590P系列直流调速器在双螺杆挤压造粒机主机调速中的应用
欧陆调速器 590调速器

1.6 磁场控制
590+提供一个可控硅控制的调压器作为电机的励磁控制,励磁控制模式可以是恒压控制、恒流控制以及自动弱磁升速(恒功率)控制。弱磁控制可以将电机转速、电机电流拐点与磁场强度对应起来。
电流环具有适应功能,即使在负载变化较大时,系统也能获得平稳的速度响应。
速度环的PI参数调节范围很大,且具有积分分离功能。主要性能如下:
■ 速比:100:1
■ 稳定精度:测速电机反馈优于0.1% 光码反馈优于0.01%
1.2输入/输出
■ 模拟量输入 共有5路,其中一部分辨率为12位加一符号位,作为速度给定输入(范围-10V~10V),另4路用户可自由组态,能灵活地连接到功能块的输入端。
2、“框架(FRAME)2”规格有40A/70A/110A/165A,10A磁场供电
3、“框架(FRAME)3”180A/270A则用原有590C底座,配合全新590P控制面版;故此只是更改操作接口,其它如安装/接线等跟现有590C一样,10A磁场电流
4、“框架(FRAME)4”规格有380A/500A/725A/830A,30A磁场电流。2组830A装置合并起来,提供1580A规格
■ 所有连接到装置的连线(电线或光纤),都采用插入式连接件,易于安装。
■ 所有电路板相同,采用接插式替换。
控制器符合UL、CSA或EMC标准,机械制造商可以放心地将590+运往海外安装。
Eurotherm Drives公司按照BS5750、Part1/1987h和ISO9001-1987质量管理体系运作管理。
■ 模拟量输出 共3路,分辨率为10位加一符号位,其中1路作为电枢电流输出,另外2路可自由组态,作为任何参数的输出。
590直流调速器中文操作说明书

590 直流调速器中文操作说明书590+直流调速器中文操作说明书欧陆传动系统有限公司590+系列直流数字式调速器产品手册HA466461U002,第一版与5.x版本软件兼容欧陆传动系统有限公司,2001年版权版权所有。
本文件的任何部分均不得存储在可恢复系统中,或者,未经欧陆传动系统有限公司的书面许可而以任何形式或以任何方式传输给任何非欧陆传动系统有限公司的雇员。
尽管已竭尽所能来确保本文件的精确性,但是,仍然有可能在不予通知的情况下对本文件进行修正或者补充,因此而产生的损坏,伤害及费用,欧陆传动系统有限公司将不予承担任何责任。
590+系列直流数字式调速器保修欧陆传动系统有限公司担保,按照欧陆传动系统有限公司IA058393C标准销售条款,自交货之日起12个月内,本产品在设计、材料与工艺方面无任何瑕疵。
欧陆传动系统有限公司保留在不予通知的情况下对本文件内容以及产品规格进行更改的权利。
590+系列直流数字式调速器安全信息要求重要事项:在安装本设备以前,请仔细研读该安全信息。
目标用户本手册是提供给需要对手册中讲述的设备进行安装、配置或维修,或者进行其它任何相关操作的所有人员使用。
本信息的目的在于强调安全事项,并使用户能够最大限度地从该设备中受益。
下表是关于设备如何安装和使用的详细情况,请填写完整,以备将来参考之用。
应用领域本设备用于通过使用直流电压用做工业电机的速度控制。
人员要求本设备的安装、操作与维护工作应该由有资格的人员来完成。
有资格的人员指具有相应技能,并熟悉所有安全要求及确定的安全操作实践,熟悉本设备的安装过程、操作与维护以及全部相关危险性的人员。
590+系列直流数字式调速器安全信息危及生命安全。
如不遵守下面的规定,则有可能导致触电危险。
根据国际电工委员会(IEC)61800,3的要求,本产品属于限制销售级别的设备。
在局部环境下使用时,本产品可能产生无线电干扰,在此情况下,用户可能需要采取适当的措施。
大型双螺杆挤压造粒机组的组成和各部分功能
一、引言大型双螺杆挤压造粒机组是一种重要的化工设备,广泛应用于制药、化工、食品等行业。
该设备通过双螺杆的旋转和挤压,将原料压制成颗粒状,具有高效率、均匀性好、操作稳定等特点。
本文将详细介绍大型双螺杆挤压造粒机组的组成和各部分功能。
二、大型双螺杆挤压造粒机组的组成1. 进料系统进料系统是大型双螺杆挤压造粒机组的重要组成部分,它由进料斗、送料器等部件组成。
进料斗用于存放原料,送料器则负责将原料送入双螺杆挤压装置中。
2. 输送系统输送系统主要包括输送带、输送辊等设备。
它的作用是将原料从进料系统输送至双螺杆挤压装置,确保原料的顺利加工。
3. 双螺杆挤压装置双螺杆挤压装置是大型双螺杆挤压造粒机组的核心部件,它由双螺杆、挤压腔、换网器等组成。
双螺杆以特定的转速旋转,将原料挤压成颗粒状,并通过换网器控制颗粒的大小。
4. 加料系统加料系统包括加料斗、加料器等设备,它用于向双螺杆挤压装置添加辅助原料,以调整颗粒的成分和性质。
5. 清洁系统清洁系统用于清洁双螺杆挤压装置和其他部件,防止原料残留、交叉污染等现象的发生。
它包括清洁装置、冲洗管路等部分。
三、大型双螺杆挤压造粒机组各部分功能1. 进料系统的功能进料系统的主要功能是存放原料,并通过送料器将原料送入制粒机内。
进料系统的设计合理与否直接影响到后续加工工艺的顺利进行。
2. 输送系统的功能输送系统的主要功能是将已加工的原料从制粒机内输送至下游设备或储存仓。
它需要确保原料的平稳输送,避免颗粒的破碎或堵塞现象。
3. 双螺杆挤压装置的功能双螺杆挤压装置的主要功能是通过双螺杆的旋转和挤压,将原料压制成颗粒状。
它还通过换网器调整颗粒的大小,确保产品的合格率和颗粒的均匀性。
4. 加料系统的功能加料系统的主要功能是向双螺杆挤压装置添加辅助原料,调整颗粒的成分和性质。
它需要确保辅料的均匀添加,避免颗粒的成分不均匀或质量波动。
5. 清洁系统的功能清洁系统的主要功能是清洁双螺杆挤压装置和其他部件,防止交叉污染和原料残留现象的发生。
《欧陆直流调速器590应用基础》

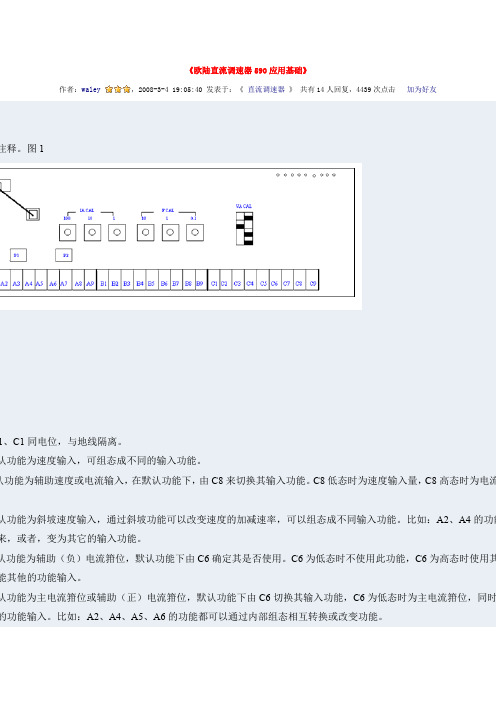
《欧陆直流调速器590应用基础》一、各控制端子功能注释。
图1图1 端子功能1、模拟端子A1 零伏电位,与B1、C1同电位,与地线隔离。
A2 模拟输入1。
默认功能为速度输入,可组态成不同的输入功能。
A3 模拟输入2。
默认功能为辅助速度或电流输入,在默认功能下,由C8来切换其输入功能。
C8低态时为速度输入量,C8高态时为电流量(电流控制方式)。
不可组态其功能。
A4 模拟输入3。
默认功能为斜坡速度输入,通过斜坡功能可以改变速度的加减速率,可以组态成不同输入功能。
比如:A2、A4的功能可以通过内部组态,把两者的功能交换过来,或者,变为其它的输入功能。
A5 模拟输入4。
默认功能为辅助(负)电流箝位,默认功能下由C6确定其是否使用。
C6为低态时不使用此功能,C6为高态时使用其功能来对负电流进行箝位。
可以组态成功能其他的功能输入。
A6 模拟输入5。
默认功能为主电流箝位或辅助(正)电流箝位,默认功能下由C6切换其输入功能,C6为低态时为主电流箝位,同时作用于正负电流的箝位。
可以组态成不同的功能输入。
比如:A2、A4、A5、A6的功能都可以通过内部组态相互转换或改变功能。
A7 模拟输出1。
默认功能为速度反馈输出,可以组态成不同的功能量输出。
A8 模拟输出2。
默认功能为速度给定输出,可以组态成不同的功能量输出。
A9 模拟输出3。
默认功能为电流反馈输出,不可以组态成其他的功能。
注:每一个模拟输入输出口(除A9外)在内部都作为一个功能块来使用。
