FANUC标准面板说明
FANUC数控系统面板介绍与编程操作

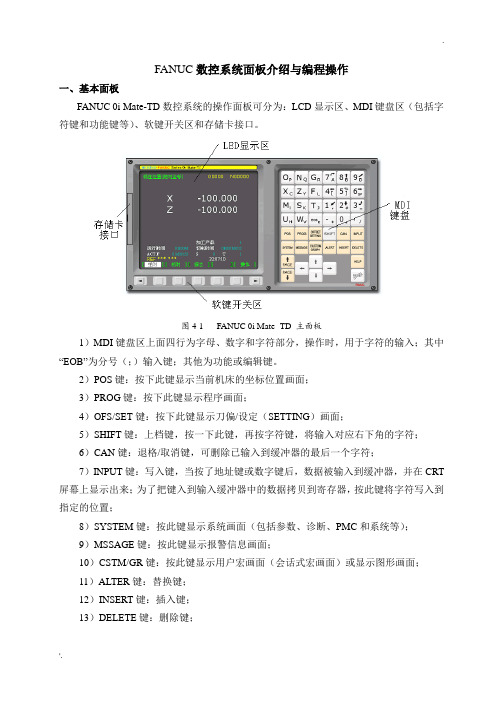
FANUC数控系统面板介绍与编程操作一、基本面板FANUC0i Mate—TD数控系统得操作面板可分为:LCD显示区、MDI键盘区(包括字符键与功能键等)、软键开关区与存储卡接口。
图4—1 FANUC 0i Mate—TD 主面板1)MDI键盘区上面四行为字母、数字与字符部分,操作时,用于字符得输入;其中“EO B"为分号(;)输入键;其她为功能或编辑键。
2)POS键:按下此键显示当前机床得坐标位置画面;3)PROG键:按下此键显示程序画面;4)OFS/SET键:按下此键显示刀偏/设定(SETTING)画面;5)SHIFT键:上档键,按一下此键,再按字符键,将输入对应右下角得字符;6)CAN键:退格/取消键,可删除已输入到缓冲器得最后一个字符;7)INPUT键:写入键,当按了地址键或数字键后,数据被输入到缓冲器,并在CRT屏幕上显示出来;为了把键入到输入缓冲器中得数据拷贝到寄存器,按此键将字符写入到指定得位置;8)SYSTEM键:按此键显示系统画面(包括参数、诊断、PMC与系统等);9)MSSAGE键:按此键显示报警信息画面;10)CSTM/GR键:按此键显示用户宏画面(会话式宏画面)或显示图形画面;11)ALTER键:替换键;12)INSERT键:插入键;13)DELETE键:删除键;14)PAGE键:翻页键,包括上下两个键,分别表示屏幕上页键与屏幕下页键;15)HELP键:帮助键,按此键用来显示如何操作机床;16)RESET键:复位键;按此键可以使CNC复位,用以消除报警等;17)方向键:分别代表光标得上、下、左、右移动;18)软键区:这些键对应各种功能键得各种操作功能,根据操作界面相应变化;19)下页键(Next):此键用以扩展软键菜单,按下此键菜单改变,再次按下此键菜单恢复;20)返回键:按下对应软键时,菜单顺序改变,用此键将菜单复位到原来得菜单。
二、操作面板各按键功能说明:方式选择键1)〖EDIT〗键:编辑方式键,设定程序编辑方式,其左上角带指示灯。
FANUC系统部分操作面板简介
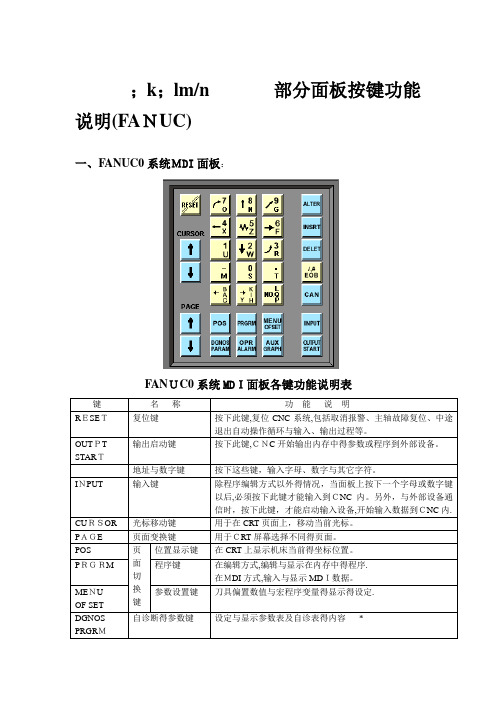
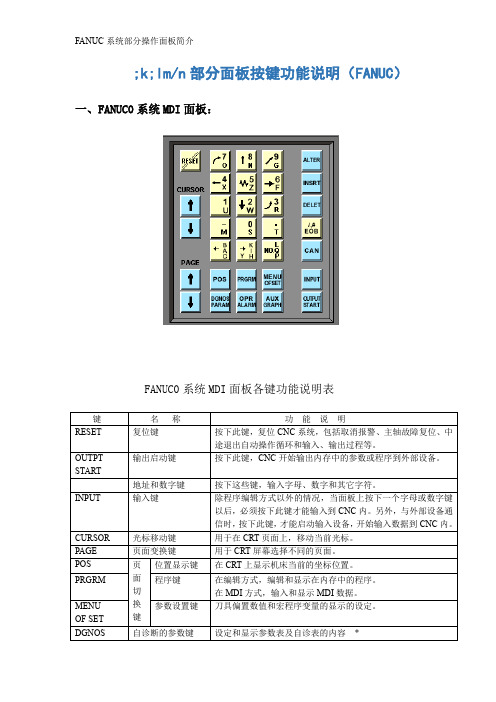
;k;lm/n 部分面板按键功能说明(FANUC)一、FANUC0系统MDI面板:FANUC0系统MDI面板各键功能说明表键名称功能说明RESET复位键按下此键,复位CNC系统,包括取消报警、主轴故障复位、中途退出自动操作循环与输入、输出过程等。
OUTPTSTART输出启动键按下此键,CNC开始输出内存中得参数或程序到外部设备。
地址与数字键按下这些键,输入字母、数字与其它字符。
INPUT 输入键除程序编辑方式以外得情况,当面板上按下一个字母或数字键以后,必须按下此键才能输入到CNC内。
另外,与外部设备通信时,按下此键,才能启动输入设备,开始输入数据到CNC内. CURSOR 光标移动键用于在CRT页面上,移动当前光标。
PAGE 页面变换键用于CRT屏幕选择不同得页面。
POS 页面切换键位置显示键在CRT上显示机床当前得坐标位置。
PRGRM 程序键在编辑方式,编辑与显示在内存中得程序.在MDI方式,输入与显示MDI数据。
MENUOF SET参数设置键刀具偏置数值与宏程序变量得显示得设定.DGNOSPRGRM自诊断得参数键设定与显示参数表及自诊表得内容*OPRALARM报警号显示键按此键显示报警号*AUXGRAPH辅助图形图形显示功能,用于显示加工轨迹.ALTER 编辑键替代键用输入域内得数据替代光标所在得数据。
DELET删除键删除光标所在得数据.INSRT插入键将输入域之中得数据插入到当前光标之后得位置上。
CAN 取消键取消输入域内得数据。
EOB回车换行键结束一行程序得输入并且换行。
*表示尚未开发得功能键二、FANUC0系统车床标准面板FANUC0系统车床标准面板功能说明表按钮名称功能说明MODE(模式选择旋钮)EDIT编辑模式用于直接通过操作面板输入数控程序与编辑程序。
AUTO 自动模式进入自动加工模式。
REF 回零模式机床回零;机床必须首先执行回零操作,然后才可以运行。
MDIMDI模式单程序段执行模式.STEP/HANDLE单步/手轮方式手动方式,STEP就是点动;HANDLE就是手轮移动。
FANUC系统数控机床MDI操作面板按键的详细说明
FANUC系统数控机床MDI操作面板按键的详细说明
1.电源开关:用于启动或关闭数控机床的电源。
2.急停按钮:在紧急情况下按下此按钮将立即停止数控机床的运行。
3.重置按钮:用于重置数控系统,消除故障并恢复正常运行。
4.程序选择按钮:用于选择不同的数控程序或程序组。
5.零点设定按钮:用于设定工件的零点坐标。
6.轴选择按钮:用于选择控制的轴,可以单独控制X、Y、Z轴等。
7.手动模式按钮:切换至手动模式,手动控制机床移动。
8.进给率选择按钮:用于选择进给速度,通常为百分比。
9.速度选择按钮:用于选择运动速度,通常为百分比。
10.回零按钮:将机床回到初始零点位置。
11.MDI模式按钮:切换至MDI(手动数据输入)模式,可以手动输入指令运行。
13.停止按钮:停止当前的操作或程序运行。
14.启动按钮:启动当前选定的程序或操作。
15.保存按钮:保存当前的程序或数据。
16.开始/停止按钮:根据实际情况用于开始或停止运行机床。
17.确认按钮:确认输入的数据或指令。
18.清除按钮:清除输入的错误数据或指令。
以上是FANUC系统数控机床MDI操作面板上常见的按键及其功能。
这些按键的操作简单明了,但在实际操作中需要注意按键的正确使用方式,以免误操作导致机床故障或安全事故发生。
同时,熟练掌握这些按键的功能可以提高操作效率,提升数控机床的生产效率和质量。
希望以上内容对您有所帮助。
FANUC面板操作

『FANUC』控制器操作面板說明:號碼名稱說明(1) 重設(Reset)鍵解除警報、重新設定CNC時、(2) 求助(Help)鍵對"MDI鍵"得操作不明瞭時、(3) 切換(Shift)鍵1按鍵上有2個文字得位址鍵、利用"切換鍵"切換右下得文字可於輸入時顯示、(4) 位址/數值鍵用於輸入字母、數字、(5) 換頁鍵用於CRT畫面之換頁、(6) 游標移動鍵游標作"上"、"下"、"左"、"右"移動、(7) 功能鍵用於切換顯示各功能得畫面、(8) 編輯鍵編輯程式時使用、(9) 輸入(Input)鍵將文字或數字鍵資料輸入到記憶體、(如:各類參數、資料)此按鍵功能與"輸入"(軟鍵)相同、(10)取消(Can)鍵按此鍵可消除最後鍵入緩衝區內得文字或符號、當按取消(Can)鍵時,在" _ "前得文字立刻取消、(1) 按"ALARM"鍵,顯示:例: 輸入"10"(ALARM NO、) →選擇→顯示以下訊息畫面、(2) 按"OPERAT"鍵,顯示"操作方法"之選項說明、例: 輸入"2" →選擇→顯示選擇需要得畫面配置、(3) 按"PARAM"鍵,顯示參數號碼之分類、游標移動鍵:↑、↓(從某一單節移動至下一單節、)←、→(選擇單節內得個別文字、)編輯(Edit)鍵: ALTER(修改)INSERT(插入)DELETE(刪除)(1)ALTER(修改):將錯誤得"數值/指令"覆蓋、(例:將"X20"修改為"X20、0"、)鍵入"X20、0" →按"ALTER" →顯示以下畫面、(2)INSERT(插入):將鍵輸入緩衝區資料存入控制器記憶體內、(為表示係鍵輸入資料,前頭有">"記號。