钢结构零件热加工施工记录
钢结构工程施工日志
钢结构工程施工日志日期:具体日期天气:天气情况温度:温度区间施工地点:详细地址一、施工人员及分工今日现场施工人员共X人,包括钢结构安装工人X人、焊工X人、吊车司机X人、安全员X人以及其他辅助人员X人。
施工人员分工明确,钢结构安装工人主要负责钢梁、钢柱的安装工作;焊工负责对钢结构的连接部位进行焊接;吊车司机负责吊运钢结构构件;安全员则全程监督施工现场的安全状况,确保施工过程符合安全规范。
二、施工进度1、钢柱安装上午,完成了X根钢柱的吊装和初步固定工作。
在吊装过程中,吊车操作平稳,未出现任何意外情况。
下午,对已安装的钢柱进行了垂直度和水平度的校正,使用了经纬仪和水准仪等测量工具,确保钢柱的安装精度符合设计要求。
2、钢梁安装完成了X榀钢梁的吊装工作,并与钢柱进行了初步连接。
在连接过程中,严格按照施工图纸和规范要求进行操作,确保连接牢固可靠。
3、焊接工作对部分钢柱和钢梁的连接部位进行了焊接,焊接工艺采用了具体焊接工艺,焊接质量经检验符合相关标准。
三、施工质量1、原材料质量对进场的钢结构原材料进行了抽检,包括钢材的材质、规格、型号等,均符合设计要求和相关标准。
检查了焊接材料的质量,确保其质量合格,能够满足焊接工艺的要求。
2、安装质量钢柱的垂直度偏差最大值为Xmm,小于规范允许的偏差值Xmm;水平度偏差最大值为Xmm,符合规范要求。
钢梁的安装位置准确,与钢柱的连接牢固,未发现明显的变形和缺陷。
3、焊接质量对已完成的焊接部位进行了外观检查,焊缝表面平整、光滑,无裂纹、气孔、夹渣等缺陷。
按照规定的比例对焊缝进行了无损检测,检测结果均为合格。
四、施工安全1、安全措施在施工现场设置了明显的安全警示标志,提醒施工人员注意安全。
为施工人员配备了齐全的个人安全防护用品,如安全帽、安全带、安全鞋等,并要求施工人员正确佩戴和使用。
对吊车等特种设备进行了定期检查和维护,确保其性能良好,运行安全。
2、安全事故今日施工现场未发生任何安全事故。
1、 钢结构施工准备施工记录

附录1:钢结构施工准备施工记录
钢结构施工准备施工记录
附录2:钢结构下料施工记录
钢结构下料施工记录
NO:
附录3:钢结构坡口制备施工记录
钢结构坡口制备施工记录
NO:
附录4:钢结构预拼装施工记录
钢结构预拼装施工记录
NO:
钢结构焊接H型钢构件组合施工记录
NO:
钢结构焊接连接组装构件组合施工记录
NO:
附录7:钢结构端部铣平及安装焊缝坡口加工构件施工记录
钢结构端部铣平及安装焊缝坡口加工构件施工记录
NO:
钢结构单层钢柱构件组合施工记录
NO:
钢结构多节钢柱构件组合施工记录
NO:
附录10:钢结构焊接实腹梁构件组合施工记录
钢结构焊接实腹梁构件组合施工记录
钢结构钢桁架构件组合施工记录
钢结构钢管构件组合施工记录
附录13:钢结构墙架、檩条、支撑构件组合施工记录
钢结构墙架、檩条、支撑构件组合施工记录
附录14:钢结构平台、爬梯、防护栏杆构件组合施工记录
钢结构平台、爬梯、防护栏杆构件组合施工记录。
钢结构工程施工记录表
