工艺制单格式(XLS)
服装工艺单模板xls-牛仔裤003

布料 规格/ 部位 腰围 臀围 裤长 大腿围 前档 后档 脚口 裤袢宽
RTE
蓝+黑牛仔布
S
M(cm)
L
84 110 111 58 25 37 40 1.2
服装厂生产工艺单
合同号
款号
NZK03
裁
数量
交货日期
剪
布号
单耗 (cm)
XL 误差控制 实际测量
特别指示
1.针距: 明/暗缝 拷边
其他说明 止口参照样裤
主唛 尺码唛 成分唛 洗唛 吊牌 价格牌
衣架/胶袋 质地 胶袋代号 尺寸
警告语
唛头
1 1 1 1 主唛车缝图示 1 1
工字板 T字板 方板 普通折叠 扁装 挂装
包
装
包装方法 装箱单号
包装指示单 号
内包装 装箱方式 其他内容
瓦楞纸箱包装
各种标唛贴图区
正唛内容
箱头内容
服装厂生产工艺单
制单员:
年月日
大身工艺
锁钉工艺
包
装
包装方法
瓦楞纸箱包装 打包形式
14~17/3c m 9~14/3cm
锁眼
14/1cm
钉纽 (参照样 裤)
8/孔
制单员: 大身工艺
年月日 经缩 纬缩
款式图区
部位 号数 腰头纽扣
撞钉 门襟拉链 金属
衬料代号 部位
线代号 红色线
部位
衣架代号 颜色
Байду номын сангаас
纽扣
数量
部位
1 10
1
号数 数量
止口,套 结参照样
裤
锁钉工艺
衬(朴) 用量
线
颜色
用量
粘合参数
服装工艺单范本
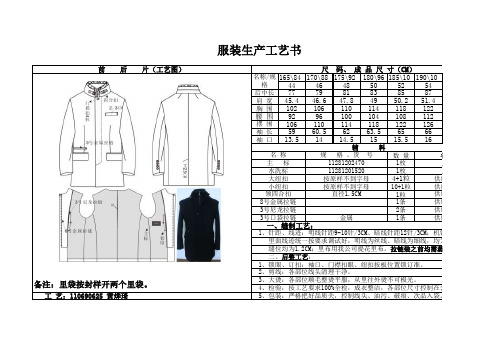
165\84170\88175\92180\96185\10190\10444648505254后中长777981838587肩 宽45.446.647.84950.251.4胸 围102106110114118122腰 围9296100104108112摆 围106110114118122126袖 长5960.56263.56566袖 口13.51414.51515.516
数 量1枚1枚4+1粒10+1粒1粒
1条2条
1条
服装生产工艺书
备注:里袋按封样开两个里袋。
2、剪线:各部位线头清理干净。
3、大烫:各部位顺毛整烫平服,从里往外烫不可极光。
4、检验:按工艺要求100%全检,成衣整洁,各部位尺寸控制在公差 工 艺:110690625 黄烨琦
5、包装:严格把好品质关,控制线头、油污、破痕、次品入袋。
名称/规格 一、缝制工艺:
1、针距、线迹:明线针距9-10针/3CM、暗线针距12针/3CM;机针用 里面线迹统一按要求调试好,明线为丝线、暗线为细线,均为本
缝位均为1.2CM;里布用我公司提花里布。
拉链装之前均需蒸汽预缩。
二、后整工艺:
1、锁眼、订扣:袖口、门襟扣眼、纽扣按板位置锁订准。
3号尼龙拉链供应商3号口袋拉链
金属供应商
领四合扣直径1.5CM 供应商8号金属拉链供应商大纽扣按原样不到字母供应商小纽扣按原样不到字母供应商主 标11281202470康 水洗标11281201520康 前 后 片(工艺图)
尺 码、 成 品 尺 寸(CM)
辅 料
名 称
规 格 、货 号备。
尺寸制单表格

款 号: 成分 尺码 颜色 9Y 品 名: 贴纸款号:童装: 童装 11Y 13Y 加工厂: 女装: 下单数量分配表 女装 M L XL 出货日期: 男装: 男装 L
