专业资料
制鞋专业技术资料

用楦底版比对大底内沿结构: USE PATTERN CHECKED INSIDE OUTSOLE
三、楦头的种类
2、铝质鞋楦: 800度左右的铝的熔液铸成的鞋楦。 优点: 1)不会收缩变形。 2)不会吸湿气。 3)价格便宜。 4)制造生产快。 5)废品可以再使用。 6)不易缺损。 缺点: 1)比木楦重。 2)操作时相撞有声。 3)制造时收缩不易控制。(依铝的纯度而异,收缩率多少会 变化,但是一般是千分之12.5) 4)制造技术之好坏影响尺寸甚大
一、对楦头的了解和分析(楦头英文为Last) 1、三条中心线的定义和了解 1)楦底中心线 2)后踵中心线 3)楦背中心线 4)后跟掌宽中心线 2、楦头的关键度量 1)楦底长(Bottom length)即楦底中心线的长度它正常情况比实 际脚长出12-15mm左右,依不同鞋型而定。 2)掌围(Ball girth); 3)掌宽(Ball width) 4)腰围(waist girth); 5)背围(instep girth) 6)后周长(back girth); 7)后跟围(Cuboid girth) 8)后跟高度(heel height) 9)后跟弧度(back width) 11)楦头弧度(back width) 12)鞋头的鞋头跷度(back curve)
A、楦底版的设计比例
LAST BOTTOM PATTERN DESIGNED
B、时装鞋鞋楦
无鞋带靴子NO BOOTS LACE (NO ZIPPER)
有鞋带靴子 LACE BOOTS (ZIPPER) 有拉链的时装鞋 ZIPPER FASHION SHOSE 有拉链的时装鞋 PUMP SHOSE
C、楦头的主要量法
掌底中心线及后跟宽中心线)
后跟中心线 BACK CENTER LINE
口腔医学专业基础知识

口腔医学专业基础知识引言口腔医学是一门研究口腔疾病及其预防、诊断、治疗的学科,也是牙医学的学科之一。
口腔医学专业基础知识涵盖了口腔解剖学、口腔病理学、口腔生理学等多个方面。
本文将为您介绍口腔医学专业的基础知识。
口腔解剖学口腔解剖学是研究口腔和颌面部的结构、组织和器官的科学。
它涉及牙齿、牙槽骨、咬肌、舌头、唾液腺等结构的解剖形态和功能。
了解口腔解剖学对口腔疾病的诊断和治疗至关重要。
口腔解剖学涵盖了以下重要结构:1.牙齿:人类的牙齿分为乳牙和恒牙,包括齿冠和根部。
它们分布在上下颌骨中的牙槽骨中。
不同的牙齿在功能和形态上有所不同。
2.牙周组织:包括牙龈、牙槽骨和牙周膜。
它们提供支持和保护牙齿。
3.唾液腺:主要有三对大唾液腺和数十对小唾液腺,分泌唾液帮助消化和保持口腔湿润。
4.舌头:位于口腔底部,是味觉的主要器官,同时也起到帮助咀嚼和吞咽的作用。
口腔病理学口腔病理学是研究口腔疾病的原因、发展过程和治疗方法的学科。
了解口腔病理学对于预防和治疗口腔疾病至关重要。
常见的口腔疾病包括:1.龋齿:由于细菌作用引起的牙齿脱矿,导致牙齿表层发生破坏。
2.牙周炎:由于牙菌斑引起的牙龈组织发炎,如果不及时治疗,可能进一步导致牙周组织的损失。
3.口腔溃疡:口腔黏膜上的疼痛溃疡,可能由多种原因引起,如维生素缺乏、口腔创伤等。
4.口腔癌:恶性肿瘤,最常见的是口腔黏膜鳞状细胞癌。
口腔生理学口腔生理学是研究口腔生物和生理过程的学科,包括咀嚼、吞咽、唾液分泌等。
了解口腔生理学有助于理解口腔疾病的发生机制。
口腔生理学涵盖了以下重要内容:1.咀嚼:咀嚼是将食物研磨成小颗粒以便吞咽的过程。
咀嚼不仅有助于消化,还可以刺激唾液分泌。
2.吞咽:吞咽是将食物从口腔推到食管的过程。
它需要协调喉部、喉头和食道的运动。
3.唾液分泌:唾液是由唾液腺分泌的液体,含有消化酶和抗菌物质,对口腔健康至关重要。
口腔医学的临床应用口腔医学基础知识在口腔临床应用中起着重要的作用。
材料科技与工程专业英语部分复习资料
五选一:1.“ Materials science ” involves investigating the relationships that exist between the structures and properties of materials. In contrast, “Materials engineering ”is, on the basis of these structure-property correlations ,designing or engineering the structure of a material to produce a predetermined set of properties.材料科学涉及材料到研究材料的结构和性质的关系。
相反,材料工程是根据材料的结构和性质的关系来设计或操纵材料的结构以求制造出一系列可预定的性质。
2. Virtually all important properties of solid materials may be grouped into six different categories: mechanical, electrical, thermal, magnetic ,optical, and deteriorative.实际上,所有固体材料的重要性质可以概括分为六类:机械、电学、热学、磁学、光学和腐蚀性。
3.In addition to structure and properties, two other important components are involved in the science and engineering of materials ,namely ” processing ”and” performance”.除结构与特征外,材料科学与工程还包括另外两项重要的研究内容,即(材料的)加工与性能。
T6816中文资料

1Features•Six High-side and Six Low-side Drivers•Outputs Freely Configurable as Switch, Half Bridge or H–bridge•Capable to Switch all Kinds of Loads such as DC Motors, Bulbs, Resistors, Capacitors and Inductors•0.6 A Continuous Current per Switch•Low-side: R DSon < 1.5 W versus Total Temperature Range •High-side: R DSon < 2.0 W versus Total Temperature Range •Very Low Quiescent Current Is < 20 µA in Standby Mode •Outputs Short-circuit Protected•Overtemperature Prewarning and Protection •Undervoltage Protection•Various Diagnosis Functions such as Shorted Output, Open Load, Overtemperature and Power Supply Fail •Serial Data Interface•Operation Voltage up to 40 V •Daisy Chaining Possible •SO28 Power PackageDescriptionThe T6816 is a fully protected driver interface designed in 0.8µm BCDMOS technol-ogy. It is especially suitable for truck or bus applications and the industrial 24-V supply.It controls up to 12 different loads via a 16-bit dataword.Each of the six high-side and six low-side drivers is capable to drive currents up to 600mA. The drivers are freely configurable and can be controlled separately from a standard serial data interface. Therefore, all kinds of loads such as bulbs, resistors,capacitors and inductors can be combined. The IC is also designed to easily build H-bridges to drive DC motors in motion-control applications.Protection is guaranteed in terms of short-circuit conditions, overtemperature and undervoltage. Various diagnosis functions and a very low quiescent current in standby mode open a wide range of applications.Overvoltage protection is matched to the requirements of the 24-V industrial voltage and the 24-V automotive supply. Automotive qualification referring to conducted inter-ferences, EMC protection and 2kV ESD protection gives added value and enhanced quality for the exacting requirements of automotive applications.2T68164595B–BCD–05/03Figure 1. Block Diagram3T68164595B–BCD–05/03Pin ConfigurationFigure 2. Pinning SO28Pin DescriptionPinSymbolFunction1LS5Low-side driver output 5; Power-MOS open drain with internal reverse diode; short-circuit protection; diagnosis for short and open load2HS5High-side driver output 5; Power-MOS open drain with internal reverse diode; short-circuit protection; diagnosis for short and open load3HS4High-side driver output 4; see Pin 24LS4Low-side driver output 4; see Pin 15VS Power supply output stages HS4, HS5, HS6, internal supply; external connection to Pin 10 necessary 6, 7, 8, 9GND Ground; reference potential; internal connection to Pin 20 - 23; cooling tab 10VS Power supply output stages HS1, HS2 and HS311LS3Low-side driver output 3; see Pin 112HS3High-side driver output 3; see Pin 213HS2High-side driver output 2; see Pin 214LS2Low-side driver output 2; see Pin 115HS1High-side driver output 1; see Pin 216LS1Low-side driver output 1; see Pin 117INHInhibit input; 5V logic input with internal pull down; low = standby, high = normal operating18DO Serial data output; 5V CMOS logic level tri-state output for output (status) register data; sends 16-bit statusinformation to the µC (LSB is transferred first). Output will remain tri-stated unless device is selected by CS = low, therefore, several ICs can operate on one data output line only.19VCC Logic supply voltage (5V)20, 21, 22,23GND Ground; see Pin 6 – 924CS Chip select input; 5V CMOS logic level input with internal pull up; low = serial communication is enabled, high = disabled25CLKSerial clock input; 5V CMOS logic level input with internal pull down;controls serial data input interface and internal shift register (f max = 2 MHz)26DI Serial data input; 5V CMOS logic level input with internal pull down; receives serial data from the control device; DI expects a 16-bit control word with LSB being transferred first 27LS6Low-side driver output 6; see Pin 128HS6High-side driver output 6; see Pin 24T68164595B–BCD–05/03Functional DescriptionSerial InterfaceData transfer starts with the falling edge of the CS signal. Data must appear at DI syn-chronized to CLK and are accepted on the falling edge of the CLK signal. LSB (bit 0,SRR) has to be transferred first. Execution of new input data is enabled on the rising edge of the CS signal. When CS is high, Pin DO is in tri-state condition. This output is enabled on the falling edge of CS. Output data will change their state with the rising edge of CLK and stay stable until the next rising edge of CLK appears. LSB (bit 0, TP) is transferred first.Figure 3. Data Transfer Input Data ProtocolTable 1. Input Data ProtocolBit Input RegisterFunction0SRR Status register reset (high = reset; the bits PSF , SCD andovertemperature shutdown in the output data register are set to low)1LS1Controls output LS1 (high = switch output LS1 on)2HS1Controls output HS1 (high = switch output HS1 on)3LS2See LS14HS2See HS15LS3See LS16HS3See HS17LS4See LS18HS4See HS19LS5See LS110HS5See HS111LS6See LS112HS6See HS15T68164595B–BCD–05/03Table 2. Output Data Protocol13OLD Open load detection (low = on)14SCTProgrammable time delay for short circuit (shutdown delay high/ low = 12 ms/1.5 ms15SISoftware inhibit; low = standby, high = normal operation(data transfer is not affected by standby function because the digital part is still powered)Bit Output (Status)RegisterFunctionTPTemperature prewarning: high = warning (overtemperature shut- down see remark below)1Status LS1Normal operation: high = output is on, low = output is off Open-load detection: high = open load, low = no open load(correct load condition is detected if the corresponding output is switched off)2Status HS1Normal operation: high = output is on, low = output is off Open-load detection: high = open load, low = no open load(correct load condition is detected if the corresponding output is switched off)3Status LS2Description see LS14Status HS2Description see HS15Status LS3Description see LS16Status HS3Description see HS17Status LS4Description see LS18Status HS4Description see HS19Status LS5Description see LS110Status HS5Description see HS111Status LS6Description see LS112Status HS6Description see HS113SCDShort circuit detected: set high, when at least one output is switched off by a short circuit condition14INHInhibit: this bit is controlled by software (bit SI in input register) and hardware inhibit (Pin 17). High = standby, low = normal operation15PSF Power supply fail: undervoltage at Pin VS detectedTable 1. Input Data Protocol (Continued)Bit Input RegisterFunctionTable 3. Status of the Input Register after Power on ResetBit 15(SI)Bit 14(SCT)Bit 13(OLD)Bit 12(HS6)Bit 11(LS6)Bit 10(HS5)Bit 9(LS5)Bit 8(HS4)Bit 7(LS4)Bit 6(HS3)Bit 5(LS3)Bit 4(HS2)Bit 3(LS2)Bit 2(HS1)Bit 1(LS1)Bit 0(SRR)H H H L L L L L L L L L L L L L6T68164595B–BCD–05/03Power Supply FailIn case of undervoltage at Pin VS, an internal timer is started. When the undervoltage delay time (t dUV ) programmed by the SCT bit is reached, the power supply fail bit (PSF)in the output register is set and all outputs are disabled. When normal voltage is present again, the outputs are enabled immediately. The PSF bit remains high until it is reset by the SRR bit in the input register.Open-load DetectionIf the open-load detection bit (OLD) is set to low, a pull-up current for each high-side switch and a pull-down current for each low-side switch is turned on (open-load detec-tion current I HS1-6, I LS1-6). If V VS –V HS1-6 or V LS1-6 is lower than the open-load detection threshold (open-load condition), the corresponding bit of the output in the output register is set to high. Switching on an output stage with OLD bit set to low disables the open-load function for this output.Overtemperature ProtectionIf the junction temperature exceeds the thermal prewarning threshold, T jPW set , the tem-perature prewarning bit (TP) in the output register is set. When the temperature falls below the thermal prewarning threshold, T jPW reset , the bit TP is reset. The TP bit can be read without transferring a complete 16-bit data word: with CS = high to low, the state of TP appears at Pin DO. After the microcontroller has read this information, CS is set high and the data transfer is interrupted without affecting the state of the input and output registers.If the junction temperature exceeds the thermal shutdown threshold, T j switch off , the out-puts are disabled and all bits in the output register are set high. The outputs can be enabled again when the temperature falls below the thermal shutdown threshold,T j switch on , and when a high has been written to the SRR bit in the input register. Ther-mal prewarning and shutdown threshold have hysteresis.Short-circuit ProtectionThe output currents are limited by a current regulator. Current limitation takes place when the overcurrent limitation and shutdown threshold (I HS1-6, I LS1-6) are reached.Simultaneously, an internal timer is started. The shorted output is disabled when during a permanent short the delay time (t dSd ) programmed by the short-circuit timer bit (SCT)is reached. Additionally, the short-circuit detection bit (SCD) is set. If the temperature prewarning bit TP in the output register is set during a short, the shorted output is dis-abled immediately and SCD bit is set. By writing a high to the SRR bit in the input register, the SCD bit is reset and the disabled outputs are enabled.InhibitThere are two ways to inhibit the T6816:1. Set bit SI in the input register to zero 2. Switch Pin 17 (INH) to 0VIn both cases, all output stages are turned off but the serial interface stays active. The output stages can be activated again by bit SI = 1 or by Pin 17 (INH) switched back to 5V.7T68164595B–BCD–05/03Note:1.Threshold for undervoltage detection.Absolute Maximum RatingsAll values refer to GND pinsParameterSymbol Value Unit Supply voltage Pins 5, 10V VS -0.3 to +40V Supply voltage tt0.5 s; I S u-2 A Pins 5, 10V VS -1V Supply voltage difference |V S_Pin5 - V S_Pin10|DV VS 150mV Supply current Pins 5, 10I VS 1.4A Supply current t < 200 ms Pins 5, 10I VS 2.6A Logic supply voltage Pin 19V VCC -0.3 to +7V Input voltage Pin 17V INH -0.3 to +17V Logic input voltage Pins 24 to 26V DI, V CLK, V CS-0.3 to V VCC +0.3V Logic output voltage Pin 18V DO-0.3 to V VCC +0.3V Input current Pins 17, 24 to 26I INH, I DI, I CLK, I CS-10 to +10mA Output current Pin 18I DO -10 to +10mAOutput current Pins 1 to 4, 11 to 16,Pins 27 and 28I LS1 to I LS6I HS1 to I HS6Internal limited, see output specificationReverse conducting current Pins 2, 3, 12, 13, 15, (t Pulse = 150 ms) 28 towards Pins 5, 10 I HS1 to I HS617A Junction temperature range T j -40 to +150°C Storage temperature rangeT STG-55 to +150°CThermal ResistanceAll values refer to GND pinsParameter Test Conditions Symbol Min.Typ.Max.Unit Junction - pin Measured to GNDPins 6 to 9 and 20 to 23R thJP 25K/W Junction ambientR thJA65K/WOperating RangeAll values refer to GND pinsParameter Test Conditions Symbol Min.Typ.Max.Unit Supply voltage Pins 5, 10V VS V UV (1)40V Logic supply voltage Pin 19V VCC 4.555.5V Logic input voltagePin 17, 24 to 26V INH, V DI, V CLK, V CS-0.3V VCC V Serial interface clock frequency Pin 25f CLK 2MHz Junction temperature range T j-40150°C8T68164595B–BCD–05/03Note:1.Test pulse 5: V Smax = 40VNoise and Surge ImmunityParameterTest Conditions Value Conducted interferences ISO 7637-1Level 4 (1)Interference Suppression VDE 0879 Part 2Level 5ESD (Human Body Model)MIL-STD-883D Method 3015.7 2 kV ESD (Machine Model)EOS/ESD - S 5.2150 VElectrical Characteristics7.5 V < V VS < 40 V; 4.5 V < V VCC < 5.5 V; INH = High; -40°C < T j < 150°C; unless otherwise specified,all values refer to GND pins.No.ParametersTest Conditions Pin Symbol Min.Typ.Max.Unit Type*1Current Consumption 1.1Quiescent current (VS)V VS < 28V , INH or bit SI =lo5, 10I VS 40µA A 1.2Quiescent current (VCC)4.5 V < V VCC <5.5 V , INH or bit SI = low 19I VCC 20µA A 1.3Supply current (VS)V VS < 28V normal operating, all output stages off,5, 10I VS0.81.2mAA1.4Supply current (VS)V VS < 28V normal operating, all output stages on, no load 5, 10I VS 10mA A 1.5Supply current (VCC)4.5 V < V VCC <5.5 V , normal operating Pin19I VCC150µAA2Internal Oscillator Frequency 2.1Frequency (timebase for delay timers)f OSC1945kHzA3Undervoltage Detection, Power-on Reset 3.1Power–on reset threshold19V VCC 3.4 3.9 4.4V A 3.2Power–on reset delay timeAfter switching on V VCC19t dPor 3095160µs A 3.3Undervoltagedetection threshold 5, 10V UV 5.57.0V A 3.4Undervoltagedetection hysteresis 5, 10D V UV 0.4V A 3.5Undervoltage detection delay5, 10t dUV721msA4Thermal Prewarning and Shutdown 4.1Thermal prewarning 17T jPWset 125145165°C A 4.2Thermal prewarning17T jPWreset105125145°CA*) Type means: A =100% tested, B = 100% correlation tested, C = Characterized on samples, D = Design parameterNotes: 1.Delay time between rising edge of CS after data transmission and switch on output stages to 90% of final level9T68164595B–BCD–05/034.3Thermal prewarning hysteresis DT jPW20KA 4.4Thermal shutdown 17T j switch off 150170190°C A 4.5Thermal shutdown 17T j switch on 130150170°C A 4.6Thermal shutdown hysteresis DT j switch off 20KA 4.7Ratio thermal shutdown/thermal prewarning T j switch off/ T jPW set 1.05 1.17A4.8Ratio thermal shutdown/thermal prewarningT j switch on/ T jPW reset1.05 1.2A5Output Specification (LS1 - LS6, HS1 - HS6) 7.5V < V VS < 40V 5.1On resistanceI Out = 600 mA1, 4, 11, 14, 16, 27R DS OnL1.5WA5.2On resistanceI Out = -600 mA2, 3, 12, 13, 15, 28R DS OnH2.0WA5.3Output clamping voltageI LS1-6 = 50mA 1, 4, 11, 14, 16, 27V LS1-64060V A5.4Output leakage currentV LS1–6 = 40 V all output stages off 1, 4, 11, 14, 16, 27I LS1–610µAA5.5Output leakage currentV HS1-6 = 0 V all output stages off 2, 3, 12, 13, 15, 28I HS1–6-10µAA5.7Inductive shutdown energy1-4, 11-16 27, 28W outx15mJ D5.8Output voltage edge steepness1-4, 11-16 27, 28dV LS1–6/dt dV HS1–6/dt 50200400mV/µs A5.9Overcurrent limitation and shutdown threshold1, 4, 11,1416, 27I LS1–66509501250mA AElectrical Characteristics (Continued)7.5 V < V VS < 40 V; 4.5 V < V VCC < 5.5 V; INH = High; -40°C < T j < 150°C; unless otherwise specified,all values refer to GND pins.No.Parameters Test Conditions Pin Symbol Min.Typ.Max.Unit Type**) Type means: A =100% tested, B = 100% correlation tested, C = Characterized on samples, D = Design parameterNotes: 1.Delay time between rising edge of CS after data transmission and switch on output stages to 90% of final level10T68164595B–BCD–05/035.10Overcurrent limitation and shutdown threshold2, 3, 12,1315, 28I HS1–6-1250-950-650mAA5.11Overcurrentshutdown delay time Input register bit 14 (SCT) = low t dSd 1.0 1.5 2.0ms A 5.12Open load detection currentInput register bit 13 (OLD) =low, output off 1, 4, 11,1416, 27I LS1–660200µAA5.13Open load detection currentInput register bit 13 (OLD) =low, output off2, 3, 12, 13 15, 28I HS1–6-150-30µA A 5.14Open load detection current ratio I LS1–6/I HS1–61.2A5.15Open load detection thresholdInput register bit 13 (OLD) =low, output off 1, 4, 11,1416, 27V LS1–60.64V A5.16Open load detection threshold Input register bit 13 (OLD) =low, output off 2, 3, 12, 13 15, 28V VS–V HS1–60.64V A 5.17Output switch on delay 1)R Load = 1 k W t don 0.5ms A 5.18Output switch off delay 1)R Load = 1 k Wt doff1msA6Inhibit Input 6.1Input voltage low level threshold17V IL 0.3-V VCCV A 6.2Input voltage high level threshold 17V IH 0.7-V VCC V A 6.3Hysteresis of input voltage17D V I 100700mV A 6.4Pull-down current V INH = V VCC17I PD1080µAA7Serial Interface - Logic Inputs DI, CLK, CS7.1Input voltage low-level threshold 24-26V IL 0.3-V VCCV A 7.2Input voltage high-level threshold 24-26V IH 0.7-V VCCV A 7.3Hysteresis of input voltage24-26DV I 50500mV A 7.4Pull-down current Pin DI, CLK V DI , V CLK = V VCC 25, 26I PDSI 250µA A 7.5Pull-up current Pin CSV CS = 0 V 24I PUSI-50-2µAAElectrical Characteristics (Continued)7.5 V < V VS < 40 V; 4.5 V < V VCC < 5.5 V; INH = High; -40°C < T j < 150°C; unless otherwise specified,all values refer to GND pins.No.ParametersTest Conditions Pin Symbol Min.Typ.Max.Unit Type**) Type means: A =100% tested, B = 100% correlation tested, C = Characterized on samples, D = Design parameterNotes: 1.Delay time between rising edge of CS after data transmission and switch on output stages to 90% of final level11T68164595B–BCD–05/03Serial Interface — Timing8Serial Interface - Logic Output DO8.1Output voltage low levelI OL = 3 mA 18V DOL 0.5V A 8.2Output voltage high levelI OL = -2 mA 18V DOH V VCC -0.7V V A 8.3Leakage current (tri-state)V CS = V VCC,0 V < V DO < V VCC18I DO-1010µAAElectrical Characteristics (Continued)7.5 V < V VS < 40 V; 4.5 V < V VCC < 5.5 V; INH = High; -40°C < T j < 150°C; unless otherwise specified,all values refer to GND pins.No.Parameters Test Conditions Pin Symbol Min.Typ.Max.Unit Type**) Type means: A =100% tested, B = 100% correlation tested, C = Characterized on samples, D = Design parameterNotes: 1.Delay time between rising edge of CS after data transmission and switch on output stages to 90% of final levelParametersTest Conditions Timing Chart No.Symbol Min.Typ.Max.Unit DO enable after CS falling edge C DO = 100 pF 1t ENDO 200ns DO disable after CS rising edge C DO = 100 pF 2t DISDO 200ns DO fall time C DO = 100 pF –t DOf 100ns DO rise time C DO = 100 pF –t DOr 100ns DO valid time C DO = 100 pF10t DOVal 200ns CS setup time 4t CSSethl 225ns CS setup time 8t CSSetlh 225ns CS high time Input register Bit 14 (SCT) = high 9t CSh 16ms CS high time Input register Bit 14 (SCT) = low9t CSh 2ms CLK high time 5t CLKh 225ns CLK low time 6t CLKl 225ns CLK period time –t CLKp 500ns CLK setup time 7t CLKSethl 225ns CLK setup time 3t CLKSetlh 225ns DI setup time 11t DIset 40ns DI hold time12t DIHold40ns12T68164595B–BCD–05/03Figure 4. Serial Interface Timing with Chart Numbers13T68164595B–BCD–05/03Figure 5. Application CircuitApplication NotesIt is strongly recommended to connect the blocking capacitors at V CC and V S as close as possible to the power supply and GND pins.Recommended value for capacitors at V S :electrolythic capacitor C >22µF in parallel with a ceramic capacitor C =100nF. Value for electrolytic capacitor depends on external loads, conducted interferences and reverse conducting current I HSX (see: Absolut Maximum Ratings).Recommended value for capacitors at V CC :electrolythic capacitor C >10µF in parallel with a ceramic capacitor C =100nF.To reduce thermal resistance it is recommended to place cooling areas on the PCB as close as possible to GND pins.14T68164595B–BCD–05/03Package InformationOrdering InformationExtended Type NumberPackage RemarksT6816-TIQSO28Power package, taped and reeled© Atmel Corporation 2003.Atmel Corporation makes no warranty for the use of its products, other than those expressly contained in the Company’s standard warranty which is detailed in Atmel’s Terms and Conditions located on the Company’s web site. The Company assumes no responsibility for any errors which may appear in this document, reserves the right to change devices or specifications detailed herein at any time without notice, and does not make any commitment to update the information contained herein. No licenses to patents or other intellectual property of Atmel are granted by the Company in connection with the sale of Atmel products, expressly or by implication. Atmel’s products are not authorized for use as critical components in life support devices or systems.Atmel HeadquartersAtmel OperationsCorporate Headquarters2325 Orchard Parkway San Jose, CA 95131TEL 1(408) 441-0311FAX 1(408) 487-2600Europe Atmel SarlRoute des Arsenaux 41Case Postale 80CH-1705 Fribourg SwitzerlandTEL (41) 26-426-5555FAX (41) 26-426-5500AsiaRoom 1219Chinachem Golden Plaza 77 Mody Road Tsimhatsui East Kowloon Hong KongTEL (852) 2721-9778FAX (852) 2722-1369Japan9F, Tonetsu Shinkawa Bldg.1-24-8 ShinkawaChuo-ku, Tokyo 104-0033JapanTEL (81) 3-3523-3551FAX (81) 3-3523-7581Memory2325 Orchard Parkway San Jose, CA 95131TEL 1(408) 441-0311FAX 1(408) 436-4314Microcontrollers2325 Orchard Parkway San Jose, CA 95131TEL 1(408) 441-0311FAX 1(408) 436-4314La Chantrerie BP 7060244306 Nantes Cedex 3, France TEL (33) 2-40-18-18-18FAX (33) 2-40-18-19-60ASIC/ASSP/Smart CardsZone Industrielle13106 Rousset Cedex, France TEL (33) 4-42-53-60-00FAX (33) 4-42-53-60-011150 East Cheyenne Mtn. Blvd.Colorado Springs, CO 80906TEL 1(719) 576-3300FAX 1(719) 540-1759Scottish Enterprise Technology Park Maxwell BuildingEast Kilbride G75 0QR, Scotland TEL (44) 1355-803-000FAX (44) 1355-242-743RF/AutomotiveTheresienstrasse 2Postfach 353574025 Heilbronn, Germany TEL (49) 71-31-67-0FAX (49) 71-31-67-23401150 East Cheyenne Mtn. Blvd.Colorado Springs, CO 80906TEL 1(719) 576-3300FAX 1(719) 540-1759Biometrics/Imaging/Hi-Rel MPU/High Speed Converters/RF DatacomAvenue de Rochepleine BP 12338521 Saint-Egreve Cedex, France TEL (33) 4-76-58-30-00FAX (33) 4-76-58-34-80e-mailliterature@Web Site4595B–BCD–05/03xMAtmel ® is the registered trademark of Atmel.Other terms and product names may be the trademarks of others.。
专业资料知识汇总
工程管理与验收资料; 施工管理资料; 施工技术资料; 施工测量记录; 施工物资资料; 施工记录; 施工试验记录; 施工质量验收记录。
基建资料文件:①决策立顶文件上、②建设用地、片地、拆迁
文件、③斟察、测绘、设计文件、④工程招投标及承包单位合 同文件、⑤工程开工文件、⑥商务文件、⑦工程竣工备案文件、
供热与供冷系统,为 2个采暖、供冷期。 电气管线、给排水管道、设备安装为 2 年。 装修工程为 2 年。 幕墙工程为 3 年。
5、建筑施工安全
安全管理、文明施工、脚手架、基坑支护及模板工程 “三宝”“四口”防护、 施工用电、物料提升机与外用电梯、塔吊 、起重吊装、施工机具(10项)
安全管理目标包括:安全达标目标、伤亡事故控制目标、文明施工实现目标
市政基础设施档案卷内目录
工程名称 分部工程、专业名称或里程 卷内文件内容
骏工验收文件包括哪些?
单位(子单位)工程质量竣工验收记录 勘察文件质量检查报告 设计文件质量检查报告 工程 竣工验收报告 规划、消防、环保等部门出具的认可文件准许使用文件 房屋建筑工程质量保修书 《住宅质量保证书》、《住宅使用说明书》 建筑工程竣工验收备案表
使用行灯其他电源电压应不大于36V。 隧道、人防工程电源电压应不大于36V。 在潮湿、易触及带电场所电源电压应不大于24V. 在特别潮湿、金属容器内工作照明电源电压应不大于
12V.