通过功能块的参数设置可以改变其输入或输出量的值,也就是说可以对其输入或输出值进行进一步的运算。
比如:A2 (图2)包括有五个参数:CALIBRATION——校准,用来对A2输入量校准,也就是比率运算,输入值乘以此校准值等于实际输出值;MAX V ALUE——最大值,A2输入量经过A2功能块运运算后的最大输出值;MIN V ALUE——最小值,A2输入量经过A2功能块运算后的最小输出值。
直流调速控制器590_装置应用解析
19直流调速控制器590+装置应用解析熊雪英刘艺(江西新余冶金设备制造有限责任公司,江西新余338028)Appli c ati o n Anal y si s of DC Speed Regul a ti o n Controll e r 590+X I O NG Xuey i n g ,LI U Y i(Ji a ngx iX i n yu M eta ll u rgy Equ i p m entM anu facture Co .,Ltd .,X inyu 338028,CHN )在过去,普遍采用的是发电动机-电动机-扩大机等组成的机组去控制龙门刨床的直流拖动电动机,但是机组控制功率放大倍数低、响应速度慢、噪声大、耗能大、占地面积宽、调试维护困难等缺点,已不能适应现代化生产需求。
随着数字电路的大规模运用赋予直流调速技术新的空间,出现了数字式直流调速系统。
全数字式590+调速装置就是新的代表,具有智能化,能检测故障,自动显示故障,并能有效保护动作,其先进的诊断功能、微机通信和状态显示,给调试带来极大的方便。
下面就590+装置应用作简单介绍,希望对相关人员有所帮助。
1基本原理分析590+装置采用双闭环系统进行直流调速。
双闭环即速度环和电流环,分别调节速度和电流,两者的方框图如图1。
图中,速度反馈信号由测速发电机取出,加到速度调节器A s 的输入端,组成外环,电流反馈信号由电流互感器TA 取出,与A s 的输出信号U g i 混合后,送入电流调节器A c ,经比例积分环节处理后产生U k 去触发装置控制晶闸管,构成内环。
U g =0,两组晶闸管不输出电压,电动机停止;U g >0,VF 输出正压,电动机正转;U g <0,VF 输出负压,电动机反转。
根据公式:U d =2.34U a cos ,改变晶闸管的触发角可控制晶闸管的输出,以改变电动机的电枢电压。
590+装置内部的数字电路对堵转、速度反馈、缺相、脉冲丢失、过热、磁场过流、电枢过压等故障能自动检测,并有效执行保护,并由发光二极管电路进行状态显示。
590系列数字直流式调速器中文说明书

590 系列数字直流式调速器中文说明书
磁电流可以获得电机转速维持恒定 的提高,并且可以超过励磁电流 5.7A DC 电机的额定电枢电压励磁减少 所能获得的速度。 额定速度速度
产品代码以“Model No”(型号)形式出现,产品代码的每一组 如下所定义:
组号 1
2
变量 ****
****
描述 普通产品
590P:590+4Q DC Drive 591P:590+2Q DC Drive 四位数确定 DC 额定输出电流-最大值 这个值可作为每一型号产品校准值 0015=15A, 0035=35A 0040=40A, 0070=70A 0110=110A,0165=165A 0180=180A,0270=270A
操作面板
连接操作面板 操作面板是一个插入式 MMI(人机接口)可选件,可以对调速器 特性的全部的使用 进行操作。
它提供了对调速器的现场监控和应用程序的完全访问。
插入操作面板到调速器的前面(取代空白 xx,插到 RS232 编程端口);或者使用连接导线用可选面板安装工具箱把它安装 到 3 米远的地方。参考第三章:“安装驱动器”一安装远程 6501 操作面板“。
590 系列数字直流式调速器中文说明书
0380=380A,0500=500A
0725=725A,0830=830A
0800=800A,1580=1580A
1200=1200A,1700=1700A
2200=2200A,2700=2700A
3
*** 三位数表示额定三相交流电电源电压
欧陆直流调速器590应用基础
《欧陆直流调速器590应用基础》作者:waley,2008-3-4 19:05:40 发表于:《直流调速器》共有14人回复,4439次点击加为好友590应用基础一、各控制端子功能注释。
图1图1 端子功能1、模拟端子A1 零伏电位,与B1、C1同电位,与地线隔离。
A2 模拟输入1。
默认功能为速度输入,可组态成不同的输入功能。
A3 模拟输入2。
默认功能为辅助速度或电流输入,在默认功能下,由C8来切换其输入功能。
C8低态时为速度输入量,C8高态时为电流量(电流控制方式)。
不可组态其功能。
A4 模拟输入3。
默认功能为斜坡速度输入,通过斜坡功能可以改变速度的加减速率,可以组态成不同输入功能。
比如:A2、A4的功能可以通过内部组态,把两者的功能交换过来,或者,变为其它的输入功能。
A5 模拟输入4。
默认功能为辅助(负)电流箝位,默认功能下由C6确定其是否使用。
C6为低态时不使用此功能,C6为高态时使用其功能来对负电流进行箝位。
可以组态成功能其他的功能输入。
A6 模拟输入5。
默认功能为主电流箝位或辅助(正)电流箝位,默认功能下由C6切换其输入功能,C6为低态时为主电流箝位,同时作用于正负电流的箝位。
可以组态成不同的功能输入。
比如:A2、A4、A5、A6的功能都可以通过内部组态相互转换或改变功能。
A7 模拟输出1。
默认功能为速度反馈输出,可以组态成不同的功能量输出。
A8 模拟输出2。
默认功能为速度给定输出,可以组态成不同的功能量输出。
A9 模拟输出3。
默认功能为电流反馈输出,不可以组态成其他的功能。
注:每一个模拟输入输出口(除A9外)在内部都作为一个功能块来使用。
通过功能块的参数设置可以改变其输入或输出量的值,也就是说可以对其输入或输出值进行进一步的运算。
比如:A2 (图2)包括有五个参数:CALIBRATION——校准,用来对A2输入量校准,也就是比率运算,输入值乘以此校准值等于实际输出值;MAX VALUE——最大值,A2输入量经过A2功能块运运算后的最大输出值;MIN VALUE——最小值,A2输入量经过A2功能块运算后的最小输出值。
欧陆590直流调速器使用方法

过 了报警 值 。时 间长于设定 值 :过 电流跳 闸 ( V R I O E
T I )电流 反馈 值超 过额定 电流 的2 0 RP : 8%。
TTN ( O U E 自动 ) 单 . O F改 为 O 然 后 操 作 控 制 器 菜 将 F N. 的“ 动/ 行 ” C 启 运 端 3使 主 接 触 器 闭 合 . 速 器 的 R N灯 调 U
电枢 电压 设 定 通 过 面板 上 四个 拨 码 开关 进 行 选 择 。 电压 选 择 范 围 1 0 5 5 5 ~2V
1 E r 9 直 流 调 速 器 相 关 数 据设 定 u o5 0
1 . 参数快 速 设置 1
参 数 设 置 : 电开 机 按 M 键 出 现 DA N S I 通 I G O TS后 , 按 向下 键 头 找 到 S TU A A T R ( 定 参 数 )按 E PP R ME E S 设 , M 键 进 入 菜 单 . 向下 键 找 到 FE D C N R L 励 磁 控 按 IL O T O (
C E 编 码 反 馈 ) 选 择 反 馈 方 式 是 根 据 所 选 的 配 件 板 OD R( .
