E11焊缝工封面
EN 1011-1 1998中文

批准用于航空产品的英国标准单行本2002年7月本复印件是不受控的,通过搜索英国标准在线确保使用最新版本焊接——焊接金属材料的建议第1 部分:电弧焊接的一般说明BS EN 1011-1:1998欧洲标准 EN 1011-1具有英国标准的地位国内出版前言本英国标准是EN 1011-1:1998的英文版本。
英国在参与其起草时委托技术委员会WEE /17,金属制品-钢制品电弧焊,他负责:——帮助询问者理解文本;——负责为欧洲委员会任何询问提供解释,或者更改提议,并为英国提供有利资料——监视有关国际和欧洲的发展并将其在英国公布。
BS 5135:1984的使用者应该注意BS EN 1011標準系列使用焊接热能导入的概念(见BS EN 1011-1第19条)而在BS 5135使用弧能(见BS 5135章节21.2.6)。
这两个术语不能通用并且应该注意BS 5135到BS EN 1011標準的数据转换。
而且,BS EN 1011-2的出版时,BS 5135将被撤消并由BS EN 1011-1and BS EN 1011-2替代。
描述此委员会组织的目录可以从其秘书处获得。
交叉-参考在本文中参考的执行国际或者欧洲公布标准的英国标准可在BSI 标准目录的“国际标准对照附录”中找到,或用BSI 标准电子目录“查找”工具。
英国标准并不包括所有契约的必要规定。
英国标准的使用者对其正确的应用负责。
遵从英国标准不能免除其法定义务。
欧洲标准 EN 1011-1:1998年2月焊接-焊接金属材料的建议第1部分电弧焊接的一般说明本欧洲标准于1998年1月26经CEN批准。
按照CEN/CENELEC内部章程,约定不经修改给予欧洲标准以国家标准的地位。
可从中心秘书处或CEN成员国获得更新清单和参考文献涉。
本标准有三个官方语言版本(英语、法语、德语)。
由CEN的成员国负责翻译成本国语言并在中心秘书处备案获得官方版本相同的地位。
国家标准主体奥地利、比利时、捷克、丹麦、芬兰、法国、德国、冰岛、希腊、爱尔兰、意大利、卢森堡、荷兰、挪威、葡萄牙、西班牙、瑞典、瑞士和英国为CEN的成员国。
《焊接标注规范》(参考Word)

焊接结构施工图焊缝符号标注规范1、焊缝符号是用于在图样上标注焊缝形式、焊缝尺寸和焊接方法等。
2、焊缝符号标注组成:一般由基本符号与指引线组成,必要时加上辅助符号、补充符号和焊缝尺寸符号。
3、基本符号是表示焊缝截面形状的符号,如下表:4、辅助符号:表示焊缝表面形状特征的符号。
有三种:焊缝表面平齐,焊缝表面凹陷,焊缝表面凸起。
一般情况下,不需要确切说明焊缝的表面形状,所以一般情况下辅助符号不需标出。
辅助焊缝示例如下表:5、焊缝补充符号:有时为了补充说明焊缝的某些特征,需要用其它符号说明。
常见有三种:一种是表示背面底部有垫板(图一)。
一种是表示三面围焊(图二)。
一种是表示四面围焊(图三)。
一种是表示现场施焊(图三)。
一种是尾部添加符号(图二)图一. 图二图三6、为了完整地表示焊缝,除了以上符号外,还应包括指引线、一些尺寸符号及数据。
7、焊缝符号在图样上的位置1)基要符号相对基准线的位置,指引线一般由带有箭头的指引线和两条基准线(一条为实线,另一条为虚线)两部份组成(图四),如果焊缝在接头的箭头侧,则将基本符号标在基准线的实线侧(图五),如果焊缝在接头的非箭头侧,则将基本符号标在基准线的虚线侧(图六),标注对称焊缝及双面焊缝时,可不加虚线(图七)。
..图四图五图六图七2)前头线相对焊缝的位置一般没什么要求(图八),但在标注带坡口的V、Y、J形焊缝时,箭头线应指向带有坡口一侧(图九),必要时,充许箭头线弯折一次(图十)。
图八图九图十3)基准线的位置,基准线的虚线可以画在基准线的实线下侧或上侧。
基准线一般应与图样的底边平行,但在特殊条件下亦可与底边互相垂直。
4)标注实际焊缝时,如果尺寸因素较少,直接在焊缝符号上标注。
如果为了更明确地表示出焊缝的形式,就采用机械制图的方式来表示,即画出连接接头截面详细结构和加工尺寸,图十一,图十二。
图十一图十二8、焊缝尺寸符号及其标注位置1)基本符号必要时可以附带尺寸符号及数据,尺寸符号汇总见下表:2)焊缝尺寸符号及数据的标注原则如下图说明:(1)、焊缝横绝面的尺寸,标在基本符号码左侧。
焊接工艺卡模板
mm
/
检验
序号
本厂
监检单位
第三方或用户
20(接管)
Φ108×6
3
E
焊缝
金属
焊条:J507
厚度mm
/
5
E
焊接位置
——
层
道
焊接
方法
填充材料
焊接电流
电弧电压
(V)
焊接速度( cm/min)
线能量
(kJ/cm)
施焊技术
焊条电弧焊
牌号
直径(mm)
极性
电流(A)
预热温度(℃)
室温
定位焊
SMAW
J507
Φ4.0
直径(mm)
极性
电流(A)
预热温度(℃)
室温
定位焊
GTAW
ER50-6
Φ2.4
直流正接
80~120
12~14
14~16
层间温度(℃)
≤250
1
1
GTAW
ER50-6
Φ2.4
直流正接
80~120
12~14
14~16
≤7.2
焊后热处理
——
2-3
1
SMAW
J507
Φ4.0
直流反接
160~180
22~24
14~18
直流反接
160~180
22~24
14~18
层间温度(℃)
≤250
1~3
1
SMAW
J507
Φ4.0
直流反接
160~180
22~24
14~18
≤18.5
焊后热处理
——
4~8
工程制图及CAD 第2版 第11章 焊接图