市政基础设施档案立卷方式
工程准备阶段文件由建设单位按项目立卷, 监理文件由监理单位按 项目立卷, 施工文件由施工单位按单位工程竣工立卷, 竣工验收文件由建设单位按单位工程立卷, 电子档案由建设单位、施工单位按单位工程立卷。
搭设高度在25m以下时,可素土夯实找平,上面铺 5㎝厚木板,长度为2m时垂直 于墙体放置;长度大于3m时平行于墙体放置。
OB2263

GENERAL DESCRIPTIONOB2263 is a highly integrated current mode PWM control IC optimized for high performance, low standby power and cost effective offline flybackconverter applications in sub 30W range.PWM switching frequency at normal operation is externally programmable and trimmed to tight range.At no load or light load condition, the IC operates in extended ‘burst mode’ to minimize switching loss.Lower standby power and higher conversion efficiency is thus achieved.VDD low startup current and low operating currentcontribute to a reliable power on startup design with OB2263. A large value resistor could thus be used in the startup circuit to minimize the standby power.The internal slope compensation improves system large signal stability and reduces the possible sub-harmonic oscillation at high PWM duty cycle output.Leading-edge blanking on current sense(CS) inputremoves the signal glitch due to snubber circuit diodereverse recovery and thus greatly reduces the externalcomponent count and system cost in the design.OB2263 offers complete protection coverage withautomatic self-recovery feature including Cycle-by-Cycle current limiting (OCP), over load protection(OLP), VDD over voltage clamp and under voltagelockout (UVLO). The Gate-drive output is clamped to maximum 18V to protect the power MOSFET. Excellent EMI performance is achieved with On-Bright proprietary frequency shuffling technique together with soft switching control at the totem pole gate drive output. Tone energy at below 20KHZ is minimized in the design and audio noise is eliminated during operation. OB2263 is offered in SOT23-6, SOP-8 and DIP-8 packages.FEATURES ■ On-Bright Proprietary Frequency ShufflingTechnology for Improved EMI Performance. ■ Extended Burst Mode Control For ImprovedEfficiency and Minimum Standby Power Design ■ Audio Noise Free Operation■ External Programmable PWM Switching Frequency ■ Internal Synchronized Slope Compensation■ Low VDD Startup Current and Low OperatingCurrent (1.4mA) ■ Leading Edge Blanking on Current Sense Input■ Good Protection Coverage With Auto Self-Recovery o VDD Over Voltage Clamp and Under Voltage Lockout with Hysteresis (UVLO) o Gate Output Maximum Voltage Clamp (18V) o On-Bright Proprietary Line Input Compensated Cycle-by-Cycle Over-current Threshold Setting For Constant Output Power Limiting OverUniversal Input Voltage Range. o Overload Protection (OLP) APPLICATIONS Offline AC/DC flyback converter for■ Battery Charger ■ Power Adaptor ■ Set-Top Box Power Supplies■ Open-frame SMPSTYPICAL APPLICATIONGENERAL INFORMATIONPin ConfigurationThe OB2263 is offered in SOT23-6, DIP8 and SOP8 packages, shown as below.Ordering Information Part Number DescriptionOB2263MP SOT23-6, Pb-free OB2263AP DIP8, Pb-free OB2263CP SOP8, Pb-freePackage Dissipation RatingPackageR θJA (°C/W)DIP8 90 SOP8 150SOT23-6200Absolute Maximum RatingsParameter Value VDD DC Supply Voltage 30 VVDD Zener Clamp VoltageNoteVDD_Clamp+0.1VVDD DC Clamp Current 10 mA V FB Input Voltage -0.3 to 7V V SENSE Input Voltage to Sense Pin-0.3 to 7V V RI Input Voltage to RI Pin -0.3 to 7V Min/Max Operating Junction Temperature T J -20 to 150 o C Min/Max Storage Temperature T stg-55 to 160 o C Note: VDD_Clamp has a nominal value of 34V.Stresses beyond those listed under “absolute maximum ratings” may cause permanent damage to the device. These are stress ratings only, functional operation of the device at these or any other conditions beyond those indicated under “recommended operating conditions” is not implied. Exposure to absolute maximum-rated conditions for extended periods may affect device reliability.Marking InformationTERMINAL ASSIGNMENTSPin Name I/O DescriptionGroundGND PFB I Feedback input pin. The PWM duty cycle is determined by voltage level into this pin and SENSE pin input.RI I Internal Oscillator frequency setting pin. A resistor connected between RI and GND sets the PWM frequency.SENSE I Current sense input pin. Connected to MOSFET current sensing resistor node.VDD P Chip DC power supply pin.GATE O Totem-pole gate drive output for the power MOSFET.RECOMMENDED OPERATING CONDITIONUnit Symbol Parameter MinMaxVDD VDD Supply Voltage 10 to 30 VRI RI Resistor Value 100 KohmT A Operating Ambient Temperature -20 to 85 o CBLOCK DIAGRAMELECTRICAL CHARACTERISTICS(T A = 25O C if not otherwise noted)Symbol Parameter Test Conditions Min Typ Max Unit Supply Voltage (VDD) I_VDD_Startup VDD Start up Current VDD =12.5V, RI=100K Measure Leakage currentinto VDD3 20 uAI_VDD_Ops Operation Current VDD =16V,RI=100Kohm, V FB =3V1.4 mA UVLO(ON) VDD Under Voltage Lockout Enter7.8 8.8 9.8 VUVLO(OFF) VDD Under Voltage Lockout Exit (Recovery)13 14 15 VVDD_Clamp VDD Zener Clamp VoltageI VDD = 5 mA 34 VFeedback Input Section(FB Pin)A VCS PWM Input Gain ΔV FB /ΔV cs2.0 V/V V FB_Open V FB Open Loop Voltage4.8 VI FB _Short FB pin short circuit current Short FB pin to GND and measure current1.2 mAV TH _0D Zero Duty Cycle FB Threshold Voltage VDD = 16V, RI=100Kohm0.75 VV TH _PL Power Limiting FB Threshold Voltage3.7 VT D _PL Power limiting Debounce Time35 mSecZ FB _IN Input Impedance 6 Kohm DC_MAX Maximum Duty Cycle VDD=18V, RI=100Kohm, FB=3V,CS=075 %Current Sense Input(Sense Pin) T_blanking Leading edge blanking timeRI = 100 Kohm 300 nsZ SENSE _IN Input Impedance 40 Kohm T D _OC Over Current Detection andControl DelayVDD = 16V, CS>V TH _OC, FB=3.3V 75 nSecV TH _OC Over CurrentThreshold Voltage at zero Duty CycleFB=3.3V, RI=100 Kohm 0.70 0.75 0.80 V Oscillator F OSC Normal Oscillation FrequencyRI = 100 Kohm 60 65 70 KHZ∆f_TempFrequency Temperature Stability VDD = 16V, RI=100Kohm, T A -20oCto 100 o C5 % ∆f_VDDFrequency Voltage Stability VDD = 12-25V, RI=100Kohm5 % RI_range Operating RI Range 50 100 150 Kohm V_RI_open RI open load voltage 2 VF osc_BM Burst Mode BaseFrequency VDD = 16V, RI =100Kohm22 KHZGate Drive OutputVOL Output Low Level VDD = 16V, Io = -20 mA0.8 V VOH Output High Level VDD = 16V, Io = 20 mA 10 VV_Clamp OutputClampVoltage Level 18VT_r Output Rising Time VDD = 16V, CL = 1nf 220 nSec T_f Output Falling Time VDD = 16V, CL = 1nf 70 nSec Frequency Shuffling∆f_OSC FrequencyModulation range/Base frequencyRI=100K -33%f_shuffling Shuffling Frequency RI=100K 64 HZUVLO(ON) vs Temp8.08.28.48.68.89.0-20104070100130Temp(C)U V L O (O N ) (V )OPERATION DESCRIPTIONThe OB2263 is a highly integrated PWM controller IC optimized for offline flyback converter applications in sub 30W power range. The extended burst mode control greatly reduces the standby power consumption and helps the design easily meet the international power conservation requirements.•Startup Current and Start up Control Startup current of OB2263 is designed to be very low so that VDD could be charged up above UVLO threshold level and device starts up quickly. A large value startup resistor can therefore be used to minimize the power loss yet provides reliable startup in application. For AC/DC adaptor with universal input range design, a 2 MΩ, 1/8 W startup resistor could be used together with a VDD capacitor to provide a fast startup and low power dissipation solution.•Operating CurrentThe Operating current of OB2263 is low at 1.4mA. Good efficiency is achieved with OB2263 low operating current together with extended burst mode control features.•Frequency shuffling for EMI improvement The frequency Shuffling/jittering (switching frequency modulation) is implemented in OB2263. The oscillation frequency is modulated with a random source so that the tone energy is spread out. The spread spectrum minimizes the conduction band EMI and therefore reduces system design challenge.•Extended Burst Mode OperationAt zero load or light load condition, majority of the power dissipation in a switching mode power supply is from switching loss on the MOSFET transistor, the core loss of the transformer and the loss on the snubber circuit. The magnitude of power loss is in proportion to the number of switching events within a fixed period of time. Reducing switching events leads to the reduction on the power loss and thus conserves the energy.OB2263 self adjusts the switching mode according to the loading condition. At from no load to light/medium load condition, the FB input drops below burst mode threshold level. Device enters Burst Mode control. The Gate drive output switches only when VDD voltage drops below a preset level and FB input is active to output an on state. Otherwise the gate drive remains at off state to minimize the switching loss and reduces the standby power consumption to the greatest extend. The frequency control also eliminates the audio noise at any loading conditions.•Oscillator OperationA resistor connected between RI and GND sets the constant current source to charge/discharge the internal cap and thus the PWM oscillator frequency is determined. The relationship between RI and switching frequency follows the below equation within the specified RI in Kohm range at nominal loading operational condition.)()(6500KhzKohmRIFOSC=•Current Sensing and Leading Edge Blanking Cycle-by-Cycle current limiting is offered in OB2263 current mode PWM control. The switch current is detected by a sense resistor into the sense pin. An internal leading edge blanking circuit chops off the sense voltage spike at initial MOSFET on state due to Snubber diode reverse recovery so that the external RC filtering on sense input is no longer required. The current limit comparator is disabled and thus cannot turn off the external MOSFET during the blanking period. PWM duty cycle is determined by the current sense input voltage and the FB input voltage.•Internal Synchronized Slope Compensation Built-in slope compensation circuit adds voltage ramp onto the current sense input voltage for PWM generation. This greatly improves the close loop stability at CCM and prevents the sub-harmonic oscillation and thus reduces the output ripple voltage.•Gate DriveOB2263 Gate is connected to an external MOSFET gate for power switch control. Too weak the gate drive strength results in higher conduction and switch loss of MOSFET while too strong gate drive output compromises the EMI.A good tradeoff is achieved through the built-in totem pole gate design with right output strength and dead time control. The low idle loss and good EMI system design is easier to achieve with this dedicated control scheme. An internal 18V clamp is added for MOSFET gate protection at higher than expected VDD input.•Protection ControlsGood power supply system reliability is achieved with its rich protection features including Cycle-by-Cycle current limiting (OCP), Over Load Protection (OLP) and over voltage clamp, Under Voltage Lockout on VDD (UVLO).With On-Bright Proprietary technology, the OCP threshold tracks PWM Duty cycles and is line voltage compensated to achieve constant output power limit over the universal input voltage range with recommended reference design. At overload condition when FB input voltage exceeds power limit threshold value for more than TD_PL, control circuit reacts to shut down the output power MOSFET. Device restarts when VDD voltage drops below UVLO limit.VDD is supplied by transformer auxiliary winding output. It is clamped when VDD is higher than threshold value. The power MOSFET is shut down when VDD drops below UVLO limit and device enters power on start-up sequence thereafter.PACKAGE MECHANICAL DATA SOT23-68-Pin Plastic DIP8-Pin Plastic SOP。
Research Proposal for MS (by Research) andor PhD a Knowledge Representation & Memory Functi

Research Proposal for MS (by Research) and/or PhD aKnowledge Representation & Memory Functionality in Human Brain using ALNNs & fMRI1Biswa SenguptaUniversity of York, EnglandMind. A mysterious form of matter secreted by the brain. Its chief activity consists in the endeavour to ascertain its own nature; the futility of the attempt being due to the fact that it has nothing but itself toknow itself with.-- Ambrose Bierce A bstractIt can be argued that generally accepted methodologies of Artificial Intelligence research are limited in the proportion of human level intelligence they can be expected to emulate. This proposal aims to understand knowledge/data representation in human brain along with understanding memory modules through the usage of Artificial Life Neural Networks (ALNNs) & fMRI data from brain scans and eventually simulating the algorithm produced, if possible, on a Cellular Automata Machine (CAM) or a similar structure. This research would add a new paradigm to evolvable neural network research & machine learning techniques presently available. A principle tenet of my methodology is to build & test real robotic systems based on the work envisaged.IntroductionDoctors see man as a neurological and biological system. Mathematicians consider man a collection of logic and computational devices. Whereas, computer experts call them interactive robots. Most of today s application is just superficial application of logic developed by the human s way of doing things. What we now require to meet the challenge of these unpredictable and confusing times is a new paradigm to guide a new age. The implicit dream of AI has been to build human level intelligence. Though building a humanoid robot is challenging but recent progress in many fields shows that it is practical to make serious attempts at this goal.The research aims to take a sub-symbolic (by saying this I am not ruling out the features of symbolic AI that tends to be helpful at times) knowledge representation (cybernetic intelligence) for problem solving techniques in designing intelligent machines and control of complex systems. It will mainly encompass non-linear and optimal control of distributed & intelligent systems through designing novel neural networks. Information processing and memory elements in human brain will be the prima facie of this research. The idea moves from the contention that matter is merely a manifestation of energy. The problem is that we have no evidence for a non-material thinking substance that survives death. The problem of consciousness has been called the mind-brain problem or the ontological problem. This idea generally encompasses the popular dualism philosophy of the mind. Paul Churchland at the University of California (San Diego) calls this interactionist property dualism. Though we shouldn t entirely rule out materialism, which suggest that the brain enables the mind. What I mean that qualia, which many cognitive scientists explain as souls of experiences is a matter. Qualia is specialised perceptual & cognitive capacity we humans enjoy. Let me cite an example, we would not be overwhelmed if we happen to remember an incident of the past which may have occurred many years ago. Hence huge amount of text, sounds & video is stored in our 150cc brain. But we need to take into account that humans do not construct a full monolithic model of the environment. There is a need to better understand the data mining information model and the phenomenon of memory in the brain.1 I am yet to start the final year of my undergraduate class hence, the views expressed here fall short of the understanding that I would develop during my dissertation on Effect of Synaptic Plasticity on CA1/CA3 hippocampal pyramidal neurons. Also this research may be a bit too optimistic for a single PhD project, so we will use the historic divide and conquer rule for this.Problem Statement & Research QuestionsThe question is Can we emulate this on the neural network structures? Perhaps not. This is where Artificial Life Neural Networks (ALNNs) become useful. They live in physical networks or in other words they are ecological networks. In ALNNs, the physical environment assigns semantics to the output of the nervous system. The behaviour of ALNNs is the result of the output of the network itself, the environment, and of their interactions. I am deeply engrossed with the thought of using ALNN in an effort to understand data representation and memory in human brain. It would be fascinating to know that the input of an ALNN primarily encodes the state of the local physical environment around the organism. There the physical environment would be of par importance in assigning a semantic to the activation pattern of the input and the output of the neural network. Eventually, ALNNs may acquire through evolution an ability to extract from the environment, reinforcement learning signals or auto-generated teaching inputs and use them to adapt to the environment during their lifetime. Most ANN models are far from the biological reality; modelling neurons and synapses and developing computational tolls able to perform efficiently in perceptive tasks are different businesses despite a common inspiration.I envisage implementing the outcome and understanding of this research, if possible in the form of an algorithm on a cellular automata machine (CAM), which presently would be a RAM based lookup table hardware device [Toffoli & Margolus 1990], using Evolutionary & Genetic Algorithms.This research would add an insight to other research that aims to understand the human brain in greater depth thus implementing the mind electronically. It will add to our existing knowledge in making clever robots & add to the present family of robots like MIT s COG & KISMET (though Minsky explains that the researchers are not very candid about the limitations of the performance of their systems) and Sony s Aibo. Such an artificial nervous system will be too complex to be humanly designable, but it may be possible to evolve it, and incrementally, by adding neural modules to an already functional artificial nervous system.Theoretical and experimental researches have a reciprocal relationship theories suggest experiments, while experiments confirm or disconfirm theories and suggest new bases for theories. Second, the data that has already been collected clearly demonstrates to an impartial observer that the phenomenon exists, so as far as the idea is concerned looking for further proof of existence is sterile. As the rising flood reaches more populated heights, machines will begin to do well in areas a greater number can appreciate. The visceral sense of a thinking presence in machinery will become increasingly widespread. The presence of minds in machines will then become self-evident.I plan to decipher knowledge representation in brain using the already available information on layering, hyper-columnarisation, neurochemical modulation, splitting neurons, retina/LGN, thalamus & V1, early associate visual cortex, temporal lobe/hypothalamus, hippocampus (for memory representation), etc. If time permits I foresee a need of constructing multi-module expansion for ALNN with automatic training. Over time, artificial nervous systems should grow in complexity, until they can be called emotional machines. An alternative approach of using a CAM is to use Eldridge and Hutchings run-time reconfigurable (FPGA) hardware system (RRANN) to execute a back-propagation learning algorithm in a feed-forward neural network.Review of Related ResearchThis research is certain to revolutionize the field of neural networks and artificial life, because it will provide a powerful new tool to evolve artificial brains with billions of neurons, and at electronic speeds. This will help to produce the Darwin Machine, i.e. a machine that evolves its own architecture. To the best of my knowledge, I wouldn t deny that similar research is going in different labs across the world but MIT s Media Lab & the AI Lab (especially the Living Machines group) require a special mention. The second is in Switzerland at the EPFL under Eduardo Sanchez & Prof. Dario Floreano. Belgium s Lernout & Hauspie (L&H) is using a CAM for speech processing feasibility studies. Several scientists acrossBelgium, Japan, Poland, China & the US are known to have been looking on related aspects of this research. I think at some point in time, I have to visit the Delayed Pointer Neural Net (DePo NN) based on Collect & Distribute Neural Net (CoDi) model & the electronic Learning Evolutionary Model (eLEM)along with Prof. Tom Mitchellimages. Terry Sejnowski at Salk Institute, has done a lot of work from modelling the hippocampus, to face recognition to speech recognition to motion perception, the latest being independent component analysis & temporal hebbian learning.Deliverable and Program Schedule (Course of Action)I have had this ambition to understand the brain since I was a grade 8 student. My undergraduate degree in Electronics & Computer Engineering would have an impetus to my attained knowledge on belief networks in dynamic systems. I am confident that my understanding of cognition modules through a signalling point of view in my undergraduate dissertation will help me to develop the relevant models for data (as an abstract of feelings) & memory in human brain. I plan to complete the first phase of my research i.e., to develop an algorithm to mimic this representation by the end of my MS & then I would like to continue implementing the outcome of my research in due course of my PhD. This will allow researchers involved with decision-making & machine learning to better understand the state space on which the former is implemented, constrained by completely noisy, constantly changing environment. Research Design, Methodology & ApproachFigure 1 Proposed model for the researchI plan to use fMRI (functional Magnetic Resonance Imaging) data with a machine learning perspective for my research. An fMRI plot produces time-series data that represent brain activity in a collection of 2D slices of the brain. Multiple 2D slices can be captured, forming a 3D image that may contain on the order of 15,000 voxels. The resulting fMRI time series thus provides us with a high resolution 3D movie of the activation across a large fraction of the brain. This would be done by automatically classifying the instantaneous cognitive state of a human being, given his/her observed fMRI activity at a single time instant or time interval. But I see some problems like cognitive activity can change within 20 milliseconds, while a single 3D scan commonly takes 3 seconds, by which point dozens if not hundreds of different cognitive events could have occurred. This problem is compounded by the activation in a timepoint having been caused by a neurophysiologic event around 8 seconds earlier (since blood oxygen levels what fMRI actually records take this long to build up). Second of all, given that the human brain is parallel, and given that we are incredibly complex in our thinking patterns, the exact same task could be carried out ( in terms of cognitive states at least) quite differently on different occasions within subjects and between subjects, even if performance is identical. Keeping these perils in mind, I would use classifiers like Gaussian naïve Bayes (GNB) as a tool for decoding and tracking the sequence of hidden cognitive states of a subject. A large success of this research relies on machine learning algorithms that can successfully learn the spatial-temporal fMRI patterns that distinguish these cognitive states.For this we should clarify our understanding of how the brain and nerves actually generate thought and language. We understand the brain at the low level, the individual neurons, and we also have the capability to understand the high level, in the sense of which part lights up when I am writing this proposal. I am aware of the limitations that can arise when trying to emulate complex thought processes but am optimistic on my capabilities.Though I have mentioned my view, to implement the algorithm on a CAM, I am pretty unsure if this becomes a non-result oriented method in the future. I plan to switch to other methodology if this approach looks pessimistic. I have concluded that this research is interesting and ambitious, but in so far as it is a life-long project (maybe several life-times) I think I need to make it even more ambitious, for the simple reason that the system I am trying to understand has many levels of abstraction and I don t think any of them can be fully understood without the others. BUT one doesn t have to understand all levels equally well, and for some questions one can ignore the lowest levels. Likewise, biological evolution evolved designs at different levels of abstraction. They co-evolved. Some aspects of the higher-level machines are implementation independent and some implementation dependent. So, it would be a good idea to understand the highest level of cognitive function first.I agree with what Piaget discovered that for example the architecture of the mind of a 3 year old child is very different from that of a typical adult, and may be even adult architectures can vary, depending on the culture, personal development trajectories, trauma, etc.The proposed research can be outlined as in Figure 1. The basic questions that I wish to explore are: How the human brain stores experiences of past events by diving them into fragments?How neuro-transmitters help the process (using perhaps action-potential)?When presented with relevant information, how does the brain co-relate the input i.e., the essential link between vision & audio to match that information?What sort of an algorithm that can mimic this behaviour? Hence I am basically heading towards brain-based knowledge representation architecture.I am still building up other perspectives not limiting only to levels that are relatively close to brain structure. For this I am learning and reading on Central Nervous System as neuroscience has been developing rapidly over the last 25 years. I am making an effort to understand the organization of the real nervous system, and, along with that, the organization of behaviours as seen in the field of ethology, where there are interesting studies of behavioural evolution which is fundamental to understanding brain evolution. Also at present, my time is adsorbed on maximum likelihood, information theory & expectation maximization (esp. Baum s algorithm) apart from enlightening myself with probability theory, pattern recognition and signal processing.Constructing a mind is simply a different kind of problem of how we can synthesise organizational systems that can support a large enough diversity of different schemes, yet enable them to work together to exploit one another s abilities. I gaze to the question of self-organization, whether some processes can dissipate energy (computer cycles) and locally reverse entropy (get more & more complex). In other words, what kind of system can eventually produce a brain, rather than what is the brain.I will not rule out the fact that I might come across techniques that may change my angle of attack towards the problem and help in formation of a robust algorithm. I presume that my multitude encounters with hardcore research in the British Aerospace DCSC lab in the form of developing scenario based assessment (for software reliability) to produce an algorithm using neural network & genetic algorithms, will help my capability as a prospective researcher. The work here developed my critical understanding of search space. Especially, my knowledge on meta-heuristic search along with reliability perspective of software using Markov Analysis, Queuing Networks, Stochastic Petri Nets (SPN), etc to name a few have been greatly enlightened here. I have also thought of taking an initiative to develop parallel search spaces, but it needs a bit more thought.I am indebted to Marvin Minsky (co-founder MIT AI Labs), Aaron Sloman (University of Birmingham), Gerald E. Schneider (MIT Brain & Cognitive Science) & Jordan Pollack (Brandeis) for increasing my productivity by their useful inputs during the writing of this research proposal.References1.Parisi D., Cecconi F., and Nolfi S. (1990), Econets: Neural networks that learn in an environment.Network, 1: 149-1682.Harnard S. (1990), Symbol grounding problem. Physica D, 42: 335-4643.Ackley D.E., and Littman M.L. (1991), Interaction between learning and evolution. In C.G. Langton et.al(Eds) Proceedings of the second conference on Artificial Life. Addison-Wesley: Reading, MA4.Nolfi S, Parisi D. (1993), Auto-teaching networks that develop their own teaching input, In J.L.Deneubourg, H. Bersini, S. Goss, G. Nicholis, R. Dagonnier (Eds), Proceedings of the second European Conference on Artificial Life, Brussels, Free University of Brussels5.Nolfi S, Parisi D., Neural Networks in an Artificial Life Perspective6.Brooks R.A., Prospects for Human Level Intelligence for Humanoid Robots7.Garis Hugo de, CAM-Brain The evolutionary Engineering of a Billion Neuron Artificial Brain by 2001which Grows/Evolves at Electronic speeds inside a cellular Automata Machine (CAM)8.Gazzaniga Michael S. et al., Cognitive Neuroscience The Biology of the mind9.Nichols John G. et al., From Neuron to Brain10.Mc Clelland James L, Understanding the Mind by simulating the Brain11.Korkin M and de Garis H, The CAM Brian Machine (CBM) An FPGA based hardware Tool that evolvesa 1000 neuron-net circuit module in seconds and updates a 75 million neuron artificial brain for real-timerobot control12.Dinerstein J, Dinerstein N and de Garis H, Automatic Multi-module neural network evolution in anartificial brain13.Brooks R.A, Breazeal C, Robert I, Kemp C.C, Marjanovic M, Scassellati B, Williamson M.M, AlternativeEssences of Intelligence14.Yao X, Evolving Artificial Neural Networks15.Mitchell Tom M. et al, Classifying Instantaneous Cognitive States from fMRI Data16.Minsky M. (1987), The Society of Mind, Simon and Schuster17.Minsky M., Logical vs. Analogical OR Symbolic vs. Connectionist OR Neat vs. Scruffy18.Verleysen M., The explanatory power of Artificial Neural Networksa For the latest version of the proposal please refer to http:// /~bs125 [Revision 2.1]。
ASTM A 325

Designation:A325–02American AssociationState Highway andTransportation OfficialsStandard AASHTO No.:M164Standard Specification forStructural Bolts,Steel,Heat Treated,120/105ksi MinimumTensile Strength1This standard is issued under thefixed designation A325;the number immediately following the designation indicates the year oforiginal adoption or,in the case of revision,the year of last revision.A number in parentheses indicates the year of last reapproval.Asuperscript epsilon(e)indicates an editorial change since the last revision or reapproval.This standard has been approved for use by agencies of the Department of Defense.1.Scope*1.1This specification2covers two types of quenched and tempered steel heavy hex structural bolts having a minimum tensile strength of120ksi for sizes1.0in.and less and105ksi for sizes over1.0to11⁄2in.,inclusive.1.2The bolts are intended for use in structural connections. These connections are covered under the requirements of the Specification for Structural Joints Using ASTM A325or A490 Bolts,approved by the Research Council on Structural Con-nections,endorsed by the American Institute of Steel Construc-tion and by the Industrial Fastener Institute.31.3The bolts are furnished in sizes1⁄2to11⁄2in.,inclusive. They are designated by type,denoting chemical composition as follows:Type DescriptionType1Medium carbon,carbon boron,or medium carbon alloy steel. Type2Withdrawn in November1991.Type3Weathering steel.N OTE1—Bolts for general applications,including anchor bolts,are covered by Specification A449.Also refer to Specification A449for quenched and tempered steel bolts and studs with diameters greater than 11⁄2in.but with similar mechanical properties.N OTE2—A complete metric companion to Specification A325has been developed—Specification A325M;therefore,no metric equivalents are presented in this specification.1.4This specification is applicable to heavy hex structural bolts only.For bolts of other configurations and thread lengths with similar mechanical properties,see Specification A449.1.5Terms used in this specification are defined in Specifi-cation F1789.1.6The following safety hazards caveat pertains only to the test methods portion,Section10,of this specification:This standard does not purport to address all of the safety concerns, if any,associated with its use.It is the responsibility of the user of this standard to establish appropriate safety and health practices and determine the applicability of regulatory limita-tions prior to use.2.Referenced Documents2.1ASTM Standards:A153Specification for Zinc Coating(Hot-Dip)on Iron and Steel Hardware4A194/A194M Specification for Carbon and Alloy Steel Nuts for Bolts for High-Pressure and High-Temperature Service5A449Specification for Quenched and Tempered Steel Bolts and Studs6A490Specification for Heat-Treated Steel Structural Bolts, 150ksi Minimum Tensile Strength6A563Specification for Carbon and Alloy Steel Nuts6A751Test Methods,Practices,and Terminology for Chemical Analysis of Steel Products7B695Specification for Coatings of Zinc Mechanically Deposited on Iron and Steel8D3951Practice for Commercial Packaging9F436Specification for Hardened Steel Washers6F606Test Methods for Determining the Mechanical Prop-erties of Externally and Internally Threaded Fasteners, Washers,and Rivets6F788/F788M Specification for Surface Discontinuities of Bolts,Screws,and Studs,Inch and Metric Series6F959Specification for Compressible-Washer-Type Direct Tension Indicators for Use with Structural Fasteners6F1470Fastener Sampling for Specified Mechanical Prop-erties and Performance Inspection6F1789Standard Terminology for F16mechanical Fasten-ers6G101Guide for Estimating the Atmospheric Corrosion1This specification is under the jurisdiction of ASTM Committee F16on Fasteners and is the direct responsibility of Subcommittee F16.02on Steel Bolts, Nuts,Rivets,and Washers.Current edition approved Jan.10,2002.Published February2002.Originally published as A325–st previous edition A325–01.2For ASME Boiler and Pressure Vessel Code applications see related Specifi-cation SA-325in Section II of that Code.3Published by American Institute of Steel Construction,One East Wacker Dr., Ste.3100,Chicago,IL60601-2001.4Annual Book of ASTM Standards,V ol01.06.5Annual Book of ASTM Standards,V ol01.01.6Annual Book of ASTM Standards,V ol01.08.7Annual Book of ASTM Standards,V ol01.03.8Annual Book of ASTM Standards,V ol02.05.9Annual Book of ASTM Standards,V ol15.09. 