基于工业以太网传输的胶带运输集中控制系统
长距离多驱动带式输送机控制系统设计

长距离多驱动带式输送机控制系统设计【摘要】近年来超长距离带式输送机的设计和应用越来越多,由于距离的增加和地形的变化,使输送机的驱动方式有着多种多样的变化,其中多点驱动的输送机越来越常见,本文以大唐锡林浩特矿业公司东二号露天煤矿二期工程剥离系统B1106带式输送机为例进行说明。
【关键词】变频器;PLC;PROFIBUS-DP;PROFINET一、设备概述B1106带式输送机属二期工程的剥离带式输送机,水平机长1228m,由5台1800kw电机驱动;其中头部1#电机和头部2#电机为同轴驱动电机,头部3#电机和头部4#电机为同轴驱动电机,尾部为单驱动电机。
二、控制系统硬件根据配电方案,其机头机尾分别设移动变电站为头部驱动电机和尾部驱动电机配电,根据驱动方案设计,头尾驱动电机均采用西门子罗宾康型变频器,控制器需提供PROFINET和Profibus-DP主站通信接口。
三、网络通信头部S7-300控制器通过PROFIBUS-DP网络控制输送机头部的4台驱动电机,尾部S7-300控制器通过PROFIBUS-DP网络控制尾部的1台驱动电机。
头部和尾部的控制器通过PROFINET光纤网络互相通信。
控制网络系统图见插图。
1、PROFIBUS-DP(以下简称DP)驱动控制系统采用了DP和ProfiNET相结合的控制网络;DP作为高效的工业通信协议,DP通信协议只用到了OSI模型的第一层、第二层和第七层,通过协议模型的简化,提高了数据传输效率,这样的改进符合自动化实时性高的特点,DP可以组成庞大的控制网络,其每个网段可有127个节点,根据介质和距离不同,其传输速率可达9.6k/s~12M/s。
DP 主要采用了RS-485传输技术,作为常用的串行通信协议,其使用双绞线作为传输介质,这样的传输设备结构简单,成本低廉;此外RS485的二线差分平衡传输方式具有的另一优点是抗干扰性很强。
2、PROFINET PROFINET是1999年PI开始开发的工业以太网技术,其在通信速率、数据传输量等方面都远远超过DP,而且网络拓扑形式也多种多样,此外PROFINET的IRT技术使循环周期达到250μs,这也是DP不能达到的。
基于PLC实现的连锁功能在胶带运输机控制系统中的设计及应用

基于PLC实现的连锁功能在胶带运输机控制系统中的设计及应用【摘要】本文针对基于PLC实现的连锁功能在胶带运输机控制系统中的设计及应用进行了深入研究。
在对胶带运输机控制系统及PLC技术应用进行了概述。
在分析了胶带运输机控制系统设计要求,连锁功能在系统中的作用,以及PLC实现连锁功能的原理和设计方案。
同时探讨了连锁功能在胶带运输机控制系统中的应用情况。
在总结了基于PLC实现的连锁功能在胶带运输机控制系统中的优势,并展望了未来发展方向。
通过本研究,可以有效提高胶带运输机的控制效率和安全性,为工业生产提供更加可靠的技朧支持。
【关键词】胶带运输机,PLC技术,连锁功能,控制系统设计,原理,设计方案,优势,未来发展方向1. 引言1.1 胶带运输机控制系统概述胶带运输机控制系统是一种用于自动化生产线中物料输送的设备,通常由多个传动器件、电机、传感器和控制器组成。
其工作原理是通过控制系统对输送带的速度、方向和停止进行精确控制,以实现物料的顺畅输送和定位。
胶带运输机控制系统在工业生产中扮演着至关重要的角色,可以提高生产效率、减少人力成本、同时也有助于提高产品质量和生产安全性。
胶带运输机控制系统的主要功能包括控制输送带的启动、停止、速度调节,同时根据物料的需要进行输送方向的控制。
通过PLC技术的应用,可以实现胶带运输机控制系统的智能化和自动化,提高了系统的稳定性和可靠性。
与传统的控制方法相比,基于PLC的胶带运输机控制系统具有更灵活、更高效的特点,能够根据实际生产需求进行灵活调整和升级。
在工业自动化生产中,胶带运输机控制系统已成为不可或缺的重要设备之一。
1.2 PLC技术在工业控制中的应用PLC技术即可编程逻辑控制器,是工业控制领域中常用的自动化控制设备。
PLC技术在工业控制中的应用已经相当广泛,它具有可编程性强、稳定性高、扩展性好等特点,因此在各种工厂生产线中被广泛应用。
PLC技术在工业控制中的应用涵盖了各个领域,比如机械制造、汽车生产、化工工艺、食品加工等。
煤矿皮带机集控系统设计方案

煤矿皮带机集控系统设计方案矿用胶带机远程集控综合保护系统一、胶带输送机远程集控综合保护系统概述为了提高皮带运行的安全可靠性,减少经济损失,满足《煤矿安全规程》要求,我们研制了一套技术先进、工作可靠率高的矿用胶带输送机远程集控综合保护系统。
本系统是根据煤矿井下工作状态,针对矿用皮带机设计的一种高性能低价格的微机远程集控综合保护系统,使电能的损耗和设备无效磨损的损失降至最低。
它以进口PLC作为监控系统的核心主控单元,从根本上提高了系统的工作可靠性与使用寿命。
通过现场编程可适应皮带机的各种运行工况,可实现皮带机打滑、超温、洒水、堆煤、急停、跑偏、撕裂、烟雾、力、电机电流、电机等基本保护。
同时数字显示皮带机的带速,每台电机的电流、每台电机的温度,并以语音方式实时报出。
