书
原材料检验指导书
一、引言
原材料是生产过程中不可或缺的重要组成部分。
为确保产品的质量和可靠性,对原材料进行全面的检验是必要的。
本指导书旨在提供一套操作流程,以确保原材料的质量符合预期要求。
通过严格的原材料检验,可以减少生产过程中的问题和风险,并提高产品的质量水平。
二、检验前准备
1. 制定检验计划:
根据产品的特性和需求,制定详细的原材料检验计划。
检验计划应包括所需检验的原材料类型、检验方法、标准参考以及检验员的职责和权限。
2. 检验设备和工具准备:
确保所需的检验设备和工具完好无损,并进行必要的校准和维护。
检查设备和工具的准确性和可用性,以确保检验的准确性和可靠性。
3. 建立样品管理系统:
建立一套完善的样品管理系统,包括样品编号、记录和存储等方面。
确保样品的可追溯性和保密性,防止样品被污染或误用。
三、检验流程
1. 样品采集:
根据检验计划,从供应商处采集原材料样品。
确保样品的代表性,即从不同批次、不同供应商处采集样品,以确保样品的全面性和可靠性。
2. 样品准备:
对采集到的样品进行预处理,如清洗、切割等。
确保样品的处理过程不会对样品的性质产生影响,同时保障操作人员的安全。
3. 检验项目:
根据检验计划,对样品进行各项检验。
包括外观检查、尺寸测量、化学成分分析、物理性能测试等。
4. 检验记录:。
玻璃钢原材料进货检验指导书基准书
玻璃钢原材料进货检验指导书受控状态:版本号:发放编号:编制:日期:审核:日期:批准:日期:A类材料序号材料名称规格/型号项目单位标称值容差供方数据入厂复验备注项目试验方法抽样方案01 单向布631.3g/m2外观编织均匀、无污染、无杂质√√目测按批抽样梁材料玻璃类型-无碱-√--纤维直径0o mμ18 ±1 √-GB/T7690.5-200190o11 ±1 √-单位面积质量总重g/m2631.3 ±13 √√GB/T9914.3-20010o590.6 ±12 √√90o33.0 ±1√√捆绑纱7.7 ±0.2 √-浸润剂类型-硅烷型-√--含水率w%≤0.2 -√√GB/T9914.1-2001可燃物含量w% 1.0 ±0.5 √-GB/T9914.2-2001树脂浸透性S ≤120-√-GB/T17470-19980o断裂伸长率%≤4-√-GB/T7689.5-200190o断裂伸长率≤4-√-幅宽mm 140/250 ±2.5 √√GB/T7689.3-2001长度m ≥63 -√-02 连续毡300g/㎡600g/㎡外观编织均匀、无污染、无杂质√√-按批抽样灌注辅助单位面积质量g/m2300/600 ±15/30 √√GB/T9914.3-2001玻璃类型-无碱-√-浸润剂类型硅烷型√--含水率w%≤0.2 -√√GB/T9914.1-2001可燃物含量w% 1.0 ±0.5 √-GB/T9914.2-200103 短切毡300g/㎡450g/㎡外观编织均匀、无污染、无杂质√√-按批抽样手糊材料单位面积质量g/m2300/450 ±30/45 √√GB/T9914.3-2001玻璃类型-无碱-√-浸润剂类型硅烷型√--含水率w%≤0.2 -√√GB/T9914.1-2001浸透时间S ≤50 -√-GB/T17470附录A拉伸断裂强力(纵向/横向)N ≥70/60 -√-GB/T6006.2可燃物含量w% 1.8-8.5 - √-GB/T9914.2-200104 表面毡30g/㎡50g/㎡外观编织均匀、无污染、无杂质√√-按批抽样手糊材料单位面积质量g/m230/50 ±2/4 √√GB/T9914.3-2001玻璃类型-无碱-√-浸润剂类型硅烷型√--含水率w%≤1.5 -√√GB/T9914.1-2001浸透时间S ≤50 -√-GB/T17470附录A可燃物含量w%6-9 - √-GB/T9914.2-200105 方格布200g/㎡400g/㎡外观编织均匀、无污染、无杂质√√-按批抽样手糊材料单位面积质量g/m2200/400 ±16/32 √√GB/T9914.3-2001玻璃类型-无碱-√-浸润剂类型硅烷型√--含水率w%≤0.2 -√√GB/T9914.1-2001 拉伸断裂强力(纵向)N ≥2500 -√-GB/T7689.5-2001拉伸断裂强力(横向)N ≥2200 -√-GB/T7689.5-2001可燃物含量w%0.4-0.8 -√-GB/T9914.2-200106 双轴织物900-00800g/m2外观编织均匀、无污染、无杂质√√目测按批抽样蒙皮材料玻璃类型-无碱-√--浸润剂类型硅烷型√--单位面积质量g/m2806 ±20.1 √√GB/T9914.3-2001含水率w%≤0.2 -√√GB/T9914.1-2001可燃物含量w% 1.0 ±0.5 √-GB/T9914.2-2001树脂浸透性S ≤120-√-GB/T17470-19980o断裂伸长率%≤4-√-GB/T7689.5-200190o断裂伸长率≤4-√-幅宽mm 1270 ±5 √√GB/T7689.3-2001长度m≥41 -√-07 