连铸坯的检测
连铸坯探伤

高温连铸坯在线探伤装备连铸坯1.设备用途该设备用来利用电磁超声技术检测连铸坯。
该设备可以保证:——电磁发现连铸坯两侧的表面缺陷;——电磁发现连铸坯内部的缺陷;——电磁发现连铸坯边沿裂纹;——根据操作人员选择设定扫描密度:25%;50%;100%。
探测坯体上表面采用涡流传导和热成像扫描系统,同时辅助采用2D激光探头对段(剖)面进行探测。
2.设备安装位置设备可安装在:——超声波探测的独立区域(如坯材库房);——《在线》安装,连铸坯切割后直接探测,这个阶段连铸坯表面温度不能超过800摄氏度。
注:连铸坯切割后直接探测需要安装热成像(红外)子系统对连铸坯的棱角及侧边进行探测。
3.探测目标基本规格坯宽不大于2400毫米坯厚不大于320毫米坯长4000-13000米表面质量无火或者机械清理痕迹坯温度-20至800摄氏度4.设备基本参数参数名称单位数值探测单元相对于固定板坯运动方向纵向、横向探测单元最大运动速度米/秒 1.5探测信道个数16探测方式内部及外部缺陷探伤探测区域板坯上、下表面及侧面,全厚度数据处理及显示A、C型扫描,曲线VRCH,彩色缺陷波形微分可显示缺限板坯上、下表面,包括侧面—厚1毫米,长10毫米以上;探测方法回波法;阴影及镜面-阴影法。
体内探伤灵敏度mm为FBHΦ7mm等效当量位置:A-横向缺限B-纵向缺限C-蜘蛛状裂纹D-棱裂纹E-侧面纵向裂纹超声波C-扫描表面及内部缺限对应所跟踪的振荡信号在C-扫描模拟图上显示相应的横向线条区域(C-扫描显示为暗横向线条),在有大量的内部缺陷区域C-扫描显示为蓝色。
热成像探测表面缺限(附加探测超声波难以发现的单个及链式气泡,包括表面下方气泡)激光3D—扫描探测表面缺限5.供货设备供货设备包括以下部分:5.1测量模块组件,包括传感器部分,升降机械部分,跟踪系统组件及探头,辅助设备-1套5.2计算机控制系统及全套软件系统。
包括柜集成数字信号处理模块(ADC单元和SIF)的工业计算机,显示器,打印机,键盘和UPS设备。
射钉法测量不锈钢连铸坯液芯长度

射钉法测量不锈钢连铸坯液芯长度摘要]利用射钉法测量不锈钢铸坯的坯壳厚度,通过数值模拟计算液芯长度。
在射钉实验的基础上,确定了在不同规格、钢种条件下铸坯的凝固末端,为优化二冷动态配水,开发铸机轻压下技术,提高拉速奠定了基础。
同时在实验的过程中还发现了铸坯的中心疏松问题。
[关键词] 射钉,不锈钢,液芯长度,中心疏松1 前言1985年,太钢投产了我国第一台立式不锈钢板坯连铸机,这台连铸机采用单炉连铸离线切割方式,钢包容量只有18t,最高年产量仅5.8万t,不能实现全连铸生产。
1999年和2004年太钢对这台连铸机进行了技术改造,增加了钢包和中间包的容量,采用在线切割方式,实现了多炉连铸,并具备了生产160mm、180mm和200mm厚度铸坯的能力,提高了产量;采用了抛物线结晶器及先进的液压振动方式,二冷系统实施动态冷却,安装了VAI-Q质量判定系统,提高铸坯质量,降低铸坯修磨损失。
但是改造后一直没有对铸坯的液芯长度进行过实测,对奥钢联提供的凝固模型不能进行实际验证,使进一步提高铸机拉速、优化二冷配水、开发轻压下技术工作受到限制。
为此,太钢采用射钉法对立式连铸机4个钢种在5种工况条件下的铸坯坯壳厚度进行了测定,并计算了其液芯长度。
2 实验条件本次实验射钉法坯壳厚度测量系统由射钉枪、支座和击发控制器三部分组成,以火药为击发动力。
射钉枪撞针由磁线圈控制,当操作发出击发信号后,磁线圈释放撞针,撞针撞击弹底火,火药爆炸产生强大的动力将射钉射入铸坯。
射钉随着钢坯进入切割区,以射钉位置为中心,取出150X150X180mm的试样,通过加工将钉身露出。
先将露出钉身试样进行硫印,再将其放入70~800C1:1的盐酸溶液中煮20分钟后,将试样清洗,烘干,旁放量具,并迅速拍摄其断面照片,测量坯壳厚度。
试验是在AOD—连铸正常生产条件下,射钉枪分别安装在距弯月面6.73m,8.37m和10.03m处,对应位置在二冷第四段、第五段、第六段三四辊之间。
板坯连铸大包下渣自动检测技术探索与实践
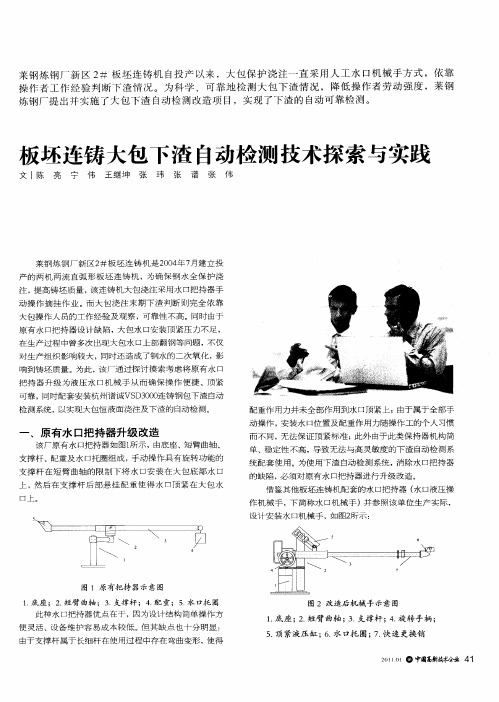
