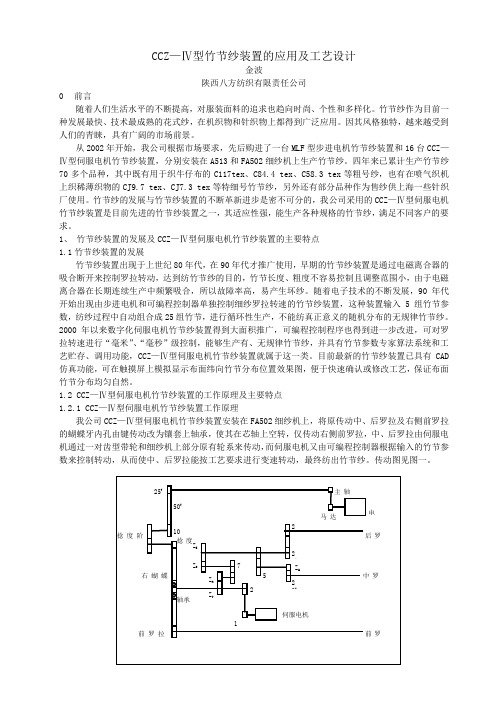
带有反馈控制的竹节纱生产装置
CCZ—Ⅳ型竹节纱装置的应用及工艺设计
CCZ—Ⅳ型竹节纱装置的应用及工艺设计金波陕西八方纺织有限责任公司0前言随着人们生活水平的不断提高,对服装面料的追求也趋向时尚、个性和多样化。
竹节纱作为目前一种发展最快、技术最成熟的花式纱,在机织物和针织物上都得到广泛应用。
因其风格独特,越来越受到人们的青睐,具有广阔的市场前景。
从2002年开始,我公司根据市场要求,先后购进了一台MLF型步进电机竹节纱装置和16台CCZ—Ⅳ型伺服电机竹节纱装置,分别安装在A513和FA502细纱机上生产竹节纱。
四年来已累计生产竹节纱70多个品种,其中既有用于织牛仔布的C117tex、C84.4 tex、C58.3 tex等粗号纱,也有在喷气织机上织稀薄织物的CJ9.7 tex、CJ7.3 tex等特细号竹节纱,另外还有部分品种作为售纱供上海一些针织厂使用。
竹节纱的发展与竹节纱装置的不断革新进步是密不可分的,我公司采用的CCZ—Ⅳ型伺服电机竹节纱装置是目前先进的竹节纱装置之一,其适应性强,能生产各种规格的竹节纱,满足不同客户的要求。
1、竹节纱装置的发展及CCZ—Ⅳ型伺服电机竹节纱装置的主要特点1.1竹节纱装置的发展竹节纱装置出现于上世纪80年代,在90年代才推广使用,早期的竹节纱装置是通过电磁离合器的吸合断开来控制罗拉转动,达到纺竹节纱的目的,竹节长度、粗度不容易控制且调整范围小,由于电磁离合器在长期连续生产中频繁吸合,所以故障率高,易产生坏纱。
随着电子技术的不断发展,90年代开始出现由步进电机和可编程控制器单独控制细纱罗拉转速的竹节纱装置,这种装置输入5组竹节参数,纺纱过程中自动组合成25组竹节,进行循环性生产,不能纺真正意义的随机分布的无规律竹节纱。
2000年以来数字化伺服电机竹节纱装置得到大面积推广,可编程控制程序也得到进一步改进,可对罗拉转速进行“毫米”、“毫秒”级控制,能够生产有、无规律竹节纱,并具有竹节参数专家算法系统和工艺贮存、调用功能,CCZ—Ⅳ型伺服电机竹节纱装置就属于这一类。
竹节纱生产工艺浅析及竹节纱装置说明
竹节纱生产工艺浅析及竹节纱装置说明一、概述竹节纱特征是具有粗细分布不均匀的外观,是花式纱中种类最多的一种,有粗细节状竹节纱、疙瘩状竹节纱、短纤维竹节纱、长丝竹节纱等。
竹节纱可用于轻薄的夏季织物和厚重的冬季织物。
可用于衣着织物,也可用于装饰织物,花型突出,风格别致,立体感强。
纱线忽细忽粗,有一节叠出的称竹节。
竹节纱的公称号数一般以基纱号数冠名,如C 14.5tex竹节纱是指竹节间距为正常纱的号数,而竹节处的号数要大。
实际生产中在前罗拉变速纺竹节时,一般先设定好基纱的高速值和捻度值纺出正常的基纱号数后再设定低速值等竹节参数来生产竹节纱。
二、竹节纱生产原理1、目前竹节纱常见的生产方式是前罗拉恒速,控制中、后罗拉超喂,形成与基纱有变化的粗节;一般细纱机中后罗拉的转速相对前罗拉来说要低得多,所以更容易控制,避免了因改变前罗拉转速而影响产量、捻度;且中后罗拉转速较低,变速时对机械本身的冲击磨损也小。
无锡普莱特公司的ZNZ智能型数字式竹节纱生产装置便是这种类型,采用跟随前罗拉,并用伺服电动机控制中后罗拉,这种装置灵敏度高,适宜制作较精密的竹节纱。