加表面毡双轴织物(00/900)1005.5g/m2外观编织均匀、无污染、无杂质√√目测按批抽样蒙皮材料玻璃类型-无碱-√-单位面积质量g/m2975.5 ±20.1 √√GB/T9914.3-2001浸润剂类型-环氧型√--含水率w%≤0.2 -√√GB/T9914.1-2001可燃物含量w% 1.0 ±0.5 √-GB/T9914.2-2001树脂浸透性S ≤120-√-GB/T17470-19980o断裂伸长率%≤4 -√-GB/T7689.5-2001+45o断裂伸长率≤4 -√--45o断裂伸长率≤4 -√-幅宽mm 1270 ±5 √√GB/T7689.3-2001长度m ≥41 -√-序号材料名称规格/型号项目单位标称值容差供方数据入厂复验备注项目试验方法抽样方案08 手糊树脂DSMNeogel®8175-W-1H外观浑浊、均匀√√目测按批抽样基体树脂25℃凝胶时间,2%M50min 15-20 √√TM262523℃粘度250S-1 mPa.s 300-500 -√√TM2313固体含量% 69-75 -√-TM203309 手糊树脂固化剂AKZO M50外观均匀、无杂质√√目测活性氧含量% 8.8-9.0 √-Jo/72.1010 灌注树脂DSMSynolite9001外观清/微浑√√目测固体含量% 42-47 √--粘度mPas 15-25-√√旋转粘度计25℃凝胶时间,2%5002-M-2,3%M50Min 15-25 -√√TM262511 灌注树脂促进剂5002-M-2 外观均匀、无杂质√√目测12 易打磨胶衣(手刷)DSMNeogel8366-W-0520外观浑浊、均匀√√目测按批抽样基体树脂25℃凝胶时间,2%M50min √√TM262525℃粘度20S-1 mPas -√√旋转粘度计固体含量% -√-TM203313 易打磨胶衣(喷涂)DSMNeogel8302-S-5117外观均匀、无杂质√√目测25℃凝胶时间,2%M50min TM262525℃粘度20S-1 mPas 旋转粘度计固体含量% √-TM203314 促进剂HS-926 外观均匀、无杂质√√目测15 手糊树脂DSMSynolite8175-H外观浑浊糊状√√目测按批抽样粘接材料25℃凝胶时间,2%M50min 15-20 √√TM262523℃粘度20S-1mPas 400-600 √√旋转粘度计固体含量% 72-78 √-TM203316 手糊树脂华科HS-502PTF-H外观浑浊糊状√√目测25℃凝胶时间,2%M50min 10.0-45.0 √-GB/T7193.4.6 25℃粘度20S-1mPas 500-800 GB/T7193.4.117 手糊树脂DSMSynolite901外观透明、微浑√目测25℃凝胶时间,2%M50min 15-20 √-TM262523℃粘度20S-1mPas 300-600 旋转粘度计18 模具树脂DSMAtlac 590外观透明、均匀、无杂质√目测-按批抽样模具材料25℃凝胶时间,2%M50min 21.4-27.6 √-TM262523℃粘度20S-1mPas 210-300旋转粘度计固体含量% 61.0-66.0 √√TM203319 模具树脂DSMNeomould1982-W-1外观均匀、无杂质√目测-按批抽样模具材料25℃凝胶时间,2%M50min 38-42 √-TM262523℃粘度20S-1mPas 620-680旋转粘度计固体含量% 68.0-71.0 √√TM203320 模具树脂RM2000外观均匀、无杂质√目测-按批抽样模具材料25℃凝胶时间,1%M50min 30-40 √-TM262523℃粘度20S-1mPas 1100-1200 旋转粘度计固体含量% 76-80 √√TM203321 模具树脂RM3000外观均匀、无杂质√目测-按批抽样模具材料25℃凝胶时间,1%M50min 30-40 √-TM262523℃粘度20S-1mPas 1100-1200 旋转粘度计固体含量% 76-80 √√TM203322 模具胶衣DSM8366外观均匀、无杂质√目测-按批抽样模具材料25℃凝胶时间,2%M50min 9-11 √-TM262523℃粘度20S-1mPas 4000-6000 旋转粘度计序号材料名称规格/型号项目单位标称值容差供方数据入厂复验备注项目试验方法抽样方案23 PVC芯材PVC60(5-40mm)平均密度Kg/m360 ±9 √√GB/T6343-1995按批抽样夹芯材料剪切模量Mpa ≥15 -√--剪切强度Mpa ≥0.6 -√--压缩模量Mpa ≥45 -√--压缩强度Mpa ≥0.65 -√√GB/T1448-200524 PET芯材PET100(5-40)平均密度Kg/m3110 ±12 √√GB/T6343-1995剪切模量Mpa ≥22 -√--剪切强度Mpa ≥0.69 -√--压缩模量Mpa ≥60 -√--压缩强度Mpa ≥1.0 -√√GB/T1448-2005序号材料名称规格/型号项目单位标称值容差供方数据入厂复验备注项目试验方法抽样方案25 