标准化作业书工艺工序卡
标准化作业卡
标准化作业指导书(试行)配电线路带电作业部分四川省电力公司发布2004年10月批准:陈晓林审定:王平钟耀荣审核:周庆葭韩晓言王小川编写:王嘉明李刚曹永兴贺含峰目录第一部分总则1适用范围1页2引用标准1页3组织机构及作业人员职责1页4天气及作业现场要求3页5标准化作业流程图4页第二部分标准化作业指导书第一章带电断接引作业指导书8页第二章带电更换支撑绝缘子作业指导书15页第三章带电更换避雷器作业指导书20页第四章带电更换耐张绝缘子作业指导书25页第五章带电更换跌落保险(不带负荷)作业指导书31页第六章带电更换跌落保险(带负荷)作业指导书36页第七章带电修补导线作业指导书42页第三部分附录附录1 带电作业登记表 47页附录2 带电作业分项需用工具卡 48页附录3 带电作业工具使用记录 49页附录4 带电作业工具电气性预防性试验卡 50页附录5 带电作业工具机械性预防性试验51页附录6 带电作业现场查勘记录表52页第一部分总则1适用范围本标准适用于四川省电力公司各下属单位进行“配电线路带电作业”(绝缘斗臂车作业法)。
2引用标准下列标准所包含的条文,通过在本指导书中引用而构成本标准的条文。
本指导书出版时,所示的版本均为有效。
所有标准都会被修订,使用本指导书的各方应探讨使用下列标准最新版本的可能性。
2.1《电业安全工作规程》﹝电力线路部分﹞(DL409-1991)2.2《带电作业技术管理制度》(国家电网公司1997)2.3《带电作业操作导则》(国家电网公司1997)2.4《配电线路带电作业技术导则》GB/T 18857-20032.5《架空配电线路及设备运行规程》SD 292-883组织机构及作业人员职责3.1 电业局(公司)生产技术部职责3.1.1贯彻执行国家、部颁的电力生产法规。
3.1.2贯彻执行电业生产各项安全规章、制度。
3.1.3负责年度带电计划项目编制及上报省公司。
3.1.4负责年度带电计划进度安排。
工艺过程卡和工序卡卡片
工艺过程卡和工序卡卡片工艺过程卡和工序卡是在生产过程中用于记录和跟踪工艺流程和工序的工具。
它们有助于提高生产效率、减少错误和优化制造过程。
工艺过程卡和工序卡在制造业中广泛应用,尤其是在批量生产和组装流程中。
工艺过程卡是用于记录和跟踪整个生产过程的工具。
它通常包括以下内容:1.产品信息:包括产品名称、规格、图纸和相关技术要求等。
2.工艺流程:描述产品的主要工艺步骤和流程。
这些步骤通常按照顺序排列,并标示出所需的物料和设备。
3.检验要求:指明每个工艺步骤的检验要求和方法。
这有助于确保质量和产品符合规格要求。
4.工时和人员:记录每个工艺步骤需要的工时和所需的人员数量。
这有助于安排生产计划和人力资源。
5.物料和设备:列出每个工艺步骤所需的原材料和设备。
这有助于确保所需的物料和设备及时到位,以避免生产延迟。
6.工艺参数:记录每个工艺步骤的关键参数。
这有助于确保产品在生产过程中满足技术要求。
工序卡是用于记录和跟踪每个工序的工具。
它通常包括以下内容:1.工序信息:包括工序名称和编号、工序顺序和描述等。
2.检验要求:指明该工序的检验要求和方法。
这有助于确保质量和产品符合规格要求。
3.工时和人员:记录该工序需要的工时和所需的人员数量。
4.设备和工具:列出该工序所需的设备和工具。
这有助于确保所需的设备和工具及时到位。
5.物料:记录该工序所需的原材料和零部件。
这有助于确保所需的物料及时供应。
6.工序参数:记录该工序的关键参数。
这有助于控制和优化工序的执行。
工艺过程卡和工序卡的使用可以带来以下好处:1.提高生产效率:通过明确的工艺流程和工序信息,工人可以更好地理解和执行生产任务,减少错误和延迟。
此外,工艺过程和工序的标准化也有助于减少变动和优化生产线布局。
2.优化制造过程:通过记录和分析工艺过程和工序的数据,可以发现和解决制造过程中的瓶颈和问题,以改进和优化生产流程。
3.提高产品质量:工艺过程卡和工序卡中的检验要求和参数记录有助于控制和监测产品质量,确保产品符合规格要求。
工序流程卡

工艺顺序
□下料□粗加工□精加工□检验□包装
材质
25#
附图纸1张
成品数量
50
完成截止时间
2022年5月17日
:□全检 □部分检,其检验比例为%
数量
尺寸、未标注公差、工艺及注意事项
需用工时
完成时间
合格品数量
不合格
品数量
不合格原因
操作人
签字
本工序对上道
工序检测说明
仓库主管
年月日
公司意见
本产品合格,已办理完结财务审核手续,同意发货。
公司负责人签批
年月日
发货说明
本产品完好,共计件,已于年月日,通过,
发往,收件人是。预计年月日到达。
发货人年月日
说明:本表随产品一同流转,加盖公司“质检专用章”并公司负责人签批后有效,原件由公司保存,复印件加盖公司质检专用章后随货同行,同原件具有同等的效力。
质检员监督情况说明
下料
50
按图纸要求
0.33
车加工
50
按图纸要求
5
划线
50
按图纸要求
0.5
铣加工
50
按图纸要求
1
钳工
50
按图纸要求
0.33
编制: 工艺检查: 质量会签: 批准:
质检部意见
本产品共计件,经检验合格,同意入库。
质量检验部主管
年月日
包装
本产品共计件,包装完好,已办理完结入库手续,同意入库。
现场标准化作业指导书(卡)编制及应用导则
ICSQ/ZD 浙江省电力公司企业标准Q/GDW-11-128-2008 现场标准化作业指导书(卡)编制及应用导则2008-05-08 发布2008-05-08实施浙江省电力公司发布目次前言 (II)1 范围 (1)2 规范性引用文件 (1)3 术语和定义 (1)4 作业指导书(卡)的编制原则 (2)5 作业指导书的编制依据 (2)6 作业指导书(卡)的结构内容及格式 (2)6.1 结构 (2)6.2 内容及格式 (2)7 作业指导书的文本要求 (5)7.1 页面设置 (5)7.2 字体设置 (5)8 作业指导卡的编写 (6)9 作业指导书(卡)的应用与管理 (6)9.1 应用 (6)9.2 管理 (6)前言为规范现场标准化作业指导书(卡)的编制与应用,提高现场标准化作业水平,特制订本导则。
