再热器联箱管接头失效分析
锅炉高温过热器弯管的失效分析_1

锅炉高温过热器弯管的失效分析发布时间:2022-07-16T01:06:55.532Z 来源:《科学与技术》2022年第5期3月作者:林建伟[导读] 锅炉高温过热器管发生了爆管时对爆口管段取样,通过各项试验检测林建伟身份证号:******************摘要:锅炉高温过热器管发生了爆管时对爆口管段取样,通过各项试验检测,分析导致爆管产生的原因是,管子力学性能较差,存在焊接缺陷,在焊接应力及连续交变等外加应力的作用下,最终发生横向脆性断裂。
锅炉工作在高温高压环境中,锅炉受热面广泛接触烟、火、水、蒸汽等物质,这些物质在一定条件下会加速锅炉部件的腐蚀;在锅炉爆管事故中,过热器管、管子等小管子部件引起的停炉事故损失最大,因此分析锅炉受热面管在各种复杂工况下的安全运行对整个锅炉机组的连续运行具有重要意义。
关键词:锅炉高温;过热器弯管引言作为火力发电厂锅炉四大管道之一,高温过热器管的作用是加热饱和蒸汽定压,使其变成过热蒸汽。
在锅炉中,过热器是复杂性最强的受热面,受热面管壁以及管内蒸汽具有较高的温度,高温烟气会对受热面展开辐射换热和对流换热。
当受热面受到高温腐蚀、烟气腐蚀或锅炉结构不合理减小受热面管内壁通流流量的时候,通常会导致一些管壁温度高于规定温度,降低热稳定性,甚至导致受热面管壁温度过高、爆管等。
锅炉高温过热器联箱接管座角的焊缝出现裂纹,会导致裂纹的不断扩展,使得过热器发生管爆事故。
管爆事故的发生,不仅会给机组设备带来不可挽回的经济损失,同时也会给锅炉的经济安全生产带来潜在危险。
过热器直接影响着锅炉的经济性和安全性,其运行状况即对主蒸汽品质造成了影响,同时又与锅炉运行的安全性息息相关。
1锅炉高温过热器弯管的失效现状1.1管壁结垢问题锅炉受热面管壁结垢问题是导致其失效的重要原因。
因为管路受热面管道壁结垢现象能够引发管道热阻的上升问题,影响管壁的传热效果。
水垢产生的原因是高温环境下,盐发生反应形成的。
再热器集箱连接管弯头开裂原因分析及处理措施

算 , 分 每变 化 ±1 , 温 变化 ± 5℃ 。实 际用 煤 的 灰 0/ 汽 9 5
计煤 种 的低 位 发 热 值 2 8 J k , 料 发热 量 的降 32 9k / g 燃
低 就必 须增 加燃 料 量 , 得 水 平 烟道 对 流 受 热 面 的烟 使 气流 速增 大 , 流换 热量 增大 , 而使得 受热 面 管壁 超 对 从 温 ; 际燃煤 的灰 分 变化 比较 大 , 大部 分燃 煤 的灰 分 实 且 都超 过 了设 计值 , 质 灰 分 过 大 也 会导 致 超 温 。经 计 煤
量 喷水减 温器 , 作细 调 与 控 制左 右 蒸 汽 温度 ( 温 ) 用 汽
偏差 。为 了保护 壁 式 再 热 器 , 其进 口导 管 上 设有 事 在 故 喷水减 温器 。 中温 再 热 器 、 温再 热 器 顺 流依 次 布 高 置在炉 膛 出 口折 焰角 的上方 , 分别 有 5 8排 管屏 。再 热
E- al m i: s n f l @ 1 3 c n he g ai u 6 .o]
维普资讯
( )裂 纹多 产生 于左 侧微 量 喷 水后 弯 头 下焊 缝 附 1 近, 裂纹 的长度 约 为 6 0ii , 面裂 纹沿 焊 接 熔 合 线 0 nn 表
器汽温 的调 节 以摆动燃 烧 器喷 口为 主 , 以喷 水减 温 。 辅
图 1 管 系结 构 示 意 ( 位 m 单 m)
再热 系统流 程 如 下 : 轮 机 高 压 缸 排 汽 一 事 故 喷 水 汽
一 壁 式再 热器 一 喷水 减 温器 一 中温再热 器 一 高温 再 热器 一 左 右 引 出管 一 再 热 汽 管 。管 系 结 构示 意
1000MW超超临界机组低温再热器管失效分析

1000MW超超临界机组低温再热器管失效分析摘要:某发电厂1000MW超超临界机组低温再热器管发生泄漏,对发生泄漏的低温再热器管进行了宏观检查、金相组织检验和机械性能试验。
检验结果表明,送检管子母材组织和硬度正常,而延伸率低于标准要求,焊接时线能量过大或焊接速度过慢导致焊缝及热影响区存在过热组织,过热组织使焊缝和热影响区硬度偏高,塑性和韧性下降。
焊缝咬边缺陷造成应力集中,且焊接接头存在折口超标,使焊接接头存在附加应力,焊缝附近的悬吊管受到烟气影响存在机械振动,使焊缝受到交变应力。
在上述因素的综合作用下,焊缝外壁咬边缺陷处形成微裂纹造成管子最终泄漏。
关键词:低温再热器管过热组织结构应力折口超标咬边0前言某发电厂1000MW超超临界机组低温再热器管发生泄漏,泄漏管子为低温再热器右数第103排第1根,材质为12Cr1MoV,规格为Ф63.5×4.5mm,截止泄漏时累计运行时间约4.5万小时。
1宏观检查由图1可知,管子在焊缝熔合线附近发生开裂,开裂总长度约为1/2圆周,开裂位置管子无明显胀粗和塑性变形,且附近存在3处被邻近管子泄漏蒸汽吹损减薄的爆口;焊缝上存在3处气孔,而开裂位置附近存在一条长约15mm的独立裂纹。
经测量,管子离焊缝200mm处的角变形(如图1c所示)为2.5mm,不满足标准DL/T 869-2021《火力发电厂焊接技术规程》要求,标准中8.1.4条款规定对于直径<100mm的管子,离焊缝200mm处的角变形α≤2mm。
(a)吹损减薄处(b)开裂位置(c)管子角变形图1 来样管子宏观形貌2机械性能试验按标准要求截取包括焊接接头的拉伸试样,在CMT5105型电子万能试验机上进行室温拉伸试验,结果见表1。
从图1中位置(1)-(7)分别截取硬度试样,在BH-3000型布氏硬度计上进行布氏硬度试验,结果见表2。
利用岛津HMV-G型显微硬度计对从图1位置(2)和(6)截取的试样进行显微硬度试验,试验载荷200g,保压时间10s,结果见表3。
高温再热器Super304H与T91异种钢接头开裂失效分析