轻木Balsa(规格3/8″1/2″5/8″3/4″)平均密度Kg/m3150 ±22.5√√GB/T6343-1995按批抽样26 五金件尺寸图纸图纸√√按批抽样材质图纸图纸√-26 氢氧化铝MARTINAL OL-104LEO外观按批抽样粒径吸油值26 氢氧化铝山铝800目外观按批抽样粒径吸油值B 类材料序号 材料名称 规格型号 项目 单位 标称值 容差 供方 数据 入厂复验备注项目 试验方法 抽样方案1 真空袋膜 400Y 幅宽 mm 标称值 ±10 √ √ 盒尺测量 按批抽样辅助材料厚度 μm 60 ±10 √ √ 千分尺测量 2吸胶毡WF150幅宽 mm 标称值 ±10 √ √ 盒尺测量 克重 g/㎡ 150 ±5 √ √ 天平秤量3多孔隔离膜WL3900RP孔径mm 1.2 ±0.5 √ √ 游标卡尺测量 长度孔距 mm 5.0 ±2.5 √ √ 宽度孔距 mm 6.0 ±3.0 √ √ 厚度 μm 50 ±0.5 √ √ 千分尺测量 4导流网VI180幅宽mm 标称值 ±10 √ √ 盒尺测量 克重 g/m 2 160 ±10 √ √ 天平秤量 厚度mm 1.0 ±0.2 √ √ 千分尺测量 5脱模布R100PS /R85PA6 幅宽 mm 标称值 ±10 √ √ 盒尺测量 重量 g/m ² 85 ±5 √ √ 天平秤量 6 真空胶带 LTS90 厚度 mm 3.0 ±0.5 √ √ 游标卡尺测量 宽度 mm 12.0 ±1.0 √ √ 7 PVC 角 21×21 规格 mm 21×21 ±2 √ √ 32×32 规格 mm 32×32 ±2 √ √ 8 螺旋管 12×1 内径Ф mm 10 ±0.5 √ √ 9 吸胶管 20×2 内径Фmm 16 ±0.5 √ √ 10 网格胶带 宽20~50 规格/合格证- - - - √ 验合格证/实物 11 喷 胶 3M - - - - √ 12 脱模剂 55-NC - - - - √ 13 模具封孔剂 汉高FMS - - - - √ 14模具清洗剂汉高PMC----√。
原材料检验基准书
西安市宇坤实业有限公司
品质异常联络单
单位:进料过程出荷顾客
·品名
型号
批号
交货日期
入库数
报验数量
抽验数量
不合格数量
供应商
不合格率
异常内容
检验员: 日期:
责任归属初步判定
□生产部 □品质部 □采购部 □供应商 □其他:
异
常
处
理
品质部
处理意见
□筛选使用 □返工 □报废□退货□其他:
签字: 日期:
2、因严重缺料而采用品质未符合标准的来料,则质量部必须通知有关部门;
3、供应商在接到质量报告通知退货时,必须在三天内收回退货,逾期则如同损坏,恕不负责;
西安宇坤实业有限公司
来料检验记录表单
编号:
日期
供应商
名称
型号
数量
判定
不良内容
检验员
备注
OK/NG
1、实用范围:
所有的塑料原料的进厂检验均适用之。
2、检验内容及方法
检验项目
检验内容
检验方法及要求
检验工具
外观检验
颜色
外观
包装
1.检查来料包装应完好密封、无破损,标识及印字清晰;
2.打开包装,将胶粒比对色板,胶粒颜色应与色板相符;
3.检查胶料颗粒均匀、干燥、无杂色、杂质、水份,油污、脏物。
色板;
游标卡尺
目视
颗粒
尺寸
1.尺寸粒子的尺寸在任意方向上
应为2-5mm,无机械杂质。
2.游标卡尺固定抽样每批抽20~50PCS
试验
试料4.从来料批中抽取1源自2Kg胶料进行上机试料,检查试料的产品颜色应与色板相符,产品应无起皮、杂色、流纹等缺陷。
玻璃钢原材料进货查验指导书基准书

/m2
外观
编织均匀、无污染、无杂质
√
√
目测
按批抽样
蒙皮材料
玻璃类型
-
无碱
-
√
-
单位面积质量
g/m2
±
√
√
GB/
浸润剂类型
-
环氧型
√
-
-
含水率
w%
-
√
√
GB/
可燃物含量
w%
±
√
-
GB/
树脂浸透性
S
120
-
√
-
GB/T17470-1998
0o断裂伸长率
%
4
-
√
-
GB/
+45o断裂伸长率
4
23℃粘度250S-1
300-500
-
√
√
TM2313
固体含量
%
69-75
-
√
-
TM2033
09
手糊树脂
固化剂
AKZOM50
外观
均匀、无杂质
√
√
目测
活性氧含量
%
灌注树脂
DSM
Synolite
9001
外观
清/微浑
√
√
目测
固体含量
%
42-47
√
-
-
粘度
mPas
15-25
-
√
√
旋转粘度计
25℃凝胶时间,2%5002-M-2,3%M50
Kg/m3
110
±12
√
√
GB/T6343-1995
剪切模量
原料检验判定书模板

原料检验判定书
一、检验目的
本检验旨在对所述原料进行检验,确定其符合相关标准和规定,以确保产品质量。
二、检验对象
被检验原料:(填写被检验原料的具体信息)
三、检验标准
1.外观:(列出外观检验标准及判定标准)
2.成分含量:(列出成分含量检验项目及标准)
3.杂质含量:(列出杂质含量检验项目及标准)
四、检验方法
1.外观检验:(说明外观检验方法及步骤)
2.成分含量检验:(说明成分含量检验方法及步骤)
3.杂质含量检验:(说明杂质含量检验方法及步骤)