鍵入資料得最後有"_",表示一個文字得輸入位置。(最多可輸入"32"字、)(3)DELETE(刪除):將控制器記憶體內得文字資料刪除、(例:將"X20、0"刪除、) 以游標移動至要刪除得位置→按"DELETE"、Can (取消):可消除最後鍵入緩衝區內得文字或符號、當按"Can"時,在" _ "前得文字立刻取消、功能鍵有:" POS"、"PROG"、"OFFSET/SETTING"、"SYSTEM"、"MESSAGE"、"GRAPHIC"、"CUSTOM",而各功能鍵代表顯示不同得功能畫面。(一) 按"POS"(功能)鍵,顯示如下:壹、1、按"絕對"(軟鍵),顯示:"絕對座標"畫面。2、(1)按"相對"(軟鍵),顯示:"相對座標"畫面。(2)按"相對"→(操作) (軟鍵),顯示:3、按"總合"(軟鍵),同時顯示:"相對座標"、"絕對座標"、"機械座標"畫面。4、按"HNDL"(軟鍵),顯示:"手動插入"功能畫面、5、按"(操作)"(軟鍵),顯示:貳、"操作監視"畫面:操作方式:按"POS"(功能鍵) →(軟鍵) →出現" MONI"→按"MONI"(軟鍵) →顯示以上畫面、(二)按"PROG"(功能)鍵,顯示如下:1、按"程式"(軟鍵),顯示:A、"加工程式"、(於MEM [即"AUTO"]模式)B、"編輯新加工程式"、(於EDIT模式)2、於"EDIT"模式,按"DIR"(軟鍵):顯示"程式記憶得使用量"及"程式一覽表"畫面、『包含:"登記程式數(USE)"、"剩餘程式數(空)"、"程式號碼(O NO、)"、"程式名稱(COMMENT)"、"登記得程式記憶容量(CHAR、)"、"剩餘可使用得程式記憶容量"。』3、操作方式: EDIT模式、按"PROG" (功能鍵) →程式(軟鍵) →(操作) (軟鍵)→(軟鍵)→顯示以上畫面、READ /PUNCH:可用於程式得傳輸、(PC→CNC控制器控制器→PC)EX-EDT:程式擴充編輯功能、(選購)4、A.BG-EDT (背景編輯) :在程式執行中可進行其她程式得編輯、(編輯方式与前景編輯相同)。操作方式: MEMORY / EDIT模式、按"PROG"(功能鍵) →(操作) (軟鍵)→BG-EDT →顯示以下畫面、→編輯新程式、(例: O0003)→程式內容編輯完成、→(操作) →BG-END →跳回至編輯畫面。B、O檢索:"程式號碼"檢索、(記憶體中有許多程式時,可尋找一程式)操作方式: MEMORY / EDIT模式、O + ×××× (程式號碼) →按"O檢索" (軟鍵)、例: 呼叫記憶體內之加工程式- "O1111"、C、檢索↑、檢索↓:位址文字(X、Y、Z、S、∙∙∙∙)檢索、操作方式: EDIT模式、位址+數值→按"檢索↑"或"檢索↓"、例: 搜尋"X20、0"、(輸入" X20、0 ",再按"檢索↓"、)(三)按"OFFSET/SETTING"(功能)鍵,顯示如下:壹、1、按"補正"(軟鍵):顯示"工具補正"畫面、(可設定"刀具長度補正量"、"刀具半徑補正值"等資料、)A、NO檢索:"番號"檢索、(如上圖,例:"番號011",則輸入"11",再按"NO檢索"、)B、C、輸入:"刀具長度補正量"自動輸入、操作方式: " OFFFSET/SETTING "(功能鍵)→補正(軟鍵)→輸入欲設定得"番號?" →" Z "鍵(字母鍵) →C、輸入( ※使用此功能,必須先"Z軸"回"HOME",再將"相對座標-歸零[ Z 0、000]";否則,會造成長度補正量得誤差、)C、+輸入: 可執行補正量得"加算"与"減算"、D、輸入: 功能与FANUC操作面板上之"INPUT"鍵相同、2、按"SETING"(軟鍵),顯示以下畫面: 按"PAGE ↓"(功能鍵),顯示:再按"PAGE ↓",顯示:3、按"座標系"顯示:一、加工原點(程式原點)設定:加工原點位置得選擇:(1)素材基邊、(2)素材中心、(3)素材基邊偏移"××量"。(1)"素材基邊"尋邊求法: (用"3D-Taster")操作方式: 手輪(Handle)模式、A、步驟: 按"POS(功能鍵)"→ "相對(軟鍵)" [切換至"相對座標"畫面]→移動軸向(例: X軸)→至接觸工件邊→按"X" (字母鍵) [此時畫面中得字元"X"~顯示"閃爍"]→→"起源(軟鍵)" →[此時畫面顯示X0、000]→Z軸提高至淨空高度→移動軸向" Y "→重覆上述步驟→完成尋邊(加工原點)動作、(※加工原點設定,以素材基邊為準、測頭半徑"r",必須列入計算、)B、"工件座標系設定":按"OFFSET/SETING(功能鍵)" →"座標系(軟鍵)" →選擇欲設定得座標系?:例:"G54"(可用游標鍵↑,↓或" NO檢索") →輸入: "X0"→"測量(軟鍵)"→輸入: "Y0"→"測量(軟鍵)"→即完成"工件座標系設定"、(2)素材中心:操作方式: 手輪(Handle)模式、A、步驟: 按"POS(功能鍵)"→ "相對(軟鍵)" [切換至"相對座標"畫面]→移動軸向(例:X軸)→至接觸工件邊→按"X" (字母鍵) →"起源(軟鍵)" →按"Z" (字母鍵) →"起源(軟鍵)" →Z軸提高至淨空高度→移動軸向至工件得另一側→至接觸工件邊→產生一數據、[例如: 畫面顯示: X120、000]→移動X軸向,至"素材中心"、[X120、0 / 2]→→按"X" (字母鍵) →"起源(軟鍵)" →Z軸提高至淨空高度→移動軸向" Y "→重覆上述步驟→完成尋邊(加工原點)動作、B、"工件座標系設定": (設定与"素材基邊"方式相同、)按"OFFSET/SETING(功能鍵)" →"座標系(軟鍵)" →選擇欲設定得座標系?: "G54" →輸入: "X0"→"測量(軟鍵)" →輸入: "Y0"→"測量(軟鍵)" →即完成"工件座標系設定"、(3)素材基邊偏移"××量": (基點以素材左下角為依據、)操作方式: 手輪(Handle)模式、A、步驟: 與(1),(2)方式相同、B、"工件座標系設定": (設定与"素材基邊"方式相同、)按"OFFSET/SETING(功能鍵)" →"座標系(軟鍵)" →選擇欲設定得座標系?: "G54"→輸入: "X0"→"測量(軟鍵)" →輸入: "Y0"→"測量(軟鍵)" →即完成"工件座標系設定"、(※目前之G54座標值為加工素材得基點座標) →移動游標至"X"欄位,輸入偏移量:"100、"→→"+ 輸入(軟鍵)"→→"Y"欄位,輸入偏移量: "80、"→→"+ 輸入(軟鍵)" →即完成"工件座標系設定"、二、刀具長度補正量設定:操作方式: 手輪(Handle)模式、A.步驟: 移動"Z"軸→至刀尖接觸工件表面→按"POS(功能鍵)"→ "總合(軟鍵)" →記錄"Z軸機械座標值"→→按"OFFSET/SETING(功能鍵)" →"補正(軟鍵)" →選擇欲設定得補正號碼?:例:" 001" →輸入" Z軸機械座標值":" -640、7 "→→"輸入(軟鍵)"[或按"INPUT"(於操作面板)]→完成"刀具長度補正量"設定、貳、操作方式:按"OFFSET/SETTING"(功能鍵) →→顯示以上畫面、1、按"MACRO"鍵,顯示:2、按"操作PN"鍵,顯示以下畫面:※功能設定可用"↑";"↓"游標移動鍵,移動至所要得功能位置;"←";"→"游標移動鍵,可設定【ON/OFF】。