1*A Summary of Changes section appears at the end of this standard.Copyright©ASTM International,100Barr Harbor Drive,PO Box C700,West Conshohocken,PA19428-2959,United States.COPYRIGHT 2002; ASTM International Document provided by IHS Licensee=Fluor Corporation/2110503105, User=,08/07/2002 23:58:47 MDT Questions or comments about this message: please callthe Document Policy Management Group at 1-800-451-1584.Resistance of Low-Alloy Steels 102.2ASME Standards:11B 1.1Unified Screw ThreadsB 18.2.6Fasteners for Use in Structural Applications B 18.24.1Part Identifying Number (PIN)Code System 2.3Military Standard:12MIL-STD-105Sampling Procedure and Tables for Inspec-tion by Attributes3.Ordering Information3.1Orders for heavy hex structural bolts under this speci-fication shall include the following:3.1.1Quantity (number of pieces of bolts and accessories).3.1.2Size,including nominal bolt diameter,thread pitch,and bolt length.3.1.3Name of product,heavy hex structural bolts.3.1.4When bolts threaded full length are required,Supple-mentary Requirement S1shall be specified.3.1.5Type of bolt:Type 1or 3.When type is not specified,either Type 1or Type 3shall be furnished at the supplier’s option.3.1.6ASTM designation and year of issue.3.1.7Other components such as nuts,washers,and com-pressible washer-type direct-tension indicators,if required.3.1.7.1When such other components are specified to be furnished,also state “Nuts,washers,and direct tension indica-tors,or combination thereof,shall be furnished by lot number.”3.1.8Zinc Coating —Specify the zinc coating process re-quired,for example,hot dip,mechanically deposited,or no preference (see4.3).3.1.9Other Finishes —Specify other protective finish,if required.3.1.10Test reports,if required (see Section 13).3.1.11Supplementary or special requirements,if required.3.1.12For establishment of a part identifying system,see ASME B18.24.1.N OTE 3—A typical ordering description follows:1000pieces 11⁄8-7UNC in.dia 34in.long heavy hex structural bolt,Type 1ASTM A 325–02,each with one hardened washer,ASTM F 436Type 1,and one heavy hex nut,ASTM A 563Grade DH.Each component hot-dip zinc-coated.Nuts lubricated.3.2Recommended Nuts :3.2.1Nuts conforming to the requirements of Specification A 563are the recommended nuts for use with Specification A 325heavy hex structural bolts.The nuts shall be of the class and have a surface finish for each type of bolt as follows:Bolt Type and FinishNut Class and Finish1,plain (noncoated)A 563-C,C 3,D,DH,DH3,plain1,zinc coated A 563-DH,zinc coated 3,plain A 563-C3,DH3,plain3.2.2Alternatively,nuts conforming to Specification A 194/A 194M Gr.2H are considered a suitable substitute for use with Specification A 325Type 1heavy hex structural bolts.3.2.3When Specification A 194/A 194M Gr.2H zinc-coated nuts are supplied,the zinc coating,overtapping,lubri-cation,and rotational capacity testing shall be in accordance with Specification A 563.3.3Recommended Washers :3.3.1Washers conforming to Specification F 436are the recommended washers for use with Specification A 325heavy hex structural bolts.The washers shall have a surface finish for each type of bolt as follows:Bolt Type and FinishWasher Finish1,plain (uncoated)plain (uncoated)1,zinc coated zinc coated3,plain weathering steel,plain3.4Other Accessories :3.4.1When compressible washer type direct tension indica-tors are specified to be used with these bolts,they shall conform to Specification F 959Type 325.4.Materials and Manufacture 4.1Heat Treatment :4.1.1Type 1bolts produced from medium carbon steel shall be quenched in a liquid medium from the austenitizing temperature.Type 1bolts produced from medium carbon steel to which chromium,nickel,molybdenum,or born were inten-tionally added shall be quenched only in oil from the austen-itizing temperature.4.1.2Type 3bolts shall be quenched only in oil from the austenitizing temperature.4.1.3Type 1bolts,regardless of the steel used,and Type 3bolts shall be tempered by reheating to not less than 800°F.4.2Threading —Threads shall be cut or rolled.4.3Zinc Coatings,Hot-Dip and Mechanically Deposited :4.3.1When zinc-coated fasteners are required,the pur-chaser shall specify the zinc coating process,for example,hot dip,mechanically deposited,or no preference.4.3.2When hot-dip is specified,the fasteners shall be zinc-coated by the hot-dip process and the coating shall conform to the coating weight/thickness and performance requirements of Class C of Specification A 153.4.3.3When mechanically deposited is specified,the fasten-ers shall be zinc-coated by the mechanical deposition process and the coating shall conform to the coating weight/thickness and performance requirements of Class 50of Specification B 695.4.3.4When no preference is specified,the supplier shall furnish either a hot-dip zinc coating in accordance with Specification A 153,Class C,or a mechanically deposited zinc coating in accordance with Specification B 695,Class 50.Threaded components (bolts and nuts)shall be coated by the same zinc-coating process and the supplier’s option is limited to one process per item with no mixed processes in a lot.4.4Lubrication —When zinc-coated nuts are ordered with the bolts,the nuts shall be lubricated in accordance with Specification A 563,Supplementary Requirement S1,to mini-mize galling.10Annual Book of ASTM Standards ,V ol 03.02.11Available from ASME International,Information Central,22Law Dr.,PO Box 2300,Fairfield,NJ 07007-230012Available from USA Information Systems,Inc.,1092Laskin Rd.,Ste.208,Virginia Beach,V A23451.4.5Secondary Processing:4.5.1If any processing,which can affect the mechanical properties or performance of the bolts,is performed after the initial testing,the bolts shall be retested for all specified mechanical properties and performance requirements affected by the reprocessing.4.5.2When the secondary process is heat treatment,the bolts shall be tested for all specified mechanical properties.Hot dip zinc-coated bolts shall be tested for all specified mechani-cal properties and rotational capacity.If zinc-coated nuts are relubricated after the initial rotational capacity tests,the assemblies shall be retested for rotational capacity.5.Chemical Composition5.1Type1bolts shall be plain carbon steel,carbon boron steel,alloy steel or alloy boron steel at the manufacturer’s option,conforming to the chemical composition specified in Table1.5.2Type3bolts shall be weathering steel and shall conform to one of the chemical compositions specified in Table2.The selection of the chemical composition,A,B,C,D,E,or F,shall be at the option of the bolt manufacturer.See Guide G101for methods of estimating the atmospheric corrosion resistance of low alloy steels.5.3Product analyses made onfinished bolts representing each lot shall conform to the product analysis requirements specified in Table1and Table2,as applicable.5.4Heats of steel to which bismuth,selenium,tellurium,or lead has been intentionally added shall not be permitted for bolts.5.5Compliance with5.4shall be based on certification that heats of steel having any of the listed elements intentionally added were not used to produce the bolts.5.6Chemical analyses shall be performed in accordance with Test Methods,Practices,and Terminology A751.6.Mechanical Properties6.1Hardness—The bolts shall conform to the hardness specified in Table3.6.2Tensile Properties:6.2.1Except as permitted in6.2.2for long bolts and6.2.3 for short bolts,sizes1.00in.and smaller having a length of 21⁄4D and longer,and sizes larger than1.00in.having a lengthof3D and longer,shall be wedge tested full size and shall conform to the minimum wedge tensile load and proof load or alternative proof load specified in Table4.The load achieved during proof load testing shall be equal to or greater than the specified proof load.6.2.2When the length of the bolt makes full-size testing impractical,machined specimens shall be tested and shall conform to the requirements specified in Table5.When bolts are tested by both full-size and machined specimen methods, the full-size test shall take precedence.6.2.3Sizes1.00in.and smaller having a length shorter than 21⁄4D down to2D,inclusive,that cannot be wedge tensile tested shall be axially tension tested full size and shall conform to the minimum tensile load and proof load or alternate proof load specified in Table4.Sizes1.00in.and smaller having a length shorter than2D that cannot be axially tensile tested shall be qualified on the basis of hardness.6.2.4For bolts on which both hardness and tension tests are performed,acceptance based on tensile requirements shall take precedence in the event of low hardness readings.6.3Rotational Capacity Test:6.3.1Definition—The rotational capacity test is intended to evaluate the presence of a lubricant,the efficiency of the lubricant,and the compatibility of assemblies as represented by the components selected for testing.6.3.2Requirement—Zinc-coated bolts,zinc-coated wash-ers,and zinc-coated and lubricated nuts tested full size in an assembled joint or tension measuring device,in accordance with10.2,shall not show signs of failure when subjected to the nut rotation in Table6.The test shall be performed by the responsible party(see Section14)prior to shipment after zinc coating and lubrication of nuts(see10.2and Note5).TABLE1Chemical Requirements for Type1Bolts ElementCarbon SteelHeatAnalysisProductAnalysis Carbon0.30–0.520.28–0.55Manganese,min0.600.57Phosphorus,max0.0400.048Sulfur,max0.0500.058Silicon0.15–0.300.13–0.32ElementCarbon Boron SteelHeatAnalysisProductAnalysis Carbon0.30–0.520.28–0.55Manganese,min0.600.57Phosphorus,max0.0400.048Sulfur,max0.0500.058Silicon0.10–0.300.08–0.32Boron0.0005–0.0030.0005–0.003ElementAlloy SteelHeatAnalysisProductAnalysis Carbon0.30–0.520.28–0.55Manganese,min0.600.57Phosphorus,max0.0350.040Sulfur,max0.0400.045Silicon0.15–0.350.13–0.37Alloying Elements A AAlloy Boron SteelHeatAnalysisProductAnalysis Carbon0.30–0.520.28–0.55Manganese,min0.600.57Phosphorus,max0.0350.040Sulfur,max0.0400.045Silicon0.15–0.350.13–0.37Boron0.0005–0.0030.0005–0.003Alloying Elements A AA Steel,as defined by the American Iron and Steel Institute,shallbe considered to be alloy when the maximum of the range given for the content of alloying elements exceeds one or more of the following limits:Manganese,1.65%;silicon, 0.60%;copper,0.60%or in which a definite range or a definite minimum quantity of any of the following elements is specified or required within the limits of the recognizedfield of constructional alloy steels:aluminum,chromium up to3.99%, cobalt,columbium,molybdenum,nickel,titanium,tungsten,vanadium,zirconium, or any other alloying elements added to obtain a desired alloying effect.6.3.3Acceptance Criterion —The bolt and nut assembly shall be considered as non-conforming if the assembly fails to pass any one of the following specified requirements:6.3.3.1Inability to install the assembly to the nut rotation in Table 6.6.3.3.2Inability to remove the nut after installing to the rotation specified in Table 6.6.3.3.3Shear failure of the threads as determined by visual examination of bolt and nut threads following removal.6.3.3.4Torsional or torsional/tension failure of the bolt.Elongation of the bolt,in the threads between the nut and bolt head,is to be expected at the required rotation and is not to be classified as a failure.7.Dimensions7.1Head and Body :7.1.1The bolts shall conform to the dimensions for heavy hex structural bolts specified in ANSI/ASME B18.2.6.7.1.2The thread length shall not be changed except as provided in Supplementary Requirement S1.Bolts with thread lengths other than those required by this specification shall be ordered under Specification A 449.7.2Threads :7.2.1Uncoated —Threads shall be the Unified CoarseTABLE 2Chemical Requirements for Type 3Heavy Hex Structural Bolts AElementComposition,%Type 3Bolts AA B C D E F Carbon:Heat analysis Product analysis 0.33–0.400.31–0.420.38–0.480.36–0.500.15–0.250.14–0.260.15–0.250.14–0.260.20–0.250.18–0.270.20–0.250.19–0.26Manganese:Heat analysis Product analysis 0.90–1.200.86–1.240.70–0.900.67–0.930.80–1.350.76–1.390.40–1.200.36–1.240.60–1.000.56–1.040.90–1.200.86–1.24Phosphorus:Heat analysis Product analysis 0.035max 0.040max 0.06–0.120.06–0.1250.035max 0.040max 0.035max 0.040max 0.035max 0.040max 0.035max 0.040maxSulfur:Heat analysis Product analysis 0.040max 0.045max 0.040max 0.045max 0.040max 0.045max 0.040max 0.045max 0.040max 0.045max 0.040max 0.045maxSilicon:Heat analysis Product analysis 0.15–0.350.13–0.370.30–0.500.25–0.550.15–0.350.13–0.370.25–0.500.20–0.550.15–0.350.13–0.370.15–0.350.13–0.37Copper:Heat analysis Product analysis 0.25–0.450.22–0.480.20–0.400.17–0.430.20–0.500.17–0.530.30–0.500.27–0.530.30–0.600.27–0.630.20–0.400.17–0.43Nickel:Heat analysis Product analysis 0.25–0.450.22–0.480.50–0.800.47–0.830.25–0.500.22–0.530.50–0.800.47–0.830.30–0.600.27–0.630.20–0.400.17–0.43Chromium:Heat analysis Product analysis 0.45–0.650.42–0.680.50–0.750.47–0.830.30–0.500.27–0.530.50–1.000.45–1.050.60–0.900.55–0.950.45–0.650.42–0.68Vanadium:Heat analysis Product analysis B BB B0.020min 0.010minB BB BB BMolybdenum:Heat analysis Product analysis B B0.06max 0.07maxB B0.10max 0.11maxB BB BTitanium:Heat analysis Product analysisB BB BB B0.05max 0.06maxB BB BA A,B,C,D,E,and F are classes of material used for Type 3bolts.Selection of a class shall be at the option of the bolt manufacturer.BThese elements are not specified or required.TABLE 3Hardness Requirements for BoltsBolt Size,in.Bolt Length,in.Brinell Rockwell C Min Max Min Max 1⁄2to 1,inclLess than 2D A 25331925342D and over ...319...3411⁄8to 11⁄2,inclLess than 3D A 22328619303D and over...286...30ASizes 1.00in.and smaller having a length shorter than 2D and sizes larger than 1.00in.having a length shorter than 3D are subjectonly to minimum and maximum hardness.D =Nominal diameter or thread size.Thread Series as specified in ANSI/ASME B1.1,and shall have Class 2A tolerances.7.2.2Coated —Unless otherwise specified,zinc-coated bolts to be used with zinc-coated nuts or tapped holes that are tapped oversize,in accordance with Specification A 563,shall have Class 2A threads before hot-dip or mechanically deposited zinc coating.After zinc coating,the maximum limits of pitch and major diameter shall not exceed the Class 2A limit by more than the following amounts:Nominal Bolt Diameter (in.)Oversize Limit,in.AHot-Dip Zinc Mechanical Zinc1⁄20.0180.0129⁄16,5⁄8,3⁄40.0200.0137⁄80.0220.0151to 11⁄40.0240.01613⁄8,11⁄20.0270.018AHot-dip zinc nuts are tapped oversize after coating,and mechanical zinc-coated nuts are tapped oversize before coating.7.2.3The gaging limit for bolts shall be verified during manufacture.In case of dispute,a calibrated thread ring gage of the same size as the oversize limit in 7.2.2(Class X tolerance,gage tolerance plus)shall be used to verify compliance.The gage shall assemble with hand effort following application of light machine oil to prevent galling and damage to the gage.These inspections,when performed to resolve controversy,shall be conducted at the frequency specified in the quality assurance provisions of ASME B18.2.6.8.Workmanship8.1The allowable limits,inspection,and evaluation of the surface discontinuities,quench cracks,forging cracks,head bursts,shear bursts,seams,folds,thread laps,voids,tool marks,nicks,and gouges shall be in accordance with Specifi-cation F 788/F 788M (See Note 4).N OTE 4—Specification F 788/F 788M nor F 1470guarantee 100%freedom from head bursts.Sampling is designed to provide a 95%confidence level of freedom from head bursts in any test lot.Head bursts,within the limits in Specification F 788/F 788M,are unsightly but do not affect mechanical properties or functional requirements of the bolt.9.Number of Tests and Retests 9.1Testing Responsibility :9.1.1Each lot shall be tested by the manufacturer prior to shipment in accordance with the lot identification control quality assurance plan in 9.2through 9.5.9.1.2When bolts are furnished by a source other than the manufacturer,the Responsible Party as defined in 14shall be responsible for assuring all tests have been performed and the bolts comply with the requirements of this specification (see 4.5).9.2Purpose of Lot Inspection —The purpose of a lot inspec-tion program is to ensure that each lot conforms to the requirements of this specification.For such a plan to be fully effective it is essential that secondary processors,distributors,and purchasers maintain the identification and integrity of each lot until the product is installed.9.3Lot Method —All bolts shall be processed in accordance with a lot identification-control quality assurance plan.The manufacturer,secondary processors,and distributors shall identify and maintain the integrity of each production lot of bolts from raw-material selection through all processing op-erations and treatments to final packing and shipment.Each lot shall be assigned its own lot-identification number,each lot shall be tested,and the inspection test reports for each lot shall be retained.9.4Lot Definition —A lot shall be a quantity of uniquely identified heavy hex structural bolts of the same nominal size and length produced consecutively at the initial operation from a single mill heat of material and processed at one time,by the same process,in the same manner so that statistical sampling is valid.The identity of the lot and lot integrity shall be maintained throughout all subsequent operations and packag-ing.TABLE 4Tensile Load Requirements for Full-Size BoltsBolt Size,Threads per Inch,and Series DesignationStress Area,A in.2Tensile Load,Bmin,lbf Proof Load,BLength Measure-ment Method Alternative Proof Load,B Yield Strength Method Column 1Column 2Column 3Column 4Column 51⁄2–13UNC0.1421705012050130505⁄8–11UNC 0.2262710019200208003⁄4–10UNC 0.3344010028400307007⁄8–9UNC0.4625545039250425001–8UNC 0.60672700515005575011⁄8–7UNC 0.76380100564506180011⁄8–8UN 0.79082950584506400011⁄4–7UNC 0.969101700717007850011⁄4–8UN 1.000105000740008100013⁄8–6UNC 1.155121300854509355013⁄8–8UN 1.233129500912509987011⁄2–6UNC 1.40514750010400011380011⁄2–8UN1.492156700110400120850AThe stress area is calculated as follows:As 50.7854@D 2~0.9743/n !#2where:As =stress area,in.2,D =nominal bolt size,and n =threads per inch.BLoads tabulated are based on the following:Bolt Size,in.Column 3Column 4Column 51⁄2to 1,incl 11⁄8to 11⁄2,incl120000psi105000psi85000psi 74000psi92000psi 81000psi9.5Number of Tests—The minimum number of tests from each lot for the tests specified below shall be as follows:Tests Number of Testsin Accordance With Hardness,tensilestrength,proof load,and rotational capacityGuide F1470Coating weight/ thickness The referenced coating specification ASurface discontinuities Specification F788/F788MDimensions andthreadfitASME B18.2.6A Guide F1470applies if the coating specification does not specify a testing frequency.10.Test Methods10.1Tensile,Proof Load,and Hardness:10.1.1Tensile,proof load,and hardness tests shall be conducted in accordance with Test Methods F606.10.1.2Tensile strength shall be determined using the Wedge or Axial Tension Testing Method of Full Size Product Method or the Machined Test Specimens Method depending on size and length as specified in6.2.1-6.2.4.Fracture on full-size tests shall be in the body or threads of the bolt without a fracture at the junction of the head and body.10.1.3Proof load shall be determined using Method1, Length Measurement,or Method2,Yield Strength,at the option of the manufacturer.10.2Rotational Capacity—The zinc-coated bolt shall be placed in a steel joint or tension measuring device and assembled with a zinc-coated washer and a zinc-coated and lubricated nut with which the bolt is intended to be used(see Note5).The nut shall have been provided with the lubricant described in the last paragraph of the Manufacturing Processes section of Specification A563.The joint shall be one or more flat structural steel plates orfixture stack up with a total thickness,including the washer,such that3to5full threads of the bolt are located between the bearing surfaces of the bolt head and nut.The hole in the joint shall have the same nominal diameter as the hole in the washer.The initial tightening of the nut shall produce a load in the bolt not less than10%of the specified proof load.After initial tightening,the nut position shall be marked relative to the bolt,and the rotation shown in Table6shall be applied.During rotation,the bolt head shall be restrained from turning.N OTE5—Rotational capacity tests shall apply only to matched assem-bly lots that contain on A325bolt,one A563lubricated nut,and one F436washer that have been zinc coated in accordance with either Specifications A153or B695.Both the bolt and nut components of the matched assembly shall be zinc coated using the same process.11.Inspection11.1If the inspection described in11.2is required by the purchaser,it shall be specified in the inquiry and contract or order.11.2The purchaser’s representative shall have free entry to all parts of the manufacturer’s works,or supplier’s place of business,that concern the manufacture or supply of the material ordered.The manufacturer or supplier shall afford the purchaser’s representative all reasonable facilities to satisfy him that the material is being furnished in accordance with this specification.All tests and inspections required by the specifi-cation that are requested by the purchaser’s representative shall be made before shipment,and shall be conducted as not to interfere unnecessarily with the operation of the manufactur-er’s works or supplier’s place of business.12.Rejection and Rehearing12.1Disposition of nonconforming bolts shall be in accor-dance with the Guide F1470section titled“Disposition of Nonconforming Lots.”13.Certification13.1When specified on the purchase order,the manufac-turer or supplier,whichever is the responsible party as defined in Section14,shall furnish the purchaser a test reports that includes the following:13.1.1Heat analysis,heat number,and a statement certify-ing that heats having the elements listed in5.4intentionally added were not used to produce the bolts,13.1.2Results of hardness,tensile,and proof load tests, 13.1.3Results of rotational capacity tests.This shall include the test method used(solid plate or tension measuring device); and the statement“Nuts lubricated”for zinc-coated nuts when shipped with zinc-coated bolts,13.1.4Zinc coating measured coating weight/thickness for coated bolts,13.1.5Results of visual inspection for head bursts,13.1.6Statement of compliance with dimensional and threadfit requirements,13.1.7Lot number and purchase order number,13.1.8Complete mailing address of responsible party,and 13.1.9Title and signature of the individual assigned certi-fication responsibility by the company officers.TABLE5Tensile Strength Requirements for Specimens Machined from BoltsBolt Diameter,in.Tensile Strength,min,psi(MPa)Yield Strength,min,psi(MPa)Elongation,in4D,min,%Reduction of Area,min,% 1⁄2to1,incl.120000(825)92000(635)1435Over1to11⁄2105000(725)81000(560)1435TABLE6Rotational Capacity Test for Zinc-Coated BoltsBolt Length,in.Nominal Nut Rotation,degrees(turn)Up to and including43dia240(2⁄3) Over43dia,but notexceeding83dia360(1)Over83dia,but not exceeding123dia 420(11⁄6)Over123dia.Test not applicable。
Colloids and Surfaces A Physicochem. Eng. Aspects 317
Available online at Colloids and Surfaces A:Physicochem.Eng.Aspects317 (2008) 551–556An environmental scanning electron microscopy examination of thefilm formation mechanism of novel acrylic latexKalin I.Dragnevski∗,Athene M.DonaldSector of Biological&Soft Systems,Department of Physics,Cavendish Laboratory,University of Cambridge,J J Thomson Avenue,Cambridge CB30HE,UK Received27July2007;received in revised form20November2007;accepted23November2007Available online 4 December 2007AbstractWe have employed environmental scanning electron microscopy(ESEM)to study thefilm formation mechanisms of two acrylic latex compo-sitions,here defined as standard(carboxymethyl cellulose stabilised)and novel(stabilised with a novel polysaccharide derived from agricultural waste).The ESEM analysis revealed that the microstructure of the standard system consists of individual particles and upon evaporation a contin-uousfilm is formed,which is consistent with the current models.However,in the case of the novel system the microstructure consists of individual particles and clusters and during evaporation a discontinuousfilm is formed with voids present within its structure.Based on the experimental evidence we propose a modification to thefilm formation mechanism for the novel latex system.© 2007 Elsevier B.V. All rights reserved.Keywords:Polymer latex;Film formation;ESEM1.IntroductionPolymer lattices,with their wide range of applications,have been the subject of many theoretical and experimental stud-ies.When used for its traditional applications,i.e.as paint or adhesive,the latex is applied in its wet state to a surface and allowed to dry andfilm form under ambient conditions.There-fore,conventional electron microscopy,with its extreme drying and sample preparation requirements,will not be suitable for the examination of lattices in their natural wet state.On the other hand,environmental scanning electron microscopy(ESEM)[1], which offers the possibility to image‘wet’and insulating spec-imens,has been successfully used in the study of a number of systems and dynamic processes including lattices andfilm formation[2–7].ESEM is based on the use of a multiple aperture graduated vacuum system,which allows specimens to be imaged under water vapour or other auxiliary gases,such as nitrogen or nitrous oxide[4].In this way,the chamber can be held at pressures usu-ally in the range of1–10Torr[8],while the gun and column remain at pressures of∼7.5×10−7Torr.Moreover,by using a ∗Corresponding author.E-mail address:kd281@(K.I.Dragnevski).correct pumpdown procedure[9]and by controlling the temper-ature of the specimen,which in the ESEM is usually done by using a Peltier stage,dehydration can be inhibited and hence samples can be imaged in their‘natural state’.Furthermore,by taking into consideration the saturated vapour pressure(SVP) curve for water as a function of temperature[9]and by increas-ing the temperature of the specimen or reducing the chamber pressure,it is possible to produce evaporation conditions within the specimen chamber,which allows examination of the process offilm formation.As mentioned above,polymer lattices are important indus-trial products and the subject of many research tex, which is an example of a wet insulating material,can be defined as a colloidal suspension of spherical polymer particles with varying diameters.When water is allowed to evaporate from the system,the aqueous suspension undergoes a series of trans-formations,which result in the formation of a continuous dry polymerfilm.This process,known asfilm formation,contains four main stages that can be described as follows[10–18]—stage I:dispersed suspension of polymer particles;stage II:con-centrated suspension of particles in contact with each other, surrounded by solvent-filled interstices;stage III:ordered array of deformed particles;stage IV:a molecularly continuous and homogeneousfilm formed as a result of polymer interdiffu-sion.0927-7757/$–see front matter© 2007 Elsevier B.V. All rights reserved. doi:10.1016/j.colsurfa.2007.11.042552K.I.Dragnevski,A.M.Donald/Colloids and Surfaces A:Physicochem.Eng.Aspects317 (2008) 551–556Fig.1.Schematic representation of an idealizedfilm formation process.Adapted from Keddie et al.to include the intermediate stage II*.Keddie et al.[5]used environmental scanning elec-tron microscopy and multiple-angle-of-incidence ellipsometry (MAIE)in the study of latexfilm formation.They concluded that an intermediate stage,between II and III,has been omitted in the conventional descriptions[10–18].The stage,defined as II*,is characterized by a randomly packed array of deformed particles which still contain water-filled interstices.A schematic representation of the process is shown in Fig.1.More recently,Keddie and co-workers[19,20]investigated the possibility of creating heterogeneousfilms,by mixing car-bon nanotubes(CNTs)with waterborne polymer particles.It was found that the mechanical properties of the nanocomposite coatings can be greatly improved,while maintaining their opti-cal clarity.However,it is important to note that all of the above studies were carried out using continuous polymerfilms.In recent years,environmental considerations have provided another strong motivation for developing coatings from renew-able resources and eliminating coalescing aids[21].These volatile organic components(VOCs)temporarily lower the glass transition temperature(T g)of the latex,which provides mobility to the polymer chains,thus allowing easier particle deformation and interdiffusion.Possible ways of eliminating VOCs,and pro-ducing lattices with lower T g,include blending hard and soft particles[22–24]so that the soft particles deform around the harder ones.However,in this case it is important to avoid seg-regation within the dispersion,ensuring an even distribution of particles throughout thefilm.Alternatively,core–shell particles, with a soft deforming shell surrounding a hard core,can be used for avoiding the issues with phase separation[25,26].In this paper we present the results from an ESEM investi-gation into thefilm formation mechanisms of a novel acrylic latex that has been stabilised by using a new polysaccharide, derived from agricultural waste and a standard polymer sys-tem,where the conventional carboxymethyl cellulose(CMC) has been used as a stabiliser.The novel polysaccharide con-sists of a number of monosaccharides(including arabinose and xylose)formed fromfive-and six-membered rings and has a low molecular weight,only a few thousand a.m.u.s rather than the hundreds of thousands found in cellulose for example.The polysaccharide also contains a significant amount of interfacially active protein∼15%.It is suggested that the initial latex particle stabilization comes from the protein component and ultimately the polysaccharide component stabilises the latex particles by adsorbing on their surface,rather than by chemically grafting on the growing polymer particles,which is the case for the con-ventionally used CMC.Initial examinations[27]have indicated that the novel latex canfilm form without the addition of coa-lescing solvents,which as suggested above,on one hand would provide an alternative method for the production of VOC-free architectural coatings and on the other would comply with the stringent EU and DEFRA regulations[28].2.Materials and methodsTwo aqueous latex compositions,supplied by ICI Plc,based on copolymers of methyl methacrylate(MMA)and2-ethylhexyl acrylate(2-EHA)were studied.In this paper the latex stabilised with the conventionally used by ICI Plc carboxymethyl cellulose will be referred to as‘standard’and the other stabilised with the new polysaccharide as‘novel’.The two lattices were initially about55wt.%polymer.The glass transition temperatures of the two lattices were determined by differential scanning calorime-try(DSC),carried out on dry specimens,using a PerkinElmer Pyris1instrument.The measured temperatures were279.8K for the standard and280.1K for the novel latex.The minimum film formation temperatures(MFFT)of the two lattices were measured by using a MFFT-Bar and were found to be278K and 279K,respectively.The microstructural analysis was carried out on an FEI XL-30environmental scanning electron microscope equipped with a Peltier stage.Wet samples from the above formulations were placed onto the cooling stage in the microscope chamber at a temperature of ca.274K.An evaporation-inhibiting pumpdown sequence was then performed,with the ambient air progres-sively replaced by water vapour.Once the purging cycle was completed,water vapour pressures and working distances of 3.5–4.5Torr and9.5–11.5mm were set,which provided suitable imaging environments.Imaging of the specimens was carried out at an accelerating voltage of10kV.Previous studies[2–5,29] have shown that the use of moderate beam voltages in combina-tion with fairly high pressures results in minimal beam damage, which proved to be the case in this study.Increasing the temper-ature of the specimens by1◦or2◦above the starting temperature of274K,as explained above,resulted in further dehydration of the lattices,which allowed examination of the process offilm formation.3.Results and discussionThe results of the microstructural observations are presented here.Firstly,thefilm formation mechanism of the standard latex will be considered.This will be followed by a presentation of the results for the novel polymer system.However,prior to considering the above,it is important to note that when we refer to lattices as being‘wet’,some water has in actual fact been removed from the surface of the specimens in order to obtain better quality images.Keddie et al.[2,5]used a simi-lar approach in the study of latexfilm formation by means of ESEM.It was found that despite the fact that some of the sur-K.I.Dragnevski,A.M.Donald /Colloids and Surfaces A:Physicochem.Eng.Aspects 317 (2008) 551–556553Fig.2.ESEM micrograph showing the surface of a standard latex specimen in stage II/II*.Imaging conditions:T =274K;p =3.9Torr.face water had been removed,the bulk of the samples remained ‘wet’.3.1.Standard latexFrom the ESEM image of the standard latex (Fig.2),it can be seen that under ‘wet’conditions the microstructure of the speci-men consists mainly of randomly distributed individual particles with an average size of ca.300nm.This was also confirmed by particle size measurements (Fig.3)carried out on a Coulter LS230Light Scattering Apparatus.Due to the fact that some of the water has already been removed,as explained above,some of the polymer particles are in contact.Despite that,they are still physically distinct,i.e.no significant deformation has occurred,and therefore it can be concluded that the latex is in stage II/II*.Fig.4reveals the surface microstructure of a standard latex specimen at a temperature of 276K.It is clearly seen that,at this slightly increased temperature,water evaporation has taken place,which results in the formation of a continuous polymer film.However,due to the fact that not all particles have lost their identity and some boundaries are still clearly visible,itcanFig.3.Particle size distribution of the standard latex,confirming the fact that the microstructure of the specimens in the ‘wet’state consists predominantly of individual polymer particles with sizes in the range of 300nm.Fig.4.ESEM micrograph of a standard latex specimen in stage III/IV .Imaging conditions:T =276K;p =3.9Torr.be concluded that under these conditions the latex is in stage III/IV .Due to the fact that imaging of the latex specimens was carried out below their T g of 279.8K,it is somewhat surpris-ing to observe the latter stages of film formation.However,it is suggested that as the microstructural analysis was carried out at temperatures very close to the minimum film formation tem-perature,partial particle deformation and coalescence,would naturally be expected to take place.It was also found that further increases in temperature did not lead to the observation of other surface morphologies.Based on the above results,which are comparable to those obtained in previous studies [1–5],it can be said that the film formation mechanism of the standard acrylic latex is in a good agreement with the conventional descriptions.3.2.Novel latexFig.5depicts the surface morphology of a novel latex spec-imen under ‘wet’conditions.The microstructure appears to be similar to one observed for the standard latex.The individual polymer particles,although in contact,are physicallydistinctFig.5.ESEM micrograph of a novel latex specimen in stage II/II*.Imaging conditions:T =274K;p =3.9Torr.554K.I.Dragnevski,A.M.Donald /Colloids and Surfaces A:Physicochem.Eng.Aspects 317 (2008) 551–556and therefore it can be concluded that the latex is in stage II/II*of the film formation process.However,another interesting feature that can be seen at slightly higher magnifications within the microstructure of the novel latex specimens (Fig.5inset )is the presence of a large number of clusters with sizes in the range 2–5m.The presence of these clusters was also confirmed by AFM [27]and particle size measurements (Fig.6a and b)carried out by ICI Plc using a Coulter LS230Light Scattering Apparatus.From the above ESEM images it is also evident that the clus-ters seen within the structure of the novel latex appear to have been formed by aggregation,followed by partial coalescence of individual particles,rather than complete coalescence.Here,partial coalescence is defined as the process of formation of agglomerates of spherical particles that are physically distinct,whereas complete coalescence is termed to be the formation of a featureless polymer structure.The factors leading to the formation of these clusters are currently being investigatedandFig.6.Particle size distribution (a)and AFM image (b)of the novel latex system,confirming the presence of a large number of clusters with sizes in the range of 2–5m.are believed to be related to the low molecular weight of the polysaccharide and its branched molecular structure [27].Further dehydration of the specimens resulted in the for-mation of a discontinuous film,with voids present within its structure (Fig.7).Similar to the standard latex,under these conditions not all particles and/or clusters appear to have com-pletely lost their identity and therefore it can be concluded that the latex is in stage III/IV of the film formation process.At this point,it is important to note that just as with the standard latex,the examination was carried out at temperatures close enough to the minimum film formation temperature of the latex to allow observation of the latter stages of the film formation process.The discontinuity of the film can be explained by taking into consideration the shape and size of the clusters.As seen from the ESEM results,the aggregates of spherical particles have differ-ent sizes and shapes.Therefore,it can be expected that during water evaporation,i.e.when clusters and individual particles come in contact,voids within the polymer film would easily form.It is believed that the presence of the clusters,which are formed during the latex synthesis,reduces the need for coalesc-ing solvent as part of the film formation has been achieved before film lay down and evaporation of the water.Thus,the creation of this partially coalesced polymer network during evaporation results in the formation of a film,which is in the middle of the two extremes,i.e.full coalescence and no coalescence.In summary,it can be said that despite the fact that the mechanism of cluster formation in the novel acrylic latex is yet to be fully revealed,the film formation process that the system undergoes as a result is clearly seen to be different from the standard one.Although,the overall process appears to be similar,some modifications of the individual stages of the conventional model need to be made,in the case of the novel latex,due to the presence of clusters in the starting material.The stages that the system undergoes during water evaporation can be described as follows—stage I:dispersed suspension of polymer particles and clusters,formed by aggre-gation of individual particles;stage II:concentratedsuspensionFig.7.ESEM image of a novel latex specimen in stage III/IV .Imaging condi-tions:T =276K;p =3.9Torr.K.I.Dragnevski,A.M.Donald/Colloids and Surfaces A:Physicochem.Eng.Aspects 317 (2008) 551–556555Fig.8.Schematic representation of thefilm formation mechanism for the novel latex system.of particles and clusters in contact with each other,surrounded by solvent-filled interstices;stage II*:randomly packed array of deformed particles and clusters that still contain water-filled interstices;stage III:ordered array of deformed particles and clusters with voids present in the structure;stage VI:a dis continuousfilm formed as a result of polymer interdiffusion.A schematic diagram of the process described above is shown in Fig.8.4.ConclusionsEnvironmental scanning electron microscopy has proven to be a successful method for studying the process of evolution of an aqueous polymer dispersion into a polymerfilm.The ESEM results,which are consistent with AFM data obtained by ICI[27],revealed that there are differences in both the microstructures and the drying behaviour of the studied latex systems.In the case of the standard latex,the microstruc-ture mainly consists of individual particles,whereas in the case of the novel latex,the microstructure appears to consist of individual particles and clusters with sizes in the range of 2–5m.Furthermore,during water evaporation,in the case of the standard system a continuousfilm is formed,which is con-sistent with the classical descriptions,whereas in the novel one thefilm formed,is discontinuous,with voids present within its structure.Based on the experimental results obtained in this study we have proposed a modification to the currently accepted mechanism for the formation of polymerfilms during drying.AcknowledgementsThe authors would like to acknowledge ICI Plc for funding this work and providing the latex specimens.We also thank Drs Simon Davies,Phil Taylor,Liz Bone,Martin Murray and Mervin Shannon for useful discussions and advice.References[1]G.Danilatos,Review&outline of environmental SEM at present,J.Microsc.162(1991)391–402.[2]J.L.Keddie,P.Meredith,R.A.L.Jones, A.M.Donald,Film for-mation of acrylic lattices with varying concentrations of non-film forming latex particles,Langmuir12(16)(1996)3793–3801.[3]C.He,A.M.Donald,Morphology of core–shell polymer lattices duringdrying,Langmuir12(26)(1996)6250–6256.[4]P.Meredith,A.M.Donald,Study of wet polymer systems in an environ-mental SEM:some imaging considerations,J.Microsc.181(1)(1996) 23–35.[5]J.L.Keddie,P.Meredith,R.A.L.Jones,A.M.Donald,Kinetics offilmformation in acrylic lattices studied with multiple-angle-of-incidence ellipsometry and environmental SEM,Macromolecules28(1995)2673–2682.[6]A.M.Donald,C.He,P.Royall,M.Sferrazza,N.A.Stelmashenko,B.L.Thiel,Applications of environmental SEM to colloidal aggregation and film formation,Colloids Surf.A:Physicochem.Eng.Aspects174(2000) 37–53.[7]A.Bogner,G.Thollet, D.Basset,P.-H.Jouneau, C.Gauthier,WetSTEM:a new development in environmental SEM for imaging nano-objects included in a liquid phase,Ultramicroscopy104(2005)290–301.[8]D.J.Stokes,Recent advances in electron imaging,image interpretation andapplications:environmental scanning electron microscopy,Phil.Trans.R.Soc.Lond.,A361(2003)2771–2787.[9]R.E.Cameron, A.M.Donald,Minimising sample evaporation in theenvironmental scanning electron microscope,J.Microsc.173(1994) 227.[10]G.L.Brown,Formation offilms from polymer dispersions,J.Polym.Sci.22(1956)423.[11]J.W.Vanderhoff,Mechanism offilm formation of lattices,Chem.ProcessEng.51(5)(1970)89.[12]S.S.V oyutskii,tinova,Role of autohesion duringfilm formationof latex,J.Adhes.9(1977)39.[13]D.P.Sheettz,Formation offilms by drying of latex,J.Appl.Polym.Sci.9(1965)3759–3773.[14]E.M.Boczar,B.C.Dionne,Z.Fu,A.B.Kirk,P.M.Lesko,A.D.Koller,Spectroscopic studies of polymer interdiffusion duringfilm formation, Macromolecules26(1993)5772.[15]M.A.Winnik,Latexfilm formation,Curr.Opin.Colloid Interf.Sci.2(2)(1997)192–199.[16]J.L.Keddie,Film formation of latex,Mater.Sci.Eng.R21(3)(1997).[17]A.F.Routh,W.B.Russel,A process model for latexfilm formation:limit-ing regimes for individual driving forces,Langmuir15(22)(1999)7762–7773.[18]P.A.Steward,J.Hearn,M.C.Wilkinson,An overview of polymer latexfilm formation and properties,Adv.Colloid Interf.Sci.86(3)(2000)195–267.[19]P.Vandervorst, C.H.Lei,Y.Lin,O.Dupont, A.B.Dalton,Y.P.Sun,J.L.Keddie,Thefine dispersion of functionalised carbon nan-otubes in acrylic latex coatings,.Coat.75(2)(2006)91–97.[20]T.Wang, C.H.Lei, A.B.Dalton, C.Creton,Y.Lin,K.A.S.Fer-nando,M.Manea,J.M.Asua,J.L.Keddie,Waterborne nanocomposite pressure sensitive adhesives with high tack energy,optical trans-parency and electrical conductivity,Adv.Mater.18(20)(2006) 2730.[21]M.A.Winnik,J.Feng,Latex blends:an approach to zero VOC coatings,J.Coat.Technol.68(852)(1996)39–50.[22]S.T.Eckersley,B.J.Heimer,Mechanistic considerations of particle sizeeffects onfilm properties of hard/soft latex blends,J.Coat.Technol.69 (864)(1997)97–107.[23]A.Tzitzinou,J.L.Keddie,J.M.Geurts,A.C.I.A.Peters,R.Satguru,Filmformation of latex blends with bimodal particle size distributions:con-556K.I.Dragnevski,A.M.Donald/Colloids and Surfaces A:Physicochem.Eng.Aspects 317 (2008) 551–556sideration of particle deformability and continuity of the dispersed phase, Macromolecules33(7)(2000)2695–2708.[24]S.Lepizzera,C.Lhommeau,G.Dilger,T.Pith,mbla,Film formingability and mechanical properties of coalesced latex blends,J.Polym.Sci., Part B:Polym.Phys.35(1997)2093–2101.[25]D.Juhue,ng,Film formation from dispersion of core shell latexparticles,Macromolecules28(1995)1306–1308.[26]L.Dong,Y.Tong,Y.An,H.Tang,Y.Zhuang,Z.Feng,Study of the blendscontaining core–shell latex polymer,Eur.Polym.J.33(4)(1997)501–503.[27]ICI Plc,Private communication,2006.[28]EU Directive2004/42/CE.[29]Royall,P.,The behaviour of silica in matt water-based lacquers,PhD thesis,University of Cambridge,2000.。