本标准由浙江省电力公司生产部提出。
本标准由浙江省电力公司科技信息部归口。
本标准主要起草单位:浙江省电力公司生产部、绍兴电业局、金华电业局本标准主要起草人:孙亚翔、楼其民、汪卫国、俞培祥、宋伟光本标准由浙江省电力公司生产部负责解释。
现场标准化作业指导书(卡)编制及应用导则1 范围本导则规定了浙江省电力公司生产现场标准化作业指导书的编制原则、依据、结构内容、格式、文本要求、实施细则及考核办法的基本内容。
本导则适用于浙江省电力公司生产性企业和单位,其它企业可参照执行。
2 规范性引用文件下列文件中的条款通过本导则的引用而成为本导则的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本导则,然而,鼓励根据本导则达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本导则。
DL/T 800 电力企业标准编制规则Q/GDW 1 安全生产健康环境质量管理体系基础和术语Q/GDW 2 安全生产健康环境质量管理体系规范国家电网公司现场标准化作业指导书编制导则Q/GDW-11-119 输变电设备检修项目分类办法3 术语和定义下列术语和定义适用于本导则。
机械制造工艺过程工序卡
机械制造工艺过程工序卡工序卡一般包括以下几个主要部分:1.产品信息:包括产品名称、图号、规格型号等基本信息。
2.材料信息:对所需的材料进行详细的描述,包括材质、尺寸、数量等。
3.设备信息:列出完成该工序所需的设备和工具,包括机械设备、测量工具等。
4.工序描述:对该工序的具体内容进行详细描述,包括加工方法、工艺要求、操作顺序、加工参数等。
5.检验要求:列出对产品进行检验的项目和方法,包括检验原则、检验仪器等。
6.安全要求:对该工序中需要注意的安全事项进行说明,如穿戴防护用品、操作规范等。
7.时间要求:对该工序完成所需的时间进行估计和安排。
8.流程图:用流程图形象地表示该工序的操作过程。
以下是一个精简版的机械制造工艺过程工序卡示例:产品信息:-产品名称:螺钉-图号:A123-规格型号:M4x20材料信息:-材质:碳钢- 尺寸:直径4mm,长度20mm-数量:1000个设备信息:-设备1:自动车床-设备2:攻丝机工序描述:1.在自动车床上进行材料切削,将材料加工成螺钉的粗型。
2.检查螺钉的直径和长度,确保符合要求。
3.将螺钉移到攻丝机上进行攻螺纹操作。
4.检查螺纹的牙距和牙型,确保符合要求。
5.对螺钉进行清洁和表面处理,保证质量。
6.进行最终的检查,确保产品质量达标。
检验要求:1.尺寸检验:使用外径和长度测量工具进行测量。
2.螺纹检验:使用螺纹规进行检查。
安全要求:-操作设备时要佩戴防护手套和眼镜。
-操作过程中保持机器和工作区域清洁,防止意外发生。
时间要求:-该工序预计完成时间为2小时。
流程图:[图片描述:包括自动车床、攻丝机和检查工具的流程图]以上是一个简单的机械制造工艺过程工序卡示例,具体的卡片内容可以根据工艺要求和实际情况进行调整。
工序卡的制定和使用可以帮助企业实现产品制造过程的标准化和规范化,提高生产效率和产品质量。
产品作业指导书(装配工序卡片)

工序号05 工序名称取放木底脚车间组装车间工段装配组设备工序工时备料序号名称及规格数量图号1 木底脚1KFXRS-18II.900.012345678工步号工序内容注意事项工序要求工艺装备工时定额(min)1取木底脚摆放在流水线上; 1.木底脚尺寸与生产机型匹配,不可将其它 1.木底脚尺寸:900X860X140(mm);卷尺机型木底脚混用;2.木底脚无拼接、弯曲、裂纹、腐朽、孔穴、虫蛀、发霉、树皮去除不净现象;3.钉帽应紧贴被钉合件,钉尖不得凸到外面;4.钉合牢固,无松动现象;描图 5.在将木底脚抬起摆放时,轻拿轻放,注意安全,防止将四肢压伤。
描校底图号装订号设计(日期)审核(日期)标准化(日期)批准(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期工序号10工序名称固定底座车间组装车间工段装配组设备工序工时备 料序号 名称及规格数量 图 号1底座1 KFXRS-18II.000.032 十字槽带法兰六角头木螺钉M8X304 3 4 56 7 8工步号工 序 内 容注 意 事 项工 序 要 求工 艺 装 备工时 定额 (min )1取底座放置于木底脚上,使其四角固定孔位置 1.底座与木底脚尺寸是否匹配;1.底座尺寸:800X800X50(mm );气枪与木底脚木条中间线对齐,且如图出水管一2.底座表面喷涂应完好、均匀,无锈斑、油 侧应有10cm 的间距;污、掉漆、划伤、变形等缺陷;2用4枚十字槽带法兰六角头木螺钉M8X30将底 3.焊接部位应牢固,不得有虚焊、脱焊、漏 座固定。
焊和烧穿现象;4.固定底座时,不得碰伤、划伤喷涂件表面; 描 图5.底座固定牢固,固定后木底脚无断裂,用 手搬动无轴向松动现象;描 校 6.在将底座抬起摆放时,轻拿轻放,注意安 全,防止将四肢压伤。
底图号 装订号设计(日期) 审核(日期) 标准化(日期) 批准(日期)标记 处数更改文件号签字日期标记处数更改文件号签字日期十字槽带法兰六角头木螺钉M8X30底盘安装后,此加强条应在压缩机一侧10cm工序号15 工序名称固定底盘组件车间组装车间工段装配组设备工序工时备料序号名称及规格数量图号1 底盘组件 1 KFXRS-18II.010.002 螺栓M10X30(不锈钢) 43 平垫圈10(不锈钢)84 弹垫圈10(不锈钢) 45 螺母M10(不锈钢) 46 聚碳酸酯垫圈¢10 478工步号工序内容注意事项工序要求工艺装备工时定额(min)1 取1枚螺栓M10X30,先依次串上平垫圈10、 1.底盘组件与底座尺寸是否匹配; 1.底盘尺寸:800X800(mm);气枪聚碳酸酯垫圈10,放入安装孔里,再依次串上 2.底盘组件表面喷涂应完好、均匀,无锈斑、扳手平垫圈10、弹垫圈10,最后用螺母M10拧紧;油污、掉漆、划伤、变形等缺陷,底盘表面2 按照以上方法将其余3处进行固定;各固定螺栓无倾斜现象;3 将螺栓上喷涂时的保护纸剥干净; 3.焊接部位应牢固,不得有虚焊、脱焊、漏焊和烧穿现象;描图 4.固定底座组件时不得碰伤、划伤喷涂件表面;描校 5.底盘组件和底座固定牢固,用手搬动无轴向松动现象;底图号 6.在将底座抬起摆放时,轻拿轻放,注意安全,防止将四肢压伤。
