1000立方米球罐总图
球罐课程设计
吉林化工学院油气储运课程设计题目 1000m3液化石油气球罐设计教学院化工与材料工程学院专业班级油气储运0801学生姓名学生学号 08160122指导教师邵宝力2011年 12月 19 日课程设计任务书1、设计题目:1000 m3液化石油气球罐设计2、设计条件:物料:按照自己题目确定地震设防烈度: 8度安装地区:吉林球罐建造场地:Ⅱ类,近震液化石油气密度:580kg/m33、设计任务:储罐设计包括工艺设计和机械设计两部分:(1)工艺设计:是根据化工生产任务提供的工艺条件:包括压力、温度、产量、物料性能等,通过工艺计算和生产经验确定设备的结构型式、设备总体尺寸及管口尺寸和方位。
(2)机械强度设计:是在工艺设计的基础上,进行强度、刚度和稳定性设计和校核计算, 对设备的内、外附件进行选型和结构设计计算,最后绘制设备的装配图和零部件图。
4、设计要求:由于设计参数是每个人各不相同,所以,基本上能够保证学生独立完成任务能力的锻炼,并可在碰到确实需要讨论的个别难题时仍然可以相互讨论,从而培养学生合作解决问题的能力。
课程设计是在课程学习阶段结束后,学生们独立进行的工程设计工作,是总结性的、重要的教学实践环节,其目的是培养学生综合运用所学知识,理论联系实践,分析解决工程实践问题的能力。
本设计学生必须完成一张A2装配图(包括至少四个详图)和编制技术性设计说明书一份。
5、参考书:(1)董大勤,袁凤隐,《压力容器设计手册》化学工业出版社;(2)丁伯民、黄正林,《化工容器》,化学工业出版社出版;(3)徐英、杨一凡、朱萍,《球罐和大型储罐》,化学工业出版社;(4)段常贵,《燃气输配》,中国建筑工业出版社;(5)帅健、丁桂杰,《管道及储罐强度设计》,石油工业出版社。
(6)TSG R0004-2009《固定式压力容器安全技术监察规程》。
油气储运系2011年11月摘要经济发展迅速的今天,球形容器的制造水平也正在高速发展,由于球形容器多数作为有压储存容器,所以称球形容器(简称“球罐”)。
1000m3异丁烯球罐结构设计说明
1000m3异丁烯球罐结构设计1 绪论球罐为大容量、承压的球形储存容器,广泛应用于市政建设、燃气储存、石油、化工、冶金等各种工业生产领域中。
它可以用来作为液化石油气、液化天然气、液氧、液氨、液氮、丙烯、丁烯、丙烷、乙烯及其他介质的储存容器。
也可作为压缩气体(空气、氧气、氮气、城市煤气)的储罐。
我国在石油化工、合成氨、城市燃气建设中,大型化球罐得到了广泛应用。
例如:在石油、化工、冶金城市煤气等工程中,球形容器被用于储存液化石油气、液化天然气、液氧、液氮、液氢、氧气、氮气、天然气、城市煤气、压缩空气等物料;在原子能发电站,球形容器被用作核安全壳;在造纸厂被用作蒸煮球等。
总之,随着工业的发展,球罐容器的使用也来越广泛。
1.1 球罐的特点球罐与常用的圆筒形容器相比具有以下特点:(1)球罐的表面积最小,即在相同容量下球罐所需钢材面积最小(2)球罐壳板承载能力比圆筒形容器大一倍,即在相同直径,相同压力下,采用相同钢板时,球罐的板厚只需要圆筒形容器壁厚的一半。
(3)球罐占地面积小,且可向空间高度发展,有利于地表面积的利用。
由于这些特点,再加上球罐基础简单,受风面积小,外形美观,可用于美化工程等原因,是球罐的应用得到很大的发展。
1.2 球罐分类球罐的结构是多种多样的,根据不同的使用条件(介质、容量、压力湿度、储存温度)有不同的结构形式。
按球壳的组合方式分为纯橘瓣式、纯足球瓣式和足球橘瓣混合式(1)纯橘瓣式球壳是按橘瓣结构形式(或称西瓜皮瓣)进行分割组合的,这种结构形式称纯橘瓣球壳。
这种球壳的特点是球壳拼装焊缝较规则,施工简单。
(2)足球瓣式球壳。
