梳棉生条质量与纱线质量关系的研究
影响纱线质量的因素分析与生产技术改进20120712

Donghua University
成纱后断头的规律如下:
(1)落纱中的断头分布,一般是小纱最多、 大纱次之、中纱最少。断头较多的部位是 空管始纺处和管底成形即将完成卷绕大直 径位置以及大纱小直径卷绕处。 措施:变频调速
Donghua University
(2)成纱后断头较多的部位在纺纱段(称为 上部断头),在钢丝圈至筒管间断头(称 下部断头)出现较少。
何为纱线质量? 取决于纱线的最终用途
内在质量 外观质量
不同用途的纱线有不同的质量要 求
Donghua University
应该以纺织品最终需求对成纱质量的 进行表征是最为准确的,然而这也是 最为困难的。 布面外观(黑板条干)与电容条干相 关性不大; 纱线在一般拉伸速度的条件与高速织 造时的条件无法相提并论。
成纱后断头
• 指纱条从前罗拉输出后至筒管间的这部分 纱段在加捻卷绕过程发生的断头。
Donghua University
产生的原因有:
–加捻卷绕机件不正常(如锭子振动)跳筒管、 钢丝圈飞圈 –气圈形态不正常(过大、过小或歪气圈) –吸棉笛管堵塞或真空度低、温湿度掌握不好等 –原料性质波动大 –工艺设计不合理 –半制品结构不良
Donghua University
Donghua University
半制品质量指标与成纱质量指标之间相关 性; 成纱质量指标与制成布面后布面评分的相 关性; 条干仪的检测的条干指标与纱线黑板条干 的相关性; 毛羽指数与纱线实际外观的相关性。
Donghua University
Donghua University
减少断头率
• 技术方面 • 管理方面
Donghua University
合理控制短绒率稳定提高纱线质量
1 6
《 陕西纺织》
26 ( O ・ 总第7期) O3 1
合 理控 制短 绒 率稳 定 提 高纱 线 质 量
赵 耀斌 周云 杰 肖亚娟 尚一 明
( 陕西省第十二棉纺织厂)
最近几年 , 由于市场的变化 , 轧花厂为提高原棉外
梳棉工艺经过 以上调整 , 短绒 增加 由 4 5 % %降
为 2 以内 。 %
224 合理控制后车肚落棉 ..
后车肚落棉量要根据棉卷中含短绒率多少及 时调
整, 保证生条含短绒率相对稳定 。因此我们对影响后 车肚落棉的除尘刀、 小漏底等部位 工艺 经常调整 , 使后
因握持产生的剧烈打击 , 减少 了纤维损伤 , 减少了短绒
为了保证配棉 的稳定 , 结合实际我们制定 了企业 内部各品种配棉短绒率控制标准, 作为配棉的依据。 A 纯棉普梳混棉短绒率 ≤1%; : 2 B 纯棉精梳混棉短绒率≤1%; : 4 C 同品种队次之间短绒率差异 ≤4 : %。
率增长一直偏高 , 上述原因导致成纱质量极不稳定 , 为
c 9. t 2 o
4 3
4
38 1
12 3
51 2
14 9
52 在使用过程 中, . 各工序加强管理 , 做好先做先用 ,
严防花纬产生 。
未使用 1. 37
2
1 5 o
21 1
53 随时根据原料情况, . 进行工艺调整, 合理落棉。
维普资讯
2 6 ( 第7期) 0. 总 1 o3
《 陕西纺织 》
1 7
片伸出肋条采用 3 5 , 咖n 抓臂 每次下降动程为 4 m, m 做到勤抓 , 开松好 , 抓取力小 , 损伤纤维少 , 产生短绒
纺织器材专件性能分析及与成纱质量关系的探讨

而且, 今后 纺织 工业 面 临 的 新形 势 已经 从 产销 量 转 化 到 质量 和品种 上 来 , 量 和 品种 已成 为 纺织 企 业 质
大程度 地减 少离 散 , 降低弱 环发 生 的机 率 , 根据 各个 细节特 性配 置器 材 、 件 。 专 1 3 易忽视 及 不 能完 全 解 决 的 问题 。在 纺纱 过 程 . 中有些 质量 问题 不能 完全解 决 , 只能 尽力 去弥 补 、 完 善 , 时通 过 器 材 、 件 的 优 化 可 以 达 到 较 好 的 效 这 专
针布 隔距 的工 艺设定 , 接影 响 到梳理 效果 , 面要 直 针
作 者 简 介 : 克 华 ( 9 7 ) 男 , 鲁 木 齐 人 , 级 工 程 黄 17一 , 乌 高 师 , 册 棉 花 质 量 检 验 师 , 册 质 量 工 程 师 , 要 从 事 棉 花 质 注 注 主 量 检验 、 花厂质量 控制 , 织工 艺及 质量 控制 、 品开发 、 轧 纺 产 生产计 划 、 备管理 , 线接单 、 售等工作 。 设 纱 销
吸引力 的价 格 和适 当的质 量恰 能满 足市场 需求 。纺 织厂 在 生产过 程 中沿用 以往 、 常规 的工 艺及 设 备 配
锡林一 盖 板分梳 区域 是 梳棉 机 的主要 自由分 梳 区 , 担着 主梳 理 的功能 , 承 是整 台机 器梳 理功 能 的关
键 。随着材 质及 工 艺 的 提 高 , 型棉 型锡 林 针 布 发 新
果 。 比如 , 多数 企业在 器 材专件 管理 方 面 , 纺 比较 前 重 视针 布 , 细纱 比较重 视牵 伸部 件 , 往 忽视 了细纱 往
பைடு நூலகம்
生存 的关键 。面临这种 局 面 , 织器 材 、 件将成 为 纺 专
《现代纺纱技术》教学大纲.doc

《现代纺纱技术》教学大纲课程代码:A1102总学时:96 学分6适用专业:现代纺织技术课程负责人:某某修订日期2008. 1一、课程性质和教学目标♦课程性质《现代纺纱技术》是现代纺织技术专业学生必修的一门主干专业课。