标准化作业流程控制卡

标准化作业流程控制卡
批准:年月日审核:年月日编写:年月日巡视人员:年月日施工班组:西充2016年智能表
恒通电力西充分公司
目录
一、工作任务书
二、作业概况及现场查勘报告
三、标准化作业流程控制卡
四、危险点分析及控制措施
五、户表、商业表、合表换装智能电表改造作业工序工艺确认卡
六、作业班前会、班后会记录
工作任务书
施工班组:
根据工作需要,现安排你班组开展大全1村4社公变户表、商业表、合表换装智能电表工作。
在接到本工作任务书后,请尽快完成现场查勘;务必在
201 年月日前完工。
(一)、工作任务的总体安排
(二)、工作任务的具体容
1、大全1村4社公变户表、商业表、动力表、合表换装智能电表。
(三)、特殊安全提示
(室外安装)1、高处作业系好安全带;2、设置围栏,防止落物伤人。
(检验检测)1、防止CT电流二次侧开路;2、防止PT二次侧短路。
工作任务批准人: 20 年月日
工作任务下达人: 20 年月日
工作任务接受人: 20 年月日
二、作业概况及现场查勘报告
三、标准化作业流程控制卡
四、危险点分析及控制措施
五、作业工序工艺卡
六、作业班前会、班后会记录。
现场标准化作业工艺工序卡

现场作业工艺工序卡
(XXXXXXXXXX)
批准:(生产领导)
审核:(生技科和安监科)
编制:(工作班组技术员)
工作负责人:(工作负责人)
计划作业时间:(X年X月X日X时- X年X月X日X时)
XX电业局XX供电局
1、编写依据
《电力安全工作规程》(线路部分)
《四川省电力公司XXX标准化作业指导书》
2、工程概况
1文档收集于互联网,如有不妥请联系删除.
3、准备工作安排
4、人员要求
2文档收集于互联网,如有不妥请联系删除.
5、人员分工
6、工器具准备及辅助手段的布置
7、安全措施
3文档收集于互联网,如有不妥请联系删除.
8、作业步骤及危险点(应包含工艺流程每个环节)
9、施工总结(班后会)
×××
工作负责人:×××(签字确认)
工作班成员:×××(签字确认)
日期:
4文档收集于互联网,如有不妥请联系删除.
附件:现场勘察记录
现场勘察记录
勘察班组
勘察负责人勘察人员
勘察的线路或设备的双重名称(多回应注明双重称号):
工作任务(工作地点或地段以及工作内容):
现场勘察内容:
记录人:勘察日期:年月日时分至日时分
5文档收集于互联网,如有不妥请联系删除.。
精益生产-标准化作业(SOP)

13
步骤三:确定标准作业顺序--《标准作业组合票》
② T.T 、ATT(Actual Tact Time)、C.T (Cycle Time)的定义: ¾ T.T:每班工作时间(固定)÷需求量(每班的生产数量)。
注:T.T可以写成Tact Time,也可以写成Takt time。主要是由于有许多 非英语国家,尤其德国人,经常把c写成k,因为发音相同,而且德语里面c经 常就是k
GPS(丰田生产方式) 标准化作业
2009年3月
0
标准作业概述
1 标准作业: ① 以最少浪费的程序,来实现安全、高质量、高效率作业的方法; ② 由功能组织同意并制定、遵守和维护的,文件化的,顺序可重复的
作业内容。
2 标准作业目的: ① 通过必要的、最少数量的作业
人员进行生产。通过排除无效动作的有 效率的劳动,实现较高的生产率;
3 动作图线复杂的地方是改善的突破口;
21
标准作业票
步骤五:编制《标准作业票》
② 《标准作业票》的要素:
1 循环时间T.T
2 作业顺序
标准作业“三要素”
3 标准持有量
4 纯作业时间
5 “质量确认”的位置
6 “安全注意”的位置
22
步骤五:编制《标准作业票》
③ 《标准作业票》的用途: ¾ 为了让作业人员全面理解标准作业,丰田公司的分别编写两份文件,发 放给现场作业人员:
“六定” 解释

附件1:
变电检修标准化作业“六定”解释
根据公司1号文件要求,变电检修标准化作业采取“一书、两票、四卡、六定”的方式。
“一书”即标准化作业指导书,要求各供电公司每年年初对标准化作业指导书范本进行审核,履行审批手续后执行;“两票”即为工作票、操作票,按照工作票、操作票相关要求执行;“四卡”即为班组作业准备卡、工序质量控制卡、巡视卡、验收卡,四卡的具体实施按照《吉林省电力有限公司现场标准化作业管理规定(试行)》的具体要求执行;“六定”即为“定责、定人、定时、定量、定序、定置”。
“六定”具体内容和体现形式如下:“定责”即确定人员责任,每道工序的责任人在指导书中的流程图人员签字栏中体现,工序质量控制卡中的检查人即为责任人;“定人”即确定作业人员数量,变电检修指标准化作业人员配置应标准化,按照《变电检修标准化作业变电检修典型作业定员》执行,由审核人对本次作业的定员进行审核;“定时”即确定作业工期,按照《变电主要设备典型作业工期规定》执行;“定量”即确定工作量,变电检修标准化作业应规范现场工作量及材料、工器具的用量,体现资产全寿命周期管理的理念,材料及工器具的用量具体体现在班组作业准备卡中,工作量由工期与定员确定;“定序”即确定作业工序,变电检修标准化作业应加强作业工序管理、加强质量控制,严格按照标准化作业指导书和工序
质量控制卡中的主要工序及工艺标准执行;“定置”即确定作业机械、设备、材料等的摆放位置,定置图应规范统一,在作业中严格执行,具体图例按照《变电检修标准化作业变电主要设备典型作业图例》(第一、二、三册)执行。
标准化“六定” 解释

附件1:
变电检修标准化作业“六定”解释