图
合计 0 0 0
尺码 部位 裤长 腰围 坐围 肶围 下脚阔 内长 前浪 后浪 腰高
所有的面辅料印车花或有其它的特种工艺都要给我司批核后做货。 其它工艺参照样衣与制单,不明处请及时与跟单员联系。 三,尾部包装要求; 1.尾部必须每件都量尺寸查好没有质量问题后才能包装入袋。 2.挂牌挂在尺码标上 3.包好是单色单码10件一捆,再入三坑纸箱。 4.成品不得有走纱﹑烂洞﹑油污﹑色差﹑污渍等不良现象。 5.整烫要平复,内外线头清剪干净 制 单 日 期:
各部位尺寸均为成品尺寸 单位(CM) 童装 女装 度量方法 9Y 11Y 13Y 15Y S M L 侧骨量 -5 6 11 -1 1 橡筋 -2.5 2.5 5 -2 2 -3 3 6 -2 2 -1.5 1.5 3 -1 1 平量 -1 1 13 -0.7 0.7 -1 1 2 -0.5 0.5 连腰量 -1 1 2 -0.5 0.5 连腰量 -1 1 2 -0.5 0.5 0 0 0 0 0
XL 1.5 2 2 1 0.7 0.5 0.5 0.5 0
XXL 3 4 4 2 1.4 1 1 1 0
一,裁床要求: 1.在开裁前必须做正确的产前办给我司批核OK后再开裁(产前办可以做头尾码) 2.针织布要先缩好水开裁。 裁床刀口深0.3cm 3.留意在排麦架时全套不要按制单上比例,全套不得有色差出现。 4.数量可以接受正负3%。 二,车缝工艺: 1.全套上衣打边止口为0.6CM,平车止口为1CM,针距1CM为5-6针。 2.主唛车在后领中,码唛车在主唛左边,洗水唛车在左侧骨从脚边上 童装10CM 3.全套衣服四线打边不能驳线。 制 单 人:
服装工艺单_表格类模板_表格模板_实用文档
脚围Байду номын сангаас
袖长
袖肥
袖口
领围
前夹
后夹
下单数量
颜色码数
M
L
XL
2XL
3XL
4XL
合计
合计
比例
总数
布料卡
辅料卡
A料
B料
C料
D料
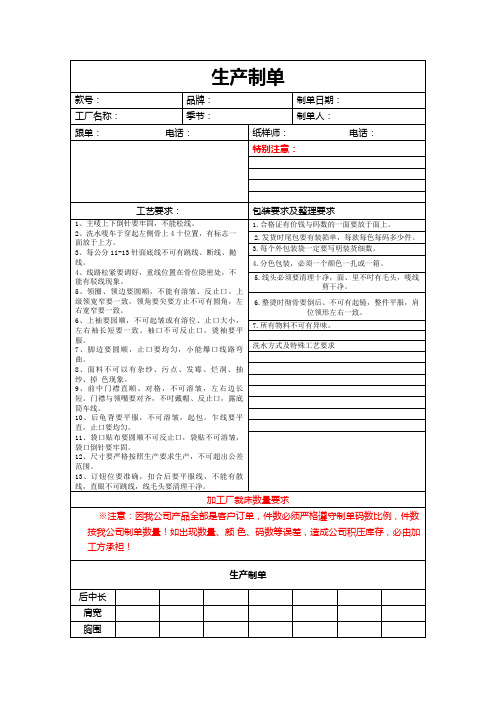
6.整烫时彻骨要倒后、不可有起镜,整件平服,肩位领形左右一致。
7.所有物料不可有异味。
洗水方式及特殊工艺要求
加工厂裁床数量要求
※注意:因我公司产品全部是客户订单,件数必须严格遵守制单码数比例,件数按我公司制单数量!如出现数量、颜色、码数等误差,造成公司积压库存,必由加工方承袒!
生产制单
后中长
肩宽
胸围
3、每公分11-13针面底线不可有跳线、断线、抛线。
4、线路松紧要调好,重线位置在骨位隐密处,不能有驳线现象。
5、领圈、领边要圆顺,不能有溶皱、反止口。上级领宽窄要一致,领角要尖要方止不可有圆角,左右宽窄要一致。
6、上袖要园顺,不可起皱或有溶位、止口大小,左右袖长短要一致。袖口不可反止口,烫袖要平服。
7、脚边要圆顺,止口要均匀,小能爆口线路弯曲。
8、面料不可以有杂纱、污点、发霉、烂洞、抽纱、掉 色现象。
9、前中门襟直顺、对格,不可溶皱,左右边长短。门襟与领嘴要对齐,不吋戴帽、反止口,露底筒车线。
10、后龟背要平服,不可溶皱,起包。乍线要平直,止口要均匀。
11、袋口贴布要圆顺不可反止口,袋贴不可溶皱,袋口倒针要牢固。
12、尺寸要严格按照生产要求生产,不可超出公差范围。
13、订钮位要准确,扣合后要平服线,不能有散线,直眼不可跳线,线毛头要清理干净。