本课程前导课程是《纺织纤维与产品》,后续课程是《纺织工艺设计与质量控制》、《岗位综合实践》、《毕业设计(论文)》等。
本课程紧紧围绕学生毕业后从事纺纱原料选配、生产工艺设计、设备维护、运转与操作管理、生产调度、质量检验等职业岗位技能的要求组织课程内容,突出工作任务与专业知识的联系,着重培养学生原料选配、纺纱设备实际运用、纺纱工艺分析与配置、质量控制等基本技能,同时培养学生自主学习能力以及良好的综合职业素质。
♦教学目标1.能根据纱线产品选配原料。
2.能进行纺纱工艺分析、计算和配置。
3.能进行半制品、成品的质量检测和分析,提出工艺改进措施。
4.具有灵活处理好产量、质量及消耗等生产实际问题的能力。
5•培养学生自主学习能力、创新能力以及综合职业素质。
二、课程要求达到的专业技能(表1)表1《现代纺纱技术》要求达到的专业技术能力三、课程内容模块顺序及对应的学时(表2)本课程内容由九个项目组成,每个项目包含若干个教学模块,职业技能训练采用“模拟职业岗位角色”。
各项目工作任务和相应模块的教学内容见表2。
表2课程内容模块顺序及对应的学时(3)《棉纺工艺学(第二版)》顾菊英主编中国纺织出版社1998(4)《棉纺手册》中国纺织出版社2004五、考核标准与方法K考核内容:理论知识、实践技能与应用2、考核形式:过程性考核与期末考试相结合。
3、成绩评定方法:采用百分制,过程性考核占50%,期末考试占50%,课程成绩评定依据见表5。
4、过程性考核内容及评定标准(1 )职业道德:占20%考核内容:包括尊敬师长,遵纪守时,学习态度认真,按时、保质保量完成作业。
平时积极主动,勤奋踏实,注意团结协作等。
(2)课堂交流讨论:占20%考核内容:包括语言表达、思路是否清晰、提出问题、分析问题、解决问题的能力等(3)任务完成报告:占30%考核内容:根据提交的任务完成报告的质量,考核报告内容是否完整、规范;概念是否清晰、获取信息以及归纳整理的能力。
《纺纱学》课程笔记

《纺纱学》课程笔记第一章绢纺纺纱系统一、绢纺原料1. 绢纺原料主要是指家蚕、柞蚕、蓖麻蚕等蚕类吐丝结成的茧丝。
2. 茧丝由两根单丝合并而成,每根单丝又由蛋白质构成。
单丝表面光滑,具有一定的强度和弹性。
3. 绢纺原料还包括一些特殊绢丝,如天丝、人造丝等。
二、绢纤维精练1. 精练目的是去除绢丝中的杂质、色素和部分油脂,提高绢丝的白度、柔软度和吸附性。
2. 精练过程包括预处理、煮练、漂白、脱水、干燥等环节。
3. 预处理主要是为了去除绢丝表面的油脂和部分杂质,便于后续煮练和漂白。
4. 煮练是在碱性条件下进行,以去除绢丝中的非蛋白杂质和部分色素。
5. 漂白是为了进一步提高绢丝的白度,常用的漂白剂有过氧化氢、过硼酸钠等。
6. 脱水、干燥是为了使绢丝达到一定的含水率和回潮率,便于后续加工。
三、开绵与切绵1. 开绵是将精练后的绢丝进行开松,去除部分杂质和废丝,提高绢丝的整齐度。
2. 切绵是将开绵后的绢丝进行切割,使其长度适宜梳理。
四、梳绵1. 梳绵是对切绵后的绢丝进行梳理,使其更加顺直、均匀。
2. 梳绵机主要由给绵机构、锡林、工作罗拉、剥棉罗拉、道夫等组成。
3. 主要工艺参数包括给绵速度、锡林转速、工作罗拉转速、剥棉罗拉转速等。
4. 梳绵过程中要注意调整工艺参数,保证绵条质量。
五、绢纺精梳1. 精梳是为了提高绢丝的整齐度、光泽度和强力。
2. 精梳机分为直型精梳机和圆型精梳机两种。
3. 直型精梳机主要由给绵机构、预梳机构、精梳机构、剥绵机构等组成。
4. 圆型精梳机主要由给绵机构、锡林、工作罗拉、剥棉罗拉、道夫等组成。
5. 精梳过程中要注意调整工艺参数,保证绢丝质量。
六、绢丝针梳1. 针梳是对精梳后的绢丝进行并合、牵伸和梳理。
2. 针梳机主要由给绵机构、锡林、工作罗拉、剥棉罗拉、道夫等组成。
3. 主要工艺参数包括给绵速度、锡林转速、工作罗拉转速、剥棉罗拉转速等。
4. 针梳过程中要注意调整工艺参数,保证绵条质量。
七、绢纺粗纱1. 粗纱是为了增加绢丝的强度,便于后续细纱加工。
如何提高梳棉生条质量
如何提高梳棉生条质量梳棉工序的重要地位在棉纺工程中自然是不言而喻的,所以如何提高生条质量一直以来是棉纺厂主要工作任务之一,那么提高棉条质量的主要途径有哪些呢?棉纺人之家试从以下几个方面加以分析说明。
(一)加强基础性工作,改善机械状态提升机械状态,展开专件检修,就是提升棉条质量的根本性工作。
在日常运转中,梳棉机的某些部件出现磨损,站立,破损等,必须及时予以校正,维修、维修保养,以保持良好的机械状态,为提升产品质量打下基础。
提升机械状态的主要措施:●认真做好梳棉机检修工作,严格按梳棉机修理质量技术要求进行维修。
●锡林首夫轴线同轴度必须有所提高,加装后轴的径向圆跳动≤0.01mm,滚筒体表面直线度、径向圆跳动≤0.02mm。
●校锡林、道夫、刺辊的动平衡,平衡振幅≤0.05mm。
●检修刺辊闷头,增大轴的伸展,偏心,提升刺辊极薄的星彩度。
●检修锡林,道夫、刺辊轴承,控制轴与轴承间隙,必须时及时更换轴承。
●盖板铁骨翻修,提升盖板小平面的平面度。
垫平铁骨的方法包含:粘贴纸柏,涂抹石膏,涂抹环氧树脂以及涂抹醇酸腻子等。
盖板踵趾面维修应当维持踵践高的一致性。
●检修曲轨,务求主要分梳区域锡林与盖板的隔距保持准确一致。
修理曲轨时在专用设备上进行,检修程序为:曲轨内侧面铲刮→车曲轨外圆→磨光外圆。
●检修给棉罗拉,提升给棉罗拉精度。
●检修给棉板,包括工作(分梳)面,圆弧面以及和机架接触的底面三个部分。
●检修锡林前后罩板,其圆弧、弯曲,珞丹,对于掌控气流、避免纤维飞溅、增加棉结和提升棉网质量具备一定的促进作用。