2、竹节纱纱样分析和设计对纺纱厂来说,如何准确测量竹节纱的三大参数:竹节长短、粗细和间距是竹节纱设计的关键环节。
分析好竹节样布的主要条件:所选布样要足够大,要能看出整个竹节循环、竹节密度和织物风格;称纱线质量的电子天平精度要达到0.001 g以上。
根据竹节纱布样需要测量和分析出的工艺参数主要有竹节粗度、竹节基纱细度、平均细度、竹节细度、竹节节距、竹节长度、捻度等,同时还要根据细度设计牵伸倍数和传动比、卷绕螺距、钢领、钢丝圈卷绕工艺参数等。
3、竹节纱经济效益竹节纱技术适应高附加值织物的需求,且在生产过程中还能减少用棉等级,可为纺织企业带来可观的经济效益。
竹节纱装置在各种细纱机上改造方便,纺竹节纱时,将轻重牙齿脱开,换上长轴用带轮带动中后罗拉,从而通过电脑程序控制中后罗拉的速度,达到按要求生产各种规格的竹节纱,无竹节定单时又可以纺常规纱。
ARM和DSP设计的竹节纱控制系统伺服控制器方案.
ARM和DSP设计的竹节纱控制系统伺服控制器方案摘要:实现了一种全集成可变带宽中频宽带低通滤波器,讨论分析了跨导放大器-电容(OTA—C)连续时间型滤波器的结构、设计和具体实现,使用外部可编程电路对所设计滤波器带宽进行控制,并利用ADS软件进行电路设计和仿真验证。
仿真结果表明,该滤波器带宽的可调范围为1~26 MHz,阻带抑制率大于35 dB,带内波纹小于0.5 dB,采用1.8 V电源,TSMC 0.18μm CMOS工艺库仿真,功耗小于21 mW,频响曲线接近理想状态。
关键词:Butte摘要:根据纺织行业中竹节纱生产的工艺要求,设计了基于ARM和DSP的双CPU永磁同步电动机伺服控制器。
利用ARM和触摸液晶屏完成工艺参数的输入与生产过程信息的显示,支持图形化人机界面和触摸操作;利用DSP完成永磁同步电动机的磁场定向控制算法。
该系统已成功应用在竹节纱生产线上,具有很高的性价比和推广价值。
引言ARM微处理器具有体积小、低功耗、低成本、高性能的特点,基于ARM 核的微控制器芯片不但占据了高端微控制器市场的大部分市场份额,同时也逐渐向低端微控制器应用领域扩展,ARM微控制器的低功耗、高性价比,向传统的8位/16位微控制器基。
提出了挑战。
ARM微处理器及技术应用到了许多不同的领域,如工业控制领域、无线电通讯领域、网譬络应用、消费类电子产品以及数字成象与安全产品当中,凭借其优点将来还会得到更加广泛的应用。
显本文通过分析竹节纱装置的工艺要求,设计了具有竹独立控制结构的永磁同步电机伺服控制系统,由ARM和触摸屏构成控制器,并在ARM核中移植嵌入式操作系统Windows CE,使其具有图形化的人机丕界面操作功能,支持触摸操作,可以方便快捷地进行j系统参数和工艺控制参数的设置,而且可以动态显示控制系统当前的运行状态;以DSP为核心的驱动i器完成永磁同步电动机的控制整个系统采用高级诨!计算机语言进行编程,可以较容易实现所需的工业与生产控制要求。
一种纺制竹节纱的电脑控制装置
一种纺制竹节纱的电脑控制装置
樊孝辉
【期刊名称】《纺织器材》
【年(卷),期】2000(027)003
【摘要】详细介绍了微电脑细纱机纺竹节纱控制装置的硬件组成,软件设计及其特点.指出微电脑式控制装置相对机械式、电子式控制装置而言,具有功能强大、精度高、易操作、安全可靠、抗干扰能力强的特点,可满足不同客户的不同需求,设计出花色各异的品种.应作为纺制竹节纱装置的首选.