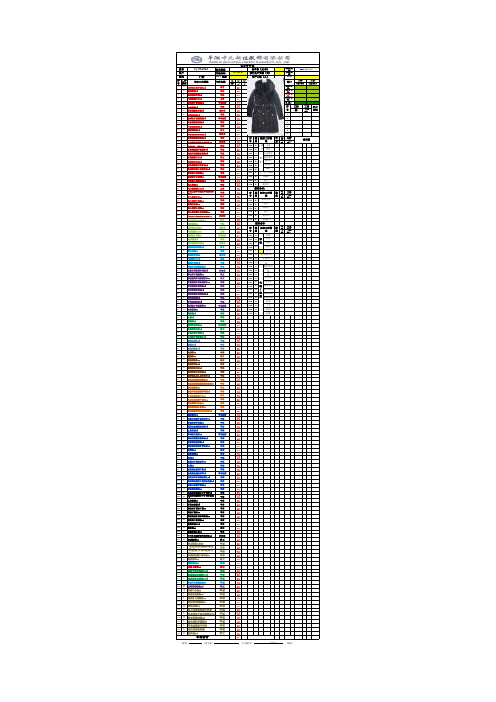
羽绒服工艺单
处开始往上订.洗麦正面居中夹订尺码;.两张洗麦叠起来.成分在上面.注意事项在下面.长度一致平铺车
备注:1.注意止口透色问题 所有拉链要均匀 直顺;门禁左右绗绒线一定要对齐
2.充绒要均匀浅色面料内胆布不可打褶,代布牵条固定 夹底 帽中顶牵带净1.5cm
3.里布 领子、口袋、门襟缝各部位小袢按净样板做好之后一定要烫平整之后再装与衣身上。
所有拷扣 汽眼要加垫片 待定 待定
1个 1个 1/件
1/件
2/箱
见具体包装资料 见具体包装资料 见具体包装资料
置在纸箱面底层
基本要求 拷口:敲拷扣一般情况底要加垫片,松紧适当,不可脱落或太紧。 锁眼:针迹要好,不可有毛纱断线,扣眼大小同纽扣大小,不可散开。 订扣:与所要扣的纽扣要对位,不可有上下错位现象。 整烫:大烫要平整,不能有极光。 挂牌:见具体指示。 包装:包装前先把线毛、灰尘、污迹处理干净.包装时用拷贝纸包好,短款平包装,长款对折包装。特殊款另定。 装箱:件入一箱独色独码装,尾箱可混色混码装,特殊款见具体包装资料。 打包:用胶带封存箱后打两条打包带 空运打四条打包带 见具体款包装资料。 注意事项:
8
9
10
前下
2
1.5
1.5
1.5
1.5
前侧下下 2
5.5
5.5
5.5
5.5
合计
116.5
126.5
135.5 144.5
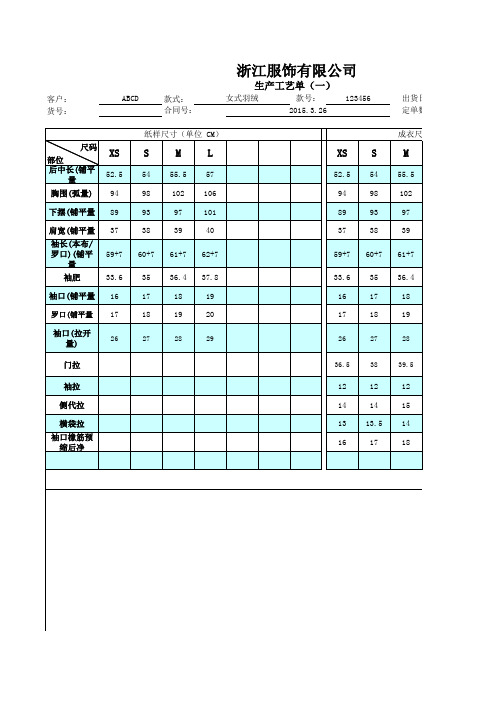
制表时间:
出货日期: 定单数量:
2015.3.26 2015.3.26
464件
成衣尺寸(单位 CM)
L
57 106 101 40
62+7
37.8 19 20
29
41 12 15 14.5 19
推荐-生产工艺单 精品
1/2袖肥
袖口
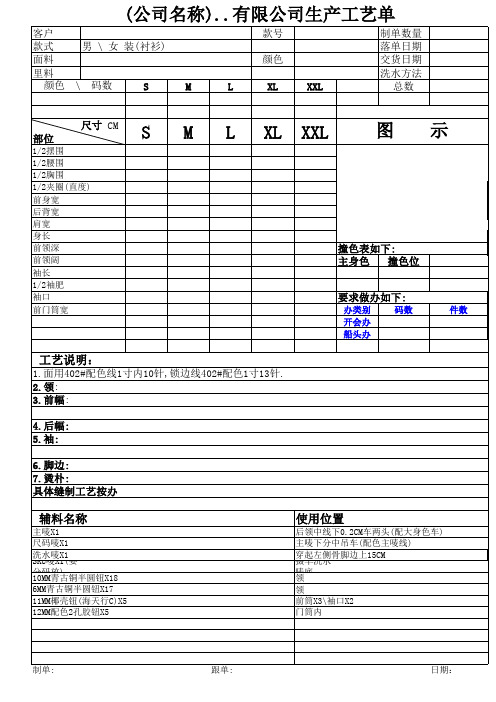
要求做办如下:
前门筒宽办类别来自码数件数开会办
船头办
工艺说明:
1.面用402#配色线1寸内10针,锁边线402#配色1寸13针. 2.领: 3.前幅:
4.后幅: 5.袖:
6.脚边: 7.烫朴: 具体缝制工艺按办
辅料名称
主唛X1 尺码唛X1 S洗KU水唛唛XX11(要 分10码MM放青)古铜半圆钮X18 6MM青古铜半圆钮X17 11MM椰壳钮(海天行C)X5 12MM配色2孔胶钮X5
(公司名称)..有限公司生产工艺单
客户
款式
男 \ 女 装(衬衫)
面料
里料
颜色 \ 码数
S
M
款号
颜色
L
XL
XXL
制单数量 落单日期 交货日期 洗水方法
总数
部位
S 尺寸 CM
M
L XL XXL
图示
1/2摆围
1/2腰围
1/2胸围
1/2夹圈(直度)
前身宽
后背宽
肩宽
身长
前领深
撞色表如下:
前领阔
主身色 撞色位
袖长
使用位置
后领中线下0.2CM车两头(配大身色车) 主唛下分中吊车(配色主唛线) 摄 穿车 起洗 左水 侧骨脚边上15CM 唛 领底 领 前筒X3\袖口X2 门筒内
制单:
跟单:
日期:
工艺制单格式(XLS)

8.打枣:耳仔/钮牌/后袋.针数密度效果跟足原板. 9.脚口单针车环口,高度跟批板. 10.各控制部位尺寸跟足尺寸表及附页图示标注!