Summary

Debond Analyses for Stitched Composite StructuresE.H. GlaessgenNational Research CouncilHampton, VA 23681, U.S.A.I.S. Raju and C.C. Poe, Jr.NASA Langley Research CenterHampton, VA 23681, U.S.A.SummaryThe effect of stitching on mode I and mode II strain energy release rates for debond configurations is studied using an analysis based on plate finite elements and the virtual crack closure technique. The stitches were modeled as discrete nonlinear fastener elements with a compliance determined by experiment. The axial and shear behavior of the stitches was considered with both the compliances and failure loads assumed to be independent. The mode I strain energy release rate, G I, was shown to decrease once the debond had grown beyond the first row of stitches and was reduced to zero for long debonds, however, the mode II strain energy release rate, G II, continued to be of significant magnitude over the range of debond lengths considered.IntroductionWarp-knit carbon/epoxy textile composite materials are currently being considered for use in primary aircraft structures. Stitching the stiffeners to the skin is expected to suppress the initiation and growth of debonds between the stiffeners and skin. The structural skins are typically made of between two and ten stacks (layers of woven material) of 1.40 mm. thick carbon warp-knit fabric that is layered and stitched with Kevlar yarns. The stiffeners and intercostals are fabricated with a similar number of stacks of stitched fabric and are stitched to the skin. Once the preform is assembled, resin film infusion (RFI) is used to impregnate the entire structure with epoxy resin [1].Skin-stiffener interface stresses may be large enough to cause a separation between the skin and stiffening elements resulting in a delamination or debond [2]. The effects of stitching on delamination or debond growth in composites have been examined in simple two- and three-dimensional configurations by modeling the stitches as truss or beam elements connecting nodes through the thickness of the material [3-5]. An advantage of the three-dimensional modeling is to allow the stitches to be modeled discretely rather than as structural components with an ÒeffectiveÓ stiffness. References 2,6,7 proposed the use of plate elements to model skin-stiffener debond problems and calculate strain energy release rates using the virtual crack closure technique (VCCT). The approach taken in references 2,6-8 and the present analysis, is to place the skin nodes and the stiffener nodes along the interface between the skin and the stiffener. The positioning of these nodes at the interface is performed by defining an offset distance from the mid-plane of both the skin and the stiffener.The objective of this paper is to quantify the effect of stitches on the mode I and mode II strain energy release rates of the mixed mode skin-stiffener debond configuration shown in Figure 1. The plate element modeling technique is used to analyze the debond configurations and the VCCT is used to calculate strain energy release rates. Because the skin nodes and corresponding stiffener nodes are coincident in the bonded region, the plate element models do not allow for nodal connectivity beyond the element interface. Thus, the stitches are not modeled as finite length spar or beam elements as in references 3-5, but rather as nonlinear fastener elements with axial and shear compliances determined by experiment. In this paper, the stitched skin-stiffener configuration is analyzed and the strain energy release rates and stitch forces are evaluated for various debond lengths.AnalysisConsiderable insight into the behavior of complicated debond configurations can be gained by examining simple configurations such as the flange-skin configuration shown in Figure 1 while reducingmodeling complexity. The configuration was modeled as an infinitely wide strip of length L 1=L 2=2.54 cm.with a skin and stiffener flange of equal thickness, t , of 0.56 cm. and subjected to cylindrical bending repeating unit boundary conditions (v =0, q x =0 on y =±s y /2 in Figure 1).Material and skin thicknesses that are representative of the stitched composite wing skin used in a NASA program are considered [1]. The same material is assumed for both the skin and the stiffener flange with each stack of material oriented with its primary axis in the x -direction. The equivalent laminate stacking sequence is (45/-45/0/90/0/-45/45)ns with areal weights of 1.73E-4 N/cm 2, 3.62E-4 N/cm 2 and 1.95E-4 N/cm 2for the forty-five, zero and ninety degree plies, respectively. In these analyses, the laminates are assumed to be homogeneous with propertiesE 11=63.8 GPa m 12= m 13=15.7 GPa u 12= u 13=0.397E 22=E 33=32.2 GPam 23=3.43 GPau 23=0.490where E ii , m ij , u ij (i,j=1,2,3) are the YoungÕs moduli, shear moduli, and PoissonÕs ratio, respectively, and the subscripts 1,2,3 represent the fiber and two transverse directions, respectively. The stitch spacings, s x and s y , were assumed to be 3.18 mm. in the x- and y-directions, respectively (see Figure 1).The STAGS 480, 9-node quadratic shear deformable, plate/shell element [9] is used for modeling the debond configurations. A representation of the 9-noded plate elements near a debond front with rectangular grid type modeling is shown in Figure 2. The element size chosen was 0.13 mm. in the x -direction by 0.80mm. in the y -direction as shown in Figure 1. The virtual crack closure technique (VCCT) [10,11] can be used to calculate strain energy release rates, G , with plate elements using the techniques discussed in references 2,6-8. Reference 8 suggests that allowing the elements ahead of the debond front to have independent (free)rotations ensures accurate evaluation of the strain energy release rates. With this assumption, the G values can be calculated using the nodal forces (F x , F y , F z ) and displacements (u , v , w ) near the debond front as (see Figure 2) [6]Mode-I components:I i iz p p z l l I j j z q q z m m I k kz r r z n n G b F w w F w w G b F w w F w w G b F w w F w w i e j f k g ()()()©©©©©©=--()+-()[]=--()+-()[]=--()+-()[]121212D D D (1)Mode-II components:II i i x p p x l l II j jx q q x m m II k kx r r x n n G b F u u F u u G b F u u F u u G b F u u F u u iejfkg()()()©©©©©©=--()+-()[]=--()+-()[]=--()+-()[]121212D D D .(2)Mode III components can be calculated in a similar manner using y -forces and relative v -displacements.However, mode III components are negligible for this configuration and are identically zero at locations corresponding to y =-s y /2, 0 and s y /2 (Figure 1) due to local symmetry and hence are not reported here.Equations (1) and (2) assume that the elements have the same length, D, ahead of and behind the debond front.The equivalent widths apportioned to the two corner debond-front nodes are b i and b k , and to the midside debond-front node is b j and are taken asi b b b j b b k b b b J J J J J =+[]==+[]-+16231611,,,(3)where b J-1, b J and b J+1 are the widths of layers J-1, J and J+1, respectively, as shown in Figure 2(b).The strain energy release rates along the debond front of the mixed-mode skin-stiffener debondconfigurations are calculated using equations (1)-(3). The configurations have been analyzed with a geometrically nonlinear finite element analysis using the STAGS finite element code.Closure of the debond faces may occur once the debond is of sufficient length. In the finite element analysis, contact of the faces is allowed, while interpenetration of the faces is not. Interpenetration of the faces can be prevented either by adding gap elements (STAGS 810 PAD elements) to the model between the debond faces where interpenetration is likely to occur or by adding multipoint constraints along a known region of interpenetration to impose the requirement of identical z -direction displacements among elements in contact.No constraint on the relative sliding displacements (u ) is imposed using either technique. The later procedure was used in the present analysis although it requires that multiple analyses be executed to determine the actual contact length.The fastener elements used in this analysis are imposed as nonlinear constraints within the plate element model [9]. These fastener elements have both an axial and a shear stiffness, K axial and K shear , respectively.Only the fastener elements behind the debond front (L 1<x<L 1+a in Figure 1) carry load since the upper and lower plate elements ahead of the debond front are coupled using constraint equations to have identical translational displacements. Accurate compliance curves for both axial and shear behavior of the stitches were developed in reference 12 using flatwise tension and double lap shear tests, respectively. A piecewise linear representation of this data is used in the finite element model with failure occurring at 258 N in tension and 169N in shear. For the purposes of this analysis, the axial and shear responses of the stitches are assumed to be independent.Results and DiscussionThe mixed-mode skin-stiffener debond configuration assumes self-similar debond growth between the skin and stiffener. Thus, no variation in G across the width of the model is assumed and the values of G reported are those calculated along the lines of the stitching (y =0 in Figure 1). Examination of the distribution of G I and G II across the width for this debond configuration shown in Figure 1 showed less than two percent difference between the location in line with the stitches (y =0) and the location midway between the stitches (y =±s y /2, see Figure 1).The skin-stiffener debond configuration exhibits both mode I and mode II deformations at the debond front. As shown in Figure 3(a), for a fixed applied load, p , of 226 kN/m, both the mode I and mode II strain energy release rates, G I and G II , respectively, for the unstitched configurations increase with increasing debond length over the range of debond lengths, a , considered. Stitching significantly affects both G I and G II . G I initially increases with debond length and then begins to decrease after the debond passes the first stitch (first vertical line in Figure 3a), decreasing as additional stitches begin to carry load, eventually reaching values of zero for long debonds (a/t >2.3). These zero values for long debonds correspond to a region of contact immediately behind the debond front that increases with increasing debond length. In contrast, G II is a weak function of debond length and remains within 20% of its maximum value over the range considered. Thus,even though G I is significantly reduced, there may be sufficient G II present to grow the debond.Figures 3(b) and 3(c) show the axial and shear force in the stitches normalized by the force required for axial and shear failure, respectively. As seen in Figure 3(b), only stitches 1 through 3 have nonzero axial force (F axial ) over the range of debond lengths considered. The axial force reaches a near-constant value for debond lengths corresponding to the region of zero G I (a/t >2.3). However, a shearing force (F shear ), shown in Figure3(c), is also present in the stitches and is nonzero for all of the stitches (stitches 1 through 6) along the debond. Results were evaluated from the finite element model with increments of debond growth of 0.32 cm. (a/t=0.57), so the force corresponding to the first 0.32 cm. (a/t=0.57) of debond growth beyond a given stitch location in the finite element model was not recovered in the analysis and is represented by the dashed lines in the figure. For the longest debond considered in this analysis (a/t=4.6) corresponding to 80% of L1+a in Figure 1, the normalized shear force (F shear/F shear failure) in the first stitch is larger than the corresponding normalized axial force (F axial/F axial failure). There are two ways that the debond may continue to grow in this mixed-mode configuration. If the stitches remain intact, the debond may continue to grow by mode II as shown in Figure 3(a). However, if the stitches fail, non-zero mode I may be present and may also contribute to the growth of the debond. The present analysis suggests that the former may be the preferred growth mode for this configuration.Concluding RemarksThe effect of stitching on mode I and mode II strain energy release rates for debond configurations was studied using an analysis based on plate finite elements and the virtual crack closure technique. The plate element modeling technique was used to model the configuration and the virtual crack closure technique (VCCT) was used to calculate the strain energy release rates. The debond growth between the flange and the skin was shown to be approximately self-similar and continuous along the length of the flange-skin interface. The stitches were modeled as discrete nonlinear fastener elements with their compliance determined by experiment. Both axial and shear behavior of the stitches was considered, however, the two compliances and failure loads were assumed to be independent.The stitches began to carry considerable load and cause G I to decrease once the debond length became sufficiently long. In contrast, the stitches had less effect on mode II and G II remained significant throughout the range of debond lengths considered. Thus, there are two ways that the debond may continue to grow in this mixed-mode configuration. If the stitches do not fail, the debond may continue to grow by mode II, however if they do fail, the resulting mode I may also contribute to the growth of the debond.References1. Dow, M.B. and Dexter, H.B., ÒDevelopment of Stitched, Braided and Woven Composite Structures in the ACT Program and at Langley Research Center,Ó NASA TP-97-206234, November 1997.2. Wang, J.T., Jegley, D.C., Bush, H.G. and Hinrichs, S.C., ÒCorrelation of Structural Analysis and Test Results for the McDonnell Douglas Stitched/RFI All-Composite Wing Stub Box,Ó NASA TM-110267, 1996.3. Mignery, L.A., Tan, T.M., and Sun, C.T., ÒThe Use of Stitching to Suppress Delamination in Laminated Composites,Ó ASTM STP 876, 1985, pp. 371-385.4. Sankar, B.V. and Sonik, V., ÒModeling End-Notched Flexure Tests of Stitched Laminates,Ó Proceedings of t he American Society f or Composites , ASC, 1995, pp. 172-181.5. Lee, C. and Liu, D., ÒTensile Strength of Stitching Joint in Woven Glass Fabrics,Ó Journal of Engineering Materials and Technology, Vol. 112, April 1990, pp. 125-130.6. Wang, J.T., Raju, I.S., and Sleight, D.W., ÒComposite Skin Stiffener Debond Analyses Using Fracture Mechanics Approach with Shell Elements,Ó Composites Engineering, Vol. 5, No. 2, 1995, pp. 277-296.7. Wang, J.T. and Raju, I.S., ÒStrain Energy Release Rate Formulae for Skin-Stiffener Debond Modeled with Plate Elements,Ó Engineering Fracture Mechanics , Vol. 54, No. 2, 1996, pp. 211-228.8. Glaessgen, E.H., Riddell, W.T. and Raju, I.S., ÒEffect of Shear Deformation and Continuity on Delamination Strain Energy Release Rate,Ó 39th AIAA/ASME/ASCE/AHS Structures, Structural Dynamics and Materials Conference , AIAA Paper 98-2023, 1998.9. Brogan, F.A., Rankin, C.C., Cabiness, H.D. and Loden, W.A., STAGS User Manual, Lockheed Martin Missiles and Space Co., July 1996.10. Rybicki, E.F. and Kanninen, M.F., ÒA Finite Element Calculation of Stress Intensity Factors by a Modified Crack Closure Integral,Ó Engineering Fracture Mechanics , Vol. 9, 1977, pp. 931-938.11. Raju, I.S., ÒCalculation of Strain-Energy Release Rates with Higher Order and Singular Finite Elements,ÓEngineering Fracture Mechanics , Vol. 28, No. 3, 1987, pp. 251-274.12. Adams, D.O., ÒStitch Compliance in Delaminated Composites,Ó 29th SAMPE Technical Conference , Orlando, FL, October 28-31, 1997.5x, u (F x )y, v (F y )z, w (F z )Figure 1 Mixed-mode debond configurationFigure 2 Debond configuration modeled using 9-node plate elements(b) Details of the model near the debond front010020030040050060070012345S t r a i n E n e r g y R e l e a s e R a t e , G Ia n d G I I(N -m /m 2)Debond Length, a/tDebond Length, a/tS t i t c h F o r c e , Fa x i a l/Fa x i a l f a i l u r e00.050.10.150.20.250.30.350.412345(a) Strain energy release rate as a function of debond length(b) Stitch shear force as a function of debond lengthFigure 3 Effect of multiple stitches on G I , G II and stitch force (Applied Load, p=226 kN/m, t=0.56 cm., s x =0.32 cm., s y =0.32 cm.)(c) Stitch axial force as a function of debond lengthDebond Length, a/tS t i t c h F o r c e , Fs h e a r/Fs h e a r f a i l u r e0.050.10.150.20.250.30.350.40123456。
行业专业资料汇总
行业专业资料汇总在当今信息爆炸的时代,获取准确、全面的行业专业资料对于从事相关行业的人来说至关重要。
本文将为您汇总整理一些常见行业的专业资料,帮助您更好地了解和掌握相关领域的知识。
一、IT行业1. 技术文档:包括产品说明书、用户手册、技术白皮书等,用于介绍软件、硬件产品的功能和使用方法。
2. 行业报告:包括市场调研报告、趋势分析报告等,用于了解当前IT行业的发展趋势和市场状况。
3. 编程教程:包括各种编程语言的教程和指南,帮助初学者入门,并提供高级开发者的进阶知识。
4. 数据库文档:包括数据库的设计原理、操作指南等,帮助数据库管理员和开发人员更好地管理和利用数据。
5. 安全手册:包括网络安全、信息安全等方面的手册,帮助企业和个人提升网络安全意识和防护能力。
二、金融行业1. 经济报告:包括宏观经济报告、行业研究报告等,帮助投资者了解经济形势和行业发展趋势。
2. 金融法规:包括各国金融法律法规、监管政策等,帮助金融从业者遵守相关规定并规避风险。
3. 金融产品说明书:包括银行理财产品、保险产品等的说明书,帮助客户了解产品特点和风险收益情况。
4. 金融分析工具:包括财务分析模型、投资组合管理工具等,帮助投资者进行风险评估和资产配置。
5. 金融数据报告:包括股票、债券、期货等市场数据报告,帮助投资者进行数据分析和决策。
三、医疗行业1. 临床指南:包括各种疾病的诊断和治疗指南,帮助医生制定科学的治疗方案。
2. 药品说明书:包括药品的适应症、用法用量等信息,帮助医生和患者正确使用药物。
3. 医疗设备手册:包括各种医疗设备的使用方法和维护保养指南,帮助医护人员正确操作设备。
4. 医学研究论文:包括各种医学研究领域的学术论文,帮助医学研究人员了解最新的科研成果。
5. 医学影像资料:包括各种医学影像的解读和诊断报告,帮助医生进行疾病诊断和治疗计划。
四、教育行业1. 教学大纲:包括各个学科的教学目标和内容安排,帮助教师进行教学计划的制定。
16 CFR 303-2010
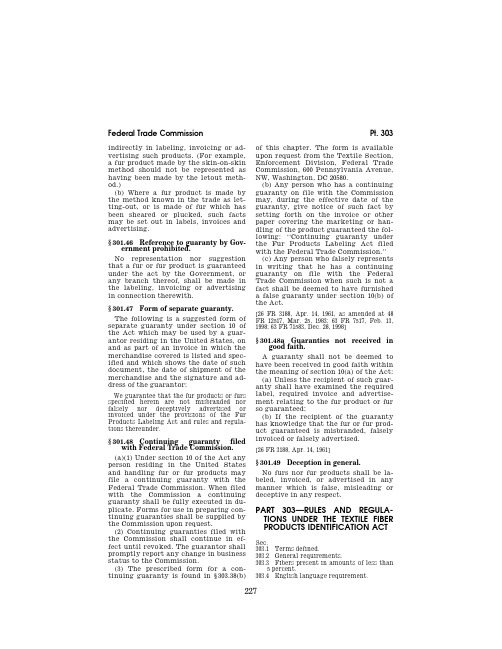
Federal Trade CommissionPt. 303indirectly in labeling, invoicing or ad-vertising such products. (For example, a fur product made by the skin-on-skin method should not be represented as having been made by the letout meth-od.)(b) Where a fur product is made by the method known in the trade as let-ting-out, or is made of fur which has been sheared or plucked, such facts may be set out in labels, invoices and advertising.§301.46Reference to guaranty by Gov-ernment prohibited.No representation nor suggestion that a fur or fur product is guaranteed under the act by the Government, or any branch thereof, shall be made in the labeling, invoicing or advertising in connection therewith.§301.47Form of separate guaranty.The following is a suggested form of separate guaranty under section 10 of the Act which may be used by a guar-antor residing in the United States, on and as part of an invoice in which the merchandise covered is listed and spec-ified and which shows the date of such document, the date of shipment of the merchandise and the signature and ad-dress of the guarantor:We guarantee that the fur products or furs specified herein are not misbranded nor falsely nor deceptively advertised or invoiced under the provisions of the Fur Products Labeling Act and rules and regula-tions thereunder. §301.48Continuing guaranty filed with Federal Trade Commission. (a)(1) Under section 10 of the Act anyperson residing in the United States and handling fur or fur products may file a continuing guaranty with the Federal Trade Commission. When filed with the Commission a continuing guaranty shall be fully executed in du-plicate. Forms for use in preparing con-tinuing guaranties shall be supplied by the Commission upon request.(2) Continuing guaranties filed withthe Commission shall continue in ef-fect until revoked. The guarantor shall promptly report any change in business status to the Commission. (3) The prescribed form for a con-tinuing guaranty is found in §303.38(b) of this chapter. The form is available upon request from the Textile Section, Enforcement Division, Federal Trade Commission, 600 Pennsylvania Avenue, NW, Washington, DC 20580.(b) Any person who has a continuing guaranty on file with the Commission may, during the effective date of the guaranty, give notice of such fact by setting forth on the invoice or other paper covering the marketing or han-dling of the product guaranteed the fol-lowing: ‘‘Continuing guaranty under the Fur Products Labeling Act filed with the Federal Trade Commission.’’ (c) Any person who falsely represents in writing that he has a continuing guaranty on file with the Federal Trade Commission when such is not a fact shall be deemed to have furnished a false guaranty under section 10(b) of the Act.[26 FR 3188, Apr. 14, 1961, as amended at 48 FR 12517, Mar. 25, 1983; 63 FR 7517, Feb. 13, 1998; 63 FR 71583, Dec. 28, 1998]§301.48a Guaranties not received ingood faith.A guaranty shall not be deemed to have been received in good faith within the meaning of section 10(a) of the Act: (a) Unless the recipient of such guar-anty shall have examined the requiredlabel, required invoice and advertise-ment relating to the fur product or fur so guaranteed; (b) If the recipient of the guaranty has knowledge that the fur or fur prod-uct guaranteed is misbranded, falsely invoiced or falsely advertised.[26 FR 3188, Apr. 14, 1961] §301.49Deception in general. No furs nor fur products shall be la-beled, invoiced, or advertised in any manner which is false, misleading or deceptive in any respect. PART 303—RULES AND REGULA-TIONS UNDER THE TEXTILE FIBER PRODUCTS IDENTIFICATION ACT Sec.303.1Terms defined.303.2General requirements. 303.3Fibers present in amounts of less than 5 percent.303.4English language requirement.16 CFR Ch. I (1–1–10 Edition) §303.1303.5Abbreviations, ditto marks, and aster-isks prohibited.303.6Generic names of fibers to be used.303.7Generic names and definitions for manufactured fibers.303.8Procedure for establishing generic names for manufactured fibers.303.9Use of fur-bearing animal names and symbols prohibited.303.10Fiber content of special types of prod-ucts.303.11Floor coverings containing backings, fillings, and paddings.303.12Trimmings of household textile arti-cles.303.13Sale of remnants and products made of remnants.303.14Products containing unknown fibers. 303.15Required label and method of affixing.303.16Arrangement and disclosure of infor-mation on labels.303.17Use of fiber trademarks and generic names on labels.303.18Terms implying fibers not present. 303.19Name or other identification required to appear on labels.303.20Registered identification numbers. 303.21Marking of samples, swatches, or specimens and products sold therefrom. 303.22Products containing linings, inter-linings, fillings, and paddings.303.23Textile fiber products containing su-perimposed or added fibers.303.24Pile fabrics and products composed thereof.303.25Sectional disclosure of content.303.26Ornamentation.303.27Use of the term ‘‘All’’ or ‘‘100%.’’303.28Products contained in packages.303.29Labeling of pairs or products con-taining two or more units.303.30Textile fiber products in form for con-sumer.303.31Invoice in lieu of label.303.32Products containing reused stuffing. 303.33Country where textile fiber products are processed or manufactured.303.34Country of origin in mail order adver-tising.303.35Use of terms ‘‘virgin’’ or ‘‘new.’’303.36Form of separate guaranty.303.37Form of continuing guaranty from seller to buyer.303.38Continuing guaranty filed with Fed-eral Trade Commission.303.39Maintenance of records.303.40Use of terms in written advertise-ments that imply presence of a fiber.303.41Use of fiber trademarks and generic names in advertising.303.42Arrangement of information in adver-tising textile fiber products.303.43Fiber content tolerances.303.44Products not intended for uses sub-ject to the act.303.45Exclusions from the act.A UTHORITY: 15 U.S.C. 70 et seq.S OURCE: 24 FR 4480, June 2, 1959, unless oth-erwise noted.§303.1Terms defined.As used in this part, unless the con-text otherwise specifically requires: (a) The term Act means the Textile F iber Products Identification Act (ap-proved September 2, 1958, 85th Con-gress, 2d Sess.; 15 U.S.C. 70, 72 Stat. 1717).(b) The terms rule, rules, regulations, and rules and regulations mean the rules and regulations prescribed by the Com-mission pursuant to section 7(c) of the Act.(c) The definition of terms contained in section 2 of the Act shall be applica-ble also to such terms when used in rules promulgated under the Act.(d) The term United States means the several States, the District of Colum-bia, and the Territories and possessions of the United States.(e) The terms required information and information required mean such infor-mation as is required to be disclosed on labels or invoices and in advertising under the Act and regulations.(f) The terms label, labels, labeled, and labeling mean the stamp, tag, label, or other means of identification, or au-thorized substitute therefor, required to be on or affixed to textile fiber prod-ucts by the Act and regulations and on which the information required is to appear.(g) The terms marketing or handling and marketed or handled, when applied to textile fiber products, mean any one or all of the transactions set forth in section 3 of the Act.(h) The terms invoice and invoice or other paper mean an account, order, memorandum, list, or catalog, which is issued to a purchaser, consignee, bail-ee, correspondent, agent, or any other person, in writing or in some other form capable of being read and pre-served in a tangible form, in connec-tion with the marketing or handling of any textile fiber product transported or delivered to such person.(i) The term outer coverings of fur-niture, mattresses, and box springs means those coverings as are permanently in-corporated in such articles.Federal Trade Commission §303.2(j) The term wearing apparel means any costume or article of clothing or covering for any part of the body worn or intended to be worn by individuals. (k) The term beddings means sheets, covers, blankets, comforters, pillows, pillowcases, quilts, bedspreads, pads, and all other textile fiber products used or intended to be used on or about a bed or other place for reclining or sleeping but shall not include fur-niture, mattresses or box springs.(l) The term headwear means any tex-tile fiber product worn exclusively on or about the head or face by individ-uals.(m) The term backings, when applied to floor coverings, means that part of a floor covering to which the pile, face, or outer surface is woven, tufted, hooked, knitted, or otherwise attached, and which provides the structural base of the floor covering. The term backing shall also include fabrics attached to the structural base of the floor cov-ering in such a way as to form a part of such structural base, but shall not in-clude the pile, face, or outer surface of the floor covering or any part thereof. (n) The term elastic material means a fabric composed of yarn consisting of an elastomer or a covered elastomer. (o) The term coated fabric means any fabric which is coated, filled, impreg-nated, or laminated with a continuous- film-forming polymeric composition in such a manner that the weight added to the base fabric is at least 35 percent of the weight of the fabric before coat-ing, filling, impregnation, or lamina-tion.(p) The term upholstered product means articles of furniture containing stuffing and shall include mattresses and box springs.(q) The term ornamentation means any fibers or yarns imparting a visibly discernible pattern or design to a yarn or fabric.(r) The term fiber trademark means a word or words used by a person to iden-tify a particular fiber produced or sold by him and to distinguish it from fibers of the same generic class produced or sold by others. Such term shall not in-clude any trade mark, product mark, house mark, trade name or other name which does not identify a particular fiber.(s) The term wool means the fiber from the fleece of the sheep or lamb or hair of the Angora or Cashmere goat (and may include the so-called spe-cialty fibers from the hair of the camel, alpaca, llama, and vicuna) which has never been reclaimed from any woven or felted wool product.(t) The term recycled wool means (1) the resulting fiber when wool has been woven or felted into a wool product which, without ever having been uti-lized in any way by the ultimate con-sumer, subsequently has been made into a fibrous state, or (2) the resulting fiber when wool or reprocessed wool has been spun, woven, knitted, or felted into a wool product which, after having been used in any way by the ul-timate consumer, subsequently has been made into a fibrous state.(u) The terms mail order catalog and mail order promotional material mean any materials, used in the direct sale or direct offering for sale of textile products, that are disseminated to ulti-mate consumers in print or by elec-tronic means, other than by broadcast, and that solicit ultimate consumers to purchase such textile products by mail, telephone, electronic mail, or some other method without examining the actual product purchased.[24 FR 4480, June 2, 1959, as amended at 45 FR 44263, July 1, 1980; 50 FR 15106, Apr. 17, 1985;63 FR 7517, Feb. 13, 1998]§303.2General requirements.(a) Each textile fiber product, except those exempted or excluded under sec-tion 12 of the Act, shall be labeled or invoiced in conformity with the re-quirements of the Act and regulations.(b) Any advertising of textile fiber products subject to the Act shall be in conformity with the requirements of the Act and regulations.(c) The requirements of the Act and regulations shall not be applicable to products required to be labeled under the Wool Products Labeling Act of 1939 (Pub. L. 76–850, 15 U.S.C. 68, 54 Stat. 1128).(d) Any person marketing or han-dling textile fiber products who shall cause or direct a processor or finisher to label, invoice, or otherwise identify any textile fiber product with required information shall be responsible under16 CFR Ch. I (1–1–10 Edition) §303.3the Act and regulations for any failure of compliance with the Act and regula-tions by reason of any statement or omission in such label, invoice, or other means of identification utilized in accordance with his direction: Pro-vided, That nothing herein shall relieve the processor or finisher of any duty or liability to which he may be subject under the Act and regulations.§303.3Fibers present in amounts of less than 5 percent.(a) Except as permitted in sections 4(b)(1) and 4(b)(2) of the Act, as amend-ed, no fiber present in the amount of less than 5 percent of the total fiber weight shall be designated by its ge-neric name or fiber trademark in dis-closing the constituent fibers in re-quired information, but shall be des-ignated as ‘‘other fiber.’’ When more than one of such fibers are present in a product, they shall be designated in the aggregate as ‘‘other fibers.’’ Provided, however, that nothing in this section shall be construed as prohibiting the disclosure of any fiber present in a tex-tile fiber product which has a clearly established and definite functional sig-nificance when present in the amount contained in such product, as for exam-ple:96 percent Acetate4 percent Spandex.(b) In making such disclosure, all of the provisions of the Act and regula-tions in this part setting forth the manner and form of disclosure of fiber content information, including the pro-visions of §§303.17 and 303.41 of this part relating to the use of generic names and fiber trademarks, shall be applica-ble.[63 FR 7518, Feb. 13, 1998]§303.4English language requirement. All required information shall be set out in the English language. If the re-quired information appears in a lan-guage other than English, it also shall appear in the English language. The provisions of this section shall not apply to advertisements in foreign lan-guage newspapers or periodicals, but such advertising shall in all other re-spects comply with the Act and regula-tions. §303.5Abbreviations, ditto marks, and asterisks prohibited.(a) In disclosing required informa-tion, words or terms shall not be des-ignated by ditto marks or appear in footnotes referred to by asterisks or other symbols in required information, and shall not be abbreviated except as permitted in §303.33(e) of this part.(b) Where the generic name of a tex-tile fiber is required to appear in im-mediate conjunction with a fiber trade-mark in advertising, labeling, or invoicing, a disclosure of the generic name by means of a footnote, to which reference is made by use of an asterisk or other symbol placed next to the fiber trademark, shall not be sufficient in itself to constitute compliance with the Act and regulations.[24 FR 4480, June 2, 1959, as amended at 65 FR 75156, Dec. 1, 2000]§303.6Generic names of fibers to be used.(a) Except where another name is permitted under the Act and regula-tions, the respective generic names of all fibers present in the amount of 5 per centum or more of the total fiber weight of the textile fiber product shall be used when naming fibers in the re-quired information; as for example: ‘‘cotton,’’ ‘‘rayon,’’ ‘‘silk,’’ ‘‘linen,’’ ‘‘nylon,’’ etc.(b) Where a textile fiber product con-tains the hair or fiber of a fur-bearing animal present in the amount 5 per centum or more of the total fiber weight of the product, the name of the animal producing such fiber may be used in setting forth the required infor-mation, provided the name of such ani-mal is used in conjunction with the words ‘‘fiber,’’ ‘‘hair,’’ or ‘‘blend;’’ as for example:80 percent Rabbit hair.20 percent Nylon.or80 percent Silk.20 percent Mink fiber.(c) The term fur fiber may be used to describe the hair or fur fiber or mix-tures thereof of any animal or animals other than the sheep, lamb, Angora goat, Cashmere goat, camel, alpaca, llama or vicuna where such hair or fur fiber or mixture is present in theFederal Trade Commission§303.7amount of 5 per centum or more of the total fiber weight of the textile fiber product and no direct or indirect rep-resentations are made as to the animal or animals from which the fiber so des-ignated was obtained; as for example:60 percent Cotton. 40 percent Fur fiber.or50 percent Nylon.30 percent Mink hair. 20 percent Fur fiber.(d) Where textile fiber products sub-ject to the Act contain (1) wool or (2) recycled wool in amounts of five per centum or more of the total fiberweight, such fibers shall be designated and disclosed as wool or recycled wool as the case may be. [24 FR 4480, June 2, 1959, as amended at 45 FR44263, July 1, 1980]§303.7Generic names and definitions for manufactured fibers. Pursuant to the provisions of section 7(c) of the Act, the Commission hereby establishes the generic names for man-ufactured fibers, together with their respective definitions, set forth in this section, and the generic names for manufactured fibers, together with their respective definitions, set forth in International Organization for Stand-ardization ISO 2076: 1999(E), ‘‘Textiles— Man-made fibres—Generic names.’’This incorporation by reference was ap-proved by the Director of the Federal Register in accordance with 5 U.S.C. 552(a) and 1 CFR part 51. Copies may be obtained from the American National Standards Institute, 11 West 42nd St., 13th floor, New York, NY 10036. Copies may be inspected at the Federal Trade Commission, Room 130, 600 Pennsyl-vania Avenue, NW., Washington, DC 20580, or at the National Archives and Records Administration (NARA). For information on the availability of this material at NARA, call 202–741–6030, or go to: / federal l register/ code l of l federal l regulations/ ibr l locations.html. (a) Acrylic. A manufactured fiber in which the fiber-forming substance is any long chain synthetic polymer com-posed of at least 85 percent by weightof acrylonitrile units (b) Modacrylic. A manufactured fiber in which the fiber-forming substance is any long chain synthetic polymer com-posed of less than 85 percent but at least 35 percent by weight of acrylo-nitrile unitsexcept fibers qualifying under para-graph (j)(2) of this section and fibers qualifying under paragraph (q) of thissection. (Sec. 7, 72 Stat. 1717; 15 U.S.C. section 70e) (c) Polyester. A manufactured fiber inwhich the fiber-forming substance isany long chain synthetic polymer com-posed of at least 85% by weight of an ester of a substituted aromatic car-boxylic acid, including but not re-stricted to substituted terephthalateunits, and para substituted hydroxy-benzoateunits, (1) Where the fiber is formed by the interaction of two or more chemically distinct polymers (of which none ex-ceeds 85% by weight), and contains ester groups as the dominant func-tional unit (at least 85% by weight of the total polymer content of the fiber), and which, if stretched at least 100%, durably and rapidly reverts substan-tially to its unstretched length when the tension is removed, the term elasterell-p may be used as a generic de-scription of the fiber. (2) Where the glycol used to form theester consists of at least ninety mole percent 1,3-propanediol, the term16 CFR Ch. I (1–1–10 Edition)§303.7 ‘‘triexta ’’ may be used as a generic de-scription of the fiber. (d) Rayon —A manufactured fiber composed of regenerated cellulose, as well as manufactured fibers composed of regenerated cellulose in which substituents have replaced not more than 15% of the hydrogens of the hydroxyl groups. Where the fiber is composed of cellulose precipitated from an organic solution in which no substitution of the hydroxyl groups takes place and no chemical intermedi-ates are formed, the term lyocell maybe used as a generic description of the fiber. (e) Acetate. A manufactured fiber in which the fiber-forming substance is cellulose acetate. Where not less than 92 percent of the hydroxyl groups are acetylated, the term triacetate may be used as a generic description of the fiber. (f) Saran. A manufactured fiber in which the fiber-forming substance is any long chain synthetic polymer com-posed of at least 80 percent by weight of vinylidene chloride units (–CH 9– CCl 2–).