【总页数】5页(P46-50)
【作者】樊孝辉
【作者单位】重庆苎麻纺织总厂,四川,重庆,400061
【正文语种】中文
【中图分类】TS106.41+9
【相关文献】
1.一种纺制竹节纱的电脑控制装置 [J], 樊孝辉
2.纺竹节纱电子控制装置 [J], 樊孝辉
3.在DJ562型苎麻细纱机上纺竹节纱的控制装置 [J], 樊孝辉;张冶
4.紧密纺段彩竹节纱的纺制与性能分析 [J], 沈娟;徐伯俊;谢春萍;黄机质;王晓岚
5.EJ—505型纺制竹节纱装置及试制4040纯棉高密府绸竹节纱布 [J], 丁宏发因版权原因,仅展示原文概要,查看原文内容请购买。
CCZ系列花式纱装置在生产花式竹节纱与段彩纱上的应用
CCZ系列花式纱装置在生产花式竹节纱与段彩纱上的应用章友鹤;赵连英;周济恒【摘要】花式纱线是具有不同于常规纱线结构与外观形态的特色纱线,开发与应用各种花式纱线是目前国内外纺织品市场需要.文章重点介绍CCZ系列花色等控制系统的特点,该系统采用智能式编程,数字式控制,伺服电机传动,使一台花式装置具有多功能的用途,既可生产各种形态的竹节纱,又可生产形状各异的段彩纱,在该装置上已开发出6种各具特色的花式纱线.文章还对开发竹节纱与段彩纱相关技术及环锭细纱机几种改造方案作了分析探讨.【期刊名称】《现代纺织技术》【年(卷),期】2015(023)005【总页数】5页(P50-54)【关键词】波浪竹节纱;节中节段彩纱;设备改造;双眼导纱装置;伺服系统【作者】章友鹤;赵连英;周济恒【作者单位】浙江新型纺织品研发重点实验室,杭州310009;浙江新型纺织品研发重点实验室,杭州310009;无锡恒久电器技术有限公司,无锡214000【正文语种】中文【中图分类】TS103.11花式纱由于其结构特殊,形态各异,用它织成的织物风格独特,立体感强,富有时尚感,广受消费者喜爱。
目前已广泛应用于时装面料、针织服装、家居装饰(沙发、窗帘、地毯)及帽子、围巾、领带等各个领域。
由于花式纱的应用领域不断拓展,不但广泛应用在棉针织物上,在毛、麻织物上也被推广应用。
随着生活水平的不断提高,人们对服饰提出的要求越来越多。
家居装饰用品也提出了华丽高雅大气等多种诉求。
这是花式纱线发展的良好机会,不仅花式纱线的生产量将会进一步扩大,而且花式纱线品种也将得到更大的扩展,花式纱线将成为人们生活中不可缺少的一种特色纱线[1-5]。
回顾国内花式纱线的发展历史,从20世纪80年代开始,为了适应市场及用户对花式纱线的要求,国内开始引进和制造了许多花式纱线生产设备与装置,但大多数设备或装置功能单一,一台设备只能生产一种花式纱线,如用空芯锭子生产的尼尔纱,被通过改造细纱机来生产竹节纱等。
竹节纱生产工艺浅析及竹节纱装置说明
竹节纱生产工艺浅析及竹节纱装置说明一、概述竹节纱特征是具有粗细分布不均匀的外观,是花式纱中种类最多的一种,有粗细节状竹节纱、疙瘩状竹节纱、短纤维竹节纱、长丝竹节纱等。
竹节纱可用于轻薄的夏季织物和厚重的冬季织物。
可用于衣着织物,也可用于装饰织物,花型突出,风格别致,立体感强。
纱线忽细忽粗,有一节叠出的称竹节。