及 实 际 电 机 使 用 的 反 馈 方式 : E 键退 出 按 参 数保 存 : M 键 直 到 出 现 DA N S S 诊 断 ) , 按 IG O T ( 后 按 向上 的键 头 找 到 P R ME E A E( 据 )按 M 进 A A T RS V 数 ,
入, 然后 按 向上 键头 . 数 自动 保存 按 E键一 直退 到 底 参 电 流 环 自动 调 谐 步 骤 : 动 去 掉 电机 的 励 磁 . 电 手 为
机做 一 次 自动 调 节 。如 果 是 内部 励 磁 . 不 用 去 掉 励 磁 则
欧陆590+直流调速器弱磁调速的应用
欧陆590+直流调速器弱磁调速的应用于生【摘要】介绍了直流电机弱磁与调压配合控制调速原理,通过对弱磁与调压配合控制直流调速系统原理和动态结构分析得出弱磁控制方法及思路.在理论基础上结合笔者在造纸行业复卷机电控系统工程的多次实践,重点介绍欧陆590+直流调速器控制原理及弱磁调速的应用,并列出实现该应用的参数设置表,对与弱磁相关的故障进行分析并提出解决方法.【期刊名称】《中国造纸》【年(卷),期】2015(034)009【总页数】5页(P42-46)【关键词】弱磁调速;调压;直流调速器【作者】于生【作者单位】广西机电职业技术学院,广西南宁,530007【正文语种】中文【中图分类】TP276按照励磁方式的不同,直流电机分为他励、串励、并励、复励直流电机。
在直流电机理论中,调速方法包括改变电枢电压调速、串电枢电阻调速、减弱主极磁通(弱磁)调速。
直流电机弱磁调速是通过控制励磁回路完成对直流电机基速以上转速的控制,该调速方法简单、能耗小、平滑性高,且能够使电机在高于基速下稳定运行,因此在直流电机恒功率调速等场合得到广泛应用。
1.1 弱磁与调压配合控制特性在他励直流电机调速过程中,弱磁控制的调速系统采用调压和弱磁配合控制的办法实现。
由于直流电机产品特性的限制,在基速以下,保持磁通为额定值不变,通过电枢电压的调整,得到所需要的转速,也得到恒定的电磁转矩输出,也就是说在基速以下为恒转矩调速方式。
而在基速以上,电枢电压保持在额定电压值,通过主磁通电流的减少,提高直流电机的转速,但直流电机能提供的最大电磁转矩也随着转速的提高而逐渐减小,也就是说在基速以上为恒功率调速方式。
调压与弱磁配合控制只能在基速以上满足恒功率调速的要求,且两者必须配合调节,如图1所示。
由图1可知,在基速nN以下,电磁转矩Te为恒定值,在ΦN满磁的条件下,随着调节电压U的调节,转速n上升,直流电机功率P也越来越大;而在基速nN 以上,电机输出功率P为额定值,应该在额定电压UN下调节励磁Φ,随着励磁磁通Φ的减小,转速n继续上升,直流电机电磁转矩TB越来越小[1﹣3]。
590 的参数快速调试.

590P 直流调速器参数设定步骤[/URL]SSD590P 直流调速器通电后按 M 键直到出现 DIAGNOSTS(诊断后按向上的键头,找到 CONFIGURE DRIVE (配置调速器 ,按 M 键进入菜单,找到 CONFIGURE ENABLE (组态有效 , 按 M 键进入菜单, 将 DISABLE (不允许改成 ENABLE (允许 , 此时面板灯闪烁, 按 E 键退出; 按向下的键头, 找到 NOM MOTOR VOLTS (电枢电压 , 按 M 键进入菜单,输入额定电枢电压,按 E 键退出 ; 按向下键头找到ARMATURE CURRENT(电枢电流 ,按 M 键进入菜单,输入额定电枢电流,按 E 键退出;按向下键头找到 FIELD CURRENT(励磁电流 ,按 M 键进入菜单,输入额定励磁电流,按 E 键退出;找到 FLD.CTRL MODE(励磁控制方式 , 按 M 键进入菜单,把VOLTAGE CONTROL(电压控制改成 CURRENT CONTROL (电流控制 ,按 E 键退出; (如果采用电压控制,请将 FLD.VOLTS RATIO(励磁电压比率菜单下面的百分比参数按如下方式设定:%=电机的额定励磁电压 /调速器电源进线电压 ;例如:电机的额定励磁电压为 180V ,电源进线电压为 380V, 那么百分比 =180V/380V=47%,那么请在励磁电压比率菜单中输入 47% ;按向下键头找到 SPEED FBK SELECT(速度反馈选择 ,按 M 进入菜单,按向上或向下键选择 ARM VOLTS (电枢电压反馈、ANALOG TACH(测速反馈或 ENCODER(编码反馈 ,选择反馈方式是根据所选的配件板及实际电机使用的反馈方式,然后按 E 退出;按向上键找到 CONFIGURE ENABLE (组态有效 , 按 M 键进入,把 ENABLE (允许改成 DISABLE (不允许 , 此时面板不再闪烁。
《欧陆直流调速器590应用基础》
《欧陆直流调速器590应用基础》一、各控制端子功能注释。
图1图1 端子功能1、模拟端子A1 零伏电位,与B1、C1同电位,与地线隔离。
A2 模拟输入1。
默认功能为速度输入,可组态成不同的输入功能。
A3 模拟输入2。
默认功能为辅助速度或电流输入,在默认功能下,由C8来切换其输入功能。
C8低态时为速度输入量,C8高态时为电流量(电流控制方式)。
不可组态其功能。
A4 模拟输入3。
默认功能为斜坡速度输入,通过斜坡功能可以改变速度的加减速率,可以组态成不同输入功能。
比如:A2、A4的功能可以通过内部组态,把两者的功能交换过来,或者,变为其它的输入功能。
A5 模拟输入4。
默认功能为辅助(负)电流箝位,默认功能下由C6确定其是否使用。
C6为低态时不使用此功能,C6为高态时使用其功能来对负电流进行箝位。
可以组态成功能其他的功能输入。
A6 模拟输入5。
默认功能为主电流箝位或辅助(正)电流箝位,默认功能下由C6切换其输入功能,C6为低态时为主电流箝位,同时作用于正负电流的箝位。
可以组态成不同的功能输入。
比如:A2、A4、A5、A6的功能都可以通过内部组态相互转换或改变功能。
A7 模拟输出1。
默认功能为速度反馈输出,可以组态成不同的功能量输出。
A8 模拟输出2。
默认功能为速度给定输出,可以组态成不同的功能量输出。
A9 模拟输出3。
默认功能为电流反馈输出,不可以组态成其他的功能。
注:每一个模拟输入输出口(除A9外)在内部都作为一个功能块来使用。
通过功能块的参数设置可以改变其输入或输出量的值,也就是说可以对其输入或输出值进行进一步的运算。
比如:A2 (图2)包括有五个参数:CALIBRATION——校准,用来对A2输入量校准,也就是比率运算,输入值乘以此校准值等于实际输出值;MAX V ALUE——最大值,A2输入量经过A2功能块运运算后的最大输出值;MIN V ALUE——最小值,A2输入量经过A2功能块运算后的最小输出值。
欧陆变频器590P直流调速器参数快速设置步骤

专业维修派克590P系列,派克591P系列,派克590C系列,派克591C系列。