(g) Azlon. A manufactured fiber inwhich the fiber-forming substance iscomposed of any regenerated naturally occurring proteins.(h) Nytril. A manufactured fiber con-taining at least 85 percent of a long chain polymer of vinylidene dinitrile (–CH 2–C(CN)2–) where the vinylidene dinitrile content is no less than every other unit in the polymer chain.(i) Nylon. A manufactured fiber in which the fiber-forming substance is a long-chain synthetic polyamide inwhich less than 85 percent of the amide linkages are attached directly to two aromatic rings. (j) Rubber. A manufactured fiber in which the fiber-forming substance is comprised of natural or synthetic rub-ber, including the following categories: (1) A manufactured fiber in which the fiber-forming substance is a hydro-carbon such as natural rubber, polyisoprene, polybutadiene, copoly-mers of dienes and hydrocarbons, or amorphous (noncrystalline) polyolefins. (2) A manufactured fiber in which the fiber-forming substance is a copolymer of acrylonitrile and a diene (such as bu-tadiene) composed of not more than 50 percent but at least 10 percent byweight of acrylonitrile units The term lastrile may be used as a ge-neric description for fibers falling within this category. (3) A manufactured fiber in which thefiber-forming substance is a polychloroprene or a copolymer of chloroprene in which at least 35 per-cent by weight of the fiber-forming substance is composed of chloropreneunits (k) Spandex. A manufactured fiber in which the fiber-forming substance is along chain synthetic polymer com-prised of at least 85 percent of a seg-mented polyurethane.(l) Vinal. A manufactured fiber in which the fiber-forming substance is any long chain synthetic polymer com-posed of at least 50 percent by weight of vinyl alcohol units (–CH 2–CHOH–), and in which the total of the vinyl al-cohol units and any one or more of the various acetal units is at least 85 per-cent by weight of the fiber.(m) Olefin. A manufactured fiber in which the fiber-forming substance is any long chain synthetic polymer com-posed of at least 85 percent by weight of ethylene, propylene, or other olefinunits, except amorphous (noncrys-talline) polyolefins qualifying under paragraph (j)(1) of this section [Rule 7]. Where the fiber-forming substance is a cross-linked synthetic polymer, with low but significant crystallinity, com-posed of at least 95 percent by weight of ethylene and at least one other olefin unit, and the fiber is substan-tially elastic and heat resistant, theFederal Trade Commission §303.8term lastol may be used as a generic de-scription of the fiber. (n) Vinyon. A manufactured fiber in which the fiber-forming substance is any long chain synthetic polymer com-posed of at least 85 percent by weight of vinyl chloride units (–CH 2–CHCl–). (o) Metallic. A manufactured fiber composed of metal, plastic-coated metal, metal-coated plastic, or a corecompletely covered by metal.(p) Glass. A manufactured fiber in which the fiber-forming substance is glass. (q) Anidex. A manufactured fiber in which the fiber-forming substance is any long chain synthetic polymer com-posed of at least 50 percent by weight of one or more esters of a monohydricalcohol and acrylic acid, CH 2=CH— COOH.(r) Novoloid. A manufactured fibercontaining at least 85 percent by weight of a cross-linked novolac.(s) Aramid. A manufactured fiber in which the fiber-forming substance is a long-chain synthetic polyamide inwhich at least 85 percent of the amide linkages are attached directly to twoaromatic rings.(t) Sulfar. A manufactured fiber inwhich the fiber-forming substance is a long chain synthetic polysulfide in which at least 85% of the sulfide (—S— ) linkages are attached directly to two (2) aromatic rings.(u) PBI. A manufactured fiber in which the fiber-forming substance is a long chain aromatic polymer havingreoccurring imidazole groups as an in-tegral part of the polymer chain.(v) Elastoester. A manufactured fiber in which the fiber-forming substance isa long-chain synthetic polymer com-posed of at least 50% by weight of ali-phatic polyether and at least 35% by weight of polyester, as defined in 16CFR 303.7(c).(w) Melamine. A manufactured fiber in which the fiber-forming substance is a synthetic polymer composed of at least 50% by weight of a cross-linked melamine polymer. (x) Fluoropolymer. A manufacturedfiber containing at least 95% of a long- chain polymer synthesized from ali-phatic fluorocarbon monomers. (y) PLA. A manufactured fiber inwhich the fiber-forming substance is composed of at least 85% by weight of lactic acid ester units derived from naturally occurring sugars. (Sec. 6, 72 Stat. 1717; 15 U.S.C. 70e) [24 FR 4480, June 2, 1959; 24 FR 5737, July 17, 1959] E DITORIAL N OTE : For F EDERAL R EGISTER ci-tations affecting §303.7, see the List of CFR Sections Affected, which appears in the Finding Aids section of the printed volume and on GPO Access. §303.8Procedure for establishing ge-neric names for manufactured fi-bers.(a) Prior to the marketing or han-dling of a manufactured fiber for which no generic name has been established or otherwise recognized by the Com-mission, the manufacturer or producer thereof shall file a written applicationwith the Commission, requesting the establishment of a generic name for such fiber, stating therein:(1) The reasons why the applicant’s fiber should not be identified by one of the generic names established by theCommission in §303.7 of this part;(2) The chemical composition of thefiber, including the fiber-forming sub-stances and respective percentages thereof, together with samples of the fiber;(3) Suggested names for consider-ation as generic, together with a pro-posed definition for the fiber;(4) Any other information deemed by the applicant to be pertinent to the ap-plication, including technical data in the form of test methods;(5) The earliest date on which the ap-plication proposes to market or handle the fiber in commerce for other thandevelopmental or testing purposes.(b) Upon receipt of the application, the Commission will, within sixty (60) days, either deny the application or as-sign to the fiber a numerical or alpha-betical symbol for temporary use dur-ing further consideration of such appli-cation.16 CFR Ch. I (1–1–10 Edition)§303.9(c) After taking the necessary proce-dure in consideration of the applica-tion, the Commission in due course shall establish a generic name or ad-vise the applicant of its refusal to grant the application and designate the proper existing generic name for the fiber.[24 FR 4480, June 2, 1959, as amended at 63 FR7518, Feb. 13, 1998]§303.9Use of fur-bearing animalnames and symbols prohibited.(a) The advertising or the labeling of a textile fiber product shall not con-tain any names, words, depictions, de-scriptive matter, or other symbols which connote or signify a fur-bearing animal, unless such product or the part thereof in connection with which the names, words, depictions, descriptivematter, or other symbols are used is a fur product within the meaning of theFur Products Labeling Act.(b) Subject to the provisions of para-graph (a) of this section and §303.6 of this part, a textile fiber product shall not be described or referred to in any manner in an advertisement or label with:(1) The name or part of the name of a fur-bearing animal, whether as a sin-gle word or a combination word, or any coined word which is phonetically similar to a fur-bearing animal name, or which is only a slight variation in spelling of a fur-bearing animal name or part of the name. As for example, such terms as ‘‘Ermine,’’ ‘‘Mink,’’ ‘‘Persian,’’ ‘‘B roadtail,’’ ‘‘B eaverton,’’ ‘‘Marmink,’’ ‘‘Sablelon,’’ ‘‘Lam,’’ ‘‘Pershian,’’ ‘‘Minx,’’ or similar terms shall not be used. (2) Any word or name symbolic of a fur-bearing animal by reason of con-ventional usage or by reason of its close relationship with fur-bearing ani-mals. As for example, such terms as ‘‘guardhair,’’ ‘‘underfur,’’ and ‘‘muta-tion,’’ or similar terms, shall not beused.(c) Nothing contained herein shallprevent:(1) The nondeceptive use of animalnames or symbols in referring to a tex-tile fiber product where the fur of such animal is not commonly or commer-cially used in fur products, as that term is defined in the Fur Products La-beling Act, as for example ‘‘kitten soft’’, ‘‘Bear Brand’’, etc.(2) The nondeceptive use of a trade-mark or trade name containing the name, symbol, or depiction of a fur- bearing animal unless:(i) The textile fiber product in con-nection with which such trademark or trade name is used simulates a fur orfur product; or (ii) Such trademark or trade name is used in any advertisement of a textile fiber product together with any depic-tion which has the appearance of a furor fur product; or (iii) The use of such trademark or trade name is prohibited by the FurProducts Labeling Act.[24 FR 4480, June 2, 1959, as amended at 28 FR 722, Jan. 16, 1963] §303.10Fiber content of special typesof products. (a) Where a textile product is made wholly of elastic yarn or material, with minor parts of non-elastic material for structural purposes, it shall be identi-fied as to the percentage of the elas-tomer, together with the percentage ofall textile coverings of the elastomer and all other yarns or materials used therein.Where a textile fiber product is made in part of elastic material and in part of other fabric, the fiber content of such fabric shall be set forth section-ally by percentages as in the case of other fabrics. In such cases the elastic material may be disclosed by describ-ing the material as elastic followed by a listing in order of predominance by weight of the fibers used in such elas-tic, including the elastomer, where such fibers are present by 5 per centum or more with the designation ‘‘other fiber’’ or ‘‘other fibers’’ appearing last when fibers required to be so des-ignated are present. An example of la-beling under this paragraph is:Front and back non-elastic sections: 50 percent Acetate. 50 percent Cotton. Elastic: Rayon, cotton, nylon, rubber.(b) Where drapery or upholstery fab-rics are manufactured on hand-oper-ated looms for a particular customer after the sale of such fabric has beenconsummated, and the amount of the。
ASTM D 256

Designation:D256–05Standard Test Methods forDetermining the Izod Pendulum Impact Resistance of Plastics1This standard is issued under thefixed designation D256;the number immediately following the designation indicates the year of original adoption or,in the case of revision,the year of last revision.A number in parentheses indicates the year of last reapproval.A superscript epsilon(e)indicates an editorial change since the last revision or reapproval.1.Scope*1.1These test methods cover the determination of the resistance of plastics to“standardized”(see Note1)pendulum-type hammers,mounted in“standardized”machines,in break-ing standard specimens with one pendulum swing(see Note2). The standard tests for these test methods require specimens made with a milled notch(see Note3).In Test Methods A,C, and D,the notch produces a stress concentration that increases the probability of a brittle,rather than a ductile,fracture.In Test Method E,the impact resistance is obtained breakage by flexural shock as indicated by the energy extracted from by reversing the notched specimen180°in the clamping vise.The results of all test methods are reported in terms of energy absorbed per unit of specimen width or per unit of cross-sectional area under the notch.(See Note4.)N OTE1—The machines with their pendulum-type hammers have been “standardized”in that they must comply with certain requirements, including afixed height of hammer fall that results in a substantiallyfixed velocity of the hammer at the moment of impact.However,hammers of different initial energies(produced by varying their effective weights)are recommended for use with specimens of different impact resistance. Moreover,manufacturers of the equipment are permitted to use different lengths and constructions of pendulums with possible differences in pendulum rigidities resulting.(See Section5.)Be aware that other differences in machine design may exist.The specimens are“standard-ized”in that they are required to have onefixed length,onefixed depth, and one particular design of milled notch.The width of the specimens is permitted to vary between limits.N OTE2—Results generated using pendulums that utilize a load cell to record the impact force and thus impact energy,may not be equivalent to results that are generated using manually or digitally encoded testers that measure the energy remaining in the pendulum after impact.N OTE3—The notch in the Izod specimen serves to concentrate the stress,minimize plastic deformation,and direct the fracture to the part of the specimen behind the notch.Scatter in energy-to-break is thus reduced. However,because of differences in the elastic and viscoelastic properties of plastics,response to a given notch varies among materials.A measure of a plastic’s“notch sensitivity”may be obtained with Test Method D by comparing the energies to break specimens having different radii at the base of the notch.N OTE4—Caution must be exercised in interpreting the results of these standard test methods.The following testing parameters may affect test results significantly:Method of fabrication,including but not limited to processingtechnology,molding conditions,mold design,and thermaltreatments;Method of notching;Speed of notching tool;Design of notching apparatus;Quality of the notch;Time between notching and test;Test specimen thickness,Test specimen width under notch,andEnvironmental conditioning.1.2The values stated in SI units are to be regarded as the standard.The values given in brackets are for information only.1.3This standard does not purport to address all of the safety concerns,if any,associated with its use.It is the responsibility of the user of this standard to establish appro-priate safety and health practices and determine the applica-bility of regulatory limitations prior to use.N OTE5—These test methods resemble ISO180:1993in regard to title only.The contents are significantly different.2.Referenced Documents2.1ASTM Standards:2D618Practice for Conditioning Plastics for TestingD883Terminology Relating to PlasticsD3641Practice for Injection Molding Test Specimens of Thermoplastics Molding Extrusion MaterialsD4000Classification System for Specifying Plastic Mate-rialsD4066Classification System for Nylon Injection and Ex-trusion MaterialsD4812Test Methods for Unnotched Cantilever Beam Im-pact Resistance of PlasticsD5947Test Methods for Physical Dimensions of Solid Plastic SpecimensE691Practice for Conducting an Interlaboratory Test Pro-gram to Determine the Precision of Test Methods2.2ISO Standard:1These test methods are under the jurisdiction of ASTM Committee D20onPlastics and are the direct responsibility of Subcommittee D20.10on Mechanical Properties.Current edition approved January1,2005.Published January2005.Originally approved st previous edition approved in2004as D256-04.2For referenced ASTM standards,visit the ASTM website,,or contact ASTM Customer Service at service@.For Annual Book of ASTM Standards volume information,refer to the standard’s Document Summary page on the ASTM website.*A Summary of Changes section appears at the end of this standard. Copyright©ASTM International,100Barr Harbor Drive,PO Box C700,West Conshohocken,PA19428-2959,United States.--```,`,`,````,,`,,```,,,,`,``,-`-`,,`,,`,`,,`---ISO180:1993Plastics—Determination of Izod Impact Strength of Rigid Materials33.Terminology3.1Definitions—For definitions related to plastics see Terminology D883.3.2Definitions of Terms Specific to This Standard:3.2.1cantilever—a projecting beam clamped at only one end.3.2.2notch sensitivity—a measure of the variation of impact energy as a function of notch radius.4.Types of Tests4.1Four similar methods are presented in these test meth-ods.(See Note6.)All test methods use the same testing machine and specimen dimensions.There is no known means for correlating the results from the different test methods.N OTE6—Test Method B for Charpy has been removed and is being revised under a new standard.4.1.1In Test Method A,the specimen is held as a vertical cantilever beam and is broken by a single swing of thependulum.The line of initial contact is at afixed distance from the specimen clamp and from the centerline of the notch and on the same face as the notch.4.1.2Test Method C is similar to Test Method A,except for the addition of a procedure for determining the energy ex-pended in tossing a portion of the specimen.The value reported is called the“estimated net Izod impact resistance.”Test Method C is preferred over Test Method A for materials that have an Izod impact resistance of less than27J/m[0.5 ft·lbf/in.]under notch.(See Appendix X4for optional units.) The differences between Test Methods A and C become unimportant for materials that have an Izod impact resistance higher than this value.4.1.3Test Method D provides a measure of the notch sensitivity of a material.The stress-concentration at the notch increases with decreasing notch radius.4.1.3.1For a given system,greater stress concentration results in higher localized rates-of-strain.Since the effect of strain-rate on energy-to-break varies among materials,a mea-sure of this effect may be obtained by testing specimens with different notch radii.In the Izod-type test it has been demon-strated that the function,energy-to-break versus notch radius, is reasonably linear from a radius of0.03to2.5mm[0.001to 0.100in.],provided that all specimens have the same type of break.(See5.8and22.1.)4.1.3.2For the purpose of this test,the slope,b(see22.1), of the line between radii of0.25and1.0mm[0.010and0.040 in.]is used,unless tests with the1.0-mm radius give“non-break”results.In that case,0.25and0.50-mm[0.010and 0.020-in.]radii may be used.The effect of notch radius on the impact energy to break a specimen under the conditions of this test is measured by the value b.Materials with low values of b, whether high or low energy-to-break with the standard notch,are relatively insensitive to differences in notch radius;while the energy-to-break materials with high values of b is highly dependent on notch radius.The parameter b cannot be used in design calculations but may serve as a guide to the designer and in selection of materials.4.2Test Method E is similar to Test Method A,except that the specimen is reversed in the vise of the machine180°to the usual striking position,such that the striker of the apparatus impacts the specimen on the face opposite the notch.(See Fig. 1,Fig.2.)Test Method E is used to give an indication of the unnotched impact resistance of plastics;however,results ob-tained by the reversed notch method may not always agree with those obtained on a completely unnotched specimen.(See 28.1.)4,55.Significance and Use5.1Before proceeding with these test methods,reference should be made to the specification of the material being tested. Any test specimen preparation,conditioning,dimensions,and testing parameters covered in the materials specification shall take precedence over those mentioned in these test methods.If there is no material specification,then the default conditions apply.5.2The excess energy pendulum impact test indicates the energy to break standard test specimens of specified size under stipulated parameters of specimen mounting,notching,and pendulum velocity-at-impact.5.3The energy lost by the pendulum during the breakage of the specimen is the sum of the following:5.3.1Energy to initiate fracture of the specimen;5.3.2Energy to propagate the fracture across the specimen;3Available from American National Standards Institute(ANSI),25W.43rd St., 4th Floor,New York,NY10036.4Supporting data giving results of the interlaboratory tests are available from ASTM Headquarters.Request RR:D20-1021.5Supporting data giving results of the interlaboratory tests are available from ASTM Headquarters.Request RR:D20-1026.FIG.1Relationship of Vise,Specimen,and Striking Edge to Each Other for Izod Test Methods A andC --```,`,`,````,,`,,```,,,,`,``,-`-`,,`,,`,`,,`---5.3.3Energy to throw the free end (or ends)of the broken specimen (“toss correction”);5.3.4Energy to bend the specimen;5.3.5Energy to produce vibration in the pendulum arm;5.3.6Energy to produce vibration or horizontal movement of the machine frame or base;5.3.7Energy to overcome friction in the pendulum bearing and in the excess energy indicating mechanism,and to over-come windage (pendulum air drag);5.3.8Energy to indent or deform plastically the specimen at the line of impact;and5.3.9Energy to overcome the friction caused by the rubbing of the striker (or other part of the pendulum)over the face of the bent specimen.5.4For relatively brittle materials,for which fracture propa-gation energy is small in comparison with the fracture initiation energy,the indicated impact energy absorbed is,for all practical purposes,the sum of factors 5.3.1and 5.3.3.The toss correction (see 5.3.3)may represent a very large fraction of the total energy absorbed when testing relatively dense and brittle materials.Test Method C shall be used for materials that have an Izod impact resistance of less than 27J/m [0.5ft·lbf/in.].(See Appendix X4for optional units.)The toss correction obtained in Test Method C is only an approximation of the toss error,since the rotational and rectilinear velocities may not be the same during the re-toss of the specimen as for the original toss,and because stored stresses in the specimen may have been released as kinetic energy during the specimen fracture.5.5For tough,ductile,fiber filled,or cloth-laminated mate-rials,the fracture propagation energy (see 5.3.2)may be large compared to the fracture initiation energy (see 5.3.1).When testing these materials,factors (see 5.3.2,5.3.5,and 5.3.9)can become quite significant,even when the specimen is accurately machined and positioned and the machine is in good conditionwith adequate capacity.(See Note 7.)Bending (see 5.3.4)and indentation losses (see 5.3.8)may be appreciable when testing soft materials.N OTE 7—Although the frame and base of the machine should be sufficiently rigid and massive to handle the energies of tough specimens without motion or excessive vibration,the design must ensure that the center of percussion be at the center of strike.Locating the striker precisely at the center of percussion reduces vibration of the pendulum arm when used with brittle specimens.However,some losses due to pendulum arm vibration,the amount varying with the design of the pendulum,will occur with tough specimens,even when the striker is properly positioned.5.6In a well-designed machine of sufficient rigidity and mass,the losses due to factors 5.3.6and 5.3.7should be very small.Vibrational losses (see 5.3.6)can be quite large when wide specimens of tough materials are tested in machines of insufficient mass,not securely fastened to a heavy base.5.7With some materials,a critical width of specimen may be found below which specimens will appear ductile,as evidenced by considerable drawing or necking down in the region behind the notch and by a relatively high-energy absorption,and above which they will appear brittle as evidenced by little or no drawing down or necking and by a relatively low-energy absorption.Since these methods permit a variation in the width of the specimens,and since the width dictates,for many materials,whether a brittle,low-energy break or a ductile,high energy break will occur,it is necessary that the width be stated in the specification covering that material and that the width be reported along with the impact resistance.In view of the preceding,one should not make comparisons between data from specimens having widths that differ by more than a few mils.5.8The type of failure for each specimen shall be recorded as one of the four categories listed as follows:C Complete Break —A break where the specimen separates into two or more pieces.HHinge Break —An incomplete break,such that one part of the specimen cannot support itself above the horizontal when the other part is held vertically (less than 90°included angle).PPartial Break —An incomplete break that does not meet the definition for a hinge break but has frac-tured at least 90%of the distance between the vertex of the notch and the opposite side.NBNon-Break —An incomplete break where the frac-ture extends less than 90%of the distance be-tween the vertex of the notch and the opposite side.For tough materials,the pendulum may not have the energy necessary to complete the breaking of the extreme fibers and toss the broken piece or pieces.Results obtained from “non-break”specimens shall be considered a departure from stan-dard and shall not be reported as a standard result.Impact resistance cannot be directly compared for any two materials that experience different types of failure as defined in the test method by this code.Averages reported must likewise be derived from specimens contained within a single failure category.This letter code shall suffix the reported impact identifying the types of failure associated with the reported value.If more than one type of failure is observed for a sample material,then the report will indicate the average impactFIG.2Relationship of Vise,Specimen,and Striking Edge to EachOther for Test MethodE--```,`,`,````,,`,,```,,,,`,``,-`-`,,`,,`,`,,`---resistance for each type of failure,followed by the percent of the specimens failing in that manner and suffixed by the letter code.5.9The value of the impact methods lies mainly in the areas of quality control and materials specification.If two groups of specimens of supposedly the same material show significantly different energy absorptions,types of breaks,critical widths,or critical temperatures,it may be assumed that they were made of different materials or were exposed to different processing or conditioning environments.The fact that a material shows twice the energy absorption of another under these conditions of test does not indicate that this same relationship will exist under another set of test conditions.The order of toughness may even be reversed under different testing conditions.N OTE8—A documented discrepancy exists between manual and digital impact testers,primarily with thermoset materials,including phenolics, having an impact value of less than54J/m[1ft-lb/in.].Comparing data on the same material,tested on both manual and digital impact testers, may show the data from the digital tester to be significantly lower than data from a manual tester.In such cases a correlation study may be necessary to properly define the true relationship between the instruments.TEST METHOD A—CANTILEVER BEAM TEST6.Apparatus6.1The machine shall consist of a massive base on which is mounted a vise for holding the specimen and to which is connected,through a rigid frame and bearings,a pendulum-type hammer.(See 6.2.)The machine must also have a pendulum holding and releasing mechanism and a pointer and dial mechanism for indicating the excess energy remaining in the pendulum after breaking the specimen.Optionally,an electronic digital display or computer can be used in place of the dial and pointer to measure the energy loss and indicate the breaking energy of the specimen.6.2A jig for positioning the specimen in the vise and graphs or tables to aid in the calculation of the correction for friction and windage also should be included.One type of machine is shown in Fig.3.One design of specimen-positioning jig is illustrated in Fig.4.Detailed requirements are given in subsequent paragraphs.General test methods for checking and calibrating the machine are given in Appendix X1.Additional instructions for adjusting a particular machine should be supplied by the manufacturer.6.3The pendulum shall consist of a single or multi-membered arm with a bearing on one end and a head, containing the striker,on the other.The arm must be suffi-ciently rigid to maintain the proper clearances and geometricrelationships between the machine parts and the specimen and to minimize vibrational energy losses that are always included in the measured impact resistance.Both simple and compound pendulum designs may comply with this test method.6.4The striker of the pendulum shall be hardened steel and shall be a cylindrical surface having a radius of curvature of 0.8060.20mm[0.03160.008in.]with its axis horizontal and perpendicular to the plane of swing of the pendulum.The line of contact of the striker shall be located at the center of percussion of the pendulum within62.54mm[60.100in.] (See Note9.)Those portions of the pendulum adjacent to the cylindrical striking edge shall be recessed or inclined at a suitable angle so that there will be no chance for other than this cylindrical surface coming in contact with the specimen during the break.N OTE9—The distance from the axis of support to the center of percussion may be determined experimentally from the period of small amplitude oscillations of the pendulum by means of the following equation:L5~g/4p2!p2FIG.3Cantilever Beam(Izod-Type)ImpactMachine FIG.4Jig for Positioning Specimen forClamping --```,`,`,````,,`,,```,,,,`,``,-`-`,,`,,`,`,,`---where:L=distance from the axis of support to the center of percussion,m or[ft],g=local gravitational acceleration(known to an accuracy of one part in one thousand),m/s2or[ft/s2],p= 3.1416(4p2=39.48),andp=period,s,of a single complete swing(to and fro)determined by averaging at least20consecutive and uninterrupted swings.Theangle of swing shall be less than5°each side of center.6.5The position of the pendulum holding and releasing mechanism shall be such that the vertical height of fall of the striker shall be61062mm[24.060.1in.].This will produce a velocity of the striker at the moment of impact of approxi-mately3.5m[11.4ft]/s.(See Note10.)The mechanism shall be so constructed and operated that it will release the pendulum without imparting acceleration or vibration to it.N OTE10—V5~2gh!0.5where:V=velocity of the striker at the moment of impact(m/s),g=local gravitational acceleration(m/s2),andh=vertical height of fall of the striker(m).This assumes no windage or friction.6.6The effective length of the pendulum shall be between 0.33and0.40m[12.8and16.0in.]so that the required elevation of the striker may be obtained by raising the pendulum to an angle between60and30°above the horizontal.6.7The machine shall be provided with a basic pendulum capable of delivering an energy of2.760.14J[2.0060.10 ft·lbf].This pendulum shall be used with all specimens that extract less than85%of this energy.Heavier pendulums shall be provided for specimens that require more energy to break. These may be separate interchangeable pendulums or one basic pendulum to which extra pairs of equal calibrated weights may be rigidly attached to opposite sides of the pendulum.It is imperative that the extra weights shall not significantly change the position of the center of percussion or the free-hanging rest point of the pendulum(that would consequently take the machine outside of the allowable calibration tolerances).A range of pendulums having energies from2.7to21.7J[2to16 ft·lbf]has been found to be sufficient for use with most plastic specimens and may be used with most machines.A series of pendulums such that each has twice the energy of the next will be found convenient.Each pendulum shall have an energy within60.5%of its nominal capacity.6.8A vise shall be provided for clamping the specimen rigidly in position so that the long axis of the specimen is vertical and at right angles to the top plane of the vise.(See Fig.1.)This top plane shall bisect the angle of the notch with a tolerance of0.12mm[0.005in.].Correct positioning of the specimen is generally done with a jig furnished with the machine.The top edges of thefixed and moveable jaws shall have a radius of0.2560.12mm[0.01060.005in.].For specimens whose thickness approaches the lower limiting value of3.00mm[0.118in.],means shall be provided to prevent the lower half of the specimen from moving during the clamping or testing operations(see Fig.4and Note11.)N OTE11—Some plastics are sensitive to clamping pressure;therefore,cooperating laboratories should agree upon some means of standardizing the clamping force.One method is using a torque wrench on the screw of the specimen vise.If the faces of the vise or specimen are notflat and parallel,a greater sensitivity to clamping pressure may be evident.See the calibration procedure in Appendix X2for adjustment and correction instructions for faulty instruments.6.9When the pendulum is free hanging,the striking surface shall come within0.2%of scale of touching the front face of a standard specimen.During an actual swing this element shall make initial contact with the specimen on a line22.0060.05 mm[0.8760.002in.]above the top surface of the vise. 6.10Means shall be provided for determining energy re-maining in the pendulum after breaking the specimen.This may consist of a pointer and dial mechanism which indicate the height of rise of the pendulum beyond the point of impact in terms of energy removed from that specific pendulum.Since the indicated remaining energy must be corrected for pendulum-bearing friction,pointer friction,pointer inertia,and pendulum windage,instructions for making these corrections are included in10.3and Annex A1and Annex A2.Optionally, an electronic digital display or computer can be used in place of the dial and pointer to measure the energy loss and indicate the breaking energy of the specimen.If the electronic display does not automatically correct for windage and friction,it shall be incumbent for the operator to determine the energy loss manually.(See Note12.)N OTE12—Many digital indicating systems automatically correct for windage and friction.The equipment manufacturer may be consulted for details concerning how this is performed,or if it is necessary to determine the means for manually calculating the energy loss due to windage and friction.6.11The vise,pendulum,and frame shall be sufficiently rigid to maintain correct alignment of the hammer and speci-men,both at the moment of impact and during the propagation of the fracture,and to minimize energy losses due to vibration. The base shall be sufficiently massive that the impact will not cause it to move.The machine shall be so designed,con-structed,and maintained that energy losses due to pendulum air drag(windage),friction in the pendulum bearings,and friction and inertia in the excess energy-indicating mechanism are held to a minimum.6.12A check of the calibration of an impact machine is difficult to make under dynamic conditions.The basic param-eters are normally checked under static conditions;if the machine passes the static tests,then it is assumed to be accurate.The calibration procedure in Appendix X2should be used to establish the accuracy of the equipment.However,for some machine designs it might be necessary to change the recommended method of obtaining the required calibration measurements.Other methods of performing the required checks may be substituted,provided that they can be shown to result in an equivalent accuracy.Appendix X1also describes a dynamic test for checking certain features of the machine and specimen.6.13Micrometers—Apparatus for measurement of the width of the specimen shall comply with the requirements of Test Methods D5947.Apparatus for the measurement of the depth of plastic material remaining in the specimen under the notch shall comply with requirements of Test Methods D5947, --```,`,`,````,,`,,```,,,,`,``,-`-`,,`,,`,`,,`---provided however that the one anvil or presser foot shall be a tapered blade conforming to the dimensions given in Fig.5.The opposing anvil or presser foot shall be flat and conforming to Test Methods D 5947.7.Test Specimens7.1The test specimens shall conform to the dimensions and geometry of Fig.6,except as modified in accordance with 7.2,7.3,7.4,and 7.5.To ensure the correct contour and conditions of the specified notch,all specimens shall be notched as directed in Section 8.7.1.1Studies have shown that,for some materials,the location of the notch on the specimen and the length of the impacted end may have a slight effect on the measured impact resistance.Therefore,unless otherwise specified,care must be taken to ensure that the specimen conforms to the dimensions shown in Fig.6and that it is positioned as shown in Fig.1or Fig.2.7.2Molded specimens shall have a width between 3.0and 12.7mm [0.118and 0.500in.].Use the specimen width as specified in the material specification or as agreed upon between the supplier and the customer.All specimenshavingN OTE 1—These views not to scale.N OTE 2—Micrometer to be satin-chrome finished with friction thimble.N OTE 3—Special anvil for micrometer caliper 0to 25.4mm range (50.8mm frame)[0to 1in.range (2-in.frame)].N OTE 4—Anvil to be oriented with respect to frame as shown.N OTE 5—Anvil and spindle to have hardened surfaces.N OTE 6—Range:0to 25.4mm [0to 1in.in thousandths of an inch].N OTE 7—Adjustment must be at zero when spindle and anvil are in contact.FIG.5Early (ca.1970)Version of a Notch-DepthMicrometerone dimension less than 12.7mm [0.500in.]shall have the notch cut on the shorter side.Otherwise,all compression-molded specimens shall be notched on the side parallel to the direction of application of molding pressure.(See Fig.6.)N OTE 13—While subsection 7.5requires perpendicular pairs of plane parallel surfaces,the common practice has been to accept the non-parallel drafted surfaces formed when directly injection molding specimens for Izod ers must be aware that employing a trapezoidal section rather than a rectangular section may lead to data shifts and scatter.Unequal stress,created by clamping in the fracture region and dynamic twisting,caused by uneven striking of the specimen are prone to occur when the faces of the specimen are not parallel.Interlaboratory compari-sons must clearly spell out the specimen preparation conditions.7.2.1Extreme care must be used in handling specimens less than 6.35mm [0.250in.]wide.Such specimens must be accurately positioned and supported to prevent twist or lateral buckling during the test.Some materials,furthermore,are very sensitive to clamping pressure (see Note 11).7.2.2A critical investigation of the mechanics of impact testing has shown that tests made upon specimens under 6.35mm [0.250in.]wide absorb more energy due to crushing,bending,and twisting than do wider specimens.Therefore,specimens 6.35mm [0.250in.]or over in width are recom-mended.The responsibility for determining the minimum specimen width shall be the investigator’s,with due reference to the specification for that material.7.2.3Material specification should be consulted for pre-ferred molding conditions.The type of mold and molding machine used and the flow behavior in the mold cavity will influence the impact resistance obtained.A specimen taken from one end of a molded plaque may give different results than a specimen taken from the other end.Cooperating laboratories should therefore agree on standard molds con-forming to the material specification.Practice D 3641can be used as a guide for general molding tolerances,but refer to the material specification for specific molding conditions.7.2.4The impact resistance of a plastic material may be different if the notch is perpendicular to,rather than parallel to,the direction of molding.The same is true for specimens cut with or across the grain of an anisotropic sheet or plate.7.3For sheet materials,the specimens shall be cut from the sheet in both the lengthwise and crosswise directions unless otherwise specified.The width of the specimen shall be the thickness of the sheet if the sheet thickness is between 3.0and 12.7mm [0.118and 0.500in.].Sheet material thicker than 12.7mm shall be machined down to 12.7mm.Specimens with a 12.7-mm square cross section may be tested either edgewise or flatwise as cut from the sheet.When specimens are tested flatwise,the notch shall be made on the machined surface if the specimen is machined on one face only.When the specimen is cut from a thick sheet,notation shall be made of the portionofA 10.1660.050.40060.002B 31.861.0 1.2560.04C 63.562.0 2.5060.08D 0.25R 60.050.010R 60.002E 12.7060.200.50060.008FIG.6Dimensions of Izod-Type TestSpecimen--```,`,`,````,,`,,```,,,,`,``,-`-`,,`,,`,`,,`---。