根据公司1号文件要求,变电检修标准化作业采取“一书、两票、四卡、六定”的方式。
“一书”即标准化作业指导书,要求各供电公司每年年初对标准化作业指导书范本进行审核,履行审批手续后执行;“两票”即为工作票、操作票,按照工作票、操作票相关要求执行;“四卡”即为班组作业准备卡、工序质量控制卡、巡视卡、验收卡,四卡的具体实施按照《吉林省电力有限公司现场标准化作业管理规定(试行)》的具体要求执行;“六定”即为“定责、定人、定时、定量、定序、定置”。
“六定”具体内容和体现形式如下:“定责”即确定人员责任,每道工序的责任人在指导书中的流程图人员签字栏中体现,工序质量控制卡中的检查人即为责任人;“定人”即确定作业人员数量,变电检修指标准化作业人员配置应标准化,按照《变电检修标准化作业变电检修典型作业定员》执行,由审核人对本次作业的定员进行审核;“定时”即确定作业工期,按照《变电主要设备典型作业工期规定》执行;“定量”即确定工作量,变电检修标准化作业应规范现场工作量及材料、工器具的用量,体现资产全寿命周期管理的理念,材料及工器具的用量具体体现在班组作业准备卡中,工作量由工期与定员确定;“定序”即确定作业工序,变电检修标准化作业应加强作业工序管理、加强质量控制,严格按照标准化作业指导书和工序
质量控制卡中的主要工序及工艺标准执行;“定置”即确定作业机械、设备、材料等的摆放位置,定置图应规范统一,在作业中严格执行,具体图例按照《变电检修标准化作业变电主要设备典型作业图例》(第一、二、三册)执行。
【优质】工艺卡作业指导书-推荐word版 (6页)

本文部分内容来自网络整理,本司不为其真实性负责,如有异议或侵权请及时联系,本司将立即删除!== 本文为word格式,下载后可方便编辑和修改! ==工艺卡作业指导书篇一:下料工序作业指导书下料工序作业指导书1.0 目的使下料作业标准化、规范化、确保生产品质。
2.0 范围适用于本公司物控部下料工序。
3.0 职责物控部:负责本指导书的实施及下料设备的维护与保养。
工艺部:负责工艺流程及参数的界定与修订。
品质部:负责对本指导书实施进行监督及信息反馈。
机修班:负责对开料工序所有设的维修、维护及保养。
4.0 作业内容4.1 下料作业流程核对生产指示→选料→下料→自检→圆角→磨边→写(刻)档案号→清洗板面→烘烤→转下工序。
4.2 设备及物料清单裁板机、磨边机、抛光机、钢印、打钢印汽缸、成品清洗机、烤箱、钢尺、千分尺、铜箔测厚仪、覆铜板、油性笔、电动笔。
4.3 下料操作规程4.3.1 下料前准备4.3.1.1根据流程卡确定下料的件数、尺寸、板厚、铜箔厚度、板材型号等。
4.3.1.2根据流程卡选定所需要的板料,(使用边料时需检查测量板厚、铜厚和板材类型)。
4.3.1.3以剩余最小边料为原则,合理利用材料,确定下料的方法。
4.3.2 下料4.3.2.1根据已确定的下料方法先测量所下料板材的板厚、铜厚和板材类型,再在裁板机上量出尺寸定位线并固定好。
4.3.2.2根据尺寸定位线裁一件首板,测量尺寸是否符合流程卡上的尺寸要求,测量无误开始批量生产,如不符合流程卡上的尺寸要求,则重新调整尺寸定位线直到所裁板尺寸符合要求为止。
同时确认板件四周的切断口需整齐平整、无明显毛刺、铜皮翻起。
4.3.2.3 开料时板厚1.0mm(含1.0mm)以上的不能叠板剪裁,板厚小于1.0mm的可以叠板但总叠板厚度不能超过1.0mm(0.6-0.9mm的板料在开大料时不能叠叠板,开成小料后可以叠两块剪裁)4.3.2.4裁板过程中每裁10件板用钢尺测量一次尺寸。
工艺卡片模板100例
车
间
工
段
设备
工艺装备
工时
准终
单件
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
刘涛
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
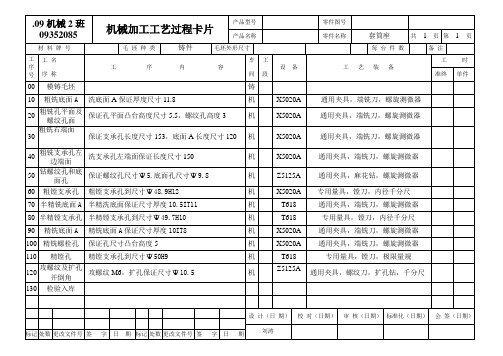
机械加工工艺过程卡片
产品型号
零件图号
产品名称
零件名称
共
页
第
页
材料牌号
毛坯种类
毛坯外形尺寸
每毛坯件数
每台件数
备注
工
序
号
工名
序称
工序内容
车
间
工
段
设备
粗铣孔平面及螺纹孔面
保证孔平面凸台高度尺寸5.5,螺纹孔高度3
机
X5020A
通用夹具,端铣刀,螺旋测微器
30
粗铣右端面
保证支承孔长度尺寸153,底面A长度尺寸120
机
X5020A
通用夹具,端铣刀,螺旋测微器
40
粗铣支承孔左边端面
洗支承孔左端面保证长度尺寸150
机
X5020A
通用夹具,端铣刀,螺旋测微器
机
Z5125A
通用夹具,螺纹刀,扩孔钻,千分尺
130
检验入库
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
刘涛
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工艺过程卡片
产品型号
零件图号
产品名称
工艺过程及工序卡片

工艺过程及工序卡片工艺过程是指在产品的制造过程中,通过一系列的工序和操作,将原材料转化为最终产品的过程。
每个工序都是具有特定功能和任务的,工序卡片就是对每个工序进行详细描述和记录的文件。
下面将对工艺过程及工序卡片进行详细介绍。
1.工艺过程工艺过程是产品制造过程中的核心环节,是将原材料转变为最终产品的关键步骤。
一个完整的工艺过程一般包括以下几个步骤:(1)原料准备:将原材料按照一定的比例和要求进行配料和预处理,以满足产品制造的需要。
(2)分拣和清洁:将原材料进行分拣和清洁,去除杂质和污染物,保证产品质量。
(3)制备和混合:将原材料按照一定的工艺要求进行混合和制备,以保证产品的均匀性和稳定性。
(4)成型和织造:将原料进行成型或织造,使其具有一定的形状和结构。
(5)加工和处理:对成型或织造后的产品进行加工和处理,例如切割、砂光、打孔等,以满足产品的细节要求。