后腰底近耳仔处钉防盗扣,取后没有针洞,入一光身 透明自粘袋,再单色单码每20袋入一外箱,每箱内 入两摞,每摞十条,每摞底5条面朝箱底,面上5条面
11.先缝左右裤腿,前后浪一次缝过.
WPT5-17S
生产工艺制单II
Page:3/2
车间要求
包装要求
1.面线1"=9针,所有边线只接受1/16"宽,明线不接受驳线,三五 线1"=12针.所有双线宽窄均匀,直顺.止口双层位置不接受反光.
1.线头杂物污渍清理干净,不接受非正常破烂. 2.钉/钮拉力强度高,钮脚一定要垫胶垫子.
2.腰头/腰头封咀/耳仔/前后袋口/钮牌止口要包进去! 3.腰头封咀要平直于钮牌边,不接受走形. 4.腰头宽要一致,腰头边线宽要一致,直顺.不接受弯曲.
106 1.5
26 0.5
37 0.5
63.2 0.7
46.8 0.7
50.8 0.7
105 1.5
1.3
5
1/8
0.2
0.2
0.2
0.2
0.2
0.2
0.2
0.2
0.2
部门主管:
日期:
跟单员:
日期:
14.腰底双线宽:0.3CM;前袋口/钮牌/前后浪/后袋口/机头/侧骨 放入最后一个尾箱内,这个箱要用不同色带标记.便
(脾骨)双线宽:0.7CM.
于客人查找.
注:请包装部在包装前做一件包装板给客人批包装方法和物料位置!
部位描述
尺寸
尺码
26
27
28
服装工艺制单xls
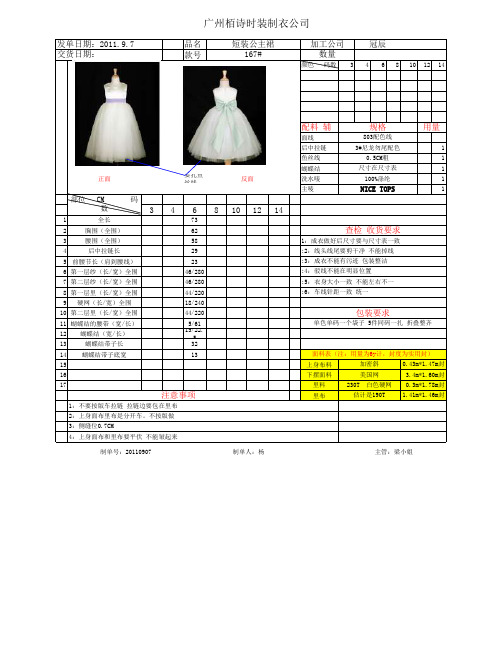
NICE TOPS
用量
1 1 1 1 1
查检 收货要求
1:成衣做好后尺寸要与尺寸表一致 :2:线头线尾要剪干净 不能掉线 :3:成衣不能有污迹 包装整洁 :4:驳线不能在明显位置 :5:衣身大小一致 不能左右不一 :6:车线针距一致 统一
包装要求
单色单码一个袋子 5件同码一扎 折叠整齐
面料表(注:用量为6y计,封度为实用封)
1:不要按版车拉链 拉链边要包在里布
2:上身面布里布是分开车。不按版做
3:侧缝位0.7CM
4:上身面布和里布要平伏 不能皱起来
制单号:20110907
反面
10 12 14
制单人:杨
配料 辅
面线 后中拉链 鱼丝线 蝴蝶结 洗水唛 主唛
规格
803配色线 3#尼龙勿尾配色
0.5CM粗 尺寸在尺寸表
100%涤纶
46/280
7 第二层纱(长/宽)全围
46/280
8 第一层里(长/宽)全围
44/220
9 硬网(长/宽)全围
18/240
10 第二层里(长/宽)全围
44/220
11 蝴蝶结的腰带(宽/长)
12 蝴蝶结(宽/长)
13
蝴蝶结带子长
5/61 15/22.
5 32
14 蝴蝶结带子底宽
13
15
服装生产工艺单excel模版下载
初样
订单号:
品牌:
款号:
品名:
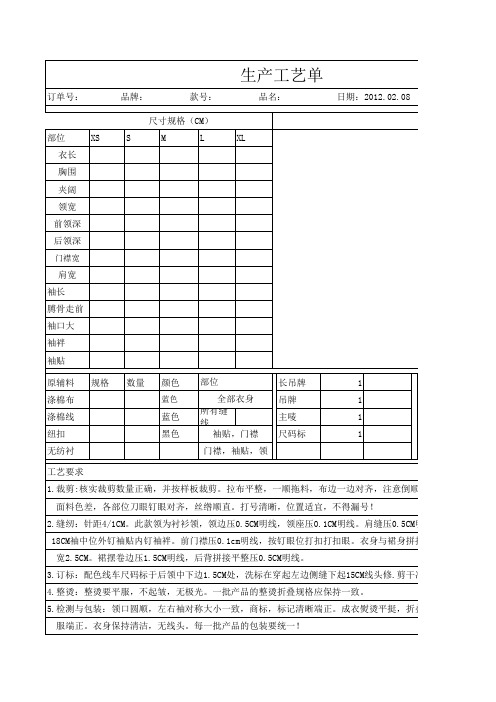
日期:2012.02.08
部位
XS
衣长
胸围
夹阔
领宽
前领深
后领深
门襟宽
肩宽
袖长
膊骨走前
袖口大
袖袢
袖贴
尺寸规格(CM)
S
M
L
XL
原辅料 规格 数量 颜色 部位
长吊牌
1
涤棉布 涤棉线 纽扣
蓝色
全部衣身
吊牌
1
蓝色
所有缝 线
主唛
1
黑色
袖贴,门襟 尺码标1无衬门襟,袖贴,领编制: 小
复核:
批准人:
012.02.08
初样
面料贴样
齐,注意倒顺光及 !
