千木刀具样本9
日本根本朋之刀具
日本根本朋之刀具概述本文章来源:主题名品网|手工刀匠。
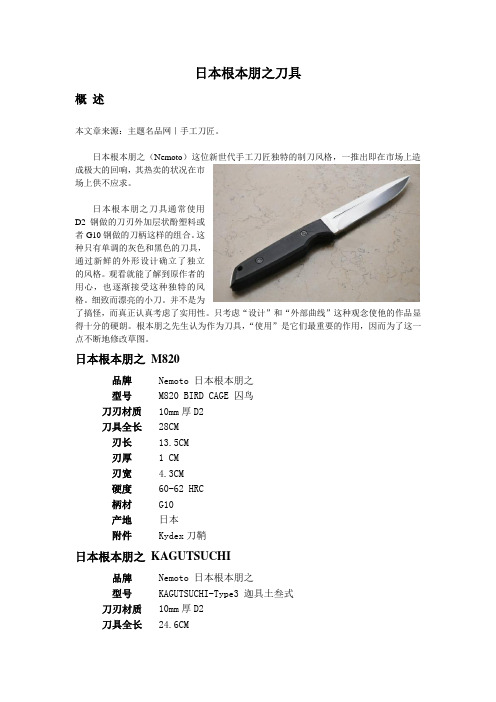
日本根本朋之(Nemoto)这位新世代手工刀匠独特的制刀风格,一推出即在市场上造成极大的回响,其热卖的状况在市场上供不应求。
日本根本朋之刀具通常使用D2钢做的刀刃外加层状酚塑料或者G10钢做的刀柄这样的组合。
这种只有单调的灰色和黑色的刀具,通过新鲜的外形设计确立了独立的风格。
观看就能了解到原作者的用心,也逐渐接受这种独特的风格。
细致而漂亮的小刀。
并不是为了搞怪,而真正认真考虑了实用性。
只考虑“设计”和“外部曲线”这种观念使他的作品显得十分的硬朗。
根本朋之先生认为作为刀具,“使用”是它们最重要的作用,因而为了这一点不断地修改草图。
日本根本朋之M820品牌Nemoto 日本根本朋之型号M820 BIRD CAGE 囚鸟刀刃材质10mm厚D2刀具全长28CM刃长13.5CM刃厚 1 CM刃宽 4.3CM硬度60-62 HRC柄材G10产地日本附件Kydex刀鞘日本根本朋之KAGUTSUCHI品牌Nemoto 日本根本朋之型号KAGUTSUCHI-Type3 迦具土叁式刀刃材质10mm厚D2刀具全长24.6CM刃长12CM刃厚0.95CM刃宽 3.7CM硬度60-62 HRC柄材G10产地日本附件Kydex刀鞘日本根本朋之EN-GETSU品牌Nemoto 日本根本朋之型号EN-GETSU 偃月刀刃材质6mm厚D2刀具全长17.6CM刃长8.5CM刃厚0.6CM刃宽 4.2CM硬度60-62 HRC柄材G10产地日本附件Kydex刀鞘日本根本朋之HI-REN品牌Nemoto 日本根本朋之型号HI-REN 绯炼刀刃材质D2刀具全长23.5CM刃长13.8CM刃厚0.58CM刃宽 3.4CM硬度60-62 HRC柄材G-10产地日本附件Kydex鞘、出生纸日本根本朋之LLC品牌Nemoto 日本根本朋之型号LLC-SD05HF H“NEITH”魔女刀刃材质D2刀具全长22.5 CM刃长11 CM刃厚0.63 CM刃宽 4.2 CM硬度60-62 HRC柄材G-10+碳纤维产地日本附件Kydex鞘、出生纸日本根本朋之KU-ZUMI品牌Nemoto 日本根本朋之型号KU-ZUMI 玖隅刀刃材质D2刀具全长21.2CM刃长9.5CM刃厚0.6CM刃宽 3.8CM硬度60-62 HRC柄材G-10产地日本附件Kydex鞘、出生纸。
木工刀具图片合集1

Ⅰ一般木工刀具的基础知识用刀具的机器有:四面刨、立轴机、刨花机、万能锯、手工车床、双头剪。
直的线条用四面刨,不足400mm 长的都须备长料过四面刨,四面刨加上套圈也可用在立轴机上(右刀或左刀),刀的钨钢片不好订做时,考虑做组合刀具,组合刀具尺寸不可自相予盾,须息息相关,外径同样,轴径一样,过四面刨考虑线条太厚或太薄,分清线型是一开二后四面刨,还是四面刨后一开二,工序流程要分清一般面板刀型要立轴机,注明材质,以便供应商选择钨钢片的硬度或密度及钢性强度。
有弧形的刀具都需用立轴机,弧形是两边有弯弧,需做一正一反共2把刀。
一定要注意弧形的部件是否需卧打式或立打式,一定要分清,可以参考#400大碗碟上柜顶线刀具(组合刀),单立轴为逆转,双立轴有一正转,或一逆转,轴径为φ30mm公母刀或指接刀需注意配套画图或注明清楚。