(6)烘干和固化:将加工后的产品进行烘干、固化等处理,使其具有一定的硬度和稳定性。
(7)装配和组装:将各个零部件进行装配和组装,使其成为最终产品。
(8)检验和测试:对制造好的产品进行检验和测试,确保产品质量和性能符合要求。
(9)包装和运输:对产品进行包装和运输,使其能够安全地运送到客户手中。
上述的步骤只是一个大致的流程,具体的工艺过程会根据不同的产品和制造要求而有所差异。
2.工序卡片工序卡片是对每个工序进行详细描述和记录的文件,用于指导和监控生产过程。
每个工序卡片都包括下列内容:(1)工序名称:工序的名称和编号,便于识别和管理。
(2)工序要求:对工序所需的原材料、工具设备、工艺参数等进行清晰明确的要求,以确保制程的稳定性和产品质量。
(3)工序流程:详细描述工序的步骤和操作方法,包括每个步骤所需的时间、操作员工、操作顺序等,以确保工序的可操作性和效率。
(4)工序检验:对该工序进行检验和测试的方法和标准,以确保产品符合质量要求。
(5)工序记录:对每个工序进行记录和统计,包括原料消耗量、生产数量、生产时间等,以便于后续的产品追溯和生产管理。
操作规程及工艺卡片操作制度
操作规程及工艺卡片操作制度目的本操作规程及工艺卡片操作制度旨在保证操作过程的标准化、规范化,提高工作效率和产品质量。
同时,它也确保了操作人员的安全和健康。
适用范围本操作规程及工艺卡片操作制度适用于所有涉及工艺流程的操作步骤和工作任务。
责任与权限- 操作人员应严格按照本操作制度进行操作,并对所承担的工作负责。
- 监督人员应对操作人员的操作进行监督,并及时发现和纠正问题。
操作规程准备工作- 操作人员应熟悉所需操作的工艺流程和操作步骤。
- 操作人员应检查所需的设备和工具是否齐全,并确保其正常运行状态。
操作流程1. 按照工艺卡片上的指导要求,依次执行相应的操作步骤。
2. 在操作过程中,操作人员应注意安全事项,如戴好防护设备、遵守操作规定等。
3. 如发现操作过程中出现异常情况或问题,操作人员应立即停止操作,并及时上报相关部门。
操作记录- 操作人员应及时、准确地记录操作过程中的关键信息,如操作时间、操作结果等。
- 操作记录应存档并及时归档,以备查阅和备案。
工艺卡片操作制度工艺卡片编制- 工艺卡片的编制应根据实际工艺流程,包括相关材料、设备和工具的使用要求等。
- 工艺卡片的编制人员应具有相关的技术和操作经验。
工艺卡片的内容- 工艺卡片应包含详细的工作任务和操作步骤。
- 工艺卡片应规定所需的工具和设备,并提供相应的检查和维护要求。
流程优化和改进- 操作人员和监督人员应定期对操作规程及工艺卡片操作制度进行评估和改进,以提高工作效率和产品质量。
- 如有需要,应及时更新和修订操作规程和工艺卡片,以适应工艺流程的变化和需求。
以上是本文档的操作规程及工艺卡片操作制度。
请操作人员和相关人员严格遵守,并根据实际情况进行操作。
标准化作业书工艺工序卡

XX(单位名称标准化作业书附件3国网成都供电公司输变配标准化作业书(工艺工序卡(2015版国网成都供电公司2015年12月- 59 -目录一、变电通用标准化作业书 (68成都供电公司XX分公司现场标准化作业书 (69 现场查勘报告 (70外来(临时人员现场安全确认表 (72组织措施 (73安全技术措施 (73施工现场平面布置图 (74二次工作安全措施票 (75二、变电一次检修工序工艺卡 (80现场作业工序工艺标准卡 (81工器具及材料准备表 (82X号主变压器维护工作工序工艺确认卡 (83X号主变有载开关吊检工序工艺确认卡 (85X号主变油枕密封胶垫更换工序工艺确认卡 (87 绝缘子检查工序工艺确认卡 (88断路器设备维护工艺工序确认卡 (89断路器二次回路维护工艺工序确认卡 (90刀闸维护工艺工序确认卡1 (91刀闸维护工艺工序确认卡2 (93CT设备维护工艺工序确认卡 (94PT设备维护工艺工序确认卡 (95ECVT设备维护工艺工序确认卡 (96避雷器维护工艺工序确认卡 (97断路器设备维护工艺工序确认卡(GIS (98断路器二次回路维护工艺工序确认卡(GIS (99 刀闸维护工艺工序确认卡(GIS (100- 60 -XX(单位名称标准化作业书CT设备维护工艺工序确认卡(GIS (101PT设备维护工艺工序确认卡(GIS (102避雷器维护工艺工序确认卡(GIS (103三、变电一次试验工序工艺卡 (104现场作业工序工艺标准卡 (105工器具及材料准备表 (106主变例行试验现场作业工序工艺确认卡 (107XXXkV场地设备例行试验工序工艺确认卡 (110XXXkVX号主变交流耐压(局放试验工序工艺确认卡 (111 XXXkVGIS设备交流耐压工序工艺确认卡 (114XXXkVXXX线电缆交流耐压工序工艺确认卡 (117四、高压开关柜检修试验工序工艺卡 (119现场作业工序工艺标准卡 (120工器具及材料准备表 (121一次设备现场作业工序工艺确认卡 (123二次设备现场作业工序工艺确认卡 (137五、变电二次设备调试工序工艺卡 (153220kV XXX变电站220kV母联XXX开关保护年检调试记录 (154 220kVXXX站220kV1号母差保护年检调试记录 (166220kVXXX站X号主变保护年检调试记录 (177220kV XXX线264开关保护年检调试记录 (219220kV母联212开关保护年检调试记录 (240220kV 1号母线保护年检调试记录 (256220kV XX站X号主变保护年检调试记录 (268220kV 220kV XX线266开关保护年检调试记录 (303六、输电电缆例行检修试验标准化作业书及工序工艺卡 (323XXKV电缆线路护层、护层保护器及避雷器试验现场标准化作业书 (324 工作(程概况 (325查看表 (326- 61 -作业现场布置图 (328开工前确认卡 (329作业流程图 (330电力电缆(电缆网工作票许可、终结登记 (331工作人员变更表 (332组织措施 (333一般安全、技术措施 (333危险点分析与控制 (334工器具及材料准备表 (335现场作业工序工艺确认卡 (336工作结束确认卡 (340作业总结 (341七、配网设备例行检修试验标准化作业书及工序工艺卡 (342 现场作业工艺工序标准卡 (343更换10kV红茶路安蓉酒店旁0.4kV低压分支箱 (34310kV望红路5#杆新增拉线 (35610kV望红路5#杆更换拉线 (364杆架式配电变压器安装 (373杆架式配电变压器更换 (390跌落式熔断器更换 (400低压刀熔开关更换 (408避雷器更换 (417高压侧引流线更换 (425低压侧引流线更换 (435油样提取 (44610kV桂城一路法院公变分接开关调整 (45410kV桂城一路法院公变现场试验 (46210kV桂城一路法院公变绝缘油加注 (47410kV桂城一路法院公变低压配电箱更换 (48310kV桂城一路法院柱上开关安装 (492- 62 -XX(单位名称标准化作业书10kV桂城一路法院柱上开关更换 (50310kV桂城一路法院柱上开关隔离刀闸更换 (512 10kV桂城一路11#直线砼杆更换 (52110kV耐张砼杆更换 (53210kV绝缘导线架设 (54410kV绝缘导线更换 (55510kV架空线路弧垂调整 (56510kV直线杆横担更换 (57310kV耐张杆横担更换 (580直线杆绝缘子更换 (590耐张杆绝缘子更换 (59710kV架空线路登杆检查 (60510kV架空线路导线液压接续 (61310kV绝缘线路安装(拆除接地挂环 (62010kVXX电缆故障查找抢修 (62710kV电缆终端头(热缩制作安装 (63610kV电缆终端头(冷缩制作安装 (64410kV电缆中间接头(热缩制作安装 (65110kV电缆中间接头(冷缩制作安装 (660安装10kV红茶路安蓉酒店旁环网柜电缆轴型头 (667敷设10kV红茶路电缆 (675更换10kV红茶路1#公变 (688更换10kV红茶路安蓉酒店旁电缆分支箱 (702更换10kV红茶路安蓉酒店旁环网柜 (717八、35kV-220kV架空输电线路检修通用标准化作业书 (730 国网成都供电公司XX(检修单位现场标准化作业书 (731现场勘察记录 (732组织措施 (733安全技术措施 (734工器具及材料准备表 (735- 63 -接地线装设示意图 (736XXkV XX线施工(检修进度安排 (737交叉跨越图 (738班前会 (739工作前确认卡 (740工作结束确认卡 (743九、 35kV-220kV架空输电线路检修工序工艺卡 (744直线杆塔检修工序工艺记录卡 (746耐张杆塔检修工序工艺记录卡 (748修补OPGW复合光缆检修工序工艺记录卡 (750绝缘子停电清扫检修工序工艺记录卡 (752直线杆塔单片绝缘子停电更换检修工序工艺卡 (754直线杆塔整串绝缘子停电更换检修工序工艺卡 (756耐张杆塔双联单片绝缘子停电更换检修工序工艺卡 (758 耐张杆塔双联单串绝缘子停电更换检修工序工艺卡 (760 直线杆塔复合绝缘子停电更换检修工序工艺卡 (762间隔棒停电更换检修工序工艺卡 (764防震锤停电更换检修工序工艺卡 (766导线断股停电修补检修工序工艺卡 (768导线驰度停电调整检修工序工艺卡 (770抱杆组立杆塔工序工艺卡 (772导、地线放紧线工序工艺卡 (778- 64 -一、变电一次、二次检修变电通用标准化作业书范围:本作业书适用于变电一、二次各类检修、试验、维护。
技术部文件管理实施细则
1 目的为明确技术部文件的定义,规范技术部文件的种类、编制、审批、编号、发放、更改及保管,以及在领取、使用、归还过程中,为防止发放错误、车间误用、滥用或使用过期作废的工艺文件,特制定本文件管理实施细则。
2 适用范围本细则适用于本公司范围内技术部文件的管理。
3 职责技术部负责技术类文件的编制、审核、批准、更改、发放、保管及发放工艺文件的回收、作废和销毁工作;4. 管理规定4.1 常用文件的种类技术类图纸、作业指导书、作业工艺卡、标准产能、产品材料消耗工艺定额、技术文件。
4.1.1技术类图纸:4.1.2作业指导书:指导各生产工序作业员正确规范生产操作的技术性文件4.1.3作业工艺卡:指导各生产工序作业员正确生产操作的技术性标准文件4.1.4产品材料消耗工艺定额:产品在制造过程中所需的各种原材料消耗及工艺损耗标准:如冲压件、拉伸件、板金件、喷塑、装配等产品;4.1.5标准产能:制造产品各工序生产所消耗的标准工时;4.1.6技术文件:技术部编制的各种具指导性、规范性、标准性技术文件:颜色编号、配方汇总、客户信息、内控标准(冲压等内控标准)、规格书、技术通知、其它类技术文件;4.1.7采购规范用以指导采购进行相关物料、零件进行准确采购的详细技术性图纸文件规范资料信息;4.2 文件的编制要求4.2.1 技术文件应做到正确、完整、统一、清晰,能指导生产;4.2.2 尽可能采用同行业先进工艺技术和经验,做到专业化、标准化;4.2.3 在保证产品质量的前提下,应尽量满足节能降耗,高效的原则;4.2.4 技术文件在编制过程中,应与图纸,相关内控标准协调一致,不得相互矛盾;4.2.5 技术文件所用的术语、符号、代号要符合相应标准的规定,计量单位应全部使用法定计量单位;4.2.6 编制技术文件的主要依据:------- 产品国际、国内标准及产品技术要求------- 公司工艺装备条件------- 图纸或内控标准------- 客户的特殊要求(如有)4.2.7 编制程序4.2.7.1 相关部门提出编制要求;4.2.7.2 技术部确定编制方案;4.2.7.3 技术工艺类文件由技术部负责任人编制,依据《文件和资料控制程序》中 4.4.5.a和4.4.5.b条款执行;4.2.7.4 品质部制定产品检验规程,依据《文件和资料控制程序》中4.4.5.c条款执行。
如何编制工艺卡及标准作业指导书
一、产品焊接工艺篇1.焊接工艺卡1.1编制工艺过程卡在具备前提条件下,经过工艺分析,就可以开始编制装焊工艺过程卡。