肩缝压0.5CM明线向后倒。袖口上。 身与裙身拼接,腰部镶橡筋,橡筋 线头修.剪干净,无污迹。 烫平挺,折叠平
批准人:
工艺要求 1.裁剪:核实裁剪数量正确,并按样板裁剪。拉布平整,一顺拖料,布边一边对齐,注意倒顺光及
面料色差,各部位刀眼钉眼对齐,丝绺顺直。打号清晰,位置适宜,不得漏号! 2.缝纫:针距4/1CM。此款领为衬衫领,领边压0.5CM明线,领座压0.1CM明线。肩缝压0.5CM明线向后倒。袖口上
18CM袖中位外钉袖贴内钉袖袢。前门襟压0.1cm明线,按钉眼位打扣打扣眼。衣身与裙身拼接,腰部镶橡筋,橡 宽2.5CM。裙摆卷边压1.5CM明线,后背拼接平整压0.5CM明线。 3.订标:配色线车尺码标于后领中下边1.5CM处,洗标在穿起左边侧缝下起15CM线头修.剪干净,无污迹。 4.整烫:整烫要平服,不起皱,无极光。一批产品的整烫折叠规格应保持一致。 5.检测与包装:领口圆顺,左右袖对称大小一致,商标,标记清晰端正。成衣熨烫平挺,折叠平 服端正。衣身保持清洁,无线头。每一批产品的包装要统一!
生产工艺单范本
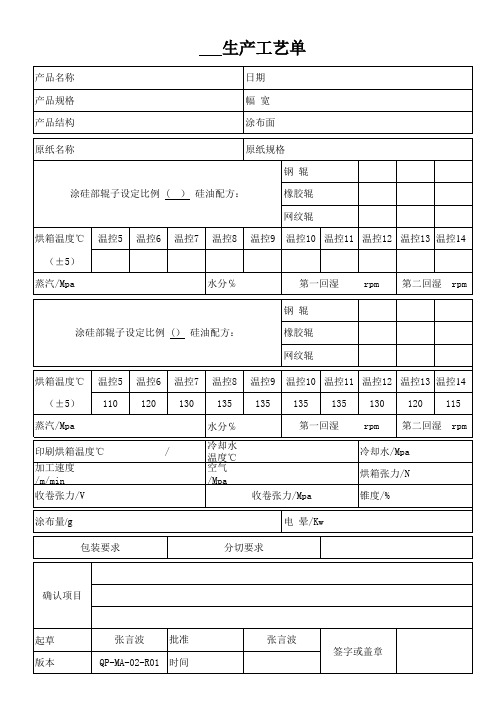
钢辊 橡胶辊 网纹辊
烘箱温度℃ 温控5 温控6 温控7 温控8 温控9 温控10 温控11 温控12 温控13 温控14
(±5) 110 120 130 135 135 135 135 130 120 115
蒸汽/Mpa
印刷烘箱温度℃ 加工速度 /m/min 收卷张力/V
水分℅
第一回湿 rpm 第二回湿 rpm
生产工艺单
产品名称 产品规格 产品结构
日期 幅宽 涂布面
原纸名称
原纸规格
钢辊
涂硅部辊子设定比例 ( ) 硅油配方:
橡胶辊
网纹辊
烘箱温度℃ 温控5 温控6 温控7 温控8 温控9 温控10 温控11 温控12 温控13 温控14
Hale Waihona Puke (±5)蒸汽/Mpa水分℅
第一回湿 rpm 第二回湿 rpm
涂硅部辊子设定比例 () 硅油配方:
/
冷却水 温度℃
空气
/Mpa
收卷张力/Mpa
冷却水/Mpa 烘箱张力/N 锥度/%
涂布量/g 包装要求
分切要求
电 晕/Kw
确认项目
起草 版本
张言波 批准 QP-MA-02-R01 时间
张言波
签字或盖章
鞋子生产工艺单xls
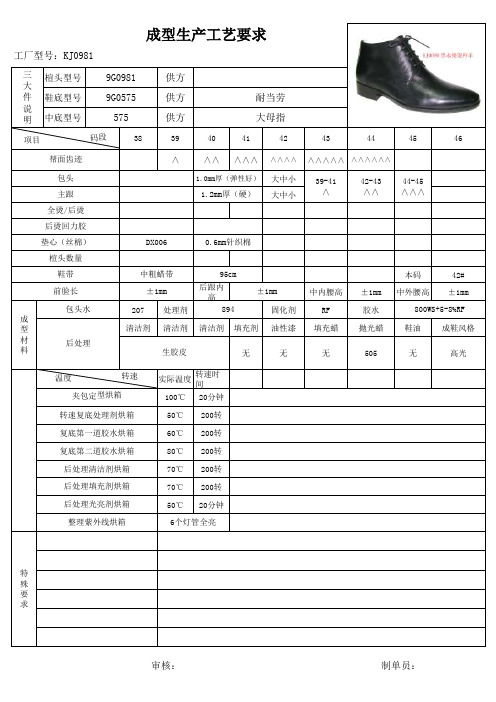
楦头型号供方鞋底型号供方中底型号
供方
9G09819G0575575
耐当劳大母指
工厂型号:K J0981
三大件说明
成型生产工艺要求
38
39404142
43444546
∧
∧∧
∧∧∧
∧∧∧∧
∧∧∧∧∧∧∧∧∧∧∧
大中小大中小
本码
42#后跟内高
中内腰高±1mm 中外腰高
±1mm
207处理剂固化剂RF 胶水清洁剂
清洁剂清洁剂
填充剂油性漆填充蜡抛光蜡鞋油成鞋风格无
无
无
505
无
高光
成型材料
包头水
后处理
生胶皮
±1mm
0.6mm针织棉
全烫/后烫项目 码段
帮面齿迹包头主跟后烫回力胶44-45∧∧∧
89442-43∧∧1.0mm厚(弹性好)39-41∧±1mm
1.2mm厚(硬)
800WS+5-8%RF 95cm 楦头数量DX006
鞋带垫心(丝棉)中粗蜡带前脸长
实际温度转速时间温度 转速
100℃20分钟50℃200转60℃200转80℃200转70℃200转70℃200转50℃
20分钟
夹包定型烘箱
6个灯管全亮
整理紫外线烘箱
审核: 制单员:
特殊要求