五、检验结果及判定
1.外观检验结果:(记录外观检验结果)
o判定:(根据标准判定结果)
2.成分含量检验结果:(记录成分含量检验结果)
o判定:(根据标准判定结果)
3.杂质含量检验结果:(记录杂质含量检验结果)
o判定:(根据标准判定结果)
六、结论
经检验,被检验原料_(名称): - 外观(合格/不合格) - 成分含量(合格/不合格)- 杂质含量(合格/不合格)_
七、检验人员
检验员:(填写检验员姓名)
日期:(填写检验日期)
如有异议,请及时提出,谢谢合作。
此为电子文档,无需盖章。
感谢您的配合与支持!。
原材料检验标准书
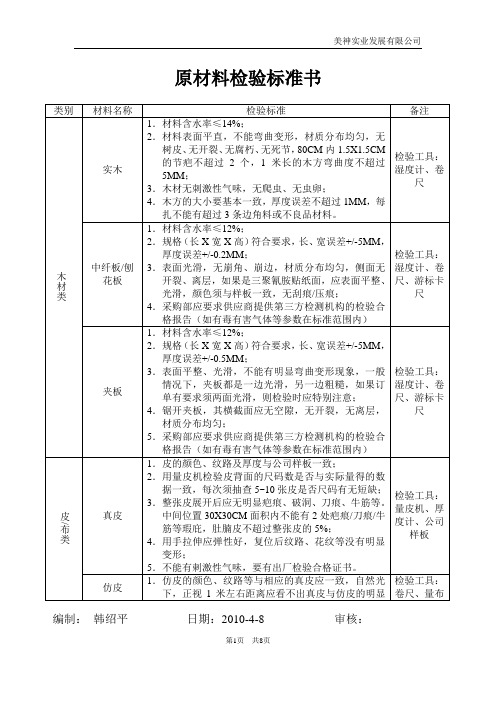
原材料检验标准书类别材料名称检验标准备注木材类实木1.材料含水率≤14%;2.材料表面平直,不能弯曲变形,材质分布均匀,无树皮、无开裂、无腐朽、无死节,80CM内1.5X1.5CM的节疤不超过2个,1米长的木方弯曲度不超过5MM;3.木材无刺激性气味,无爬虫、无虫卵;4.木方的大小要基本一致,厚度误差不超过1MM,每扎不能有超过3条边角料或不良品材料。
检验工具:湿度计、卷尺中纤板/刨花板1.材料含水率≤12%;2.规格(长X宽X高)符合要求,长、宽误差+/-5MM,厚度误差+/-0.2MM;3.表面光滑,无崩角、崩边,材质分布均匀,侧面无开裂、离层,如果是三聚氰胺贴纸面,应表面平整、光滑,颜色须与样板一致,无刮痕/压痕;4.采购部应要求供应商提供第三方检测机构的检验合格报告(如有毒有害气体等参数在标准范围内)检验工具:湿度计、卷尺、游标卡尺夹板1.材料含水率≤12%;2.规格(长X宽X高)符合要求,长、宽误差+/-5MM,厚度误差+/-0.5MM;3.表面平整、光滑,不能有明显弯曲变形现象,一般情况下,夹板都是一边光滑,另一边粗糙,如果订单有要求须两面光滑,则检验时应特别注意;4.锯开夹板,其横截面应无空隙,无开裂,无离层,材质分布均匀;5.采购部应要求供应商提供第三方检测机构的检验合格报告(如有毒有害气体等参数在标准范围内)检验工具:湿度计、卷尺、游标卡尺皮/布类真皮1.皮的颜色、纹路及厚度与公司样板一致;2.用量皮机检验皮背面的尺码数是否与实际量得的数据一致,每次须抽查5~10张皮是否尺码有无短缺;3.整张皮展开后应无明显疤痕、破洞、刀痕、牛筋等。
中间位置30X30CM面积内不能有2处疤痕/刀痕/牛筋等瑕庇,肚腩皮不超过整张皮的5%;4.用手拉伸应弹性好,复位后纹路、花纹等没有明显变形;5.不能有剌激性气味,要有出厂检验合格证书。
检验工具:量皮机、厚度计、公司样板仿皮1.仿皮的颜色、纹路等与相应的真皮应一致,自然光下,正视1米左右距离应看不出真皮与仿皮的明显检验工具:卷尺、量布编制:韩绍平日期:2010-4-8 审核:色差,整卷仿皮要颜色一致,不能有色差。
检验基准书
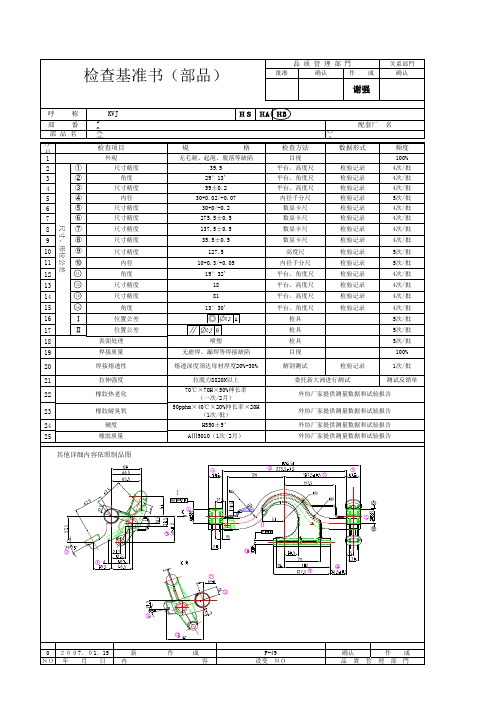
喷塑 无虚焊、漏焊等焊接缺陷
检查方法 目视
平台、高度尺 平台、角度尺 平台、高度尺 内径千分尺
数显卡尺 数显卡尺 数显卡尺 数显卡尺 高度尺 内径千分尺 平台、角度尺 平台、高度尺 平台、高度尺 平台、角度尺
检具 检具 检具 目视
配套厂 名 〇 △
数据形式
频度
100%
检验记录
1次/批
拉脱力8820N以上
70℃×70H×50%伸长率 (一次/2月)
50pphm×40℃×20%伸长率×20H (1次/批)
HS50±5°Βιβλιοθήκη AⅢ5010(1次/2月)
委托新大洲进行测试
测试反馈单
外协厂家提供测量数据和试验报告
外协厂家提供测量数据和试验报告 外协厂家提供测量数据和试验报告 外协厂家提供测量数据和试验报告
4次/批
检验记录 检验记录
4次/批 4次/批
检验记录 检验记录
5次/批 4次/批
检验记录
4次/批
检验记录
4次/批
检验记录
4次/批
检验记录
5次/批
检验记录
5次/批
检验记录
4次/批
检验记录
4次/批
检验记录
4次/批
检验记录
4次/批
5次/批
5次/批
5次/批
100%
熔透深度须达母材厚度20%-30%
解剖测试
检验记录
表面处理 焊接质量
焊接熔透性
拉伸强度
橡胶热老化
橡胶耐臭氧
硬度 橡胶质量
其他详细内容依照制品图
HS HA HB
規 格 无毛刺、起泡、脱落等缺陷
泡棉类原材检验基准书
判定基准
版本
A0
编制
共1页
第1页
品管部
缺陷等级 CR MA MI
取 使用仪 样
器等 级
备注
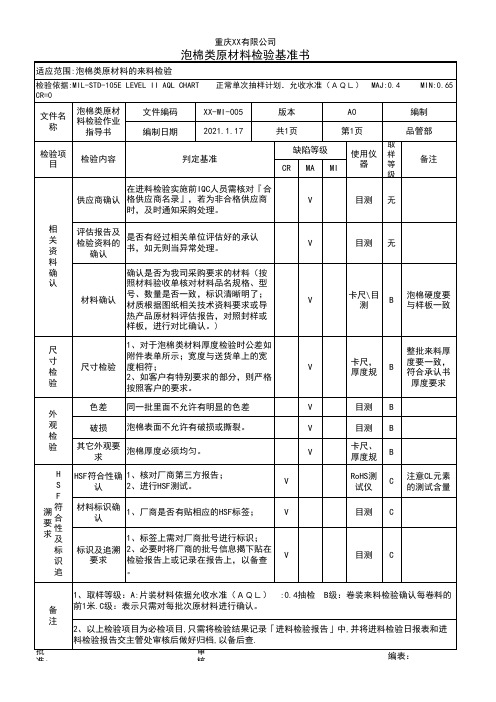
在进料检验实施前IQC人员需核对『合
供应商确认 格供应商名录』,若为非合格供应商
V
时,及时通知采购处理。
目测 无
相 关 资
评估报告及 检验资料的
确认
是否有经过相关单位评估好的承认 书,如无则当异常处理。
料
确
确认是否为我司采购要求的材料(按
2、以上检验项目为必检项目,只需将检验结果记录「进料检验报告」中,并将进料检验日报表和进
料检验报告交主管处审核后做好归档,以备后查.