fanuc面板按键说明【详细图解】
数控机床的操作面板对触控面板的性能要求相对较高具有交互式显示特点的触控显示技术迅速扩张,不再是单纯的设定为我们提供终端产品的技术创新,而是更注重与实际应用的紧密结合,为对于控制面板来说不同品牌的变频器操作面板的风格是不一样的, FANUC系统数控机床是车间里常见的数控机床,其操作面板简洁易懂。
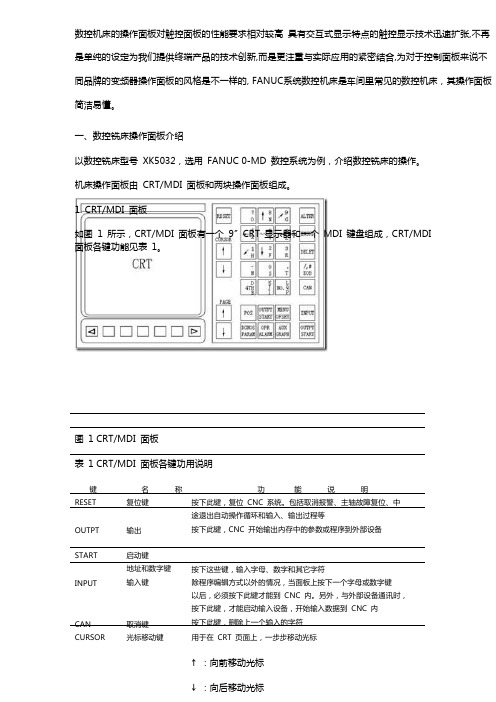
一、数控铣床操作面板介绍以数控铣床型号XK5032,选用FANUC 0-MD 数控系统为例,介绍数控铣床的操作。
机床操作面板由CRT/MDI 面板和两块操作面板组成。
1. CRT/MDI 面板如图1 所示,CRT/MDI 面板有一个9〞CRT 显示器和一个MDI 键盘组成,CRT/MDI面板各键功能见表1。
图1 CRT/MDI 面板表1 CRT/MDI 面板各键功用说明键名称功能说明RESET OUTPT START INPUTCAN CURSOR 复位键输出启动键地址和数字键输入键取消键光标移动键按下此键,复位CNC 系统。
包括取消报警、主轴故障复位、中途退出自动操作循环和输入、输出过程等按下此键,CNC 开始输出内存中的参数或程序到外部设备按下这些键,输入字母、数字和其它字符除程序编辑方式以外的情况,当面板上按下一个字母或数字键以后,必须按下此键才能到CNC 内。
另外,与外部设备通讯时,按下此键,才能启动输入设备,开始输入数据到CNC 内按下此键,删除上一个输入的字符用于在CRT 页面上,一步步移动光标↑:向前移动光标↓:向后移动光标PAGEPOS PRGRMMENUOFSET DGNOS 页面变换键位置显示键程序键自诊断的参数用于CRT 屏幕选择不同的页面↑:向前变换页面↓:向后变换页面在CRT 上显示机床现在的位置在编辑方式,编辑和显示在内存中的程序在MDI 方式,输入和显示MDI 数据刀具偏置数值和宏程序变量的显示的设定设定和显示参数表及自诊断表的内容键PRARMOPRALARM AUXGRAPH 报警号显示键图象按此键显示报警号图象显示功能2. 下操作面板如图2 所示,面板上个按钮、旋钮、指示灯功用说明见表2。
FANUC 系列操作面板各按键解析
FANUC 系列操作面板各按键:RESET(复位键):按下此键,复位CNC系统。
包括取消报警、主轴故障复位、中途退出自动操作循环和中途退出输入、输出过程等。
CURSOR(光标移动键):移动光标至编辑处PAGE(页面转换键):显示器画面向前变换页面,显示器画面向后变换页面。
地址和数字键:按下这些键,输入字母、数字和其它字符POS(位置显示键):在CRT上显示机床现在的位置。
PRGRM(程序键):在编辑方式,编辑和显示内存中的程序。
在MDI方式,输入和显示MDI数据。
在自动方式,指令值显示。
MENU OFFSET(偏置值设定和显示)。
DGNOS PARAM(自诊断参数键)。
参数设定和显示,诊断数据显示OPR ALARM(报警号显示键):报警号显示及软件操作面板的设定和显示AUX GRAPH(图形显示键):图形显示功能INPUT(输入键):用于参数或偏置值的输入;启动I/O设备的输入;MDI方式下的指令数据的输入。
OUTPT START(输出启动键)。
ALTER(修改键):修改存储器中程序的字符或符号。
INSRT(插入键):在光标后插入字符或符号。
CAN(取消键):取消已键入缓冲器的字符或符号。
DELET(删除键):删除存储器中程序的字符或符号。
A 坐标字绕X轴旋转。
B 坐标字绕Y轴旋转。
C 坐标字绕Z轴旋转。
D 补偿号刀具半径补偿指令。
E 第二进给功能。
F 进给速度进给速度的指令。
G 准备功能指令动作方式。
H 补偿号补偿号的指定。
I 坐标字圆弧中心X轴向坐标。
J 坐标字圆弧中心Y轴向坐标。
K 坐标字圆弧中心Z轴向坐标。
L 重复次数固定循环及子程序的重复次数。
M 辅助功能机床开关指令。
N 顺序号顺序段序序号。
O 顺序号顺序号、子程序顺序号的指定。
P 暂停或程序中某功能的开始使用的程序号。
Q 固定循环终止段号或固定循环中的定距。
R 坐标字固定循环中的定距离或圆弧半径的指定。
S 主轴功能主轴转速指令。
T 刀具功能刀具编号指令。
FANUC系统面板简易操作说明

面板操作說明一、模式切換開關TAPE(DNC) : 紙帶模式 (PC連線)。
EDIT : 程式編輯模式。
AUTO : 自動執行模式。
MDI : 手動資料輸入模式。
可由此模式輸入.. 單節指令, 並使機械行之,亦可由此輸入補正值及其他輸入之數據。
HANDLE : 手輪模式。
此時其他模式均無法執行, 僅能作手輪軸向位移。
位移量每格0.001 ,0.01 ,0.1 mm 或 0.0001 ,0.001 ,0.01inch。
JOG : 寸動模式 , 可手動操作各軸慢速位移。
RAPID : 快速移動模式 , 可手動操作各軸慢速位移。
ZERO RETURN : 原點覆歸模式,當選擇此模式後, 按下+Z,+Y和-X軸向開關,則機器即以快動速度回復機器原點。
二、進給速率 (慢速位移)調整開關在執行 MDI, AUTO, TAPE 中之指令時, 可藉調整此選擇開關 0 % 至 150 % ,每段 10 % 可增加或減少,以改變其進給率。
三、快速位移速率調整開關快送、原點覆歸模式或程式執行G00指令時有效。
快送速度可由此開關選定, 範圍為 LOW(速度由參數設定) , 25 , 50 , 100%四、CNC功能鍵1.單節執行開關:自動模式有效。
此開關 "ON",當自動執行時,僅能作單節之操作,需再按下循環開始開關才能執行下一單節。
2.選擇性停止開關:自動模式有效。
此開關 "ON"時,則程式執行 M01 有效,亦即機器會暫時停止執行,其作用如同 M00,需再按下循環開始開關才能繼續執行 ;若此開關 "OFF" 時,則 M01 無效。
3. 機械鎖住開關:手動、自動模式有效。
此開關 "ON",則機器停止位移,但 G、M、S及T功能均繼續執行。
當使用此功能後,須執行手動三軸原點覆歸。
4. 試運轉開關:自動模式有效。
此開關"ON", 則執行 AUTO, MDI 或 TAPE 程式指令之F進給率控制倍率 ,均改由 JOG 速率來控制, 快動G00亦變成寸動速度 (可由參數設定)。