高温再热器Super304H与T91异种钢接头开裂失效分析蔡志强;林雪松;邓永龙;落志祯【摘要】对国内首台600 MW循环流化床锅炉外置床内的高温再热器Super304H与T91异种钢接头开裂进行了失效分析.分析结果表明开裂原因为结构设计不当,该管段不能自由膨胀;加上该焊接接头熔合区存在界面突变,容易引起应力集中,在高温环境下长期运行后,抗高温蠕变性能较差T91侧出现蠕变孔洞,在熔合区形成蠕变裂纹:因此最终发展为宏观裂纹而失效.根据分析结果,提出将该异种钢接头布置在密封盒上方,且增加接头至联箱之间管程弯头数量的整改方案.【期刊名称】《四川电力技术》【年(卷),期】2016(039)002【总页数】3页(P88-90)【关键词】循环流化床;异种钢接头;失效分析;设计不当;蠕变孔洞;应力集中【作者】蔡志强;林雪松;邓永龙;落志祯【作者单位】四川省电力工业调整试验所,四川成都610072;四川省电力工业调整试验所,四川成都610072;四川省电力工业调整试验所,四川成都610072;四川省电力工业调整试验所,四川成都610072【正文语种】中文【中图分类】TK223.3随着火力发电站向超超临界机组发展,由于温度和压力等高参数的影响,锅炉受热面管对材质的要求越来越高,具有高热强性和高抗氧化性的铬镍奥氏体不锈钢(Super304H)及马氏体耐热钢(T91)便大量出现在锅炉受热面的高温高压段,因此就难免出现该两类钢种的异种焊接问题[1-2]。
但由于这两类钢的化学成份、金相组织、机械性能及热膨胀系数存在较大差异,焊材的选择又通常是采用低匹配原则,容易导致在焊接接头两侧的熔合区产生较为复杂的金相组织及化学成分的不均匀性,使焊接接头在使用过程产生过早失效[3]。
国内首台600 MW超超临界循环流化床机组自2013年4月168 h试运行通过后至今,两侧外置床内靠近高温再热器出口联箱的高温再热器出口管段管屏发生3次多处异种钢接头开裂,开裂的接头位于密封盒内,接头距离上部高温再热器出口联箱管程大约为1.5 m,且仅设计了一处145°弯头作为膨胀伸缩量。
高温再热器出口联箱管座角焊缝开裂原因分析
高温再热器出口联箱管座角焊缝开裂原因分析邓辉【摘要】某电厂高温再热器出口联箱排空气管管座角焊缝在检修期间发现裂纹缺陷,经挖补处理运行约6000 h后再次开裂,发生蒸汽泄漏.通过宏观检测、光谱检验、硬度检验、金相检验、扫描电镜分析,得出管座角焊缝再次开裂的原因是补焊工艺不当,存在熔合不良等焊接缺陷,且排空气管穿过包墙处结构设计不合理,使排空气管膨胀受阻,在应力作用下,外壁产生裂纹,沿熔合线向热影响区扩展撕裂.提出了尽快对管座整体进行重新焊接并优化排空气管穿孔结构的建议.【期刊名称】《华电技术》【年(卷),期】2019(041)008【总页数】5页(P74-77,80)【关键词】高温再热器;补焊;融合不良;焊接缺陷;裂纹扩展;膨胀受阻;应力【作者】邓辉【作者单位】中国大唐集团科学技术研究院有限公司华中电力试验研究院,郑州450000【正文语种】中文【中图分类】TK2280 引言近年来,火电机组重要管道和高温集箱上热工仪表管、疏水管及排空气管等管座角焊缝开裂泄漏事故频繁发生[1]。
多数开裂是由焊接缺陷引起的,同时还与管线布置、管道材质等因素有关[2-5]。
由于接管与母管具有相同的压力和温度,所以一旦发生泄漏,会对机组安全运行造成严重影响。
某电厂 #4锅炉检修期间发现高温再热器(以下简称高再)出口联箱排空气管管座角焊缝存在表面裂纹缺陷,采取挖补修复措施后,运行约6 000 h后角焊缝再次开裂,发生蒸汽泄漏。
1 设备概况该电厂 #4锅炉为东方锅炉股份有限公司生产的DG1025/18.2-Ⅱ14型亚临界锅炉,于2003年12月投入运行,至2017年12月已累计运行约9万h,启停63次。
高再出口联箱布置在标高51.2 m处,穿过炉顶大罩,规格为877.6mm×55.0 mm,材质为12Cr1MoVG。
在炉外距护板约1 m处联箱的上侧,连接有一根排空气管,规格为ø42 mm×6 mm,材质为12Cr1MoVG。
锅炉再热蒸汽管道焊缝失效原因探讨
锅炉再热蒸汽管道焊缝失效原因探讨华能金陵发电限公司丁吉荣摘要:目前国内超超临界机组的主蒸汽和再热蒸汽热段管道普遍采用了P92钢管道,对P92钢管道的合理运用已就成为我们重点关注的话题。
目前国内外,对P92钢大管道的焊缝失效案例相对较少,本文意在通对某电厂锅炉再热蒸汽热段P92钢管道焊缝的失效原因进行分析探讨,提出相应的防范措施,供大家借鉴。
关键词:P92 管道失效焊缝一、事故经过某电厂#1机组为1030MW超超临界燃煤发电机组,采用哈尔滨锅炉厂制造生产的HG-3100/27.46-YM3型超超临界变压运行直流锅炉,机组于2009年12月23日通过168小时试运行。
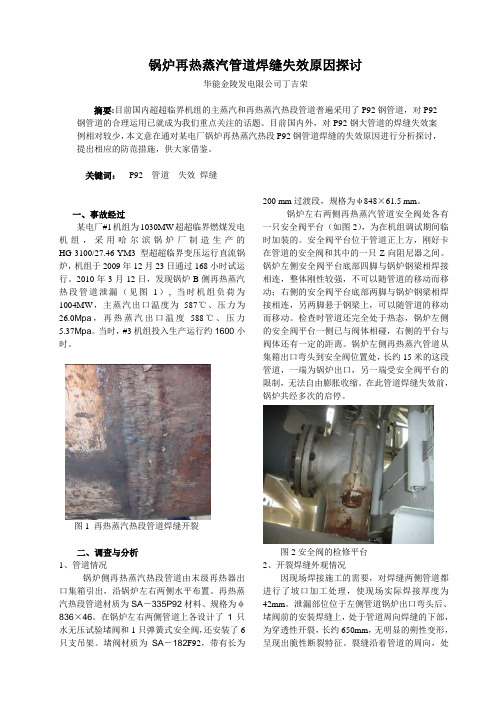
2010年3月12日,发现锅炉B侧再热蒸汽热段管道泄漏(见图1), 当时机组负荷为1004MW,主蒸汽出口温度为587℃、压力为26.0Mpa,再热蒸汽出口温度588℃、压力5.37Mpa。
当时,#3机组投入生产运行约1600小时。
图1 再热蒸汽热段管道焊缝开裂二、调查与分析1、管道情况锅炉侧再热蒸汽热段管道由末级再热器出口集箱引出,沿锅炉左右两侧水平布置。
再热蒸汽热段管道材质为SA-335P92材料、规格为φ836×46。
在锅炉左右两侧管道上各设计了1只水无压试验堵阀和1只弹簧式安全阀,还安装了6只支吊架。
堵阀材质为SA-182F92,带有长为200 mm过渡段,规格为φ848×61.5 mm。
锅炉左右两侧再热蒸汽管道安全阀处各有一只安全阀平台(如图2),为在机组调试期间临时加装的。
安全阀平台位于管道正上方,刚好卡在管道的安全阀和其中的一只Z向阻尼器之间。
锅炉左侧安全阀平台底部四脚与锅炉钢梁相焊接相连,整体刚性较强,不可以随管道的移动而移动;右侧的安全阀平台底部两脚与锅炉钢梁相焊接相连,另两脚悬于钢梁上,可以随管道的移动而移动。
检查时管道还完全处于热态,锅炉左侧的安全阀平台一侧已与阀体相碰,右侧的平台与阀体还有一定的距离。
12Cr1MoV钢末级再热器管失效分析_江范清
第40卷第4期2015年4月HEAT TREATMENT OF METALSVol.40No.4April 201512Cr1MoV 钢末级再热器管失效分析江范清,胡文龙,奚杰峰(华电电力科学研究院,浙江杭州310030)摘要:某电厂600MW 亚临界机组12Cr1MoV 钢末级再热器管运行51020h 后发生爆裂。
采用光学显微镜、扫描电镜等设备,从宏观检查、氧化层检测、组织分析和能谱分析方面对失效管样进行研究。
结果显示,爆口呈长期过热开裂宏观特征。
管样向火侧氧化层过厚,组织球化严重。