该系统同时配有总线接口,通过485通讯协议可以方便的与上位机或其他皮带机之间实现数据通信,以实现多台皮带机的集中控制并能和全矿井监控系统联网运行。
二、系统结构框图:三、系统实现的功能1、具有一般起停、软控起停、下运起停等多种起停方式和自动紧等控制功能。
更能根据客户的不同工艺要求通过系统程序的设定来实现不同的起停方式。
2、具有跑偏保护、速度检测,纵向撕裂保护、打滑和超速保护。
沿线急停闭锁和故障位置检测、堆煤检测、动力设备温度检测、驱动滚筒的表面温度检测、烟雾检测、自动洒水灭火、电机电流和开关故障检测、胶带紧力检测、连续煤仓煤位检测等检测保护功能。
3、具有胶带各电机开关量状态显示,速度、煤位、温度等模拟量显示功能。
4、具有对二级跑偏、闭锁、纵撕、超温、打滑、烟雾、堆煤、洒水、电机故障等故障信号的显示和报警功能;5、保护功能当皮带撕裂时,系统立即切断电机电源,使皮带机停机。
同时在皮带沿线用电铃报警,在地面监控站显示撕裂曲线并发出报警信号。
6、显示功能通过线缆将信号传至地面监控站,显示撕裂曲线,显示事件发生的时间,显示裂缝状态。
7、打印功能打印显示器发生事件时的一切容。
智能化皮带集控系统在里彦矿的改造设计应用
智能化皮带集控系统在里彦矿的改造设计应用摘要:随着计算机控制技术的推广,高效的自动化煤炭运输技术和设备的不断发展和提高,具有智能化、自动化控制的胶带运输系统得到推广运用。
与之相配套的大功率胶带驱动电机及自动控制系统的使用,改善了煤炭运输的生产技术条件,实现减员增效、新旧动能转换。
关键词:皮带集控智能化改造设计新旧动能转换1.建设背景在山东省大力推进新旧动能转换的关键时期,里彦煤矿紧扣集团公司发展思路,牢牢抓住新旧动能转换这一历史机遇,以“双提双降”活动为载体,以建设智慧化煤矿为着力点,坚持高点定位、高效推进,加快智能化建设,对矿井主要皮带运输系统进行设计改造,实现自动化、无人化运行,进一步精简井下生产人员,提高智能化程度。
1.1智能化皮带集控系统设计原理皮带运输集控系统主要用于煤炭运输、设备保护、故障监测等方面,对煤矿皮带煤炭运输物资中的环境参数、设备状态、运行状况、供电情况、工作形式等内容开展实时监测,同时进行集中的控制,最后达到无人值守的运行状态。
在计算机技术、自动化技术、通信技术、工业控制技术等有关技术的基础上,利用传感器对运输系统的核心设备予以保护。
最后,进行人机交互,进行具体的操作,下达命令,完成煤炭的运输,实现系统的自动化集中与实时监测。
在智能化设计改造方面要实现地面调度室IP电话、工区用IP电话和手持电话分别能单独拨号到沿线指定集中控制器及群呼,实现井上井下实时语音通话,无缝语音对讲。
配备便携式煤安型手持终端,在任意无线信号覆盖内皮带巷道,通过手持终端实现配置皮带状态监测及启停控制、视频信息监控、沿线拨号语音通信等功能。
主要煤仓安设物位传感器,并根据高低煤位,实现皮带与给煤机联动开停。
2.皮带集控改造设计关键技术目前里彦矿井下主运输系统8条皮带机,只完成了胶带机的基本的就地保护和少数皮带的集中控制功能,其他皮带和给煤机均未实现集中控制,且各皮带的基本保护以及驱动单元的保护和检测功能不够完善。
井下皮带集控系统运行检修安全技术措施
井下皮带集控系统运行检修安全技术措施一、系统概况恒源煤矿皮带集控系统以地面控制为主、井下为辅的操作方式,配有视频监控及语音广播系统,保障设备的安全运行。
目前,井下皮带集控系统已实现井下9部皮带机、5部煤仓给煤机的远程控制,通过光纤进行数据传输,最终数据上传至地面集控室工控机,完成远程控制及数据显示。
设备包括:二、集控技术要求(一)系统组成1.井下胶带运输视频集中控制采用计算机分布式控制系统,利用1000M工业以太环网作为通信平台,控制系统由地面监控中心,井下防爆兼本安型可编程控制器和系统线缆网络组成。
2.地面控制中心由两台工业控制计算机,语音调度主机、硬盘录像系统等组成。
地面两台计算机采用冗余技术,互为备用。
3.井下防爆兼本安型可编程控制器,采用西门子可编程控制器为核心,分别完成信号采集及控制相关设备任务,并通过1000M工业以太环网与地面监控主站通信,以达到设备单台、设备间连锁集控。
4.系统的控制方式为PLC主控站+人机界面操作屏。
系统主要由控制中心、传输网络和井下控制器等组成。
5.具体包含以下几部分:(1)调度监控屏;(2)皮带控制系统;(3)视频部分;(4)扩音电话系统。
6.控制中心(含监控显示系统):控制中心设置在地面指挥控制中心,通过工作站和工业电视系统、扩音电话联络系统、对皮带及相关设施进行集中控制和监视。
7.现场总线+工业以太网网络结构:利用井下可编程控制器组建的现场总线网络作为井下皮带控制系统的底层网络,实现皮带及相关设备的实时控制及信号采集,利用1000M工业以太环网实现和地面调度指挥中心的控制中心工作站的连接通信,实现远程集中控制。
(二)系统功能系统完成实施后,操作员可在集控室终端上监视控制运输皮带生产过程,完成对运输皮带生产及相关环节的监控任务,实现矿井皮带运输生产系统的综合自动化。
具体功能如下:1.实时运行参数监测。
各监控系统实时采集生产工况参数,可以采用图形、报表的形式显示系统的实时工况及目前产量、仓储等。
基于KJ871煤矿胶带运输监控系统的实际应用研究