注 , 高 铸 坯 质 量 , 连 铸 机 大 包 浇 注 采 用 水 口把 持 器 手 提 该 动 操 作 摘 挂 作 业 。而 大 包 浇 注 末 期 下 渣 判 断 则 完 全 依 靠 大 包 操 作 人 员 的 工 作 经 验 及 观 察 ,可 靠 性 不 高 。同 时 由 于
原有 水 口把持 器设计缺 陷 , 大包 水 口安装顶 紧压 力不 足 ,
振 动来 完成 检测 。该 系统可 有效控 制杜 绝原 有人工 下 渣
检 测带 来的 种种 弊 端 。
三 、下渣 自动检测 系统工作原理
VS O O 铸 钢 包 下 渣 自动 监 测 系 统 通 过 感 受 机 械 D3 0 连 操 作 臂 的 振 动 来 检 测 连 铸 过 程 中的 下 渣 。在 钢 水 浇 注 过 程 中 , 水 流 经 长 水 口注 入 中 间 包 时 , 水 冲 击 长 水 口壁 钢 钢
在 生 产 过 程 中 曾 多次 出现 大 包 水 口上 部 翻 钢 等 问题 ,不 仅 对 生 产 组 织 影 响 较 大 ,同时 还 造 成 了 钢 水 的 二 次 氧 化 , 影
响 到 铸 坯 质 量 。为 此 , 厂 通 过 探 讨 摸 索 考 虑 将 原 有 水 口 该 把 持 器 升 级 为 液 压 水 口机 械 手 从 而 确 保 操 作 便 捷 、顶 紧 可 靠 ,同时 配 套 安 装 杭 州 谱 诚 VS 0 0 铸 钢 包 下 碴 自动 D3 0 连 检 测 系统 ,以实 现 大 包 恒 液 面 浇 注 及 下 渣 的 自动 检 测 。
比 重 相 差 较 大 , 动 粘 度 也 不 相 同 , 以 在 混 有 钢 渣 的 钢 流 所
流 穿过 长 水 口时 会 表 现 出 不 同 的振 动 特 性 系统 的 传 感 器
应用金属原位分析仪对连铸板坯偏析的分析

图 2 c兀 素 的 二 维 等 高 图
从 图 2中可 以看 出, 在该样 品 的左下 区域有 一 明 显 的块 状偏 析 , 且该偏 析 带属连 续分 布状 态 , 明 C 表 元 素 的偏析 比较严重 , 而且成分高低分布较大 。 2 . s 元素 的偏析度 的分析结果 .2 i 3
理。
21 测定元素及其波长 .4 .
C:1 30 n 9 . m; S :2 8 1 m; :2 3 3 m; P: i 8. n Mn 9 . n
1 . m; S 8 . m 。 783 n :1 07 n
2 样品要 求 . 2
将 待测铸坯 在铣床分别粗 加工成长 x 厚为 3 宽x O
天J 分 i 章
应 用 金属 原 位 分 析 仪对 连铸 板 坯 偏 析 的分 析
尹显武 ( 天津天铁冶金集团有限公 司技术 中心 , 河北涉县 060 ) 544
[摘要 ] 针对连铸坯产 品质量缺 陷中的偏 析问题 , 应用金属原位分 析仪对连铸板坯 、 方坯 、 圆坯及 中厚 板偏析度 进行分
天铁集 团生产 的连铸坯 主要包 括板坯 、中厚板 、
圆坯及方坯 。随着 市场 的需 求和 生产工 艺 的不断改
进, 使得产 量越来 越大 , 在这过 程 中连铸 坯产 品质量
缺 陷也 随之增加 ,出现 的主要缺 陷有偏析 、疏松 、 夹
杂、 裂纹等 。 为此 , 天铁技术 中心按相关标 准严格对 生
时 间 1 , 0s激发模式 为低 。
2这样有利 于在炼 钢冶金生产过程 中使质 量得 到控制 , 为进一 步提 高产 品质 量 , 在产 品的新 钢种 研 发方面提供更加有力 的依据 。 本文应 用金属 原位分 析仪 对天铁 常炼 连铸 坯进 行 偏析 度分 析 , 并从 大量样 品的分析 结果 中 , 结 出 总 能用 于促进 生产质量 的提高 、炼钢工 艺 的改进 的方 法 ,质 检部 门以此作 为对连铸 坯质量 偏析 评 比的依
铸坯质量分析PPT课件

探索与展望
未来,随着大数据技术的不断发展和 应用深化,铸造企业可以进一步探索 利用大数据技术对铸坯质量进行预测 和预警,实现更加精准的质量控制和 管理。同时,可以结合人工智能等先 进技术,构建智能化的铸造生产系统 ,提高生产效率和产品质量的同时降 低生产成本。
谢谢聆听
铸坯质量分析ppt课 件
目录