工艺过程卡是装焊线设计、制造和调试整个过程的指导性文件,是装焊线全部工作的基础,装焊工艺过程卡的编制深度和质量对装焊线设计、制造。
调试整个过程的质量甚至成败起决定性作用。
1.2.工位设置及工位生产周期工位是构成生产线的基本单元,工位生产周期必须小于或等于生产线节拍。
工位生产周期是从待焊接零部件上料(装件)开始到完成本工位全部作业并将工件取出的整个过程时间,同时应考虑工时利用率及设备利用率。
工位生产周期与操作工人的熟练程度有很大关系,一般准确的工位生产周期需由实测确定,工艺设计旧寸应使所有工位的工位生产周期尽可能相等并接近生产节拍。
1.3工作密度工作密度是指一个工位上设置的焊接设备数量及操作工人数量,主要由工件外形尺寸、焊接工艺方法和焊接工作量决定。
a.按工件外形尺寸决定工作密度。
外形尺寸小于1000 mmxl 500 mm,工作密度取1;外形尺寸小于2 000 mmxl 500 mm,工作密度取1-2;外形尺寸小于3 000 mmx 1500 mm,工作密度取2-3;外形尺寸小于6 000 mmx 1 500 mm,工作密度取3-4.b.按照焊接工作量和生产节拍确定工作密度。
1.4工时定额估算工时定额=焊接工作时间+辅助工作时间每一工位或工序的时间定额一般由装件、夹具动作夹紧、焊接、松开夹具和将工件送至下一工位的时间累计构成,也可用焊接时间放大而得出,即概算定额,工序时间定额(工时)=焊接工作量÷焊接速度xK。
以下是几种焊接方法焊接速度的一般状况估算值,其焊接速度与焊点及焊缝的间距、分布、焊钳及焊枪的接近性、工人操作难易程度等有一定的关系,故仅供工艺编制参考。
a.手工焊钳点焊15点/min;b.机械手焊钳点焊20点/min ;c.C02半自动焊300 mm/min ;d.机械手C02自动焊400 mm/min;e.螺柱焊(手工8 个/min;f.凸焊螺母(手工)3个/min;g.铜钎焊100 mm/min 。
现场标准化作业工艺工序卡
现场作业工艺工序卡
(XXXXXXXXXX)
(生产领导)
(生技科和安监科)
(工作班组技术员)
工作负责人:(工作负责人)
打算作业时刻:(X年X月X日X时- X年X月X日X时)
XX电业局XX供电局
一、编写依据
《电力平安工作规程》(线路部份)
《四川省电力公司XXX标准化作业指导书》
二、工程概况
3、预备工作安排
4、人员要求
五、人员分工
六、工器具预备及辅助手腕的布置
危险点分析
7、平安方式
八、作业步骤及危险点(应包括工艺流程每一个环节)
九、施工总结(班后会)
×××
工作负责人:×××(签字确认)
工作班成员:×××(签字确认)
日期:
附件:现场勘探记录
现场勘察记录
勘探班组勘探负责人勘探人员
勘探的线路或设备的双重名称(多回应注明双重称号):
工作任务(工作地址或地段和工作内容):
现场勘探内容:
记录人:勘探日期:年月日时分至日时分。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2
如:临近、跨越道路的危险点
对应的控制措施
3
如:上下梯子的危险点
对应的控制措施
4
如:使用特种机具的危险点
对应的控制措施
5
如:交叉跨越、穿越、临近带电线路、设备,跨越公路河流等的危险点
对应的控制措施
6
如:同塔双回中一回施工的危险点
对应的控制措施
7
如:高空坠落的危险点
对应的控制措施
8
如:高空落物伤人的危险点
6
工作开始前向省调申请封闭保护二次信号,结束后及时联系其解除封锁。
工作开始前投入的压板:
220kV XXX线264开关1号保护屏:
220kV XXX线264开关2号保护屏:
二.安全措施票
1、应记录回路编号、端子编号和厂家接线编号,若是断开外端子电缆,还应记录电缆编号,改动的每一根线必须单独确认执行和恢复,执行和恢复可以按照执行组签字
雷电计数器
只
10.
电阻测试仪
只
11.
触指
根
12.
触指弹簧
根
13.
气泵
台
14.
棉纱
足量
15.
油桶
个
2、资料准备
序号
名称
1
图纸
2
工作票
(分)工作负责人签名:
X号主变压器维护工作工序工艺确认卡
注意事项、危险点及控制措施:
1.登高作业必须使用安全带,防止高空坠落。
2.二次绝缘检查时,必须断开与主控室的接线,防止保护误动。
修补OPGW复合光缆检修工序工艺记录卡750
绝缘子停电清扫检修工序工艺记录卡752
直线杆塔单片绝缘子停电更换检修工序工艺卡754
直线杆塔整串绝缘子停电更换检修工序工艺卡756
耐张杆塔双联单片绝缘子停电更换检修工序工艺卡758
耐张杆塔双联单串绝缘子停电更换检修工序工艺卡760
直线杆塔复合绝缘子停电更换检修工序工艺卡762
2、联跳回路的改动,应测量相关压板电位消失来确认回路确已断开,对于断开电压或短接电流必须检查装置采样值消失;恢复安全措施时也应进行上述检查确认回路恢复正确
3、除第一次年检外,可以不断开联跳回路,但应取下联跳压板,用红胶布封闭压板带电桩头和出口回路端子
4、断开的线头确保不带电,带电的端子用红胶布封闭;
杆架式配电变压器安装373
杆架式配电变压器更换390
跌落式熔断器更换400
低压刀熔开关更换408
避雷器更换417
高压侧引流线更换425
低压侧引流线更换435
油样提取446
10kV桂城一路法院公变分接开关调整454
10kV桂城一路法院公变现场试验462
10kV桂城一路法院公变绝缘油加注474
10kV桂城一路法院公变低压配电箱更换483
避雷器维护工艺工序确认卡(GIS)103
三、变电一次试验工序工艺卡104
现场作业工序工艺标准卡105
工器具及材料准备表106
主变例行试验现场作业工序工艺确认卡107
XXXkV场地设备例行试验工序工艺确认卡110
XXXkVX号主变交流耐压(局放)试验工序工艺确认卡111
XXXkVGIS设备交流耐压工序工艺确认卡114
(2)xx号主变xx开关、CT、xx刀闸维护
分工作负责人:XX
作 业 班 组:XXXXXXXXXXXXXX
工器具及材料准备表
1、设备及工器具清单
序号
工具名称
数量/单位
1.