表示对称点焊,d 表示焊点直 径,e 表示焊点的间距,α表示焊 点至板边的距离。
返回 下一页 退出
五、尺寸及标准 必要时可以在焊缝符号中标注尺寸(尺寸符号见下
表)。尺寸标注的方法是横向尺寸标注在基本符号的 左侧;纵向尺寸标注在基本符号的右侧;坡口角度、 坡口面角度、根部间隙标注在基本符号的上侧或下侧 ;相同焊缝数量标注在尾部;当尺寸较多不易分辨时 ,可在尺寸数据前标注相应的尺寸符号。当箭头方向 改变时,上述规则不变。确定焊缝位置的尺寸不在焊 缝符号中标注,应将其标注在图样上。
的外焊缝代号为 为 6mm。
,焊缝代号中的“○”表示环绕工件周围焊接,“ ”表示角焊缝,焊角高度
法兰盘和弯管的内焊缝代号为
, 其中
表示焊缝表面凹陷。弯管和底盘间焊缝
下 一
页
为
,其中
表示该焊缝为 I 型焊缝,对接间隙 b=2mm,“111”表示全部焊缝均采用手
工电弧焊。
返
回
退 出
2.进料管
进料管是化工精馏过程中
。
出
整体式画法
下 一页 返 回 退 出
二、组合式
这种画法的特点
是:焊接图着重表达
装配连接关系、焊缝
要求等,而每个零件
下
图要另画零件图表示
一页
。即焊接图相当于一
张组件图,零件图补
返
充说明各零件的具体
回
情况。它适用于结构
退
比较复杂的焊接件,
出
如图所示。
1.弯头
三、举例
所示弯头为化工的一个焊接件,它由法兰盘、弯管和底盘三个零件组成。法兰盘和弯管
补充符号(GB/T 324-2008)
下 一页
返 回 退 出
机械制图焊接图

资讯
11.1 焊缝的表达方法(GB/T 324-2008)
焊接是将需要连接的金属零件在连接处局部加热至熔化或半熔化 状态后,用加压或在其间用熔化的金属填充等方法,使零件连接为 一整体。常用的焊接方法有电弧焊、气焊等,焊接是不可拆的连接。
焊接图则是焊接加工所用的图样。 11.1.1 焊缝的规定画法 1. 焊接接头型式 常见的焊接接头型式有对接接头、T型接头、角接接头和搭接接头 等,如图11-1所示。
图11-7 省略基准线中的虚线
图11-8 焊接方法与焊缝条数的标注
资讯
11.2 焊接图示例 11.2.1 常见焊缝的标注示例
常见焊缝的标注示例见表11-8。
表11-8 常见焊缝的标注示例
接头 形式
焊缝示例
标注示例
对接 焊缝
T形 接头
说明
V形焊缝,坡口角度为 α,根部间隙为b,焊 缝长度为l,焊缝间距 为e
(a) 连续Ⅰ型焊缝
(b) 断续Ⅰ型焊缝
(c) 断续交错角焊缝
(d) 连续对焊焊缝
(e) 断续交错角焊缝
图11-3 焊缝的规定画法(二)
在图样中,可采用视图、剖视图或断面图的画法表示焊缝,也可以 用轴测图示意地表示。
按规定画法在视图中表示焊缝后,一般仍应标注焊缝的符号,以便 明确加工要求。
资讯
1.1.2 焊缝符号及焊缝尺寸 焊缝符号一般由基本符号和指引线组成,必要时还可以加上补
充符号和焊缝尺寸符号。 1. 基本符号
基本符号是表示焊缝横截面形状的符号,常用基本符号的名称、画法 及标注示例见表11-1。
名称
表11-1 常用焊缝的基本符号及标注示例
符号
焊缝形式
《国际焊接工程师》课件
焊接废弃物的分类处理
焊接过程中产生的有害气体和烟尘应通过 排烟系统收集并处理,以减少对环境的污 染。
焊接废弃物应按照相关规定进行分类、收 集和处理,避免对环境造成二次污染。
环保标准的遵守
提高环保意识
焊接作业应遵守国家和地方的环保标准, 确保焊接废弃物的处理和排放符合相关规 定。
加强焊接工人的环保意识教育,提高其对 环保工作的重视程度。
电子束焊接具有高能量密度、深穿透、高精度等优点,适用于难熔、高 强度材料的焊接。
焊接工艺的优化与改进
01
02
03
焊接工艺参数优化
通过调整焊接电流、电压 、焊接速度等工艺参数, 提高焊接接头的质量,减 少焊接缺陷。
焊接材料改进
选用高质量的焊接材料, 如低氧焊丝、低氢焊条等 ,以提高焊接接头的力学 性能和抗腐蚀性能。
国际焊接工程师的职责与要求
01
参与焊接设备的选型、安装和调 试,提高设备使用效率和安全性 。
02
开展焊接技术研究和技术创新, 推动焊接技术的发展和应用。
国际焊接工程师的职责与要求
01
要求
02 具备焊接、机械、材料等相关专业的本科及以上 学历。
03 取得IIW认证的国际焊接工程师(IWE)职称。
国际焊接工程师的职责与要求
焊接专业高级工程师职称。
职责
负责制定和实施焊接工艺方案, 解决复杂的焊接技术问题,确保
焊接质量与安全。
要求
具备深厚的焊接理论知识和实践 经验,能够独立承担复杂项目的
焊接技术指导和管理。
国际焊接工程师的职责与要求
职责 负责焊接工艺方案的设计、优化和审核,确保符合相关标准和客户要求。
负责焊接质量检验和控制,及时处理焊接缺陷和问题。
常用焊接方法在图样上的表示代号

常用焊接方法在图样上的表示代号1. 常用焊接方法的代号GB5185-85中规定,采用阿拉伯数字代号来表示金属焊接及钎焊等各种焊接方法,并配合GB324-88使用。