检修时可以使用敲压、刮铲的方法,对变形小、受损轻微的罩板,则使用磨修的方法。
●改进大小漏底的结构,使弧长和曲率半径符合滚筒直径和各点隔距要求。
●整顿磨辊增加伸展和偏心。
(二)做好“四锋一准”工作经常搞好锡林,道夫、盖板,刺辊等分梳元件的磨练工作(新机型存有五锋一准的观点,五锋主要就是指加的额外分梳元件),维持针齿黑髯鼠状态,同时特别注意校正各部位的隔距,维持精确一致,以充分发挥剖析,光滑迁移的效能,为提升生条质量创造条件。
成纱单强CV值影响因素的试验分析

3. 83 14. 7 13. 63
4. 63 13. 5 12. 11
5. 21 12. 6 9. 31
注 :落棉率包括后车肚落棉率和斩刀花落率 。
2. 2. 3 梳棉生条棉结对单强 CV 值的影响
在纺纱过程中 ,棉结杂质可导致纤维在牵伸
过程中的运动出现移距偏差 ,影响牵伸区纤维的
正常运动 ,由于棉结杂质在牵伸过程中易和周围
单强 CV 值是衡量纱线质量的重要指标之 一 。纱线单强 CV 值不仅影响机织 、针织等工序 的生产效率 ,而且还影响最终产品的外观质量。 因此 ,降低成纱单强 CV 值已成为提高成纱质量 的技术措施之一 。文中结合生产实践 ,就原棉的 性能 、生条质量 、并条质量等因素对成纱单强 CV 值的影响进行了试验和分析 ,探讨了降低成纱单 强 CV 值的措施 。
项 目
参 数
牵伸倍数/ 倍 成纱条干 CV / % 成纱单强 CV / %
11. 94 16. 42 14. 38
9. 86 15. 60 12. 59
8. 56 13. 48 9. 56
注 :纺纱品种 CJ 14. 5 tex 。
2. 4 并条机工艺参数对单强 CV 值的影响
2. 4. 1 并条机速度对单强 CV 值的影响
不同短绒率含cv值的关系见表cv值的关系减小棉束分解阻力使纤维被针齿握持或梳理的长度增长改善单纤维状态从而减小成纱棉改善成纱条干降低单强cvcv值的影响适当提可排出短绒避免在纺纱过程中因罗拉对其控制作用较差引起浮游纤维增多的现象使成纱条干恶化并使纱线强力不匀升高tex纱的梳棉落棉率由原来的2154改为连续试验半个月结果见表cv值的关系12cv值的影响在纺纱过程中棉结杂质可导致纤维在牵伸过程中的运动出现移距偏差影响牵伸区纤维的正常运动由于棉结杂质在牵伸过程中易和周围纤维粘连致使周围纤维成团成束的变速造成对这部分纤维控制失效从而使成纱条干恶化强力下降成纱强力cv值增加
纺纱工艺设计与质量控制
纺纱工艺设计与质量控制第一章棉纺工艺设计一、棉纺基本概念1、棉纺产品:用棉纺设备将多种纤维加工成的纱线制品。
2、棉纺特点:工艺流程短,速度高,设备完善,对纤维适应性广,加工成本低。
棉纺产品品种繁多,风格各异。
3、棉纺设备可加工:传统的棉花、各种棉型化纤、中长化纤、长丝、以及其它天然纤维的纯纺和混纺。
4、棉纺规模:以细纱锭子数和转杯纺头数来表示棉纺厂的规模大小。
5、棉纺产品开发设计包括:棉纺新原料的开发、混纺纱不同混纺比的设计、新原料和新品种的工艺设计、多种花式纱的设计与加工方法。
三、棉纺工艺设计纺纱工艺是纺纱加工中的流程和各机件的参数设置的总称。
在纺纱工艺设计时,既要考虑到设备及其状态,更要考虑到所加工的纤维原料的性能和最终产品(纱、线)的要求。
1.纺纱系统:普梳、精梳、混纺纱、新型纺、中长化纤、废纺,后加工新型纺纱开清棉梳棉→并条(2道)→新型纺纱。
中长纺中长专用开清棉设备→M 型梳棉机→并条(2-3 道)→粗纱→细纱。
废纺系统:利用下脚纺制棉毯等。
开清→梳棉→粗纱→细纱。
后加工2.原料:(1)棉籽棉轧棉→皮棉→打包→送到纺织厂锯齿棉皮辊棉打包国产棉包规格:100×42×60cm,V=0.25m܁,密度300~360kg/m܁,G=75~90kg。
标注唛头、产地、规格等。
棉花品级及参考指标:中国按成熟度、色泽、轧棉质量分级。
纺织部颁发:细绒棉分七级,长绒棉分五级,三级为标准级。
美国按色泽、强力、长度、细度及成熟度(马克隆值)等分级。
采用大容量快速仪HVI检验原棉所有指标。
(2)化纤品种:粘胶(人造棉)、莫代尔、丽赛、天丝、竹纤维涤纶(聚酯)腈纶(丙烯腈)锦纶(聚酰胺、尼龙)维纶(聚乙烯醇、维尼纶)丙纶(聚丙烯)芳纶(芳族聚酰胺)氨纶聚乳酸化纤分等及质量指标分等按内在质量和外观疵点分:内在质量:断裂强度、断裂伸长、细度偏差、长度偏差以及超长纤维、倍长纤维等。
外观疵点:粗丝、并丝、异状丝、油污纤维。
纱线质量控制(3篇1章)

第三篇纱线质量控制第一章 纱线质量标准本章主要了解各类纱线的考核内容,棉纱为重点。
第一节棉纱质量标准作为售纱和企业下道工序输入的半制品,本白棉纱的检验分等,一般按国家技术监督局发布的GB/T398-93执行。
由于未再制定新的标准,因此,国内多数厂家只用此标准评定纱线等级,而更多是用乌斯特公报来衡量纱线质量。
一、国内有六项指标1 单强2 单强不匀3 条干:Uster条干、黑板条干4 重量不匀率5 重量偏差6 纱疵点:10万米纱疵、 黑板条干纱疵另外也考核毛羽指标。
例:普梳棉纱技术要求(见书上表)精梳棉纱技术要求(见书上表)二、Uster的2001公报见公报。
第二节 毛纱线质量标准无国标精纺一般以物理指标分等,外观疵点分级品等指标有:① 特数偏差;② 重量不匀;③捻度不匀;④平均强力不小于CN(断裂长度);⑤低档纤维含量;⑥含油率;⑦染色牢度。
其中⑤⑥⑦三项指标是在售纱时考虑品级指标有:①纱疵 ②大肚纱,用黑板条干或uster条干粗纺品等指标:特数偏差、重不匀、捻度偏差、捻不匀、强力、强力不匀、低档纤维含量、含油、色牢度。