fanuc数控系统面板

Fanuc数控系统面板一、简介Fanuc数控系统面板是Fanuc数控机床上的重要组成部分,用于控制和操作数控机床的各种功能。
它是数控机床上的一个可移动的控制面板,可以通过面板上的按键、旋钮和显示屏进行各种设置和操作。
Fanuc数控系统面板具有操作简便、功能强大的特点,广泛应用于各类数控机床中。
二、面板的外观和功能Fanuc数控系统面板通常由一块液晶显示屏、若干个按键和旋钮以及一些指示灯组成。
下面我们将详细介绍各个部分的功能和外观特点:1. 液晶显示屏液晶显示屏是Fanuc数控系统面板中最重要的部分之一,它用于显示数控机床的状态、程序代码、报警信息以及操作界面等内容。
液晶显示屏通常具有高分辨率、高亮度和高反应速度的特点,以确保用户能够清晰地看到屏幕上的信息。
2. 按键和旋钮Fanuc数控系统面板上通常有多个按键和旋钮,用于进行各种操作和设置。
按键的功能各不相同,常见的包括启动/停止按钮、手动/自动切换按钮、模式选择按钮等。
旋钮可以用来调整参数值、手动移动机床轴向位置等。
3. 指示灯指示灯通常用于指示数控机床的状态和报警信息。
常见的指示灯有电源指示灯、报警指示灯、操作模式指示灯等。
通过观察指示灯的亮灭状态,用户可以了解机床的工作状态和异常情况。
三、操作和设置Fanuc数控系统面板的操作和设置相对简单,用户只需按照以下步骤进行即可:1.启动数控机床,在Fanuc数控系统面板上按下启动按钮;2.选择操作模式,根据具体需求按下手动/自动切换按钮;3.根据工艺要求进行设置,使用旋钮或者按键进行参数调整;4.若有需要,可以通过液晶显示屏输入程序代码;5.当完成设置后,按下启动按钮,机床开始工作。
四、注意事项在使用Fanuc数控系统面板时,需要注意以下几点:1.机床和面板之间的连接必须牢固可靠,确保信号传输正常;2.操作时要谨慎,确保按键和旋钮的正确操作,避免误操作导致机床故障或工件损坏;3.及时关注液晶显示屏上的报警信息,一旦出现异常情况及时采取措施;4.定期检查面板上的按键和旋钮是否正常,若有异常及时维修或更换。
FANUC数控系统面板介绍与编程操作

FANUC数控系统面板介绍与编程操作FANUC数控系统面板是用于控制数控机床的一个重要组成部分。
在数控机床操作中,面板经常被操作员使用来进行编程和控制,因此熟悉面板的功能和操作非常重要。
本文将介绍FANUC数控系统面板的基本结构和功能,并提供一些常用的编程操作。
2.功能按钮:功能按钮是用来操作数控系统的一些基本功能。
例如,程序启动、停止、暂停、进给调整等。
根据面板的不同型号,功能按钮可能会有所不同,但基本功能大致相同。
3.独立输入输出设备(MDI):MDI上有一些可以独立输入和输出的按键。
在编写数控程序时,我们可以使用MDI上的键盘来输入程序指令,然后通过MDI来检查和修改程序。
4.模拟量开关:模拟量开关可以用来调整数控系统的一些参数,例如进给速度、主轴转速等。
通过调节这些参数,可以满足不同加工要求。
现在,让我们来了解一些常用的编程操作。
1.新建程序:在面板上选择“新建程序”按钮,然后输入程序号和程序名,按下确认键即可创建一个新的程序。
2.编写程序:使用面板上的键盘输入程序指令。
FANUC系统使用的是G代码和M代码来描述加工路径、进给速度、主轴转速等。
例如,用G01来描述直线进给,用G02来描述圆弧进给。
4.保存程序:使用面板上的保存按钮可以保存已编写的程序。
程序可以保存在数控系统的内存中,也可以保存在外部设备中,例如U盘或网络存储器。
5.启动程序:在编写完程序后,可以使用面板上的启动按钮来运行程序。
在程序运行过程中,可以通过面板上的暂停按钮来暂停程序的执行。
6.单步运行:使用面板上的单步按钮可以将程序以步进方式运行。
可以逐行查看程序的执行情况,以便调试和验证程序。
7.监测程序:通过面板上的监测按钮可以监测程序的执行情况。
可以查看程序的运行状态、坐标位置、进给速度等信息。
8.修改程序:使用MDI可以对程序进行修改,可以插入、删除、修改程序指令。
修改后的程序可以通过面板上的保存按钮来保存。
9.停止程序:在程序运行过程中,可以使用面板上的停止按钮来停止程序的执行。
FANUC系统部分操作面板简介
;k;lm/n部分面板按键功能说明(FANUC)一、FANUC0系统MDI面板:
FANUC0系统MDI面板各键功能说明表
*表示尚未开发的功能键
二、FANUC0系统车床标准面板
FANUC0系统车床标准面板功能说明表
START JOG FEEDRATE OVERRIDE
置有效。
三、FANUC0系统宝鸡机床厂SK50型车床面板:
FANUC0系统宝鸡机床厂SK50型车床面板功能说明表
四、FANUC0系统xx机床厂车床面板:
FANUC0系统xx机床厂车床面板功能说明表模式选择旋钮
五、FANUC0-PM0系统MDI面板
FANUC0-PM0系统MDI面板各键功能说明表
六、FANUC-PM0系统车床标准面板:
FANUC-PM0系统车床标准面板功能说明表
七、FANUC0I系统MDI面板:
FANUC0I系统MDI面板各键功能说明表
八、FANUC0I系统JOHNFORD VMC-850型立式加工中心面板:
FANUC0I系统JOHNFORD VMC-850型立式加工中心面板功能说明表
程序运行开始;模式选择旋钮在“”或“行暂停。
按“。
FANUC系统MDI面板详解
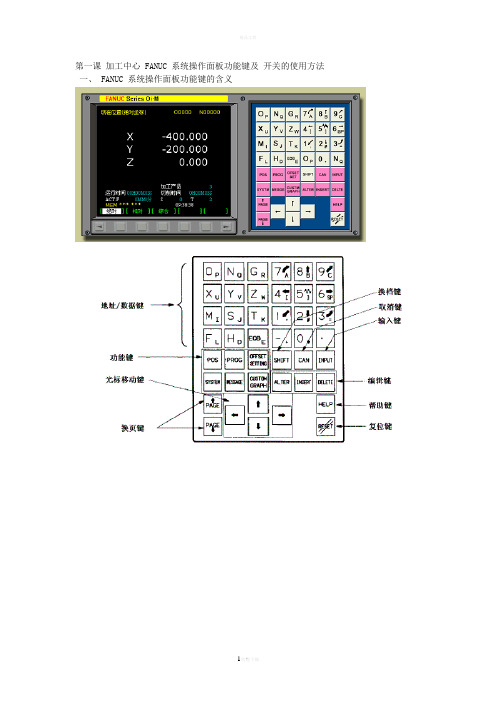
第一课加工中心 FANUC 系统操作面板功能键及开关的使用方法一、 FANUC 系统操作面板功能键的含义三、开关的使用方法:设定自动运行方式 .:设定程序编辑方式 .:设定 MDI方式: 设定 DNC 运行方式 .: 单程序段运行方式 .:可选程序段跳过运行方式 , 跳过程序段开头带有 / 的程序 . : 程序停止 .: 手动示教 ( 手轮示教 ) 方式 .: 程序重启 .:机床机械锁住 .: 空运行方式 .: 循环停止 .( 自动操作停止 ).: 循环启动 .( 自动操作开始 ).: 程序停 .( 进给保持 ).: 返回参考点方式 .:手动进给方式 .: 手轮进给方式 .: 手轮进给倍率: 手动进给轴选择 .: 快速进给 .: 移动方向选择 .: 主轴 , 正转 , 停止 , 反转 .: 进给倍率 .:主轴转速倍率: 紧急停止: 程序保护开关六、小结:加工中心慨况及面板操作七、作业:操作面板,熟练面板各个功能键第二课加工中心加工工件的安装、对刀与换刀加工中心加工定位基准的选择:1.选择基准的三个基本要求:(1)所选基准应能保证工件定位准确装卸方便方便可靠。
(2)所选基准与各加工部位的的尺寸计算简单。
(3)保证加工精度。
2.选择定位基准6原则:(1)尽量选择设计基准作为定位基准;(2)定位基准与设计基准不能统一时,应严格控制定位误差保证加工精度;(3)工件需两次以上装夹加工时,所选基准在一次装夹定位能完成全部关键精度部位的加工;(4)所选基准要保证完成尽可能多的加工内容;(5)批量加工时,零件定位基准应尽可能与建立工件坐标系的对刀基准重合;(6)需要多次装夹时,基准应该前后统一。