竹节纱的公称号数一般以基纱号数冠名,如C 14.5tex竹节纱是指竹节间距为正常纱的号数,而竹节处的号数要大。
实际生产中在前罗拉变速纺竹节时,一般先设定好基纱的高速值和捻度值纺出正常的基纱号数后再设定低速值等竹节参数来生产竹节纱。
二、竹节纱生产原理1、目前竹节纱常见的生产方式是前罗拉恒速,控制中、后罗拉超喂,形成与基纱有变化的粗节;一般细纱机中后罗拉的转速相对前罗拉来说要低得多,所以更容易控制,避免了因改变前罗拉转速而影响产量、捻度;且中后罗拉转速较低,变速时对机械本身的冲击磨损也小。
无锡普莱特公司的ZNZ智能型数字式竹节纱生产装置便是这种类型,采用跟随前罗拉,并用伺服电动机控制中后罗拉,这种装置灵敏度高,适宜制作较精密的竹节纱。
2、竹节纱纱样分析和设计对纺纱厂来说,如何准确测量竹节纱的三大参数:竹节长短、粗细和间距是竹节纱设计的关键环节。
分析好竹节样布的主要条件:所选布样要足够大,要能看出整个竹节循环、竹节密度和织物风格;称纱线质量的电子天平精度要达到0.001 g以上。
根据竹节纱布样需要测量和分析出的工艺参数主要有竹节粗度、竹节基纱细度、平均细度、竹节细度、竹节节距、竹节长度、捻度等,同时还要根据细度设计牵伸倍数和传动比、卷绕螺距、钢领、钢丝圈卷绕工艺参数等。
3、竹节纱经济效益竹节纱技术适应高附加值织物的需求,且在生产过程中还能减少用棉等级,可为纺织企业带来可观的经济效益。
竹节纱装置在各种细纱机上改造方便,纺竹节纱时,将轻重牙齿脱开,换上长轴用带轮带动中后罗拉,从而通过电脑程序控制中后罗拉的速度,达到按要求生产各种规格的竹节纱,无竹节定单时又可以纺常规纱。
全数字式系列智能竹节纱生产装置完整文档

全数字式系列智能竹节纱生产装置完整文档(可以直接使用,可编辑完整文档,欢迎下载)全数字式系列智能竹节纱生产装置江南大学谢春萍徐伯俊摘要:简述了自主开发的智能系列竹节纱生产装置,介绍了其用在环锭纺纱机和转杯纺纱机上改造方案,分析了单片机控制系统的硬件设计与软件,并对使用本系统的竹节纱生产工艺进行了分析。
关键词:竹节纱,环锭纺,转杯纺,数字式中图分类号:TS104.71.概述我国已正式加入WTO,纺织工业将迎来新的机遇与挑战,高新技术的应用将是纺织业能否走在世界前列的关键,利用高新技术改造传统产业,特别是采用智能技术与机电一体化结合的自控系统应用于新产品开发是提升纺织传统产业技术升级的关键。
花式纱线产品从二十世纪七十年代发展起来的,一直是纺织品市场的重要分支。
国外为了突出服装的穿着个性,采用花式纱线的服装比较流行;国内花式纱线生产技术及其质量尚停留在低档技术改造上,花式纱线产品受到限制。
竹节纱是花式纱线的重要分支,就是在普通单纱的长度方向上,纺制出有一定规律的粗节,这种粗节根据不同面料设计要求和标准范围,是纺纱工艺不可缺少的参数。
竹节纱可使织物具有独持的立体花式效应.广泛适用于色织、毛织的服装面科、衬衫以及装饰织物如窗帘、沙发罩、床罩、汽车内装饰织物等,竹节纱产品在穿着时又可减少贴肤面积,因此常用以生产夏季面料。