智能控制技术今 日 自 动 化2020.2 今日自动化 | 1Intelligent control technologyAutomation Today2020年第2期2020 No.21 胶带机运输系统的现状目前,在传统煤矿井下胶带机的胶带运输系统中,胶带机的操作、维护、检修等工作普遍采用传统的人工操作方式。
传统的人工操作方式存在过程繁琐、劳动强度大、人为因素多、工作时间长、自动化程度低的缺点,已不能适应现代化矿井的管理要求。
另外,这种模式存在用人量较大、高水平高素质人员较少、设备的隐蔽故障难以发现、突发故障难以及时解决等问题。
面临突发故障时,值班人员又不能快速、有效地解决这些故障,从而给煤矿的安全生产造成了一定的损失。
如何避免胶带机老旧设备事故的发生,以及如何快速有效地处理故障是的问题亟需解决。
因此,有必要使胶带机实现自动化控制。
KJ871煤矿胶带运输监控系统针对这一系列的问题提供了一整套的解决方案。
2 K J871煤矿胶带运输监控系统应用研究分析2.1 K J871煤矿胶带运输监控系统工作原理KJ871煤矿胶带运输监控系统是通过工程师站把PLC 控制器、触摸屏、视频、动力柜上的高压智能保护器、声光语音箱、预警打点语音系统、操作台、各类保护传感器等设备的各种数据和信息采集到数据库中,上位机软件平台根据实际需要对采集到的各类数据进行分析处理,把抽象的数据信息以图像、曲线或表格的形式形象地展现出来。
同时,工程师站发出控制指令(如启动/停止、故障复位、参数整定命令等)传送给现场的PLC 控制器、高压智能保护器等设备来执行。
2.2 K J871煤矿胶带运输监控系统组成结构系统采用先进的工业以太网+现场总线+视频的结构模式,根据设备的不同功能,整个系统分为控制层、数据传输层和设备层三层体系结构。
控制层负责采集分析数据并发布控制指令;数据传输层负责转换、传输数据;设备层负责执行工程师站的命令并反馈数据信息,具体设备组成见图1。
井下皮带集控系统运行检修安全技术措施
编号:AQ-JS-06578( 安全技术)单位:_____________________审批:_____________________日期:_____________________WORD文档/ A4打印/ 可编辑井下皮带集控系统运行检修安全技术措施Safety technical measures for operation and maintenance of underground belt centralizedcontrol system井下皮带集控系统运行检修安全技术措施使用备注:技术安全主要是通过对技术和安全本质性的再认识以提高对技术和安全的理解,进而形成更加科学的技术安全观,并在新技术安全观指引下改进安全技术和安全措施,最终达到提高安全性的目的。
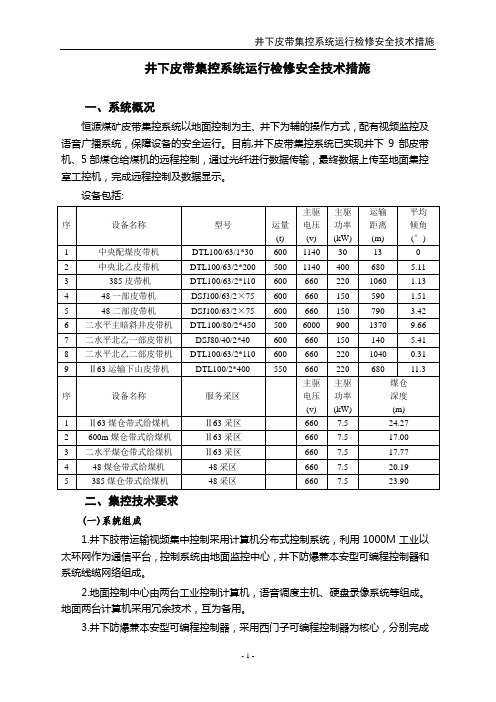
一、系统概况恒源煤矿皮带集控系统以地面控制为主、井下为辅的操作方式,配有视频监控及语音广播系统,保障设备的安全运行。
目前,井下皮带集控系统已实现井下9部皮带机、5部煤仓给煤机的远程控制,通过光纤进行数据传输,最终数据上传至地面集控室工控机,完成远程控制及数据显示。
设备包括:序设备名称型号运量(t)主驱电压(v)主驱功率(kW)运输距离(m)平均倾角(°)1中央配煤皮带机DTL100/63/1*30 600114030132中央北乙皮带机DTL100/63/2*200 50011404006805.113-385皮带机DTL100/63/2*110 60066022010601.13448一部皮带机DSJ100/63/2×75 6006601505901.51548二部皮带机DSJ100/63/2×75 6006601507903.426二水平主暗斜井皮带机DTL100/80/2*450 500600090013709.667二水平北乙一部皮带机DSJ80/40/2*40 6006601501405.418二水平北乙二部皮带机DTL100/63/2*110 60066022010400.319Ⅱ63运输下山皮带机DTL100/2*40055066022068011.3序设备名称服务采区主驱电压(v)主驱功率(kW)煤仓深度(m)1Ⅱ63煤仓带式给煤机Ⅱ63采区6607.524.272-600m煤仓带式给煤机Ⅱ63采区6607.517.003二水平煤仓带式给煤机Ⅱ63采区6607.517.77448煤仓带式给煤机48采区6607.520.195-385煤仓带式给煤机48采区6607.523.90二、集控技术要求(一)系统组成1.井下胶带运输视频集中控制采用计算机分布式控制系统,利用1000M工业以太环网作为通信平台,控制系统由地面监控中心,井下防爆兼本安型可编程控制器和系统线缆网络组成。
西山煤电胶带机控制系统KJ165

03
系统实施方案
本次设计根据西山煤电西铭煤矿有限责任公司西六一、二部主运皮带的分 布情况把集控系统分作一个区域,分别为:西六一部主运皮带、西六二部主运皮 带。