加工中心夹具的确定:1.对夹具的基本要求:(1)夹紧机构不得影响进给,加工部位要敞开;(2)夹具在机床上能实现定向安装;(3)夹具的刚性与稳定性要好。
2.常用夹具种类:(1)通用夹具:如虎钳、分度头、卡盘等;(2)组合夹具:组合夹具由一套结构已经标准化、尺寸已经规格化的通用元件组合元件所构成;(3)专用夹具:专为某一项或类似的几项加工设计制造的夹具;(4)可调整夹具:组合夹具与专用夹具的结合,既能保证加工的精度,装夹更具灵活性;(5)多工位夹具:可同时装夹多个工件的夹具;(6)成组夹具:专门用于形状相似、尺寸相近且定位、夹紧、加工方法相同或相似的工件的装夹。
『FANUC』控制器操作面板说
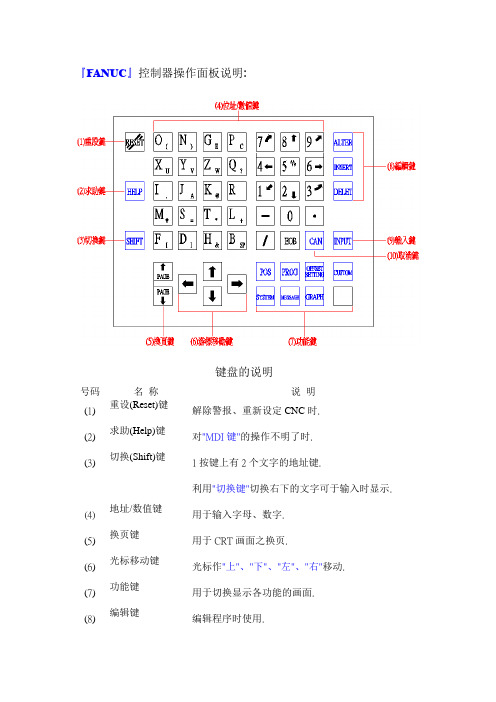
『FANUC』控制器操作面板说明:键盘的说明号码名称说明(1) 重设(Reset)键解除警报、重新设定CNC时.(2) 求助(Help)键对"MDI键"的操作不明了时.(3) 切换(Shift)键1按键上有2个文字的地址键.利用"切换键"切换右下的文字可于输入时显示.(4) 地址/数值键用于输入字母、数字.(5) 换页键用于CRT画面之换页.(6) 光标移动键光标作"上"、"下"、"左"、"右"移动.(7) 功能键用于切换显示各功能的画面.(8) 编辑键编辑程序时使用.(9) 输入(Input)键将文字或数字键数据输入到内存.(如:各类参数、资料)此按键功能与"输入"(软键)相同.(10)取消(Can)键按此键可消除最后键入缓冲区内的文字或符号.当按取消(Can)键时,在" _ "前的文字立刻取消.求助(Help)键:(1) 按"ALARM"键,显示:例: 输入"10"(ALARM NO.) →选择→显示以下讯息画面.(2) 按"OPERAT"键,显示"操作方法"之选项说明.例: 输入"2" →选择→显示选择需要的画面配置.(3) 按"PARAM"键,显示参数号码之分类.光标移动键:↑、↓(从某一单节移动至下一单节.)←、→ (选择单节内的个别文字.)编辑(Edit)键: ALTER(修改)INSERT(插入)DELETE(删除)(1)ALTER(修改):将错误的"数值/指令"覆盖. (例:将"X20"修改为"X20.0".)键入"X20.0" →按"ALTER" →显示以下画面.(2)INSERT(插入):将键输入缓冲区数据存入控制器内存内.(为表示系键输入数据,前头有">"记号。键入数据的最后有"_",表示一个文字的输入位置。(最多可输入"32"字.)(3)DELETE(删除):将控制器内存内的文字数据删除. (例:将"X20.0"删除.)以光标移动至要删除的位置→按"DELETE". Can (取消):可消除最后键入缓冲区内的文字或符号.当按"Can"时,在" _ "前的文字立刻取消.功能键有:" POS"、"PROG"、"OFFSET/SETTING"、"SYSTEM"、"MESSAGE"、"GRAPHIC"、"CUSTOM",而各功能键代表显示不同的功能画面。(一) 按"POS"(功能)键,显示如下:壹.1.按"绝对"(软键),显示:"绝对坐标"画面。2. (1)按"相对"(软键),显示:"相对坐标"画面。(2)按"相对"→ (操作) (软键),显示:3.按"总合"(软键),同时显示:"相对坐标"、"绝对坐标"、"机械坐标"画面。4.按"HNDL"(软键),显示:"手动插入"功能画面.5.按"(操作)"(软键),显示:贰."操作监视"画面:操作方式:按"POS"(功能键) → (软键) →出现" MONI"→按"MONI"(软键) →显示以上画面.(二)按"PROG"(功能)键,显示如下:1.按"程序"(软键),显示:A."加工程序".(于MEM [即"AUTO"]模式)B."编辑新加工程序". (于EDIT模式)2.于"EDIT"模式,按"DIR"(软键):显示"程序记忆的使用量"及"程序一览表"画面.『包含:"登记程序数(USE)"、"剩余程序数(空)"、"程序号码(O NO.)"、"程序名称(COMMENT)"、"登记的程序记忆容量(CHAR.)"、"剩余可使用的程序记忆容量"。』3.操作方式: EDIT模式.按"PROG" (功能键) →程序(软键) →(操作) (软键)→ (软键)→显示以上画面.READ /PUNCH:可用于程序的传输. (PC→CNC控制器或CNC控制器→PC) EX-EDT:程序扩充编辑功能. (选购)4.A.BG-EDT (背景编辑) :在程序执行中可进行其它程序的编辑. (编辑方式和前景编辑相同)。操作方式: MEMORY / EDIT模式.按"PROG"(功能键) →(操作) (软键)→ BG-EDT →显示以下画面.→编辑新程序. (例: O0003)→程序内容编辑完成. → (操作) → BG-END →跳回至编辑画面。B. O检索:"程序号码"检索. (内存中有许多程序时,可寻找一程序)操作方式: MEMORY / EDIT模式.O + ×××× (程序号码) →按"O检索" (软键).例: 呼叫内存内之加工程序- "O1111".C.检索↑、检索↓:地址文字(X、Y、Z、S、∙∙∙∙)检索.操作方式: EDIT模式.地址+数值→按"检索↑"或"检索↓".例: 搜寻"X20.0". (输入" X20.0 ",再按"检索↓".)(三)按"OFFSET/SETTING"(功能)键,显示如下:壹.1.按"补正"(软键):显示"工具补正"画面. (可设定"刀具长度补正量"、"刀具半径补正值"等资料. )A. NO检索:"番号"检索. (如上图,例:"番号011",则输入"11",再按"NO检索".)B. C.输入:"刀具长度补正量"自动输入.操作方式: " OFFFSET/SETTING "(功能键)→补正(软键)→输入欲设定的"番号?" →" Z "键(字母键) → C.输入( ※使用此功能,必须先"Z轴"回"HOME",再将"相对坐标-归零[ Z 0.000]";否则,会造成长度补正量的误差. )C. +输入: 可执行补正量的"加算"和"减算".D. 输入: 功能和FANUC操作面板上之"INPUT"键相同.2.按"SETING"(软键),显示以下画面: 按"PAGE ↓"(功能键),显示:再按"PAGE ↓",显示:3.按"坐标系"显示:一、加工原点(程序原点)设定:加工原点位置的选择:(1)素材基边、(2)素材中心、(3)素材基边偏移"××量"。(1)"素材基边"寻边求法: (用"3D-Taster")操作方式: 手轮(Handle)模式.A.步骤: 按"POS(功能键)"→ "相对(软键)" [切换至"相对坐标"画面]→移动轴向(例: X轴) →至接触工件边→按"X" (字母键) [此时画面中的字符"X"~显示"闪烁"]→→ "起源(软键)" → [此时画面显示X0.000]→ Z轴提高至净空高度→移动轴向" Y "→重复上述步骤→完成寻边(加工原点)动作.