折弯加工工艺卡片
(完整版)机械加工工艺过程卡片及工序卡片模板

设备名称
卧式车床
夹具编号
设备型号
设备编号
夹具名称
三爪卡盘
工位器具编号
工位器具名称
同时加工件数 切削液
工序工时 (分)
准终
单件
工步号 工
Ⅰ Ⅱ Ⅲ Ⅳ
步
内
粗车Φ 155 的端面
粗车Φ 155 的外圆
粗车Φ 100 的外圆
粗车Φ 75 的外圆
主轴转速 切削速度 进给量 切削深度 进给
工步工时
容
工艺装备
进给 次数
工步工时
基本
0.287
辅助
设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)
标记 处数 更改文件号 签字 日期 标记 更改文件号 签字 日期
标记 处数 更改文件号 签字 日期 标记 更改文件号 签字 日期
会 签(日期)
机械加工工序卡片
产品型号 产品名称
填料箱盖
车间
毛坯种类
零件图号
零件名称 工序号
填料箱盖
共8
工序名称
Ⅱ
粗镗Φ 60 的内孔
毛坯外形尺寸 每毛坯可制件数
页第 2 页 材 料 牌号
每 台 件数
设备名称
卧式车床
夹具编号
设备型号
设备编号
麻花钻 卡尺 0-50,0.05
0.762 0.501 1.35
0.145 0.988 0.649 1.75
立式钻床 麻花钻,丝锥 卡尺 0-50,0.05
1.716 2.224
Ⅷ
精车大端
卧式车床
1.818 2.356
Ⅸ
精镗大端孔
卧式车床
0.835 1.082
钣金加工折弯压死边工艺,褶边展开计算汇总!一定要收藏

钣金加工折弯压死边工艺,褶边展开计算汇总!一定要收藏
1. H≦2T段差过渡处为非直线段两圆弧相切展开时, 取基体外侧两圆弧相切点处作垂线, 向内侧偏移一个料厚按图示处理, 然后按Z折1 (直边段差) 方式展开.
2. H>2T, 请示后再按指示处理.
反折压平:
L= A+B-0.4T
1. 压平的时候, 可视实际的情况考虑是否在折弯前压线, 压线位置为折弯变形区中部.
2. 反折压平一般分两步进行:
先V折30度再反折压平.
故在作展开图折弯线时, 须按30度折弯线画, 如图所示:
N折:
1. 当N折加工方式为垫片反折压平, 则按L=A+B+K计算, K值依附件一中参数取值.
2. 当N折以其它方式加工时, 展开算法参见“一般折弯4 (R≠0, θ≠90°)”.
3. 如果折弯处为直边(H段), 则按两次折弯成形计算: L=A+B+H+2K (K值取90度折弯变形区宽度).
4. N折展开系数
1. 一次压死边
一次压死边的方法:如图1-8所示,先用30度折弯刀将板材折成30度,再将折弯边压平。
图中的最小折弯边尺寸L按照1.3.2.2中描述的一次折弯边的最小折弯边尺寸加0.5t(t为材料厚度)。
压死边一般适用于板材为不锈钢、镀锌板、覆铝锌板等。
电镀件不宜采用,因为压死边的地方会有夹酸液的现象。
2. 180度折弯:
180度折弯的方法:如图1-9所示,先用30度折弯刀将板才折成30度,再将折弯边压平,压平后抽出垫板。
高度H应该选择常用的板材,如0.5、0.8、1.0、1.2、1.5、2.0,一般这个高度不宜选择更高的尺寸。
3. 三重折叠压死边:。
机械加工工艺卡片实例
1、最灵繁的人也看不见自己的背脊。
20.12.1412.14.202004:1004:10:07Dec-2004:102、最困难的事情就是认识自己。
二〇二〇年十二月十四日2020年12月14日星期一3、有勇气承担命运这才是英雄好汉。