转速复底处理剂烘箱复底第一道胶水烘箱复底第二道胶水烘箱后处理填充剂烘箱后处理光亮剂烘箱后处理清洁剂烘箱
工厂型号: KJ0090-2 夹包线
复底线
包装线。
工艺排程表
00.03 06.01
序 号
类 尾部工序描
别
述
数 量
工 (时
工价 (元/
05.02 117 D
吹线
秒 件)
01.22
118 D 查 初查
05.02
119 D 验 复查
05.00 120 D
度尺
08.01
121 B A 烫衣
04.53
122 D 量/剪绳/带
00.02
123 D
穿绳/带
00.43
打绳/带结/扣
手工
115 C 封里布袖口位*1
平车
116 C 打门巾及腰带四合扣冲孔*7
117 D 穿后腰带*1
118
C
拼上袋唇上头*1
飞前胸拉链贴棉止
119 C 口车*主2唛于后龟背中
120 C *1
121 B 合前胸拉链于面布贴*1
122 D 剪后挂耳*1
123 C 运右袖棉*1
124 D 点前上袋位*1
125 C 走袖子机行棉散口*2
平车
47 B 压袖子左驳幅边线*1
平车
48 C 点位打青果领中鸡眼*2
打扣车
49 C 穿扣件于橡筋绳*1
手工
50 C 穿橡筋绳于青果领后中*1
手工
51 D 订橡筋绳于青果领后中*1
平车
52 C 车青果领中装饰线*2
平车
53 C 合青果领中驳幅*2
平车
54 C 间青果领中驳幅边线*2
平车
55 B 运青果领棉*2
主身裁片
02.01 04.02 00.01
103
A
撞色裁片 裁
104 B 剪 裁罗纹
105 B
服装工艺制做单表格
货号:6466687072±0.54546.247.448.649.8±0.3108112116120124±0.5±0.59296100104108±0.561.563646566±0.318.919.520.120.721.3±0.211±0.2衣长肩宽胸围腰围摆围袖长袖肥领宽±0.26646.2112966319.55±0.26646.2113966419.55.25765124件386565389215件单件用量提供方1个客供1个客供1个客供2粒客供1条厂供3条厂供1个厂供1张厂供1包厂供厂供1套客供170/88A 48175/92A 50180/96A 52185/100A 54190/104A 56允差± 尺寸 号型部位装箱方法:适量装一箱,内放装箱详单。
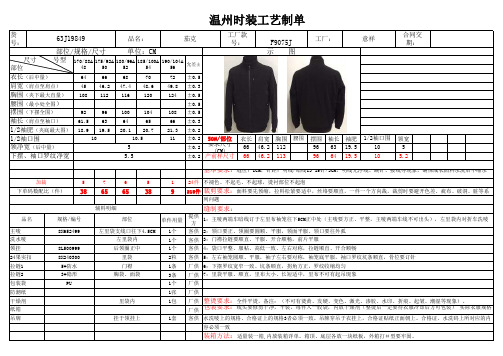
箱顶、底层各放一块纸板,外箱打#型要牢固。
吊牌挂于领挂上水洗唛上的规格、合格证上的规格3者必须一致。
吊牌穿吊于衣挂上,合格证贴纸正面朝上。
合格证、水洗码上所对应的内容必须一致干燥剂里袋内整烫要求:全件平烫,备注:(不可有烫黄、发硬、变色、激光、渗胶、水印、折痕、起皱、潮湿等现象)。
纸箱包装要求:线头要修剪干净,平装,每件入一胶袋,内放干燥剂(整烫后一定要待衣服冷却后方可包装) 实际衣服规格、包装袋PU 防潮纸拉链15#防水门襟6:下摆罗纹宽窄一致、坑条顺直,拐角方正,罗纹收缩均匀拉链23#隐形胸袋、面袋7:里袋平服、顺直,里布大小、长短适中,里布不可有起吊现象领挂8L500999后领圈正中4:袋口平整、服帖、高低一致、左右对称,拉链顺直、开合顺畅24果实扣8X240300里袋5:左右袖笼圆顺、平服,袖子左右要对称,袖笼底平服,袖口罗纹坑条顺直,骨位要订针主唛8X652499左里袋支线口往下4.5CM 