INTERNATIONAL JOURNAL OF WIRELESS AND MOBILE COMPUTING (IJWMC) 1 A Biologically Inspired Qo
A Biologically Inspired QoS Routing Algorithm forMobile Ad Hoc NetworksZhenyu Liu,Marta Z.Kwiatkowska,and Costas ConstantinouAbstract—This paper presents an Emergent Ad hoc Routing Algorithm with QoS provision(EARA-QoS).This ad hoc QoS routing algorithm is based on a swarm intelligence inspired routing infrastructure.In this algorithm,the principle of swarm intelligence is used to evolutionally maintain routing information. The biological concept of stigmergy is applied to reduce the amount of control traffic.This algorithm adopts the cross-layer optimisation concept to use parameters from different layers to determine routing.A lightweight QoS scheme is proposed to provide service-classified traffic control based on the data packet characteristics.The simulation results show that this novel routing algorithm performs well in a variety of network conditions.Index Terms—MANET,routing,QoS,swarm intelligence.I.I NTRODUCTIONM OBILE ad hoc networks(MANETs)are wireless mo-bile networks formed munication in such a decentralised network typically involves temporary multi-hop relays,with the nodes using each other as the relay routers without anyfixed infrastructure.This kind of network is veryflexible and suitable for applications such as temporary information sharing in conferences,military actions and disaster rescues.However,multi-hop routing,random movement of mobile nodes and other features unique to MANETs lead to enormous overheads for route discovery and maintenance.Furthermore, compared with the traditional networks,MANETs suffer from the resource constraints in energy,computational capacities and bandwidth.To address the routing challenge in MANETs,many ap-proaches have been proposed in the literature.Based on the routing mechanism for the traditional networks,the proactive approaches attempt to maintain routing information for each node in the network at all times[1]–[3],whereas the reactive approaches onlyfind new routes when required[4]–[6].Other approaches make use of geographical location information for routing[7],[8].Those previous works only provide a basic “best effort”routing functionality that is sufficient for con-ventional applications such asfile transfer or email download. To support real-time applications such as V oIP and video stream in MANETs,which have a higher requirement for delay,jitter and packet losses,provision of Quality-of-Service (QoS)is necessary in addition to basic routing functionality. Z.Liu and M.Z.Kwiatkowska is with School of Computer Science,The University of Birmingham,Birmingham,England B152TT.C.Constantinou is with the Department of Electronic Electrical and Computer Engineering,The University of Birmingham,Birmingham,England B152TT.Given the nature of MANETs,it is difficult to support real-time applications with appropriate QoS.In some cases it may be even impossible to guarantee strict QoS requirements.But at the same time,QoS is of great importance in MANETs since it can improve performance and allow critical information to flow even under difficult conditions.At present,the most fundamental challenges of QoS support in MANETs concern how to obtain the available bandwidth and maintain accurate values of link state information during the dynamic evolution of such a network[9].Based on common techniques for QoS provision in the Internet,some researchers proposed the integration of QoS provision into the routing protocols[10],[11].However,since these works implicitly assumed the same link concept as the one in wired networks,they still do not fully address the QoS problem for MANETs.In this paper,we propose a new version of the self-organised Emergent Ad hoc Routing Algorithm with QoS provisioning(EARA-QoS).This QoS routing algorithm uses information from not only the network layer but also the MAC layer to compute routes and selects different paths to a destination depending on the packet characteristics.The underlying routing infrastructure,EARA originally proposed in[12],is a probabilistic multi-path algorithm inspired by the foraging behaviour of biological ants.The biological concept of stigmergy in an ant colony is used for the interaction of local nodes to reduce the amount of control traffic.Local wireless medium information from the MAC layer is used as the artificial pheromone(a chemical used in ant communications) to reinforce optimal/sub-optimal paths without the knowledge of the global topology.One of the optimisations of EARA-QoS over EARA is the use of metrics from different layers to make routing decisions. This algorithm design concept is termed as the cross-layer design approach.Research[13]has shown the importance of cross-layer optimisations in MANETs,as the optimisation at a particular single layer might produce non-intuitive side-effects that will degrade the overall system performance.Moreover, the multiple-criteria routing decisions allow for the better usage of network characteristics in selecting best routes among multiple available routes to avoid forwarding additional data traffic through the congested areas,since the wireless medium over those hotspots is already very busy.The parameters for measuring wireless medium around a node depend largely on the MAC layer.In this paper,we focus on the IEEE802.11 DCF mode[14],since it is the most widely used in both cellular wireless networks and in MANETs.This cross-layer technique of using MAC layer information can be appliedeasily to other MAC protocols.In addition to the basic routing functionality,EARA-QoS supports an integrated lightweight QoS provision scheme.In this scheme,traffic flows are classified into different service classes.The classification is based on their relative delay bounds.Therefore,the delay sensitive traffic is given a higher priority than other insensitive traffic flows.The core technique of the QoS provision scheme is a token bucket queuing scheme,which is used to provide the high priority to the real-time traffic,and also to protect the lower-priority traffic from star-vation.Experimental results from simulation of mobile ad hoc networks show that this QoS routing algorithm performs well over a variety of environmental conditions,such as network size,nodal mobility and traffic loads.II.B ACKGROUNDIn this section,we give a brief introduction to background knowledge on ant colony heuristics,and the QoS provision techniques in MANETs.A.Foraging Strategies in AntsOne famous example of biological swarm social behaviour is the ant colony foraging [15](see Figure 1).Many ant species have a trail-laying,trail-following behaviour when foraging:individual ants deposit a chemical substance called pheromone as they move from a food source to their nest,and foragers follow such pheromone trails.Subsequently,more ants are attracted by these pheromone trails and in turn reinforce them even more.As a result of this auto-catalytic effect,the optimal solution emerges rapidly.In this food searching process a phenomenon called stigmergy plays a key role in developing and manipulating local information.It describes the indirect communication of individuals through modifying theenvironment.Fig.1.All Ants Attempt to Take the Shortest PathFrom the self-organisation theory point of view,the be-haviour of the social ant can be modelled based on four elements:positive feedback,negative feedback,randomness and multiple interactions [16].This model of social ants using self-organisation theories provides powerful tools to transfer knowledge about the social insects to the design of intelligent decentralised problem-solving systems.B.Quality-of-Service in MANETsQuality-of-Service (QoS)provision techniques are used to provide some guarantee on network performance,such as average delay,jitter,etc.In wired networks,QoS provision can generally be achieved with the over-provisioning of re-sources and with network traffic engineering [17].With the over-provisioning approach,resources are upgraded (e.g.fibre optic data link,advanced routers and network cards)to make networks more resistant to resource demanding applications.The advantage of this approach is that it is easy to be implemented.The main disadvantage of this approach is that all the applications still have the same priority,and the network may become unpredictable during times of bursting and peak traffic.In contrast,the idea of the traffic engineering approach is to classify applications into service classes and handle each class with a different priority.This approach overcomes the defect of the former since everyone is following a certain rule within the network.The traffic engineering approach has two complemen-tary means to achieve QoS provisioning,Integrated Services (IntServ)and Differentiated Services (DiffServ).IntServ [18]provides guaranteed bandwidth for flows,while DiffServ [19]provides hard guarantees for service classes.Both of the approaches rely on the possibility to make bandwidth reservations.The former was used in ATM (Asynchronous Transfer Mode)[20]and is today the method of achieving QoS in RSVP-IntServ [21].On the other hand,in the DiffServ approach,no reservation is done within the network.Instead,QoS is achieved by mechanisms such as Admission Control ,Policy Manager ,Traffic Classes and Queuing Schedulers .These mechanisms are used to mark a packet to receive a particular forwarding or dropping treatment at each node.Based on QoS provision techniques in wired networks,many QoS approaches are proposed to provide QoS services for MANETs.Flexible QoS Model for MANETs (FQMM)[22],is the first QoS approach for MANETs,which combines knowledge on IntServ/DiffServ in wired networks with con-sideration of MANETs.As an essential component to achieve the QoS provisioning,QoS routing algorithms tightly integrate QoS provisioning into routing protocols.The QoS version of AODV (QoS-AODV)[23],the Core-Extraction Distributed Ad Hoc Routing (CEDAR)protocol [10],the Multimedia Support for Mobile Wireless Networks (MMWN)protocol [11],and the ticket-based protocols [24]are examples of QoS routing algorithms proposed for MANETs.On the other hand,QoS signaling techniques are inde-pendent of the underlying routing protocols.The In-band Signalling for QoS in Ad-Hoc Mobile Networks (INSIGNIA)algorithm [25]is the typical signaling protocol designed exclusively for MANETS.The idea of CEDAR,MMWN,and ticket-based protocols is to disseminate link-state information across the network in order to enable other nodes to find routes that meet certain QoS criteria,like the minimum bandwidth.On the other hand,INSIGNIA piggybacks resource reservations onto data packets,which can be modified by intermediate nodes to inform the communication endpoint nodes in case of lack ofresources.All those approaches are based on the idea that the wireless links between mobile nodes have certain QoS related properties,in particular a known amount of available bandwidth,and that nodes are able to give guarantees for traffic traversing these links.III.C RITIQUE OF E XISTING Q O S A PPROACHES INMANET SNowadays,most of the QoS provisioning techniques are derived from the QoS approaches of the wired networks. However,QoS support approaches proposed in wired networks are based on the assumption that the link characteristics such as bandwidth,delay,loss rate and error rate must be available and manageable.However,given the challenges of MANETs, e.g.dynamic topology and time-varying link capacity,this assumption does not apply any longer.Thus,applying the concepts of wired traffic engineering QoS approaches directly to MANETs is extremely difficult.Generally,the situation in MANETs is completely different from those in wired networks.In wireless networks,the available bandwidth undergoes fast time-scale variations due to channel fading and errors from physical obstacles.These effects are not present in wired networks.In MANETs,the wireless channel is a shared-access medium,and the available bandwidth even varies with the number of hosts contending for the channel.Below we analyse why the IntServ/DiffServ models are not appropriate for MANETs respectively. IntServ based approaches are not applicable for MANETs mainly due to two factors,huge resource consumption and computation power limitation.Firstly,to support IntServ,a huge amount of link state information has to be built and main-tained for each mobile node.The amount of state information increases proportionally with the number offlows,which is also a problem with the current IntServ QoS scheme.Secondly, current wireless networks employ two major MAC techniques, the single-channel approach and the multiple channel ap-proach.With single-channel approach(e.g.IEEE802.11[14]), all nodes share the same channel and therefore potentially interfere with each other.With a multiple-channel approach (e.g.Bluetooth[26]or CDMA[27]),nodes can communicate on several channels simultaneously.Both of the two MAC techniques have a similar bandwidth reservation mechanism. This common mechanism requires a transmission schedule to define time slots,in which nodes take their turns periodically. For each slot,its duration and a set of possible simultaneous transmissions must be defined.However,in wireless networks, the problem offinding an optimal schedule is proved to be NP-complete[28],which is a fundamental limitation of QoS provisioning in wireless networks.On the other hand,the DiffServ approach is a lightweight QoS model for interior routers since individual stateflows are aggregated into sets of service classes whose packets are treated differently at the routing nodes.This makes routing a lot easier in the network.Thus this approach could be a potential solution for MANETs.Even though it is not practical to provide a hard separation of different service classes in MANETs,relative prioritisation is possible in such a way that traffic of a certain class is given a higher or lower priority than traffic of other service classes.One solution would be to divide the traffic into a predefined set of service classes that are defined by their relative delay bounds,such as delay sensitive(realtime)and insensitive(bulk)traffic.Realtime traffic should be given higher priority than bulk traffic.No absolute bandwidth guarantees are provided.Some work based on service differentiation rather than resource reservations in MANETs already exists[29].IV.D ESCRIPTION OF EARA-Q O SEARA-QoS is an on-demand multipath routing algorithm for MANETs,inspired by the ant foraging intelligence.This algorithm incorporates positive feedback,negative feedback and randomness into the routing computation.Positive feed-back originates from destination nodes to reinforce the existing pheromone on good paths.Ant-like packets,analogous to the ant foragers,are used to locallyfind new paths.Artificial pheromone is laid on the communication links between nodes and data packets are biased towards strong pheromone,but the next hop is chosen probabilistically.To prevent old routing solutions from remaining in the current network status,expo-nential pheromone decay is adopted as the negative feedback. Each node using this algorithm maintains a probabilistic routing table.In this routing table,each route entry for the destination is associated with a list of neighbour nodes.A probability value in the list expresses the goodness of node as the next hop to the destination.For each neighbour, the shortest hop distance to the destination and the largest sequence number seen so far are also recorded.In addition to the routing table,each node also possesses a pheromone table.This table tracks the amount of pheromone on each neighbour link.The table may be viewed as a ma-trix with rows corresponding to neighbourhood and columns to destinations.There are three threshold values controlling the bounds on pheromone in the table.They are the upper pheromone that prevents extreme differences in pheromone, the lower pheromone,below which data traffic cannot be forwarded,and the initial pheromone that is assigned when a new route is found.In addition to the routing data structures present above,the following control packets are used in EARA-QoS to perform routing computation:Route Request Packet(RQ)containing destination ad-dress,source address and broadcast ID.Route Reply Packet(RP)containing source address,des-tination address,sequence number,hop account and life-time.Reinforcement Signal(RS)containing destination ad-dress,pheromone value and sequence number.Local Foraging Ant(LFA)containing source address (the node that sent LFA),the least hop distance from the source to the destination,stack of intermediate node address and hop count.Hello Packet(HELLO)containing source(the node that sent Hello)address and hop count(set to0).A.Parameters of Lower Layers1)The Average MAC Layer Utilisation:Thefirst metric is the average MAC layer utilisation for a node.This metric measures the usage of the wireless medium around that node. As the instantaneous MAC layer utilisation at a node is either (busy)or(idle),we average this value over a period of time window as follows:(1) where is the time when the medium is busy in the window.This average MAC utilisation indicates the degree to which the wireless medium around that node is busy or idle.We consider the instantaneous MAC layer utilisation level at a node to be1when the wireless medium around that node either detects physical carrier to be present or is deferring due to virtual carrier sensing,inter-frame spacing,or backoff.In addition,we also consider the medium is busy at any time when the node has at least one packet in the transmission queue.2)The Transmission Queue Heuristic:The second metric isa heuristic value that is calculated with the network interface transmission queue length in the current node.Apart from the media status,the transmission queue length is also a key factor that can affect the packet latency or packet drop due to the size limit on the queue length.We define the heuristic value with the following rules.If the outgoing network interface employs a single queue scheme,the heuristic value is defined as:(2) where is the length(in bytes waiting to be sent)of the interface queue in node,and is the maximum packet bytes allowed in the queue.If the network interface employs the multiple virtual queue scheme for each outgoing link,the heuristic value is defined as:(3)where is the length(in bytes waiting to be sent)of the virtual queue of the link in node and denotes the neighbourhood of node as a next-hop to some destination.3)The Average MAC Layer Delay:The last metric is the MAC layer delay for the link.The MAC layer delay is defined as the interval from when the RTS frame is sent at node to when the data frame is received successfully at node.The average MAC delay is obtained by averaging these values over a time window as follows:(4)where is the time interval in the window,and is a coefficient.This average MAC delay indicates the degree of interference.In regions where there is a lot of interference from other nodes,MAC delay is high due to the contentionof the channel.B.Data PropagationWhen multiple virtual queue scheme is employed,the rout-ing probability value is computed by the composition ofthe pheromone values,the local heuristic values and the linkdelays as follows:(5) where,and()are tunable parametersthat control the relative weight of pheromone trail,MAC delay and heuristic value,and is the neighbourhood as a next-hop to some destination.Incorporating the heuristic value and link delay in the rout-ing computation makes this algorithm possess the congestionawareness property.Based on the probabilistic routing table, data traffic will be distributed according to the probabilitiesfor each neighbour in the routing table.The routing algorithmexhibits load balancing behaviour.Nodes with a large number of packets in the buffer are avoided.The EARA-QoS algorithm consists of several components.They are the route discovery procedure,the positive and neg-ative reinforcement,and the local connectivity management.C.Route DiscoveryWe use a similar route discovery procedure as describedin[12].On initialisation,a neighbourhood for each node is built using the single-hop HELLO messages.Whenever atraffic source needs a route to a destination,it broadcastsroute request packets(RQ)across the network.Rather than simplyflooding the RQ packets,we adopt the probabilisticbroadcast scheme explored in[30]combined with the MAClayer utilisation.When a nodefirst receives a packet,with probability it broadcasts the packet to its neighbours,andwith probability it discards the packet.The probabilityvalue is calculated as(6) where()is the coefficient.This broadcast scheme helps to discover new routes avoiding congestion areas,but atthe cost of missing potential routes to the destination. During the course offlooding RQ packets to the destination ,the intermediate node receiving a RQ packetfirst sets up reverse paths to the source by recording the source addressand the previous hop node in the message cache.If a validroute to the destination is available,that is,there is at least one link associated with the pheromone trail greater than the lower pheromone bound,the intermediate node generates a route reply(RP).The RP is routed back to the source via the reverse paths.Otherwise,the RQ is rebroadcast.Other than just establishing a single forward path,whenthe destination node receives RQs it will send a RP to allthe neighbours from which it sees a RQ.In order to maintain multiple loop-free paths at each intermediate node,node(b) Path Reinforcement(c) Local Repair(a) Initial Pheromone Setup Fig.2.Illustrating Working Mechanism of EARA-QoSmust record all new forward paths that possess the latest sequence number but hold a lower hop-count in its routing table,and also send a RP to all the neighbours from which it saw a RQ.During the course of the RP tracking back to the source,an initial pheromone value is assigned to the corresponding neighbour node,which indicates a valid route to the destination.This process is illustrated in Figure2(a).D.Route ReinforcementAfter the destination node receives the data traffic sent by the source node,it begins to reinforce some good neighbour(s)in order to“pull”more data traffic through the good path(s)by sending reinforcement signal packets(RS) whenever it detects new good paths.When node receives a RS,it knows it has an outgoing link toward the destination ,which is currently deemed a good path.Subsequently, node updates the corresponding pheromone table entry with the value and forwards a RS packet to(at least one) selected neighbour locally based on its message cache,e.g.the neighbour(s)that saw the least hops of the incoming packets. The amount of the pheromone used to positively rein-force the previous hop neighbour is computed as follows.If the RS packet is sent by the destination to node,then is calculated using the upper bound pheromone value ,(7) If the RS packet is sent by an intermediate node towards node,the is calculated using the current largest pheromone value max()in node with the next hop to the destination in the pheromone table,max(8) where,and are parameters that control the relative weight of the relative source hop distance,the rel-ative packet number and the local queue heuristic. Incorporating the congestion-measuring metric into the reinforcement can lead data traffic to avoid the congestion areas.The relative source hop distance is calculated as follows:(9) where is the shortest hop distance from the source to the current node through node,and is the shortest hop distance from to.This parameter is used to ensure that paths with shorter hop distance from the source node to the current node are reinforced with more pheromone.The relative packet number is calculated as follows:(10) where is the number of incoming packets from neighbour to the destination,and is the total number of incomingpackets towards the destination.This parameter is used to indicate that the data forwarding capacity of a link also affects the reinforcement.The more data arrives,the stronger reinforcement is generated for the corresponding link.On receiving the RS from a neighbour,node needs to positively increase the pheromone of the link towards node.If the sequence number in the RS is greater than the one recorded in the pheromone table,node updates its corresponding pheromone with the value of carried on the RS:(11) If the sequence number is equal to the current one,then:ifotherwise(12)If the sequence number in RS is less than the current one in the pheromone table,then this RS is just discarded.Node also has to decide to reinforce(at least)one of its neighbours by sending the RS message based on its own message cache.This process will continue until reaching the source node.As a result of this reinforcement,good quality routes emerge,which is illustrated in Figure2(b).The same procedure can apply to any intermediate node to perform local link error repair as long as it has pheromone value that is greater than the lower bound.For instance,if an intermediate node detects a link failure from one of its upstream links, it can apply the reinforcement rules to discover an alternative path as shown in Figure2(c).There is also an implicit negative reinforcement for the pheromone values.Within every time interval,if there is no data towards a neighbour node,its corresponding pheromone value decays by a factor as follows:(13)E.Local Foraging AntsIn a dynamic network like MANET,the changes of the net-work topology create chances for new good paths to emerge.In order to make use of this phenomenon,this algorithm launcheslocal foraging ants(LFA)with a time interval to locallysearch for new routes whenever all the pheromone trails of a node towards some destination drop below the threshold.The LFA will take a random walk from its original node. During the course of its walk,if the LFA detects congestionaround a node(the average channel utilisation is greaterthan a predefined threshold value),then the LFA dies to avoid increasingly use the wireless medium.Otherwise,theLFA pushes the address of the nodes that it has travelledinto its memory stack.To avoid forming of loops,LFA will not choose to travel to the node that is already in.Before reaching the maximum hop,if LFA canfind a node with pheromone trails greater than and the hop distanceto destination not greater than the one from its original nest,itreturns to its’nest’following its memory stack and updates the corresponding paths with.Otherwise,it simply dies.F.Local Connectivity ManagementNodes maintain their local connectivity in two ways.When-ever a node receives a packet from a neighbour,it updates its local connectivity information to ensure that it includes thisneighbour.In the event that a node has not sent any packets toits neighbours within a time interval,it has to broadcast a HELLO packet to its neighbours.Failure to receive packetsfrom the neighbourhood in indicates changes in the local connectivity.If HELLO packets are not received from the nexthop along an active path,the node that uses that next hop issent notification of link failure.In case of a route failure occurring at node,cannot for-ward a data packet to the next hop for the intended destination .Node sends a RS message that sets ROUTE RERR tag to inform upstream nodes of the link failure.This RS signalassigns to the corresponding links the lower bound.Here, RS plays the role of an explicit negative feedback signal to negatively reinforce the upstream nodes along the failure path. This negative feedback avoids causing buffer overflow due to caching on-flight packets from upstream nodes. Moreover,the use of HELLO packets can also help to ensure that only nodes with bidirectional connectivity are deemed as neighbours.For this purpose,the HELLO packet sent by a node has an option to list the nodes from which it has heard HELLO packets,and nodes that receive the HELLO check to ensure that it uses only routes to neighbours that have sent HELLO packets.G.The QoS Provision SchemeThis section describes a lightweight approach to DiffServ. The basic idea is to classifyflows into a predefined set of service classes by their relative delay bounds.Admission control only works at the source node.There is no session orflow state information maintained at intermediate nodes. Once a realtime session is admitted,its packets are marked as RT(realtime service)and otherwise they are considered as best-effort bulk packets.As depicted in Figure3,each of these traffic classes is buffered in a logically separate queue.A simple novel queuing strategy,based on the token bucket scheme,provides high priority to realtime traffic,and also protects the lower-priority traffic from starvation.No absolute bandwidth guarantees are provided in this scheme.We explain this queuing strategy and its novelty below.The queues are scheduled according to a token bucket scheme.In this scheme,prioritisation is achieved with token balancing.Each traffic class has a balance of tokens,and the class with higher balance has a higher priority when dequeuing the next packet for transmission.For each transmission of a packet of class,an amount of tokens is subtracted from the class’token balance and an equal fraction thereof is added to every other class’balance such that the sum of all tokens is always the same.The weight value reflects the delay sensitivity assigned to the different classes.A higher weight value corresponds to a lower delay sensitivity.The size of the token balance together with the value determines the maximal length of a burst of traffic from one class.In this scheme,as long as the amount of delay-sensitive traffic does not grow too large,it is forwarded as quickly as possible,and if it does grow too large,starvation of other traffic classes is prevented.Setting the upper bound of a class’token balance depending on its delay-sensitivity enables further tuning of the describedmethod.Fig.3.Overview of Service Differentiation SchemeIn this packet scheduling scheme,routing protocol pack-ets are given unconditional priority before other packets. Moreover,realtime applications normally have stringent delay bounds for their traffic.This means that packets arriving too late are useless.From the application’s point of view,there is no difference between late and lost packets.This implies that it is actually useless to forward realtime packets that stay in a router for more than a threshold amount of time,because they will be discarded at the destination anyway.Dropping those packets instead has the advantage of reducing the load in the network.To our knowledge,this service classification based queuing scheme is the simplest implemented QoS provisioning technique designed exclusively for MANETs so far.V.C HARACTERISTICS OF THE A LGORITHMThis proposed protocol,implementing the cross-layer design concept,exhibits some properties that show itsfitness as a solution for mobile ad hoc networks:Loop-freeness:during the route discovery phase,the nodes record the unique sequence number of RP packets.。
基础医学综合必读复习材料
基础医学综合必读复习材料基础医学是医学专业的基本学科,主要包括人体解剖学、生理学、生物化学、病理学、药理学、微生物学等内容。
这些学科为医生提供了理论基础和实践技能,是医学专业的基础。
下面是一些基础医学复习材料的推荐,供你参考。
1.《人体解剖学》:人体解剖学是医学基础课程之一,研究人体结构和组织的关系。
这本书全面而详细地介绍了人体各个系统的解剖结构,包括骨骼、肌肉、血管、神经等。
读者可以通过学习解剖学,了解人体的基本结构和功能,为临床实践提供理论基础。
2.《生理学学习指南》:生理学是研究人体生命活动规律的科学,包括人体各个系统的功能和调节机制。
这本书通过系统的内容和图示,生动地介绍了人体的生理学知识,包括呼吸、循环、消化、排泄、神经、内分泌等系统的功能和调节。
读者可以通过学习生理学,了解人体的正常生理机能,并掌握一些常见病理生理的基本原理。
3.《病理学》:病理学是研究疾病本质和发展过程的学科,是临床医学的基础。
这本书系统地介绍了病理学的基本概念、疾病的分类、病理变化的发生机制等内容。
读者可以通过学习病理学,了解疾病的发生、发展和诊断方法,为临床实践提供理论指导。
4.《基础药理学》:药理学是研究药物与机体相互关系的学科,是医学专业的基础课程之一、这本书详细介绍了药物的种类、作用机制、药动学、药效学等内容。
读者可以通过学习药理学,了解药物的作用机制和临床应用,为临床用药和药物治疗提供理论依据。
5.《微生物学实验教程》:微生物学是研究微生物的结构、生理、生化和遗传学特性的学科,对医学专业的学生来说尤为重要。
这本书通过实验教程的形式,详细介绍了微生物学实验的方法和技术,包括细菌的培养、鉴定、药敏试验等。
读者可以通过学习微生物学实验,掌握微生物的基本实验技术,为临床微生物学的诊断提供支持。
以上推荐的基础医学综合复习材料,涵盖了人体解剖学、生理学、病理学、药理学、微生物学等多个学科的知识点。
通过学习这些材料,可以全面了解人体结构和功能,疾病的发生和发展机制,药物的作用和应用,以及微生物的基本特性和实验方法。
会计专业英语复习资料