(※加工原点设定,以素材基边为准.测头半径"r",必须列入计算.)B. "工件坐标系设定":按"OFFSET/SETING(功能键)" → "坐标系(软键)" → 选择欲设定的坐标系?:例:"G54"(可用光标键↑,↓或" NO检索") →输入: "X0"→"测量(软键)"→输入: "Y0"→"测量(软键)"→即完成"工件坐标系设定".(2)素材中心:操作方式: 手轮(Handle)模式.A.步骤: 按"POS(功能键)"→ "相对(软键)" [切换至"相对坐标"画面]→移动轴向(例:X轴) →至接触工件边→按"X" (字母键) → "起源(软键)" →按"Z" (字母键) → "起源(软键)" →Z轴提高至净空高度→移动轴向至工件的另一侧→至接触工件边→产生一数据. [例如: 画面显示: X120.000]→移动X轴向,至"素材中心". [X120.0 / 2]→→按"X" (字母键) → "起源(软键)" →Z轴提高至净空高度→移动轴向" Y "→重复上述步骤→完成寻边(加工原点)动作.B. "工件坐标系设定": (设定和"素材基边"方式相同.)按"OFFSET/SETING(功能键)" → "坐标系(软键)" → 选择欲设定的坐标系?: "G54" → 输入: "X0"→ "测量(软键)" →输入: "Y0"→ "测量(软键)" →即完成"工件坐标系设定".(3)素材基边偏移"××量": (基点以素材左下角为依据.)操作方式: 手轮(Handle)模式.A.步骤: 与(1),(2)方式相同.B. "工件坐标系设定": (设定和"素材基边"方式相同.)按"OFFSET/SETING(功能键)" → "坐标系(软键)" → 选择欲设定的坐标系?: "G54"→ 输入: "X0"→ "测量(软键)" →输入: "Y0"→ "测量(软键)" →即完成"工件坐标系设定".(※目前之G54坐标值为加工素材的基点坐标) →移动光标至"X"字段,输入偏移量:"100. "→→ "+ 输入(软键)"→→"Y"字段,输入偏移量: "80. "→→"+ 输入(软键)" →即完成"工件坐标系设定".二、刀具长度补正量设定:操作方式: 手轮(Handle)模式.A.步骤: 移动"Z"轴→至刀尖接触工件表面→按"POS(功能键)"→ "总合(软键)" →记录"Z轴机械坐标值"→→按"OFFSET/SETING(功能键)" → "补正(软键)" →选择欲设定的补正号码?:例:" 001" →输入" Z轴机械坐标值":" -640.7 "→→ "输入(软键)"[或按"INPUT"(于操作面板)]→完成"刀具长度补正量"设定.贰.操作方式:按"OFFSET/SETTING"(功能键) → →显示以上画面.1.按"MACRO"键,显示:2.按"操作PN"键,显示以下画面:※功能设定可用"↑";"↓"光标移动键,移动至所要的功能位置;"←";"→"光标移动键,可设定【ON/OFF】。
FANUC操作面板说明

附3:FANUC操作面板说明
机床工作方式选择:
M01功能
回参考点方式
停止/启动指示灯灯
JOG点动方式
手轮方式轴选择
手轮方式
单段
MDA方式
循环停止
自动运行方式பைடு நூலகம்
循环启动
程序编辑方式
超程解除
手轮\点动倍率
点动进给倍率
电源钥匙开关
存储器钥匙开关
空运行
机床锁住
FANUC面板按钮

二、FUNAC 0I 车床标准面板操作
1. FUNAC 0I 车床操作面板按钮说明:
图1-2-13操作面板
①CRT 显示 ②横排软键 ③操作箱
④MDI 键盘
⑤打开手轮 ⑥倍率旋钮 ⑦紧急停止按钮 ⑧机床启动/停止
面板按钮说明
1 4
3
2
7
6
下此按钮运行暂停。
按“循环启动”
点击
软键实现左侧中显示内容的向上翻页;软键实现左
软键实现光标的向上移动;软键
实现光标的向下移动;软键实现光标的向左移动;软键实
实现字符的输入,点击键后再点击字符键,将输入右下角的点击将在
点击软键后再点击将在光标所处位置处输入
点击软键将在光标所在位置输入
字符,点击软键后再点击将在光标所在位置处输入“。
FANUC系统操作面板

表2-3 Fanuc Oi Mate-MD数控系统的控制面板各按键及功能
表2-3 Fanuc Oi Mate-MD数控系统的控制面板各te-MD数控系统的控制面板各按键及功能
表2-2 Fanuc Oi MD系统MDI面板上其他按键与功能说明
2 机床控制面板 Fanuc Oi Mate-MD数控系统的控制面板通常在CRT显示区的下方 (如图:2-3),各按键(旋钮)的名称及功能见表2-3。
图2-3 Fanuc Oi Mate-MD数控系统的控制面板
表2-3 Fanuc Oi Mate-MD数控系统的控制面板各按键及功能
数控铣床面板操作
Fanuc-Oi MD数控系统简介
Fanuc Oi Mate-MD数控系统面板由系统操作面板和机床控制面板两部分组成。 1 系统操作面板 系统操作面板包括CRT显示区 MDI编辑面板。 (1) CRT显示区: 位于整个机床面板的左上方。包括显示区和屏幕相对应的功 能软键。
(2) 编辑操作面板(MDI面板): 一般位于CRT显示区的右侧。MDI面板上键 的位置和各按键的名称及功能见表2-1和表2-2。
图2-2 Fanuc Oi Mate-MD数控系统CRT显示区 1 功能软键 2 扩展软键
图2-3 MDI面板
表2-1 Fanuc Oi MD系统MDI面板上主功能键与功能说明
序 号 按键符号
名称
功能说明
1
位置
显示刀具的坐标位置。
显示键
2
程序
在“edit”模式下显示存储器内的程序;在“MDI” 模式下,输入和显示MDI数据;在“AOTO”模下
显示键
显示当前待加工或者正在加工的程序。
3
参数设定/ 设定并显示刀具补偿值 工件坐标系已经及宏程
(完整版)FANUC系统部分操作面板简介
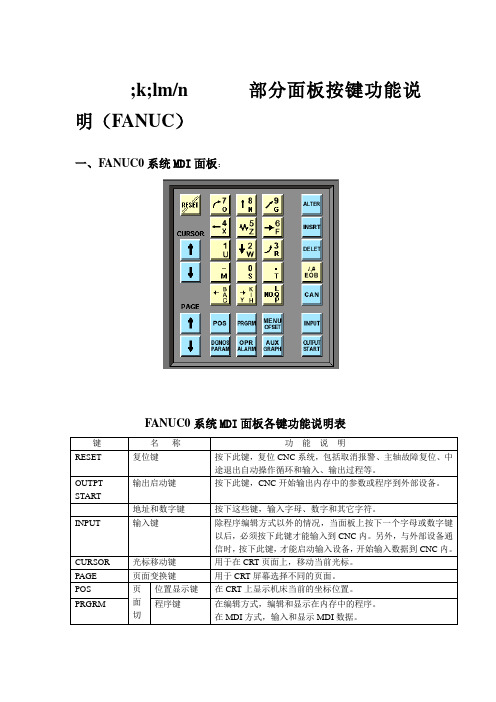
;k;lm/n 部分面板按键功能说明(FANUC)一、FANUC0系统MDI面板:FANUC0系统MDI面板各键功能说明表键名称功能说明RESET 复位键按下此键,复位CNC系统,包括取消报警、主轴故障复位、中途退出自动操作循环和输入、输出过程等。
OUTPTSTART输出启动键按下此键,CNC开始输出内存中的参数或程序到外部设备。
地址和数字键按下这些键,输入字母、数字和其它字符。
INPUT 输入键除程序编辑方式以外的情况,当面板上按下一个字母或数字键以后,必须按下此键才能输入到CNC内。
另外,与外部设备通信时,按下此键,才能启动输入设备,开始输入数据到CNC内。
CURSOR 光标移动键用于在CRT页面上,移动当前光标。
PAGE 页面变换键用于CRT屏幕选择不同的页面。
POS 页面切位置显示键在CRT上显示机床当前的坐标位置。
PRGRM 程序键在编辑方式,编辑和显示在内存中的程序。
在MDI方式,输入和显示MDI数据。