审 核
编表:
1、标签上需对厂商批号进行标识;
V
标 识
标识及追溯 2、必要时将厂商的批号信息揭下贴在 要求 检验报告上或记录在报告上,以备查
V
追
。
目测 B
目测 B
卡尺、 厚度规
B
RoHS测 试仪
C
注意CL元素 的测试含量
目测 C
目测 C
备 注
批 准:
1、取样等级:A:片装材料依据允收水准(AQL) :0.4抽检 B级:卷装来料检验确认每卷料的 前1米.C级:表示只需对每批次原材料进行确认。
重庆XX有限公司
泡棉类原材料检验基准书
适应范围:泡棉类原材料的来料检验
检验依据:MIL-STD-105E LEVEL II AQL CHART 正常单次抽样计划.允收水准(AQL) MAJ:0.4 CR=0
MIN:0.65
文件名 称
泡棉类原材 料检验作业
指导书
检验项 目
原材料检验指导书-2020-7-2
更改记录 更改序号
A1
A2
A3 A4 A5 A6 A7 A8
编制/日期:
审核/日期:
更改日期 2015.01.15 2015.01.29 2015.03.01 2016/3/6 2016/4/13 2016/8/8 2019/9/18 2019/9/19
批准/日期:
更改人
2/2
1/2
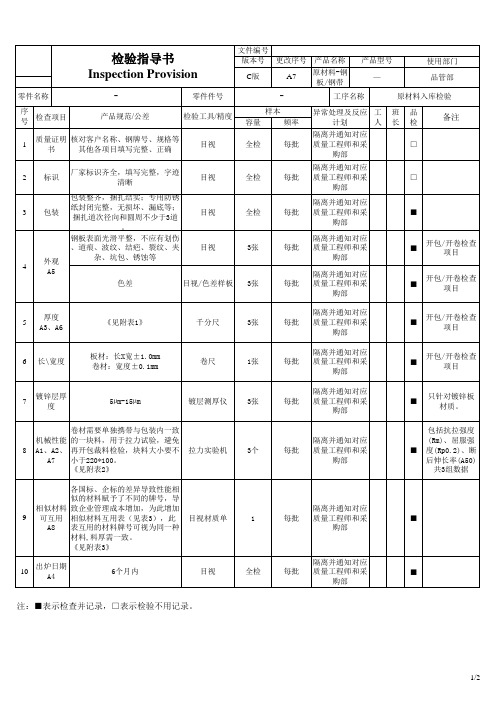
零件名称
检验指导书 Inspection Provision
-
零件件号
文件编号 版本号
C版
更改序号 A7
产品名称
原材料-钢 板/钢带
产品型号 —
使用部门 品管部
-
工序名称
原材料入库检验
序号
1
2
3 4 5 6 7 8
更改描述
机械性能标准参考材质单
补全机械性能标准,增加镀锌版厚度测量
表1增加厚度栏 增加出炉日期的控制 增加色差的检验 更改原材料厚度允许偏差 更新原材料的机械性能 增加相似材料互用表
机械性能 的一块料,用于拉力试验,避免
8 A1、A2、 再开包裁料检验,块料大小要不 拉力实验机
3个
A7 小于220*100。
《见附表2》
每批
隔离并通知对应 质量工程师和采
购部
包括抗拉强度 (Rm)、屈服强 ■ 度(Rp0.2)、断 后伸长率(A50)
共3组数据
各国标、企标的差异导致性能相
似的材料赋予了不同的牌号,导
检验指导书 Inspection Provision
文件编号 版本号
C版
更改序号 A7
产品名称
原材料-钢 板/钢带
产品型号 —
使用部门 品管部
原材料检验指导书
原材料检验指导书编制:审核:批准:品质部目录1、冷轧钢板 (1)2、热轧钢板 (2)3、不锈钢热板 (2)4、不锈钢冷板 (3)5、热轧花纹钢板 (4)6、铝板 (5)7、花纹铝板 (7)8、平焊法兰 (9)9、钢制对焊管件 (10)10、无缝钢管 (11)11、热轧型钢 (13)适用产品:轧制宽度≥600mm的冷轧钢板。
适用标准:GB/T 708-2006《冷轧钢板和钢带的尺寸、外形、重量及允许偏差》。
供方要求:可以提供产品质量合格证明书。
检验要求:(1)进货检验数量:抽检3张,如合格则判定该批均合格;如不合格,则判定整批不合格。
(2)供方必须列入公司《合格供方名录》。
(3)每批产品随货附有产品质量合格证明书。
(4)表面允许有不影响使用的薄层氧化铁皮、铁锈和轻微的麻点、划痕等局部缺陷,但不能有结疤、裂纹、折叠、夹杂、气泡和氧化铁皮压入等对使用有害的缺陷。
(5)不得有分层。
(6)厚度允许误差(mm):适用产品:轧制宽度≥600mm的热轧钢板。
适用标准:GB/T 709-2006《热轧钢板和钢带的尺寸、外形、重量及允许偏差》。
供方要求:可以提供产品质量合格证明书。
检验要求:(1)进货检验数量:抽检3张,如合格则判定该批均合格;如不合格,则判定整批不合格。
(2)供方必须列入公司《合格供方名录》。
(3)每批产品随货附有产品质量合格证明书。
(4)表面允许有不影响使用的薄层氧化铁皮、铁锈和轻微的麻点、划痕等局部缺陷,但不能有结疤、裂纹、折叠、夹杂、气泡和氧化铁皮压入等对使用有害的缺陷。
(5)厚度允许误差(mm):3、不锈钢热板适用产品:耐腐蚀不锈钢热轧钢板。
适用标准:GB/T 4237-2015《不锈钢热轧钢板和钢带》。
供方要求:可以提供产品质量合格证明书。
检验要求:(1)进货检验数量:抽检3张,如合格则判定该批均合格;如不合格,则判定整批不合格。