• 铸坯质量概述 • 铸坯质量检测方法 • 铸坯质量常见问题及原因分析 • 铸坯质量改进措施 • 铸坯质量评估与预测 • 铸坯质量案例分析
01
铸坯质量概述
铸坯质量的定义与重要性
定义
铸坯质量是指连铸坯满足后续加工要求所具备的各种性能的总和,包括化学成 分、物理性能、表面质量、内部质量等方面。
04 铸坯质量改进措施
优化铸造工艺
改进铸造工艺参数
通过调整铸造温度、浇注速度、冷却速率等工艺 参数,优化铸造过程,减少铸坯缺陷。
采用先进铸造技术
应用低压铸造、真空铸造、消失模铸造等先进铸 造技术,提高铸坯的致密性和表面质量。
加强工艺控制
建立完善的工艺控制体系,对铸造过程进行全面 监控,确保工艺参数的稳定性和准确性。
重要性
铸坯质量直接影响后续加工产品的质量和性能,是钢铁企业赢得市场竞争的关 键因素之一。提高铸坯质量有助于降低生产成本、提高产品附加值和市场竞争 力。
铸坯质量的标准与分类
标准
铸坯质量标准通常包括国家标准、行 业标准和企业标准等,涉及化学成分 、力学性能、表面质量、内部缺陷等 多个方面。
分类
根据连铸坯的用途和加工要求,可将 其分为普通碳素钢铸坯、合金钢铸坯 、不锈钢铸坯等。不同种类的铸坯在 质量标准上存在差异。
原因分析
经过调查,发现该厂在原料选用、熔炼工艺、浇注温度等方面存 在不足,导致铸坯质量不稳定。
连铸坯质量控制简洁范本
连铸坯质量控制连铸坯质量控制1. 引言2. 连铸坯质量特点连铸坯的质量特点主要包括以下几个方面:2.1 凝固结构连铸坯是通过冷却凝固过程形成的,其凝固过程直接影响到坯体的凝固结构。
凝固结构的好坏会对后续的加工以及材料性能产生重要影响。
2.2 化学成分均匀性连铸坯的化学成分均匀性是其质量的重要指标之一。
成分不均匀容易导致后续钢材性能不稳定,从而影响到产品的质量。
2.3 表面缺陷由于连铸坯制造过程中的一些不可避免的因素,气体夹杂、氧化皮等,会在坯体表面形成一些缺陷。
这些表面缺陷会对后续产品的外观质量产生负面影响。
2.4 尺寸偏差连铸坯的尺寸偏差是指坯体的实际尺寸与标准尺寸之间的差异。
尺寸偏差会影响到钢材的加工工艺和成形质量。
3. 连铸坯质量控制因素及措施连铸坯质量的影响因素众多,包括原料质量、连铸工艺参数、设备状况等。
针对这些影响因素,可以采取以下控制措施来提高连铸坯的质量:3.1 原料质量控制通过严格控制原料的化学成分和物理性能,确保连铸坯的化学成分均匀性和机械性能达到要求。
3.2 连铸工艺参数控制连铸工艺参数的合理设置对坯体的凝固结构和表面质量具有决定性影响。
需要通过优化连铸工艺参数,如冷却水流量、浇注速度等,来控制连铸坯的质量。
3.3 设备维护与改进连铸设备的状态对连铸坯质量也有重要影响。
定期进行设备维护和检修,及时处理设备故障,可以保证设备处于良好状态,进而提高连铸坯的质量。
3.4 检测手段与技术利用先进的检测手段和技术,如超声波检测、磁力检测等,可以对连铸坯进行质量检测,及时发现问题并采取相应措施。
4.连铸坯质量控制是钢铁生产中至关重要的环节。
通过对连铸坯质量特点的分析和影响因素的控制,可以采取相应的措施来提高连铸坯的质量。
这不仅对于保证下游产品质量,还对于提高工业生产效益和降低资源消耗具有重要意义。
开展连铸坯质量控制工作是必不可少的。
取样手册(钢结构工程)
钢结构工程钢网架焊接空心球节点一、检测依据1、《钢网架焊接空心球节点》(JG/T11-2009)2、《钢结构超声波探伤及质量分级法》(JG/T203-2007)二、概述网架结构是由很多杆件从两个方向或几个方向有规律地组成的高次超静定空间结构,它改变了一般平面桁架受力体系,能承受来自各方向的荷载。
焊接空心球是由两个热冲压钢半球加肋或不加肋焊接而成的球体,焊接空心球节点是杆件与焊接空心球连接的节点。
三、检测项目1、焊接空心球极限承载力2、焊缝质量四、取样规定1、焊接空心球极限承载力零部件样本应从提交检验批中随机抽取,检验批可以按交货验收的同一种型号产品作为一批,但每批不应少于150件,对连续生产的同一型号产品可由制造厂的技术检验部门分批检验,但每批不应多余3500件。
2、焊缝质量根据构件材质、结构、焊接方法及承受载荷的不同,检验等级分为A、B、C三级;检验的完善程度A级最低,B级一般,C级最高;检验工作的难度系数按A、B、C顺序逐级增高。