Post test 1 基本概念1. Things of value owned by an entity: assets Money: cashClaims of creditors: liabilitiesClaims of investors: equity2. 2 types of sources of funds:Stronger claim: liabilitiesLesser claim: equity3. A balance sheet reports the status of an entity ....ata point of time.4. Give the fundamental accounting equation: Assets = Liabilities + Equity5. The above equation is consistent with what concept?: Dual-aspect concept6. Money-measurement concept states that accounting reports only facts that can be expressed in monetary amounts.7. A balance sheet does not report all the facts abouta business. What concept limits the amount or type of information that can be reported? Money-measurement concept8. Brown Company has 10000 dollar cash. Its owner withdraws 100 dollars for his own use. The owner is (no better or worse off) than he was before. Brown company now has (less) cash. The fact that this event affects the owner differently than it affects the company is an illustration of the entity concept.9. The entity concept states that accounts are kept for entities as distinguished from the persons who own those entities.11. The going-concern concept is: Accounting assumes that an entity will continue to operate indefinitely.12. The asset-measurement concept is: if reliable information is available, accounting focuses on the fair value of assets. Nonmonetary assets are reported at their original cost.13. An item can be reported as an asset if it passes 3 of the following: item is valuable, item was acquired at a measurable cost, item is owned or controlled by the entity.14. Goodwill is a favorable name or reputation purchased by the entity.15. An asset is classified as current if it is cash or is expected to be converted into cash in the near future, usually within one year.16. A liability is classified as current if it becomes due in the near future, usually within one year.17. Marketable securities are current assets. Investments are noncurrent assets.19. An insurance policy paid in advance of the time period covered is an example of a prepaid expense.20. A building, an item of equipment, and an automobile may all be examples of plant and property.21.Parker Company operates a furniture store. On December 31,2005,it had 30 desks that it was holding for sale. These would be reported as inventory. The desk that is used by the president of Parker Company would be reported as plant and property.22.Fox Company sold $1,000 of goods on credit to Golden Company. This would be recorded as an account receivable of Fox Company and as an account payable of Golden Company.23. Indicate whether the following statements about the balance sheet of a corporation are true or false:a. Assets list all the valuable things owned bythe entity----Fb. The amount reported for the paid-in capitalitem is approximately the fair value of the stock-----Fc. The amount reported for total equity isapproximately the fair value of the corporation’sstock---Fd. Total equities (also called “net worth”) showapproximately what the entity is worth.----Fe. Retained earnings is the amount of cashretained in the entity.-----FPost test 2 资产负债表的变更:收入的核算1.On January 2, John Brown started the BrownCompany. In January, Brown Company did thefollowing things:a. It received $5,000 cash from John Brown asits capital.b. It borrowed $10,000 from a bank, giving anote therefor.c. It purchased $4,000 of inventory for cash.d. It sold $2,000 of its inventory for $6,000 to acustomer, who paid $3,500 cash and agreed to pay$2,500 within 30 days.e. It purchased an auto for $7,000. It paid$2,000 down and gave a note to the automobiledealer for the remaining $5,000f. Brown withdrew $1,000 cash for his personaluse.g. Brown was offered $10,000 for his equity inthe business, but he refused the offer.On a separate piece of paper, prepare a roughdraft of a balance sheet for Brown Company as of theclose to business January 31, and an incomestatement for January.Brown CompanyBalance Sheet as of Jan31AssetsCash……………………………………$11,500Accounts Receivable…………………2,500Inventory………………………………….2,000Automobile………………………………7,000Total………………………………………$23,000Liabilities and EquityNotes Payable………………………$15,000Paid-in Capital…………………………5,000Retained Earnings……………………3,000Total……………………………………$23,000Brown CompanyIncome Statement for January Revenue...........................$6,000Expense ...........................$2,000Income ............................$4,0002.Brown Company's income was $4,000, but itsRetained Earnings was only $3,000. Reread the firstframe and choose the item (a-g) that explains thedifference. f3.John Brown claims that the inventory as of January31 is worth $6,000, as shown by the fact thatinventory costing $2,000 was actually sold for $6,000.Would you change the balance sheet ?...(No). This isan illustration of the asset-measurement concept.Nonmonetary assets are reported at their cost ratherthan their worth or fair value.Post test 3 会计记录和系统1. On March 5, Kay Company purchased $6,000 ofinventory, paying cash. Prepare a journal entry forthis transaction below.Journal2001 Transactions Dr. Cr.March 5Inventory6,000Cash6,0002. On March 10, Kay Company made a $15,000 sale toa customer who paid $6,000 cash and agreed to payto the other $9,000 in 30 days. The merchandise soldhad cost $8,000. Prepare a journal entry for the sale,below.Journal2001 Transactions Dr. Cr.March 10Cash6,000Accounts Receivable9,000Revenues15,0003. On March 10, Kay Company made a sale for$15,000 for merchandise that had cost $8,000.Prepare a journal entry to record the cost of the salebelow.Journal2001 Transactions Dr. Cr.March 10 Expenses8,000Inventory8,0004. Recall from the previous frames that revenuesfrom the sale on March 10 were $15,000 and that themerchandise sold had cost $8,000. Prepare theclosing entries.Journal2005 Transactions Dr. Cr.March 31Revenues15,000Retained earnings15,000March 31Retained earnings8,000Expenses8,0005-10. Omit11.A critic said that the company had $25,000 cash atthe beginning of March and $25,000 at the end ofMarch, and since its cash balance was unchanged, itcouldn't be said to have any income in March. Thiscriticism is (incorrect).12.The reason the criticism is incorrect is becauseincome is an increase in retained earnings, notnecessarily in cash. For example, the sales revenue ofKay Company in March was $15,000 and its incomewas $7,000 even though $9,000 was received in cash.Post test 4 营业收入和货币资产1. The conservation concept states that increases inequity are recognized only when they are reasonablycertain, while decreases in equity are recognized assoon as they are reasonably possible.2. The materiality concept states: disregard trivialmatters but disclose all important matters.3. What is the length of the usual accounting period?One year. Financial statements prepared for shorterperiods are called interim statements.4. Cash accounting reports items that increase ordecrease cash. Accrual accounting reports items thatchange equity or retained earnings, even thoughthese changes may not affect cash.5. Increases in equity associated with the entity’soperations during a period are revenues, anddecreases are expenses. The difference betweenthem is labeled income.6. The realization concept states that revenues are recognized when goods or services are delivered.7. H Company manufactures a table in August and places it in its retail store in September. R Smith, a customer, agrees to buy the table in October, it is delivered to him in November, and he pays the bill in December. In what month is the revenue is recognized? (November)8. The receipt of cash is a debit to Cash. What is the offsetting credit and (type of account) for the following types of sales transactions?Account Crediteda. Cash received prior to delivery. Advances from customers (a liability)b. Cash received in same period as delivery. Revenuec. Cash received after the period of delivery. Accounts receivable (an asset)9.Similarly, revenue is a credit entry. What is the offsetting debit when revenue is recognized in each of these periods?Account Debiteda. Revenue recognized prior to receipt of cash. Accounts receivableb. Revenue recognized in same period as receipt of cash. Cashc. Revenue recognized in the period following receipt of cash. Advances from customers10.In February, H Company agrees to sell a table to a customer for $600, and the customer makes a down payment of $100 at that time. The cost of the table is $400. The table is delivered to the customer in March, and the customer pays the remaining $500 in April. Give the journal entries (if any) that would be made in February, March, and April for both the revenue and expense aspects of this transaction. February:Cash100Advances from customers100March:Accounts receivable500Advances from customers100Revenue600March:Expenses400Inventory400April:Cash500Accounts receivable50011.At the end of 2005, M Company had accounts receivable of $200,000, and it estimated that $2,000 of this amount was a bad debt. Its revenue in 2005, with no allowance for the bad debts, was $600,000. A. What account should be debited for the $2,000 bad debt? RevenueB. What account should be credited? Allowance for doubtful accountsC. What amount would be reported as net accounts receivable on the balance sheet? $198,000D. What amount would be reported as revenue on the 2005 income statement? $598,00012.In 2006, the $2,000 of bad debt was written off.A. What account should be debited for this written off? Allowance for doubtful accountsB. What account should be credited? AccountsreceivablePost test 5 费用的核算;损益表1. An expenditure occurs in the period in which goodsor services are acquired. An expense occurs in theperiod in which goods or services are consumed.2. A certain asset was acquired in May. There wastherefore an expenditure in May. At the end of May,the item was either on hand, or it was not. If it wason hand, it was an asset; If it was not on hand, it wasan expense in May.3. Productive assets are unexpired costs. Expensesare expired costs.4. The matching concept states that costs associatedwith the revenues of a period are expenses of thatperiod.5. Expenses of a period consist of:a. costs of the goods and services delivered duringthat period.b. other expenditures that benefit operations ofthe period.c. losses6. If Brown company pays rent prior to the periodthat the rent covers, the amount is initially reportedas credit to cash and a debit to Prepaid Rent, which isan asset account. If Brown Company pays the rentafter the period covered, the amount is initiallyrecorded as a debit to Rent Expense and a credit toAccrued Rent, which is a liability account.7. A brand new machine owned by Fay Company wasdestroyed by fire in 2005. It was uninsured. It hasbeen purchased for $10,000 with the expectationthat it would be useful for 5 years. The expenserecorded in 2005 should be $10,000.8. Gross margin is the difference between salesrevenue and cost of sales.9. gross margin percentage: (gross margin)/(salesrevenue)10. The difference between revenues and expenses inan accounting period (or the amount by which equity[i.e., retained earnings] increased from operatingactivities during the period) is called net income.11. A distribution of earnings to shareholders is calleddividends(股利).12. retained earnings at the end of the period=retained earnings at the beginning of the period + netincome–dividends.Post test 6 存货和销售成本1. A dealer sells a television set for $800 cash. It hadcost $600. Write journal entries for the four accountsaffected by this transaction.Dr. Cash800Cr. Revenue800Dr. Cost of Sales600Cr. Inventory6002. When using the perpetual inventory method (永续盘存), a record is kept for each item, showingreceipts, issues, and the amount on hand.3. Write an equation that shows how the cost of salesis determined by deduction:Cost of sales = beginning inventory+purchases –ending inventory4.Omit5.In periods of inflation, many companies use theLIFO method in calculating their taxable incomebecause LIFO gives a higher cost of sales and hence alower taxable income.6. A company discovers that the fair value of itsinventory is $1000 lower than its cost. What journalentry should it take?Dr. Cost of Sales1,000Cr. Inventory1,0007. In a manufacturing business, what three elementsenter into the cost of a manufactured item?Direct material, direct labor, and overhead.8. Period costs become an expense during the periodin which they were incurred.9. Product costs become an expense during theperiod in which the products were sold.10. One type of overhead rate involves use of thetotal direct labor costs and total production overheadcosts for a period. Write a ratio that shows how theoverhead rate is calculated.(Total production overhead costs)/(Total directlabor costs)11. A given finished item requires $50 of directmaterials and 5 hours of direct labor at $8 per hour.The overhead rate is $4 per direct labor hour. At whatamount would the finished item be shown ininventory? $110 = 50 + 40 + 2012. An inventory turnover of 5 is generally better thanan inventory turnover of 4 because it indicates thatless capital is tied up in inventory, and there is lessrisk that the inventory will become obsolete.Post test 7 非流动资产和折旧1. The amount at which a new plant asset is recordedin the accounts includes its purchase price plus allcosts incurred to make the asset ready for itsintended use (such as transportation andinstallation).2. A plant asset is acquired in 2005. It is expected tobe worn out at the end of 10 years and to becomeobsolete in five years. What is its service life? ---Fiveyears.3. Ordinarily, land is not depreciated because itsservice life is indefinitely long.4.A plant asset is acquired in 2005 at a cost of $20000.Its estimated service life is 10 years, and its estimatedresidual value is $2000 :a. The estimated depreciable cost of the asset is$18,000b. If the straight-line depreciation method is used,the depreciation rate for this asset is 10 percent.c. What amount will be recorded as depreciationexpense in each year of the asset’s life?---$1,800d. What amount will be debited and what accountwill be credited to record this depreciation expense?Dr. Depreciation expenseCr. Accumulated depreciatione. After five years have elapsed, how would thisasset be reported on the balance sheet?1) Plant------$20,0002) Less accumulated depreciation-------$9,0003) Book value-------$11,0005. A machine is purchase on January 2, 2005, for$20,000 and its has an expected life of five years andno estimated residual value.a. If the a machine is still in use six years later, what amount of depreciation expense will be reported in for the sixth year?----zerob. What amount, if any, will be reported on the balance sheet at the end of the sixth year?1) It will not be reported.-----X2) It will be reported as follows:Machine$20,000Accumulated depreciation$20,000Book value$06. A machine is purchase on January 2, 2005, for $50,000. It has an expected service life for 10 years and no residual value. Eleven years later it is sold for $3,000 cash.a. There will be a gain of $3,000b. What account will be debited and what account credited to record this amount?Dr. CashCr. Gain on disposition of assets.7. Given an example of each of the following types of assets, and give the name of the process used in writing off the cost of the second and third type. Asset type\Example\Write-off processPlant Asset\m achine, b uilding\Depreciation Wasting asset\c oal, o il ,m inerals\Depletion Intangible asset\g oodwill, t rademark \Amortization 8. Conoil Company purchased a producing oil property for $10,000,000 on January 2, 2005. It estimated that the property contained one million barrels of oil and that the property had a service life of 20 years. In 2005, 40,000 barrels of oil were recovered from the property. What amount should be charged as an expense in 2005?------$400,0009. Wasting assets and intangible assets are reported on the balance sheet in a different way than building, equipment, and similar plant assets. The difference is that wasting assets are reported at the net amount and plant assets are reported at cost, accumulated depreciation, and net amount.10. In calculating its taxable income, a company tries to report its income as low as it can. In calculating its financial accounting income, a company tries to report its income as fairly as it can.11. As compared with straight-line depreciation, accelerated depreciation writes off more depreciation in the early years of an asset’s life and less in the later years. Over the whole life of asset, accelerated depreciation writes off the same total cost as straight-line depreciation.12. Companies usually use accelerated depreciation in tax accounting because it reduces taxable income and hence income tax in the early years.13. Assume an income tax rate of 40%. If a company calculated its financial accounting income (before income taxes) in 2005 as $6 million and its taxable income as$4 million, what amount would it report as income tax expense on its 2005 income statement?----$2,400,00014. Fill in the missing name on the following table:Income tax expense $100,000Income tax paid -60,000Deferred income tax$ 40,000 The $40,000 would be reported on the balance sheet as a liability.。
专业资料大全_行业资料_
专业资料大全_行业资料_在今天这个信息发达的时代,专业资料对于我们的学习和工作都起着非常重要的作用。
无论是在寻找工作、提升专业能力,还是进行学术研究,专业资料都扮演着一个不可或缺的角色。
首先,我们来谈谈专业资料在寻找工作方面的作用。
随着市场竞争的加剧,拥有全面、精准的专业资料可以增加我们的竞争力。
无论是制作一份完整的简历,还是准备面试所需的背景知识,都需要大量的专业资料支撑。
比如,如果你是一个市场营销岗位的求职者,你需要掌握市场调研、市场分析、产品定位等方面的知识。
只有通过学习和了解相关的专业资料,才能够在面试中表现出色,脱颖而出。
除了寻找工作,专业资料在提升专业能力方面也起着重要的作用。
无论是医生、教师、律师还是工程师,每个行业都有自己独特的专业知识和技能要求。
通过学习和了解相关的专业资料,我们可以不断提升自己的专业能力,更好地适应职业发展的需求。
比如,如果你是一名教师,你就需要掌握教育心理学、教学方法、教育法律等各个方面的知识。
只有通过不断学习和了解相关的专业资料,才能够更加专业地开展教育工作,提高学生的学习效果。
此外,专业资料对于学术研究也有着重要的意义。
无论是撰写学术论文、发表学术成果,还是进行学术交流、参与学术会议,都需要大量的专业资料支撑。
通过学习和了解相关的专业资料,我们可以不断扩大自己的学术视野,增强自己的专业素养。
比如,如果你是一名科研人员,你就需要掌握最新的研究成果、学术观点、实验方法等方面的知识。
只有通过学习和了解相关的专业资料,才能够进行深入的学术研究,取得更好的研究成果。
当然,专业资料的获取并不是一件容易的事情。
由于各行各业特点的不同,涉及的领域也千差万别,所以需要我们付出更多的努力去寻找和积累。
比如,我们可以通过购买专业书籍、参加行业培训、订阅学术期刊等途径获取专业资料。
此外,现在互联网的快速发展,也为我们提供了更多的获取专业资料的途径。
我们可以通过搜索引擎、在线图书馆、行业论坛等方式获取丰富的专业资料。
ASTM A960-00

Designation:A960–00An American National Standard Standard Specification forCommon Requirements for Wrought Steel Piping Fittings1This standard is issued under thefixed designation A960;the number immediately following the designation indicates the year oforiginal adoption or,in the case of revision,the year of last revision.A number in parentheses indicates the year of last reapproval.Asuperscript epsilon(e)indicates an editorial change since the last revision or reapproval.1.Scope1.1This specification covers a group of common require-ments that shall apply to wrought steel pipingfittings covered in any of the following individual product specifications or any other ASTM specification that invokes this specification or portions thereof:A234/A234M Specification for Piping Fittings of Wrought Carbon Steel and Alloy Steel for Moderate and Elevated TemperaturesA403/A403M Specification for Wrought Austenitic Stain-less Steel Piping FittingsA420/A420M Specification for Piping Fittings of Wrought Carbon Steel and Alloy Steel for Low-Temperature Service A758/A758M Specification for Butt-Welding,Wrought-Carbon Steel,Piping Fittings with Improved Notch Toughness A774/A774M Specification for As-Welded Wrought Aus-tenitic Stainless Steel Fittings for General Corrosive Service at Low and Moderate TemperaturesA815/A815M Specification for Wrought Ferritic,Ferritic/ Austenitic,and Martensitic Stainless Steel Piping FittingsA858/A858M Specification for Heat-Treated Carbon Steel Fittings for Low-Temperature and Corrosive ServiceA860/A860M Specification for High-Strength Butt-Welding Fittings of Wrought High-Strength Low-Alloy Steel 1.2In case of conflict between a requirement of the indi-vidual product specification and a requirement of this general requirement specification,the requirements of the individual product specification shall prevail over those of this specifica-tion.1.3By mutual agreement between the purchaser and the supplier,additional requirements may be specified(see4.1.7). The acceptance of any such additional requirements shall be dependent on negotiations with the supplier and must be included in the order as agreed upon by the purchaser and supplier.1.4The values stated in either inch-pound units or SI units [metric]are to be regarded separately as standard.Within the text and the tables,the SI units are shown in brackets.The values stated in each system are not exact equivalents;there-fore each system must be used independently of the other. Combining values from the two systems may result in noncon-formance with the specification.The inch-pound units shall apply unless the“M”designation[SI]of the product specifi-cation is specified in the order.2.Referenced Documents2.1ASTM Standards:A29/A29M Specification for Steel Bars,Carbon and Alloy,Hot-Wrought and Cold-Finished,General Require-ments for2A234/A234M Specification for Piping Fittings of Wrought Carbon Steel and Alloy Steel for Moderate and Elevated Temperatures3A262Practices for Detecting Susceptibility to Intergranu-lar Attack in Austenitic Stainless Steels4A370Test Methods and Definitions for Mechanical Testing of Steel Products4A388/A388M Practice for Ultrasonic Examination of Heavy Steel Forgings2A403/A403M Specification for Wrought Austenitic Stain-less Steel Piping Fittings3A420/A420M Specification for Piping Fittings of Wrought Carbon Steel and Alloy Steel for Low-Temperature Service3A700Practices for Packaging,Marking and Loading Meth-ods for Steel Products for Domestic Shipment2A736/A736M Specification for Pressure Vessel Plates, Low-Carbon Age-Hardening Nickel-Copper-Chromium-Molybdenum-Columbium and Nickel-Copper-Manganese-Molybdenum-Columbium Alloy Steel5A751Test Methods,Practices and Terminology for Chemi-cal Analysis of Steel Products4A758/A758M Specification for Butt-Welding,Wrought Carbon Steel,Piping Fittings with Improved Notch Tough-ness3A774/A774M Specification for As-Welded Wrought Aus-tenitic Stainless Steel Fittings for General Corrosive Ser-vice at Low and Moderate Temperatures3A815/A815M Specification for Wrought Ferritic,Ferritic/ Austenitic,and Martensitic Stainless Steel Piping Fittings31This specification is under the jurisdiction of ASTM Committee A01on Steel, Stainless Steel,and Related Alloys and is the direct responsibility of SubcommitteeA01.22on Steel Forgings and Wrought Fittings for Piping Applications and Bolting Materials for Piping and Special Purpose Applications.Current edition approved Sept.10,2000.Published November2000.Originally published as A960–st previous edition A960–99.2Annual Book of ASTM Standards,V ol01.05.3Annual Book of ASTM Standards,V ol01.01.4Annual Book of ASTM Standards,V ol01.03.5Annual Book of ASTM Standards,V ol01.04. 1Copyright©ASTM,100Barr Harbor Drive,West Conshohocken,PA19428-2959,United States. Licensed by Information Handling ServicesA 858/A 858M Specification for Heat-Treated Carbon Steel Fittings for Low-Temperature and Corrosive Ser-vice 3A 860/A 860M Specification for Wrought High-Strength Low-Alloy Steel Butt-Welded Fittings 2A 967Specification for Chemical Passivation Treatments for Stainless Steel Parts 4E 165Test Method for Liquid Penetrant Examination 6E 709Guide for Magnetic Particle Examination 6E 1916Guide for the Identification and/or Segregation of Mixed Lots of Metal 72.2ASME Boiler and Pressure Vessel Code:8Section IX Welding Qualifications 2.3Military Standard:9MIL-STD-163Steel Mill Products,Preparation for Ship-ment and Storage2.4Manufacturer’s Standardization Society Standards:10MSS SP-25The Standard Marking System of Valves,Fittings,Flanges and UnionsMSS SP-43Standard Practice for Light Weight Stainless Steel Butt-Welding FittingsMSS SP-75Specification for High Test Wrought Butt-Welding FittingsMSS SP-79Socket Welding Reducer InsertsMSS SP-83Steel Pipe Unions,Socket-Welding and ThreadedMSS SP-95Swage(d)Nipples and Bull PlugsMSS SP-97Integrally Reinforced Forged Steel Branch Outlet Fittings—Socket Welding,Threaded and Butterfly Ends2.5American Society of Nondestructive Testing:11SNT-TC-1A Recommended Practice for Nondestructive Testing Personnel Qualification and Certification 2.6ANSI Standards:12B16.9Steel Butt-Welding FittingsB16.11Forged Steel Fittings,Socket Welding and Threaded B16.28Wrought Steel Butt-Welding Short Radius Elbows and Returns3.Terminology3.1Definitions of Terms Specific to This Standard and Related Individual Product Specifications:3.1.1bar —a solid section that is long in relationship to its cross sectional dimensions,with a relatively constant cross section throughout its length.See Specification A 29/A 29M for definitions relating to the production of hot wrought and cold finished bars.3.1.2certifying organization —the company or association responsible for the conformance of,the marking of,and the certification of the product to the specification requirements.3.1.3fitting —a component for non-bolted joints used in piping systems and pressure vessels.3.1.4flange —a component for bolted joints used in piping systems and pressure vessels.3.1.5forging —the product of a substantially compressive hot or cold plastic working operation that consolidates the material and produces the required shape.3.1.6Discussion —The plastic working must be performed by a forging machine,such as a hammer,press,or ring rolling machine and must deform the material to produce an essen-tially wrought structure throughout the material cross section.4.Ordering Information4.1It is the purchaser’s responsibility to specify in the purchase order all ordering information necessary to purchase the needed material.Examples of such information include but are not limited to the following:4.1.1Quantity,4.1.2Description of fitting and nominal dimensions (stan-dard or special),4.1.3Steel composition by grade and class designation,4.1.4Construction,seamless or welded (unless seamless or welded construction is specified by the purchaser,either may be furnished at the option of the supplier),4.1.5Specification number (including the year/date of is-sue),4.1.6Supplementary requirements,and 4.1.7Additional requirements.5.Material5.1The material for fittings shall consist of forgings,bars,plates and seamless or welded tubular products.5.2The steel shall conform to the chemical requirements of the individual product specification and may be made from any process.5.3Ferritic steels shall be fully killed.5.4If secondary melting is employed,the heat shall be defined as all ingots remelted from a primary heat.6.Manufacture6.1Forging or shaping operations may be performed by any of the methods included in the individual product specification.6.2Hollow cylindrically shaped parts up to and including NPS 4may be machined from bar or seamless tubular material provided the axial length of the part is approximately parallel to the axial length of the fitting.Elbows,return bends,tees and header tees shall not be machined directly from bar stock.6.3Fittings,after forming at an elevated temperature,shall be cooled to a temperature below the critical range under suitable conditions to prevent injury by cooling too rapidly.7.Heat Treatment7.1Fittings requiring heat treatment shall be treated as specified in the individual product specification using the following procedures:7.1.1Full Annealing —Fittings shall be uniformly reheated to a temperature above the transformation range and,after6Annual Book of ASTM Standards ,V ol 03.03.7Annual Book of ASTM Standards ,V ol 03.06.8Available from the American Society of Mechanical Engineers,Three Park Avenue,NY 10016–5990.9Available from Standardization Documents Order Desk,Bldg.4,Section D,700Robbins Ave.,Philadelphia,PA 19111-5094Attn:NPODS.10Available from Manufacturers’Standardization Society of the Valve and Fittings Industry,1815N.Fort Myer Dr.,Arlington,V A 22209.11Available from American Society for Nondestructive Testing,4153Arlington Plaza,Columbus,OH 43228-0518.12Available from American National Standards Institute,11W.42nd St.,13th Floor,New York,NY10036.COPYRIGHT American Society for Testing and Materials Licensed by Information Handling Servicesholding for a sufficient time at this temperature,cooled slowly to a temperature below the transformation range.7.1.2Solution Annealing—Fittings shall be heated to a temperature that causes the carbides to go into solution and then quenched in water or rapidly cooled by other means to prevent reprecipitation.7.1.3Isothermal Annealing—Isothermal annealing shall consist of austenitizing a ferrous alloy and then cooling to and holding within the range of temperature at which the austenite transforms to a relatively soft ferrite-carbide aggregate.7.1.4Normalizing—Fittings shall be uniformly reheated toa temperature above the transformation range and subsequently cooled in air at room temperature.7.1.5Tempering and Post-Weld Heat Treatment—Fittings shall be reheated to the prescribed temperature below the transformation range,held at temperature for the greater of1⁄2 h or1h/in.[25.4mm]of thickness at the thickest section and cooled in still air.7.1.6Stress Relieving—Fittings shall be uniformly heated to the selected stress relieving temperature.The temperature shall not vary from the selected temperature by more than625°F [614°C].7.1.7Quench and Temper—Fittings shall be fully austen-itized and immediately quenched in a suitable liquid medium. The quenchedfittings shall be reheated to a minimum tempera-ture of1100°F[590°C]and cooled in still air.8.Chemical Requirements8.1Chemical Analysis—Samples for chemical analysis and methods of analysis shall be in accordance with Test Methods, Practices and Terminology A751for Chemical Analysis of Steel Products.8.2Heat Analysis—An analysis of each heat of steel shall be made by the manufacturer to determine the percentages of those elements specified in the individual product specification.If secondary melting processes are employed,the heat analysis shall be obtained from one remelted ingot of each primary melt.The chemical analysis thus determined shall conform to the requirements of the individual product specification.Note that the product analysis(check analysis)tolerances are not to be applied to the heat analysis requirements.8.3Product Analysis—If a product analysis is performed it shall be in accordance with Test Methods,Practices,and Terminology A751.The chemical composition thus deter-mined shall conform to limits of the product specification, within the permissible variations of Table1or Table2of this specification,as appropriate for the grade being supplied. 9.Mechanical Requirements9.1Method of Mechanical Test—All tests shall be con-ducted in accordance with Test Methods and Definitions A370.9.2The test specimen shall represent all material from the same heat and heat treatment load whose maximum thick-nesses do not exceed the thickness of the test specimen or blank by more than1⁄4in.[6mm].9.3One tension test at room temperature shall be made in accordance with9.2from each heat in each heat treatment load.9.3.1If heat treatment is performed in either a continuous or batch type furnace controlled within625°F[614°C]of the required heat treatment temperature and equipped with record-ing pyrometers so that complete records of heat treatment are available,and if the same heat treating cycles are used on the material represented by the tension test,then one tension test from each heat shall be required,instead of one tension test from each heat in each heat treatment load in accordance with 9.2.9.4Retest—When a retest is permitted by the product specification,it shall be performed on twice the number of representative specimens that were originally nonconforming. When any retest specimen does not conform to the product specification requirements for the characteristic in question,the lot represented by that specimen shall be rejected or reworked in accordance with Section14.9.4.1If the results of the tension test do not conform to the requirements specified in the product specification,retests are permitted as outlined in Test Methods and Definitions A370.If the results of any tension test specimen are less than specified because aflaw becomes evident in the test specimen during testing,a retest shall be allowed provided that the defect is not attributable to ruptures,cracks,orflakes in the steel.9.4.2If the average impact energy value meets the product specification requirements,but one energy value is below the TABLE1Product Analysis Tolerances for Low Alloy and CarbonSteels AElementsLimit,or Maximum ofSpecified Range,%Permissible VariationsOver Maximum Limit orUnder Minimum Limit,% Carbon0.30and under0.01over0.30to0.75,incl0.02over0.750.03 Manganese0.90and under0.03over0.90to2.10,incl0.04 Phosphorus over maximum only0.005Sulfur0.060and under0.005Silicon0.40and under0.02over0.40to2.20,incl0.05Nickel 1.00and under0.03over1.00to2.00,incl0.05over2.00to5.30,incl0.07over5.30to10.00,incl0.10 Chromium0.90and under0.03over0.90to2.10,incl0.05over2.10to3.99,incl0.10 Molybdenum0.20and under0.01over0.20to0.40,incl0.02over0.40to1.15,incl0.03 Vanadium0.10and under0.01over0.10to0.25,incl0.02over0.25to0.50,incl0.03minimum value specified,under minimum limitonly0.01Columbium(Niobium)Up to and incl0.140.020.15to0.50,incl0.06Titanium Up to and incl0.850.05 Aluminum0.10and under0.03over0.10to0.20,incl0.04over0.20to0.30,incl0.05over0.30to0.80,incl0.07over0.80to1.80,incl0.10Lead B0.15to0.35,incl0.03Copper to1.00incl0.03over1.00to2.00,incl0.05A Chrome content less than4.00.B Productanalysis tolerance for lead applies both over and under to a specifiedrange of0.15to0.35%.COPYRIGHT American Society for Testing and MaterialsLicensed by Information Handling Servicesspecified minimum value for individual specimens,a retest is permitted.The retest shall be conducted in accordance with Test Methods and Definitions A370.9.5For the purpose of determining conformance to the product specification requirements,specimens shall be ob-tained from afinished product,or from production material that is in the same condition of working and heat treatment as the production material.10.Hardness Requirements10.1The part shall conform to the hardness requirements prescribed in the product specification.10.2Sampling for hardness testing shall conform to the product specification.11.Tensile Requirements11.1The part shall conform to the tensile property require-ments prescribed in the product specification.11.2Sampling for tensile testing shall conform to the product specification.11.3When the dimensions of the material to be tested will permit,the tension test specimens shall be machined to the form and dimensions of the standard2-in.(50-mm)gage length tension test specimens described in Test Methods and Defini-tions A370.11.3.1In the case of small sections,which will not permit taking the standard test specimen described in11.3,the subsize round or strip specimen shall be machined as described in Test Methods and Definitions A370.The tension test specimen shall be as large as feasible.12.Impact Requirements12.1The part shall conform to the impact requirements prescribed in the product specification.12.2Sampling for impact testing shall conform to the product specification.13.Hydrostatic Test Requirements13.1Parts manufactured under this specification shall be capable of passing a hydrostatic test compatible with the rating of the specified matching pipe of equivalent material.Such a test shall be conducted only when specified in the purchase order or when the hydrostatic test Supplementary Requirement is invoked by the purchaser.14.Rework14.1When one or more representative test specimens or retest specimens do not conform to the requirements specified in the product specification for the tested characteristic,the lot of material represented by the test specimen may be reworked according to the following requirements.14.1.1If previously tested in the untreated condition,the product may be reworked by heat treatment,and subsequently retested,in accordance with the product specification.14.1.2If previously tested in the heat treated condition,the product may be reworked by reheat treatment,and subse-quently retested,in accordance with the product specification.15.Finish and Appearance15.1The parts shall conform to the dimensions,tolerances andfinish as specified in the purchaser’s order.Parts ordered to the requirements of an ASTM specification shall conform to the requirements of the individual product specification.TABLE2Product Analysis Tolerances for Higher Alloy andStainless Steels AElementUpper Limit ofMaximum ofSpecified Range,%Tolerances Over theMaximum(Upper Limit)orUnder the Minimum(Lower Limit)Carbon to0.010,incl0.002over0.010to0.030,incl0.005over0.030to0.20,incl0.01over0.20to0.80,incl0.02over0.80to1.20,incl0.03 Manganese to1.00,incl0.03over1.00to3.00,incl0.04over3.00to6.00,incl0.05over6.00to10.00,incl0.06over10.00to15.00,incl0.10over15.00to20.00,incl0.15 Phosphorus to0.040,incl0.005over0.040to0.20,incl0.010 Sulfur to0.040,incl0.005over0.040to0.20,incl0.010over0.20to0.50,incl0.020 Silicon to1.00,incl0.05over1.00to3.00,incl0.10over3.00to6.00,incl0.15 Chromium over4.00to10.00,incl0.10over10.00to15.00,incl0.15over15.00to20.00,incl0.20over20.00to30.00,incl0.25 Nickel to1.00,incl0.03over1.00to5.00,incl0.07over5.00to10.00,incl0.10over10.00to20.00,incl0.15over20.00to30.00,incl0.20over30.00to40.00,incl0.25over40.000.30 Molybdenum over0.20to0.60,incl0.03over0.60to2.00,incl0.05over2.00to7.00,incl0.10over7.00to15.00,incl0.15over15.00to30.00,incl0.20 Titanium to1.00,incl0.05over1.00to3.00,incl0.07over3.000.10 Columbium to1.50,incl0.05 Tantalum to0.10,incl0.02 Copper to0.50,incl0.03over0.50to1.00,incl0.05over1.00to3.00,incl0.10over3.00to5.00,incl0.15over5.00to10.00,incl0.20 Aluminum to0.15,incl−0.005+0.01over0.15to0.50,incl0.05over0.50to2.00,incl0.10over2.00to5.00,incl0.20over5.00to10.00,incl0.35 Nitrogen to0.02,incl0.005over0.02to0.19,incl0.01over0.19to0.25,incl0.02over0.25to0.35,incl0.03over0.35to0.45,incl0.04over0.450.05 Vanadium to0.50,incl0.03over0.50to1.50,incl0.05 Cerium to0.20,incl0.01 Tungstento0.50,incl0.20over0.50–1.00,incl0.30over1.00–2.00,incl0.50over2.00–4.00,incl0.60A Chrome content4.00or greater.COPYRIGHT American Society for Testing and Materials Licensed by Information Handling Services15.2The surfacefinish shall allow the detection of imper-fections that can be disclosed by visual inspection.Where necessary thefinished parts shall be cleaned to remove all loose scale and processing compounds prior to thefinal surface examination.The cleaning process shall not injure the surface finish,material properties,or the metallurgical structure.The cleaned parts shall be protected to prevent recontamination. Protective coatings on parts subsequently subjected to socket welds or butt welds shall be suitable for welding without removal of the coating.When specified in the purchase order, parts may be furnished in the as-formed condition.15.3Fittings supplied under this specification shall be examined visually.Selected typical surface discontinuities shall be explored for depth.Unless otherwise specified in the purchase order,the following shall apply.15.3.1Fittings conforming to ANSI B16.9,ANSI B16.28, and MSS-SP-43shall be free of surface discontinuities that penetrate more than5%of the specified nominal wall thick-ness,except as defined in15.3.3and15.3.4.Fittings conform-ing to ANSI B16.11and MSS-SP-79shall be free of surface discontinuities that penetrate more than5%of the actual wall thickness at the point of interest,or1⁄16in.[1.6mm],whichever is less,except as defined in15.3.4.15.3.2Surface discontinuities deeper than5%of the speci-fied nominal wall thickness,except as defined in15.3.3and 15.3.4,shall be removed by the manufacturer by machining or grinding to sound metal,and the repaired areas shall blend smoothly into the contour of thefinishedfitting.Except for fittings conforming to MSS-SP-75,the wall thickness at all points shall be at least the specified minimum wall thickness, or871⁄2%of the specified nominal wall thickness and the diameters shall be within the limits specified in the applicable dimensional standards.15.3.3Surface checks(fish scale)deeper than1⁄64in.[0.4 mm]shall be removed.15.3.4Mechanical marks deeper than1⁄16in.[1.6mm]shall be removed.15.3.5When the removal of a surface discontinuity reduces the wall thickness below the specified minimum wall thickness at any point,thefitting shall be subject to rejection or to repair as provided in Section16.16.Repair by Welding16.1The purchaser may require the supplier to submit proposed weld repairs for approval by invoking the appropriate Supplementary Requirement in the purchase order.16.2If the purchaser does not require prior approval of the proposed weld repairs,these repairs shall be permitted at the discretion of the supplier.All weld repairs shall be performed in accordance with the following limitations and requirements.16.2.1The welding procedure,welders and operators shall be qualified in accordance with Section IX of the ASME Boiler and Pressure Vessel Code.The composition of the weld deposit shall be compatible with the composition of the material being welded.16.2.2Defects shall be completely removed prior to weld-ing by machining,chipping or grinding to sound metal. Removal of these defects shall be verified by magnetic particle examination in accordance with Guide E709or liquid pen-etrant inspection in accordance with Test Method E165,as applicable.16.2.3After repair welding,the welded area shall be ma-chined or ground smooth to the original contour and shall be completely free of defects as verified by magnetic particle examination in accordance with Guide E709or liquid pen-etrant inspection in accordance with Test Method E165,as applicable.16.2.4Repair welding shall not exceed10%of the external surface area of the part,or331⁄3%of the wall thickness of the finished product,or3⁄8in.[10mm]deep maximum at the location of the repair,without prior approval of the purchaser.16.2.5Weld repaired material or parts,or both,shall be marked“RW”when required by the product specification. 16.3The weld repair shall conform to the additional re-quirements,if any,invoked in the product specification. 17.Inspection17.1The supplier shall provide the purchaser’s inspector with all reasonable facilities necessary to satisfy him that the material is being produced and furnished in accordance with this specification and the applicable product specification.Site inspection by the purchaser shall not interfere unnecessarily with the supplier’s operations.18.Rejection and Rehearing18.1Samples representing material rejected by the pur-chaser shall be preserved until disposition of the claim has been agreed to between the supplier and the purchaser.19.Marking19.1Each piece shall be legibly marked with the ASTM designation,grade and class,certifying organization’s name or symbol,the heat number or heat identification,size,and schedule or thickness,if applicable.It is not required to mark the product with the specification year and date of issue.The Standard Marking System of Valves,Fittings,Flanges and Unions(MSS-SP-25)of the Manufacturer’s Standardization Society of the Valve and Fittings Industry may be followed except the word“steel”shall not be substituted for the ASTM designation.19.2Product marking shall conform to the additional re-quirements,if any,invoked in the product specification. 20.Certification20.1Application of the ASTM designation and other iden-tification marks as required in Section19shall be the certifi-cation that the material or parts,or both,have been furnished in accordance with the requirements of the specification. 20.2When test reports are required,they shall include the year/date of issue,and shall be traceable to the part repre-sented.In addition,the certification shall include the results of all tests required by this specification,the product specification, and the purchase order.The manufacturer,and any subsequent suppliers,shall provide the specific information required by the product specification and the purchase order.20.3A certificate printed from or used in electronic data interchange(EDI)transmission shall be regarded as having the same validity as a counterpart printed in the certifier’sfacility.COPYRIGHT American Society for Testing and MaterialsLicensed by Information Handling ServicesThe content of the EDI transmitted document shall conform to any existing EDI agreement between the purchaser and the supplier.20.4Not withstanding the absence of a signature,the organization submitting either a printed certificate or an EDI transmitted certificate is responsible for the content of the report.21.Packaging,Marking and Loading for Shipment21.1Packaging,marking,and loading for shipment shall be in accordance with Practice A700.21.2When specified in the contract or order,and or direct procurement by or direct shipment to the government,when Level A is specified,preservation,packaging,and packing shall be in accordance with Level A requirements of MIL-STD-163.22.Keywords22.1austenitic stainless steel;corrosive service applica-tions;ferritic/austenitic stainless steel;ferritic stainless steel; high strength low alloy steel;martensitic stainless steel;piping applications;pressure containing parts;pressure vessel service; stainless steelfittings;temperature service applications-elevated;temperature service applications-low;temperature service applications-moderateSUPPLEMENTARY REQUIREMENTSThese requirements shall not be considered unless specified in the order,in which event,the supplementary requirements specified shall be made at the place of manufacture,unless otherwise agreed upon,at the purchaser’s expense.The test specified shall be witnessed by the purchaser’s inspector before shipment of material,if so specified in the order.The rationale for beginning the section numbering with S50is to eliminate the possibility of confusion with supplementary requirements existing in individual product specifications.S50.Product AnalysisS50.1A product analysis shall be made from each heat of base metal and,if of welded construction,from each lot number of welding material of thefittings offered for delivery. The analysis shall conform to the requirements specified in Section7.S51.Tension TestS51.1One tension test shall be made on onefitting or representative test piece per lot offittings.If thefittings are of welded construction,the tension specimen shall include the weld and shall be prepared so that the weld is at the midlength location of the specimen.However,in no case shall the tensile properties of thefinishedfitting be less than the requirements listed in the individual product specification.S52.Liquid Penetrant ExaminationS52.1All surfaces shall be liquid penetrant examined in accordance with Practice E165.Acceptance limits shall be specified by the purchaser.Personnel performing the examina-tion shall be qualified in accordance with SNT-TC-1A-1984. S53.Magnetic-Particle ExaminationS53.1All accessible surfaces shall be magnetic particle examined in accordance with Practice E709.Acceptance limits shall be specified by the purchaser.Personnel performing the examination shall be qualified in accordance with SNT-TC-1A-1984.S54.Hydrostatic TestS54.1A hydrostatic test shall be applied as agreed upon between the manufacturer and purchaser.S55.Bar Stock FittingsS55.1Bar stockfittings shall not be permitted.S56.Special Heat TreatmentS56.1A special heat treatment shall be applied as agreed upon between the manufacturer and the purchaser.S57.Hardness TestS57.1If actual hardness testing offittings is required,the frequency and the method used shall be as agreed upon between the manufacturer and the purchaser.S58.Special FittingsS58.1Partial compliancefittings of size or shape not con-forming to the dimensional requirements of ANSI B16.9, B16.11,B16.28,MSS-SP-79,and MSS-SP-95shall meet all other requirements of the individual product specification.In addition to the marking required by Section19,the grade designation symbol of the individual product specification shall be followed by the symbol“S58”.S59.Heat Treatment of Concentric ReducersS59.1Concentric reducers formed by local heating of the fitting shall be subsequently annealed,normalized,or normal-ized and tempered.S60.Marking Small FittingsS60.1For small products where the space for marking is less than1in.(25.4mm)in any direction,test reports are mandatory and marking may be restricted to only such symbols or codes as are necessary to identify the parts with test reports. S60.2When the configuration or size does not permit marking directly on thefitting,the marking method shall be a matter of agreement between the manufacturer and the pur-chaser.S61.Phosphorous and Sulphur ContentS61.1The phosphorous and sulphur contents of thefittingsCOPYRIGHT American Society for Testing and MaterialsLicensed by Information Handling Services。