2:领口要正、领圈要圆顺、平服,领面平服、领口要往外弧洗水唛左里袋内3:门襟拉链要顺直、平服、开合顺畅,前片平服列问题辅料明细缝制要求:品名规格/编号部位1:主唛两端车暗线订于左里布袖笼往下5CM正中处(主唛要方正、平整,主唛两端车线不可出头),左里袋内对折车洗唛基本要求:缝位:1CM,针距:明线/暗线13-15针/3CM,明线无浮线、跳针、接线等现象,确保成衣面料水洗后不缩水、加裁不褪色、不起毛、不起球,烫衬部位不起泡下单码数配比(件)裁剪要求:面料要先预缩,拉料松紧要适中,丝络要顺直,一件一个方向裁,裁剪时要避开色差、疵布、破洞、脏等系下摆、袖口罗纹净宽 5.5产前样尺寸101/2袖口围1010.550#/部位1/2袖口围领净宽(后中量)5要求尺寸(CM)10摆围(下摆全围)袖长(肩点至袖口)1/2袖肥(夹底最大围)肩宽(肩点至肩点)胸围(夹下最大直量)腰围(最小处全围)部位/规格/尺寸 单位:CM 示 图衣长(后中量)温州时装工艺制单63J19849品名:茄克工厂款号:F9075J 工厂:意祥合同交期:。
生产工艺单模板
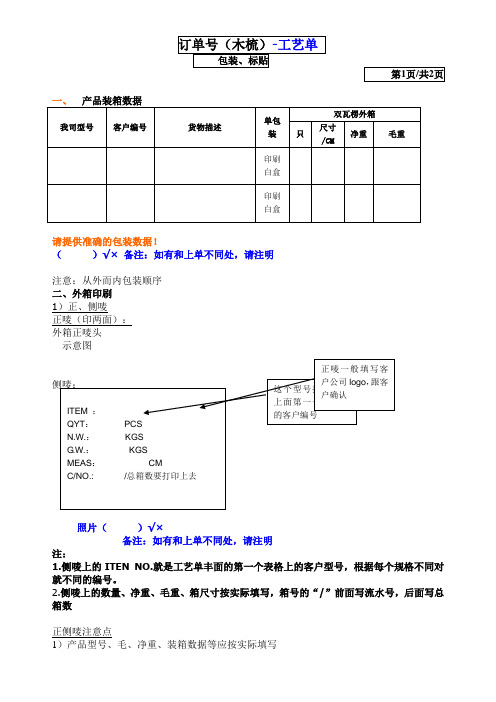
请提供准确的包装数据!
()√× 备注:如有和上单不同处,请注明
注意:从外而内包装顺序
二、外箱印刷
1)正、侧唛
正唛(印两面):
外箱正唛头
示意图
照片()√×
备注:如有和上单不同处,请注明
注:
1.侧唛上的ITEN NO.就是工艺单丰面的第一个表格上的客户型号,根据每个规格不同对就不同的编号。
2.侧唛上的数量、净重、毛重、箱尺寸按实际填写,箱号的“/”前面写流水号,后面写总箱数
正侧唛注意点
1)产品型号、毛、净重、装箱数据等应按实际填写
2)注意印2面
()√×
外箱的品质要求
1)标准双瓦楞出口纸箱
2)40’堆高外箱不得有下陷的现象
照片()√×
备注:如有和上单不同处,请注明
二、内包装及包装质量要求
1)木梳激光logo参考
1)产品包装:一个产品一个印刷内盒(中性白盒/彩盒/棕色带印刷?),1个产品装一个opp袋子?,.彩盒效果图如下,仅供参考.彩盒和彩卡设计稿详细见附件
照片()√×
备注:如有和上单不同处,请注明。
服装工艺单模板(女装)
订在后领贴正中。
洗涤
夹缝在左侧缝距下摆10cm处。
吊牌
拴在尺码标处。
洗涤方法
水洗。
缝纫方法
缝纫面
1、合肩缝直顺,双包后倒缝烫平,小肩规格左右对称。
2、领口夹缝本料花边,抽花边褶量均匀宽窄一致。花边净宽:1.5cm,勾领口园顺里面平服。
3、合侧缝直顺宽窄一致,侧缝开叉净长:11cm,开叉长短一致、左右对称,开叉处缉缝0.7cm
8、包缝线整齐,宽窄一致,不能接线,线迹美观。
9、平整时不能拉抻,确保成衣规格。
外观要求
领口园顺,上袖子园顺,产品外观整洁,确保成衣规格。
垫肩
无
包装
平装
注意
事项
1、领口园顺、平服。
2、上袖子园顺左右对称。
3、平整时注意不要拉抻。
4、严格按工艺要求制作,确保成衣规格。
制表人:XXX审核人:XXX日期:XXXX年XX月XX日
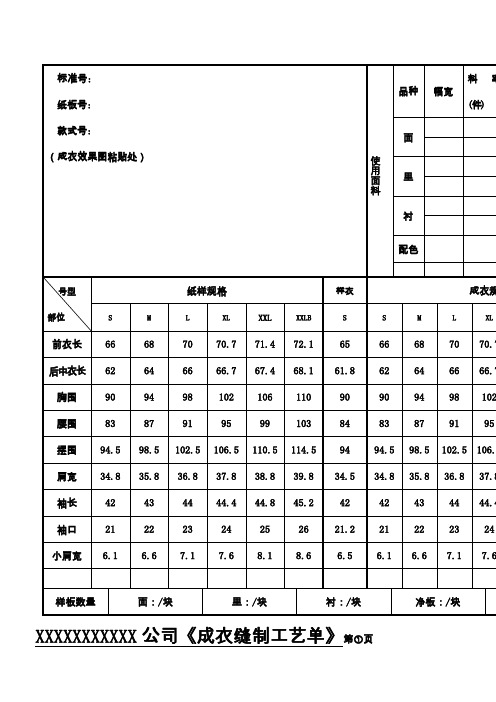
袖口边至肩袖点
袖口
21
22
23
24
25
26
21.2
21
22
23
24
25
26
袖口边一周
小肩宽
6.1
6.6
7.1
7.6
8.1
8.6
6.5
6.1
6.6
7.1
7.6
8.1
8.6
袖肩点至肩领点之间
样板数量
面:/块
里:/块
衬:/块
净板:/块
配色:/块
总计:/块
XXXXXXXXXXX公司《成衣缝制工艺单》第①页
第②页
部位
使用缝线
针距3cm
扣眼
裁剪