按不同检验等级和板厚范围选择探伤面、探伤方向和斜探头折射角β(K值);测试探伤仪及探伤仪与探头的组合性能;确定检验区域的宽度及探头移动区;选用适当的耦合剂;调节仪器探伤范围。
五、取样数量1、焊接空心球极限承载力按每批的数量抽取5%样本,且不少于5件进行检验。
2、焊缝质量探伤比例计数方法应按以下原则确定:对工厂制作的焊缝,应按每批各规格焊接空心球数量计算百分比抽取样本,每个样本的所有焊缝应进行探伤。
六、取样方法从批量产品中随机抽样七、结果判定1、焊接空心球极限承载力依据标准:《钢网架焊接空心球节点》(JG/T11-2009)根据产品型号及材质,符合设计要求,当需要做拉弯或压弯的焊接空心球试验时,起极限承载力应按设计承载力再乘以检验系数1.6确定。
2、焊缝质量依据标准:《钢结构超声波探伤及质量分级法》(JG/T203-2007)焊缝质量等级及缺陷分级应符合下表要求:钢网架螺栓球节点一、检测依据1、《钢网架螺栓球节点》(JG/T10-2009)2、《金属材料洛氏硬度试验第1部分:试验方法》(GB/T230.1-2018)二、概述钢结构网架螺栓球节点由螺栓球、钢网架螺栓球节点用高强度螺栓、封板、锥头和套筒等组成紧固连接件。
连铸坯质量控制管理办法
1目的和适用范围1.1 目的:提高质量意识,规范质量行为,使质量受控。
1.2 适用范围:本程序适用于三炼钢厂连铸坯质量控制及质量管理。
2、相关文件和术语2.1 相关文件2.1.1 武钢A、B标准2.1.2 冶金产品企业标准汇编2.1.3 连铸机辊间隙测量和控制管理办法2.1.4连铸坯低倍检验管理办法2.1.5 质量事故管理办法2.1.6 三炼钢厂经济责任制2.1.7工序质量管理办法2.1.8质量异议管理办法3 职责3.1 主管领导对全厂质量工作全面负责。
3.2 厂生产技术部负责质量的归口管理,组织协调质量控制各相关环节或部门的工作配合,按工艺标准要求进行各工序计划准备,组织协调连铸生产,合理安排铸机检修及临时故障处理,及时协调解决全连铸生产中出现的质量异常,尤其应正确处理不合格钢水及批量出现缺陷坯时生产与质量的关系,确保全连铸优质、稳产,并检查各责任单位质量控制工作的落实情况。
有权对违规责任单位(人)进行考核。
3.3 厂设备部负责工序设备,备品备件和能源介质以及专用工(器)具的管理和保障,同时使工序设备状态按工艺标准要求受控,并仲栽相关单位对设备问题的争议。
3.4 炼钢车间负责为连铸车间提供成份、温度、节奏合格的钢水。
3.6 连铸车间负责连铸工艺操作标准的正确执行和各类规章制度的具体落实,并赋有铸坯在线检查的职责,及时反馈和处置各类异常信息,避免批量不合格品甚至废品的出现。
积极应用技术进步成果,不断提高铸坯质量。
3.7 运转、炉检、连检车间负责工序设备点检及维护管理,及时排除设备故障或反馈设备异常信息,保证设备运行自始至终处于受控之中,同时避免因设备偶发故障造成的不合格品或废品的出现。
4、工作程序4.1 钢水质量控制管理4.1.1 冶炼轧板用料的铁水必须100%脱硫及扒渣,并原则上保证入炉铁水硫≤0.010%,其它铁水必须按要求脱硫及扒渣,保证脱硫效果,确保扒渣时间;称量入炉;无成份铁水不得入炉。
第八章连铸坯检测

图 8-10 铸坯的热酸浸低 倍照片
有结晶器电磁搅拌 图 8-11
没有结晶器电磁搅拌 距离坯壳64mm处的二次枝晶臂间距 处的二次枝晶臂间距 距离坯壳
�
8.3.3 着色探伤法
着色探伤法是一种离线探伤法,是一种简单而有效的无损探伤 方法.着色探伤的原理是利用一种渗透液渗透到铸坯缺陷的缝隙 中,即将铸坯表面刷涂或喷涂渗透液,然后将铸坯表面的渗透液 清洗干净,再涂抹显色剂使缺陷内的渗透液吸附在显色剂上,就 能呈现缺陷轮廓的图像.如图8-7所示.
图8-7
图8-5 射钉后铸坯酸浸,硫印结果
8.3 连铸坯表面质量的检测
连铸坯表面质量的检测方法可按在线及离线来分类.在 线的检测方法主要有光学方法,感应加热法,涡流法.离线 检测主要有目视观察.为了提高检测的准确性,还可采用荧 光,着色,磁粉探伤及目视检查等检测方法来发现连铸坯表 面缺陷,离线物理探伤通常需要对连铸坯进行取样简单加工 后再进行探伤.本节主要介绍以下几种检测方法.