爆口处向火侧管壁存在明显的蠕变孔洞和沿晶裂纹,裂纹沿着晶界发展并充满氧化物。
能谱分析结果显示,末级再热器管向火侧管壁在长期服役过程中,基体出现固溶合金元素贫化,导致组织劣化。
综上,12Cr1MoV 钢末级再热器管失效是由长期过热引起管件向火侧组织劣化、蠕变开裂造成的。
关键词:末级再热器;12Cr1MoV 钢;长期过热;蠕变中图分类号:TG115.2文献标志码:A文章编号:0254-6051(2015)04-0190-05Failure analysis on 12Cr1MoV steel tube of final-stage reheaterJiang Fanqing ,Hu Wenlong ,Xi Jiefeng(China HuaDian Electric Research Institute ,Hangzhou Zhejiang 310030,China )Abstract :A 600MW subcritical boiler final-stage reheater tube made of 12Cr1MoV steel cracked after running 51020h.The burst reheater tube was analyzed through macroscopical examination ,oxidation layer measuring ,microstructure and energy spectrum analysis by using optical microscope (OM )and scanning electron microscopy (SEM ).The results show that the burst exhibited a long term overheat characteristics ,a thicker oxidation film forms on the fire-facing side of the burst reheater tube ,and serious spheroidization of pearlite appears in microstructure.Many creep cavities and intergranular cracks are observed in the fire-facing side of the burst wall.And the cracks ,extending along the grain boundaries are full filled with oxide.The results of the energy spectrum analysis show that the alloying elements are depleted in the matrix ,which causing the deterioration of tube microstructure.In conclusion ,deterioration of the microstructure caused by long term overheat is the main reason lead to the failure of the 12Cr1MoV hot stage reheater tube ,and the creep cracking lead to a burst.Key words :final-stage reheater ;12Cr1MoV steel ;long term overheating ;creep收稿日期:2014-10-01作者简介:江范清(1989—),男,工程师,硕士,主要从事电站金属部件的检验和失效分析工作,联系电话:0571-********,E-mail :jiangfanqing @163.comdoi :10.13251/j.issn.0254-6051.2015.04.04512Cr1MoV 钢是一种常见的用于金属壁温不超过580ħ再热器管的珠光体耐热钢。
高温再热器管异种钢焊接接头失效分析
1 接 头失效 特点和断裂 口检查
维普资讯
第 28卷 第 6期 2006年 6月
水利 电力机械
W ATER CONSERVANCY & ELECTRIC POW ER MACHINERY
V01.28 No.6 Jun.2006
高温再热器 管异 种钢 焊接接头 失效 分析
Failure analysis of the weld connection joint of shape steel for the high temperature reheator
何卫忠 ,蔡 永江
(1.沙角 C电厂 设 备管理部机械分部 ,广东 东莞 523936; 2.广东红海湾 发电有限公 一J,广东 汕尾 516623)
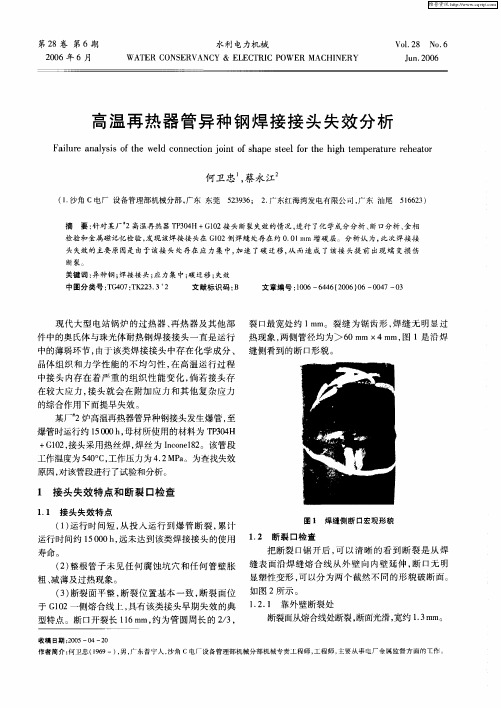
摘 要 :针对 某厂 2高温再热 器 TP304H+G102接 头断裂失效的情况 ,进 行 了化 学成分 分析 、断 口分析 、金 相 检 验 和金 属磁 记 忆 检 验 ,发 现 该 焊 接 接 头在 G102侧 焊 缝 处 存 在 约 0.01 wlm 增 碳 层 。 分 析 认 为 .此 次 焊 接 接 头失效的主要 原 因是 由于 该接 头 处存 在 应 力集 中,加 速 了碳 迁 移,从 而造 成 了该 接 头提 前 出现 蠕 变损 伤 断 裂 。 关键 词 :异种钢 ;焊接接头 ;应力集 中;碳 迁移 ;失效 中图分类号 :TG407:TK223.3 2 文献标识码 :B 文章编号 :1006—6446(2006)06—0047—03
过热器、再热器管常见故障分析与处理

过热器、再热器管常见故障分析与处理过热器是将饱和蒸汽加热成具有一定温度的过热蒸汽,以提高电厂的热循环效率及汽轮机工作的安全性。
分:辐射式过热器(分隔屏)半辐射式过热器(后屏过)对流过热器(末级过热器)。
再热器是将汽轮机做功后的蒸汽返回锅炉重新加热至额定温度,然后再送回汽轮机低压缸做功,以降低汽轮机末级叶片的湿度,提高机组的安全性,提高热力循环效率。
故障现象:(1)受热面积灰。
(2)受热面内壁结垢,外壁腐蚀。