MENU OF SET 换键参数设置键刀具偏置数值和宏程序变量的显示的设定。
DGNOSPRGRM自诊断的参数键设定和显示参数表及自诊表的内容* OPRALARM 报警号显示键按此键显示报警号*AUXGRAPH 辅助图形图形显示功能,用于显示加工轨迹。
ALTER编辑键替代键用输入域内的数据替代光标所在的数据。
DELET 删除键删除光标所在的数据。
INSRT 插入键将输入域之中的数据插入到当前光标之后的位置上。
CAN 取消键取消输入域内的数据。
EOB 回车换行键结束一行程序的输入并且换行。
*表示尚未开发的功能键二、FANUC0系统车床标准面板FANUC0系统车床标准面板功能说明表按钮名称功能说明MODE(模式选择旋钮)EDIT 编辑模式用于直接通过操作面板输入数控程序和编辑程序。
AUTO 自动模式进入自动加工模式。
REF 回零模式机床回零;机床必须首先执行回零操作,然后才可以运行。
MDI MDI模式单程序段执行模式。
fanuc控制面板解析

5)按MDI键盘中的[OFFSET/SETTING]键,按软键[补正]及[形状]后,显示 如图所示的刀具偏置参数画面。移动光标键选择与刀具号相对应的刀补参数(如1 号刀,则将光标移至“G01”行),输入“Z0”,按软键[测量],Z向刀具偏移参数 即自动存入(其值等于记录的Z值)。
O0030
EOB INSERT;
G40 G20
EOB INSERT;
T0101
EOB INSERT;
S600 M03 M04 EOB INSERT;
G00 X52.0 Z52.0 EOB INSERT;
G01 X30.0 F0.1 EOB INSERT;
Z-20.0 EOB INSERT;
X40.0 Z-30.0 EOB INSERT;
第10页/共34页
(3)程序字的操作
1)扫描程序字 选择模式按钮“EDIT”,按下光标向左或向右移动 键(如右图所示),光标将在屏幕上向左或向右移动一个地址字。按下光 标向上或向下移动键,光标将移动到上一个或下一个程序段的开始段。按 下[PAGE UP]键或[PAGE DOWN]键,光标将向前或向后翻页显示。
5)根据实际需要调整主轴转速和刀具进给速度。旋动进给倍率旋钮(FEEDRATE VERRIDE)可进行刀具进给速度的调整。
自动运行检视操作的流程与显示画面
第27页/共34页
(3)手动干预与返回功能 1)在程序自动运行过程中按下“循环暂停”按钮。 2)在手动或手轮方式下移动刀具。 3)按下返回中断点按钮,刀具以空运行速度返回中断点。 4)在“AUTO”模式下,按下“循环启动”按钮,恢复自动运行。
2)按下主轴正转转速按钮CW,主轴将以前面设定的S600的转速正转。
FANUC数控系统面板介绍与编程操作
FANUC数控系统面板介绍与编程操作一、基本面板FANUC 0i Mate-TD数控系统的操作面板可分为:LCD显示区、MDI键盘区(包括字符键和功能键等)、软键开关区和存储卡接口。
图4-1 FANUC 0i Mate- TD 主面板1)MDI键盘区上面四行为字母、数字和字符部分,操作时,用于字符的输入;其中“EOB”为分号(;)输入键;其他为功能或编辑键。
2)POS键:按下此键显示当前机床的坐标位置画面;3)PROG键:按下此键显示程序画面;4)OFS/SET键:按下此键显示刀偏/设定(SETTING)画面;5)SHIFT键:上档键,按一下此键,再按字符键,将输入对应右下角的字符;6)CAN键:退格/取消键,可删除已输入到缓冲器的最后一个字符;7)INPUT键:写入键,当按了地址键或数字键后,数据被输入到缓冲器,并在CRT 屏幕上显示出来;为了把键入到输入缓冲器中的数据拷贝到寄存器,按此键将字符写入到指定的位置;8)SYSTEM键:按此键显示系统画面(包括参数、诊断、PMC和系统等);9)MSSAGE键:按此键显示报警信息画面;10)CSTM/GR键:按此键显示用户宏画面(会话式宏画面)或显示图形画面;11)ALTER键:替换键;12)INSERT键:插入键;13)DELETE键:删除键;14)PAGE键:翻页键,包括上下两个键,分别表示屏幕上页键和屏幕下页键;15)HELP键:帮助键,按此键用来显示如何操作机床;16)RESET键:复位键;按此键可以使CNC复位,用以消除报警等;17)方向键:分别代表光标的上、下、左、右移动;18)软键区:这些键对应各种功能键的各种操作功能,根据操作界面相应变化;19)下页键(Next):此键用以扩展软键菜单,按下此键菜单改变,再次按下此键菜单恢复;20)返回键:按下对应软键时,菜单顺序改变,用此键将菜单复位到原来的菜单。
二、操作面板各按键功能说明:方式选择键1)〖EDIT〗键:编辑方式键,设定程序编辑方式,其左上角带指示灯。
FANUC OI面板说明

FANUC OI—T/M说明操作面板介绍机床操作面板位于窗口的右下侧,如下图所示。
主要用于控制机床的运动和选择机床运行状态,由模式选择旋钮、数控程序运行控制开关等多个部分组成,每一部分的详细说明如下。
AUTO:进入自动加工模式。
EDIT: 用于直接通过操作面板输入数控程序和编辑程序。
MDI:手动数据输入。
iNC: 增量进给。
手轮方式移动台面或刀具。
JOG:手动方式,手动连续移动台面或者刀具。
:DNC位置在用232电缆线连接PC机和数控机床,选择数控程序文件传输。
REF:回参考点。
数控程序运行控制开关程序运行开始;模式选择旋钮在“AUTO”和“MDI”位置时按下有效,其余时间按下无效。
程序运行停止,在数控程序运行中,按下此按钮停止程序运行。
机床主轴手动控制开关手动开机床主轴正转手动开机床主轴反转手动关机床主轴手动移动机床台面按钮单步进给量控制旋钮选择手动台面时每一步的距离。
X1为0.001毫米,X10. 为0.01毫米,X100为0.1毫米,X1kK为1毫米。
置光标于旋钮上,点击鼠标左键选择。
进给速度(F)调节旋钮调节数控程序运行中的进给速度,调节范围从0~150% 。
置光标于旋钮上,点击鼠标左键转动。
主轴速度调节旋钮调节主轴速度,速度调节范围从0~120%。
手脉把光标置于手轮上,按鼠标左键,移动鼠标,手轮顺时针转,机床往正方向移动,手轮逆时针转,机床往负方向移动。
单步执行开关每按次执行一条数控指令。
程序段跳读自动方式按下次键,跳过程序段开头带有“/”程序。
程序停自动方式下,遇有M00程序停止。
机床空转按下此键, 各轴以固定的速度运动。
手动示教冷却液开关按下此键, 冷却液开。
在刀库中选刀按下此键, 刀库中选刀。
程序编辑开关置于“ON”位置,可编程序。
程序重启动由于刀具破损等原因自动停止后,程序可以从指定的程序段重新启动。
程序锁开关按下此键, 机床各轴被锁住。
数控系统介绍在“视图”下拉菜单或者浮动菜单中选择“控制面板切换”后,数控系统操作键盘会出现在视窗的右上角,其左侧为数控系统显示屏,如下图所示。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
子面板 B1 操作面板符号键 操作面板白键 操作面板透明键 2.