图8-3 高温计氧化铁皮清除装置
由于上述方法安装起来比较复杂,测量连铸坯表面温度也 可采用远红外仪,红外热成像仪 红外热成像仪等方法.CCD红外传感器将多 红外热成像仪 个相同类型的单个CCD单元以线形和矩阵形式排列,可以构成 行作用和面作用图像采集通道,在测定铸坯表面温度分布时, 采用一列CCD作为传感器,装在水冷外壳内,用广角镜头,可 测量整个宽度上的温度分布,用微机进行数据处理,并进行显 示,其安装示意图如8-4所示.
采用热酸浸检验时,先将铸坯试样表面磨光,将试样放入 1:1的盐酸溶液中,浸蚀面要完全被酸浸泡,用电热炉加热至 70~80℃之间,在该温度范围内保持20分钟后将试样取出, 立即用清水冲洗,再用吹风机吹干,用数码相机获取低倍图像, 以分析铸坯的低倍缺陷.检验铸坯的中心疏松,中心缩孔,裂 纹,柱状晶和等轴晶等凝固组织.图8-10为铸坯的热酸浸低倍 照片.
第三章 钢的宏观检验

定义与分类
低倍检验:用肉眼或小于二十倍的放大镜对钢的质量 (宏观组织和缺陷)进行检验,常用的有以下几种: 1.硫印: 检验钢锭或钢坯的常用方法:将断面磨光后,在 印相纸上显影,可以明显地看出硫化物在钢中的分布 情况,及钢材的低倍缺陷。 2.低倍酸蚀试验 在钢坯或钢材上取样,经车削加工,再经过酸的 侵蚀,观察钢材在不同断面上的缺陷,如缩孔、疏松、 偏析、气泡、夹杂物等。
三、操作方法 1、浸润相纸 2、紧贴试样 3、定影 4、烘干 5、评定
备注: 1、印相纸应和磨面紧贴,不可移动。否 则斑点模糊不清。 2、最多重复三次,三次以上需重新制样。 3、重复时,硫印时间增加一倍。 4、大件应分区进行硫印试验,然后将硫 印相纸拼接起来,观察整个大件上的硫 的分布。
2、 从硫印的原理看 ,硫印照片中的中心偏析、 内部裂纹直接反映了钢水成分的差异及连铸生 产的过程 ,许多工艺条件的变化会导致中心偏 析及内部裂纹的差异。但由于评级标准中的等 级划分较粗又带有人为因素 ,这些差异往往不 能反映出来 ,成为连铸板坯质量连续提高的很 大障碍。 3、 由于硫印照片采用实物保存的方法 ,因此 对硫印照片的存储、查询、分析十分不便。
一、 硫存在状态及对钢性能的影响 FeS MnS 硫化物 热脆
二、硫印的基本原理 硫印法用于硫偏析的检查 。钢中的硫化 物与印相纸的硫酸起作用,产生硫化氢
MnS H 2 SO4 MnSO H 2 S 4
此硫化氢与印相纸的溴化银作用,生成 硫化银
AgBr H 2 S AgS 2HBr
断口的研究历史相当悠久,近30多年来, 由于电子显微镜在断口研究上的广泛应 用,对断口的微观形态和断裂机理有了 更深入的认识。研究断口形态、断裂机 理以及它们的影响因素,对提高锻件质 量有极为重要的意义。本节主要介绍各 种缺陷断口,为便于比较,对正常断口 也作简要介绍。
板坯连铸机扇形段在线检测技术应用

板坯连铸机扇形段在线检测技术应用王洪兴赵艳玲(河北钢铁集团邯宝炼钢厂河北邯郸 056015)摘要:连铸机扇形段质量好坏直接关系到连铸坯的质量,用辊缝仪对连铸机扇形段辊缝、导辊对弧和二冷喷淋情况进行在线监测,根据铸坯硫印监测内质情况判断连铸机在线设备状态,利用主控HMI实时监控系统检测扇形段驱动辊扭矩,综合判断扇形段故障位置,及时更换故障扇形段或对扇形段进行在线调整,提高连铸坯质量。
关键词:连铸扇形段辊缝硫印APPLICA TION OF MEASUREMENT TECHNIQUE FOR SLAB CONTINOUS CASTING MACHINEWANG Hongxing ZHAO Yanling(Hanbao Steel-making Plant of HeBei Iron-steel Group Corp. Hebei Handan 056015)ABSTRACT The condition of segment influences the quality of slab. We monitor the roll-gap, step error, spray of secondary cooling water online using the roll-gap checker, analyze the quality of the slab inner through the sulphur print inspection, monitor the torque of the pinch rolls by HMI, estimate the fault location of the segment and then exchange them or adjust them to improve the slab quality.KEY WORDS continuous casting,segment,roll-gap,sulphur print1 前言邯宝炼钢厂现有两台2机2流DANIELI直弧形板坯连铸机,2#连铸机于2008年10月17日热负荷试车成功,1#连铸机于2009年2月12日热负荷试车成功,试生产一年多以来,连铸板坯质量总体状况良好,铸坯一次检验合格率为99.18%,综合合格率为99.97%。