钢结构工程施工记录表工程名称:____________________分部(子分部)工程名称:____________________施工单位:____________________监理(建设)单位:____________________施工图号:____________________检查部位:____________________检查项目:____________________一、高强度螺栓施工记录1. 工程名称:____________________2. 分项工程名称:____________________3. 总包单位:____________________4. 分包单位:____________________5. 施工图号:____________________6. 检查部位:____________________7. 标准规定:____________________8. 施工单位自查(实查)记录:____________________9. 监理(建设)单位验收记录:____________________二、防火涂料施工记录1. 单位(子单位)工程名称:____________________2. 分部(子分部)工程名称:主体结构(钢结构)3. 验收部位:____________________4. 施工单位:____________________6. 施工执行标准名称及编号:钢结构工程施工质量验收规范GB 50205-20017. 施工质量验收规范的规定:____________________8. 施工单位检查评定记录:____________________9. 监理(建设)单位验收记录:____________________三、连廊现场施工过程记录1. 工程名称:____________________2. 施工部位:____________________3. 施工单位:____________________4. 施工内容:____________________5. 施工过程描述:____________________6. 施工图片:____________________四、钢柱钢梁检查记录表1. 检查批次:共批,第批。
钢结构焊接施工记录
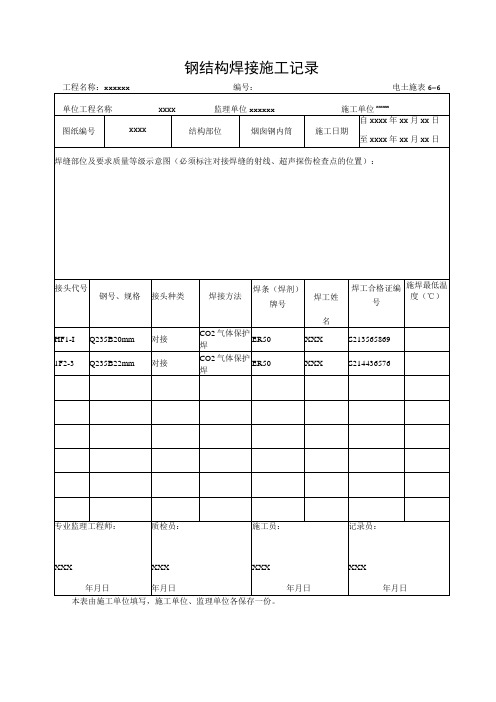
工程名称:xxxxxx编号:电土施表6—6
单位工XXXX
结构部位
烟囱钢内筒
施工日期
自XXXX年XX月XX日
至XXXX年XX月XX日
焊缝部位及要求质量等级示意图(必须标注对接焊缝的射线、超声探伤检查点的位置):
接头代号
钢号、规格
接头种类
焊接方法
焊条(焊剂)牌号
焊工姓
名
焊工合格证编号
施焊最低温度(℃)
HF1-I
Q235B20mm
对接
CO2气体保护焊
ER50
XXX
S213565869
1F2-3
Q235B22mm
对接
CO2气体保护焊
ER50
XXX
S214436576
专业监理工程师:
XXX
年月日
质检员:
XXX
年月日
施工员:
XXX
年月日
记录员:
XXX
年月日
本表由施工单位填写,施工单位、监理单位各保存一份。
钢结构零件热加工施工记录(最新版)

签
监理(建设)单位
字
专业技术负责人
栏
注:1.此表用于钢结构零件热加工过程的记录。 2。“热加工性质”栏填写“矫正”或“成型”。
施工单位 专业质量员
专业工长
广西建设工程质量安全监督总站编制
钢结构零件热加工施工记录
工程名称: 工程1 施工单位
热加工性质
Байду номын сангаас
序号
零件 名称
1
碳素结构钢踏 步
成型
零件 编号
规格 尺寸
使用 部位
编号: 00-00-C4-001
分项工程 名称
钢零部件加工
热加工日期
年月日
材质
加工温度 (℃)
要求 实际
结束加工温度 (℃)
要求 实际