品级指标:大肚、粗细节、毛粒及纱疵(黑板条干)第三节麻纱质量标准部颁标准:FZ/T32002-92以纱的内在质量:强力及不匀、重量不匀、重量偏差定等。
以纱的外观质量:条干均匀度、粗细节、麻粒定级。
股线:以单纱强力及不匀、重量偏差定等。
以粗节定级。
第四节绢丝纱质量标准部颁标准:FZ/T42992-9桑蚕指标:①断裂长度;②支数不匀;③条干不匀;④洁净度;⑤千米疵点数; ⑥支数偏差;⑦强力不匀; ⑧断裂伸长度;⑨捻度偏差率; ⑩捻度不匀率。
其中:②③⑤对织物外观有影响,③④⑤用黑板观察。
梳棉机有关工艺问题研究评述

认 为 增加 梳棉 机定量 , 精梳 品种 的成纱 条干 、 对 粗 节、 节、 细 棉结 的 影 响较 小 , 根 据客 户 要求 谨 慎 应 使用 , 对普 梳 品 种 成 纱 质 量 恶 化 颇 为 明显 ( 其 尤
在千 米棉 结方 面 ) 梳 棉 生 条定 量 不要 增 加 太 大 。 ,
维普资讯
第 3 卷 第 3期 6 20 0 8年 3月
棉
纺
织
技
术
Co o e te T c n lg  ̄ n T xi e h oo y l
梳 棉 机 有 关 工 艺 问题 研 究 评 述
孙鹏子 曹继鹏
( 宁省辽东 学院) 辽
有利 于消除弯钩、 高质量 ; 提 于爱春试验结果表 明¨ , l 在相 同产 量条 件下 , 定量 生条 的棉结 、 重 杂
质都 要差 些 , 量 范 围在 4gm ~ . / 之 间 。 定 / 6 0gm
费青 ¨ 认 为 , 相 同产量 条件 下 , 在 增加 生 条定 量 ,
择 , 转 杯 粗 号 纱 时 可 在 40rmi 纺 0 / n~50rmn 6 / i 之 间选择 。文 献 [6 表 明 , K 1] M 6型梳棉 机 锡林 速
度 实 际上可 采 用 7 0 rm n 此 时 线 速 度 为 4 . 8 / i , 15
高梳 棉机 产量 的 主要 措 施 是 提 高 出条 速 度 , 而增 加生 条定量 对 产量 的影 响 并 不显 著 ; 义敏 等 何
产量 一定 的条 件 下 ) 并 不 有 利 于 成纱 质 量 的 提 ,
代 ,.At 试验 结 果也 显 示 , 定 量 生 产 出的 P rt z 重 细纱 质量 不如 轻 定 量 纺 出 的细 纱 , 的试 验 定 量 他 范 围在 4 m ~67gm 之 间 ;0世 纪 9 . / 2 0年 代 , Lil¨研究 认 为 , 用 高 输 出速 度 比增 加 生 条 e d4  ̄ 采 定量 更有 利 于提 高 纱 线 质 量 ;06年 , 国邓 肯 20 德
纱线质量标准

第一章 纱线质量标准
第一节 棉纱质量标准
作为售纱和企业下道工序输入的半制品,本 白棉纱的检验分等,一般按国家技术监督局 发布的GB/T398-93执行。由于未再制定新的 标准,因此,国内多数厂家只用此标准评定 纱线等级,而更多是用乌斯特公报来衡量纱 线质量。
一、国内有六项指标 1 单强 2 Nhomakorabea强不匀 3 条干:Uster条干、黑板条干 4 重量不匀率 5 重量偏差 6 纱疵点:10万米纱疵、 黑板条干纱疵
1、普梳棉纱技术要求(参见书上表) 2、精梳棉纱技术要求(参见书上表) 二、Uster的2001公报 参见书上公报统计。
第二节
毛纱线质量标准
一般毛纱线均作为企业内部的半制品加以考核,没有国 家标准,只有行业标准或地方企业标准。 一般以物理指标分等,外观疵点分级, 分等指标有: ①特数偏差;②重量不匀;③捻度不匀; ④平均强力不小于CN(断裂长度);⑤低档纤维含量; ⑥含油率;⑦染色牢度。 其中⑤⑥⑦三项指标是在售纱时考虑 分级指标有:①纱疵 ②大肚纱 用黑板条干或uster条干 粗纺、精纺参见书上表。
第三节 苎麻纱质量标准
部颁标准 FZ/T32002-92 以纱的内在质量:强力及不匀、重量不 匀、重量偏差定等。 以纱的外观质量:条干均匀度、粗细节、 麻粒定级。 股线:以单纱强力及不匀、重量偏差定 等,以粗节定级。 数据参见书上表。
第四节 绢丝质量标准
部颁标准FZ/T42002-97 桑蚕绢丝指标: ①断裂长度; ②支数不匀; ③条干不匀; ④洁净度; ⑤千米疵点数;⑥支数偏差; ⑦强力不匀; ⑧断裂伸长度; ⑨捻度偏差率;⑩捻度不匀率。 其中:②③⑤对织物外观有影响 ③④⑤用黑板观察
浅谈对棉纱质量指标的分析认识

关 键词 : 间 变异 系数 色差 原棉 工艺 管 近年来 , 棉纱 档次 不 断提 高 , 客户 对棉 纱质 量 要求 也越来 越高 , 纺织 设备 也 日益 完 善 。 厂生 产 我 的 J 8 2e 梳棉 纱 , C1.tx精 深受 中外 客 商 的好 评 , 但
成 纱质 量 , 如在 粗纱 上我 们安装 了防细 节装 置 , 对
比如下 :
高、 效率低 , 能 给企 业带来 多少 效 益 。而且部 分 不
质 量指标 会 高于 客户 要求 , 成质 量 过剩 , 造 我们 的
维普资讯
《 新疆 纺 织 》
一
个 尽 可能小 的 变异 系数 。 只有这 样 , 客户 才能 有
效 地 控制后 加工 产 品质 量 , 不 合 格产 品降 到 最 把
低。
2措施 和 方法
这个 指标上 , 我厂 1. tx精 梳棉 纱 的条干C 、 82e V
千米 细 节 、 米 粗 节 、 米 棉 结 分 别 可 达 到 2 0 千 千 01 乌斯 特 公报 5 水 平 , 条干 C 指 标 却 在 2 但 Vb/ 2 6 . 2 左右 波动 , 这就 是说 , 再先 进 的设 备 , 论是进 不
维普资讯