590P直流调速器参数快速设置步骤通电后按M键直到出现DIAGNOSTS(诊断)后按向上的键头,找到CONFIGURE DRIVE(配置调速器),按M键进入菜单,找到CONFIGURE ENABLE(组态有效),按M键进入菜单,将DISABLE(不允许)改成ENABLE(允许),此时面板灯闪烁,按E键退出;按向下的键头,找到NOM MOTOR VOLTS(电枢电压),按M键进入菜单,输入额定电枢电压,按E键退出;按向下键头找到ARMATURE CURRENT(电枢电流),按M键进入菜单,输入额定电枢电流,按E键退出;按向下键头找到FIELD CURRENT(励磁电流),按M键进入菜单,输入额定励磁电流,按E键退出;找到FLD.CTRL MODE(励磁控制方式),按M键进入菜单,把VOLTAGE CONTROL(电压控制)改成CURRENT CONTROL(电流控制),按E键退出;(如果采用电压控制,请将FLD.VOLTS RATIO(励磁电压比率)菜单下面的百分比参数按如下方式设定:%=电机的额定励磁电压/调速器电源进线电压;例如:电机的额定励磁电压为180V,电源进线电压为380V,那么百分比=180V/380V=47%,那么请在励磁电压比率菜单中输入47%);按向下键头找到SPEED FBK SELECT(速度反馈选择),按M进入菜单,按向上或向下键选择ARM VOLTS(电枢电压反馈)、ANALOG TACH(测速反馈)或ENCODER(编码反馈),选择反馈方式是根据所选的配件板及实际电机使用的反馈方式,然后按E退出;按向上键找到CONFIGURE ENABLE(组态有效),按M键进入,把ENABLE(允许)改成DISABLE(不允许),此时面板不再闪烁。
按E一直退到底。
自动调节步骤(此过程一定不能少):手动去掉电机的励磁(如果是内部励磁则不需要,调速器会自动禁止),为电机做一次自动调节,夹紧电机的轴,然后在CURRENT LOOP(设定参数-电流环)中,找到AUTOTUNE菜单,将OFF改为ARMATURE(电枢),然后在10秒内启动调速器,调速器的RUN灯将闪烁,在这个过程中请不要给停止,完成自动调节后调速器会自动释放接触器线圈,然后保存参数。
欧陆 590P系列直流 调速器 使用说明书

590P2/35-4操作站菜单系统菜单系统为“树形”结构,共分为9个“菜单层级”主菜单。
将这些主菜单视为1级主菜单,敬请参阅下一页中的“菜单系统图”)。
1级菜单中所包括的参数为使用最频繁的参数,当菜单层级降低时,里面包含的参数是较少使用的参数。
操作站具有可选择的“浏览层级”,能够限制对远程菜单系统的浏览,详情敬请参阅第5-10页的“选择菜单浏览层级”。
下面是对主菜单的简单说明:•诊断(DIAGNOSTICS ): 查看包括在“功能块”菜单中的重要诊断性参数。
•设置参数(SETUP PARAMETER ):包含所有用于应用程序编程的功能块参数,包括用于调整调速器的参数在内。
•密码(PASSWORD ): 包括所有出于安全考虑所需的密码参数。
•报警状态(ALARM STATUS ):查看包含在“功能块”菜单中的报警诊断性参数。
•菜单(MENUS ):允许在操作站上显示全部或者简化菜单。
•参数的保存(PARAMETER SAVE ): 保存应用程序/参数。
•串行连接(SERIAL LINKS ):包含用于外部通讯设置与运行的所有参数。
•系统(SYSTEM ):包括所有输入与输出配置参数。
•配置调速器(CONFIGURE DRIVE ): 查看设置调速器时所需的所有重要参数。
图5-2:显示主菜单与按键的菜单系统菜单系统直流数字式调速器 直流 4Q(四象限) 15A 直流 4Q(四象限) 15A菜单级 菜单级诊断 菜单级设置参数菜单级密码菜单级报警状态 菜单级菜单 菜单级设置参数的保存菜单级设置串行连接 菜单级系统 菜单级配置调速器操作站5-5本地菜单有一个单独的本地菜单用于提供本地设定值信息。
通过按下L/R 键,可以在菜单系统中的任何位置进入到这一菜单。
按下本地菜单中的M 键不放,将显示出补充的反馈信息。
切换到本地菜单可以显示先前通过“正向/逆向”(FWD/REV )键所选择的正向或者逆向中有效的一个。
590P的参数快速设置

590P的参数快速设置:通电后按M键直到出现DIAGNOSTS(诊断)后按向上的键,找到CONFIGURE DRIVE (配置调速器),按M键进入菜单,找到CONFIGURE ENABLE(组态有效),按M键进入菜单,将DISBALE(不允许)改成ENABLE(允许),此时面板灯闪烁,按E键退出;按向下的键,找到NOM MOTOR VOLTS(电枢电压),按M键进入菜单,输入额定电枢电压,按E键退出;按向下的键找到ARMATURE CURRENT(电枢电流),按M键进入菜单,输入额定电枢电流,按E键退出;按向下的键找到FIELD CURRENT(励磁电流),按M 键进入菜单,输入额定励磁电流,按E键退出;找到FLD.CTRL MODE(励磁控制方式),按M键进入菜单,把VOLTAGE CONTROL(电压控制)改成CURRENT CONTROL(电流控制),按E键退出;按向下的键找到SPEED FBK SELECT(速度反馈选择),按M进入菜单,按向上或向下键选择ARM VOLTS(电枢电压反馈)、ANALOG TACH(测速反馈)或ENCODER(编码反馈),选择反馈方式是根据所选的配件板及实际电机使用的反馈方式,然后按E退出;按向上键找到CONFIGURE ENABLE(组态有效),按M键进入,把ENABLE (允许)改成DISABLE(不允许),此时面板不再闪烁。
按E一直退到底。
参数保存:按M键直到出现DIAGNOSTS(诊断)后,按向上的键找到PARAMETER SAVE,按M进入,然后按向上的键,参数自动保存。
按E键一直退到底。
*自动调节步骤(此过程一定不能少):手动去掉电机的励磁,为电机做一次自动调节,夹紧电机的轴,然后在CURRENT LOOP(电流环)中,找到AUTOTUNE菜单,将OFF改为ON,然后在10秒内启动调速器,调速器的RUN灯将闪烁,在这个过程中请不要给停止,完成自动调节后调速器会自动释放接触器线圈,然后保存参数。
欧陆590直流调速器参数快速设置说明

欧陆590直流调速器参数快速设置说明之吉白夕凡创作590P的参数快速设置:通电后按M键直到出现DIAGNOSTS(诊断)后按向上的键,找到CONFIGURE DRIVE(配置调速器),按M键进入菜单,找到CONFIGURE ENABLE(组态有效),按M键进入菜单,将DISBALE (不允许)改成ENABLE(允许),此时面板灯闪烁,按E键退出;按向下的键,找到NOM MOTOR VOLTS(电枢电压),按M键进入菜单,输入额外电枢电压,按E键退出;按向下的键找到ARMATURE CURRENT(电枢电流),按M键进入菜单,输入额外电枢电流,按E 键退出;按向下的键找到FIELD CURRENT(励磁电流),按M键进入菜单,输入额外励磁电流,按E键退出;找到FLD.CTRL MODE (励磁控制方法),按M键进入菜单,把VOLTAGE CONTROL(电压控制)改成CURRENT CONTROL(电流控制),按E键退出;按向下的键找到SPEED FBK SELECT(速度反应选择),按M进入菜单,按向上或向下键选择ARM VOLTS(电枢电压反应)、ANALOG TACH (测速反应)或ENCODER(编码反应),选择反应方法是按照所选的配件板及实际电机使用的反应方法,然后按E退出;按向上键找到CONFIGURE ENABLE(组态有效),按M键进入,把ENABLE(允许)改成DISABLE(不允许),此时面板不再闪烁.