9# 1200*300 旋转楼梯 碳素结构钢 ≤900 800 700 710
钢结构工程施工记录

钢结构工程施工记录钢结构工程作为现代建筑领域中广泛应用的一种结构形式,具有强度高、重量轻、施工速度快等诸多优点。
在钢结构工程的施工过程中,做好详细、准确的施工记录至关重要,它不仅是工程质量追溯的依据,也是后续维护和管理的重要参考。
接下来,我将为您详细记录一项钢结构工程的施工全过程。
一、工程概况本次钢结构工程位于_____市_____区,为一座_____平方米的工业厂房。
主体结构采用门式刚架,屋面和墙面采用彩钢板围护。
工程设计使用年限为_____年,抗震设防烈度为_____度。
二、施工准备在施工前,我们进行了充分的准备工作。
首先是技术准备,施工团队仔细研究了施工图纸和相关规范,制定了详细的施工方案和技术交底。
同时,对施工人员进行了专业培训,确保他们熟悉施工工艺和质量要求。
其次是材料准备,我们根据设计要求采购了高质量的钢材,包括钢梁、钢柱、檩条等。
所有钢材均具备质量合格证明,并在进场时进行了严格的检验,确保其材质、规格和尺寸符合要求。
此外,还准备了施工所需的机械设备,如起重机、电焊机、切割机等,并对其进行了调试和维护,确保设备在施工过程中能够正常运行。
三、基础施工基础施工是钢结构工程的重要环节。
首先,根据设计图纸进行了基础放线,确定了基础的位置和尺寸。
然后,进行了土方开挖,挖到设计标高后,对基底进行了平整和夯实。
接下来,进行了基础钢筋的绑扎和模板的安装。
钢筋的规格、数量和间距均严格按照设计要求进行施工,模板的安装牢固、平整,确保混凝土浇筑时不会出现漏浆和变形。
在混凝土浇筑过程中,我们严格控制混凝土的配合比和坍落度,采用分层浇筑、振捣密实的方法,确保基础混凝土的质量。
浇筑完成后,及时进行了养护,养护时间不少于_____天。
四、钢结构制作钢结构的制作在工厂内进行。
首先,根据设计图纸对钢材进行下料、切割和坡口加工。
然后,进行钢梁、钢柱等构件的组对和焊接。
焊接过程中,严格控制焊接电流、电压和焊接速度,确保焊缝质量符合设计和规范要求。
钢结构焊接施工记录-含内容
代号
钢号、规格
接头种类
焊接方法
焊条(焊剂)
牌 号
焊工姓名
焊工合格
证编号
施焊最低
温度(℃)
W1
Q345B
对接
手工焊
J507
吴银龙
T322525
120
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/ቤተ መጻሕፍቲ ባይዱ
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
专业监理工程师:
年 月 日
质检员:
年 月 日
施工员:
年 月 日
记录员:
年 月 日
本表由施工单位填写,施工单位、监理单位各保存一份。
接头
代号
钢号、规格
接头种类
焊接方法
焊条(焊剂)
牌 号
焊工姓名
焊工合格
证编号
施焊最低
温度(℃)
1
Q345B
对接
CO2焊接
钢结构填表说明
钢结构工程施工技术及质量验收资料填表说明鲁GG—-001钢结构工程概况表钢结构工程概况表示对钢结构工程基本情况的简要描述,由施工单位在工程开工前进行认真填写。
鲁GG—-002钢结构工程施工现场质量管理检查记录1.填表时间在开工之前,监理单位的监理工程师(建设单位专业负责人)应对施工现场进行检查,这是保证开工以后施工顺利和保证工程质量的基础,目的是做好施工前的准备工作。