(3)管子发生泄漏。
(4)管排磨损。
(5)管排变形。
(6)管子发生蠕胀现象。
原因分析:(1)烟速过低。
吹灰失灵。
管子有泄漏。
(2)由于积灰,吹灰蒸汽温度低,尾部烟道漏风,给水品质不合格造成内壁腐蚀,外壁腐蚀。
(3)厂家焊口质量不佳,管子磨损及内外壁腐蚀,管子焊口附近应力集中,管材有缺陷造成泄漏。
(4)管排排列不均形成烟气走廊,尾部烟道后墙防磨板损坏,烟气流速过高,管夹子松动发生碰撞,吹灰不当。
(5)管排支架或活动连接块损坏或脱落,造成管排变形。
(6)运行中严重超温使管子过热,蒸汽品质有问题使管子内壁有大量的结垢,换管时管材不对。
管内有异物造成管子蠕胀。
(7)各人孔门、看火孔关闭不严造成漏风,管子鳍片没有密封焊严。
处理方法:(1)适当提高烟速,检查吹灰器使其正常运行工作,杜绝受热面管子的泄漏。
(2)清除积灰,加强吹灰,提高蒸汽温度,消除尾部烟道不严造成的漏风,提高汽水品质,长期停炉时应做好充氮保护。
(3)在焊接质量方面,采取有效的措施防止腐蚀和外壁磨损,消除管子的附加应力,换新管子时应进行光谱分析,保证不错用管子并不准使用有缺陷的材料。
换管时确保无异物落入管子中,新管必须通球,保证吹灰蒸汽温度,加强吹灰管疏水。
(4)校正管排,消除烟气走廊,修复防磨护板,调整烟气流速,减少对迎风面管子的冲刷,调整、修理管夹自装置,使其牢固。
(5)检查恢复已损坏的支架和固定连接板,恢复开焊或脱落的活动连接块,按时吹灰。
高温再热器进出口联箱管接头对接焊缝裂纹的原因分析及对策

炉 内 管 圈 均 为 T 1 管 屏 的 管 子 规 格 为 5 . , 9; 1x3 5 管 座 端 规 格 为 5 。再 热 器 烟 气 侧 和 蒸 汽 侧 设 1x3
计 参 数 : / 口 烟 温 9 7 8 8 6 8 出 口蒸 汽 压 力 进 出 1./1. , 2 4MP . / 口蒸 汽 温 度 4 6./ 4 c 。该 炉 从 试 . a 进 出 5 4 50I =
关键 词 高 温再 热 器 对 接焊 缝
裂 纹原 因 对 策
某 厂 6 0 th炉 系 东 方 锅 炉 厂 设 计 制 造 的 7 / D 60 1 . G 7 / 3 7—1 9型 炉 , 超 高 压 、 次 中 间 再 热 、 为 一 自
然循 环 固 态 排 渣 煤 粉 炉 , 炉 膛 J 布 置 , 角 切 单 I型 四 圆燃 烧 方 式 。 高 温 再 热 器 共 5 8屏 , 屏 1 每 3个 管 圈 ,
源 于平 焊 位 置 ( 子 上 部 表 面 ) 接 热 影 响 区 的熔 合 管 焊 区 , 着 焊 缝 熔 合 区 发 展 , 度 略 大 于 焊 缝 周 长 的 沿 长
1 2 裂 纹 有 分 叉 现 象 , 典 型 的脆 性 断 口。 /, 是
12 2 微 观 金 相 试 验 ..
( )焊 缝 熔 合 区 金 相 组 织 1
表 2 试 件 金相 组 织 分析情 况统计
以上 爆 口位 置 均 在 管 座 侧 焊 接 热 影 响 区 的熔 合
区 内 。其 中 , 性 断 口形 状 见 图 1 2所 示 。 脆 、 20 0 1年 1 1月 1 日, 该 炉 高 再 增 加 抽 检 数 量 , 2 对 分 别 随 机 抽 取 第 一 管 圈 2个 安 装 焊 口 、 二 管 圈 1 第
焊接工艺中的焊接接头失效与破坏机理

焊接工艺中的焊接接头失效与破坏机理在焊接工艺中,焊接接头的失效与破坏是一个重要的问题。
了解焊接接头失效的机理对于提高焊接质量和安全性至关重要。
本文将探讨焊接接头失效与破坏的几种常见机理。
1. 焊缝开裂焊缝开裂是焊接接头失效的主要形式之一。
焊缝开裂可以分为冷裂纹和热裂纹两种类型。
冷裂纹是由于焊缝在凝固过程中产生的应力引起的。
在焊接过程中,焊缝材料会经历收缩和形变,这会产生应力。
如果焊缝的冷却速度过快或焊接不当,应力可能导致冷裂纹的形成。
热裂纹则是由于焊接过程中的高温引起的。
当焊接接头在高温下受热时,焊接金属中的某些元素可能发生相变,形成脆性相。
当焊接接头冷却时,这些脆性相可能导致热裂纹的形成。
2. 焊接接头腐蚀焊接接头腐蚀是另一种常见的问题。
焊接接头处于恶劣的工作环境中,易受到气体、液体或化学物质的侵蚀。
焊接接头的腐蚀可能导致金属的蚀损或结构的削弱,从而引起焊接接头的失效。
焊接接头腐蚀的主要原因包括缺乏保护措施、焊接材料本身的不耐腐蚀性以及工作环境中的腐蚀介质。
为了防止焊接接头腐蚀,可以采取合适的防护措施,如涂层、防腐蚀剂或选择耐腐蚀的焊接材料。
3. 焊接接头疲劳破坏焊接接头的疲劳破坏是由于反复加载引起的。
在实际使用中,焊接接头可能会受到循环载荷的作用,例如机械震动、脉动流体或周期性的负载。
这些循环载荷会导致焊接接头中的应力集中,从而引发疲劳破坏。
要预防焊接接头的疲劳破坏,可以采取以下措施:合理设计焊接结构,增加焊接接头的强度和硬度,使用高强度焊材,提高焊接接头的表面光洁度等。
4. 焊接接头变形焊接接头的变形是在焊接过程中常见的问题。
焊接接头加热和冷却会引起材料的热膨胀和收缩,从而导致接头产生变形。
焊接接头的变形可能会导致其几何形状不符合设计要求,从而降低焊接接头的强度和稳定性。
为了减少焊接接头的变形,可以采取一些措施,如使用适当的预热和焊接顺序、加强焊接接头的支撑和固定等。
总结起来,焊接接头失效与破坏的机理主要包括焊缝开裂、焊接接头腐蚀、焊接接头疲劳破坏和焊接接头变形。
某发电厂2号炉低温再热器管失效原因分析与整改建议
某发电厂2号炉低温再热器管失效原因分析与整改建议1.概述4月18日,某厂2号炉低温再热器管泄露报警。
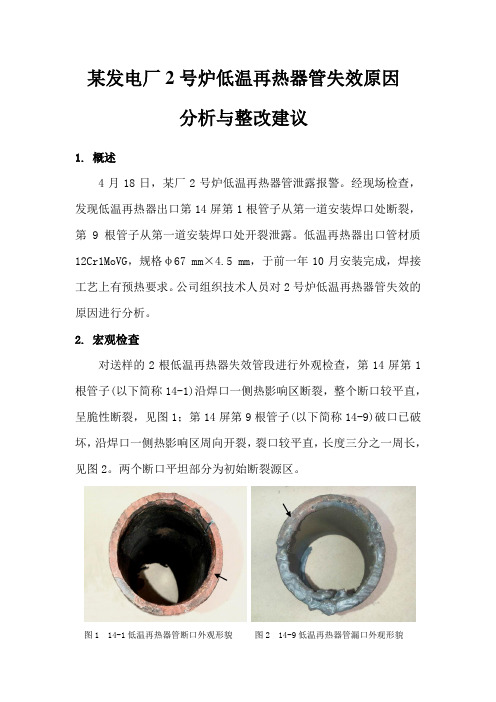
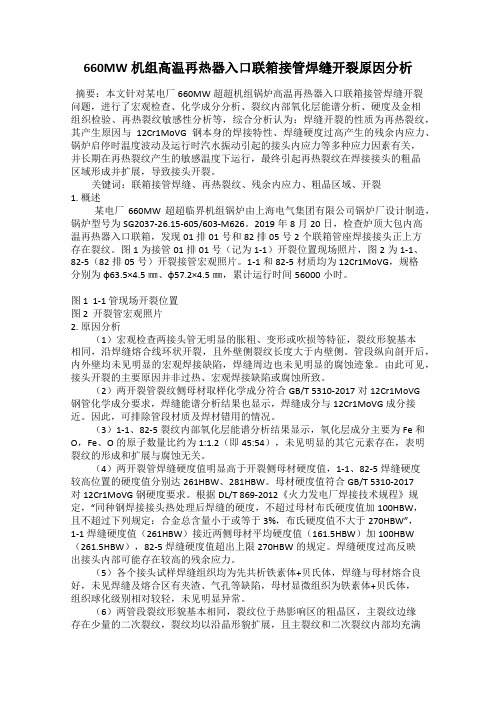
经现场检查,发现低温再热器出口第14屏第1根管子从第一道安装焊口处断裂,第9根管子从第一道安装焊口处开裂泄露。
低温再热器出口管材质12Cr1MoVG,规格φ67 mm×4.5 mm,于前一年10月安装完成,焊接工艺上有预热要求。
公司组织技术人员对2号炉低温再热器管失效的原因进行分析。