按E一直退到底.参数保管:按M键直到出现DIAGNOSTS(诊断)后,按向上的键找到PARAMETER SAVE,按M进入,然后按向上的键,参数自动保管.按E键一直退到底.*自动调节步调(此过程一定不克不及少):手动去掉电机的励磁,为电机做一次自动调节,夹紧电机的轴,然后在CURRENT LOOP(电流环)中,找到AUTOTUNE菜单,将OFF改成ON,然后在10秒内启动调速器,调速器的RUN灯将闪烁,在这个过程中请不要给停止,完成自动调节后调速器会自动释放接触器线圈,然后保管参数.接好电机的励磁,启动调速器.调试注意事项:调试过程中要注意电源不克不及有短路或缺相,调速器的控制端子为直流低压,一定要注意不克不及让高压进入,设好参数启动后,丈量励磁电压是否正确,然后再升降速.在升速的过程中注册不雅测电机的励磁电压和电枢电压是否正常.调速器参数复位:按住面板上面的上下键,然后送上控制电源,参数会自动复位.590C直流调速器参数快速设置说明开机后按M键出现DIAGNOSTIS后按向下键找到SET UP PARAMETERS(设定参数),按M键进入菜单,按向下键找到FIELD CONTROL(励磁控制),按M键进入,找到FLD.CTRL MODE(励磁控制方法),按M键进入菜单,把VOLTAGE CONTROL(电压控制)改成CURRENT CONTROL(电流控制),按两次E键退出;按向下键找到SPEED LOOP(速度环),按M键进入,按向下键找到SPEED FBKSELECT(速度反应选择),按M键进入菜单,按向上或向下键选择ARM VOLTS(电枢电压反应)、ANALOG TACH(测速反应)或ENCODER(编码反应),选择反应方法是按照所选的配件板及实际电机使用的反应方法;按E键退出.参数保管:按M键直到出现DIAGNOSTS(诊断)后,按向上的键找到PARAMETER SAVE,按M进入,然后按向上的键,参数自动保管.按E键一直退到底.*自动调节步调(此过程一定不克不及少):手动去掉电机的励磁,为电机做一次自动调节,夹紧电机的轴,然后在CURRENT LOOP(电流环)中,找到AUTOTUNE菜单,将OFF改成ON,然后在10秒内启动调速器,调速器的RUN灯将闪烁,在这个过程中请不要给停止,完成自动调节后调速器会自动释放接触器线圈,然后保管参数.接好电机的励磁,启动调速器.调试注意事项:调试过程中要注意电源不克不及有短路或缺相,调速器的控制端子为直流低压,一定要注意不克不及让高压进入,设好参数启动后,丈量励磁电压是否正确,然后再升降速.在升速过程中注意不雅测电机的励磁电压和电枢电压是否正常.590C面板电枢电流,励磁电流,电枢电压设定在面板上有六个小电位器,从左到右依次为:第一个为电枢电流百位,第二个为电枢电流十位,第三个为电枢电流个位,第四个为励磁电流十位,第五个为励磁电流个位,第六个为励磁电流小数点位.电枢电压设定表VA Swich 开关 Armature Volts Va(Volts)(电枢电压Va(伏)) 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500 5251 1 0 1 0 1 0 1 0 1 0 1 0 1 0 1 02 1 1 0 0 1 1 0 0 1 1 0 0 1 1 0 03 1 1 1 1 0 0 0 0 1 1 1 1 0 0 0 04 1 1 1 1 1 1 1 1 0 0 0 0 0 0 0 0例:有一电机的名牌参数为电枢电压440V;电枢电流329A;励磁电压180V;励磁电流12.5A;额外转速1500转/分;所带直流测速电机参数为2000转/110伏.那六只拨盘电位器的数值从左至右应辨别设置为:3、2、9、1、2、5;四只拨动小开关从上至下应辨别设置为:0、0、1、0或1、1、0、0;将装置在面板左下方测速板上的交、直流反应选择开关打在直流DC反应位置;直流反应值约为110÷2000×1500=82.5伏,于是要将反应量的百位开关(0或100)打在0位置,将下面的十位拨动开关打在8位置(代表80),将上面的个位拨动开关打在3位置(代表3).2.调速器首次通电时,在将四个操纵键(↑键、↓键、E键、M 键)都按下的情况下,给调速器送控制电源(使调速器的所有参数都恢复到出厂缺损值),此时,调速器液晶屏上行显示:DIGITAL DC DRIVE;下行显示:MENU LEVEL.3.按一下M键,此时,液晶屏上行显示:MENU LEVEL;下行显示DIAGNOSTICS(诊断).按一下↓键,液晶屏下行显示变成SETUPPARAMETERS(设定参数),按一下M键(进入下一级子菜单),液晶屏上行显示:SETUP PARAMETERS,(原来在液晶屏下行显示的内容到了液晶屏的上行,液晶屏下行显示:RAMPS;按数下↓键,直至液晶屏下行显示:FIELD CONTROL(磁场控制).按一下M键(进入磁场控制参数),液晶屏上行显示:FIELD CONTROL;下行显示:FIELD ENABLE(磁场使能).按一下↓键,下行显示:FLD CTRL MODE IS(磁场控制模式选择).按一下M键,液晶屏上行显示:FLD CTRL MODE IS;下行显示:VOLTAGE CONTROL(暗示励磁为电压控制).按一下↑键,液晶屏下行显示变成CORRENT CONTROL(将励磁改成电流控制,在实时控制中,一般都将磁场控制选择为电流控制,上列中,既将磁场电流控制在12.5A).按一下E 键(回到上一级菜单),使液晶屏上行显示:FIELD CONTROL;下行显示:FLD CTRL MODE IS.按一下↓键,使液晶屏下行显示:FLD VOLTAGE VARS(磁场电压变量值),再按二下M键,液晶屏上行显示:RATIO OUT/IN;下行显示:90%.如磁场以电压方法控制,改动此百分比值,既可改动磁场电压输出,在上列中,此值应设置在180÷380×100%=47.4%.按E键,使液晶屏上行显示:SETUP PARAMETERS,下行显示:FIELD CONTROL.按数下↓键,使液晶屏下行显示:CURRENT LOOP(电流环).按一下M键(进入电流环参数),此时,液晶屏上行显示:CURRENT LOOP;下行显示:CUR.LIMIT/SCALER(主回路电流定标),按数下↓键,直至液晶屏下行显示:REGEN MODE(再生方法).按一下M键,液晶屏上行显示:REGEN MODE;下行显示:ENABLED;此时可按照选用的调速器情况选择再生方法,如调速器为可逆的590C直流调速器,再生方法应选择ENABLED(电机任务在四象限运行);如调速器为不成逆的591C直流调速器,再生方法应选择DISABLED(电机任务在二象限运行).按E键,使液晶屏上行显示:CURRENT LOOP;下行显示:REGEN MODE.按数下↑键,直至液晶屏上行显示:CURRENT LOOP;下行显示:AUTOTUNE.