其优点是球瓣的尺寸相同或相近,制作球片简单省料。
缺点是组装比较困难,有部分支柱搭在球壳的焊缝上造成该处焊接应力较复杂。
(3)足球橘瓣混合式球壳。
其结构特点是赤道带采用橘瓣式,上下极板是足球瓣式。
优点是制造球皮工作量小,焊缝短,施工进度快,另外可以避免支柱搭在球壳焊缝上带来的不足,缺点是两种球瓣组装校正麻烦,球皮制造要求高[1]。
最新1000m3液化气球罐施工方案
1000m3液化气球罐施工方案渭南1000m3液化气球罐施工方案1.工程概况渭南榆林石油助剂厂1000m3液化气球罐直径为φ12300mm,球皮厚度为38mm,支柱高9300mm。
单台球罐总重159224kg,共四台。
2.球罐技术参数及施工依据2.1.球罐技术参数2.2 编制依据(1) GB150-1998《钢制压力容器》(2) GB12337-1998《钢制球形储罐》(3)《压力容器安全技术监察规程》(4) JB4708-2000《钢制压力容器焊接工艺评定》(5) JB4709-2000《钢制压力容器焊接规程》(6) JB4730-94《压力容器无损检测》(7) GB6654-1996《压力容器用钢板》(8)JB4726-94《压力容器用碳素钢和低合金钢锻件》(9)97-设-410/明《1000m3液化石油起气球罐技术要求》2.3施工程序见图一图一施工程序图3.主要施工方法球罐安装采用单片散装法,焊接采用手工电弧焊,焊接前进行预热,焊后进行整体热处理,射线检测采用X射线透照。
3.1 施工准备3.1.1 对通至球罐安装现场的运输道路和工作区域进行平整。
3.1.2 各种临时管路、水、电、库房、施工临时道路、平台等设施按现场平面布置图的要求进行布置。
施工用电、水计划:施工用电容量不得小于650kw。
生活用水:10 t/日。
试验用水:水压不小于0.2Mpa。
3.1.3 对已进场的各种施工机械进行必要的检查、维修试运行。
3.1.4 对施工用的计量器具、样板等工具进行校验,工卡具等加工件全部运抵现场。
3.1.5做好球壳板及其他零部件的开箱检查及验收工作。
3.1.6对施工图、设计文件及制造单位提供的技术文件等认真审核,发现问题及早处理。
3.2. 球壳板检验3.2.1 球罐安装前,对球壳板的曲率、几何尺寸和坡口表面质量进行全面复查。
3.2.1.1曲率允许偏差:用弦长2m的样板检查球片曲率,样板与球壳板的间隙任何部位不得大于2mm。
山东东平1000m3液氨球罐
东平瑞星集团1000m3液氨球罐现场组焊施工方案编制:丁浩然审核:王世成宋卫东李建军王金成批准:徐字霞质量:袁永生安全:张红霞中国化学工程第十三建设公司2006年2月14日目录1.工程概况2.球罐现场施工工艺流程3.施工具备的条件4.零部件的检查和验收5.现场组装6.焊接工艺质量要求7焊缝检查8返修工艺及要求9焊后整体热处理10产品焊接试板11压力试验和气密性试验12.安全技术措施及文明施工13.交工验收附录A主要施工机具表附录B施工人员一览表附录C手段用料一览表附录D质量控制点1 工程概况1.1本施工方案仅适用于山东东平瑞星集团1000m3液氨球罐的现场组装、焊接、无损探伤、热处理、水压试验、气密性试验、梯子平台的制造和安装及喷淋装置的安装等。
1.2结构特点:该球罐由中国石油集团工程设计有限责任公司华北分公司设计,采用橘瓣式结构,由30块球壳板组成,分赤道带和上、下级边板;上、下级侧板;上、下极中板,详见施工图纸。