04:1012.14.202004:1012.14.202004:1004:10:0712.14.202004:1012.14.20204、与肝胆人共事,无字句处读书。
12.14.202012.14.202004:1004:1004:10:0704:10:075、阅读使人充实,会谈使人敏捷,写作使人精确。
December 20Monday, December 14, 202012/14/20206、最大的骄傲于最大的自卑都表示心灵的最软弱无力。
4时10分4时10分14-Dec-2012.14.20207、自知之明是最难得的知识。
20.12.1420.12.1420.12.14。
2020年12月14日星期一二〇二〇年十二月十四日8、勇气通往天堂,怯懦通往地狱。
04:1004:10:0712.14.2020Monday, December 14, 20201、最灵繁的人也看不见自己的背脊。
20.12.1412.14.202004:1004:10:07Dec-2004:102、最困难的事情就是认识自己。
二〇二〇年十二月十四日2020年12月14日星期一3、有勇气承担命运这才是英雄好汉。
04:1012.14.202004:1012.14.202004:1004:10:0712.14.202004:1012.14.20204、与肝胆人共事,无字句处读书。
12.14.202012.14.202004:1004:1004:10:0704:10:075、阅读使人充实,会谈使人敏捷,写作使人精确。
December 20Monday, December 14, 202012/14/20206、最大的骄傲于最大的自卑都表示心灵的最软弱无力。
钣金的折弯工艺汇总(图解)
锁金的折弯工艺汇总(图解)1、什么是镀金折弯?镀金折弯是一种金属加工技术,用于将扁平的镀金件变成V形、U形或槽型。
这是一个重要且方便的制造过程,因为将一块扁平金属板弯曲成新形状比从实心工件加工v、u或通道形状或在铸造厂中铸造要便宜得多。
此外,弯曲产生的零件比例如将两片扁平金属片焊接成V形的零件更坚固。
许多类型的镀金折弯涉及使用称为制动器的机器,有时称为折弯机或镀金折叠机。
可以手动施加力,也可以使用例如液压装置施加力。
2、镀金折弯设备最重要的镀金折弯设备是制动器,它有几种不同的形式: 檐口制动器是一种简单的折弯机——也是制造业中使用最广泛的制动器一一它将一块金属板夹在一个平面上,然后通过可移动的折弯叶片的运动,使用力进行直弯或简单的折痕。
折弯机是一种使用移动冲头和相应模具的折弯机。
在此过程中,金属板被放置在模具上,并且冲头被强制移动到金属中,迫使其进入模具。
根据模具的形状,可以使用折弯机来制作V形弯、U形弯和其他形状。
箱式制动器(也称为手指制动器)是另一种折弯机,它使用一排金属“手指”来实现多个自定义折弯。
顾名思义,箱盘式制动器通常用于制作定制尺寸的盒子。
棒材折叠机是一种小型且简单的折弯机,带有一个手柄,可以夹住金属板并以单一动作弯曲它。
3、镀金折弯的种类有不同种类的镀金折弯用于以不同的方式实现不同的折弯。
其中三种折弯方法(空气折弯、打底和压印)使用折弯机,而其他折弯方法则使用各种机械。
1)空气弯曲空气弯曲是一种折弯折弯方法,在这种方法中,冲头将金属板压入模具,但不会太远以至于它接触到模具的壁。
这种方法不如其他方法准确,但它非常灵活:它可以用来制作V、U和其他形状的弯曲。
这部分是因为模具几何形状不需要完全对应于所需的镀金弯曲,因为两个表面之间没有接触。
2)打底打底是另一种折弯折弯方法。
在打底过程中,冲头将金属板完全压入模具,形成与模具内部几何形状相对应的弯曲。
它用于制作V 形弯曲。