把2条胶带输送机集中在一起控制,即:2条胶带输送机的运行受该区域 煤仓煤位限制,煤仓内煤位达到上限时胶带机根据闭锁关系自动停车;胶带输送 机自身各项保护(如:跑偏、纵撕、速度、温度、烟雾、急停、堆煤等)有异常 动作则皮带机自动停车;胶带输送机的开停可集控也可进行就地控制;设有工作 方式选择开关,可进行地面集控、手动和就地手动等的工作方式选择,在手动方 式下,矿用本安型操作箱可对皮带机进行单机手动起动,集控时按照顺煤流起车 和逆煤流停车的原则,紧急停车和故障复位按钮,有保护/无保护转换开关,在集 控模式下,当系统选择逆煤流起车方式运行时,如有故障产生,从来料点到故障 点之间的设备自动停车,故障点后的设备继续运行;当故障解除后,按起车按钮, 被停止的设备又按逆煤流方式起车。
结合西山煤电西铭煤矿有限责任公司西六一、二部主运皮带生产的实际需要出发,并遵照 “高 起点、高质量、高效率、高效益”的原则,设计安装皮带机集中控制系统。该系统是将世界先 进的自动控制技术、信息技术有机的结合,运用网络技术把生产运输系统作为一个整体,通过 集中控制系统来监控井下皮带机、刮板机,实现对整个系统内设备的遥测、遥控。从而提高运 行管理和维护的水平,降低运行管理成本,减轻工作人员的劳动强度,并为全矿实施安全高效 的现代化管理提供了决策依据。
可编程控制器PLC
PLC采用高性价比的德国西门子 S7系列的PLC, S7系列的PLC是 德国西门子公司生产的可编程序 控制器(PLC)系列产品之一。其 模块化结构、易于实现分布式的 配置以及性价比高、电磁兼容性 强、抗震动冲击性能好,使其在 广泛的工业控制领域中,成为一 种既经济又切合实际的解决方案。 大大地保证了煤矿生产工作的正 常进行。为了便于扩展与维修, 系统I/O点数留有15%的冗余。
煤矿钢丝绳牵引胶带输送机集中控制系统
煤矿钢丝绳牵引胶带输送机集中控制系统朱文军,盛邦清(新汶矿业集团有限责任公司华丰煤矿,山东宁阳271413)摘要针对我国煤矿钢丝绳牵引胶带输送机的实际情况,综合运用本安型PLC、信道集成、语音通讯、视频监控、安全智能广播等自动化控制技术,建立了一个全程操作、调度、监视网络,实现了主运系统的无人值守和矿井应急救援,提高了整个矿井生产效率和现代化管理水平。
关键词钢丝绳牵引胶带输送机远程集中控制无人值守信号集中处理应急救援中图分类号TD63+4.1文献标识码BCoal mine wire rope traction belt conveyer central control systemZhu Wen-jun,Sheng Bang-qingAbstract For China's coal mines actual situation of wire rope traction belt conveyer,the integrated use of intrinsically safe PLC,channel integration,voice communications,video surveillance,security intelligence broadcast,etc,establish a network of a full operation,scheduling,monitoring,to achieve the main transportation system unattended and mine emergency rescue,improve the production efficiency and modern management of the entire mine.Key words wire rope traction belt conveyer remote central control unmanned watching signal centralized process emergency rescue华丰煤矿根据自身特点,结合国内外先进经验,在充分调研的基础上,开发了钢丝绳牵引皮带机集中控制系统,建立一个全程操作、调度、监视网络,实现了系统集中控制、固定和移动语音通讯、视频监控、信道集成和安全智能广播系统的集成。
胶带输送机集中控制系统技术方案

胶带输送机集中控制系统技术方案泰安市一开电气有限公司山东科技大学地址:山东省泰安市大汶口石膏工业园公司网址:电话:传真: E-mail:此控制系统的硬、软件及其它各类设备满足以下标准:✧《煤矿安全规程》(2007年7月1日起施行)✧《煤炭工业矿井设计规范》;✧《煤矿安全装备基本要求》;✧《煤矿监控系统总体设计规范》;✧《煤矿监控系统中心站软件开发规范》;✧《爆炸性环境用防爆电气设备本质安全型电路和电气设备要求》;✧《爆炸性环境用防爆电气设备通用要求》;✧《煤矿通信、检测、控制用电工产品通用技术条件》(MT 209);✧《设备可靠性试验》(GB 5080.1~7);✧《电气设备的抗干扰特性基本测量方法》(GB4859-84);✧《矿井通风安全监测系统装备标准和使用管理规定》;✧《“九五”期间煤炭工业电子信息发展规划纲要》;✧《煤炭调度综合自动化装备技术规范》;✧《监测监控质量标准化实施标准》;系统简介本皮带机控制系统是采用西门子S7系列可编程控制器、触摸屏及工控机组成的稳定可靠的系统,同时通过工业以太网和现场总线技术实现现场各控制分站与控制主站及上位机进行通讯来完成各皮带机的集中控制,实时了解系统各皮带机的工作状态。