刀具逆转方向:四面刨右刀或上刀为逆转,左刀或下刀为顺转,进料0为参照物,只要记住木材进料和刀具转向须相反,刀具方向不可有一致性,单立轴为逆转,刨花机为顺转;四面刨轴径为φ40mm, 立轴机轴径为φ30mm,刨花机轴径为φ12.7mm,万能锯轴径为木工刀具类别1)立轴刀流水号表示刀的数量或组合刀A,B,C(其中偶数为顺转,奇数为逆转)2)四面刨流水号A表示左刀,B表示右刀,C上刀,D下刀,1表示数量3).平刀以高度为准,表示100H的平方4).槽刀以开槽用的刀叫槽刀5).刨花刀,分常规则刨花刀,清底刨花刀,普通刨花刀属易耗品,画图存档时分成轴承刨花刀,雕刻刀,龙珠刀。
6) 四面刨刀:主要用于四面刨机上,对部件进行纵向无弯曲的备料成形。
5) 钢锋刀:主要用于单压刨、双压刨、手压刨等刨光类机器上,对部件表面进行刨光。
7) 锯片:主要用于双剪机、自动双剪机、立轴机、吊锯、纵锯、平台锯、裁板机、自动封边机等机器上面,部件进行切齐、开小线、开口、修边、定宽、截头等加工。
8) 锯条:主要用于带锯、线锯机上,对部件进行精略锯割等加工。
刀具基础知识培训
2024/10/13
文翔精密数控刀具内部培训演示稿
五、铣刀的基础知识
2、单位换算
长度单位换算:
1MM=100丝
1丝=10UM
1UM=0.001MM
公英制换算:
(1)、以1″=25.4作为标准。英制转换为公制方法如下 :25.4×分子÷分母,如:3/8(25.4*3÷8=9.525 )
2024/10/13
1938年 陶瓷刀具
德国德古萨公司取得关于陶瓷刀具的专利。
1949~ 1950
可转位刀片
美国开始在车刀上采用可转位刀片,不久即应用在 铣刀和其他刀具上。
1969年
碳化钛涂层硬质合 金刀片
瑞典山特维克钢厂取得用化学气相沉积法,生产碳 化钛涂层硬质合金刀片的专利。
聚晶人造金刚石和 美国通用电气公司生产了聚晶人造金刚石和聚晶立
2024/10/13
文翔精密数控刀具内部培训演示稿
五、铣刀的基础知识
(三)、铣刀基本的组成部份说明(示图一
)
周齿一后
角
端齿前角
刃部
端齿二后角 端齿一后角
柄部
2024/10/13
周齿二后 角
文翔精密数控刀具内部培训演示稿
五、铣刀的基础知识
铣刀基本的组成部份说明(示图二)
柄径
刃径
刃部(刃长 )
2024/10/13
2024/10/13
文翔精密数控刀具内部培训演示稿
四、刀具的材料介绍(曾总)
2024/10/13
文翔精密数控刀具内部培训演示稿
四、刀具的材料介绍(曾总)
2024/10/13
文翔精密数控刀具内部培训演示稿
四、刀具的材料介绍(曾总)
二、刀具材料的分类
刀具字典

impact
weld warming air cut end mill
gun drill
counter sink drill
crank
crater gauge
coating
collet cold saw
ざくり サイクルタイム し ジャーナル 初品(しょひん) 集研(しゅうけん) 仕上げ(しあげ) 芯だし(しんだし) シンニング す スピンドル すくい角(すくいかく) 巣(す) スパイラル溝(みぞ) スリーブ スリクリ スティック スローアウェイドリル ステップドリル せ 切削(せっさく) センサー セミドライ センターリーマー センターリング 先端(せんたん) 旋盤(せんばん) センタードリル セッチング セッタ 旋削(せんさく) そ 粗材(そざい) ソー た 溜まり部(たまりぶ) タイミングチェーンカバー タップ 台車(だいしゃ) タッピング ダイヤルゲージ ダイヤ タング ダストキーパー ち 調達(ちょうたつ) チップ チゼルエッジ チッピング チャンファー チャック つ 詰まり(つまり) ツイスト て テーパー
margin
micron
live centre
reamer lip height rake
lot long drill