2.施工现场质量管理记录由施工单位填写,填写之后,并将有关文件的原件或复印件附在后边,请监理工程师(建设单位专业负责人)验收核查。
验收核查后,返还施工单位,并签字认可。
3.通常情况下一个工程的一个标段或一个单位工程只查一次,若分段分期施工、人员更换、管理工作不到位时,可再次检查。
4.若监理工程师或建设单位专业负责人检查验收不合格,施工单位必须限期改正,否则不许开工。
鲁GG—-003施工组织设计(施工方案)报审卡施工单位根据工程的情况编制针对性的施工组织设计或施工方案,在本单位通过内部审查后,可满足施工要求,能指导工程施工,报请监理单位或建设单位审批,并经相关负责人签字认可。
对施工组织设计或施工方案的报审,对申报方与审批方都应有时间的约束,不得故意拖延。
鲁GG一007设计变更通知单设计单位应及时下达设计变更通知单,内容详实,必要时应附图,并逐条注明应修改图纸的图号。
设计变更通知单应由设计专业负责人以及建设(监理)和施工单位的相关负责人签认。
鲁GG一008工程洽商记录1.设计和规范、标准要求见证取样送检的项目,在样品和试件送检前,填写此表。
2.施工单位取样人员在现场进行原材料取样和试件制作,监理工程师(建设单位专业负责人)按规范、标准要求进行旁站监督,确定无误后分别在见证记录上签字,方可将样品或试件送有相应资质等级的检测单位进行检测。
3.资料整理时,见证取样送检的检测报告附在见证记录后。
鲁GG——013工程定位测量记录1.钢结构施工(测量)单位应依据测绘部门提供的放线成果、红线桩及场地控制网或土建专业提供的施工测量控制网、标高基准点,测设钢构安装测量控制网,并填写此表。
钢结构零件热加工施工记录(工程资料第三部分第五卷)

建设单位
热加工性质
序号
零件 名称
1
预埋件
钢结构零件热加工施工记录
GG-037- 001
工程资料样表
分部工程名称
主体结构(钢结构)
分项工程名称
钢零部件加工
矫正合成型
零件 编号
规格 尺寸
热加工日期 使用部位 材质
20××年××月××日
加工温度 实际 要求 实际
YMJ-011 400×600
一层梁
低合金 900~ 结构钢 1000
924
800
802
施工单位
专业技术负责人
专业质量检查员
×××
×××
1.此表用于钢结构零件热加工过程的记录。
2.“热加工性质”栏填写“矫正”或“成型”。
(了解后可自行删除,为方便后期资料装订,已设置格式为左宽右窄)
记录人 ×××
***监制
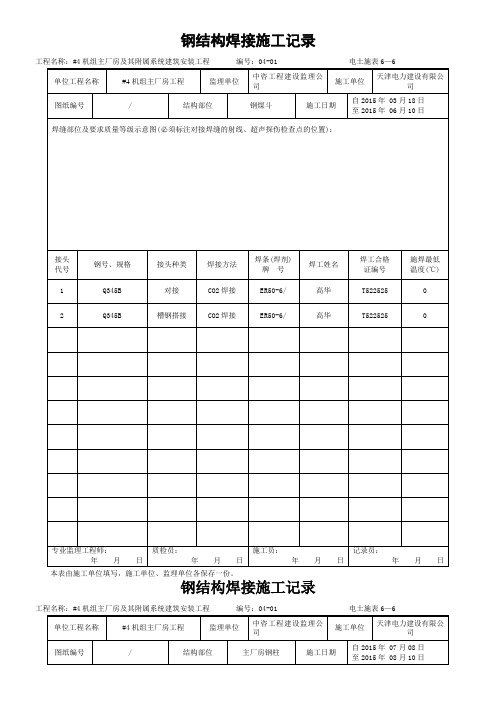
钢结构焊接施工记录含内容

/
结构部位
主厂房钢柱
施工日期
自2015年 07月08日
至2015年 08月10日
焊缝部位及要求质量等级示意图(必须标注对接焊缝的射线、超声探伤检查点的位置):
接头
代号
钢号、规格
接头种类
焊接方法
焊条(焊剂)
牌 号
焊工姓名
焊工合格
证编号
施焊最低
温度(℃)
W1
Q345B
对接
手工焊
J507
吴银龙
120
焊缝部位及要求质量等级示意图(必须标注对接焊缝的射线、超声探伤检查点的位置):
接头
代号
钢号、规格
接头种类
焊接方法
焊条(焊剂)
牌 号
焊工姓名
焊工合格
证编号
施焊最低
温度(℃)
1
Q345B
对接
CO2焊接
ER50-6/1.2
高华
0
2
Q345B
槽钢搭接
CO2焊接
ER50-6/1.2
高华
0
专业监理工程师:
年 月 日