2.宏观检查对送样的2根低温再热器失效管段进行外观检查,第14屏第1根管子(以下简称14-1)沿焊口一侧热影响区断裂,整个断口较平直,呈脆性断裂,见图1;第14屏第9根管子(以下简称14-9)破口已破坏,沿焊口一侧热影响区周向开裂,裂口较平直,长度三分之一周长,见图2。
两个断口平坦部分为初始断裂源区。
图1 14-1低温再热器管断口外观形貌图2 14-9低温再热器管漏口外观形貌3.光谱检测为确定失效管子材质是否与设计材质相符,对14-1和14-9两根送样管段的母材、焊缝分别进行光谱检测。
母材光谱分析结果均与设计钢号12Cr1MoVG相符,焊缝分析结果与R31焊丝相符,检测结果见表3。
表3 检测结果 (%)4.硬度检测采用HB-3000布氏硬度计,对断裂的14-1和开裂的14-9两段送样管不同部位进行布氏硬度检测,焊缝、热影响区硬度值偏高,检验结果见表4。
由于送样管段现场截取存在问题,布氏硬度检测得出的焊缝、热影响区硬度可能存在误差,必要时,建议对焊缝、热影响区进行显微硬度检测。
表4 硬度检测结果(HBW)5.金相检验为了解2号炉低温再热器失效管子的金相组织状况,对14-1和14-9两根送样管段的母材、热影响区及焊缝等部位取样进行金相试验。
采用4%硝酸酒精溶液侵蚀,Union Versamet-2金相显微镜进行金相组织观察。
(1)14-1管段盖面焊层焊缝金相组织:铁素体+贝氏体,组织粗大;熔合区金相组织未见异常;两侧过热区金相组织粗大,存在马氏体位向,有沿晶裂纹。
某电厂高温再热器爆管失效分析

某电厂高温再热器爆管失效分析高温再热器是电厂中的一种重要设备,主要作用是对从主汽管再次加热的蒸汽进行降温处理,使其能够进一步提高汽轮机的效率。
然而,由于工作环境的恶劣以及设备自身的特殊工作条件,高温再热器经常容易发生爆管失效的情况。
本文将对电厂高温再热器爆管失效进行分析。
首先,爆管失效的原因有多种,其中最常见的是由于高温再热器内部产生的高温和高压,在长时间的使用过程中,导致了材料的疲劳、腐蚀和易位等问题。
此外,还可能与高温再热器的设计、制造、安装和使用有关,比如材料的选择不合适、焊接接头存在缺陷、工艺控制不当、操作不当等。
其次,在分析失效的具体原因时,可以通过实地调查和检测高温再热器的爆管点进行判断。
根据被爆管的部位进行分析,可以判断是否与材料疲劳、腐蚀和应力问题有关。
如果发现管壁上有腐蚀、裂纹或者变形,很有可能是由于腐蚀、高温引起的材料疲劳和变形造成的。
接下来,可以通过对高温再热器运行参数和操作记录的分析来确定造成爆管失效的具体因素。
比如查看是否超过了材料允许的温度和压力范围,是否有过热过冷的情况发生,是否存在过载、瞬态或者循环变化的工况等。
可以通过物理试验和数值模拟来验证这些指标的合理性和可行性。
最后,针对爆管失效的原因,需要采取相应的措施来解决问题。
首先,对高温再热器的设计、制造和安装等方面进行改进,提高材料的耐热和耐压能力,并优化管束结构,减少焊接接头的使用。
其次,要加强设备的运行和维护管理,完善操作指导和技术规程,确保设备在正常运行范围内工作。
此外,对高温再热器的监测和检测也是非常重要的,可以通过超声波检测、红外测温、振动监测等方法来及时发现问题并进行修复。
综上所述,对电厂高温再热器爆管失效的分析可以从多个方面进行,包括实地调查、管道检测、运行参数记录和操作记录分析等。
通过查找失效原因、改善设计制造和加强运行维护管理等措施,可以预防和减少高温再热器的爆管失效,提高电厂的安全稳定运行水平。
660MW机组高温再热器入口联箱接管焊缝开裂原因分析
660MW机组高温再热器入口联箱接管焊缝开裂原因分析摘要:本文针对某电厂660MW超超机组锅炉高温再热器入口联箱接管焊缝开裂问题,进行了宏观检查、化学成分分析、裂纹内部氧化层能谱分析、硬度及金相组织检验、再热裂纹敏感性分析等,综合分析认为:焊缝开裂的性质为再热裂纹,其产生原因与12Cr1MoVG钢本身的焊接特性、焊缝硬度过高产生的残余内应力、锅炉启停时温度波动及运行时汽水振动引起的接头内应力等多种应力因素有关,并长期在再热裂纹产生的敏感温度下运行,最终引起再热裂纹在焊接接头的粗晶区域形成并扩展,导致接头开裂。
关键词:联箱接管焊缝、再热裂纹、残余内应力、粗晶区域、开裂1. 概述某电厂660MW超超临界机组锅炉由上海电气集团有限公司锅炉厂设计制造,锅炉型号为SG2037-26.15-605/603-M626。
2019年8月20日,检查炉顶大包内高温再热器入口联箱,发现01排01号和82排05号2个联箱管座焊接接头正上方存在裂纹。
图1为接管01排01号(记为1-1)开裂位置现场照片,图2为1-1、82-5(82排05号)开裂接管宏观照片。
1-1和82-5材质均为12Cr1MoVG,规格分别为φ63.5×4.5㎜、φ57.2×4.5㎜,累计运行时间56000小时。
图 1 1-1管现场开裂位置图 2 开裂管宏观照片2. 原因分析(1)宏观检查两接头管无明显的胀粗、变形或吹损等特征,裂纹形貌基本相同,沿焊缝熔合线环状开裂,且外壁侧裂纹长度大于内壁侧。
管段纵向剖开后,内外壁均未见明显的宏观焊接缺陷,焊缝周边也未见明显的腐蚀迹象。
由此可见,接头开裂的主要原因并非过热、宏观焊接缺陷或腐蚀所致。
(2)两开裂管裂纹侧母材取样化学成分符合GB/T 5310-2017对12Cr1MoVG钢管化学成分要求,焊缝能谱分析结果也显示,焊缝成分与12Cr1MoVG成分接近。
因此,可排除管段材质及焊材错用的情况。
DG1025-18.2 Ⅱ 4型锅炉再热器集箱三通环焊缝开裂原因分析及处理措施
t莎丁,询um r.,,>rri)事故与缺陷分析DG1025-18.2II4型锅炉再热器集箱三通环焊缝开裂原因分析及处理措施张军I盖红德2尹京宝'李勇彳陈浩"(1.华电潍坊发电有限公司潍坊261204)(2.山东省特种设备检验研究院有限公司(3.国能广投(北海)发电有限责任公司(4.山西国际能源裕光煤电有限责任公司济南250101)北海536000)阳泉045000)扌商要:通过宏观形貌检查、化学成分分析及金相组织分析等方法对某电厂中温再热器集箱三通开裂原因进行了系统分析。
分析结果表明:2002年连接管改造时未能将原有裂纹完全打磨消除,加上削薄斜面斜率过大,运行中残余微裂纹扩展,最终导致三通近焊缝处开裂。
最后针对具体失效原因,提出了按标准要求削薄、打磨后表面检测、磨平焊口进行超声波检测及相关排查等改进措施和建议。