TCBQ

Evaluation of N-acetyl-cysteine against tetrachlorobenzoquinone-induced genotoxicity and oxidative stress in HepG2cellsHui Dong,Demei Xu,Lihua Hu,Lingrui Li,Erqun Song,Yang Song ⇑Key Laboratory of Luminescence and Real-Time Analysis,Ministry of Education,College of Pharmaceutical Sciences,Southwest University,Chongqing 400715,People’s Republic of Chinaa r t i c l e i n f o Article history:Received 31August 2013Accepted 26November 2013Available online 2December 2013Keywords:Single cell gel electrophoresis assay Cytokinesis-block micronucleus assay 8-OHdG c -H2AX ROSGenotoxica b s t r a c tTetrachlorobenzoquinone (TCBQ)is an active metabolite of pentachlorophenol (PCP).Although the geno-toxic effect of PCP has been comprehensively investigated,there is little known about TCBQ’s genotoxic effects.In the current study,TCBQ was tested for its genotoxicity using HepG2cells as experimental model.To select the exposure concentration of interest,cell viability was measured and three concentra-tions were used for further investigation.In single cell gel electrophoresis (SCGE)assay,concentration-dependent increase in tail length,tail DNA percentage and tail moment were detected following TCBQ exposure.Micronucleus (MN)assay indicated TCBQ gradually increased MN frequency and decreased nuclear division index (NDI).Enzyme-linked immunosorbent assay (ELISA)and western blotting analyses both showed TCBQ caused histone H2AX phosphorylation (c -H2AX).Furthermore,the elevation of 8-hydroxydeoxyguanosine (8-OHdG)and reactive oxygen species (ROS)level indicated TCBQ-induced genotoxicity is associated with oxidative stress.On the other hand,N-acetyl-cysteine (NAC)administra-tion significantly protected cells from the genotoxic effect of TCBQ.Overall,our data suggested TCBQ exerted genotoxic effect possibly via an oxidative damage mechanism in HepG2cells and this toxicity is prevented by pretreatment with NAC.Ó2013Elsevier Ltd.All rights reserved.1.IntroductionPentachlorophenol (PCP)is a major biocide used in a wide range of industrial and agricultural applications (Zheng et al.,2012).Due to its stability,PCP has contaminated many terrestrial and aquatic ecosystems and spread throughout food chain.Indeed,PCP has been detected in human fluids,such as blood and urine (Witte et al.,2000;Zhu and Shan,2009).Therefore,PCP was listed as a pri-ority pollutant by the U.S.Environmental Protection Agency (EPA),classified in 1999by the International Agency for Research on Can-cer as a possible human carcinogen (Cooper and Jones,2008).Even it is relatively stable,PCP is known to be metabolized into tetrachlorohydroquinone (TCHQ)in vivo and in vitro (Ahlborg et al.,1978;Renner and Hopfer,1990).TCHQ further autoxidized into its corresponding tetrachlorosemiquinone (TCSQ)radical and tetra-chlorobenzoquinone (TCBQ)via two tandem one-electron steps.Their structures were shown in Fig.1.However,a recent study de-clared Sphingobium chlorophenolicum degrades PCP to yield TCBQ as an intermediate.In the second step,TCBQ reductase,an FMN-and NADH-dependent reductase,catalyzes the reduction of TCBQ to TCHQ (Yadid et al.,2013).Reactive oxygen species (ROS)was produced within the redox cycle of TCHQ/TCSQ/TCBQ under cer-tain circumstances (Song and Buettner,2010).Thus,free radical-driven oxidative damage may play an important role in PCP’s tox-icity (Zhu and Shan,2009).The genotoxic profile of TCHQ has been previously investigated.A recent study showed TCHQ caused significant genotoxicity by inducing DNA breakage and forming DNA adducts (Wang et al.,2012).Administration of antioxidants,a -lipoic acid (Wang et al.,2008),desferrioxamine and hydroxamic acids(Witte et al.,2000)prevented ROS generation and tumor promotion in TCHQ-treated cells,which confirmed ROS play a virtual role in TCHQ-induced genotoxicity.Published researches have indicated that benzoquinone is the most genotoxic metabolite of benzene (Fabiani et al.,2001;Gaskell0278-6915/$-see front matter Ó2013Elsevier Ltd.All rights reserved./10.1016/j.fct.2013.11.036Abbreviations:DAPI,40,6-diamidino-2-phenylindole dihydrochloride;DCFH-DA,20,70-dichlorodihydrofluorescein diacetate;ELISA,enzyme-linked immunosorbent assay;c -H2AX,phosphorylation of histone H2AX;MN,micronucleus;MTT,3-(4,5-dimethylthiazol-2-yl)-2,5-diphenyl-tetrazolium bromide;NAC,N-acetyl-cysteine;NDI,nuclear division index;8-OHdG,8-hydroxydeoxyguanosine;PCP,pentachlo-rophenol;ROS,reactive oxygen species;SCGE,single cell gel electrophoresis;TCBQ,tetrachlorobenzoquinone;TCHQ,tetrachlorohydroquinone;TCSQ,tetrachlorosemiquinone.⇑Corresponding author.Address:College of Pharmaceutical Sciences,Southwest University,Beibei,Chongqing 400715,People’s Republic of China.Tel.:+862368251503;fax:+862368251225.E-mail addresses:songyangwenrong@ ,ysong@ (Y.Song).et al.,2004;Hiraku and Kawanishi,1996;Pandey et al.,2009), therefore,we hypothesis TCBQ is genotoxic positive as well. Because of its human resource and retaining enzyme activities, HepG2cell was chosen to investigate the genotoxicity of TCBQ (Knowles et al.,1980).The genotoxic effect of TCBQ was assessed using single cell gel electrophoresis(SCGE),cytokinesis-block micronucleus(MN)and phosphorylation of histone H2AX (c-H2AX)assays.To evaluate the involvement of ROS in TCBQ-induced genotoxicity,intracellular8-hydroxydeoxyguanosine (8-OHdG)and ROS level were also investigated.In addition,the potential protective effect of N-acetyl-cysteine(NAC)on genotoxi-city of TCBQ was also examined.2.Materials and methods2.1.ChemicalsTetrachlorobenzoquinone(TCBQ,CAS number:118-75-2),NAC and20,70-dichlo-rodihydrofluorescein diacetate(DCFH-DA)were purchased from Aladdin Reagent Database Inc.(Shanghai,China).MTT(3-(4,5-dimethylthiazol-2-yl)-2,5-diphenyl-tetrazolium bromide)was purchased from Sigma-Aldrich Inc.(Shanghai,China). Acridine orange,ethidium bromide,agarose(normal and low melting point),cyto-chalasin B and Bradford protein assay kit were purchased from Dingguo Biotechnol-ogy Co.(Beijing,China).8-OHdG ELISA kit was purchased from Beijing Gersion Bio-Technology Co.,Ltd.(Beijing,China).Primary c-H2AX and b-actin antibodies were purchased from Sangon Biotech Co.,Ltd.(Shanghai,China).40,6-Diamidino-2-phen-ylindole dihydrochloride(DAPI),secondary antibody conjugated with Alexa Fluor 555were obtained from Beyotime Institute of Biotechnology(Haimen,China).Fetal bovine serum was purchased from HyClone(Utah,USA).All other chemicals were of the highest grade commercially available and were used without further purification.2.2.Cell culture and exposureThe human hepatoma cell line HepG2was purchased from Third Military Med-ical University,Chongqing,China.Cells were cultivated in RPMI1640medium(Gib-co Invitrogen Co.,USA),supplemented with10%fetal bovine serum and penicillin (100U/mL),streptomycin(100mg/mL).Cells were exposed to TCBQ at concentra-tions between0,25and50l M for desired time courses at37°C in a humidified atmosphere containing5%CO2.Solvent control group were cultured in medium containing0.1%DMSO.2.3.Cell viabilityThe cytotoxicity of TCBQ was determined with3-(4,5-dimethylthiazol-2-yl)-2,5-diphenyl-tetrazolium bromide(MTT)assay with minor modifications(Shi et al.,2011).In brief,cells were seeded onto96-well culture plates at a density of 1Â104cells/well and incubated with TCBQ for3h(or24h)at37°C.MTT solution (5mg/mL)was added to each well and incubated for additional4h.The blue forma-zan product was dissolved in100l L of DMSO.Optical density values of each well were evaluated at570nm using a microplate reader(BioTek ELX800).2.4.Single cell gel electrophoresis(SCGE)assaySCGE assay was performed as previously described(Singh and Stephens,1997). Cells(1Â106cells/mL)were pretreated with or without NAC(5mM)for1h,then, treated with TCBQ for3h.The dosage of NAC was adopted from previous publica-tions(Han et al.,2004;Li et al.,2007).50l L aliquots of cell suspension was mixed with50l L low-melting agarose and placed on frosted slides prelayered with0.8% regular agarose.After solidification,the coverslip was moved and slide was covered with70l L Low-melting agarose.Slides were immersed in lysing solution(2.5M NaCl,100mM Na2EDTA,10mM Tris,pH10,and10%DMSO with1%Triton X-100)in darkness at4°C for1h.Slides were placed in a cold fresh alkaline solution (1mM Na2EDTA and300mM NaOH,pH>13)for30min to allow DNA unwinding and were electrophoresed for30min at300mA.Cells were neutralized using0.4M Tris(pH7.5)and stained with10l g/mL of ethidium bromide.Images were taken by fluorescent microscope(OLYMPUS IX71).50cells from each of three independent experiments were analyzed with Comet Assay Software Project(CASP)1.2.2.Tail length(measured from the right edge of the comet head),tail DNA percentage and tail moment(tail length multiple tail DNA percentage)were presented.2.5.Cytokinesis-block micronucleus assayMN assay was carried out according to previous publications with minor mod-ification(Fenech and Morley,1985;Natarajan and Darroudi,1991).HepG2cells were seeded(1Â106cells/mL)onto on6-well cell culture plates for24h at 37°C.Cells were pretreated with or without NAC(5mM)for1h,then,treated with TCBQ for24h.Cells were washed twice with PBS and cytochalasin-B(final concen-tration4l g/mL)was added.Cells were incubated for another24h to obtain binu-cleated cells.For each experimental group,1000binucleated cells(BNC)were analyzed and the MN frequency was calculated based on criteria published by Fenech(2000). The nuclear division index(NDI)was used as a parameter for cytotoxicity and esti-mated in each experiment according to Eastmond and Tucker(1989).500Cells with one to four nuclei were scored per experiment and NDI was calculated using for-mula NDI=(M1+2M2+3M3+4M4)/500,where M1–M4represent the number of cells with1–4nuclei.2.6.Detection of8-OHdG using ELISACells were pretreated with or without NAC(5mM)for1h,then,treated with TCBQ for3h.Next,cells were treated with lysis buffer.Then,lysates were centri-fuged at10,000rpm for3min and supernatant was collected to determine8-OHdG levels using a competitive enzyme-linked immunosorbent assay(ELISA)kit.50l L sample solution was added to a microtiter plate precoated with8-OHdG primary antibodies.Then,100l L of HRP-conjugate reagent were added to each well.Plates were gently shaken,sealed and then incubated at37°C for1h.After washing with washing solution,100l L of0.1%3,30,5,50-tetramethylbenzidine(TMB)were added and incubated in the dark at37°C for15min.Then the reaction was stopped with stop solution.Plates were read at450nm using a microplate reader(BioTek ELX800).Absorbance value of samples were then converted to the equivalent con-centration of8-OHdG using standard curve.2.7.Detection of c-H2AX by immunofluorescence stainingCells were pretreated with or without NAC(5mM)for1h,then,treated with TCBQ for3h.Cells werefixed in4%paraformaldehyde on ice for30min,then re-permeabilized in10%Triton X-100buffer for15min at room temperature.Cells were blocked with10%non-fat milk for1.5h at37°C.After being washed with PBS,cells were incubated with primary antibody against c-H2AX(1:200dilution) at4°C overnight,then incubated with secondary antibody conjugated with Alexa Fluor555(1:250dilution)for1h at37°C.Finally,DAPI(5l g/mL)was added to confirm the distribution of foci.Cell morphology was examined byfluorescence microscope(OLYMPUS IX71).The number of c-H2AX foci was counted by Image-Pro Plus(Media Cybernetics).Cells were judged as‘‘positive’’for c-H2AX foci if they displayedfive or more discrete dots of brightness.For each treatment,at least100 images of cells were captured and analyzed.2.8.Detection of c-H2AX by western blottingCells were pretreated with or without NAC(5mM)for1h,then,treated with TCBQ for3h.Histone H2AX phosphorylation(c-H2AX)was determined in whole-cell lysates.90l g of protein were subjected to12.5%sodium dodecyl sulfate poly-acrylamide gel electrophoresis(SDS–PAGE),electrotransferred onto nitrocellulose membrane.After blocking with10%non-fat milk overnight,membranes were incu-bated with primary antibody against c-H2AX(1:250dilution)for2.5h at room temperature,then incubated with HRP-conjugated secondary antibody(1:1500 dilution)for1.5h at room temperature.Membranes were developed by HRP sub-strate DAB system.Densitometry of the bands was obtained using NIH software Im-ageJ version1.41.Protein levels were estimated semi-quantitatively and expressed as the relative intensity ratio of the target proteins to b-actin.2.9.Detection of intracellular ROSThe generation of ROS was determined using the ROS-specificfluorescent dye DCFH-DA.Cells were pretreated with or without NAC(5mM)for1h,then,treated with TCBQ for3h.HepG2cells were washed with PBS and incubated with10l M DCFH-DA at37°C for20min.Fluorescence intensities were determined at an exci-tation of488nm and an emission of525nm.Fig.1.Chemical structures of pentachlorophenol(PCP),tetrachlorohydroquinone(TCHQ),tetrachlorosemiquinone(TCSQ)and tetrachlorobenzoquinone(TCBQ).Toxicology64(2014)291–2972.10.Statistical analysisEach independent experiment was performed three times.Data were presented as the means±standard deviations(SD).Statistical significance of differences were evaluated by a one-way analysis of variance(ANOVA),followed by least significant difference(LSD)post hoc test analysis.Statistical probability of P<0.05were con-sidered significant.Data were analyzed using SPSS17.0for Windows.3.Results3.1.Cell viabilityIn Fig.2,TCBQ exposure caused concentration and time-depen-dent loss of cell viability.Exposure to50l M TCBQ led to40%and 60%decrease in cell viability in3and24h group,respectively.To avoid artifact result from cell death,cell with viabilities greater than70%is rational in genotoxic analysis(Henderson et al., 1998).Therefore,concentrations of TCBQ up to25l M were used in the subsequent experiments.3.2.Single cell gel electrophoresis(SCGE)assayDNA damage was determined using SCGE assay,Table1.Repre-sentative images of comet were showed in Fig.3.Our data demon-strated that TCBQ caused DNA migration(comet formation)in HepG2cells.Tail length,tail DNA percentage and tail moment of the comets were all significantly increased with TCBQ exposure (P<0.01or P<0.001)and were decreased in NAC+TCBQ groups compared with their corresponding TCBQ groups(P<0.05or P<0.01).These data showed that NAC ameliorate TCBQ-induced comet formation in HepG2cells.3.3.Micronucleus assayChromosome damage was assessed by MN assay,Representa-tive binucleated or trinucleated cells and MN,nuclear buds (NBUDs)and nuclear bridges(NPBs)were showed in Fig.4A.Fol-lowing TCBQ exposure for24h,the frequency of MN increased in 3.4.Detection of c-H2AXPhosphorylation of histone H2AX(c-H2AX)at Ser-139indi-cated cellular responses to genotoxic stress,specially DNA dou-ble-strand breaks(Rogakou et al.,1998).In immunofluorescence staining assay,TCBQ-treatment clearly increased the number of c-H2AX positive cells,Fig.5.In western blotting assay,c-H2AX expression was enhanced in TCBQ-treated HepG2cells as well, Fig.6.However,c-H2AX generations were suppressed in NAC+TCBQ group in both assays.3.5.8-OHdG levelTo examine whether the observed genotoxic effects of TCBQ was associated with oxidative DNA damage,8-OHdG level was measured.TCBQ-exposure resulted in a significant increase in the concentration of8-OHdG(P<0.05in6.25and12.5l M groups and P<0.01in25l M group respectively)as compared with con-trol group,Fig.7.However,NAC administration alleviated the in-crease of8-OHdG considerably.3.6.Intracellular ROS levelTo further verify TCBQ exposure leads to an increase in ROS, DCFH-DA was used as afluorescence probe to assess intracellular ROS concentration.Results were presented asfluorescence inten-sity,shown in Fig.8.ROS level were significantly increased to 1.5,1.8and2.1-fold with6.25,12.5and25l M TCBQ(P<0.05, P<0.01or P<0.001,respectively).Surprisingly,the significant (P<0.05)inhibitory effect of NAC on TCBQ-induced ROS formation were found in6.25and12.5l M group whilst not in25l M group. This is probably due to the significant loss of cell viability in25l M TCBQ(3h)group(Fig.2)but not in NAC+25l M TCBQ group(data not shown).Therefore,thefluorescence intensity in each cell was underestimated in25l M TCBQ group.4.DiscussionIn some cases,the impact of environmental pollutants may in-crease when the toxic effect of their metabolites were considered. For instance,TCHQ may possess higher genotoxic potential than the parent PCP.Incubation of TCHQ with V79Chinese hamster cell lead to a significant enhancement of8-OHdG level,however,thereThe effect of TCBQ on HepG2cells viability.Cell viability was determined MTT assay after exposure to TCBQ(0–50l M)for3or24h.Data represents values±SD obtained in three independent experiments.ÃP<0.050.001indicate significant difference from cells exposed to control0.05and##P<0.01indicate significant difference from NAC+TCBQ treatmentcompared with TCBQ group.Table1TCBQ-induced DNA damage.Assessed with comet assay and expressed as tail length, tail DNA(%)and tail moment.Treatment Tail length Tail DNA(%)Tail momentTCBQ(l M)NAC(5mM)0À9.76±2.03 4.03±0.990.77±0.236.25À19.64±2.96**9.31±0.78** 5.57±0.97***12.5À29.78±3.89***15.89±1.37***8.12±1.74***25À52.08±5.01***24.57±1.89***23.15±3.01*** 0+9.64±1.86 3.97±0.880.67±0.186.25+18.62±2.889.07±0.92 5.13±1.0712.5+23.71±3.03#10.63±1.21#7.61±1.2425+32.19±3.72##15.78±1.54#12.43±2.51## Fifty cells were analyzed in each experiment.Data represents the mean values±SD obtained in three independent experiments.**P<0.01.***P<0.001indicate significant difference from cells exposed to the control.#P<0.05.##P<0.01indicate significant difference from NAC+TCBQ group compared with TCBQ group.H.Dong et al./Food and Chemical Toxicology64(2014)291–297293has no distinct effect with PCP incubation(Dahlhaus et al.,1996). Witte et al.demonstrated that TCHQ caused single-strand breaks in PM2DNA whilst no DNA-damaging effect was observed by PCP(Witte et al.,1985).TCHQ induced apoptosis and DNA genomic fragmentation in bladder cells but no apoptotic feature was found in PCP-treated cells(Wang et al.,2000).Wang et al.examined the effects of PCP and TCHQ on lipid peroxidation and liver injury in rats,result showed that TCHQ has higher toxic capacity than PCP (Wang et al.,2001).Thesefindings illustrated the downstream metabolite TCHQ is more toxic than PCP.Although the genotoxic effect of TCHQ has been investigated extensively,the precise mechanism has not been fully understood.Catstens et al.believedHepG2cells exposed to TCBQ in SCGE assay.Eachfigure represents the typical comet tails of the150micronucleus(MN)frequency and nuclear division index(NDI).(A)Typicalfluorescent micrographs images of binucleated cell with two MN,(d)binucleated cell with three MN;(B)MN frequency;(C)NDI.Values are0.01indicate significant difference from control group.#P<0.05indicates significant difference from NAC+single strand break is due to the action of Carstens et al.,1990),however,another genotoxic properties of TCHQ were not likely TCSQ radical (Purschke et al.,2002).possible mechanisms involved in the First,they act as electrophilic Michael attack cellular nucleophiles forming cova-undergo reversible redox cycling with radicals and generate superoxide as ).Recently studies indicated that ROS benzoquinone-induced genotoxicity (Fabiani 2012).However,there are two different compared with non-substituted benzoqui-‘‘opening’’on its quinone ring,therefore,it substitution reaction instead of Michael addi-2009).Due to its high reactivity,TCBQ re-nucleophiles readily,therefore it was only metabolite of PCP meanwhile TCHQ was Ahlborg et al.,1978;Dahlhaus et al.,shown that TCBQ reacts efficiently with glutathione with replacing chlorine (van glucuronide (Lin et al.,2001a,b;Tsai albumin (Waidyanatha et al.,1994)and al.,2005)adducts of TCBQ were inden-Secondly,TCBQ has four electron-with-substituents on the quinone ring,which reduction potentials of TCBQ/TCSQ-H2AX foci.(A)Typical fluorescent micrographs images of HepG2cells.(B)The number of c -H2AX positive counted as c -H2AX positive.Data represents the mean values ±SD obtained in three independent experiments.exposed to the control.#P <0.05and ##P <0.01indicate significant difference from NAC +TCBQ group Fig.6.TCBQ-induced c -H2AX expression.Data represents the mean values obtained in three independent experiments.ÃP <0.05and ÃÃP <0.01indicate significant difference from cells exposed to the control.#P <0.05and ##P indicate significant difference from NAC +TCBQ group compared with TCBQand facilitates the production ofÅOH radical in a metal-indepen-dent mechanism(Zhu et al.,2007,2002).Our results clearly demonstrated that TCBQ has genotoxic effect on HepG2cells.In the SCGE assay,TCBQ exposure induced signif-icant increase in tail length,tail DNA percentage and tail moment in HepG2cells(Table1),which proved evidence on the formation of DNA strand breaks.Also,MN frequency was elevated with TCBQ-treatment(Fig.4),indicated chromosome breakage or loss.NDI is a measurement of proportion of mono-,bi-,and multi-nucleated cells.The decrease of NDI indicates a delay in cell division and cytostatic effect of chemicals(Fig.4).The formation of c-H2AX indicated that TCBQ rapidly induces DNA double strand breaks, Figs.5and6.ELISA assay showed that TCBQ exposure increased 8-OHdG level(Fig.7),reflected an oxidative and mutagenic damage.Previous studies have shown that benzoquinone increase ROS production(Tung et al.,2012),thus,we hypothesis that TCBQ’s genotoxicity was dependent on the formation of ROS.In fact,intra-cellular ROS level was promoted with TCBQ exposure,Fig.8.NAC plays a vital role in oxidative defense by direct scavenging ROS (Benrahmoune et al.,2000;Zafarullah et al.,2003).NAC also mod-ulates inflammatory response by control pro-inflammatory NF-j B activation(Hutter and Greene,2000).Previous studies suggested that NAC has various chemoprevent effects,including inhibition of carcinogenesis,tumorigenesis,mutagenesis and metastasis(De Flora et al.,1995).Interestingly,our results showed NAC alleviated TCBQ-induced genotoxicity efficiently.In summary,wefirst demonstrated that TCBQ exerted geno-toxic effects on HepG2cells and these effects are linked with oxi-dative DNA damage.Our data implied that dietary or clinic use of NAC might prevent toxicity resulting from environmental expo-sure to TCBQ.Conflict of InterestThe authors declare that there are no conflicts of interest. AcknowledgementsThis work was supported by the National Natural Science Foun-dation of China(NSFC-21005064,21035005),the Scientific Re-search Foundation for the Returned Overseas Chinese Scholars, State Education Ministry(2011[508])and the Fundamental Re-search Funds for the Central Universities(XDJK2010B008, XDJK2013B009).ReferencesAhlborg,U.G.,Larsson,K.,Thunberg,T.,1978.Metabolism of pentachlorophenol in vivo and in vitro.Arch.Toxicol.40,45–53.Benrahmoune,M.,Therond,P.,Abedinzadeh,Z.,2000.The reaction of superoxide radical with N-acetylcysteine.Free Radic.Biol.Med.29,775–782.Bolton,J.L.,Trush,M.A.,Penning,T.M.,Dryhurst,G.,Monks,T.J.,2000.Role of quinones in toxicology.Chem.Res.Toxicol.13,135–160.Carstens, C.P.,Blum,J.K.,Witte,I.,1990.The role of hydroxyl radicals in tetrachlorohydroquinone induced DNA strand break formation in PM2DNA and humanfibroblasts.Chem.Biol.Interact.74,305–314.Cooper,G.S.,Jones,S.,2008.Pentachlorophenol and cancer risk:focusing the lens on specific chlorophenols and contaminants.Environ.Health Perspect.116,1001–1008.Dahlhaus,M.,Almstadt,E.,Henschke,P.,Luttgert,S.,Appel,K.E.,1996.Oxidative DNA lesions in V79cells mediated by pentachlorophenol metabolites.Arch.Toxicol.70,457–460.De Flora,S.,Cesarone,C.F.,Balansky,R.M.,Albini,A.,D’Agostini,F.,Bennicelli,C., Bagnasco,M.,Camoirano, A.,Scatolini,L.,Rovida, A.,et al.,1995.Chemopreventive properties and mechanisms of N-Acetylcysteine.The experimental background.J.Cell.Biochem.Suppl.22,33–41.Eastmond,D.A.,Tucker,J.D.,1989.Identification of aneuploidy-inducing agents using cytokinesis-blocked human lymphocytes and an antikinetochore antibody.Environ.Mol.Mutagen.13,34–43.Fabiani,R.,De Bartolomeo, A.,Morozzi,G.,2005.Involvement of oxygen free radicals in the serum-mediated increase of benzoquinone genotoxicity.Environ.Mol.Mutagen.46,156–163.Fabiani,R.,De Bartolomeo,A.,Rosignoli,P.,Scamosci,M.,Lepore,L.,Morozzi,G., 2001.Influence of culture conditions on the DNA-damaging effect of benzene and its metabolites in human peripheral blood mononuclear cells.Environ.Mol.Mutagen.37,1–6.Fenech,M.,2000.The in vitro micronucleus technique.Mutat.Res.455,81–95. Fenech,M.,Morley,A.A.,1985.Measurement of micronuclei in lymphocytes.Mutat.Res.147,29–36.Gaskell,M.,McLuckie,K.I.,Farmer,P.B.,parison of the mutagenic activity of the benzene metabolites,hydroquinone and para-benzoquinone in the supF forward mutation assay:a role for minor DNA adducts formed from hydroquinone in benzene mutagenicity.Mutat.Res.554,387–398.Han,S.,Espinoza,L.A.,Liao,H.,Boulares,A.H.,Smulson,M.E.,2004.Protection by antioxidants against toxicity and apoptosis induced by the sulphur mustard analog2-chloroethylethyl sulphide(CEES)in Jurkat T cells and normal human lymphocytes.Brit.J.Pharmacol.141,795–802.Henderson,L.,Wolfreys,A.,Fedyk,J.,Bourner,C.,Windebank,S.,1998.The ability of the Comet assay to discriminate between genotoxins and cytotoxins.Mutagenesis13,89–94.Hiraku,Y.,Kawanishi,S.,1996.Oxidative DNA damage and apoptosis induced by benzene metabolites.Cancer Res.56,5172–5178.Hutter,D.,Greene,J.J.,2000.Influence of the cellular redox state on NF-kappaB-regulated gene expression.J.Cell.Physiol.183,45–52.The effect of TCBQ on the formation of8-OHdG.Data represents the±SD obtained in three independent experiments.ÃP<0.05andÃÃindicate significant difference from cells exposed to the control.#P<0.050.01indicate significant difference from NAC+TCBQ treatment groupwith TCBQ group.The effect of TCBQ on the intracellular ROS generation.Data representsvalues±SD obtained in three independent experiments.ÃP<0.05,ÃÃPP<0.001indicate significant difference from cells exposed to the0.05indicates significant difference from NAC+TCBQ treatment groupwith TCBQ group.Toxicology64(2014)291–297Knowles,B.B.,Howe,C.C.,Aden,D.P.,1980.Human hepatocellular carcinoma cell lines secrete the major plasma proteins and hepatitis B surface antigen.Science 209,497–499.Li,J.,Cheung,H.Y.,Zhang,Z.,Chan,G.K.,Fong,W.F.,2007.Andrographolide induces cell cycle arrest at G2/M phase and cell death in HepG2cells via alteration of reactive oxygen species.Eur.J.Pharmacol.568,31–44.Lin,P.H.,Nakamura,J.,Yamaguchi,S.,La,D.K.,Upton,P.B.,Swenberg,J.A.,2001a.Induction of direct adducts,apurinic/apyrimidinic sites and oxidized bases in nuclear DNA of human HeLa S3tumor cells by tetrachlorohydroquinone.Carcinogenesis22,635–639.Lin,P.H.,Nakamura,J.,Yamaguchi,S.,Upton,P.B.,La,D.K.,Swenberg,J.A.,2001b.Oxidative damage and direct adducts in calf thymus DNA induced by the pentachlorophenol metabolites,tetrachlorohydroquinone and tetrachloro-1,4-benzoquinone.Carcinogenesis22,627–634.Natarajan, A.T.,Darroudi, F.,e of human hepatoma cells for in vitro metabolic activation of chemical mutagens/carcinogens.Mutagenesis6,399–403.Nguyen,T.N.,Bertagnolli, A.D.,Villalta,P.W.,Buhlmann,P.,Sturla,S.J.,2005.Characterization of a deoxyguanosine adduct of tetrachlorobenzoquinone: dichlorobenzoquinone-1,N2-etheno-20-deoxyguanosine.Chem.Res.Toxicol.18,1770–1776.Pandey,A.K.,Gurbani,D.,Bajpayee,M.,Parmar,D.,Ajmani,S.,Dhawan,A.,2009.In silico studies with human DNA topoisomerase-II alpha to unravel the mechanism of in vitro genotoxicity of benzene and its metabolites.Mutat.Res.661,57–70.Purschke,M.,Jacobi,H.,Witte,I.,2002.Differences in genotoxicity of H(2)O(2)and tetrachlorohydroquinone in humanfibroblasts.Mutat.Res.513,159–167. Renner,G.,Hopfer,C.,1990.Metabolic studies on pentachlorophenol(PCP)in rats.Xenobiotica20,573–582.Rogakou,E.P.,Pilch,D.R.,Orr,A.H.,Ivanova,V.S.,Bonner,W.M.,1998.DNA double-stranded breaks induce histone H2AX phosphorylation on serine139.J.Biol.Chem.273,5858–5868.Shi,Y.,Song,Y.,Wang,Y.,Wang,Y.,Liang,X.,Hu,Y.,Yu,H.,Guan,X.,Cheng,J.,Yang, K.,2011.b-benzene hexachloride induces apoptosis of rat sertoli cells through generation of reactive oxygen species and activation of JNKs and FasL.Environ.Toxicol.26,124–135.Singh,N.P.,Stephens,R.E.,1997.Microgel electrophoresis:sensitivity,mechanisms, and DNA electrostretching.Mutat.Res.383,167–175.Song,Y.,Buettner,G.R.,2010.Thermodynamic and kinetic considerations for the reaction of semiquinone radicals to form superoxide and hydrogen peroxide.Free Radic.Biol.Med.49,919–962.Song,Y.,Wagner, B.A.,Witmer,J.R.,Lehmler,H.J.,Buettner,G.R.,2009.Nonenzymatic displacement of chlorine and formation of free radicals upon the reaction of glutathione with PCB A106, 9725–9730.Tsai,C.H.,Lin,P.H.,Waidyanatha,S.,Rappaport,S.M.,2002.Fractionation of protein adducts in rats and mice dosed with[14C]pentachlorophenol.Arch.Toxicol.76, 628–633.Tung,E.W.,Philbrook,N.A.,Macdonald,K.D.,Winn,L.M.,2012.DNA double-strand breaks and DNA recombination in benzene metabolite-induced genotoxicity.Toxicol.Sci.126,569–577.van Ommen,B.,Adang,A.E.,Brader,L.,Posthumus,M.A.,Muller,F.,van Bladeren, P.J.,1986.The microsomal metabolism of hexachlorobenzene.Origin of the covalent binding to protein.Biochem.Pharmacol.35,3233–3238. Waidyanatha,S.,McDonald,T.A.,Lin,P.H.,Rappaport,S.M.,1994.Measurement of hemoglobin and albumin adducts of tetrachlorobenzoquinone.Chem.Res.Toxicol.7,463–468.Wang,J.,Yu,S.,Jiao,S.,Lv,X.,Ma,M.,Zhu,B.Z.,Du,Y.,2012.Characterization of TCHQ-induced genotoxicity and mutagenesis using the pSP189shuttle vector in mammalian cells.Mutat.Res.729,16–23.Wang,Y.J.,Ho,Y.S.,Jeng,J.H.,Su,H.J.,Lee, C.C.,2000.Different cell death mechanisms and gene expression in human cells induced by pentachlorophenol and its major metabolite,tetrachlorohydroquinone.Chem.Biol.Interact.128,173–188.Wang,Y.J.,Lee,C.C.,Chang,W.C.,Liou,H.B.,Ho,Y.S.,2001.Oxidative stress and liver toxicity in rats and human hepatoma cell line induced by pentachlorophenol and its major metabolite tetrachlorohydroquinone.Toxicol.Lett.122,157–169. Wang,Y.J.,Yang,M.C.,Pan,M.H.,2008.Dihydrolipoic acid inhibits tetrachlorohydroquinone-induced tumor promotion through prevention of oxidative damage.Food Chem.Toxicol.46,3739–3748.Witte,I.,Juhl,U.,Butte,W.,1985.DNA-damaging properties and cytotoxicity in humanfibroblasts of tetrachlorohydroquinone,a pentachlorophenol metabolite.Mutat.Res.145,71–75.Witte,I.,Zhu, B.Z.,Lueken, A.,Magnani, D.,Stossberg,H.,Chevion,M.,2000.Protection by desferrioxamine and other hydroxamic acids against tetrachlorohydroquinone-induced cyto-and genotoxicity in human fibroblasts.Free Radic.Biol.Med.28,693–700.Yadid,I.,Rudolph,J.,Hlouchova,K.,Copley,S.D.,2013.Sequestration of a highly reactive intermediate in an evolving pathway for degradation of A110,E2182–2190.Zafarullah,M.,Li,W.Q.,Sylvester,J.,Ahmad,M.,2003.Molecular mechanisms of N-acetylcysteine actions.Cell.Mol.Life Sci.60,6–20.Zheng,W.,Yu,H.,Wang,X.,Qu,W.,2012.Systematic review of pentachlorophenol occurrence in the environment and in humans in China:not a negligible health risk due to the re-emergence of schistosomiasis.Environ.Int.42,105–116. Zhu,B.Z.,Kalyanaraman,B.,Jiang,G.B.,2007.Molecular mechanism for metal-independent production of hydroxyl radicals by hydrogen peroxide and halogenated A104,17575–17578.Zhu,B.Z.,Shan,G.Q.,2009.Potential mechanism for pentachlorophenol-induced carcinogenicity:a novel mechanism for metal-independent production of hydroxyl radicals.Chem.Res.Toxicol.22,969–977.Zhu,B.Z.,Zhao,H.T.,Kalyanaraman,B.,Frei,B.,2002.Metal-independent production of hydroxyl radicals by halogenated quinones and hydrogen peroxide:an ESR spin trapping study.Free Radic.Biol.Med.32,465–473.H.Dong et al./Food and Chemical Toxicology64(2014)291–297297。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
用户名:
任意填写
单位:
任意填写
序号:1118-1074-0905-6065-4020-4161
2,请选择验证原版序列号,然后下一步
序列号:
1016-1145-5287-7371-8890-9430
Adobe Acrobat 8 Pro激活码生成工具,下面是由已有的序列号:1016-1585-8092-2640-7303-4203生成的激码:
2、启动Adobe Acrobat 8,稍等一会出现重新激活界面;
3、点按”其它激活选项”
4、选择”通过电话激活”并按”确定”
5、运行Adobe Acrobat 8 注册机,复制激活码到注册机,按”Activate”获取授权码
6、输入新的授权码,按”激活”
方法二
1、删除文件C:\Documents and Settings\All Users\Application Data\FLEXnet\adobe_00080000_tsf.data
7、输入新的授权码,按”激活”
STOP:0X0000004E (0X00000099 0X000ED3DA 0X00000003 0X00000000)
2、点按”更改序列号”
3、运行Adobe Acrobat 8 注册机,按”Generate Serial”获取序列号,输入第一行的序列号并按”激活”
4、选择”Adobe Acrobat 6 Standard”,输入注册机第二行的序列号并按”下一步”
5、选择”电话激活”
6、复制激活码到注册机,按”Activate”07-6587-9721
1118-1399-7763-8866-6364-5271
1016-1374-2212-8422-9170-6992
1118-1620-7093-2010-6444-8434
1118-1975-0534-0798-8754-8839
假如安装了Adobe Acrobat Professional 8 的时候无法激活,
或在恢复安装时 Adobe Acrobat Professional 8 需要重新激活,
而且激活的方法不同首次安装时的激活方法,经过多次试验可以这样重新激活:
方法一
1、删除文件C:\Documents and Settings\All Users\Application Data\FLEXnet\adobe_00080000_tsf.data
1016-1075-5163-1547-8462-0766
使用方法:把你已有的序列号输入到下图中的空白输入框,点击“Generate Serial”,就会在上面的框中产生激活码。
激活Adobe Acrobat 8 Pro全过程:
一个修改序列号以便获得激活码的方法:
(由于不能根据你的已有的序列号写入注册机,所以如果需要用一下方法的话,就照做就行了,100%成功!或者从新安装后也可以用下面方法获得正确的激活码。)