连铸坯检测4
连铸坯检测4连铸坯内部质量的检测连铸坯内部质量对最终产品质量有很大影响,连铸坯内部缺陷极易造成产品不合格。
连铸坯内部质量检查有多种方式,如铸坯取样进行硫印与低倍检验,采用超声波进行探伤及射线探伤(无损探伤)。
以下简介铸坯的硫印和酸浸低倍检验。
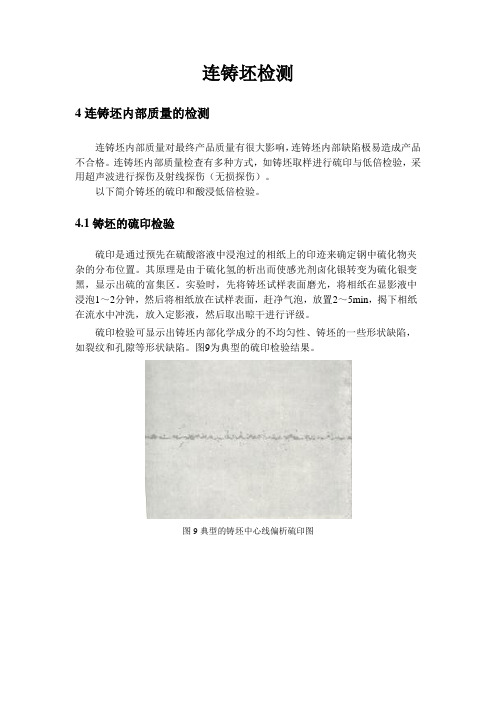
4.1铸坯的硫印检验硫印是通过预先在硫酸溶液中浸泡过的相纸上的印迹来确定钢中硫化物夹杂的分布位置。
其原理是由于硫化氢的析出而使感光剂卤化银转变为硫化银变黑,显示出硫的富集区。
实验时,先将铸坯试样表面磨光,将相纸在显影液中浸泡1~2分钟,然后将相纸放在试样表面,赶净气泡,放置2~5min,揭下相纸在流水中冲洗,放入定影液,然后取出晾干进行评级。
硫印检验可显示出铸坯内部化学成分的不均匀性、铸坯的一些形状缺陷,如裂纹和孔隙等形状缺陷。
图9为典型的硫印检验结果。
图9典型的铸坯中心线偏析硫印图图10 未采用末端电磁搅拌(左图)和采用末端电磁搅拌(右图)的硫印对比 4.2铸坯的酸浸低倍检验酸浸实验,就是将制备好的铸坯试样用酸液腐蚀,以显示其宏观组织和缺陷。
酸浸实验是宏观检验中最常用的一种方法。
酸浸实验的方法及评定仍分别执行GB226-77钢的低倍组织及缺陷酸蚀试验法和GBl979-80结构钢低倍组织缺陷评级图。
酸浸实验可分为热酸浸蚀法、冷酸浸蚀法和电解酸蚀法三种。
生产检验时可从三种酸浸法中任选一种,应用最多的是热酸浸蚀法。
采用热酸浸检验时,先将铸坯试样表面磨光,将试样放入1:1的盐酸溶液中,浸蚀面要完全被酸浸泡,用电热炉加热70-80℃之间,在该温度范围内保持20分钟后将试样取出, 立即用清水冲洗,再用吹风机吹干,用数码相机获取低倍图像,以分析方坯的低倍缺陷。
检验铸坯的中心疏松、中心缩孔、裂纹、柱状晶和等轴晶等凝固组织。
图11为铸坯的热酸浸低倍照片。
图11 铸坯的热算浸低倍实验有结晶器电磁搅拌 没有结晶器电磁搅拌图12 距离坯壳64mm 处的二次枝晶臂间距。
板坯连铸机铸坯凝固壳厚度的测定
板坯连铸机铸坯凝固壳厚度的测定程锁平张乔英(马鞍山钢铁股份有限公司)摘要采用射钉方法对国内某钢厂中厚板铸机生产S P H C钢种铸坯凝固坯壳厚度进行了测量。
结果显示,铸机在现有设备和冷却条件下,拉速1. 50m/m in时,凝固终点的综合凝固系数K = 27. 4m m/m in0_5。
该结果为二冷模型和扇形段轻压下工艺优化提供了可靠依据。
关键词板坯射钉法凝固坯壳Measurement of Solidified Shell Thickness in Continuous Casting SlabCheng Suoping Zhang Qiaoying(Maanshan Iron & Steel Co. , L td.)Abstract The thickness of solidified shell was measured through nal-shooting technique w henS P H C steel was produced by a casting machine in a domestic steel plant. t was found that under the existing conditions of equipment and cooling, when the casting is at the speed of 1. 50 m/m in, the composite solidification coefficient K of h e solidification end is 27.4 m m/m in0.5 ,which provided trusty basis for the secondary cooling and sott reduction.Keywords slabs nail-shooting technique solidified shell〇前言近年来,随着连铸技术的发展,扇形段轻压下等新技术在连铸过程中得到了广泛应用,而准确确定铸坯的液芯凝固末端位置是应用上述技术的先决条6[1]。