关键词:锅炉再热器三通金相分析Cracking Analysis and Treatment Measures of Girth Weld ofDG1025-18.2II4Type Boiler Reheater Header TeeZhang Jun1Gai Hongde2Yin Jingbao1Li Yong3Chen Hao4(1.CHD Weifang Power Generation Co.,Ltd Weifang261204)(2.Shandong Special Equipment Inspection Institute Jinan250101)(3.Guogang Investment(Beihai)Power Generation Co.,Ltd,Beihai536000)(4.Shanxi International Energy Yuguang Coal Power Co.,Ltd,Yangquan045000)Abstract By means of macroscopic morphology inspection,chemical composition analysis and metallographic structure analysis,the cracking reasons of tee joint in middle temperature reheater header of a power plant were systematically analyzed.The analysis results show that the original cracks were not completely polished and eliminated during the transformation of the connecting pipe in2002.In addition,the slope of the thinning slope was too large,and the residual microcracks expanded during operation,which finally led to the cracking near the weld joint of the tee joint.Finally,according to the specific failure causes,the improvement measures and suggestions are put forward,such as thinning according to the standard requirements,surface inspection after grinding,ultrasonic testing for welded joint flattening and relevant troubleshooting.Keywords Boiler Reheater Tee Metallography analysis中图分类号:X933.2文章编号:1673-257X(2021)02-0042-04作者简介:张军(1975~),男,中专,工程师,从事热电厂金属监督和失效分析工作。
高温再热器用 T23/TP347 H异种钢焊接管接头失效分析
高温再热器用 T23/TP347 H异种钢焊接管接头失效分析摘要:高温再热器是一种重要的热交换设备,它通常由多个焊接管接头组成。
然而,这些接头在长时间高温和高压的工作条件下往往容易出现失效,造成设备安全隐患。
本文通过对一例T23/TP347 H异种钢焊接管接头的失效进行分析,探讨了接头失效的原因与预防措施,为高温再热器的安全运行提供了有益的参考。
关键词:高温再热器;焊接管接头;失效分析;T23;TP347H异种钢正文:高温再热器是一种广泛应用于火力发电和化工等领域的热交换设备,其重要性不言而喻。
然而,由于长时间高温和高压的作用,再热器内部的焊接管接头出现失效的情况时有发生,给设备的安全稳定运行带来了极大的隐患。
因而,识别并排除焊接管接头的失效问题成为了当务之急。
本文选取一例T23/TP347 H异种钢焊接管接头作为研究对象,通过实验测试、金相显微镜观察等手段确定了其失效原因。
首先,由于长时间的高温和强烈的热应力作用,接头边缘或焊缝处出现了裂纹和变形现象;其次,材料的选择和质量控制等因素也会影响焊接管接头的使用寿命。
针对上述问题,本文提出了以下预防措施:1.加强对焊接管接头的材料选择和质量控制,确保其材质合适、强度足够、无表面缺陷等;2.加强对接头周边的温度控制和应力平衡,避免过度加热或突然冷却导致直接温度变化过大;3.经常检测焊接管接头的状态,定期清洗、除锈、维护,及时发现并处理可能的问题。
因此,在高温再热器的使用过程中,应该加强对焊接管接头的管理和维护,防范其失效的情况。
同时,还需要注意各种因素对焊接管接头失效的影响,制定合理的预防措施,使设备能够安全稳定地运行。
T23/TP347 H异种钢焊接管接头是高温再热器中常用的连接方式,其稳定性和耐用性直接影响设备的安全性和正常运行。
然而,在实际使用过程中,焊接管接头往往会受到多重因素的影响而发生失效。
因此,对于接头的失效分析和预防措施的研究显得非常必要。
西宁发电分公司低温再热器出口集箱散管安装焊缝开裂原因分析及处理
西宁发电分公司低温再热器出口集箱散管安装焊缝开裂原因分析及处理摘要:西宁发电分公司低温再热器集箱出口散管安装焊缝在运行过程中多次开裂,本文通过对几次开裂散管的外观形貌以及力学性能试验的分析对比,阐述了西宁发电分公司低温再热器集箱出口散管安装焊缝开裂的原因以及处理措施,并对处理过程中存在的一些问题提出了一定的思考。
关键词:低温再热器安装焊口开裂1 前言西宁发电分公司锅炉是由上海锅炉厂制造的型号为SG-1960/26.15-M6008的1960t/h 超超临界压力直流锅炉,采用П型布置、单炉膛、四角切圆燃烧方式,炉膛采用垂直上升和螺旋管膜式水冷壁、一次中间再热,调温方式除煤/水比外,还采用烟气出口调节挡板、燃烧器摆动、喷水减温等方式。
1、2号机组分别于2015年12月30日和2016年3月9日顺利通过机组168小时试运行并移交生产。
自投产以来,1、2号锅炉低温再热器出口集箱散管处共计发生了3次开裂事故。