常用焊接方法在图样上的表示代号为:1——电弧焊11——无气体保护的电弧焊111——焊条电弧焊 112——重力焊条电弧焊 113——光焊丝电弧焊114——自保护药芯焊丝电弧焊12——埋弧焊121——丝极埋弧焊 122——带极埋弧焊13——熔化极气体保护焊131——MIG焊:熔化极惰性气体保护焊135——MAG焊:熔化极非惰性气体保护焊(含CO2气体保护焊)136——非惰性气体保护药芯焊丝电弧焊137——非惰性气体保护熔化极电弧点焊14——非熔化极气体保护电弧焊141——TIG焊:钨极惰性气体保护焊142——TIG点焊15——等离子弧焊2——电阻焊21——点焊 22——缝焊 23——凸焊 24——闪光焊3——气焊311——氧-乙炔焊其它焊接方法71——铝热焊 72——电渣焊 78——螺柱焊2.焊接方法在图样上的表示方法1)采用单一焊接方法焊接的焊缝表示,如角焊缝采用埋弧自动焊时,为:1212)采用组合焊接方法焊接的焊缝表示,如板单元对接焊缝,开V型坡口,首先采用CO气体保护焊打底,然后采用埋弧自动焊填充,为:2 Array 135 / 1213.焊接方法新旧代号对照见表1。
表1 焊接方法新旧代号对照焊缝符号及标注原则GB324-88中规定了焊缝符号和在图样上的标注原则。
1.焊缝符号焊缝符号一般由基本符号和指引线组成,必要时还可增加辅助符号、补充符号和焊缝尺寸符号。
1)焊缝标注的基本符号见表9。
表9 焊缝标注的基本符号2)焊缝标注的辅助符号见表10。
表10 焊缝标注的辅助符号3)焊缝标注的补充符号见表11。
4)焊缝尺寸符号见表12。
表11 焊缝标注的补充符号表12 焊缝尺寸符号2.焊缝符号标注原则1)焊缝符号在图样上的标注位置完整的焊缝表示方法,除了基本符号、辅助符号、补充符号外,还包括指引线、尺寸符号及数据。
焊接工艺卡

华中科技大学焊接工艺卡产品型号部件图号2、11 工艺编号材控1106班产品名称操作室结构部件名称2号、11号钢板 1产品简图及焊接编号焊接材料焊条(丝)编号直径/mm焊剂气体烘烤温度保温时间消耗定额E4303 4 无无无无焊接类型编号层数预热温度层间温度保温方式冷却方式焊后处理角焊缝 1 无无无自然冷却无序号工序名称及内容焊缝号设备工艺装备层数电源电流A电压V焊速m/h人工数工时1手工电弧焊a直流焊机挡块、压夹器、直尺1 ZX5-400 180 30 72手工电弧焊b直流焊机挡块、压夹器、直尺1 ZX5-400 180 30 7工艺要求1、焊前对焊条按规定进行烘干,清除坡口20mm以内处的油污、铁锈等杂质。
编制审核批准第 1 页共12 页评定华中科技大学焊接工艺卡产品型号部件图号3、9 工艺编号材控1106班产品名称操作室结构部件名称9号槽钢、3号钢板 2产品简图及焊接编号焊接材料焊条(丝)编号直径/mm焊剂气体烘烤温度保温时间消耗定额E4303 4 无无无无焊接类型编号层数预热温度层间温度保温方式冷却方式焊后处理角焊缝 1 无无无自然冷却无序号工序名称及内容焊缝号设备工艺装备层数电源电流A电压V焊速m/h人工数工时1手工电弧焊a直流焊机挡块、压夹器、直尺1 ZX5-400 180 30 72手工电弧焊b直流焊机挡块、压夹器、直尺1 ZX5-400 180 30 7工艺要求1、清除坡口20mm以内处的油污、铁锈等杂质;编制审核批准第 2 页共12 页评定华中科技大学焊接工艺卡产品型号部件图号3、4、13 工艺编号材控1106班产品名称操作室结构部件名称3、4、13号钢板 3产品简图及焊接编号焊接材料焊条(丝)编号直径/mm焊剂气体烘烤温度保温时间消耗定额E4303 5 无无无无焊接类型编号层数预热温度层间温度保温方式冷却方式焊后处理角焊缝 1 无无无自然冷却无序号工序名称及内容焊缝号设备工艺装备层数电源电流A电压V焊速m/h人工数工时1手工电弧焊a直流焊机挡块、压夹器、直尺1 ZX5-400 220 32 72手工电弧焊b直流焊机挡块、压夹器、直尺1 ZX5-400 220 32 7工艺要求1、清除坡口20mm以内处的油污、铁锈等杂质;编制审核批准第 3 页共12 页评定华中科技大学焊接工艺卡产品型号部件图号2号、3号工艺编号材控1106班产品名称操作室结构部件名称2号、3号钢板 4产品简图及焊接编号焊接材料焊条(丝)编号直径/mm焊剂气体烘烤温度保温时间消耗定额E4303 4 无无无无焊接类型编号层数预热温度层间温度保温方式冷却方式焊后处理角焊缝(平焊)1 无无无自然冷却无序号工序名称及内容焊缝号设备工艺装备层数电源电流A电压V焊速m/h人工数工时1 手工电弧焊a直流焊机挡块、压夹器、直尺1 ZX5-400 180 30 72 手工电弧焊b直流焊机挡块、压夹器、直尺1 ZX5-400 180 30 7工艺要求1、清除坡口20mm以内处的油污、铁锈等杂质;编制审核批准第 4 页共12 页评定华中科技大学焊接工艺卡产品型号部件图号3、4号工艺编号材控1106班产品名称操作室结构部件名称3号、4号钢板 5产品简图及焊接编号焊接材料焊条(丝)编号直径/mm焊剂气体烘烤温度保温时间消耗定额E4303 3.2 无无无无焊接类型编号层数预热温度层间温度保温方式冷却方式焊后处理角焊缝(立焊)1 无无无自然冷却无序号工序名称及内容焊缝号设备工艺装备层数电源电流A电压V焊速m/h人工数工时1手工电弧焊c直流焊机挡块、压夹器、直尺1 ZX5-400 120 26 72手工电弧焊d直流焊机挡块、压夹器、直尺1 ZX-400 120 26 7工艺要求1、清除坡口20mm以内处的油污、铁锈等杂质;编制审核批准第 5 页共12 页评定华中科技大学焊接工艺卡产品型号部件图号6、7 工艺编号材控1106班产品名称操作室结构部件名称6号角钢、7号钢板 6产品简图及焊接编号焊接材料焊条(丝)编号直径/mm焊剂气体烘烤温度保温时间消耗定额H08Mn2SiA 1.6 无无无无焊接类型编号层数预热温度层间温度保温方式冷却方式焊后处理角焊缝 1 无无无自然冷却无序号工序名称及内容焊缝号设备工艺装备层数电源电流A电压V焊速m/h人工数工时1 二氧化碳气体保护焊a、c推丝式半机械化CO2焊机挡块、压夹器、直尺1NBC-500250 25 252 二氧化碳气体保护焊b、d挡块、压夹器、直尺1NBC-500250 25 25工艺要求1、焊前清除坡口20mm以内处的油污、铁锈等杂质;2、a、b、c、d均为角焊缝,不用开坡口,形状与工艺编号4一样;3、7号钢板有16块,按照离中性轴由近及远焊接。