安全带
根
2.
绝缘梯
把
3.
数字式万用表
只
4.
低电压动作仪
只
5.
SF6气体检漏仪
只
6.
油泵
台
7.
兆欧表500v
只
8.
电源线及工具
足量
9.
220kVXXX站220kV1号母差保护年检调试记录166
220kVXXX站X号主变保护年检调试记录177
220kV XXX线264开关保护年检调试记录219
220kV母联212开关保护年检调试记录240
220kV 1号母线保护年检调试记录256
220kV XX站X号主变保护年检调试记录268
220kV 220kV XX线266开关保护年检调试记录303
安全技术措施
1、停电:写明本次作业应停电的线路、设备名称。
2、装设接地线:写明本次作业应验电装设接地线的杆号及地点。
3、……
施工现场平面布置图
图中:画出作业的线路、设备范围。用粗红线标出接地线、特种机具等位置,交叉跨越、穿越、临近带电线路设备,跨越公路河流位置;配停的线路设备用粗黑实线标出;工作范围用黑需线标出。二次工作还应画出二次工作屏位图。
现场作业工序工艺标准卡81
工器具及材料准备表82
X号主变压器维护工作工序工艺确认卡83
X号主变有载开关吊检工序工艺确认卡85
X号主变油枕密封胶垫更换工序工艺确认卡87
绝缘子检查工序工艺确认卡88
断路器设备维护工艺工序确认卡89
断路器二次回路维护工艺工序确认卡90
刀闸维护工艺工序确认卡191
刀闸维护工艺工序确认卡293
XXXkVXXX线电缆交流耐压工序工艺确认卡117
四、高压开关柜检修试验工序工艺卡119
现场作业工序工艺标准卡120
工器具及材料准备表121
一次设备现场作业工序工艺确认卡123
二次设备现场作业工序工艺确认卡137
五、变电二次设备调试工序工艺卡153
220kV XXX变电站220kV母联XXX开关保护年检调试记录154
直线杆绝缘子更换590
耐张杆绝缘子更换597
10kV架空线路登杆检查605
10kV架空线路导线液压接续613
10kV绝缘线路安装(拆除)接地挂环620
10kVXX电缆故障查找抢修627
10kV电缆终端头(热缩)制作安装636
10kV电缆终端头(冷缩)制作安装644
10kV电缆中间接头(热缩)制作安装651
CT设备维护工艺工序确认卡94
PT设备维护工艺工序确认卡95
ECVT设备维护工艺工序确认卡96
避雷器维护工艺工序确认卡97
断路器设备维护工艺工序确认卡(GIS)98
断路器二次回路维护工艺工序确认卡(GIS)99
刀闸维护工艺工序确认卡(GIS)100
CT设备维护工艺工序确认卡(GIS)101
PT设备维护工艺工序确认卡(GIS)102
现场勘察记录732
组织措施733
安全技术措施734
工器具及材料准备表735
接地线装设示意图736
XXkV XX线施工(检修)进度安排737
交叉跨越图738
班前会739
工作前确认卡740
工作结束确认卡743
九、35kV-220kV架空输电线路检修工序工艺卡744
直线杆塔检修工序工艺记录卡746
耐张杆塔检修工序工艺记录卡748
注:本记录必须保存三年以上
二、
变电一次检修
变电一次检修工序工艺卡
范围:本作业书适用于35-220kV变电一次设备检修工作。
现场作业工序工艺标准卡
工作票编号:XX变电站
工作内容:110kVXX变电站
(1)xx号主变及110kV侧中性点CT、避雷器、xx接地刀闸维护,xx号主变有载吊检、油枕密封检查、引线悬瓶排查
……
打印并核对保护定值
三.临时措施票
序号
安全措施
完成情况
恢复情况
已执行
执行人
监护人
(确认人)
已执行
执行人
监护人
(确认人)
四、年检工作小结
调试项目全部完成(大票中各设备分别列项)
试验接线全部拆除
安全措施全部恢复
本次年检发现的问题:
配合此次年检消除的缺陷(包括专项整治):
检验结论
工作负责人
工作人员签名
检验报告审核:审核时间:
3.维护工作前检查万用表、摇表等表计是否在检定周期内。
4.工作结束后检查变压器上有无遗留物品和工具。
序号
维护项目
维护质量标准
维护人
确认人
备注
1.
主体、有载开关及套管油位检查
油位明显可见,并对应适时的温度油位线
附件3
国网成都供电公司输变配标准化作业书
(工艺工序卡)(2015版)
国网成都供电公司
2015年12月
一、变电通用标准化作业书68
成都供电公司XX分公司现场标准化作业书69
现场查勘报告70
外来(临时)人员现场安全确认表72
组织措施73票75
二、变电一次检修工序工艺卡80
所写内容只针对外来(临时)作业人员的工作内容和工作地点,并将危险点及防控措施分析到位
外来(临时)作业人员签字确认:
工作负责人(专责监护人)签字:
组织措施
1、工作负责人(总工作负责人):
2、技术负责人:
3、现场安全监督员:
4、专责监护:
5、图纸资料管理员:
6、仪器仪表及工具管理员:
7、工作班成员:XXX、XXX、XXX、XXX……及外来工作人员X人;共计X人。(按工作票填写方式填写)
10kV电缆中间接头(冷缩)制作安装660
安装10kV红茶路安蓉酒店旁环网柜电缆轴型头667
敷设10kV红茶路电缆675
更换10kV红茶路1#公变688
更换10kV红茶路安蓉酒店旁电缆分支箱702
更换10kV红茶路安蓉酒店旁环网柜717
八、35kV-220kV架空输电线路检修通用标准化作业书730
国网成都供电公司XX(检修单位)现场标准化作业书731