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
钢结构制作过程中记录,流程资料

钢结构制作过程中记录,流程资料下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor.I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!详述钢结构制作过程的记录与流程资料钢结构,以其高强度、重量轻、施工速度快等优点,在建筑行业中广泛应用。
钢筋加工与连接施工记录

接头弯曲试验结果:
几何尺寸量测合格率(%):
接头尺寸偏差及缺陷检测结果:
外观签定:
钢筋焊接形式
闪光对接焊:
电弧焊:
现场施工负责人: 质检员:
现场技术人员:
钢筋加工与连接施工记录
承包单位:起止桩号:
监理单位:施工标段: A 编 号:
工程名称: 施工日期: 第 页共 页
结构物名称:
里程桩号:
施工时间:
分项工程名称:
最低气温(℃)
材料准备
钢筋直径:
生产厂家:
出厂证明编号:
抽检报告编号:
可焊性试验编号:
焊条型号:
焊条出厂合格证:
焊条生产厂家:
焊接接头试验编号:
材料外观鉴定:
焊接场地准备
防风、防水Leabharlann 施:防寒设施:钢筋制作平台:
电焊机型号:
闪光对接焊
接头数量:
批数:
接头试验次数:
接头弯曲试验结果:
接头拉伸试验结果:
几何尺寸量测合格率(%):
外观签定:
人员准备
焊工数量:
焊工姓名:
上岗证编号:
焊工姓名:
上岗证编号:
焊工姓名:
上岗证编号:
钢筋电弧焊:
接头数量:
批数:
6-5钢结构焊接施工记录

××××××
烟囱钢内筒
施工日期
接头 代号 HF1-1 LF2-3
钢号、规格 Q235B 20mm Q235B 22mm
接头种类 对接 对接
焊接方法 CO2 气体保 护焊 CO2 气体保 护焊
焊条(焊剂) 牌 ER50 ER50 号
焊工姓名 ××× ×××
焊工合格 证编号 S213565869 S214436576
施焊最低 ×× 年 月 日
质检员: ××× 年 月 日
记录 ××× 年 月 日
电土施工记录表式65单位工程名称监理单位施工单位图纸编号结构部位施工日期焊缝部位及要求质量等级示意图必须标注对接焊缝的射线超声探伤检查点的位置
钢结构焊接施工记录
工程名称: 单位工程名称 图纸编号 ×××××× ×××××× 结构部位 监理单位 ×××××× 电土施工记录表式 6—5 施工单位 自 至 焊缝部位及要求质量等级示意图(必须标注对接焊缝的射线、超声探伤检查点的位置): ×××××× 年 年 月 月 日 日
钢结构施工记录

1.涂装前钢材表面除锈后表面无焊渣焊疤、尘油污、水和毛刺。
2.涂料、层厚度均符合设计要求。
符合要求
施工单位
自查结论:
经检查和复测均符合设计和《钢结构工程施工质量验收规范》
(GB50205-2001)的规定,评定为合格
质检员:
施工单位项目技术负责人:年月日
监理(建设)
单位验收结论:
工程名称
总部厂房及办公研发综合楼二次结构工程
分项工程名称
钢结构
检查项目
焊接
施工单位
北京宝华国际钢结构有限公司
分包单位
施工图号
检查部位
标准规定
施工单位自查(实测)记录
监理(建设)单位验收记录
钢构件
按GB50205-2001的规定
1.焊条与母材匹配,并按规定进行了烘焙。
2.焊工全部持证上岗。
3.T型接头、十字接头、角接接头等要求熔透的焊缝,焊脚尺寸均≧t/4.