储气罐焊接工艺卡附焊接工艺评定报告
储乞罐焊接工艺卡附焊接工艺评定报告爪力客器士产草佐制作参考演极2021/10/20超远公司春分目录压力容器(储罐)焊接接头编号一览表 (3)压力容器焊接材料汇总表 (4)压力容器(储罐)接头焊接工艺卡(S-1) (5)压力容器(储罐)接头焊接工艺卡(S-2) (6)压力容器(储罐)接头焊接工艺卡(S-5) (7)压力容器(储罐)接头焊接工艺卡(S-4) (8)压力容器(储罐)接头焊接工艺卡(S-3) (9)压力容器(储罐)接头焊接工艺卡(S-6) (10)压力容器(储罐)接头焊接工艺卡(S-7) (11)压力容器(储罐)接头焊接工艺卡(S-8) (12)压力容器(储罐)接头焊接工艺卡(S-9) (13)压力容器(储罐)接头焊接工艺卡(S-10) (14)压力容器(储罐)接头焊接工艺卡(S-11) (15)附焊接工艺评定报告 (16)表F. 1预焊接工艺规程(pWPS) (18)表F.2焊接工艺评定报告 (20)焊接工艺评定施焊记录 (23)焊接工艺评定焊缝外观检查记录 (24)ma倩微)联燃编导〜赫股工域相卜啕微邓-船幅C-魅辅域曾靴Hi例糊搬E能%如绘解OItifOf岸工撕帖魏馥林E2S-I1 HH1SMAI-II-6FG-10/45-F3JE1S-10 P0R18-01SilAf-IH(rl2-F3JSAHM7/08C1-C6 S-9 PQR18-01 S»IHFG-10/45-F3JD9-D14 S-8 期18-01 S.W-1I-6FG-10/45-F3J IIT-IOOI D7-D8 S-7 PQR18-01 S»IHFG-10/45-F3J MT-100S[)14)6 S-6 PQR18-01 SJIAFIHFG-10/M 『1峨自队B5 S-5 P0R18-01 Sm-lI-lG-12-F3J n A1S4 PQR1H1I>IHHR|RMOOS B3S-3 PQR1H1SWAHI-1G-12-F3JSAI-1G-07/08n止眼蛇B1-B2S-2 P0R18-01SB-IMG-12-F3JSAF1G-07/08ira AIA5,ST P0R18-01Sm-lI-lG-12-F3JSAF1GW08晅哪笈力卷器(窗I)接头脚按工名卡(S・5)用力卷器(率I)接头脚按工名卡6・7)am (/i)接头展按工名卡(s&即溶器(ttft)按划除工名卡(S3)五力^器(11«)拣期I的工名卡(S・10)五力^器(i*a)接失算的工?卡(s・ii)附墀接工艺评定报告焊接工艺评定报告评定编号:PQR18-01焊接方法:SMAW+SAW母材及规格:Q235B(12mm)编制: XXX审核: XXX批准: XXX江苏X义超远压力容器制造有限公司2018年3月1日目录表F.1预墀接工艺规程(pWPS )单位名称 江苏xx 超远压力容器制造有限公丁预焊接工艺规程编号pWPS-CY2018-03 日期2018. 02. 15焊接方法 SMAW+ SAW 机械化程度(手工J 、机动、自动J 半自动) 焊接接头:__________________________________________ 简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序) 母材:类别号 FeT 组别号FeT-2与类别号 Fe-l ________ 组■别号FeT-2相焊或标准号 GB/T700-2006 材料代号 Q235B 与标准号 GB/T700-2006 材料代号 Q235B 相焊对接焊缝焊件母材厚度范围 _______________ 12. 0mm 〜24. 0mm _________________________________________ 角焊缝焊件母材厚度范围 _______________________ 丕眼 _______________________________________________ 管子直径、壁厚范围:对接焊健 直径不限,壁厚12~24.0nim 角焊健 ____________________ 丕眼 _____________ 其他 ___________________________________________ 无 ________________________________________________ 填充金属:焊材类别: 焊丝 焊条/焊材标准: NB/T47014. 2GB5117填充金属尺寸: ①4.0 ①3. 2焊材型号:/碱性焊材牌号(金属材料代号): H08MnA/焊剂 431J427填充金属类别:Fe _l _2/其他 ___________________________________________ / _________________________________________________对接焊缝焊件焊缝金属厚度范围: 12.0~24.0mm 角焊缝焊件焊缝金属厚度范围:不限耐蚀堆焊金属化学成分(%)C Si Mn P S Cr Ni Mo V Ti Nb// / // / /// / /其他:/注:对每一种母材与焊接材料的组合均需分别填表。