每条皮带机设置一台矿用隔爆兼本质安全控制分站(S7-200PLC)和本安操作箱(触摸屏),并可根据实际需要选配矿用本质安全型声光信号语音箱、洒水装置、堆煤、温度、烟雾、撕裂、速度、跑偏、张力、急停等不同的皮带机保护传感器等设备,地面设监控主站(S7-300PLC)和上位机(总控计算机),组成井下皮带机的综合保护监控系统。
系统采用多台PLC组成数据传输网络,大大节省了电缆成本和敷设工作量,可扩展性强,可根据需要达到不同的规模控制。
完成系统内皮带全工作过程的监控、监测、连同地面中控室、构成一个完善的监控系统。
>由每台监控分站收集其监控的皮带机上安装的各类传感器的信息,并根据相应的信息实现对皮带的控制和保护,各监控分站通过现场总线和监控主站连接在一个网络中,控制主站通过读取各分站的采集的现场信息实现整个系统的闭锁和联动集中控制,控制主站将各分站采集的皮带机工作状态和信息传输到总控上位机上并将上位机的操作指令传送到各监控分站,操作人员可通过总控上位机实现对整个系统的监测和控制;>实现胶带机运输系统集中监控,实时监控设备状态和运行参数,并显示实时数据,对重要信息在硬盘记录;>可根据胶带机系统的故障性质,进行紧急停机或发出报警声光信号;>控制方式分集中联动/集中手动/就地联动/就地手动多种控制方式。
浅谈地面输煤系统集中控制
( ) 品种类 齐全 , 1产 从工业 IC 总线端 子 , P, 到
伺服 驱动 。 ( )产 品 支持 协仪 广泛 : 导 总线 ( i tu ) 2 光 Lg B s , h
收稿 日期 :0 8 O — 7 2 0 一 1 2 作者 简 介 : 于敏 影 (9 8 , , 林农安 人 , 16 一)女 吉 电气 工程 师 ,工商 管理 经济师 ,9 0年毕 业 于阜 新矿 业 学院采矿 工 19
入 模块 , 出模 块 ) 输 。
2 3 1 站 的 控 制 功 能 . 从
部学 院计算机 应用专 业进修 。现任 中电投 霍林 河煤 电集 团
公 司 煤 炭 加 工公 司信 息 办程 控 工程 师 。
1从 站 中采 用 德 国倍 福 C 00可 编程 控制 器 - X10
维普资讯
R O ,tentEhrA , du ,ioA C S Ehre,teC T nob sF[ , S以 及 常 , i
用 接 口 R 2 2R 4 5等 。 S3/s8 因此 可以广泛 的连 接其他各 类 厂商的标准 自动化产品。
新技术 , 使系统达到了当前的先进水平。
1 工艺 概况
( )统 一 的 软 件 平 台 T I C T 实 现 倍 福 3 WN A , 全 系列 产 品的组 态 , 编程 。 ( )特 有 的 电力 电量测 量 模 块 K 3 0 , 4 L 4 3 可对 电
司 , 断倡 导 自动化 新技术 , 自动化 应用 添加 了不 不 为
少 高质 量新产 品。
21 性 能 及 功 能 优 点 .
站与现场从站问的信息交换 , 通过超5 类屏蔽双绞线 实现 主站 与上 位机 的通 讯链路 连 接 。 () 1主站与 1从站控制器信息交换 , - 实现采集
基于PLC实现的连锁功能在胶带运输机控制系统中的设计及应用
基于PLC实现的连锁功能在胶带运输机控制系统中的设计及应用【摘要】胶带运输机在工业生产中扮演着至关重要的角色,其控制系统的设计直接影响生产效率和安全性。
本文通过基于PLC实现的连锁功能,提出了一种有效的控制系统设计方案。
文章首先介绍了胶带运输机的基本工作原理和PLC在工业控制中的应用。
随后详细阐述了连锁功能的概念及在控制系统中的设计原则,并给出了具体的实现方法。
最后对连锁功能在实际应用中的效果进行了评估,表明其在提高系统稳定性和安全性方面具有显著效果。
本文的成功应用案例表明基于PLC实现的连锁功能在胶带运输机控制系统中具有重要意义。
未来的发展方向和优化建议将为该技术在工业控制领域的进一步应用提供有益指导。
【关键词】关键词:胶带运输机控制系统、PLC、连锁功能、设计原则、工作原理、实现方法、效果评估、成功应用、未来发展方向、优化建议。
1. 引言1.1 胶带运输机控制系统的重要性胶带运输机控制系统的重要性在于提高生产效率和产品质量,实现自动化生产和智能化管理,减少人为操作错误和生产事故的发生,提高生产安全性和稳定性。
胶带运输机控制系统能够实现对胶带运输机进行精确的控制和调节,保证产品在生产线上的顺畅运输和稳定工作,提高生产效率和产品质量。
胶带运输机控制系统还可以实现生产数据的实时采集和分析,帮助企业管理者及时掌握生产过程的数据信息,为企业生产管理决策提供科学依据。
胶带运输机控制系统的应用不仅可以提高企业的生产效率和产品质量,还可以促进企业的智能化升级和产业转型,增强企业的竞争力和发展潜力。
1.2 PLC在工业控制中的应用PLC(Programmable Logic Controller)是一种专门用于工业控制的计算机设备,它可以根据预先编写的程序来控制各种工业设备和生产过程。
PLC在工业控制中的应用非常广泛,可以用于控制各种机械设备、生产线、自动化系统等。
相比传统的控制方式,PLC具有更高的可靠性、灵活性和精确性,可以满足不同工业环境下的控制需求。