1.3球罐的主要技术参数(详见下表)球罐设计主要技术参数1.4编制依据1.4.1压力容器安全技术监察规程》;1.4.2GB12337-98《钢制球形储罐》;1.4.3.GB150-98《钢制压力容器》;1.4.4.GB50094-98《球形储罐施工及验收规范》;1.4.5.JB4730-2005《压力容器用无损检测》;1.4.6.GB50205-95《钢结构工程施工及验收规范》;1.4.7JGJ46—2005《施工现场临时用电安全技术规范》;1.4.8施工图纸1.5说明:球罐施工前,施工单位必须携带劳动部门颁发的满足资质的压力容器现场组焊资格证书,到当地技术质量监督局申报。
经审查合格后方可施工,并依据开工报告中确定的停检点接受其进行的现场监督。
2 球罐现场施工工艺流程2.1本球罐进行现场组装时,采用无中心柱法。
球罐的立柱采用无垫铁安装。
2.2施工工艺流程见图2.23 施工具备的条件3.1组焊方案已经审批,并报当地质量监督部门审查备案。
1000立方米球罐的
1000立方米球罐的无损检测方案XX工程公司年月日目次1. 工程概况 22. 编制依据 23. 无损检测工艺流程 24. 无损检测 35. 焊缝返修 3附表:无损检测人员登记表 46.质量保证措施 57.机具安排 68.安全措施 6附录:无损检测工艺规程 7球罐焊缝采用r射线拍片补充说明 1321 工程概况中国XX化工股份有限公司XXXX分公司化工厂,共建造2台1000m3丙烯球罐,球罐壁厚46mm,材质为16MnR,球罐本体总质量192.3吨/台,该工程由XXXX石油化工设计院设计,中国XXXX建设公司负责该工程的无损检测施工,为保证工程的施工质量和总体进度要求,特编制本无损检测施工技术方案。
2编制依据:2.1 《1000m3丙烯球罐施工方案》2.2 《压力容器无损检测》JB4730—94标准.2.3 《监理细则》3 无损检测工艺流程3.1 球罐经表面打磨和外观检查合格后,进行100%MT检测, JB4730—94Ⅰ级合格,发现缺陷后,经表面打磨,再进行MT检测;合格后,再进行100%UT检测,JB4730—94Ⅰ级合格,发现不合格缺陷后,由第二个有UT—Ⅱ或UT—Ⅲ级资格的人员进行确认。
有不合格缺陷后,采用χ射线检测进行确认缺陷。
返修,严格执行返修工艺,经表面打磨和外观检查合格后,进行MT和 UT检测,再进行射线检测确认合格。
3.2 球壳板对接焊缝里面气刨清根后进行100%PT检验,热处理前球壳板对接焊缝进行100%MT、100%UT、100%RT检验,附件垫板(角接)、支柱上段与支柱下段(对接)、组装方帽、吊耳痕迹(表面)、球壳板外表面电弧痕迹(表面)进行100%MT检验。
支柱上段与球壳板连接(角接)进行100%PT检验。
热处理后球壳板对接焊缝、附件垫板(角接)、支柱上段与支柱下段(对接)、组装方帽、吊耳痕迹(表面)、球壳板外表面电弧痕迹(表面)进行100%MT检验。
水压试验后,球壳板对接焊缝、附件垫板(角接)、支柱上段与支柱下段(对接)、组装方帽、吊耳痕迹(表面)、球壳板外表面电弧痕迹(表面)进行100%MT检验。
NK_HITEN610U2钢制1000m_3丙烯球罐设计
・55・2002年第5期我院为扬子石化公司贮运厂设计的2台1000m3丙烯球罐,系采用日本进口的NK-HITEN610U2钢板和LB-62U L焊条、国产08MnN iCrM oVD和16Mn锻件,并按照国内的有关规范及标准进行设计制造。
本文就如何运用国外进口板材与中国的标准规范设计1000m3丙烯球罐进行探讨。
1球罐设计参数球罐的工艺设计参数如下;公称体积为1000m3,球罐内径12300mm,设计压力2.2MPa,操作压力2.04MPa,设计温度50℃/-10℃,操作温度为常温,储存物料为丙烯,物料密度为517k g/m3,充装系数为0.9,场地类别为II类,地震烈度7度,风压值为400Pa,雪压值为450Pa,物料中H2S含量小于10pp m,腐蚀余量为3mm,支柱底板底面至球壳中心线距离为8700mm。