(2)供方必须列入公司《合格供方名录》。
(3)每批产品随货附有产品质量合格证明书。
载带材料来料检查基准书

载带来料检查作业指导书原材料名称载带PS片材关连文书无文件编号WI-PZ01-7略图制定日期生效日期版次A0序号项目检查特性检查方法检查水准允收水准(AQL)判定基准1捆包外观①外包装袋目视全部2.5产品外包装良好,无破损,无严重污渍。
②标签目视全部 2.5标签标识与送货单上的产品名称、规格型号、数量等一致,有写明生产日期或批号。
另有一个绿色的RoHS环保标签。
2尺寸①厚度外径千分尺S-30.65公差±0.03mm ②宽度数显卡尺S-30.65公差±0.1mm3弯度侧向弯度钢尺/卡尺S-30.65允许带弯为:每1米侧向弯度小于或等于2mm。
4片材外观①颜色目视/对样板ⅡAC=0颜色与样板一致。
②材质目视/对样板ⅡAC=0与标签所标注材质一致,质地与样板一致。
③表面质量目视Ⅱ1.01、材料表面不能有任何的印痕、污渍;2、不能有超过0.05mm深的划痕;3、凸点高度小于0.1mm,数量需少于2个/米,且不在自粘带粘贴位置,否则拒收;4、杂物的高度不超过0.1mm,直径大小在Ф5mm以内,数量需少于1个/米,且不在自粘带粘贴位置,否则拒收。
严重影响产品外观的杂物不能接收。
5、料边无变形、无损坏、无毛边;6、材料纸筒无严重变形。
5物理特性表面电阻率电阻测试仪S-3AC=0测试正反面3处位置,导电型:S.R≤1.0 x 105Ω/□,防静电型:106Ω/□≤S.R≤1.0 x 1011Ω/□6重量净重电子秤n=5AC=1公差要求:12-24mm宽度允许±0.05kg,32-56mm宽度允许±0.1kg7HS 要求限制物质含量查看检测报告n=1AC=0有效的RoHS检测报告,含量为Pb+Cd+Hg+Cr 6+<70PPM,且Cd<50PPM,PBB<700PPM(0.07mg/100kg),PBDE <700PPM。
审核:制定:弯度检查图示:最大2m m1M。
来料检查基准书
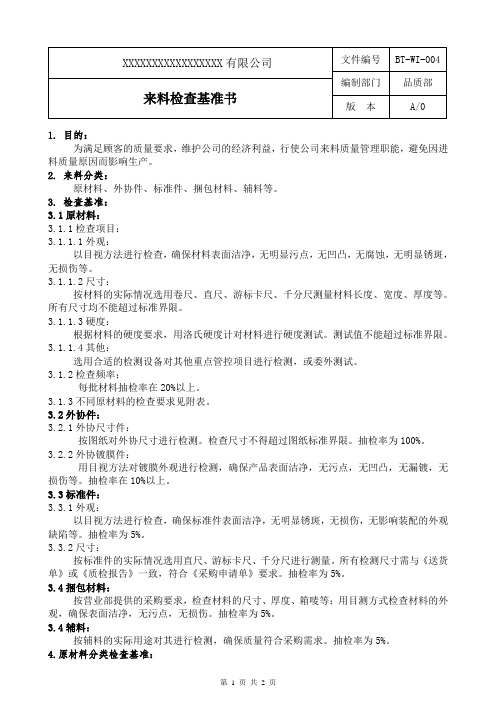
1. 目的:为满足顾客的质量要求,维护公司的经济利益,行使公司来料质量管理职能,避免因进料质量原因而影响生产。
2. 来料分类:原材料、外协件、标准件、捆包材料、辅料等。
3. 检查基准:3.1原材料:3.1.1检查项目:3.1.1.1外观:以目视方法进行检查,确保材料表面洁净,无明显污点,无凹凸,无腐蚀,无明显锈斑,无损伤等。
3.1.1.2尺寸:按材料的实际情况选用卷尺、直尺、游标卡尺、千分尺测量材料长度、宽度、厚度等。
所有尺寸均不能超过标准界限。
3.1.1.3硬度:根据材料的硬度要求,用洛氏硬度计对材料进行硬度测试。
测试值不能超过标准界限。
3.1.1.4其他:选用合适的检测设备对其他重点管控项目进行检测,或委外测试。
3.1.2检查频率:每批材料抽检率在20%以上。
3.1.3不同原材料的检查要求见附表。
3.2外协件:3.2.1外协尺寸件:按图纸对外协尺寸进行检测。
检查尺寸不得超过图纸标准界限。
抽检率为100%。
3.2.2外协镀膜件:用目视方法对镀膜外观进行检测,确保产品表面洁净,无污点,无凹凸,无漏镀,无损伤等。
抽检率在10%以上。
3.3标准件:3.3.1外观:以目视方法进行检查,确保标准件表面洁净,无明显锈斑,无损伤,无影响装配的外观缺陷等。
抽检率为5%。
3.3.2尺寸:按标准件的实际情况选用直尺、游标卡尺、千分尺进行测量。
所有检测尺寸需与《送货单》或《质检报告》一致,符合《采购申请单》要求。
抽检率为5%。
3.4捆包材料:按营业部提供的采购要求,检查材料的尺寸、厚度、箱唛等;用目测方式检查材料的外观,确保表面洁净,无污点,无损伤。
抽检率为5%。
3.4辅料:按辅料的实际用途对其进行检测,确保质量符合采购需求。
抽检率为5%。
4.原材料分类检查基准:见附录。
原材料检测标准书