合上主回路开关,按一下M键,液晶屏上行显示:AUTOTUNE;下行显示:OFF;按一下↑键,使液晶屏下行显示:ON(准备做电流环自整定);做自整定是在AUTOTUNE为ON的条件下,按正常运行步调启动调速器,但此时由于是在自整定状态,调速器封闭磁场输出,所以电机不运转或慢速运转,如电机转速超出电机额外转速的20%,自整定将会失败,此时应用东西夹住电机的轴承,使其堵转,调速器自整定时,六个指示灯中的第二个指示灯在闪烁,其余五个指示灯全亮,由于磁场封闭,所以此时主回路电流较大,交流电抗器会收回流过大电流的响声.自整定一般做3次,3次所得的比例增益(PROP GAIN)、积分增益(INT GAIN)和电流断续点(DISCONTINOUS)数值不该相差很大,如数值相差很大,应查找原因,或与我司联系,3次自整定做好后,取一组中间值既可.4.此时可将整定好的参数保管一下.保管参数的办法如下:按几下E键,直至液晶屏上行显示:MENU LEVEL;下行显示:SETUP PARAMETERS.按数下↓键,直至液晶屏下行显示:PARAMETER SAVE(参数呵护);按一下M键,液晶屏上行显示:PARAMETER SAVE;下行显示:UP TO ACRION.按一下↑键,液晶屏下行显示:SAVING,几秒钟后,变成FINISHED显示,参数存储结束.5.粗调完成后,要对调速器进行细调,既对调速器的输出进行校准.校准参数也是在设定参数的菜单内.按E键,直至液晶屏上行显示:DIGITAL DCDRIVE;下行显示:MENU LEVEL.按一下M键,液晶屏上行显示:MENU LEVEL;下行显示DIAGNOSTICS.按一下↓键,液晶屏下行显示变成SETUP PARAMETERS,按一下M键,液晶屏上行显示:SETUP PARAMETERS,下行显示:RAMPS;按数下↓键,直至液晶屏下行显示:CALIBRATION(校准).按一下M键,液晶屏上行显示:CALIBRATION;下行显示:ARMATUREV CAL(电枢电压校准),再按一下M键,液晶屏上行显示:ARMATUREV CAL;下行显示:1.0000(校准值);此时可启动电机运行,并用万用表监测电枢电压,将设定值调到最大,待电机转速到达设定值后,用↑键和↓键调整修整值,将电枢电压输出调整到电机名牌额外电压值;再用万用表丈量测速发电机的实际反应电压值和极性.停止电机运行,待主回路接触器跳开后,将测速小板子上的测速反应校正到实际的反应电压值,如测速反应极性不合错误,将两根测速线对换一下即可.再将反应模式由电枢电压反应切换到测速发电机反应.操纵办法如下:按E键,直至液晶屏上行显示:SETUP PARAMETERS,下行显示:CALIBRATION.按3下↓键,直至液晶屏下行显示:SPEED LOOP.按一下M键,液晶屏上行显示:SPEED LOOP(速度环);下行显示:PROP GAIN(速度环比例增益).按4下↓键,直至液晶屏下行显示:SPEED FBK SELECT(速度反应选择);按一下M键,液晶屏上行显示:SPEED FBK SELECT;下行显示:ARM VOLTS FBK(电枢电压反应).按一下↑键,将下行显示由ARM VOLTS FBK改成ANALOGTACH(模拟测速反应),然后进行模拟测速反应校准.按E键,直至液晶屏上行显示:SETUP PARAMETERS;下行显示:SPEED LOOP.按3下↑键,液晶屏下行显示:CALIBRATION.按一下M键,液晶屏上行显示:CALIBRATION;下行显示:ARMATURE V CAL;按4下↓键,直至液晶屏下行显示:ANALOG TACH CAL(模拟测速校准).按一下M键,液晶屏上行显示:ANALOG TACH CAL;下行显示:1.0000(校准值).此时再启动电机运行,并用万用表监测电枢电压,将设定值调到最大,待电机转速到达设定值后,用↑键和↓键调整修整值,将电枢电压输出调整到电机名牌额外电压值即可.待电枢电压输出和电机转速都校准好后,再将参数保管一次.综上所述,SSD590C直流调速器的简单调试一般有以下一些方面:硬件上要设置电枢电流、电枢电压、励磁电流、交流或直流反应,反应电压的设定值.软件上要设置的在磁场控制(FIELD CONTROL)中有:<1> 磁场控制模式(FLD CTRL MODE IS);<2> 磁场电压变量值(FLD VOLTAGE VARS).在电流环中有:<1>再生方法(REGEN MODE);<2>做电流环参数自整定(AUTOTUNE).在速度环中有速度反应选择(SPEED FBK SELECT).在校准参数中有:<1> 电枢电压校准(ARMATURE V CAL);<2> 模拟测速校准(ANALOG TACH CAL)除以上必须调整的参数外,在斜率(RAMPS)参数中,可调节电机的升速时间(RAMP ACCEL TIME)和降速时间(RAMP DECEL TIME).如电机的速度不稳,可调节速度环(SPEED LOOP)中的比例增益(PROP GAIN)和积分时间常数(INT TIME CONST),以使电机稳定运行.。
欧陆591直流调速器在挤出机上的应用
欧陆591直流调速器在挤出机上的应用1、控制方案:挤出成型工艺是聚合物加工领域中生产品种最多、变化最多、生产率高、适应性强、用途广泛、产量所占比重最大的成型加工方法。
挤出成型是使高聚物的熔体(或粘性流体)在挤出机螺杆的挤压作用下通过一定形状的口模成型,制品为具有恒定断面形状的连续型材。
挤出成型工艺适合于所有的高分子材料。
几乎能成型所有的热塑性塑料,也可用于热固性塑料,但仅限于酚醛等少数几种热固性塑料。
塑料挤出的制品有管材、板材、棒材、片材、薄膜、单丝、线缆包覆层、各种异型材以及塑料与其它材料的复合物等。
随着挤出工艺对挤出机性能要求的提高和驱动技术的进步,挤出机的驱动系统发生了许多变化,传统的交流电机定速驱动、整流子电机变速驱动及交流电机齿轮箱有级变速驱动在国内外现代挤出机中已被淘汰,取而代之的是直流电机无级变速驱动。
直流电机在低速时具有良好的扭矩性能,调速范围广。
国内直流电机在欧陆(直流调速器)技术的支持下已达到国际一流水平,已在各种冷喂料挤出机上得到广泛应用。
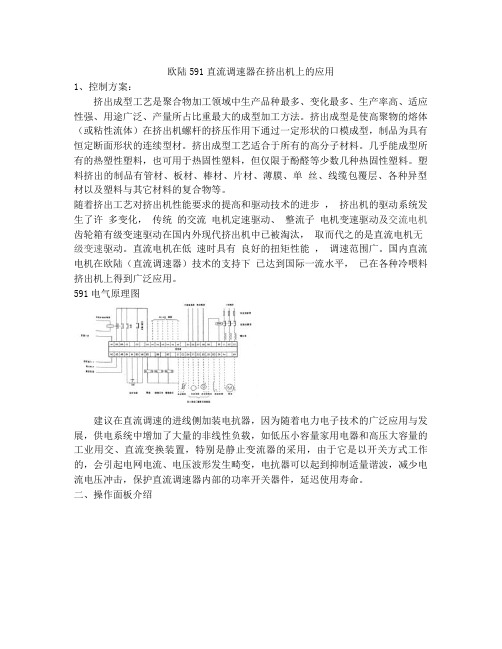
591电气原理图建议在直流调速的进线侧加装电抗器,因为随着电力电子技术的广泛应用与发展,供电系统中增加了大量的非线性负载,如低压小容量家用电器和高压大容量的工业用交、直流变换装置,特别是静止变流器的采用,由于它是以开关方式工作的,会引起电网电流、电压波形发生畸变,电抗器可以起到抑制适量谐波,减少电流电压冲击,保护直流调速器内部的功率开关器件,延迟使用寿命。
二、操作面板介绍三、参数设定需要更具直流电机上的铭牌进行参数进行设定,部分参数设定:1、电枢电压2、电枢电流3、励磁电流4、励磁控制方式5、选择则反馈方式(可以选择速度反馈/电枢电压反馈/编码器反馈,速度反馈需要在直流电机上加速度发电机,编码器反馈需要在直流电机上加编码器,还是在直流调速器上加编码器反馈板)根据需要设定快速参数设定(仅供参考)开机后按M键出现DIAGNOSTIS后按向下键找到SET UP PARAMETERS(设定参数),按M键进入菜单,按向下键找到FIELD CONTROL(励磁控制),按M键进入,找到FLD.CTRL MODE(励磁控制方式),按M键进入菜单,把VOLTAGE CONTROL(电压控制)改成CURRENT CONTROL(电流控制),按两次E 键退出;按向下键找到SPEED LOOP(速度环),按M键进入,按向下键找到SPEED FBK SELECT(速度反馈选择),按M键进入菜单,按向上或向下键选择ARM VOLTS(电枢电压反馈)、ANALOG TACH(测速反馈)或ENCODER(编码反馈),选择反馈方式是根据所选的配件板及实际电机使用的反馈方式;按E键退出。