2球罐用钢球罐用钢是球罐设计和制造的主要因素,其质量优劣对球罐具有举足轻重的影响。
该球罐的球壳钢板采用日本NKK公司生产的NK-HITEN610U2高强度调质钢板,其化学成分和机械性能见表1和表2。
NK-HITEN610U2钢板具有较高的缺口韧性和塑性,同时具备良好的可焊性及低焊接裂纹敏感性,使得球罐制造及使用的安全可靠性均得到提高。
设计要求NK-HITEN610U2钢板的化学成分、机械性能、尺寸偏差及表面质量应符合J IS3115《压力容器用钢板》的规定,低温冲击试验应符合J ISZ2242《金属材料冲击试验方法》的规定,供应钢板应逐张按J ISG0801《压力容器用钢板超声波探伤检查》的规定进行超声检查,并按该标准中规定的最高级别验收。
球壳制造厂对进口的NK-HITEN610U2钢板应按设计要求和日本钢厂提供的钢板质量证明书中规定的指标进行复验。
设计要求与球壳相焊的锻件采用能与球壳材料相匹配的国产08MnN iCrM oVD锻件,其余锻件材料采用16Mn,制造厂对08MnN iCrM oVD和16Mn锻件应分别按JB4727-2000《低温压力容器用低合金钢锻件》和JB4726-2000《压力容器用碳素钢和低合金钢锻件》规定的III级要求复验。
焊接工艺设计说明书 张世锦课件
1000立方米球罐焊接工艺设计说明书1.产品情况球罐一般是用来储存易燃易爆甚至有毒的气体介质,如:液化天然气、氧气、氮气等。
由于罐内外的压力差很大,一旦发生破裂,后果极其严重。
据我国国内统计, 近年发生破坏事故的17座球罐中, 有11 台与焊接有关。
英国工程保险公司的两项压力容器事故调查统计表明, 由于球罐裂纹造成破损和导致破损的约40%~50%。
在这些破坏裂纹中, 由焊接组装引起的裂纹占70%~80%。
如日本千叶地区的1000m3球罐的破坏, 其原因之一就是焊后错边和角变形过大, 形成较强的应力集中, 产生微裂纹。
我国吉林省球罐破坏事故发生的原因也是由于焊接冷裂纹所致。
根据大量的统计表明, 球罐的破裂多数源于焊接区(焊缝及其热影响区) , 因此,焊接质量是球罐建造质量的关键。
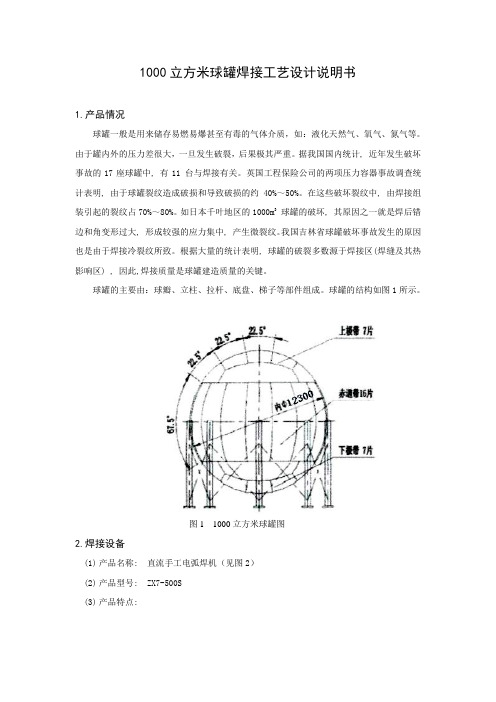
球罐的主要由:球瓣、立柱、拉杆、底盘、梯子等部件组成。
球罐的结构如图1所示。
图1 1000立方米球罐图2.焊接设备(1)产品名称: 直流手工电弧焊机(见图2)(2)产品型号: ZX7-500S(3)产品特点:使用酸性、碱性、耐热钢等多种焊条数显电流表,焊接前可精确预置焊接电流可调节推力电流,保证最佳电弧性能可调节引弧电流,保证最佳引弧性能可加长焊接电缆,设有长/短焊接电缆选择开关图2 ZX7-500S型直流电弧焊机(4)产品特性:以欧洲IGBT作为功率器件,效率高,比传统焊机节能30%以上。
采用PWM技术,焊接电流稳定:在冷态和热态下,都能保持恒流。
具有良好的外特性,焊缝成型美观。
设计合理,可靠性强。
长时间整机老化试验表明焊机可靠性高,保证使用寿命长久。
具有智能化保护系统:在电网电压异常,温度过热,电流过载的情况下,保护系统均能及时报警确保焊机安然无恙(5)运用范围:适用于不锈钢、碳钢、铜、钛等各种板材、管材的高效焊接和封底焊; 适用于各种厨房用具、食品及冷冻机器喉管及其它输送管道、汽车修理、机器外设、手工艺及一般制造; 广泛选用于薄板制件、管道安装、模具修理、石化行业、建筑装饰工程等。
1000立球罐现场组装、试压施工技术课件