首次开裂时,该机组累计运行不足半年。
该管段材质为12Cr1MoVG,规格为φ63.5×4,鉴于以上情况,对三次泄漏管道进行了综合对比分析,比较了三次开裂的形貌,分析了发生开裂的原因并进行处理,对锅炉安全运行具有重要意义。
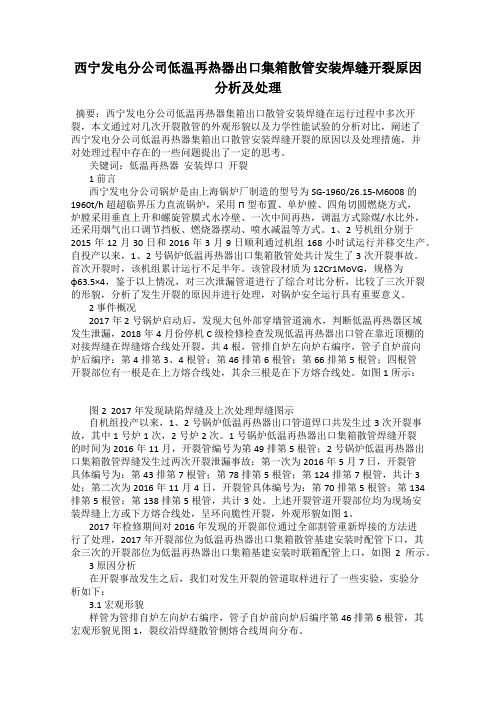
2 事件概况2017年2号锅炉启动后,发现大包外部穿墙管道滴水,判断低温再热器区域发生泄漏,2018年4月份停机C级检修检查发现低温再热器出口管在靠近顶棚的对接焊缝在焊缝熔合线处开裂,共4根,管排自炉左向炉右编序,管子自炉前向炉后编序:第4排第3、4根管;第46排第6根管;第66排第5根管;四根管开裂部位有一根是在上方熔合线处,其余三根是在下方熔合线处。
如图1所示:图2 2017年发现缺陷焊缝及上次处理焊缝图示自机组投产以来,1、2号锅炉低温再热器出口管道焊口共发生过3次开裂事故,其中1号炉1次,2号炉2次。
1号锅炉低温再热器出口集箱散管焊缝开裂的时间为2016年11月,开裂管编号为第49排第5根管;2号锅炉低温再热器出口集箱散管焊缝发生过两次开裂泄漏事故;第一次为2016年5月7日,开裂管具体编号为:第43排第7根管;第78排第5根管;第124排第7根管,共计3处;第二次为2016年11月4日,开裂管具体编号为:第70排第5根管;第134排第5根管;第138排第5根管,共计3处。
过热器出口集箱接管开裂分析
过热器出口集箱接管开裂分析发布时间:2021-09-15T03:27:38.225Z 来源:《科学与技术》2021年14期5月作者:覃高稳1 刘献良2 [导读] 管道失效分析是解决锅炉爆管的常用方法,本文主要讲述了如何通过宏观检查、成分分析、力学性能试验、组织检验、能谱分析,覃高稳1 刘献良21、广东省粤泷发电有限责任公司广东罗定 5272002、江苏省苏州市姑苏区苏州热工研究院江苏苏州 215004摘要:管道失效分析是解决锅炉爆管的常用方法,本文主要讲述了如何通过宏观检查、成分分析、力学性能试验、组织检验、能谱分析,得出过热器出口集箱接管失效的根本原因,从而进一步采取预防措施,确保锅炉稳定运行。
关键词:管道、裂纹、疲劳、蠕变、组织、球化、沿晶1概况粤泷电厂锅炉型号DG420/13.7-II2,过热器出口集箱设计使用温度540℃,工作压力13.72Mpa,材料12CrlMoVG。
2004年06月#2机组投产。
2021年7月,#2锅炉打水压时发现过热器出口集箱接管角焊缝存在泄漏。
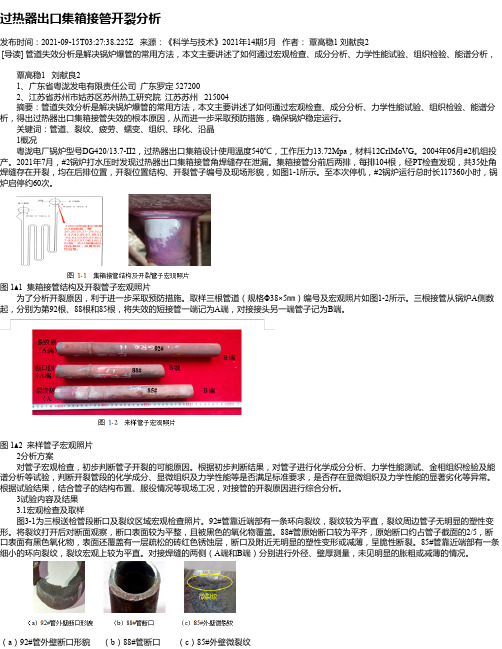
集箱接管分前后两排,每排104根,经PT检查发现,共35处角焊缝存在开裂,均在后排位置,开裂位置结构、开裂管子编号及现场形貌,如图1-1所示。
至本次停机,#2锅炉运行总时长117360小时,锅炉启停约60次。
图 1 1 集箱接管结构及开裂管子宏观照片为了分析开裂原因,利于进一步采取预防措施。
取样三根管道(规格Φ38×5㎜)编号及宏观照片如图1-2所示。
三根接管从锅炉A侧数起,分别为第92根、88根和85根,将失效的短接管一端记为A端,对接接头另一端管子记为B端。
图 1 2 来样管子宏观照片2分析方案对管子宏观检查,初步判断管子开裂的可能原因。
根据初步判断结果,对管子进行化学成分分析、力学性能测试、金相组织检验及能谱分析等试验,判断开裂管段的化学成分、显微组织及力学性能等是否满足标准要求,是否存在显微组织及力学性能的显著劣化等异常。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2)略比蛇形管管材低。对接头做显微硬度分析(表3)也没有发现不合格的硬度
值。虽然管材符合国标要求,性能也未见异常,但Cr Mo V钢存在一定的再热裂
纹倾向,正常条件下,再热裂纹不会发生,在晶粒粗化后同时受到高拉应力的作用, 再热裂纹就有可能发生。SEM电镜分析发现在主裂纹的旁边有沿晶开裂的微裂 纹(见图4),这说明在大应力的作用下晶界先期开裂然后扩展连结为主裂纹,也说 明该材料在母材熔合线处晶界弱于晶内。过热区原奥氏体晶粒粗大,晶界相对少,
E—Mail:fyt@dys.hbpc.com.cn
reheater
Connecting
tube
joint
(1 2Crl MoV)with
cates
occur
crack many times have been analyzed.The result indi—
the boiler reheater Connecting tube
joint
crack is the Reheat crack and the
Mo
0.39 O.41
V O.22 0.22
表2管接头和蛇形管冲击对比分析 试样编号
2—1
试样位置 第25排第7根管座 第25排第7根管座 第25排第7根管座 第8排第3根管座 第8排第3根管座 第8排第3根管座 第25排第7根管子 第25排第7根管子 第25排第7根管子 第25排第7根管子 第25排第7根管子
材侧为薄弱点。从现场取下断口分析,裂纹是由外向内扩展,这和焊接残余应力外
壁拉应力大相符合,部件结构造成的弯曲应力也会是局部表面拉应力大,说明管接 头受焊接残余应力和结构应力影响较大。 绝大部分裂纹分布在管子的上半圈范围内,这说明管排整体向下的重力对管
接头有一定的影响(即吊架松动管排重力传导至管座根部)。裂纹是沿焊缝的熔合
线开裂的,熔合线存在应力集中,也是组织薄弱区,在一定的应力作用下在管接头 的最薄弱的熔合线开裂符合一般规律i 2.2金相及电镜分析
取带裂纹的管接头进行金相试验,裂纹照片见图3、4。从金相上分析,裂纹的
产生与扩展属于沿品性质,这种开裂与管材材质有直接的关系。化学成分分析(表 1)符合国家标准要求,做小样拼接冲击对比试验也显示为韧性断裂,冲击性能(表
as
microscope analysis,mechanical analy—
sis,chemical analysis,metallographic examination and scanning electron micro—
scope
etc,the
causes
resulting
in
boiler
I-2-1张栋.失效分析[M].北京:国防工业出版社,2004.