欧陆直流调速器590应用基础
《欧陆直流调速器590应用基础》作者:waley,2008-3-4 19:05:40 发表于:《直流调速器》共有14人回复,4439次点击加为好友590应用基础一、各控制端子功能注释。
图1图1 端子功能1、模拟端子A1 零伏电位,与B1、C1同电位,与地线隔离。
A2 模拟输入1。
默认功能为速度输入,可组态成不同的输入功能。
A3 模拟输入2。
默认功能为辅助速度或电流输入,在默认功能下,由C8来切换其输入功能。
C8低态时为速度输入量,C8高态时为电流量(电流控制方式)。
不可组态其功能。
A4 模拟输入3。
默认功能为斜坡速度输入,通过斜坡功能可以改变速度的加减速率,可以组态成不同输入功能。
比如:A2、A4的功能可以通过内部组态,把两者的功能交换过来,或者,变为其它的输入功能。
A5 模拟输入4。
默认功能为辅助(负)电流箝位,默认功能下由C6确定其是否使用。
C6为低态时不使用此功能,C6为高态时使用其功能来对负电流进行箝位。
可以组态成功能其他的功能输入。
A6 模拟输入5。
默认功能为主电流箝位或辅助(正)电流箝位,默认功能下由C6切换其输入功能,C6为低态时为主电流箝位,同时作用于正负电流的箝位。
可以组态成不同的功能输入。
比如:A2、A4、A5、A6的功能都可以通过内部组态相互转换或改变功能。
A7 模拟输出1。
默认功能为速度反馈输出,可以组态成不同的功能量输出。
A8 模拟输出2。
默认功能为速度给定输出,可以组态成不同的功能量输出。
A9 模拟输出3。
默认功能为电流反馈输出,不可以组态成其他的功能。
注:每一个模拟输入输出口(除A9外)在内部都作为一个功能块来使用。
通过功能块的参数设置可以改变其输入或输出量的值,也就是说可以对其输入或输出值进行进一步的运算。
比如:A2 (图2)包括有五个参数:CALIBRATION——校准,用来对A2输入量校准,也就是比率运算,输入值乘以此校准值等于实际输出值;MAX VALUE——最大值,A2输入量经过A2功能块运运算后的最大输出值;MIN VALUE——最小值,A2输入量经过A2功能块运算后的最小输出值。
直流调速器讲义

点动控制——在根据点动速度1参数所确定的速度 下来运行电机。当放开此按键时,调速器将返回至 “已停止”状态。只在调速器“已停止”并且处于本 地模式下时使用。在远程模式下,该按键无任何作用。
运行控制——在根据本地设定值所确定的速度下来 运行电机。 跳闸复位——对跳闸进行复位,随后按照如上说明来 运行电机。只在调速器处于本地模式下时使用。 停止/复位控制——停止电机。只有当调速器处于 本地模式下时,方可使用该按键。跳闸复位——如果 跳闸不再处于活动状态,则对跳闸进行复位并清除所 显示的信息。
直流电动机的调速公式
直流电动机的调速方式
根据上述公式,直流电动机调速方式有三种:
1、改变电枢回路电阻 2、改变励磁磁通 Φ
(即电枢串阻) (弱磁调速)
3、改变电枢端电压 U
直流调速器就是采用第3种方式进行对电动机调速。
一、直 流 调 速 器 简 介
1、港口应用直流调速器的型号
欧陆 西门子 ABB 590系列 6RA28 DCS500、800等系列
E、程序(参数)设置、控制 F、报警识别和故障指示 G、人机接口的键盘和显示 H、发光二极管诊断 此外,主板还接收处理各种输入信号(模拟量、数字量 )、完成各种电压闭环、速度闭环等控制;另外,设置的电 流环具有自适应功能,这可使负载变化较大时,系统也能获 得平稳的速度响应。
主板实物图 590P15A
下面是调速器几个主要基本参数设置的操作方法。基本参数 包括:电枢电压、电枢电流、励磁电流等。
四、故障判断
直流调速器经常发生故障的部位一般为: 1、电源部分 由于输入电源过高导致电源部分的元件烧坏,损坏的元件多为保险管、压 敏电阻、滤波电容、开关功率管等。 2、功率模块 电动机过载、电源电压过高、触发脉冲异常、调速器工作时间长温度过 高等现象均可造成晶闸管模块烧毁。更换晶闸管要注意性能参数跟原来一致。 3、负载开路 主电路负载开路,会造成直流调速器报警跳闸,故障显示为电枢过压。 此时需检查主电路的输出部分特别是电动机是否开路。注意:在检修直流调速 器试机时,不可断开负载部分,否则调速器不能正常工作。 4、励磁故障 当电动机的并联磁场开路后,调速器发出报警信息:励磁失败,并跳闸 保护。此时需检查电机的磁场线圈是否正常。有些电动机磁场采用串联与并联 来激励,当并联磁场异常而电机的转速过高时,也会造成调速器跳闸保护。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
把 30V三相交流电连接到 u 、 L 8 『 3端子 , 2、 在 主 回路上安装快 速熔 断器和交 流接触器用 以保护调
速 器 。 电机 的 电枢 端 子 连 接 到 A +与 A 一, 电缆 截
面积的计算应有一定 的余量 , 距离不能太长 , 励磁连 接到 D 3与 D 4端 。主 机接触 器 的线 圈连 接到 3与
50 9 P系列直流调 速器是 双螺 杆挤 压造粒 机 主 机调速 中的主要设备 , 它是模块化设计 , 模块结构合 理, 安装 空间小 , 更换 维 护都非 常简 单。5 0 9 P系列 的控制核心采 用 3 2位微处理器 组成的单 片机 。运 算 速度非常高 , 完全能够满足 电机模型的复杂算法 , 满 足 IB G T快 速打 开关断 的要求 , 能够 获得非 常完 美 的控制 波形。5 0 9 P系列 直流调 速器 内部使 用双 闭环机构 , 即电流环和速度环 , 每一个控制环 的参数
图, 主要 由简体 系统 、 喂料 系统 、 传动 系统和简 体加 热冷却系统组 成。它的简体是 积木式 的 , 根据 生产
物料要求的不 同而可长可 短 , 1 图 所示 的是八 节筒
电流 , 两者的方框 图如 图 2所 示。 图中 , 速度反馈 信 号 由测速发 电机 T G取出 , 到速度 调节 器 A 的输 加
第 9期
曾 正等.9 P系列直流调速器在双螺杆挤压造粒机主机调速 中的应用 50
‘1 3・ 3
出, A 的输 出信 号 与
混合后 , 入 电流调节 器 送
<0V , F输 出 负 压 , 动 机 反 转 。 据 : 电 根
U, i= 2. 4U。: S O 3 C t O
曾 正 , 燕燕 师
( 天华 化 工 机 械及 自动 化 研 究 设 计 院 , 兰州 7 06 ) 30 0
摘 要 : 基 于 直 流 电机 作 为 双螺 杆 挤 压 造 粒 机 主拖 动 系统 的 特 性 要 求 , 细介 绍 了欧 陆 5 0 系列 直 流 调 速 详 9P
器的基 本原理 、 主要 功能 , 以 50 并 9 P系列直 流调速 器为例 详尽 阐述 了它的使 用 方法 以及 内部参 数 的设定 等。