综合重大 一般集团公司全厂配套系统改造(球罐)工程D 标段1000m 3球罐现场组装、试压施 工 技 术 方 案编制: 审核: 复审: 批准:中国*公司 工程项目经理部*年*月*日目次1 编制依据 (1)2 工程概况 (1)2.1 工程简介 (1)2.2 主要实物量 (1)3 施工方法 (1)3.1 球罐组装施工程序 (2)3.2 主要施工工艺 (2)3.3 液压试验 (7)3.4 气密试验 (9)4 主要资源需求计划 (9)4.1 劳动力使用计划 (9)4.2 主要施工机具 (9)4.3 主要措施用料 (10)5 质量标准和保证措施 (10)5.1 质量管理目标 (10)5.2 质量管理措施 (11)6 HSE管理 (13)6.1 HSE管理目标 (13)6.2 建立健全HSE组织机构 (13)6.3 应急预案 (13)7 质量记录 (14)1 编制依据a)相关法规、规范及标准1)《特种设备安全监察条例》[2003]373号;2)《压力容器安全技术监察规程》[1999]154号;3)《钢制压力容器》GB150-1998;4)《钢制球形储罐》GB12337-98;5)《球形储罐施工及验收规范》GB50094-98;6)《石油化工工程建设交工技术文件规定》SH3503-2001;b)设计图纸;c)《压力容器制造和现场组焊质量保证手册》;d)《全厂配套系统改造(球罐)工程D标段施工组织设计》2 工程概况2.1 工程简介本方案适用于全厂配套系统改造(球罐)工程D标段1000m3球罐的组装、试压和气密。
球罐的焊接、无损检验、热处理将另外编制方案。
4台1000m3球罐由建设公司设计,监理单位为监理公司,安装承包商为公司,由FCC 施工的球罐详细参数见下表:3 施工方法3.1 球罐组装、试压施工程序3.2 主要施工工艺3.2.1基础验收a)球罐基础尺寸验收按下表中规定的项目进行;b)基础上应标有中心线及标高测量标记;c)基础混凝土强度符合设计要求,表面无疏松、孔洞、露筋等缺陷。
1000m_3氧气球罐设计_王文江
收稿日期:2004-04-20作者简介:王文江(1970-),男,陕西大荔人,高级工程师,学士,主要从事石油化工设备的设计及监理工作。
文章编号:1000-7466(2004)05-0034-021000m 3氧气球罐设计王文江,李小平,吕超宽,冀 峰,刘福录(兰州石油机械研究所,甘肃兰州 730050)摘要:1000m 3氧气球罐是目前国内首次选用国产钢07MnCr MoVR 自行设计和制造的最大的氧气球罐。
阐述了该氧气球罐的设计选材、主要结构以及制造检验等方面的内容。
关 键 词:球罐;设计;结构中图分类号:TQ 053.202 文献标识码:AMain point of design for 1000m 3oxygen spherical tankWANG Wen -jiang ,LI Xiao -pin g ,L Chao -kuan ,JI Fen g ,LIU Fu -lu (Lanzhou Petroleu m Machinery Research Institute ,Lanzhou 730050,China )A bstract :The 1000m 3oxygen spherical tank is the first large -scale tank constructed b y using domestic steel 07MnCrMoVR inour country .The design features are mentioned from the fields of the material selection ,construction design and manufacture tech -nical specification etc .Key words :spherical tank ;design ;construction 随着国内冶金行业新建、扩建及改建项目的增多,氧气用量逐渐上升,所用储存容器的体积也不断增大。