胶带输送机自动化控制系统
一
1 1m水平 运输系 统担 负华丰 煤矿 1 1 00 4 1综放 工作 面的原煤运输 任务 , 原煤 产量 占华丰煤 矿 总产量 的 5 %以上 , 0 工作面走 向长 2 9 m, 成运输 环节多 , 10 造 投入设备多 , 岗位 占用多 , 运输 任务 十分繁重。 21 0 0年 4月份华丰矿对新投运 的 一11 m运输系 00 统进行 了自动化改造 , 自动化改 造 主要包括 自动化 该 控制及工业 电视监 控两 部分 。通 过矿 井 10 M 工业 00 以太网经 O C网络控制 与井 上集控 中心进 行联 网并 P 实时通讯 , 实现对 采 区皮 带远程控 制 。集控 方式 有两 两 种 功 能 。 种: 地面集 中 自动控制 , 地面集 中手动控 制。工业电视 3 1 1 地 面远 方 自动控制 . . 监控部分 : 井下皮 带机头安装 7部光 纤摄像仪 , 通过光 地 面集控 中心操作人员通过工控机发送控制 指令 缆传输将视频信号上传 至地 面集控 中心 , 用 7台工 ( 采 以键盘或 鼠标 ) 实现 各皮带机 的顺序控 制 。在相 应 , . 业 电视通过画面切换实施全方位监控 。 的皮带机元报警情况下 , 实现皮带 的顺序 启动 和停 止 , 这种控制方式为主要 控制方式。 2 技术方 案 3 12 地 面远 方 手动控 制 .. 采用 K (6 型输送带集 控系统 , 姒 3) 该系 统 由井上 控制 中心 和 井 下 二 级 分 站构 成 。控 制 中心 主 要 有 IM44服务器工控机及大屏显示器 等构成 , 现对 现 B 1 实 场实时数据的监测和控制。井下二级 分站分析处理 由 服务器下达的各 种控制 命令 , 针对本 条生产 线 的命 将 令标 准化后发 出指令 , 控制各部皮带机 主机 , 同时上报 本 条输送 线设 备 的运行 情况 。采 用 10 M 工 业 以太 00 地面集控 中心操作人员通过工控机发送 控制指令 ( 以键盘或 鼠标 ) 在皮 带无报警 的情况下 实现单 台皮 , 带的起 、 , 停 方便设备 的检修和故障排除。 3 2 井下控 制部 分 . 井下在 一1 1m采 区排 水泵 房 , 置二 级分 站 两 00 设 台, 分析处理 由 O C下达 的各 种控 制命 令 , 针 对本 P 将 条生产线的命 令标 准化后 , 下达 到各 部皮 带机 的控制 主机 , 同时上报本条输 送线 的设备 运行情 况 。与 此 同 时, 二级分站实 际上还 是井下 各部皮 带主机 之 间实现
元堡煤业公司井下胶带运输机集中控制系统应用研究

元堡煤业公司井下胶带运输机集中控制系统应用研究摘要:元堡煤业公司井下胶带运输系统在实现自动化前提下,保证整个系统的先进性、可视性、安全性、可靠性,通过集中控制和视频相结合,实现了井下胶带运输机的地面远程集操作。
关键词:胶带运输机;集中自动化控制,可视监控。
【中图分类号】td528.1随着煤矿机电技术的迅猛发展,机电设备运行的技术参数信息量逐日增长,建立一套信息监控与操作系统,是煤矿走数字化发展的必由之路。
实现远程化、数字化、信息化有助于提高煤矿机电设备的效率和竞争能力,有助于提高矿井的安全生产和现代化管理水平。
为此,就必须利用数字化技术,实现矿井运输系统综合自动化、生产指挥与办公现代化、自动化。
目前,元堡公司利用集中控制系统的胶带运输机有:主斜井胶带输送机、一盘区下山胶带输送机和1901进风顺槽胶带输送机,共计三部。
本方案针对元堡公司井下主煤流运输系统,旨在改变现场胶带运输机的人工操作方式,减少人员劳动强度,使设备维修实现状态维修方式,减少维修时间,改变维修过剩与不足的局面。
一、整体集控方案(一)主要技术指标依据煤矿三大规程:《煤矿安全规程》和《煤炭工业设计规范》;《智能化调度室装备规范》;《爆炸性环境用防爆电气设备本质安全型电路和电气设备要求》(gb3836.4-2000);《爆炸性环境用防爆电气设备通用要求》(gb3836.1-2000);《矿用一般型电气设备》(gb12173-90);《煤矿通信、检测、控制用电工电子产品通用技术要求》(mt209-90)。
(二)能实现的目标和达到的自动化技术水平实现井下胶带运输机的地面集中操作;将计算机控制系统和可视视频相结合,保证井下胶带机运行的连续性、安全性和可靠性;提高开机电设备的开机率和管理水平,减少操作人员和工人的劳动强度。
实现地面对井下胶带运输机的在线监测、运行分析及可靠完善的保护系统和故障预报警功能;地面控制中心采用先进的计算机胶带机集控上位机系统,可以对系统的生产管理、事故跟踪与处理,打印各种运转日志报表;地面可通过屏幕操作,井下也可通过防爆计算机操作;通学易懂的计算机软件编程语言,现场技术人员可以在最短的时间内学会软件编程;采用可靠性能高的组态软件,达到界面逼真美观,修改灵活,数据存储时间长。
基于PLC的分布式控制系统及现场总线技术在煤矿胶带运输系统中的应用

基于PLC的分布式控制系统及现场总线技术在煤矿胶带运输系统中的应用摘要:煤矿生产规模不断扩大,使得胶带运输系统分布更加广泛、变化更加频繁、信息更加分散,它的安全高效运行意义重大,基于plc的分布式控制系统及现场总线技术,充分的适应了煤矿胶带运输系统的结构特点和运行方式,分散控制、集中管理,使得煤矿胶带运输系统运行更加安全可靠。