第二章-焊接装配图
第二节 焊接装配图的识读
表2- 6 开坡口的部分熔透对接焊缝及对接与角接组合焊缝的计算厚度
第二节 焊接装配图的识读
表2- 6 开坡口的部分熔透对接焊缝及对接与角接组合焊缝的计算厚度
第二节 焊接装配图的识读
表2- 6 开坡口的部分熔透对接焊缝及对接与角接组合焊缝的计算厚度
第二节 焊接装配图的识读
焊工(技师、 高级技师)
第二章 焊接装配图
培训学习目标 能够熟练阅读焊接装 配图,并能够绘制简单焊接构件的装 配图。
第一节 焊接装配图概述
一、焊接装配图的特点 二、焊缝的图示要求
第一节 焊接装配图概述
三、识读焊接装配图的方法和步骤
1)看标题栏和明细表,了解焊接结构件的名称、材质、焊接件的板厚、 焊缝长度、结构件的数量等。 2)看焊接结构视图,了解焊缝符号标注内容,包括坡口形式、坡口深 度、焊缝有效厚度、焊脚尺寸、焊接方法和焊缝数量等。 3)分析各部件间的关系,以及焊接变形趋势,分析确定合理的组装和 焊接顺序。 4)通过想象分析焊缝空间位置,判断焊缝能否施焊,以便为焊接确定 较为适宜的焊接位置。
表2-2 焊缝标注的辅助符号
(3)补充符号 焊缝标注的补充符号见表2-3。
第二节 焊接装配图的识读
表2-3 焊缝标注的补充符号
(4)指引符号 指引符号由带箭头的指引线和两条基准线组成,其中 一条基准线为实线,另一条为虚线,
第二节 焊接装配图的识读
见图2-5。
图2-5 指引线
1)当为开坡口角焊缝时,箭头线应指向坡口侧,
3.识别焊缝符号的标注
(1)基本符号 基本符号是用来表示焊缝横剖面形状的符号,它采用 近似于焊缝横剖面形状的符号来表示。
表2-1 焊缝标注的基本符号
常用焊缝符号及其标注方法(全)要点
常⽤焊缝符号及其标注⽅法(全)要点常⽤焊缝符号及其标注⽅法基本符号是表⽰焊缝横截⾯形状的符号,常⽤基本符号见表1。
表1 常⽤基本符号序号名称⽰意图符号1 ⾓焊缝2 点焊缝3 Ⅰ形焊缝4 V形焊缝5 单边V形焊缝6 带钝边V形焊缝7 缝焊缝表1(完)常⽤基本符号序号名称⽰意图符号8 塞焊缝或槽焊缝9 封底焊缝10 喇叭形焊缝11 单边喇叭形焊缝4.1.2 在焊接标注时,焊缝的基本符号必须标注。
4.1.3 对于需要开坡⼝的焊缝,当设计对坡⼝形状有特殊要求时,则应在技术图样中画出焊缝坡⼝的断⾯图,并明确各项要求;设计对坡⼝形状⽆特殊要求时,则技术图样中不做规定,应由⼯艺⼈员在⼯艺⽂件中予以明确。
4.2 辅助符号4.2.1 辅助符号是表⽰焊缝表⾯形状特征的符号,见表2。
表2 辅助符号序号名称⽰意图符号标注⽰例说明1 平⾯符号平⾯V形对接焊缝⼀般通过加⼯保证2 凹⾯符号凹⾯⾓焊缝3 凸⾯符号凸⾯V形对接焊缝4.2.2 对焊缝的表⾯⽆要求时,则不标注辅助符号。
4.3 补充符号4.3.1 补充符号是为了补充说明焊缝的某些特征⽽采⽤的符号,见表3。
4.3.2 当焊缝具有表3所列特征时,则必须标注相应的补充符号。
表3 补充符号序号名称⽰意图符号标注⽰例说明1 带垫板符号 V形对接焊缝,底⾯有垫板2 三⾯焊缝符号⼯件三⾯施⾓焊缝,焊接⽅法为⼿⼯电弧焊3 周围焊缝符号沿⼯件周围施⾓焊缝4 尾部符号(同上述三⾯焊缝符号)标注焊接⽅法及处数N等说明4.4 尺⼨符号4.4.1 常⽤尺⼨符号见表4,表中各尺⼨符号,在图样中应标出具体数值。
表4 焊缝尺⼨符号序号名称⽰意图符号标注⽰例说明1 焊脚尺⼨K⾓焊缝焊脚尺⼨为K2焊缝宽度焊缝厚度cSⅠ形焊缝焊缝宽为c焊缝厚为S3 熔核直径 d 塞焊缝熔核直径d点焊缝焊点直径d4 焊缝间距 e⾓焊缝焊脚尺⼨为K焊缝长度为l焊缝间距为e焊缝段(点)数n5 焊缝长度l6 焊缝段(点)数n7 相同焊缝处数 d ⾓焊缝焊脚尺⼨为K 相同焊缝处数为N4.4.2 确定焊缝位置的尺⼨不在焊缝符号中给出,⽽是将其标注在图样上。
API 8C 第5版2012(PSL1和PSL2)(中文)

API Spec 8C 2012 年 4 月,第 5 版 生效日期:2012 年 10 月 1 日
钻井和采油提升设备规范(PSL 1 和 PSL 2)
目次
特别说明........................................................................................................................................................ V 前 言.......................................................................................................................................................VI 1 范围............................................................................................................................................................. 1 2 规范性引用文件......................................................................................................................................... 1 3 术语、定义和缩略语.........................