1000立方米球罐整体热处理方案 25MM
1000立方米球罐整体热处理方案编辑:校对:审定:江都市安大热处理保温材料有限公司2012年 5月1000m3球罐整体热处理方案一、概况根据设计要求和按照GB50094-2010《钢制球形储罐》有关技术标准,需进行焊后整体热处理,采用燃油进行热处理。
为确保热处理工程质量按技术要求顺利进行,特制定如下热处理实施方案。
1、球罐主要设计参数(见表一)球罐主要设计参数表一序号项目参数1 球罐直径mm2 设计壁厚25mm3 公称容积1000m34 球罐材质Q345R5 操作介质6 柱腿数量87 柱腿直径mm2、热处理依据本次热处理按GB50094-2010《钢制球形储罐》标准进行整体热处理。
3、热处理的目的为了消除球罐组装与焊接的残余应力,稳定球罐的几何尺寸,改善焊接接头和热影响区的组织和性能,达到降低硬度,提高塑性和韧性的目的,进一步释放焊缝中的有害气体,防止焊缝的氢脆和裂纹的产和生。
二、热处理方法及工艺规范1、热处理方法采用燃油法进行热处理以球罐内部为炉膛,选用0号柴油为燃料,球罐外部用保温材料进行绝热保温,通过鼓风机送风和喷嘴将燃料油喷入并雾化,由点火器点燃,随着燃油不断燃烧产生的高温气流在球罐内壁对流传导和火焰热辐射作用,使球罐升温到热处理所需的温度。
2、热处理工艺规范按照GB50094-2010《钢制球形储罐》选择如下热处理工艺参数和工艺曲线:(1)恒温温度600±25℃恒温时间70min升温速度50-80℃/h(≤400℃时可不予控制)降温速度30-50℃/h(≤400℃时可不予控制)升温时的最大温差≤120℃降温时的最大温差≤120℃(2)热处理工艺曲线 (见图一)三、热工计算1、热工计算参数(见表二)热工计算参数(表二)序号 项 目 参 数1球罐内径d123002 4 6 8 10 12 14 16 20 22 24 26 28 800700600500 400 300 200 100h50-80℃/h 70min30-50℃/h600±25℃182 球壳板厚度δ25mm3 材质Q345R4 球壳板重量G KG5 保温棉厚度δ50mm6 保温层处表面积S M27 保温棉容量G T(超细玻璃纤维毡)8 保温棉容量G 65kg/m39 钢材比热C 500℃:0.162Kca1/kg .℃:600℃:0.18Cal/kg . ℃10 钢材导热系数λ1 500℃:30.962Kca1/m.h. ℃:600℃:28Kca1/m.h. ℃11 保温棉导热系数λ0 500℃:0.07Kca1/m.h. ℃:600℃:0.828KCa1/m.h. ℃12 保温棉比热λ0.2Kca1/kg. ℃13 环境温度30℃14 燃烧油0号柴油2、计算热处理耗热量见表三,以下是升温到500℃-600℃期间,升温速度按50℃/h-80℃/h时的计算结果。
1000立方米球罐的
1000立方米球罐的无损检测方案XX工程公司年月日目次1. 工程概况 22. 编制依据 23. 无损检测工艺流程 24. 无损检测 35. 焊缝返修 3附表:无损检测人员登记表 46.质量保证措施 57.机具安排 68.安全措施 6 附录:无损检测工艺规程 7 球罐焊缝采用r射线拍片补充说明 131 工程概况中国XX化工股份有限公司XXXX分公司化工厂,共建造2台1000m3丙烯球罐,球罐壁厚46mm,材质为16MnR,球罐本体总质量192.3吨/台,该工程由XXXX石油化工设计院设计,中国XXXX建设公司负责该工程的无损检测施工,为保证工程的施工质量和总体进度要求,特编制本无损检测施工技术方案。