Failure Analysis Of Boiler Reheater Connecting Tube Joint
Feng Yan—tin91 Zheng Xiang--fengl Li Zhong--wei .1 Hebei Electric Power Research Institute,Shingjiazhuang, 05002 1,Hebei Province,PRC Abstract:Through methods,such
飘
图3管接头与蛇形管对接焊缝裂纹沿晶裂纹 图4管接头与蛇形管对接焊缝裂纹沿晶裂纹尖端
≯
歹l■ 釜
图5
管接头对接焊缝管头侧熔合线裂纹扫描电镜照片 表1管接头的化学成分分析
试样编号 元素符号 未裂管座试样 已裂管座试样
C 0.07 O.07 Si O.36 0.45
分析结果(%)
Mn
0.56 0.64 S O.011 0.011 P 0.015 0.016 Cr 1.06 1.06
晶界承担的变形量小,Cr Mo V钢的这种组织易于产生再热裂纹rlj。
该部位在安装过程中进行了全面的检查,没有发现类似的裂纹缺陷,在点火运 行一定时间后出现,即再次加热过程中发生的开裂泄漏。再热器运行的温度为
540~570℃,处于再热裂纹的易发温度区域o 2I。
146
2008年第六届中国北方焊接学术会议论文集
O前言 某电厂锅炉型号为B&WB一1025/17.5一M,亚临界参数、一次中间再热,固 态排渣,单炉膛平衡通风,半露天布置,全悬吊结构,单锅筒自然循环。过热蒸汽出 口压力17.5MPa,过热蒸汽温度540℃再热蒸汽出口压力3.552 MPa再热蒸汽出 口温度540℃,自2007年11月投产以来,共累计运行约10000小时,高再出口联 箱管接头同样部位已泄漏3次。为有效防止该联箱再次出现裂纹,特对该联箱的 管接头裂纹处进行失效分析。 l部件失效情况 该电厂锅炉的再热出口联箱管接头总计62排,每排8根。管接头规格为中42 ×4.5mm。2007年12月11日,再热器出口联箱两根管座与蛇形管对接焊口的管 座侧熔合线出现开裂泄漏;2008年1月16日又有两个管接头对接焊缝熔合线出 现开裂泄漏;2008年3月20日管接头对接焊缝熔合线处再次出现开裂泄漏,同时 管接头与联箱连接角焊缝管接头侧也出现开裂泄漏,本次出现共六处。经UT检 查,发现12.2%的管接头有缺陷信号(共检验352根,其中43根存在缺陷信号), 用磁粉探伤方法复核有磁痕显示。 2失效分析 2.1宏观及应力分析 再热出口联箱管接头裂纹的分布规律如下:出口联箱的每排管接头前起第l、 6、8根为T22材料,没有发现管接头出现开裂泄漏,泄漏全部出在第2、3、5、7根材 料为12CrlMoVG的管接头上。对未泄漏的管接头焊缝进行UT扩大检查发现 T22管接头熔合线上也存在类似的缺陷信号且都在表面,用锉刀修磨后缺陷信号 即消失,证明缺陷很浅。如果应力相对较小,裂纹扩展速度慢,会有一定量的处于 扩展阶段的裂纹被发现,但没有发现处于扩展阶段的裂纹。由此推测应力较大,裂
144
2008年第六届中国北方焊接学术会议论文集
再热器联箱管接头失效分析
冯砚厅
郑相锋李中伟 石家庄)
(河北省电力研究院锅检所050021
摘要:采用宏观分析、力学分析、化学分析、金相检验、扫描电镜等方法对多 次出现裂纹的再热器出口联箱管接头(材质为12CrlMoV)进行失效分析,结果表 明,再热器联箱管接头裂纹属于再热裂纹,应力过大是造成泄漏的主要诱因。 关键词:再热器联箱失效分析12CrlMoV再热裂纹
宽rfllTl
10.4 10.24 10.34 11.58 10.18 10.14 lO.26 10.2 10.24 10.46 10.48
高n'Lrfl 冲击韧性ak(J/cm2)
9.94 9.9 10.16 10.2 10 10 9.94 9.96 9.98 10.06 9.9 165 163 165 172 171 179 188 193 185 176‘ 179
冲击功Ak(J)
138 133 140 168 140 146 154 158 152 150 150
2—2
2—3
5—1 5—2 5—3
3—1 3—2 3—3 3——4 3—5
会议交流论文
表3 位置
147
管接头与蛇形管对接接头硬度分析
硬度HV
296 294
焊缝区域 裂纹附近热影响区 母材
198
3结论与建议 综合以上分析,再热出口联箱管接头裂纹具有沿晶特征、起源于管接头母材侧 焊缝熔合线粗晶区、发生于再次加热过程中、熔合线粗晶的应力集中、存在吊架松 动引起的应力及焊接残余应力。再热裂纹形成的条件和特征全部具备,该再热器 联箱管接头裂纹属于再热裂纹,应力过大是造成泄漏的主要诱因。 因此,电厂应注意消除管接头存在的新萌生裂纹缺陷,在焊接管接头时要求使 用小线能量,杜绝强力对口,所有的吊架应该吊紧,每根管子都要吊在吊架上不能 让管接头根部受力,在以上措施完成后在下次大小修中检查管接头焊缝,如果不再 出现类似缺陷则可以继续运行,如果出现类似缺陷,则要求全面更换该批管接头, 采用T22加厚管接头替代现有的12CrlMoVG管接头。 4参考文献 E13{火力发电厂金属材料手册》编委会.火力发电厂金属材料手册EM-I.北京: 中国电力出版社,2001.
excessive stress is the
primarily inducement of tube joint crack
Key words:reheater Connecting tube failure Analysis 12CrlMoV
Hale Waihona Puke 作者简介:冯砚厅,男,1965年3月出生,主任工程师,高级检验师,研究方向为火力发电厂 焊接工艺研究。手机:135一0320一6410
会议交流论文
145
纹形成后在高应力的作用下迅速失稳扩展发生泄漏。 现场实际观察的12CrlMoVG的管接头裂纹位置为管接头与蛇形管对接焊缝
的管座侧熔合线处和管接头与联箱角焊缝管接头侧熔合线处。裂纹位置如图1、2
所示。
图1
管接头与蛇形管对接焊缝裂纹
1It 2管接头与联箱的角焊缝裂纹
由图可知,所有的裂纹都存在于管接头的母材侧熔合线上,这也说明管接头母