关键词:煤矿运输 plc 分布式控制中图分类号:tm571 文献标识码:a 文章编号:1672-3791(2012)10(b)-0071-01煤矿胶带运输系统是煤矿生产的重要环节,它的安全高效运行受到很大的重视,现在煤矿生产规模不断扩大,使得胶带运输系统分布更加广泛、变化更加频繁、信息更加分散,因此对胶带机运输系统的控制和管理提出了更高的要求。
科学技术的日新月异,使得用计算机技术、网络技术、工业控制器技术构造胶带输送控制系统成为可能,并正在各大煤矿胶带运输系统中广泛应用,其中基于plc 的分布式控制系统及现场总线技术表现最为突出。
分布式控制技术的主要思想是把复杂的对象划分为若干子对象,然后用局部的控制器作为现场级,直接作用到被控对象,上级是操纵各局部控制器的控制中心上位机,它使各子系统协调配合,共同完成系统的总任务。
图1为煤矿胶带运输系统分布式控制的两极结构图。
分布式控制系统中,各plc控制分站是通过现场总线网络接口连接在一起,各plc控制分站具有独立工作能力,可自主完成既定的任务,如数据采集、处理、监视、操作和控制等,从而解决了系统的分散问题和空间分布多分支的矛盾。
在此系统中,各分站是通过现场总线通讯网络传送各种信息,由控制中心上位机协调工作,上位机是由工业控制计算机为核心构成的,以完成控制系统的总体功能和优化处理,这个特点保证了胶带运输系统的运行连续性和合理性。
总的来说,就是控制各胶带的分站,通过网络传递各种信息,由集控中心上位机使得各胶带输送机的运行得到统一的集中管理,从而使运行更加合理。
浅析煤矿胶带运输集中控制系统

浅析煤矿胶带运输集中控制系统摘要:我国煤炭资源丰富,目前大型煤矿开采大多依靠煤矿胶带运输机把开采的煤炭运输到地面。
随着煤炭开采技术的日益提高,煤炭开采量巨大,对胶带运输机的要求也越来越高。
煤矿胶带运输机械是深井矿或露天矿重要的运输设备,也是煤矿产出的主要设备。
煤矿胶带机运输属于以物料短距离传输为目标的自动化机械,其应用给行业领域带来了便捷性。
由于胶带机运输仍然存在一些不足之处,故此,从煤矿行业胶带运输上进行改进与完善,针对存在的问题进行深入探讨,确保胶带机能够集中控制,并且不断改善胶带机运行的现状。
关键词:煤矿;胶带运输;集中控制系统引言胶带机作为运输与生产产品短距离的自动化机械设备,其运行方式由固定式与移动式两方面构成。
胶带机包括槽型、爬行与侧倾等类型,煤矿运输应用的胶带机与其他行业应用的胶带机截然不同,确保其能够集中控制对于煤矿运输效率有着非常重要的作用。
因此,有必要对煤矿胶带运输集中控制系统进行深入研究。
1胶带运输及控制系统胶带运输机,刮板运输机在我国洗煤厂的胶带运输系统应用尤为广泛,数量庞大。
胶带机控制系统具有煤炭运输,监控机器遇到故障及时检测便于控制以及保护设备的功能。
该系统关键是对胶带运输过程当中的环境,电压电流、运行状况,运作方式等一系列进行监控,它不仅可以脱离其他系统单独运行,也可以和其他系统相互联系在一起。
胶带机控制系统在数据方面采集起来较为方便,传输信息也更为快速准确,高效的传输信息。
保障了各层次信息共享。
2胶带运输机常见故障胶带运输机在洗煤厂中起到一个运输煤炭的作用,在使用过程当中会经常出现一些故障,属于正常现象。
比如说胶带运输时间长会出现胶带移位的一些问题;物料在运输过程中可能会由于负载过多或者是由于长时间使用造成的磨损导致物料掉出;运输过程当中可能由于各种各样的问题出现一些非正常的噪音。
胶带运输机需要工作人员对运输机进行定期检查,用心去保养胶带,以此来减少故障,保障胶带的正常运行。
s5采区主胶带机两种过载预警、停机项目的成功应用

摘要院S5 采区皮带机过载预警系统、视频智能过载预警系统的使用,通过自动、手动操作从采掘源头控制煤量,运行效果达到了 设计目的,满足了安全生产的要求。
· 194 ·
价值工程
S5 采区主胶带机两种过载预警尧停机项目的成功应用
Successful Application of Two Overload Warning and Shutdown Projects for the Main Belt
Conveyor in S5 Mining Area
杨全兴 YANG Quan-xing曰程锦科 CHENG Jin-ke曰崔志勇 CUI Zhi-yong
Abstract: The use of belt conveyor overload early warning system and video intelligent overload early warning system in S5 mining
area controls the amount of coal from the source of mining through automatic and manual operations. The operation effect has achieved the
design purpose and met the requirements of safe production.