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
28
76 96 24 35 58 42 46 103 80
29
78.5 98.5 24.5 34.5 59.3 43.2 47.2 103.5 4-3/4 12 5.5 13 11 13 11 2 2.5 4.5
腰围 坐围 前浪 后浪 脾围 膝围 脚口 外长 内长 拉链长 前袋口 前袋高 后袋口 后袋底宽 后袋中高 后袋侧高 后袋位 后袋位 后袋位
近后中距机头 近侧骨距机头 距后中
部门主管:
ห้องสมุดไป่ตู้日期:
跟单员:
日期:
公差
注:请包装部在包装前做一件包装板给客人批包装方法和物料位置! 26
腰顶平度 浪底上8CM,V度 连腰 连腰 浪底度 浪底下33CM度 71 91 23 34 55.4 39.6 43.6 102 4-1/4 腰底下 侧骨度 11.5 5 12.5 10.5 12.5 10.5 2 2.5 4
27
WPT5-17S
生产工艺制单II
车间要求
1.面线1"=9针,所有边线只接受1/16"宽,明线不接受驳线,三五 线1"=12针.所有双线宽窄均匀,直顺.止口双层位置不接受反光. 2.腰头/腰头封咀/耳仔/前后袋口/钮牌止口要包进去! 3.腰头封咀要平直于钮牌边,不接受走形. 4.腰头宽要一致,腰头边线宽要一致,直顺.不接受弯曲. 5.前袋口型/机头侧骨位左右对称,等宽/等高. 6.机头/浪底十字骨位一定要对齐. 7.后袋位置/后袋袋型/袋花一定要左右对称,直观,不接受走形. 8.打枣:耳仔/钮牌/后袋.针数密度效果跟足原板. 9.脚口单针车环口,高度跟批板. 10.各控制部位尺寸跟足尺寸表及附页图示标注! 11.先缝左右裤腿,前后浪一次缝过. 12.洗水色有改,但手擦位要明显,但要自然分散,不接受发黄。 13.腰头高4CM;耳仔:长6CM/宽1.3CM;后中耳仔:上宽2.5CM/下 宽1.5CM/长6.5CM;钮牌宽3.5CM;机头:后中高4.5CM/侧高2.5CM. 14.腰底双线宽:0.3CM;前袋口/钮牌/前后浪/后袋口/机头/侧骨 (脾骨)双线宽:0.7CM.
尺寸 部位描述 尺码
Page:3/2 包装要求
1.线头杂物污渍清理干净,不接受非正常破烂. 2.钉/钮拉力强度高,钮脚一定要垫胶垫子. 3.皮牌位离右后腰头侧耳仔1.5CM,车四边. 4.价钱牌和主挂牌用行李索挂在左后腰头侧耳仔上 ,腰卡打在离左后腰头侧耳仔1.5CM处,要放平. 5.每条裤中间夹一张拷贝纸,再左右对摺,左后为 面加一衣架,衣架上有尺码夹,挂钩的钩要朝侧骨 折,再上下对摺,价钱卡有价钱的一面放在面上,左 后腰底近耳仔处钉防盗扣,取后没有针洞,入一光身 透明自粘袋,再单色单码每20袋入一外箱,每箱内 入两摞,每摞十条,每摞底5条面朝箱底,面上5条面 向箱面,但后浪都要朝箱中间放,在中间坚隔一张垫 板.箱底/面再各入一张垫板,共要三张. 6.一次走多款货时,不同款要打不同色带. 7.尾箱可以混码装,但箱唛上要注明,所有剩余物料 放入最后一个尾箱内,这个箱要用不同色带标记.便 于客人查找.
30
81 101 25 36 60.6 44.4 48.4 104
32
86 106 26 37 63.2 46.8 50.8 105 5 12.5 6 13.5 11.5 13.5 11.5 2 2.5 5
+/1 1.5 0.5 0.5 0.7 0.7 0.7 1.5 1.3 1/8 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2