分项工程名称
钢结构
检查项目
多层及高层结构安装
施工单位
北京宝华国际钢结构有限公司
分包单位
施工图号
检查部位
标准规定
施工单位自查(实测)记录
监理(建设)单位验收记录
钢柱
按GB50205-2001的规定
钢柱在吊装前,应检查柱子和柱子间距,然后进行吊装,当第一吊装柱完毕,即需对已吊装的柱进行误差检查和校正,其允许误差垂直度控制在1/1000H且≤25mm
监理(建设)
单位验收结论:
同意验收。
监理工程师(建设单位项目负责人):年月日
钢结构施工记录GJ1.5
工程名称
总部厂房及办公研发综合楼二次结构工程
钢结构零件及部件加工(剪切、气割)质量检查记录(7.2.1,7.2.2,7.2.3,7.4.2,7.4.1条)
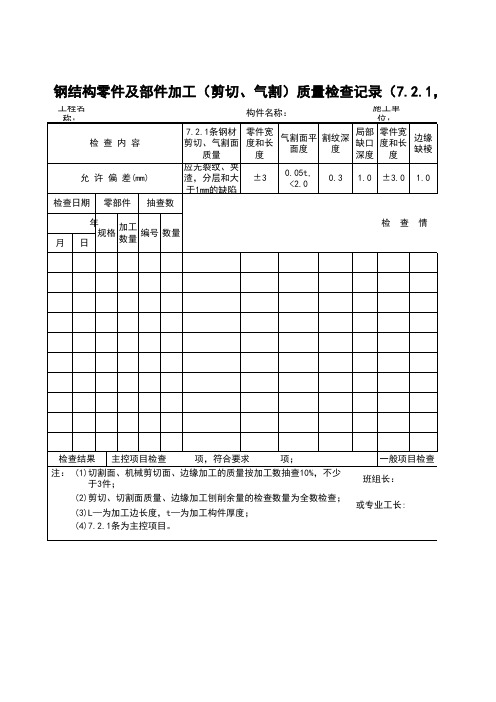
工程名称: 构件名称: 施工单位:
检 查 内 容
7.2.1条钢材 零件宽 局部 零件宽 气割面平 割纹深 边缘 剪切、气割面 度和长 缺口 度和长 面度 度 缺棱 度 质量 度 深度 应无裂纹、夹 渣,分层和大 于1mm的缺陷 ±3 0.05t, <2.0 0.3 1.0 ±3.0 1.0
查
情
况 (mm)
点,其中在允许偏差值内 质 检 员:
点,合格率
%
或项目技术负责人: 年 月 日 年 月 日
一般项目检查 班组长:
或专业工长:
GB50205-2001
,7.2.2,7.2.3,7.4.2,7.4.1条)
检查批次:共 批,第 批
型钢端 刨削余 零部件 相邻 加工表 加工边 加工面 部垂直 量 宽度和 两边 面粗糙 直线度 垂直度 夹角 度 7.4.1 长度 度 2.0 ≮2.0 ±1.0 L/3000 0.025t ±6' ≯2.0 ≯0.5
允 许 偏 差(mm) 检查日期 年 规格 月 日 加工 编号 数量 数量 零部件 抽查数
ห้องสมุดไป่ตู้
检
查
情
况
检查结果 主控项目检查 项,符合要求 项; 注: (1)切割面、机械剪切面、边缘加工的质量按加工数抽查10%,不少 于3件; (2)剪切、切割面质量、边缘加工刨削余量的检查数量为全数检查; (3)L—为加工边长度,t—为加工构件厚度; (4)7.2.1条为主控项目。