粗度 外刃 扩孔 油石 气动扳手 进气(歧管) 内刃 集中换刀 擦布 弯曲、波形、波纹 焊接、焊缝 报警 空切削 立铣刀 喷吸钻削装置 进给 尾座 凸轮 枪钻 崩刃、缺齿 摇动、松动 埋头钻、锪钻 切屑 键槽 锋利度 切入深度、吃刀深度 组装 角度 曲轴 冷却液 切削部 刀具月牙洼 检具 研磨 磨床 现场、车间 鸡心夹头、桃子夹头 连杆 涂层 超差 积屑瘤 套筒 冷锯 扩孔钻、空心钻 三番角
2010高精度刀柄样本(2010.02.21)

30
27
M5×0.8
1.30
28
49.5
90
30
27
M6×1.0
1.30
30
49.5
90
32
32
M8×1.0
1.35
32
49.5
90
35
37
M10×1.0 1.35
24
49.5
90
35
37
M10×1.0 1.35
38
49.5
90
40
42
M12×1.0 1.40
40
49.5
90
40
42
M12×1.0 1.45
22
44.5
120
70
27
M6×1.0
1.40
22
44.5
150
100
27
M6×1.0
1.65
24
44.5
120
70
32
M8×1.0
1.40
24
44.5
150
100
32
M8×1.0
1.65
25
44.5
120
70
37
M10×1.0 1.40
25
44.5
150
100
37
M10×1.0 1.65
32
44.5
BT30 与 BT40 G2.5 20000 rpm 4.柄部等级:AT3 5.冷却方式:中心及法兰通水 6.其他特征:所有的功能面全部加工完成
BT 刀柄
订购号
Taper No.
d1
130.105.070.006
6
130.105.070.008
数控刀具分类及应用
数控刀具的分类及应用制作:周亚伟时间:2015年9月7日(请按F5全屏观看)目录数控刀具发展近况数控刀具分类数控刀具的要求及特点刀具磨损分析数控刀具的材料一、数控刀具发展近况1、概述机械制造业由于产品更新换代和生产形势发展的需要,在航空航天、机床工具、电站制造、能源和轨道等行业,数控机床的占有率已从20世纪的20%~30%提高到目前的50%~65%。
一般来说,数控机床具有高精度、高刚度和高效率的特性(特别适用于高速切削),因而能取得高效加工的效果。
为了保证数控机床的正常运行,只有配置了与数控机床性能相适应的刀具才能使其性能得到充分发挥,也可说配置刀具的优异(合理性、先进性)直接影响到数控机床功能和作用的发挥。
1.数控刀具的定义数控刀具是指与数控机床(数控车床、数控铣床、数控钻床、数控镗铣床、加工中心、自动线以及柔性制造系统)相配套使用的各种刀具的总称。
2.数控机床刀具的特点(1)具有良好的稳定切削性能刀具刚性好、精度高,能进行高速切削和强力切削。
(2)刀具有较高的寿命刀具大量采用硬质合金材料或高性能材料(如陶瓷刀片、立方氮化硼刀片、金刚石复合刀片和涂层刀片等,高速钢刀具采用较多的则是高钴、高钒、含铝的高性能高速钢和粉末冶金高速钢)。
(3)刀具(刀片)互换性好、能快速换刀刀具能实现自动、快速更换,缩短辅助时间。
(4)刀具有较高的精度刀具适用于对较高精度工件的加工,特别是当采用可转位刀片时,由于刀具刀体和刀片重复定位精度高,因而能获得良好的加工质量。
(5)刀具有可靠的卷屑和断屑性能使用数控机床不能随意停机处理切屑,加工中出现的长切屑会影响操作者的安全和加工效率。
(6)刀具有调整尺寸的功能刀具可机外预调(对刀)或机内补偿,以减少换刀调整时间。
(7)刀具能实现系列化、标准化和模块化刀具系列化、标准化和模块化有利于编程、刀具管理和降低成本。
(8)多功能复合及专用化。
3.数控刀具的主要应用领域包括:(1)汽车行业汽车行业的加工特点一是大批量、流水线生产,二是加工条件相对比较固定。