连铸机安全检查
连铸机安全检查1.确定铸机弯曲半径、拉速、冷却水等参数时,应确保板坯的凝固长度小于冶金长度。
2.大包回转台的支承臂、立柱、地脚螺栓设计计算中应考虑满包负荷冲击系数(1.5~2)。
大包回转台旋转时,包括钢包的运动设备与固定构筑物的净距,应大于0.5m,钢包转盘应配备安全制动和停电事故驱动装置。
3.连铸浇注区,应设置事故钢包、溢流槽、中间溢流罐。
4.大包回转台传动机械、中间罐车传动机械、大包浇注平台,易发生漏钢的设备和结构应采取保护措施。
5.结晶器、二次喷淋冷却装置,应配备事故供水系统;一旦正常供水中断,即发出警报,停止浇注,事故供水系统启动,并在规定时间内确保连铸机的安全;应定期检查事故供水系统的可靠性。
6.在高压油泵故障或电源故障的情况下,液压系统的蓄能器应能够保持张力矫直机的压辊,以继续保持钢坯30~40min,并停止浇注,以保证人身和设备安全。
7.采用放射源控制结晶器液面时,放射源的装、卸、运输和存放,应使用专用工具,应建立严格的管理和检测制度;放射源只能在调试或浇注时打开,其他时间均应关闭;放射源的开启和关闭应有检查确认系统和标志,打开时人员应避开其辐射方向,贮存箱和贮存场所应设置警告标志。
8.连铸主平台以下各层不设油罐、气瓶等易燃、易爆品仓库或存放点,连铸平台上漏钢事故波及的区域,不应有积水与潮湿物品。
9.浇注前,检查并确认设备处于良好的备用状态,各介质参数符合要求;应仔细检查结晶器,其内表面应干净并干燥,引锭杆头送入结晶器时,正面不应有人,应仔细堵塞引锭头与结晶器壁的缝隙,按规定旋转冷却废钢物料。
浇注准备工作完毕,拉矫机正面不应有人,以防引锭杆滑下伤人。
10.新结晶器和检修后的结晶器,应进行水压试验,安装前应暂时封堵合格结晶器的进出水口。
使用中的结晶器及其上口有渗水现象,不应浇注。
11.当钢包或中间包的滑动喷嘴打开时,滑动水口正面不应有人,以防滑板窜钢伤人。
浇注中发生漏、溢钢事故,应关闭该铸流。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
连铸检测和控制八大技术
连铸的特点之一是易于实现自动化。
实行自动化的目的在于改善操作人员的工作环境,减轻劳动强度,减少人为因素对生产过程的干扰,保证连铸生产和铸坯质量的稳定,优化生产过程和生产计划,从而降低成本。
自上世纪80年代以来,冶金自动化装备技术的可*性、实用性、可操作性和可维护性都得到极大的改善,不断提高的性能价格比使冶金自动化装备技术得到快速推广应用。
目前,连铸自动化系统基本上包括信息级、生产管理级、过程控制级和设备控制级。
信息级的主要功能是搜集、统计生产数据供管理人员研究和作出决策;生产管理级主要是对生产计划进行管理和实施,指挥过程计算机执行生产任务;过程控制级接收设备控制级提供的各类数据和设备状态,指导和优化设备控制过程;设备控制级指挥现场的各种设备(如塞棒、滑动水口、拉矫机、切割设备等)按照工艺要求完成相应的生产操作。
其中,设备控制级和过程控制级自动化最为关键,直接关系到连铸机生产是否顺畅和连铸坯的质量。
目前,在国内外连铸机上已成功应用的检测和控制的自动化技术主要包括以下几种:
1.钢流夹渣检测技术
当大包到中间包的长水口或中间包到结晶器的浸入式水口中央带渣子时,表明大包或中间包中的钢水即将浇完,需尽快关闭水口,否则钢渣会进入中间包或结晶器中。
目前,
常用的夹渣检测装置有光导纤维式和电磁感应式。
检测装置可与塞棒或滑动水口的控制装置形成闭环控制,当检测到下渣信号自动关闭水口,防止渣子进入中间包或结晶器。
2.中间包连续测温
测定中间包内钢水温度的传统方法是操作人员将快速测温热电偶插人中间包钢液中,由二次仪表显示温度。
热电偶为一次性使用,一般每炉测温3至5次。
如果采用中间包加热技术,加热过程中需随时监测中间包内钢液温度,则连续测温装置更是必不可少。
目前,比较常用的中间包连续测温装置是使用带有保护套管的热电偶,保护套管的作用是避免热电偶与钢液接触。
热电偶式连续测温的原理较为简单,关键的问题是如何提高保护套管的使用寿命和缩短响应时间。
国外较为成熟的中间包连续测温装置的保护套管的使用寿命可达几百小时。