2.国内外研究现状及趋势在环锭细纱机和转杯纺纱机上开发的纺制竹节纱的控制装置普遍使用的方法大体上可分为三种形式:机械式:费用低,但噪音大、变换工艺(竹节长度、节距、线密度及任意的循环等)不便,且寿命短,维护费用大;PLC与机械结合式:大多采用PLC控制电磁离合器吸合,费用较低,但噪音大、寿命短,维护费用大,竹节纱参数控制差、精度差、花式变化少,很难满足高质量的用户需求。
全数字式:它们可完完全全地按样品或客户的任何要求生产,达到至善至美的程度,而且参数调整十分简单、方便、快捷,只需在控制面板上键入设计工艺即可,是今后的发展趋势。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
关键 词 : 纱 ; 节 纱 ; 馈 控 制 纺 竹 反
文 章 编 号 :0 2—3 4 ( 0 2 0 t0 3 8 2 0 ) 3—0 5 —0 07 3
近 几 年来 . 式 纱 线 织 造 的 面 料 , 花 以其 独 特 的 风 格 受 到 市 场 的 青 睐 利 用 原 国产 的细 纱 机 及 P C( 编 程 控 制 器 ) 开 发 出 能 生 L 可 可 产 多种竹节 纱 的 自动控 制 系统 , 使 用 中多 但 存 在 生 产 不稳 定 的情 况 , 此 , 发 了本 文 介 为 开 绍的带有 反馈 控 制 的竹 节 纱生 产 装 置 , 自 可 动监测 生产情况 , 产更稳 定可靠 。 生
加 速 的 过 程 即 单 位 时 间 内增 加 粗 纱 喂 入
ZD
中 罗 拉
量 的过 程 由 电 磁 离 合 器 执 行 , 对 单 片 、 经 多
前 罗 拉
片 , 、 式 不 同种 类 反 复 比 较 和 选 择 、 用 干 湿 选
了 天 津 机 床 厂 所 生 产 的 干 式 多 片 式 电磁 离 合 器 。其 安 装 尺 寸 小 、 应 速 度 快 、 命 【 能 响 寿 乇. 适 应 各 种 竹 节 纱 的 风 格 可 编 程 序 控 制 器 的 选 用 . 决 定 适 纺 竹 是
5 工 艺 配 置
以控 制 的 , 而 可 以纺 出不 同粗 度 、 度 及 问 从 长 距 的竹 节 纱 。 为 了 稳 定 、 可靠 的 生 产 , 计 了 设
一
竹 节 纱 纺 制 工 艺 流 程 及 工 艺 配 置 无 特 殊
要 求 , 虑 瞬 间 增 加 粗 纱 喂 人 量 会 对 细 纱 机 考
产生连 续 的竹节 , 于 P 由 LC的 通 断 时 间 是 可
的 适 应 程 度 由 于 细 纱 属 多 机 台 工 序 . 需 还 兼顾 到设备 的投人 、 日常 维 修 的 方 便 等 素 , 选 用 日本 三 菱 F N・ 6 X2 1 MT 可 编 程 序 控 制
器。
当然 要 纺 制 出优 质 竹 节 纱 还 需 要 配 置 相 应 的摇 架 压 力 和 选 择 合 适 的 钢 领 、 丝 圈 等 钢 器材 。
改 变 。 原 理 如 图 1 。 2 设 备 改 造 以 国 产 A5 3型 细 纱 机 纺 制 长 竹 节 ( 1 即
岳 2
托
ZE 间 内 增 加 粗 纱 喂 人 量 , 生 竹 节 纱 效 应 , 时 又 不 至 于 过 多增 加 产 同 附 加 轮 系 , 坏 原 传 动 轮 系 的 力 矩 平 衡 和 精 破