刀具加工参数参照-tmj

冷却 风 风 风 风 油 油 油 油 油
风 风 风 风 油 油 油 油
油 油 油 油 油 油 油
中光行 硬精加光工行精加工间距
距
距
转速
3500
10000
10000
10000
16000
18000
22000
22000
22000
0.3 0.2 0.12 0.08 0.05 0.05 0.03 0.03
0.2 0.16 0.08 0.05 0.03 0.03 0.02 0.02
刀具名称 D12r2.50 牛鼻刀 D8 平底刀 D6 平底刀 D4 平底刀 D3 平底刀 D2 平底刀 D1.5 平底刀 D1 平底刀 D0.7 平底刀
D8R4 球头刀 D6R3 球头刀 D4R2 球头刀 D3R1.5 球头刀 D21R.15R球0.头75刀球头 刀 D10R.07.R50.3球5头球刀头 刀
10000 10000 10000 22000 22000 22000 22000 22000
Байду номын сангаас
22000 22000 22000 22000 22000 22000 22000
进给 1000 1000 1000 1000 800 600 500 500 500
备注 平底刀不适合开粗
3300 3300 3000 3000 2000 1600 1200 800
0.05 0.05 0.04 0.02 0.02 0.02 0.02
硬加工开粗余量
行距 4.8 3.2 2.4 1.6 1.2 0.8 0.3 0.2 0.2
底 0.1 0.1 0.1 0.1 0.1 0.1 0.05 0.05 0.05
侧 0.3 0.2 0.2 0.15 0.15 0.15 0.1 0.1 0.1
刀具说明书(完整版).docx

圆孔拉刀及矩形花键铣刀设计说明书前言 (1)绪论 (2)三刀具设计 (3)(一)矩形花键铣刀的设计 (3)1齿形设计计算 (3)2结构参数选择计算............................3矩形花键铣刀的技术条件 (5)4刀具的全部计算 (7)(二)圆孔拉刀的设计 (8)1选定刀具类型、材料的依据 (8)2刀具几何参数的选择设计 (9)15四总结五致谢 (16)六参考文献 (17)、八一、冃IJ 言大学三年的学习即将结束,在我们即将进入大四,踏入社会之前,通过课程设计来检查和考验我们在这几年中的所学,同时对于我们自身来说,这次课程设计很贴切地把一些实践性的东西引入我们的设计中和平时所学的理论知识相关联。
为我们无论是在将来的工作或者是继续学习的过程中打下一个坚实的基础。
我的课程设计课题目是矩形花键拉刀与矩形花键铣刀的设计。
在设计过程当中,我通过查阅有关资料和运用所学的专业或有关知识,比如零件图设计、金属切削原理、金属切削刀具、以及所学软件AUTOCA的运用,设计了零件的工艺、编制了零件的加工程序等。
我利用此次课程设计的机会对以往所有所学知识加以梳理检验,同时又可以在设计当中查找自己所学的不足从而加以弥补,使我对专业知识得到进一步的了解和系统掌握。
由于本人水平有限,设计编写时间也比较仓促,在我们设计的过程中会遇到一些技术和专业知识其它方面的问题,再加上我们对知识掌握的程度,所以设计中我们的设计会有一些不尽如人意的地方,为了共同提高今后设计设计的质量,希望在考核和答辩的过程中得到各位指导老师的谅解与批评指正,不胜感激之至•、绪论2.1刀具的发展随着社会的发展,时代的进步,刀具在生产中的用途越来越广•刀具的发展在一定程度上决定着生产率,中国加入WTO后,各行各业面临的竞争越来越激烈,一个企业要有竞争力,其生产工具必须具有一定的先进性•中国作为一个农业大国,其在机械方面的发展空间相当大,而要生产不同种类的零件,不管其大小与复杂程度,都离不开刀具•目前,在金属切削技术领域中,我国和先进的工业国家之间还存在着不小的差距,但这种差距正在缩小。