AWSD11D11M钢结构焊接规范中文版PDF
AWSD11D11M钢结构焊接规范中文版PDF篇一:AWS_D1.1焊接工艺评定记录中英文焊接工艺规程(WPS)WELDING PROCEDURE SPECIFICATION (WPS)公司名称 Company Name:焊接方法 Welding Process(es):PQR辅助文件号 Supporting PQR No.(s):采用的接头设计JOINT DSIGN USED 类型 Type:单面焊缝 Single [ ]双面焊缝 Double Weld [ ] 衬垫Backing:是 Yes [ ] 否 No[ ] 衬垫材料Backing Material:根部间隙 Rooting opening:钝边尺寸 Root Face Dimension:坡口角度 Groove Angle:半径 Radius (J-U):背部清根 Backing:是 Yes [ ] 否 No[ ] 方法 Method:母材 BACE METALS 材料规格 Material Spec.:类型或级别Type or Grade:厚度 Thickness:坡口 Groove:角焊缝 Fillet:直径(圆管) Diameter (Pipe):填充金属 FILLER METALS AWS 规格 AWS Specification: AWS 类别AWS Classification:保护 SHIELDING焊剂 Flux:气体 Gas:焊丝—焊剂(等级) Electrode-Flux(Class):预热 PREHEAT预热温度,最低 Preheat Temp,Min:道间温度,最低 Interpass Temp,Min:最高 Max:标识编号 Identification #修改 Revision:日期Date:修改人By:批准人 Authorized by:日期Date:类型 Type—手工 Manual[ ]半自动 semi-Automatic[ ]机械Machine[ ] 自动Automatic[ ] 位置 POSITION坡口位置 Position of Groove:角焊缝 Fillet:立焊方向Vertical Progression:上行 Up[ ] 下行 Down[ ] 电特性ELECTRICAL CHARACTERISTICS 过渡形式(GMAW) Transfer Mode(GMAW)短路 Short-Circuiting:[ ]熔滴 Globular:[ ] 喷射Spray:[ ]电流 Current:交流 AC:[ ]直流反接 GCEP:[ ] 脉冲Pulsed:[ ] 直流正接 DCEN:[ ] 钨极(GTAW) Tungsten Electrode 尺寸 Size:类型 Type:技术 TECHNIQUE直线或横向摆动喊道 Stringer or Weave Bead:多道或单道(每边) Multi-pass or Single Pass(per side):焊丝数 Number of Electrodes:焊丝间隔 Electrode Spacing纵向 Longitudinal:横向Lateral:角度 Angle:导电咀到工件距离 Contact Tube to Work Distance:锤击 Peening:道间清理 Interpass Cleaning:焊后热处理 POSTWELD HEAT TREATMENT 温度 Temp.:时间Time :焊接工艺评定记录(PQR)PROCEDURE QUALIFICATION RECORDS (PQR)公司名称 Company Name:焊接方法 Welding Process(es): PQR辅助文件号Supporting PQR No.(s):采用的接头设计 JOINT DSIGN USED 类型 Type:单面焊缝 Single [ ]双面焊缝 Double Weld [ ] 衬垫Backing:是 Yes [ ] 否 No[ ] 衬垫材料Backing Material:根部间隙 Rooting opening:钝边尺寸 Root Face Dimension:坡口角度 Groove Angle:半径 Radius (J-U):背部清根 Backing:是 Yes [ ] 否 No[ ] 方法 Method:母材 BACE METALS 材料规格 Material Spec.:类型或级别Type or Grade:厚度 Thickness:坡口 Groove:角焊缝 Fillet:直径(圆管) Diameter(Pipe):填充金属FILLER METALS AWS 规定 AWS Specification: AWS 类别AWS Classification:保护 SHIELDING焊剂 Flux:气体 Gas:焊丝—焊剂(等级) Electrode-Flux(Class):预热 PREHEAT预热温度,最低 Preheat Temp,Min:道间温度,最低 Interpass Temp,Min:最高 Max:标识编号 Identification #修改 Revision:日期Date:修改人By:批准人 Authorized by:日期Date:类型 Type—手工 Manual[ ]半自动 semi-Automatic[ ]机械Machine[ ] 自动Automatic[ ] 位置 POSITION坡口位置 Position of Groove:角焊缝 Fillet:立焊方向Vertical Progression:上行 Up[ ] 下行 Down[ ] 电特性ELECTRICAL CHARACTERISTICS 过渡形式(GMAW) Transfer Mode(GMAW)短路 Short-Circuiting:[ ]熔滴 Globular:[ ] 喷射Spray:[ ]电流 Current:交流 AC:[ ]直流反接 GCEP:[ ] 脉冲Pulsed:[ ] 直流正接 DCEN:[ ] 钨极(GTAW) Tungsten Electrode 尺寸 Size:类型 Type:技术 TECHNIQUE直线或横向摆动喊道 Stringer or Weave Bead:多道或单道(每边) Multi-pass or Single Pass(per side):焊丝数 Number of Electrodes:焊丝间隔 Electrode Spacing纵向 Longitudinal:横向Lateral:角度 Angle:导电咀到工件距离 Contact Tube to Work Distance:锤击 Peening:道间清理 Interpass Cleaning:焊后热处理 POSTWELD HEAT TREATMENT 温度 Temp.:时间Time :焊接工艺评定试验结果(PQR)PROCEDURE QUALIFICATION RECORDS (PQR) Test Results拉伸试验TENSILE TEST定形弯曲试验GUIDED BEND TEST外观检查VISUAL INSPECTION外观Appearance__________________________射线照相或超声波检查Radiographic-ultrasonic examination 咬边Undercut ____________________________射线报告号 RT report no.: ________ 结果Result________长形不连续气孔Piping porosity ___________超声报告号 UT report no.: ________ 结果Result____________ 凸面Convexity______________________________ 角焊缝的检测结果FILLET WELD TEST RESULTS 检测日期Test date_________________________检测人Witnessed by________________________其他测试Other Tests 全焊金属的焊缝拉力试验 All-weld-metal tension test抗拉强度Tensile strength, psi_____________________________ 屈服强度Yieldpoint/strength, psi __________________________ 延伸率Elongation in 2 in, % ____________________________实验室测试编号Laboratory test no.________________________焊工名称Welder’s name ___________ 记录编号Clock no. ______________ 标记号Stamp no.____________ 检测Tests conducted by______________________________________________________ _实验室Laboratory检测编号Test number___________________________________我们证明测试焊接这个记录是正确的,焊接,测试均符合AWS D1.1 / D1.1M钢结构焊接条款4的要求。
焊缝的标注

焊缝的标注(1) 箭头线的位置箭头线相对焊缝的位置一般没有特殊要求,可以指在焊缝的正面或反面。
但在标注单边V 形焊缝、带钝边的单边V形焊缝、带钝边J形焊缝时,箭头线应指向带有坡口一侧的工件,如图15-4所示。
(2)基准线的位置基准线一般应与图样的底边平行,但在特殊条件下也可与底边垂直。
基准线的虚线可以画在基准线的实线的上侧或下侧。
图15-4 箭头线(3) 基本符号相对基准线的位置当箭头线直接指向焊缝正面时(即焊缝与箭头线在接头的同侧),基本符号应注在基准线的实线侧;反之,基本符号应注在基准线的虚线侧,如图15-5所示。
图15-5 基本符号相对基准线的位置的位置标注对称焊缝和以及不致于引起误解的双面焊缝时,可不加虚线,如图15-6所示。
图15-6 对称焊缝的标注(4) 焊缝尺寸符号及其标注位置焊缝尺寸符号及数据的标注位置如图15-7所示。
图15-7 焊缝尺寸符号及其标注位置(1) 焊缝的标注示例焊缝的标注示例如表15-5所示。
焊缝符号表示法GB 324-88国家技术监督局1988-12-10批准1989-07-01实施1 主题内容及适用范围本标准规定了焊缝符号表示方法。
本标准适用于金属熔化焊及电阻焊。
2 引用标准GB 5185 金属焊接及钎焊方法在图样上的表示代号3 总则3.1 为了简化图样上的焊缝一般应采用本标准规定的焊缝符号表示。
但也可采用技术制图方法表示。
3.2 焊缝符号应明确地表示所要说明的焊缝,而且不使图样增加过多的注解。
3.3 焊缝符号一般由基本符号与指引线组成。