A02B-0236-C235 A02B-0236-K172 A02B-0236-K171 A02B-0236-K170
180mm(H)*110mm(W)
0I 系列-机床操作面板的信号示意图
标准键盘
FANUC I/O Link (串行接口到 NC 系统)
GDI5
CM68 (A04) JA58 (03)
GDI4
CM68 (B03) JA58 (08)
GDI3
CM68 (A03) JA58 (17)
Xm+3
GDI18
CM69 (A06)
GDI17
CM69 (B05)
GDI16
CM69 (A05)
GDI15
CM69 (B04)
GDI14
CM69 (A04)
有关 FANUC 0I 配套的机床操作面板的说明
1.
FANUC 0I 用机床操作面板的信号 订货规格号: 规格号 主面板 B A02B-0236-C231 外形尺寸 180mm(H)*290mm(W) 备注 已包括 34 个符号键, 21 白键 已包括进给倍率和主 轴倍率,急停,程序保 护开关 34 个符号键,21 白键 55 个白键 55 个透明键
*ESP +24V EON COM EOFF
ESPCM1 CM67(B04) EON COM1 EOFF COM2 TR1 TR2 TR3 TR4 TR5 TR6 TR7 TR8 CM67(A01) CM67(A02) CM67(B01) CM67(B02) CM67(A05) CM67(B05) CM68(A06) CM68(B06) CM65(A07) CM65(B07) CM69(A07) CM69(B07)
GDI13
CM69 (B03)
GDI12
CM69 (A03)
GDI11
CM69 (B02)
Xm+4 Xm+5 Xm+6 Xm+7 Xm+8 Xm+9 Xm+10 Xm+11
B4 D4 A8 C8 E8
B3 D3 A7 C7 E7 B11 D11
B2 D2 A6 C6 E6 B10 D10
B1 D1 A5 C5 E5 B9 D9
扩展按钮… . 状态灯指示… .
3.
0I 系列-机床操作面板地址与连接器的管脚分配图 ⑴ 输入信号:
Xm+0 #7 SA2-F
CM66 (A03)
#6 SA2-A
CM66 (B05)
#5 SA1-G
CM65 (B02)
#4 SA1-C
CM65 (B04)
#3 SA1-9)
D11
D10
D9
GDO2
CM68 (A09)
C11
C10
C9
Yn+7
GDO7
CM69 (B09)
GDO6
CM69 (A09)
GDO5
CM69 (B08)
GDO4
CM69 (A08)
E11
E10
E9
说明:1. 2.
所标注的为 CM68 与 JA58 并联的通用 DI/DO 信号。 所标注的为标准键盘所使用的 DI/DO 点。
机床操作面板前视图
l
面板后视图
机床操作面板后走线图
⑵
利用 FANUC 0I 系列标准机床操作面板的设计方法 最终用户可以定购 FANUC 0I 的机床操作面板进行机床面板的设计,由于与 0I 系 统配套的机床操作面板具有较好的用户设计界面,即机床操作面板的按键可重新排布 或定义,所以,机床制造厂可以按照自己机床的类型,风格进行设计。而且,该机床 操作面板除了主面板的键址以外,还有如下信号可以利用,用以实现脚较规范的面板 设计。 ⊙ 通过 I/O Link 输出的输入/输出信号 如机床操作面板的信号示意图所示,地址为:Xm+0,1,2…… (地址表中信号 名称为 GDI0~GDI18)和 Yn+5.3…….( 地址表中信号名称为 GDO0~GDO7) ⊙ 通过印刷电路板的信号转接信号 该信号用于操作面板侧信号的转接而设计的,如机床操作面板的信号示意图 所示,信号名称为 TR1~TR8,该信号仅仅用于把通用开关信号(通过 CA65 插座) 连接到强电柜侧的信号转接用。例如:将一开关信号连接到 CM68 的 TR3 上,由 于 CA65 插头的 TR3 与该点相连,该信号就通过 CM65 连接到强电柜中了。 下面为使用该机床操作面板的例子(仅仅向机床设计者们推荐的一个样式) l 标准机床操作面板的外观前视图
CM65 (A05)
#1 SA1-F
CM65 (A03)
#0 SA1-A
CM65 (B05)
Xm+1
GDI2
CM68 (B02) JA58 (15)
GDI1
CM68 (A02) JA58 (13)
GDI0
CM68 (B01) JA58 (11)
SA3
CM67 (A03)
SA2-G
CM66 (B02)
5.
机床操作面板的设计方法及说明 ⑴ 机床侧通用机床操作面板的一般设计方法 在机床设计中,机床厂家可以根据根据机床的实际需要进行不同的选择和设计,其一 是通过 0I 系统的标准输入输出接口进行设计,此方法因为全部使用的是输入输出的点进行 的连接,连接的接点较多,工作量较大,生产的效率较低,不利于大批量的生产。但是, 制造的成本较低,机床的个性化较强。 实现的方法简要示意如下: l 面板前视图
A4 C4 E4 B8 D8
A3 C3 E3 B7 D7 A11 C11 E11
A2 C2 E2 B6 D6 A10 C10 E10
A1 C1 E1 B5 D5 A9 C9 E9
⑵
输出信号:
Yn+0 Yn+1 Yn+2 Yn+3 Yn+4 Yn+5 B4 D4 A8 C8 E8 GDO1
CM68 (B08)
B3 D3 A7 C7 E7 B11
B2 D2 A6 C6 E6 B10
B1 D1 A5 C5 E5 B9
A4 C4 E4 B8 D8 GDO0
CM68 (A08) JA58 (07)
A3 C3 E3 B7 D7 A11
A2 C2 E2 B6 D6 A10
A1 C1 E1 B5 D5 A9
Yn+6
GDO3
主面板
JA1B 串行 接口数据
CM65 CM66
子面板
进给倍率 主轴倍率
CM67 接点信号 ( 到强电柜)
TR3 ,TR4 TR7,TR8 TR5 ,TR4
CA65
TR1,TR2 ESP,CON COFF
急停按钮 程序保护开关 系统 ON/OFF 开/关
CM68
CM69
扩展按钮… . 状态灯指示… .
l
使用机床操作面板的例子后视图
JA58 JD1B JA3 JD1A
CM69
CM68
CM67
CM66
CM65
CA65
R/P 接口 电缆
手摇脉冲 接口电缆
IO-Link 接 DI/DO 口电缆 信号电缆
1. 2. 3.
以上的例子没有实际产品,仅仅为说明如何使用机床操作面板。 用户可根据实际需要进行设计,不一定要与上述的例子相同。 该例子仅仅是为了说明而已,技术上不作保证。
SA2-C
CM66 (B04)
SA2-E
CM66 (B03)
SA2-B
CM66 (A05)
Xm+2
GDI10
CM69 (A02)
GDI9
CM69 (B01)
GDI8
CM68 (B05) JA58 (06)
GDI7
CM68 (A05) JA58 (05)
GDI6
CM68 (B04) JA58 (04)
3. TR1~TR8 为操作面板侧转接信号线,设计时可根据需要使用。
4.
控制信号管脚排列图
主印刷电路板 *ESP CM67(A04) CA65(A03) CA65(B03) CM65(A01) CA65(A02) CA65(B01) CA65(B02) CA65(A04) CA65(B04) CA65(A05) CA65(B05) CA65(A06) CA65(B06) CA65(A07) CA65(B07) TR1 TR2 TR3 TR4 TR5 TR6 TR7 TR8