关键词院过载预警系统;视频智能过载预警系统;自动、手动操作;控制煤量;设计目的
基于PLC的皮带集中控制系统设计
基于PLC的皮带集中控制系统设计煤矿的运输系统对保证矿井正常生产起着非常重要的作用。
为了保证煤矿运输系统可靠安全运行,对带式输送机进行集中监视和控制很必要。
本文以新疆哈密煤矿主斜井及地面胶带输送机为背景,设计出了以PLC技术为核心的集中控制系统,提高了运输系统的监测和控制水平。
文中首先介绍了本次设计的背景,然后设计了胶带输送机集中控制系统的结构和应具有的控制功能,参数的检测和故障保护装置,确定了各故障检测传感器的类型及安装位置。
在此基础上采用SIEMENS的S7-300系列PLC对系统进行硬件和软件设计,其中包括PLC的模块配置及外部连线,梯形图程序设计。
最后提出PLC控制系统的主要干扰源,并设计了抗干扰的措施。
关键词:胶带输送机; S7-300;集中控制系统PLC皮带控制系统是胶带运输机的自动化控制系统。
可在矿山、港口码头、冶金、钢铁、建材等行业中使用的皮带机顺序控制及保护的智能控制系统,其通用性、适应性强,能够完成各种控制任务它能完成各种传感器工作状态的监测、皮带及给煤机的电机起停控制、通讯、现场管理、集中监控,集控系统采用多台PLC组成控制系统和数据传输网络,可以组成不同的控制规模,每一台PLC又可以采用单独控制。
由于采用网络系统,用户可以方便的对整个系统内的每一台设备进行管理。
PLC皮带控制系统系统特点PLC皮带控制系统在组态系统时具有极大的灵活性,具有极强的处理能力,以及大的I/O容量。
适应性好可编程控制器是通过程序实现控制的。
当控制要求发生变化时,只需改变程序即可。
因此能灵活方便地进行系统配置,组成不同规模、不同功能的控制系统,适应能力非常强,即可控制一台单机,又可控制一条生产线,既可现场控制,又可远距离控制。
功能强大:PLC内部有丰富的软元件供您使用,可以很方便的进行程序修改,调整计时器、计数器的值来适应现场设备运行的要求。
PLC皮带控制系统维护程序直观、简单,面向用户,面向现场。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
地面调度监控系统 由监控工作站 以及网络设 备组 成, 可对各采 区胶带系统进行远程实时监控 , 实现事 件 记录的存储检索 , 各种曲线报表 的存储检索 , 实现故障 的存储分析与打印等。由两 台控制微 机实 现双机冗余 热备 , 当一 台出现 故障时 , 自动 切换另一 台微 机 , 防止 数据丢失或控制失控。 监控软件选用 西门子 WI C , N C 通过 标准的 O C通 P 讯接 口程序完成与 井下监控分 站的通讯 , 一方 面将从 监控分站送上来的数 据按照 O C规范放人 WI C P N C的
p t y t m a d p h c n ih y + id sr eh r n tn t r t cu e ,h s c me t e te c nr ld t ,p o u c ai n t n f r,t e i g i .S se h sa o tte s e e h g wa n u t a t e e ewo k sr t r y u a o r h o to a a u r n n i t r se o a h ma e
网 , 装 西 门子 X 0 安 40环 网交 换 机 , 为 包 括 胶 带 输 送 成
机集控等全部 自动化系统的传输平 台, 并可做为视频 、 语音监控 的传输通道 , 实现三网合一。 13 采 区皮带集 中监控层 . 采 区皮带集 中监控层 即井 下监 控分站 , 一是通 过 工业 以太 网完成 与地 面调度监控系统 间的数据交 换 ; 二是采用现场总路线方式与每条胶带输送机 综合保护 实现数据交换 , 并实 现当地集 中监控 。监控 分站 主要
由高性能工业嵌入式通讯服务器 、 后备 防爆 工作电源 、
图 1 集 中控制系统组成
防爆壳 体 组成 , 支持 多规约、 多波特率 、 多通 讯方 式 。 软件 内核部分采用嵌入 式实时多任务操作 系统 , 讯 通
1 1 地 面 调 度 监 控 层 .
及监控软件采用外挂式软件模块。
工 业 以太 网 现场 总线 O C P B
据 、 音传 输 、 语 图像 传输 三 网 合 一。
关键 词
中 图分 类号 T 6 4 1 D 3 .
文献 标 识 码
Co c n r t a a wi g t ha he a e i e t p h t n e t a e n v r o n o t tt dh sv a e t a t e i du ty a t e tt a se s t a s rs h n sr e h r ne r n f r r n po t
14 7
未 舛l 瞧晨 枝
21年 期 0 第6 0
基 于工 业 以太 网传 输 的胶 带 运 输 集 中控 制 系统
朱文 军 , 小庆 , 韩 王 勇 , 赵
摘 要
孟
( 汶矿 业 集 团华丰 煤 矿 , 东 宁 阳 2 1 1 ) 新 山 74 3
该文介绍 了华丰煤矿 井下胶 带输业以太 网网络结构 , 实现 了控制数
Z uWej H n ioigWag o gZ aMeg h nt aXaqn , nY n ,ho n m, ( ufn ol n f iw nMii ru o t) H a gC a Mie n e nn G opC .Ld e oX g
Ab ta t Al tg te a a d po sr c l oeh rn v rma eu f,fn t na dc aa trsi a igito u e h ta h sv p a s ot ma hn aF n olmiei h u ci n h rceit h vn rd cd ta d eiet et n p rs c ieHu e gca n nte o c n a r
胶带机保 护层 由主机 、 温度 、 烟雾 、 向撕 裂、 纵 急停 开关、 机头煤位 、 断带检测及通讯模 块等组 成 , 主要 实 现胶带机所需 的各种保护 , 完成事 件记 录、 故障、 开关 控制、 通讯等功能 。主机采用高性能 的单片机 , 双 采用
1 集 中控 制 系 统 组成
实时数据库和历史数据库 中, 另一方面 , 将来 自工作站 的调度命令 转发 给控分 站。符 合 O C规范 的参 数库 P 和实施数据库建立起来后 , 可以与 WI C N C平 台内矿井 其他 自动化 系统实现数据共享和联动 , 消除信息孤岛 。
1 2 通 讯 平 台层 .
t mse str e n t i r fr h e e s—i n—o e n.
Ke r s I d sr t e n t S e e h g wa OPC y wo d n u t e h r e c n ih y y
目前煤矿井下胶带机集 中控制主要采用现场 总线 技术 , 采用远程分布式控制结构来监控运输 系统 , 随 而 着工业 以太 网带宽的增加 、 冗余 措施的加强 和 自诊断 程序的完善 , 完全 可 以满足工矿 企业 自动化控 制系统 实时性 的要求 , 现场总线 + 工业 以太 网网络结构成 为 皮带集控 的发展趋势。
通讯平 台层 由矿用光 缆和光纤交换 机组成 , 以 可 根据现场皮带数量、 分布地点等条件 , 建设成星形或环
华丰矿井下胶 带输送机集 中控制系统按功能层次 共分四层 : 地面矿调监 控层 、 传输平 台层、 区集 中监 采 控层 、 现场保护层 。
网等拓朴结构 , 布置百兆或千兆 防爆 工业级 网络交换 机, 华丰矿统一规划 , 建设全矿井千兆 光纤工业 以太环