《 新疆 纺织 》
一 2 — 6
20 0 6年第 3 期
毛 洪 军
新 疆 石 河子 西 营棉 纺 织厂
摘 要 : 文通过 对 原棉 、 艺 、 备 等采 取 的一 系列 有 效措施 , 少 了成 纱的 管 间变 异 系数 , 本 工 设 减 保证 质
口的 还是 国产 的 , 都会 出 现锭 间差 异 。 这正 是影 响 质量 的问题所 在 。
纱线质量标准
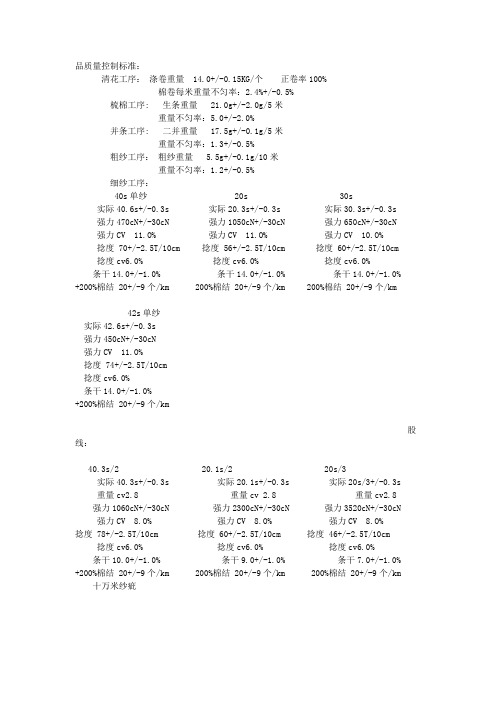
品质量控制标准:清花工序:涤卷重量 14.0+/-0.15KG/个正卷率100%棉卷每米重量不匀率:2.4%+/-0.5%梳棉工序: 生条重量 21.0g+/-2.0g/5米重量不匀率:5.0+/-2.0%并条工序: 二并重量 17.5g+/-0.1g/5米重量不匀率:1.3+/-0.5%粗纱工序:粗纱重量 5.5g+/-0.1g/10米重量不匀率:1.2+/-0.5%细纱工序:40s单纱 20s 30s 实际40.6s+/-0.3s 实际20.3s+/-0.3s 实际30.3s+/-0.3s 强力470cN+/-30cN 强力1050cN+/-30cN 强力650cN+/-30cN 强力CV 11.O% 强力CV 11.O% 强力CV 10.O%捻度 70+/-2.5T/10cm 捻度 56+/-2.5T/10cm 捻度 60+/-2.5T/10cm 捻度cv6.0% 捻度cv6.0% 捻度cv6.0%条干14.0+/-1.0% 条干14.0+/-1.0% 条干14.0+/-1.0% +200%棉结 20+/-9个/km 200%棉结 20+/-9个/km 200%棉结 20+/-9个/km42s单纱实际42.6s+/-0.3s强力450cN+/-30cN强力CV 11.O%捻度 74+/-2.5T/10cm捻度cv6.0%条干14.0+/-1.0%+200%棉结 20+/-9个/km股线:40.3s/2 20.1s/2 20s/3实际40.3s+/-0.3s 实际20.1s+/-0.3s 实际20s/3+/-0.3s重量cv2.8 重量cv 2.8 重量cv2.8强力1060cN+/-30cN 强力2300cN+/-30cN 强力3520cN+/-30cN 强力CV 8.O% 强力CV 8.O% 强力CV 8.O%捻度 78+/-2.5T/10cm 捻度 60+/-2.5T/10cm 捻度 46+/-2.5T/10cm 捻度cv6.0% 捻度cv6.0% 捻度cv6.0%条干10.0+/-1.0% 条干9.0+/-1.0% 条干7.0+/-1.0% +200%棉结 20+/-9个/km 200%棉结 20+/-9个/km 200%棉结 20+/-9个/km 十万米纱疵42.3s/2 30.3s/2 30s/3实际42.3s/2+/-0.3s 实际30.3s/2+/-0.3s 实际30s/3+/-0.3s重量cv 2.8 重量cv2.8 重量cv2.8强力1040cN+/-30cN 强力1450cN+/-30cN 强力2270 cN+/-30cN 强力CV 8.O% 强力CV 8.O% 强力CV8.O%捻度83+/-2.5T/10cm 捻度 72+/-2.5T/10cm 捻度 60+/-2.5T/10cm 捻度cv6.0% 捻度cv6.0% 捻度cv6.0%条干10.0+/-1.0% 条干9.0+/-1.0% 条干8.0+/-1.0% +200%棉结 20+/-9个/km 200%棉结 20+/-9个/km 200%棉结 20+/-9个/km十万米纱疵39.5s/3实际39.5s/3+/-0.3s重量cv 2.8强力1620cN+/-30cN强力CV 8.O%捻度 72+/-2.5T/10cm捻度cv6.0%条干8.0+/-1.0%+200%棉结 20+/-9个/km十万米纱疵40s/2 40/3 20/2 20/3 30/2 30/3 40/2 42/2全疵 9 0 60 70 50 45 38 85 90九级有害 2 2 2 2 2 2 2 2试验室日常管理规定一,成品试验取样的规定1,按每天一个车间为一批次产品一次性随机取样2,取样数量及式样规定项目试样数量次数单纱断裂强度及cv值管纱(线) 30 1次/支捻度及捻度cv值管纱(线) 30 1次/支线密度及重量cv值管纱(线) 30 1次/支十万米纱疵筒纱(线) 6 10万米二,强力,捻度,重量,按规定在各试验仪器上进行。
梳棉文献

文献综述随着现代纺织工业的不断发展 ,纺织品国际贸易的增长 ,纺织品种的多样化 ,质量水平的不断提高 ,国际市场对优质棉纱的需求越来越多 ,对国产棉纱的质量提出了更高的要求.棉结不仅直接影响纱线的成纱质量、外观特征、牵伸过程中纤维的运动 ,而且还影响染整加工及纺纱、织造过程的连续性 ,尤其是在后加工过程中棉结不易去除 ,常会造成染色不匀等疵点 ,并最终影响织物外观,因此,在国内外市场产品质量竞争日益激烈的情况下 ,如何控制棉结数量 ,提高棉花与纺织品的生产水平 ,是当代纺纱技术研究的重要课题。
降低棉结的关键在梳棉 ,它既是棉结易产生的环节 ,也是消除棉结的有效工序。
从原料的质量到设备的状态 ,再到工艺的配置都对梳棉生条棉结有重要的影响。
针对梳棉工序棉结的去除国内外学者曾做过大量的研究。
1.梳理纺织器材对棉结去除的影响房英杰,王爱萍[1]认为增强分梳,减少搓转提高梳棉机的机械状态保证分梳元件的锋利度光洁度和平整度有利于梳棉工序中棉结的去除。
1.1针布的选择对棉结去除的影响李遵星,桑恒国,张承霞[2]提出不同的纤维性质决定分梳工艺选择、分梳元件配置上有所不同,不能不切实际,胡乱搭配。