1 前
言
计算来控 制温 度 的恒 定 。挤 出机 头部 有压 力 的检
测, 压力的最大值不得高 于 1 P 。挤 出机 的 中部 0M a 有真空泵 、 真空阀 、 油泵 、 水泵 , 后部有 主电机 、 喂料 电机 , 电接点油压表和水 压表 。电气 控制系统 主要 包括各种电机的电气拖动控制和简体温度控制两大
表 1 直 流电机 铭牌 主要参 数
序 号 l
2
名 称 额 定 功率
电枢 电流
参 数值 1O k 1 W
2 6A 7
B 6为输 出 的信 号 是 调 速 器 正 常 运 转 , 7为 输 B
出的信号是凋速器零 速 , 这三 个状态 信号 可以实现
与 P C的简单通讯 , L 表明调速 器的运转状态 。
挤压造粒机是广泛应用在橡塑机械行业 的重要
设备 , 直流电机 由于具有调速范围宽广 、 调速特性 平 滑、 过载能力较强 、 启动转矩大 、 运行稳定等优点 , 因 而被广泛地应用到挤压造粒 机主拖 动系统 中。直 流 调速器作 为控制直 流电机运行 的关键设 备 , 使其在 挤压造粒机控制 系统中发挥了核心控制作用。
入端 , 组成外环 , 电流反馈信号 由 电流互感器 T A取
体 。每节简体外 面包 着一个加 热器 , 体里面有 水 筒 道来降低筒体温度 , 的流动 由电磁 阀控制 , 有七 水 共
个 电磁阀。每两节筒 体形成 一个 回路 , 通过 PD的 I
收 稿 日期 :000 —9 修 改 稿 ) 2 1 -81 (
故障。当操作员在触摸 屏上增 加螺杆转 速时 , 转速 通 过 P C的模拟量输 出端 口转换成 0~ OV的信号 L 1
加在 A 4输 入 端 , 据 加 在 A 根 4输 入 端 的 电 压 , +、 A
合, 控制主回路上 电 , 调速 器进入调 速状态 , 等待调 速信号 , 同时 K 2 K 3指示无 闭合 , C 、C 表示 调速器 无
44 为 主 接 触 器 线 圈 N, 为 火 线 , 压 为 交 流 , 3 电
2 0 V。 2
图 2 系 统 控 制 原 理
42 速 度 回路 .
A 1与 A 4端加 0~1 0V的直流 电压 , 0V代表 电
4 50 9 P调 速 器 原 理 图设 计
机零转速 ,0V代表 电机额定转速 , 整 A 1 调 4的电压
A一 出相应 的电枢 电压 , 输 电机就 可 以按 要求 的转 速旋转起来 。控制逻 辑如 图 4所示 。
/ 2 C4 , 2 C4 l l
一
…
一
一
、
图 3 50 9 P调 速 器 的 具 体接 线 图
油 泵 启 动按 钮 (_ 动) 1扁
=
停 止1
匝 面
—
厮 卜_ 里 至 _— 一 - ——L ——
励 磁 磁 场
在励磁控制 中有 两种反馈 的控制 方法 : 一是 电 压反馈控制 ; 二是 电流反馈 控制 。电压反 馈是通 过 测量励磁端 电压作 为控 制励磁 端 电压 的反馈量 , 通 过它 能恒压励磁端 电压 , 但不能恒 电流 , 因此不能恒
第 9期
曾 正等.9 P系列直流调速器在双螺杆挤压造粒机 主机调速 中的应用 50
n = U/C 一T R/C C。
式中 : —— 电机转速 ; n —— 加在 电枢 回路上 的电 压 ;—— 电动机电枢 电路 的总 电阻 ; —— 电动机 磁通 ; C—— 电动势常数 ; C—— 转矩常数。 此公式是调速器 的理 论基础 , 也是直 流电动机 的调 速公式 , 改变加在电动机 电枢 回路 的电阻 R、 外
正常平稳运转是双螺杆挤 出机机械部分正 常运转的 保证 。如图 1 所示为 同向双螺杆挤 出机 的简单 示意
摸屏 给定速 度 , P C进行 数 据处 理后 给定 0 ~ 由 L
l 0V的电压信号到直流调速装 置的 端来 调节 电
机的输 出转速 。 9 P 5 0 装置采用双闭环系统进行直流 调速 , 即速度环和电流环 , 分别调节调速器 的速度和
・1 5・ 3
5 2 弱 磁 控 制 方 式 .
为保证 良好 的控 制精 度和 机械特 性 , 多数 应用 都是 使 用电流控制方 式 , 电压控制 方式 不推荐使 用 。欧 陆 50 9 P驱 动器应用很方便 , 两者 的转换不用改变外 部 的任何线路 , 只需改 内部参数就可 以。
技 改 与 创 新
化 自 化 仪 ,0 ,7 )3~3 工 动 及 表 20 39:2 1 1 ( 1 6
Co r la n tu nt n Ch mia nd sr nto nd I sr me si e c lI u ty
50 9 P系列 直流 调 速器 在 双 螺杆 挤压 造粒 机 主 机 调 速 中 的应 用
加电压 及磁 通 中的任何一个参数 , 就可 以改变
电 动 机 的机 械 特 性 , 而对 电 动 机 进 行 调 速 。 图 2 从 如 所示 连续 不 断 地 改 变 施加 在 电动 机 两 端 的供 电 电压
可以改变直流电机的转 速。 在这套 系统中通过触
备 。主要 由机械部分和 电气部分组 成 , 电气部 分 的
4 6 控 制 逻 辑 .
4 1 主 回路 .
・
1 4・ 3
化 工
自 动 化 及 仪 表
第3 7卷
调速 器 的控制 逻辑 、 保护 、 动停 止 都是通 过 启
P C完成 的, P C的输 出节点使 K 1 L 当 L C 6闭合时 , 调 速器启动 , 当调速器 内外 部没有故 障时 , M 自动闭 K
完全独立 , 速度环可 以选 择外部 的速度反馈 或 内部 电压反馈 , 电流环使用 内部 电流传感器 反馈。能够 满足各种现场总线的要求 , 缝连接 到各种 D S系 无 C
统, I O点可 自定义 , 输入电压为 30~ 9 8 60V的宽泛 电压 , 出电压通常为直流 4 0V。 输 4 2 双螺杆挤压造粒机概述 同向双螺杆挤出机是塑料加工行业中的重要设
50 9 P系列 内部参数设定 系统具有全面详尽 的控 制参数调整 菜单 以满足各种直流电机拖动 系统的调控要求。
关键词 : 50 9 P系列直流调速 器; 压造粒机 ; 挤 闭环控制 ; 参数设 定
中 图分 类 号 : Q 5 文 献标 识 码 :B 文 章 编 号 : 0033 (0 0 0 -12 5 T0 10 .9 2 2 1 )90 3 - 0
4 5 其他 信 号 .
3 4
5 6
额 定转 速 励 磁 电压
电枢 电压 励 磁 电流
l o mn or i
T 1与 T 2连接电机的测 温元件 , H H 当电机不能 测温度 时必 须短接 。L与 N是控 制板 的电源 , 电压 2 0V 7与 A 是模拟量输 出端子 , 以 自定义输 2 。A 8 可 出的变量 , 现重要模拟量 的监控 。 实
就 能 改 变 电 机 的 转 速 。 测速 发 电机 的实 测 转 速 连 接
双 螺 杆 挤 出 机 调速 系统 中 主 电机 调 速 通 常 选 用
直流调速器 , 他调 速 电机 选用 交流 变频 器。表 1 其
是其 中一种 S J 2双螺杆 挤 出机调 速系 统选用 的 H- 9
电 机 ( A 8 —1 和 直 流 调 速 器 ( 9 P0 8 /0 / Z 202 ) 5 1/ 3 0 50