3)冲压冲压是一种更昂贵的折弯折弯类型,其中冲头以更大的力在银金和模具中降低,从而产生永久变形而回弹很小。
机械加工工艺过程卡片样例
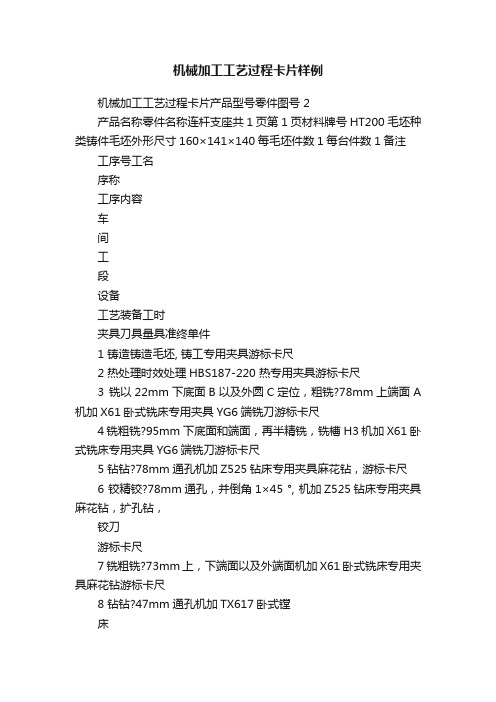
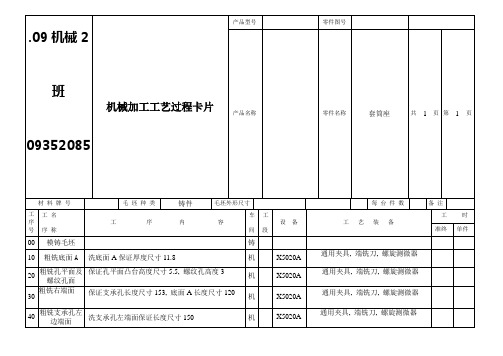
机械加工工艺过程卡片样例机械加工工艺过程卡片产品型号零件图号 2产品名称零件名称连杆支座共 1 页第 1 页材料牌号HT200毛坯种类铸件毛坯外形尺寸160×141×140每毛坯件数1每台件数1备注工序号工名序称工序内容车间工段设备工艺装备工时夹具刀具量具准终单件1 铸造铸造毛坯, 铸工专用夹具游标卡尺2 热处理时效处理HBS187-220 热专用夹具游标卡尺3 铣以22mm下底面B以及外圆C定位,粗铣?78mm上端面A 机加X61卧式铣床专用夹具YG6端铣刀游标卡尺4 铣粗铣?95mm下底面和端面,再半精铣,铣槽H3 机加X61卧式铣床专用夹具YG6端铣刀游标卡尺5 钻钻?78mm通孔机加Z525钻床专用夹具麻花钻,游标卡尺6 铰精铰?78mm通孔,并倒角1×45 °, 机加Z525钻床专用夹具麻花钻,扩孔钻,铰刀游标卡尺7 铣粗铣?73mm上,下端面以及外端面机加X61卧式铣床专用夹具麻花钻游标卡尺8 钻钻?47mm通孔机加TX617卧式镗床专用夹具麻花钻游标卡尺9 钻钻?6mm孔,深12 机加TX617卧式镗床专用夹具麻花钻游标卡尺10 攻攻螺纹2面3×M6,攻深12,机加丝锥专用夹具丝锥M6 游标卡尺11 钻钻?10mm通孔机加TX617卧式镗床专用夹具麻花钻游标卡尺12 攻攻螺纹M10,机加丝锥专用夹具丝锥M10 游标卡尺13 铣粗铣端面H和I,并半精铣,机加X61卧式铣床专用夹具YG6端铣刀游标卡尺14 切挖槽H3和切13.5×25通孔机加X61卧式铣床专用夹具游标卡尺15 铣粗铣R127端面J,并进行半精铣,并倒角机加X61卧式铣床专用夹具YG6端铣刀游标卡尺16 钳去毛刺,清洗机加17 检终检设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期。
折弯加工工艺

图5.5.1 圆形无凸缘拉伸件一次成形时,高度与直径的尺寸关系
4.6 拉伸件设计图纸上尺寸标注的注意事项
拉伸件由于各处所受应力大小各不相同,使拉伸后的材料厚度发生变化。一般来说,底部中央保持原来的厚度,底部圆角处材料变薄,顶部靠近凸缘处材料变厚,矩形拉伸件四周圆角处材料变厚。
4.6.1 拉伸件产品尺寸的标准方法
在设计拉伸产品时,对产品图上的尺寸应明确注明必须保证外部尺寸或内部尺寸,不能同时标注内外尺寸。
4.6.2 拉伸件尺寸公差的标注方法
拉伸件凹凸圆弧的内半径以及一次成形的圆筒形拉伸件的高度尺寸公差为双面对称偏差,其偏差值为国标(GB)16级精度公差绝对值的一半,并冠以±号。
5 成形
5.1 加强筋
其中t为材料壁厚,R为打死边前道工序(如下图右所示)的时添加的工艺定位孔
为保证毛坯在模具中准确定位,防止弯曲时毛坯偏移而产生废品,应预先在设计时添加工艺定位孔,如下图所示。特别是多次弯曲成形的零件,均必须以工艺孔为定位基准,以减少累计误差,保证产品质量。
3.2.2 特殊要求的直边高度
如果设计需要弯曲件的直边高度h≤2t,,则首先要加大弯边高度,弯好后再加工到需要尺寸;或者在弯曲变形区内加工浅槽后,再折弯(如下图所示)。
图4.2.2.1 特殊情况下的直边高度要求
3.2.3 弯边侧边带有斜角的直边高度
当弯边侧边带有斜角的弯曲件时(图4.2.3),侧面的最小高度为:h=(2~4)t>3mm