必须认真研究金属针布齿条型号规格、梳理工艺与适纺纤维品种的配套问题。
坚决抛弃“万能工艺、万能针布”的作法,应针对企业生产品种变化,深入研究不同纤维的特性,优选金属针布型号规格与上机工艺,确保良好的分梳效果。
彭孝蓉,黄鹤[3]通过试验发现选用优质针布以及定期磨针是减少成纱棉结的有效措施。
并提出针布状态是棉结形成的关键因素,针布是完成梳理作用的核心,针布的状态决定了分梳作用的优劣。
重视针布的选型与匹配,合理确定针布更换周期与磨针周期,使针布保持良好的锋利状态,是梳棉工序控制棉结的关键。
秦贞俊[4]提出是在原来普通针布的基础上对锡林等针布在针高、针齿及针的外形等方面作了较大改进,形成短、浅、尖、薄、密、小等特点的新型金属针布,具有分梳能力强、分梳细致、转移好的特点。
优选纺纱工艺 提高纱线质量

二、 生产现 状分 析
设 备是 纺 纱 的基础 , 降低 棉结 杂质 , 高纺 纱 的质量 , 、 要 提 清 梳棉 工序 的设 备是 关键 , 须 保证 设 备 必
的大 、 小修 理 的质量 , 保证 合理 的工艺 上 车 。 随着 不 同地 区的新棉 花逐 步进入 生产 现场 以后 , 因不 同产 地
Z/ 4 Z5
齿
数
生条棉 结 生条 杂质 筒纱 C V
一
5 0
+5 0
+2 00
3 /6 4 2 2 /4 6 3
3 /0 0 3
2 . 87 1 . 44
1 . 38
1 . 83 2 . 10
1 . 43
1.8 17 l.4 20
1. 5 13
O O
维普资讯
《 疆 纺织 》 新
・ 1・ 3
20 0 7年第 2期
优选纺纱工艺
提高纱线质量
李 江 萍 于 洲
奎 屯锦 业棉 纺有 限公 司
摘要: 因市 场对 纱线质 量 的高要 求 , 促使 我们 精选 工 艺, 因此通 过 对梳 棉机 的工艺合 理优 选 配置 , 提
5 % O
O O O
+5 O
4 4 7 0 2 5
+20 0 %
16 5 22 2 13 O
维普资讯
《 疆 纺织 》 新 第 二条生 产线 数据 :
・ 2・ 3
20 0 7年第 2期 源自变换 论 代号 Z/ 4 Z5 Z/ 4 Z5
于企 业增加 经济 效益 。当梳棉 机盖 板的运 行速 度过低 时 , 易梳理 的效 果较差 , 绒增 多 , 容 短 棉结 、 质较 杂
棉纺工程两梳工艺对质量的影响

Absr c Th a d n r c s n o e ot n c nsr ci n p o e s o h u l y o ha r c s n t e t a t: e c r i g p o e s a d c mb d c to o tu to r c s n t e q ai ft tp o e s i h t c t n s inn ot p n i g,c r i g c r i g p o e sf rt e r mo a fn p o a d n a d n r c s o h e v lo e s,s o tfb rg o h;c mb n o i g p o e so h r e r wt i o i g c mb n r c s n t e r mo a fn p n s o e v te cuso h e v lo e s a d h r v le x l in,b t h uai ft e y r s a c u ilr l t oh t e q lt o h a n ha r c a oe,by c r i g a d y adn n c mb n o i g c mbi o t c t a h o h r o i r v h u lt fy r a e sg i c n e u t. o i g c mb n o ng c n a twih e c t e ,t mp o e te q a i o a n h v i nf a tr s ls y i
至关重要 的作 用 。通过梳 棉梳 理 和精梳 梳 理 的相互 配合联 系, 对提 高成 纱质 量有 明显 的效果 。
关键词 : 棉纺工程 ; 梳理工艺; 梳棉 ; 精梳 ; 工艺参数
TwoC mb Cotn C n tu t nP o eso h ai o t o sr ci r cs n teQu ly o o t
如何提高梳棉生条质量
三一文库()〔如何提高梳棉生条质量〕*如何提高梳棉生条质量梳棉工序的重要地位在棉纺工程中自然是不言而喻的,所以如何提高生条质量一直以来是棉纺厂主要工作任务之一,那么提高棉条质量的主要途径有哪些呢?棉纺人之家试从以下几个方面加以分析说明。
(一)加强基础性工作,改善机械状态改善机械状态,进行专件检修,是提高棉条质量的根本性工作。
在日常运转中,梳棉机的某些部件发生磨损,走动,锈蚀等,必须及时加以校正,修理、保养,以保持良好的机械状态,为提高产品质量奠定基础。
改善机械状态的主要措施:●认真做好梳棉机检修工作,严格按梳棉机修理质量技术要求进行维修。
●锡林首夫轴线同轴度要有所提高,装配后轴的径向圆跳动0.01mm,滚筒体表面直线度、径向圆跳动0.02mm。
●校锡林、道夫、刺辊的动平衡,平衡振幅0.05mm。
●检修刺辊闷头,减小轴的弯曲,偏心,提高刺辊包卷的圆整度。
●检修锡林,道夫、刺辊轴承,控制轴与轴承间隙,必须时及时更换轴承。
●盖板铁骨整修,提高盖板大平面的平面度。
垫平铁骨的方法包括:粘贴纸柏,涂石膏,涂环氧树脂以及涂醇酸腻子等。
盖板踵趾面修理应保持踵践差的一致性。
●检修曲轨,务求主要分梳区域锡林与盖板的隔距保持准确一致。