国内有少量连铸机采用国产的中间包连续测温装置,使用性能基本满足中间包测温要求。
3.结晶器液面检测与自动控制
结晶器液面波动会使保护渣卷入钢液中,引起铸坯的质量问题,严重时导致漏钢或溢钢。
结晶器液面检测主要有同位素式、电磁式、电涡流式、激光式、热电偶式、超声波式、工业电视法等。
其中,同位素式液面检测技术最为成熟、可*,在生产中采用较多。
液面自动控制的方式大致可分为三种类型:一是通过控制塞棒升降高度来调节流入结晶器内钢
液流量;二是通过控制拉坯速度使结晶器内钢水量保持恒定;三是前两种构成的复合型。
4.结晶器热流监测与漏钢预报技术
在连铸生产中,漏钢是一种灾难性的事故,不仅使连铸生产中断,增加维修工作量,而且常常损坏机械设备。
粘结漏钢是连铸中出现最为频繁的一种漏钢事故。
为了预报由粘结引起的漏钢,国内外根据粘结漏钢形成机理开发了漏钢预报装置。
当出现粘结性漏钢时,粘结处铜板的温度升高。
根据这一特点,在结晶器铜板上安装几排热电偶,将热电偶测得的温度值输入计算机中,计算机根据有关的工艺参数按一定的逻辑进行处理,对漏钢进行预报。
根据漏钢的危险程度不同,可采取降低拉速或暂时停浇的措施,待漏钢危险消除后恢复正常拉速。
采用热流监测与漏钢预报系统可大大降低漏钢频率。
比利时的Sidmar钢厂板坯连铸机自1991年安装了结晶器热流监测与漏钢预报系统后,粘结漏钢由每年的14次降低为1次。
此外,热流监测系统还能够根据结晶器内热流状况预报纵裂发生的可能性以及发生的位置。
同时,因为保护渣的性能影响结晶器的热流,故热流监测系统所收集的热流数据可用来比较保护渣的性能,为选择合适的保护渣提供依据。
5.二冷水自动控制
同一台连铸机在开浇、浇铸不同钢种以及拉速变化时需
要及时对二冷水量进行适当调整。
早期连铸采用手动调节阀门来改变二冷水量,人为因素影响很大,在改变拉速时往往来不及调整,造成铸坯冷却不均匀。
二冷水的自动控制方法主要可分为静态控制法和动态控制法两类。
静态控制法一般是利用数学模型,根据所浇铸的断面、钢种、拉速、过热度等连铸工艺条件计算冷却水量,将计算的二冷水数据表存入计算机中,在生产工艺条件变化时计算机按存入的数据找出合适的二冷水控制量,调整二冷强度。
静态控制法是目前广泛采用的二冷水控制方法,在稳定生产时基本能够满足要求。
根据二冷区铸坯的实际情况及时改变二冷水的控制方法为动态控制。
目前能够测得的铸坯温度仅为表面温度,如果能够准确测得铸坯的表面温度,则可根据表面温度对二冷水及时调整。
但是,铸坯表面覆盖的一层氧化铁皮、水膜以及二冷区存在的大量水蒸气严重影响测量结果的准确性。
因此,在实际生产中根据实测的铸坯表面温度进行动态控制的方法很少被采用。
比较可行的方法是进行温度推算控制法。
温度推算控制法的思路是将铸坯整个长度分成许多小段,根据铸坯凝固传热数学模型每隔一定时间(例如20秒)计算出每一小段的温度,然后与预先设定的铸坯所要求的最佳温度相比较,根据比较结果给出最合适的冷却水量。
在二十世纪80年代中后期,欧洲、日本以及美国的一些先进的连铸机已逐步采用二冷动态控制系统。
我国现有的大部分铸机采用静
态控制法控制二冷水量,引进的现代化板坯连铸机、薄板坯连铸机等一般采用温度推算动态控制法进行二冷水的调节。
6.铸坯表面缺陷自动检测
连铸坯的表面缺陷直接影响轧制成品的表面质量,热装热送或直接轧制工艺要求铸坯进加热炉或均热炉必须无缺陷。
因此,必须进行表面质量在线检测,将有缺陷的铸坯筛选出来进一步清理,缺陷严重的要判废。
目前,比较成熟的检测方法有光学检测法和涡流检测法。
光学检测法是用摄像机获取铸坯表面的图像,图像经过处理后,去掉振痕及凹凸不平等信号,只留下裂纹信号在显示器上显示,经缩小比例后在打印机上打印出图形,打印纸的速度与铸坯同步。
操作人员观察打印结果对铸坯表面质量做出判断,决定切割尺寸并决定是否可直接热送。
当裂纹大于预定值时,应调整切割长度,将该部分切除,尽可能增加收得率。
涡流检测法利用铸坯有缺陷部位的电导率和磁导率产生变化的原理来检测铸坯的表面缺陷。
7.铸坯质量跟踪与判断
铸坯质量跟踪与判断系统是对所有可能影响铸坯的大量工艺参数进行收集与整理,得到不同钢种和不同质量要求的产品的工艺数据的合理控制范围,将这些参数编制成数学模型存入计算机中。
生产时计算机对浇铸过程的有关参数进
行跟踪,根据一定的规则(即从生产实践中总结归纳出来的工艺参数与质量的关系)给出铸坯的质量指标与生产要求的合理规范进行对比,给出产品质量等级。
在铸坯被切割时,可以在铸机上打出标记,操作人员可以根据这些信息对铸坯进一步处理。