千木铣削刀具

ap=6.0(max)
TEHW1 6 T 3 P E R
·直径范围:6 3 315mm ~ ·直角台阶场合(直角清根) ·三角形刀片,切削刃较长,刀片三 次转位 ·径向负荷较大 ·铣削时极低的轴向压力对于低强 度结构和薄壁工件有积极意义
kr=90° 见B 32
铣削刀具一览表
A 车削刀具
型号/刀片 可 转 位 铝 合 金 面铣刀
ap=2.0(max)
RP . . 1204 . . RP . . 1605 . . RP . . 2006 . . 见B 31 可 转 位 铝 合 金 面铣刀 ap=10.5(max)
·直径范围:50 160mm ~ ·多次转位的最强切削刃(理论上 是无限转位) ·通用刀具,适用于面、仿型加工 ·切削较薄,最适合耐热合金加工 ·随切深不同,圆刀片的主偏角和切 削负荷均会变化 ·适用于坡走铣
B09
铣削刀具一览表
型号/刀片 可 转 位 螺 旋 立 铣刀
应用
特点
NE
W
ap=刃长(max)
SDKT09T308SR-UL SDKT09T308SR-UM SDHT09T308FR-NM SDKT09T308SR-KM 见B 37 可 转 位 螺 旋 面 铣刀 ap=刃长(max) kr=90°
·直 径 范 围 :3 2~5 0 m m ·直角台阶场合 ·长 切 削 刃 加 工 效 率 高 ·使用侧固式刀柄压紧 ·单面4刃刀片具有良好的经济性
见B2 4 可 转 位R立 铣 刀 ·直径范围:12 40mm ~ ·正前角设计,切削轻快 ·适用于各种粗加工场合及仿 形铣削 ·使用圆刀片插铣,轴向切削深 度可达刀片半径的80%左右 可获得良好的效果,因为这将 使刀具更加稳定 ·使用强力夹头刀柄夹紧 ·适用于坡走铣 ap=5.0,6.0(max) 见B2 4
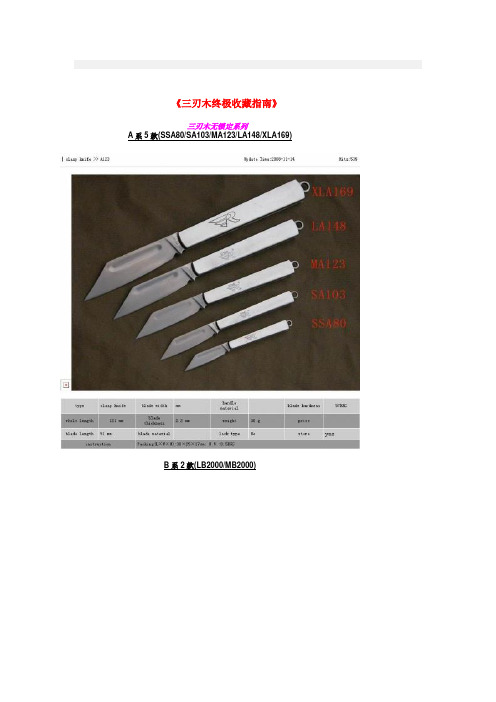
三刃木收藏终极指南
5.GB-907A半槽G10柄/短齿/五孔螺丝背面凹陷/尾端窄背夹打标/无备用孔/附标[KNIFE](無圖)
6.gb9-907a
1908(908)
WS6-908双面双色(红黄)实木柄五孔球面螺丝
MC6-908狂蟒折刀,防滑卡其塔柄
英雄,全长203mm,刃长90mm,刃宽24.5mm,刃厚3mm,刃材813钢,柄材G10,重量130g,线锁,硬度57HRC,官方价格(2004年4月):600人民币元。
掠夺者,全长199mm,刃长86mm,刃宽26mm,刃厚3mm,刃材813钢,柄材G10,重量130.5g,线锁,硬度57HRC,官方价格(2004年4月):400人民币元。
4. 9261
9262黑红彩木柄开刀大圆孔轴锁五孔螺丝
1. 9262knife
2. PR-962
9362黑棕米卡塔柄开刀大圆孔轴锁五孔螺丝
1. 9362KNIFE
2. Mu-962
3.Mc-962
1962
T01
T08
T11
T16
T21
手工系列
银狐1
银狐II,全长201mm,刃长86mm,刃宽24mm,刃厚3mm,刃材813钢,柄材mikarta,重量111g,线锁,硬度57HRC,官方价格(2004年4月):450人民币元。
1.PRB-610黄铜加实木新LOGO
2.PRS-610白铜加实木新LOGO
611(1311)——已知1款
611缩小版723全钢钢本色
612(GB4-612)
613
614(3614和4614)
这是2009年三刃木最新力做!