修理曲轨时在专用设备上进行,检修程序为:曲轨内侧面铲刮车曲轨外圆磨光外圆。
●检修给棉罗拉,提高给棉罗拉精度。
●检修给棉板,包括工作(分梳)面,圆弧面以及和机架接触的底面三个部分。
●检修锡林前后罩板,其圆弧、平直,光洁,对于控制气流、防止纤维飞散、减少棉结和改善棉网质量具有一定的作用。
检修时可采用敲压、刮铲的方法,对变形大、损伤严重的罩板,则采用磨修的方法。
●改进大小漏底的结构,使弧长和曲率半径符合滚筒直径和各点隔距要求。
●整顿磨辊减少弯曲和偏心。
(二)做好“四锋一准”工作经常做好锡林,道夫、盖板,刺辊等分梳元件的磨砺工作(新机型有五锋一准的说法,五锋主要是指加的附加分梳元件),保持针齿锋锐状态,同时注意校正各部位的隔距,保持准确一致,以充分发挥梳理,均匀转移的效能,为提高生条质量创造条件。
梳棉工艺的设计与生条质量控制

梳棉工艺设计及生条质量控制1 梳棉在纺纱工程中作用和地位(1)“清、钢、浆”历来被认为棉纺工程中是三个最关键的工序,特别是梳棉工序。
(2)“梳棉是纺织厂的心脏”“梳得怎样就纺得怎样”是长期生产实践形成的共识。
(3)梳棉是形成并奠定半成品结构的基础,是影响后工序生产及成纱质量最主要的工序之一。
2 梳棉工序质量控制目标(1)纤维分离度,即将纤维束分解成单纤维状态;------顺利实现牵伸的基础;------纤维与结杂的充分分离是去除结杂的基础;----- 纤维以单纤维状态实现更充分混合(2)尽可能去除棉结与杂质------普梳工艺基本上是除杂的最后一道关口;------精梳品种还与精梳工序有关,这是清梳联短绒率较高对精梳品种的影响精梳小于普梳的原因所在。
但对于减轻精梳负担,实现高效能精梳关系也十分密切。
(3)控制短绒增长率----短绒率与成纱质量密切相关:短绒增加,条干恶化,常发性纱疵增加,飞花增多,粘缠挂堵多,使短粗节纱疵增加(10万米纱疵),有人认为,短绒每增加3%,条干CV恶化1%。
----随着高产梳棉机产量的提高,短绒增加导致质量下降的问题日渐突出。
梳棉工序质量控制还应包括生条条干、生条重量、落棉控制等等问题,限于时间关系,此处不再赘述。
主要是以上3个方面3 梳棉工艺路线(1)过去一种比较典型的说法是:“紧隔距、强分梳、好转移”这条工艺路线是以提高梳棉机分梳、除杂能力为核心的,虽然也提到转移问题,但不够突出,“好转移”的目标不够明确。
这条工艺路线在提高梳棉机分梳质量。
清除结杂,提升梳棉机单产方面发挥了很大的作用。
(2)近年来(2007年全国梳理质量会议)提出的工艺路线是“梳理转移适度、结杂短绒兼顾”。
这条工艺路线应该说是对近年来高产梳棉机工艺实践的总结,比较全面的提出了正确处理梳理与转移、结杂与短绒关系,合理解决充分梳理与短绒控制这对矛盾的原则。
比较全面的反映了对梳理工艺核心的认识。
(3)梳棉机的梳理度并非越大越好,转移率过大或大小也会对质量造成不利影响,必须适中掌握。
纺纱基础知识

织物的厚度:以毫米为单位。织物的厚度指在一定压力下织物的绝对厚度,该指标在实际生产中运用较少。常以织物的重量来间接表示。
影响织物厚度的主要因素为:
纱线线密度;织物组织;
纺纱基础知识
原棉性能与成纱质量的关系
1、棉纤维的长度:棉纤维的长度越长,则:成纱强力越高;成纱条干越均匀;纺纱断头越少;可纺细特纱。手扯长度:23 mm-33mm。
2、棉纤维的细度:棉纤维的细度越细则:成纱强力越高;成纱条干越均匀;纺纱断头越少;可纺细特纱。细度为:1.5分特-2分特。
3、短绒率:纤维长度小于16 mm的纤维所占的百分率,称为短绒率。棉纤维的短绒率越高,则:成纱强力越低;成纱条干越差点;纺纱断头越多。
纺纱方法:传统纺纱方法、新型纺纱方法。
纺纱设备:各工序所需的机械设备
棉纺系统与工艺流程
棉和化纤都可在棉纺设备上加工。纤维原料纺成纱的过程,称为纺纱工艺流程。
棉及棉型化纤的纺纱系统,可分为以下几种:
1、普梳系统(棉)→普梳纱注:毛,粗梳工艺生产出粗梳毛纱
配棉→开清棉→梳棉→头并→二并→粗纱→细纱→后加工
(二)化纤混纺主要品种有涤粘纱、涤腈纱等。
(三)棉与化纤混纺主要品种有涤棉纱、腈棉纱、维棉纱、粘棉纱等。棉起到提高产品吸湿性,可纺性和服用性能的作用。
(四)混纺比的确定织物混纺比确定,考虑以下因素:织物的性能,如强力、风格等;织物的成本及产品价格。混纺纱的常用混比有50/50、55/45、60/40、65/35、也有部分产品采用20/80、30/70等混纺比或倒比例。比例多的纤维,其纤维性质对纱线的性质影响较大,成纱更具有此纤维的性能。比例的确定主要考虑成本、强力、织物要求及纺纱性能等因素。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
t e , 对成纱综 合质 量及 生条各 项指标 进行 测 x纱 并 试 。生条选 择 4个指 标 进 行 测试 , 即棉 结 、 质 、 杂 条干 均匀度 及短纤 维率 ; 纱线 选择结 杂 、 量不 匀 重 率、 干 C 条 V值 、 强力 和毛羽 作 为测 试指 标 。生条 的各项 指标 和纱线 的质量 指标 如表 1所示 。
Ab ta t Torsac eaino ad s vrq ai n anq ai ,if e c e reo adsie aa tr o sr c e erhrlt f r l e u lya dy r u ly nl n ed ge f r l r rmees n o c i t t u c v p
2 灰 色关 联 分 析 法
2 1 数 据 处 理 .