2编制依据:2.1 《1000m3丙烯球罐施工方案》2.2 《压力容器无损检测》JB4730—94标准.2.3 《监理细则》3 无损检测工艺流程3.1 球罐经表面打磨和外观检查合格后,进行100%MT检测, JB4730—94Ⅰ级合格,发现缺陷后,经表面打磨,再进行MT检测;合格后,再进行100%UT检测,JB4730—94Ⅰ级合格,发现不合格缺陷后,由第二个有UT—Ⅱ或UT—Ⅲ级资格的人员进行确认。
有不合格缺陷后,采用χ射线检测进行确认缺陷。
返修,严格执行返修工艺,经表面打磨和外观检查合格后,进行MT和 UT检测,再进行射线检测确认合格。
3.2 球壳板对接焊缝里面气刨清根后进行100%PT检验,热处理前球壳板对接焊缝进行100%MT、100%UT、100%RT检验,附件垫板(角接)、支柱上段与支柱下段(对接)、组装方帽、吊耳痕迹(表面)、球壳板外表面电弧痕迹(表面)进行100%MT检验。
支柱上段与球壳板连接(角接)进行100%PT检验。
热处理后球壳板对接焊缝、附件垫板(角接)、支柱上段与支柱下段(对接)、组装方帽、吊耳痕迹(表面)、球壳板外表面电弧痕迹(表面)进行100%MT检验。
水压试验后,球壳板对接焊缝、附件垫板(角接)、支柱上段与支柱下段(对接)、组装方帽、吊耳痕迹(表面)、球壳板外表面电弧痕迹(表面)进行100%MT检验。
球形储罐图文简介 PPT课件
2
1
3
左图为赤道带安装 的起始工序,先安装 1号和3号带支柱的 赤道板,然后安装2 号赤道板,完成后即 可按顺时针或逆时针 方向依次安装其它赤 道板,直至赤道带合 拢。组装的操作过程 是在专用的梯子上完 成的,梯子需现场绑 制,顶端有两个吊钩 挂在赤道板上,随赤 道板一同起吊。
20
安装第一块赤道板
7
3、基础验收 球罐安装前应对基础进行验收。球罐基础分为采用地脚螺栓
固定和采用预埋地脚板固定的两种,验收时应测量基础中 心圆直径、基础方位、相邻基础中心距、相邻基础标高差、 单个基础上表面标高和单个基础上表面水平度等技术数据, 检查结果应符合GB50094-98中的有关规定。对于预埋地 脚板固定的基础,因属于无垫铁安装,应着重检查单个基 础上表面水平度和相邻基础标高差,可采用水准仪或水平 管进行精确测量并标注,这两项数据的精确程度对球壳板 组装的精度有着非常重要的影响。
12
三、球罐组装
1、支柱组对
对于分段到货的支柱,应首先进行支柱下段的现场组装,支柱对接 口通常为承插口,组装时将赤道板平放,支柱下段安装就位后从与赤道 板焊焊接在一起的支柱上段引一条粉线与支柱上段平行,上下调整支柱 下段的位置与粉线平行(见图1),然后测量支柱底座两侧分别到赤道板 两下角的距离,左右调整下段支柱,使两侧的距离相等(见图2),最后 点焊固定,然后进行焊接。组对过程主要应控制上、下支柱的同心度、 直线度和下支柱的焊角高度在规范的允许范围内。
检查结束后进行第二次调整,调整完毕后由质 检人员再次检查,如有不合格再进行调整和检查, 直至全部符合要求。调整完成后对球罐内径和水 平面、赤道面的最大最小直径差和支柱的垂直度 进行测量,并将测量数据标注在测量点附近。
1000 m3液氨球罐装置安装运行总结
罐外 面焊完 以后 , 焊接 转 入球 罐里 面 , 由 于球 罐 人 孔 只有 5 0 0 m m, 使 用强力 排 风机也 不 能使焊 接 产生 的烟气 及 时扩散 , 为 安全 起 见 , 8名 焊工 分 成 2组 , 日夜 2班 轮流作 业 , 耗时 7 d完 成罐 内焊 接 。
5 现 场 液 位 计