1
电 磁 舄 台 器
2
超 越 鹧 台 器
图3
3 控 制原理
节 纱 风 格 变 化 的 关 键 , 时 程 序 编 制 语 句 的 同
多 少 , 决 定 对 小 批 量 、 品 种 、 交 货 要 求 也 多 快
当 P C 使 电磁 离 合 器 接 通 时 , 磁 离 合 L 电 器吸合 , 过 通 、 4传 动 , 细 纱 机 的 中 后 Z。 使 罗拉 同 时 加 速 , 而 实 现 超 喂 , 生 一 个 竹 从 产 节 , P C使 电 磁 离 合 器 断 开 时 , 时 超 越 当 L 这 离合 器 获 得 转 动 力 矩 而 转 动 , 中 后 罗 拉 以 使 正 常 纺 纱 速 度 转 动 , 牵 伸 倍 数 与 设 计 的 牵 其 伸倍 数 相 同 , 时 纱 为 正 常 粗 细 , 此 反 复 便 此 如
收 稿 日期 :0 1一】 20 2—1 8 作 者简 介 : 春 ̄ ( 9 0 女 . 谢 1 6 一) 江苏 六告 人 . 士 . 学 副教 授 . 事纺 纱工 艺理 论 与 纺织 信息 技术 应用 的研 究c 从
维普资讯
度 , 采 用 以下 的 改 造 方 案 如 图 3 可 。
1 总 体 结 构
控制 中后罗拉 变 速 ) 改造 为例 . 分传 动简 图 部
如 图 2 。
置
竹 节 纱 是 纱 的外 型 呈 现 等 节 距 或 不 等 节 距 的粗 节 , 纺 纱 的原 理 是 瞬 间 改 变 细 纱 机 其 前罗拉 或中后 罗拉 速 度 , 而 达 到 改变 牵伸 从 倍 数 , 制 输 出 纱 条 粗 细 形 成 竹 节 纱 。 用 控 P C输 出通 断 的状 态 . 控 制 电 磁 离 合 器 的 L 来 吸 合 , 竹 节 一 般 直 接控 制 前 罗 拉 , 竹 节 须 短 长 再 通 过 超 喂 离 台 器 来 改 变 中 后 罗拉 速 度 , 从 而 实 现 牵伸 倍 数 和 单 位 时 间 内 褪 纱 喂 人 量 的
个 反 馈 系 统 , 为 P C输 出 的 通 断 时 间 是 因 L
合 器 由 7 齿 轮 外 圈 、 叶 星 轮 、 柱 、 销 3 五 滚 顶 和 两 侧 盖 板 组 成 。 这 样 即 不 改 变 墙 板 内侧 的 传 动 系统 , 可 达 到 瞬 时 加 速 、 稳 转 换 速 度 又 平
后 罗 拉
ZE
变 化 并 同时 传 动 两 面 中 后 罗 拉
维普资讯
北窜 甘 蛆 铺 铺
第 2 卷 3 鼍
第 3期
电 脑 应 用
t 4
带 有 反 馈 控 制 的 竹 节 纱 生 产 装 置
谢 春萍 徐伯 俊 王 俊
( 南 大 学 江 苏无 锡 江 24 3 ) 1 0 6
[ 要 ]论 述 了 用 P c 可 编 程 控 制 器 ) 控 制 生 产 竹 节 纱 , 改 品 种 可 以 通 过 修 摘 L ( 来 翻 改 P C 的 内部 参 数 来 实现 。本 系 统 使 用 了一 个 反 馈 系 统 , L 自动 监 刹 生 产 情 况 , 产 生