率、 毛羽 等的产 生条件 及 主要 的解决 措施 。但是 ,
这些研究与分析都没有得到具体的生条质量与纱
线质 量之 间的关 系 , 分 析 时对 二 者之 间 的关 系 在 难 以进行量 化 。本 文采 用灰色 关联分析 法 和最小 二乘 法来分 析研究 梳棉生 条 与纱 线质量 的相关 性 及其 对纱线质 量 的影 响 程 度 , 而得 出梳棉 生 条 从 的棉结 、 条于 、 短纤维 率 和杂质 等因素与 纱线质 量
gt ii f s l fr rdci d scrigpoes gi m , nac a ulys b . o, tse i e o out nt aj t adn rcs n t e ehneyr q a t t l a b p o o u i ni n i a y Ke od C ri ,C t nSi r Y r,Q at, nl neD g e Ic ec yW r s a n d g o o l e, an uly If e c er , ni ne t v i u e d
‘
摘 要 : 为研究梳棉生条质量与纱线质量的关系, 通过试验并用灰 色关联分析法和最小二乘法分析了梳
r ’
棉 生条各参数对纱线质量指标 的影 响程度 , 出了生条各参数对纱线品质影响的具体 关系式。便 于在 实际生产 得 加 5 中及 时调整梳棉5 艺 , - . - 稳定和提高纱线质量 。 .
相关程 度 。 。
进 行灰 色关联 分 析 时 , 母序 列 代 表 纱线 用 的 品质指标 , 子 序列 ( ) 用 k 代表 生 条 的 质 量指 标 , ( )X ( )X ( ) X ( ) 别 代表 梳 棉生 。k ,:k ,3k ,4 k 分 条 的 4个质 量指 标 , k=12 … ,0, 应 1 生 ,, 1 对 0个
的关系 , 于指 导生 产实践 。 用
0 前言
1 试样准备和数据 测试
在 纺纱工艺 流 程 中 , 梳棉 工 序处 于纺 纱 流程 的中间部分 , 条质量对 细纱 质量是 至关重 要 的。 生 目前 , 梳棉 生条 质量 与 纱线 质 量 关 系 的研 究 主要 致力 于梳棉 工序 的各工 艺参数 对纱线质 量影 响 的 简单 的数据 分析 , 生条 的棉结 成 因 、 从 回潮率 的控
L Li i bn Du M e z i Ch n Chu y n e na
(Y n hn s tt o T cnl y acegT x l V ctnl eh o g si t) acegI tue f eho g ,Y n hn ete oao a T cnl I it e ni o i i o n tu y
维普资讯
棉
纺
织
技
术
第3 5卷
第 4期
Co o e teTe h oo y , n T xi c n lg l
20 0 7年 4月
梳 棉 生条质 量 与 纱线 质 量 关 系的研 究
、
吕立斌 杜
梅 陈春燕
( 盐城工学院 , 盐城纺织职业技术学院 )
y r u l y w s a ay e h o g r y i cd n e a ay e to n e s s u r t o a q ai a n lz d tr u h g a n ie c n ls s meh d a d la t q a e me h d,t e c n r t omua w s n t h o cee fr l a
关键 词 : 梳棉 ; 棉条 ; 纱线 ; 品质 ; 影响程度 ; 关联
中图分类 号 :S0. T1 1 4 文献标识 码 : A 文章编 号 :0 1 45 20 )4 00 4 10 — 1 (070- 3 - 7 0 0
R sa c f lt n b t en C r l e ai n r ai ee rho ai ew e a d Si rQu lya dYa n Qu ly Re o v t t
制、 重量不匀率 、 条干不匀率 、 落棉率 、 棉结杂质 、
短纤维 率及 含杂率 的测试 等方 面来分析 生条 的性
能 , 断出生条 质量 是否在 规定 的范 围内 , 判 从而 对
梳棉机 进行技 术调节 和控 制 。对 纱线 的研究也 主
要 分 析 对 成纱 质 量 的控 制 , 研究 成 纱 棉 结 、 绒 短
作者简介 : 立斌 , , 6 吕 男 1 8年生 , 9 副教授, 城, 4 0 盐 2 03 2
收稿 日期 :06 l一5 2 0 一l1
灰色 关联分 析 的 目的是 通 过 数据 处 理 方 法 , 寻求 纱线 质量 与梳棉 生条质 量 中各因素 间相互 制 约、 相互依 存 的关 系 , 出影 响纱线 质量 的因 素的 找