制定部门:版本编号:发行部门:页码:原材料检验标准上润精密仪器有限公司制定日期:制定审核批准制定部门: 版本编号: 发行部门: 页 码:1.目的明确和规范原材料的标准要求和检验方法,为原材料的检验工作提供依据和指导2.适用范围本标准适用于上润仪器工程中心购入的所有原材料(客户有特殊要求的除外)3.检测流程:外协送货仓库收料核对数量NG入库免检仓库/业务填写送验单IQC 检查OK是否是急需物料NG设计部决定YES 特采使用选别使用修理使用不能使用标记特采标识依指示书选别或修理NOOK良品盖合格章不良品盖不合格章入库隔离产品退回厂家制定部门:版本编号:发行部门:页码:4.原材料受入检查标准4.1检查项目、抽样方案及判定依据4.2 外观检测包装检查?4.2.1不锈钢管材外观检测钢管内、外表面不得有裂缝、折叠、分层、龟裂、裂纹、轧折和结疤缺陷存在,这些缺陷必须完全清除掉,清除不得超过其边长和壁厚的负偏差。
划痕允许深度不大于0.40mm钢管内、外表面应光滑,允许有深度不超过0.08 mm的少量凹坑、擦伤和细小的划道,但这些缺陷必须在壁厚的公差范围内。
热轧(挤、扩)钢管冷拔(轧)钢管尺寸允许偏差(mm)尺寸允许偏差(mm)普通级高级普通级高级公称外径D >159~426±1.00%D±0.80%D公称外径D>50~68±0.8%D±0.60%D>68~159±1.25%D±1.00%D>30~50±0.3±0.2公称壁厚(S)<15±10.0%S±8.0%S>10~30±0.2±0.1>6~10±0.15±0.10≥15+10.0%S-8.0%S±8.0%S公称壁厚S≤3±12.0%s+12.5%S-10.0%S>3+10.0%S-10.0%S±8.0%S制定部门: 版本编号: 发行部门: 页 码:4.2.2热轧方钢、圆钢和扁钢外观检测 方钢不得有显著扭转。
IQC原材检查基准书
文件名称IQC原材检查基准书APPROVED BY____________________ 修订2016.0 ______________ 实施I.目的:A.为确保xx公司生产的产品质量符合内部及客户要求,特制定此检验标准。
B.用以规范和统一内部物料检验方案、内容及判定标准。
II.职责及权限:a.本标准必须由培训合格之人员执行。
b.检验中如有疑问及争执,以品质主管最终判定为准。
c.如有本标准未涉及的项目及书面文字无法描述处,以品质主管最终判定为准。
d.当本标准与客户标准相冲突时优先采用客户标准。
e.若新项目不断岀现或本标准中有未涉及到的内容,应在本标准中加入并进行整理。
III.检验条件:A.视力要求:裸视或矫正视力 1.0以上B.检验距离:检验物距眼睛30-35cmC.检验角度:水平方位45°,上下左右转动15°D.按正常规定要求的距离和角度要求扫描整个检测面10—15秒钟为准E.照明要求:在自然光或60W-100W勺日光灯照明条件下检验,距离光源:50-55cm处;照度:500-550Lux (勒克斯(照明单位))IV.缺陷分类:A. A类, 致命缺陷(CRI ):AQL=0B. B类, 重要缺陷(MAJ): AQL=0.4C. C类,轻微缺陷(MIN)AQL=0.65V.缺陷定义:A.致命缺陷(Critical Defect ):产品存在对使用者的人身及财产安全构成威胁的缺陷。
B.主要缺陷(Major Defect )产品存在下列缺陷,为主要缺陷:1.功能缺陷影响正常使用2.漏组件•配件或主要标识,多岀无关的标识及其他可能影响产品性能的物品3.影响产品形象的包装缺陷4.性能参数超出规格标准5.导致终端客户拒绝购买的结构及外观缺陷C.轻微缺陷(Min or Defect ):不影响产品使用,终端客户可能愿意让步接受的缺陷。
1.仅影响产品美观感,不影响产品的正常功能使用2.上述缺陷以外的其它不影响产品使用的缺陷VI.表面定义:A面:正常使用中,直接观察到的主要外漏表面(正常观察产品的正面)B面:正常使用中,不直接观察到但外漏次要表面(正常观察产品的上下•左右侧面和背面)C面:正常使用中,很少见或看不见的面(电池仓•充电器和配件等其它表面)i dtied or tran sformed to 环境要求書面准逝another format电子专有之财产,非经许可,不得复制、翻印或转变成其它形式使用。
原材料检验手册
水泥一基本要求1.1 水泥宜选用硅酸盐水泥、普通硅酸盐水泥,混合材宜为矿渣或粉煤灰。
有耐硫酸盐侵蚀要求的混凝土也可选用中抗硫酸盐硅酸盐水泥或高抗硫酸盐硅酸盐水泥。
不宜使用早强水泥。
1.2 预制梁使用的水泥应采用强度等级不低于42.5级的低碱硅酸盐或低碱普通硅酸盐水泥(掺合料仅为粉煤灰或矿渣),禁止使用其它品种水泥。