木制折叠玩具爪刀配色方案

木制折叠玩具爪刀配色方案木制折叠玩具爪刀配色方案1. 背景介绍•木制折叠玩具爪刀是一种受欢迎的儿童玩具,具有创意和趣味性。
•目前市面上已经存在不同的木制折叠玩具爪刀配色方案,但需要设计一个更加吸引人的方案。
2. 目标设计一个优秀的木制折叠玩具爪刀配色方案,使其更加吸引人并满足儿童的审美。
3. 方案内容配色原则•鲜艳明亮:使用鲜艳的颜色能够吸引儿童的注意力。
•对比搭配:通过对比色的搭配,突出不同部分的功能和形状。
•温馨可爱:给人一种温馨可爱的感觉,符合儿童对玩具的喜爱。
配色方案1.主要颜色:橙色–橙色代表活力和快乐,适合表达玩具的创意和趣味性。
–将橙色作为整体的主色调,能够吸引儿童的注意力。
2.对比颜色:蓝色–蓝色代表冷静和稳定,与橙色形成了良好的对比。
–在爪部、折叠部分和把手等功能性部分使用蓝色,突出其功能并增加视觉效果。
3.辅助颜色:绿色和黄色–绿色代表健康和生命,适合用于点缀玩具的细节。
–黄色代表快乐和活力,也可用于点缀玩具的细节。
效果展示使用橙色作为主要颜色,蓝色作为对比颜色,在爪部、折叠部分和把手等功能性部分使用蓝色,同时在玩具的细节部分点缀绿色和黄色。
这样的配色方案既能够吸引儿童的注意力,又能够突出玩具的功能和形状,给人一种温馨可爱的感觉。
4. 实施计划1.设计团队进行配色方案的设计和调整。
2.制作样品进行市场测试,收集用户反馈。
3.根据市场反馈进行进一步的优化和调整。
4.生产制造并推出市场。
以上是针对木制折叠玩具爪刀配色方案的相关方案资料,通过设计出一个鲜艳明亮、对比搭配、温馨可爱的配色方案,旨在吸引儿童的注意力并满足他们的审美需求。
5. 预期效果通过优秀的配色方案,预计能够达到以下效果: - 吸引力提升:鲜艳明亮的配色将吸引儿童的注意力,提高产品的吸引力和销售量。
- 功能突出:通过对比色的搭配,能够突出不同部分的功能和形状,使玩具更具可玩性和趣味性。
- 用户满意度提升:温馨可爱的配色方案符合儿童的审美,能够让他们喜欢并享受玩耍的过程。
标准铣刀规格及长度表

标准铣刀规格及长度表铣刀是一种常用的金属加工工具,广泛应用于机械加工、模具加工等领域。
不同的加工需求需要选择不同规格和长度的铣刀,以确保加工效果和加工质量。
下面将介绍一些常见的标准铣刀规格及长度表,希望对大家有所帮助。
1. 铣刀规格。
铣刀的规格通常包括直径、刃长、总长等参数。
常见的直径包括,Ф6、Ф8、Ф10、Ф12、Ф16、Ф20、Ф25等,刃长和总长也有相应的标准尺寸。
在选择铣刀时,需要根据加工材料的硬度、加工精度要求等因素来确定合适的规格。
2. 铣刀长度。
铣刀的长度对于加工效果有着重要的影响。
一般来说,铣刀的长度越长,刚性越好,适用于加工深槽、深槽面等工件;而长度较短的铣刀适用于小型零件的加工。
常见的铣刀长度包括,50mm、75mm、100mm、150mm等,根据具体的加工需求来选择合适的长度。