必要时还可以加上辅助符号、补充符号和焊缝尺寸符号。
图形符号的比例、尺寸和在图样上的标注方法,按技术制图有关规定。
3.4 为了方便,允许制定专门的说明书或技术条件,用以说明焊缝尺寸和焊接工艺等内容。
必要时也可在焊缝符号中表示这些内容。
4 符号4.1 基本符号基本符号是表示焊缝横截面形状的符号见表1。
表1 基本符号注:1)不完全熔化的卷边焊缝用I形焊缝符号来表示,并加注焊缝有效厚度S,见表7。
焊缝编号图
A022
编制:
年月日
审核:
年月日
HP-012
GTAW
全
GTAW-IV-5FG(K)-2/19-01/02
S31603
H00Cr19Ni12Mo2
5
CG
2013-24-5
HP-024
SMAW
平+横
SMAW-IV-2FG(K)-12/57-F4J
S31603
A022
6
D
2013-24-6
HP-012
GTAW
SMAW
平+横
GTAW-IV-5FG-3/60-02
SMAW
平
SMAW-IV-2FG(K)-12/57-F4J
S31603
Q345R
A022,A042
3
C‘
2013-24-3
HP-012
GTAW
SMAW
平
GTAW-IV-5FG-3/60-02
SMAW-IV-5FG(K)-9/60-F4J
S31603
H00Cr19Ni12Mo2
A022
4
E
2013-24-4
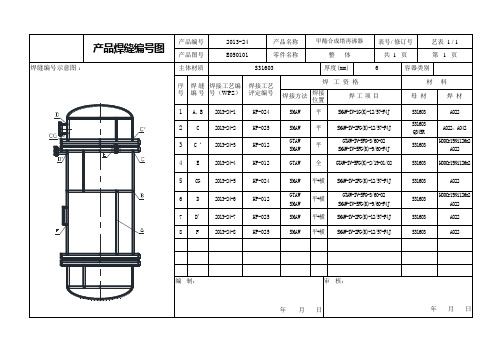
产品焊缝编号图产品编号产品图号主体材质201324e050101产品名称零件名称s31603甲酯合成塔再沸器表号修订号共1页6艺表11第1页整体厚度mm焊工资格焊缝编号示意图
产品焊缝编号图
产品编号
2013-24
产品名称
甲酯合成塔再沸器
表号/修订号
艺表1/ 1
产品图号
E050101
零件名称
整体
共1页第1页ຫໍສະໝຸດ SMAW-IV-5FG(K)-9/60-F4J
S31603
管线号-焊缝编号-探伤报告编号

管线号——焊缝编号——探伤报告编号——片号管线号管线号指的是你所在工程的管道的编号,一般来讲,同一条管路的管道用的是一个管线号,这个号可以在管道系统图(PID)中找到,也可以在单线图(ISO)中找到。
焊缝(口)编号管线编号可以参照工艺配管图的管线号,焊口编号可以在管线号后增加流水号。
焊缝编号原则上要记录焊工编号和管线号的。
(1)设备封头:F1A,F2A筒体:纵缝:A1,A2......(纵焊缝采用:A1-1、2、3....;A 2-1、2、3...)环缝:B1,B2.....接管:大于等于250 MA,MB小于等于250 HB(2)管线这是一个外资工程上的管线焊缝编号规则,供参考:一.焊缝编号应根据管线介质流向进行编号,原则上应先主管后支管。
遇到焊缝数量较少的支管(如排污,放空,仪表元件等支管)可以把该部分与其相连接的管道作为一个整体,进行编号。
二.焊缝符号表示方法。
为了使不同的焊缝有一个不同的区分,焊缝符号统一规定如下:在预制厂焊接的焊缝,用“S ”表示。
在现场制作的规定焊缝,用“F ”表示。
为避免编号重复,每张单线图上的第一道焊口在本张图纸上编号,最后一道焊口在相关图纸上编号。
三.管段编号。
每一个单独的管段均被赋予一个管段编号,编号时按照流向从01开始按顺序往后编。
为了清楚区分预制厂制作的每一管段,在预制场制作的管段,根据制作管段的先后顺序以及该管段所在的图号,在管段实物上进行如下标示:图号—序号。
例:管段为01的管段所在图号为- A648-819-3746.003-.。
标示方法如下:A648-819-3746.003—01。
四.由于设计修改,业主根据生产要求以及施工单位施工时的施工情况,现场不可避免造成部分管道修改:1、由上述原因导致安装过的管道需增加编号。
编号接着原管道编号进行,只不过在增加焊缝编号后加后缀A。
例如:已经编号完的管道编号编到20,增加2道焊缝,这两道焊缝依次顺序为21A ,22A。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
鞍钢股份有限公司
冷轧厂作业标准
CZ/ANSTEEL 2460 41 05(03) E11机组焊缝工岗位作业标准
2007-08-05 发布 2007-08-10实施鞍钢股份冷轧厂发布
CZ/ANSTEEL 2460 41 05(03)文件更改一览表
目次
前言
1 范围 (1)
2 引用标准 (2)
3 定义 (3)
4 岗位描述 (4)
5 作业前准备 (6)
6 作业程序与方法要求 (7)
7 安全质量要点事故处理 (9)
8 相互关系与信息传递 (10)
9 检查、考核 (11)
10 岗位记录 (12)
前言
本标准是根据ISO9001:2000标准、QG/AG 01 05—2000鞍钢集团公司企业标准《作业标准编写的基本规定》要求及鞍钢股份有限公司企业改革,加强人力资源管理的需要,制定《E11机组焊缝工作业标准》。
本标准规定了范围、定义、岗位描述、作业前准备、作业程序、方法与要求、故障处理与事故报告、相关关系及信息传递、检查与考核和岗位记录要求,在原岗位作业标准的基础上强调了岗位资质要求、细化了作业程序,使文件操作性、实用性更强,使岗位作业中有章可循、有法可依、职责明确,从而到达标准化作业的目的。
本标准由冷轧厂提出。
本标准由冷轧厂技术室归口。
本标准起草单位:4#线生产作业区。
本标准主要起草人:袁洪波。
本标准于2007年8月5日首次发布,2007年8月10日生效。