1.3 喷射混凝土应优先采用硅酸盐水泥、普通硅酸盐水泥1.4 水泥应有供应商提供的出厂检验合格证书,并按批对其品种、级别、包装或散装仓号、出厂日期等进行验收,按有关检验项目、批次规定,严格实施进场检验。
水泥品种、级别必须符合设计要求1.5水泥到场后不得露天堆放,不同品种、不同标号、不同编号的水泥,应存贮于不同库房。
储存要求干燥通风。
水泥从出厂日期到使用日期不得超过三个月。
水泥由于受潮或其他原因而变质时,应及时运出场外。
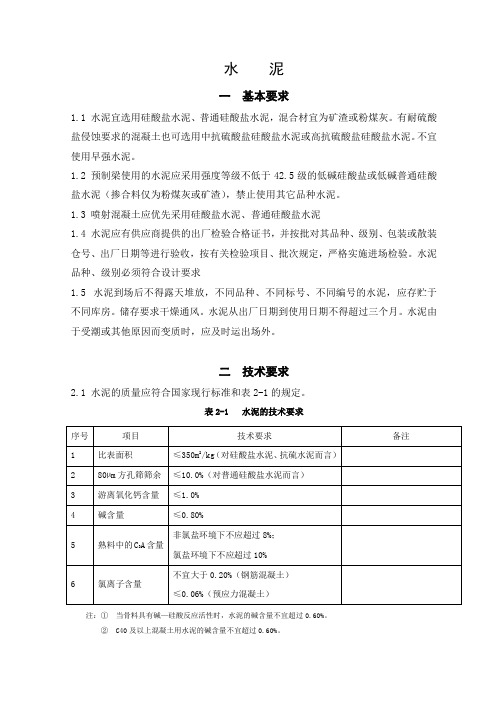
二技术要求2.1 水泥的质量应符合国家现行标准和表2-1的规定。
表2-1 水泥的技术要求注:①当骨料具有碱—硅酸反应活性时,水泥的碱含量不宜超过0.60%。
②C40及以上混凝土用水泥的碱含量不宜超过0.60%。
2.2 预制梁使用的水泥应采用强度等级不低于42.5级的低碱硅酸盐或低碱普通硅酸盐水泥(掺合料仅为粉煤灰或矿渣),水泥熟料中C3A含量不应大于8%,在强腐蚀环境下不应大于5%;其余性能应符合符合表1-1或GB175的规定。
三检验要求3.1水泥检验要求符合表3-1水泥的检验要求的规定。
表3-1水泥的检验要求3.2 桥梁台后的锥体及其他部位施工必须符合铁道部现行《铁路混凝土与砌体工程施工质量验收标准》(TB10424—2003)第6.2.1条即以下的规定:3.2.1 水泥进场时,必须按批对其品种、级别、包装或散装仓号、出厂日期等进行验收,并对其强度、凝结时间、安定性进行试验。
水泥品种、级别必须符合设计要求,质量必须符合现行国家标准。
3.2.2 当在使用中对水泥质量有怀疑或水泥出厂日期超过3个月(快硬硅酸盐水泥逾一个月)时,必须再次进行强度试验,并按试验结果使用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
颗粒
尺寸
1.尺寸粒子的尺寸在任意方向上
应为2-5mm,无机械杂质。
2.游标卡尺固定抽样每批抽20~50PCS
试验
试料
4.从来料批中抽取1~2Kg胶料进
行上机试料,检查试料的产品颜色应与色板相符,产品应无起皮、杂色、流纹等缺陷。
注:试料产品检验需注意区分原料引起的缺陷和注塑机机器引起缺陷。
生产时试料
生产部
处理意见
□影响产品整体功能,不可接收; □与客户沟通确认,可接收;□特采□其他
异常处理措施:
签字: 日期:
最终
裁决
□筛选使用 □返工 □报废 □退货 □特采 □与客户沟通确认,可接收 □其他
签字: 日期:
原因分析
与
纠正措施
原因分析
纠正措施
备注
1、任何物料检验,必须经由质量部抽检,合格及放行则方可入仓;
来料检验流程图
西安市宇坤实业有限公司
品质异常联络单
单位:进料过程出荷顾客
·品名
型号
批号
交货日期
入库数
报验数量
抽验数量
不合格数量
供应商
不合格率
异常内容
检验员: 日期:
责任归属初步判定
□生产部 □品质部 □采购部 □供应商 □其他:
异
常
处
理
品质部
处理意见
□筛选使用 □返工 □报废□退货□其他:
签字: 日期:
1、实用范围:
所有的塑料原料的进厂检验均适用之。
2、检验内容及方法
检验项目
检验内容
检验方法及要求
检验工具
外观检验
颜色
外观
包装
1.检查来料包装应完好密封、无破损,标识及印字清晰;
2.打开包装,将胶粒比对色板,胶粒颜色应与色板相符;
3.检查胶料颗粒均匀、干燥、无杂色、杂质、水份,油污、脏物。
色板;
游标卡尺
西安宇坤实业有限公司
文件编号
YK/QS-JZ-05-14
页数
5
日期
2014-4-3
原材料检验基准书
编制:
审核:
批准:
公司名称
西安宇坤实业有限公司
文件编号
YK/QS-JZ-05-14
页数
5
文件名称
原材料检验基准书
制定日期
2014/3/14
审核
黄瑞祥
目的:
完善公司质量作业标准,规范物料的进料检验方式,确保进料质量满足公司及客户质量要求。
2、因严重缺料而采用品质未符合标准的来料,则质量部必须通知有关部门;
3、供应商在接到质量报告通知退货时,必须在三天内收回退货,逾期则如同损坏,恕不负责;
西安宇坤实业有限公司
来料检验记录表单
编号:
日期
供应商
名称
型号数量判定来自不良内容检验员备注
OK/NG