3. 不同材质的铣刀选择。
铣刀的材质对于其使用寿命和加工效果也有着重要的影响。
常见的铣刀材质包括高速钢、硬质合金、立方氮化硼等。
在选择铣刀时,需要根据加工材料的硬度和耐磨性来确定合适的材质。
4. 铣刀的应用。
铣刀广泛应用于平面加工、轮廓加工、曲面加工等多种加工过程中。
不同的加工方式需要选择不同类型的铣刀,如平底铣刀、球头铣刀、立铣刀等。
在实际应用中,需要根据加工要求来选择合适的铣刀类型。
5. 铣刀的保养。
铣刀作为常用的加工工具,需要定期进行保养和维护,以延长其使用寿命和保证加工质量。
保养工作包括清洁、润滑、修磨等,需要严格按照操作规程来进行。
总结:标准铣刀规格及长度表是选择合适的铣刀的重要参考依据,合理选择铣刀规格和长度,根据加工材料和加工要求来确定铣刀材质和类型,定期进行铣刀的保养和维护,可以有效提高加工效率和加工质量,降低加工成本,是每个机械加工工作者需要了解和掌握的知识。
希望本文介绍的内容对大家有所帮助,谢谢阅读!。
雕刻刀具参数表

刀具工艺参数表——黄铜的加工参数下图为计算刀具路径时的“设定切削用量”对话框,根据当前所用刀具正确查取刀具工艺表格,对应图中的“吃刀深度”即最大单边切深度、“开槽深度”即一次开槽深度、“路径间距”即侧向进给,分别输入加工参数值。
最大单边切削深一次开槽深度侧向进给表一:20○系列刀具开粗加工黄铜材料的工艺参数表表二:20○系列刀具修边加工黄铜材料的工艺参数表表三:20○系列刀具清角加工黄铜材料的工艺参数表表四:10○系列刀具开粗加工黄铜材料的工艺参数表表五:10○系列刀具修边加工黄铜材料的工艺参数表表六:10○系列刀具清角加工黄铜材料的工艺参数表表七:30○系列刀具修边加工黄铜材料的工艺参数表表八:30○系列刀具清角加工黄铜材料的工艺参数表表九:使用螺纹铣刀开粗加工黄铜时的工艺参数表使用螺纹铣刀开粗是充分利用螺纹铣刀的侧向切削能力强的优势,从实际加工的现象来看是:吃刀深度大,侧向进给量小,进给速度大,整体的材料去除量大,加工效率大幅度提高,这种加工方式称为:“大吃深,少吃料,快进给”。
螺纹铣刀不但加工效率高,而且刀具比较耐用,加工的底面效果好,尺寸精度容易保证。
紫铜的加工参数表一:20○系列刀具开粗加工紫铜材料的工艺参数表表二:20○系列刀具修边加工紫铜材料的工艺参数表表三:20○系列刀具清角加工紫铜材料的工艺参数表表四:30○系列刀具修边加工紫铜材料的工艺参数表表五:30○系列刀具清角加工紫铜材料的工艺参数表表六:使用螺纹铣刀进行紫铜开粗加工时的工艺参数铬钢的加工参数表一:20○系列刀具开粗加工铬钢材料的工艺参数表表二:20系列刀具修边加工铬钢材料的工艺参数表表三:20○系列刀具清角加工铬钢材料的工艺参数表表四:30○系列刀具修边加工铬钢材料的工艺参数表表五:30○系列刀具清角加工铬钢材料的工艺参数表表六:使用螺纹铣刀进行铬钢开粗加工时的工艺参数切削线速度切削线速度计算公式: V=πDN其中N是主轴转速,D是刀具直径。