球罐 有现 场 和远 传 2种 液 位计 , 现 场 采 用 磁
翻板 液位 计 , 长度为 1 2 m。 由于 运 输 问题 , 决 定 分 为 3段 , 中间用法 兰联 接 。液位 计完 成安装 后 ,
发 现 中间法 兰连 接 处无 法 读 数 , 原 因是 磁 面 板 无
挥发 。 自然 干 燥 时 间不 宜 过 长 , 并 防止 气 化 炉 受 冻 和部分 材料 水 化 。 自然 通 风 干燥 后 , 按 烘 炉 曲 线进 行烘 炉 。烘 炉 曲线见 表 1 。
表 1 烘 炉 曲线
温度范围/ ℃ 升温速度/ ( ℃ ・ h I 1) 所需时间/ h
、 氮肥
第4 2卷 第 7 期
2 0 1 4年 7 月
21
1 0 0 0 m 3液 氨球 罐装 置 安装 运 行 总 结
袁 平华
( 山西阳煤丰喜肥业[ 集团] 有限责任公 司临猗分公司 山西临猗 0 4 4 1 0 0 )
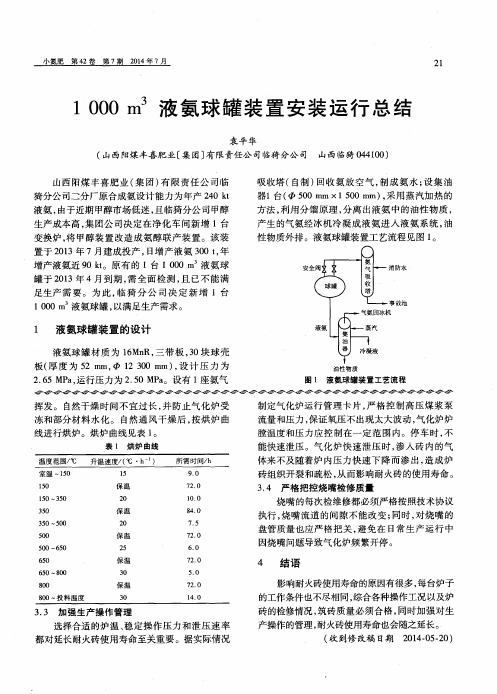
山西 阳煤 丰 喜 肥 业 ( 集 团) 有 限 责 任 公 司 临 猗分 公 司二分 厂原合 成 氨设计 能 力 为年 产 2 4 0 k t 吸 收塔 ( 自制 ) 回收 氨放 空气 , 制成氨水 ; 设 集 油 器 1台( 5 0 0 m m ×1 5 0 0 m m) , 采用 蒸 汽加 热 的 方法 , 利用 分 馏 原 理 , 分 离 出液 氨 中 的油 性 物质 , 产 生 的气氨 经 冰机 冷 凝 成 液 氨进 入 液 氨 系 统 , 油 性 物质 外排 。液 氨球 罐装 置工 艺流程 见 图 1 。
1000m3异丁烯球罐毕业设计
1000m3异丁烯球罐毕业设计1.1 球罐的特点球罐与常用的圆筒形容器相比具有以下特点:(1)球罐的表面积最小,即在相同容量下球罐所需钢材面积最小(2)球罐壳板承载能力比圆筒形容器大一倍,即在相同直径,相同压力下,采用相同钢板时,球罐的板厚只需要圆筒形容器壁厚的一半。
(3)球罐占地面积小,且可向空间高度发展,有利于地表面积的利用。
由于这些特点,再加上球罐基础简单,受风面积小,外形美观,可用于美化工程等原因,是球罐的应用得到很大的发展。
1.2 球罐分类球罐的结构是多种多样的,根据不同的使用条件(介质、容量、压力湿度、储存温度)有不同的结构形式。
按球壳的组合方式分为纯橘瓣式、纯足球瓣式和足球橘瓣混合式(1)纯橘瓣式球壳是按橘瓣结构形式(或称西瓜皮瓣)进行分割组合的,这种结构形式称纯橘瓣球壳。
这种球壳的特点是球壳拼装焊缝较规则,施工简单。
(2)足球瓣式球壳。
其优点是球瓣的尺寸相同或相近,制作球片简单省料。
缺点是组装比较困难,有部分支柱搭在球壳的焊缝上造成该处焊接应力较复杂。
(3)足球橘瓣混合式球壳。
其结构特点是赤道带采用橘瓣式,上下极板是足球瓣式。
优点是制造球皮工作量小,焊缝短,施工进度快,另外可以避免支柱搭在球壳焊缝上带来的不足,缺点是两种球瓣组装校正麻烦,球皮制造要求高[1]。
按储存温度及用途分类a.在高压常温中使用的球罐,贮存液化石油气、氨和氧等。
压力大多为1.0~4.0 MPa,在常温下使用。
一般说这类球罐的压力比较高,取决于液化气的饱和蒸汽压或压缩机的︒。
出口压力。
常温球罐的设计温度大于-20Cb.在中压低温中使用的球罐,贮存乙烯等液化气为目的而制造的,压力1.8~2.0 MPa,温度大多在-20C︒~-100C︒的范围。
这类球罐的设计温度低于或等于-20C︒,一般不低于-100C︒。
压力属于中等(视该温度下介质的饱和蒸汽压而定)。
c.低压、深冷(极低温)中使用的球罐,贮存-100C 以下的液化气为目的而制造的,使用压力极低,因为使用的温度是极低温。