4.4 矩形拉伸件相邻两壁间的圆角半径
矩形拉伸件相邻两壁间的圆角半径应取r3 ≥3t,为了减少拉伸次数应尽可能取r3 ≥H/5,以便一次拉出来。
图5.4.1 矩形拉伸件相邻两壁间的圆角半径
工艺卡片模板100例
单件
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工艺过程卡片
产品型号
零件图号
产品名称
零件名称
套筒座
共
1
页
第
1
页
材料牌号
毛坯种类
铸件
毛坯外形尺寸
每台件数
备注
工
序
号
工名
序称
工序内容
车
间
工
段
设备
工艺装备
工时
准终
单件
00
模铸毛坯
铸
10
粗铣底面A
洗底面A保证厚度尺寸11.8
机
X5020A
通用夹具,端铣刀,螺旋测微器
20
粗铣孔平面及螺纹孔面
保证孔平面凸台高度尺寸5.5,螺纹孔高度3
通用夹具,螺纹刀,扩孔钻,千分尺
130
检验入库
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
刘涛
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工艺过程卡片
产品型号
零件图号
产品名称
零件名称
共
页
第
页
材料牌号
毛坯种类
毛坯外形尺寸
每毛坯件数
每台件数
备注
工
序
号
工名
序称
工序内容
车
U形零件折弯加工
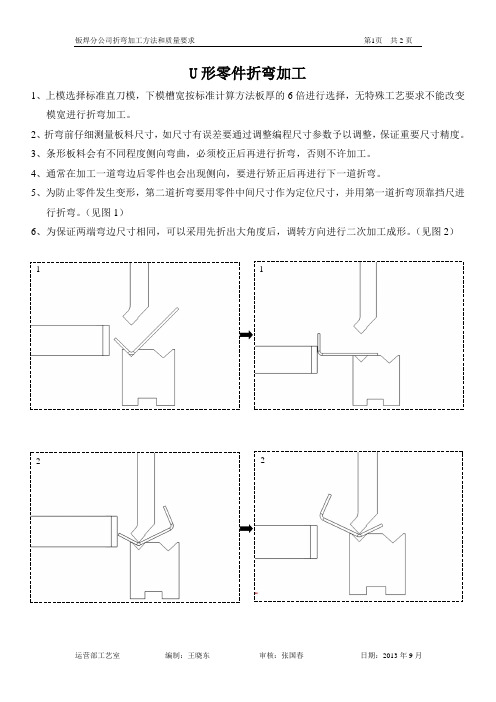
U形零件折弯加工
1、上模选择标准直刀模,下模槽宽按标准计算方法板厚的6倍进行选择,无特殊工艺要求不能改变
模宽进行折弯加工。
2、折弯前仔细测量板料尺寸,如尺寸有误差要通过调整编程尺寸参数予以调整,保证重要尺寸精度。
3、条形板料会有不同程度侧向弯曲,必须校正后再进行折弯,否则不许加工。
4、通常在加工一道弯边后零件也会出现侧向,要进行矫正后再进行下一道折弯。
5、为防止零件发生变形,第二道折弯要用零件中间尺寸作为定位尺寸,并用第一道折弯顶靠挡尺进
行折弯。
(见图1)
6、为保证两端弯边尺寸相同,可以采用先折出大角度后,调转方向进行二次加工成形。
(见图2)
1 1
2 2
1 质量检验
(注:如工艺有特殊精度要求,按工艺要求执行)单位:mm
1、卡尺检验尺寸,各相关尺寸要分别测量两
2、角度尺检验角度,分别测量两端和中间,保证
端和中间,保证尺寸精度。
角度精度。
机械加工工艺卡片(范本)
刀具
量具
工人技 术等级 准 终
单 件
0.2 0.2 0.2 游标卡尺 游标卡尺 游标卡尺 0.2 0.2 0.2 0.2 游标卡尺 游标卡尺 游标卡尺 游标卡尺
数控线切割 设计(日期) 审核(日期) 2011.5.13 标准化(日期) 会签(日期)
标记
更改文件号 签字
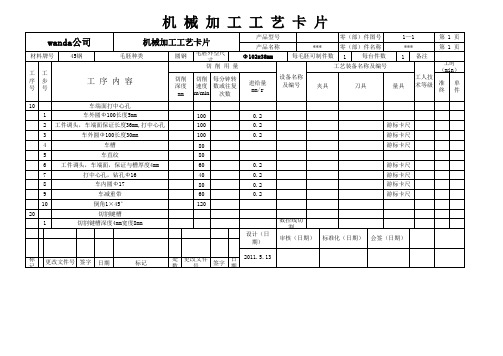
机 械 加 工 工 艺 卡 片
wanda公司
材料牌号 工 序 号 10 1 2 3 4 5 6 7 8 9 10 20 1 工 步 号 45钢
机械加工工艺卡片
毛胚种类 圆钢 毛胚外型尺寸 切 削 用 量 切削 每分钟转 速度 数或往复 m/mi 次数 n 100 100 100 80 80 60 40 80 60 120
日期
标记
处数更改文件号 签字 日期
产品型号 产品名称 Ф 102x38mm *** 每毛胚可制件数 设备名称 及编号
零(部)件图号 零(部)件名称 1 每台件数 工艺装备名称及编号
1—1 *** 1 备注
第 1 页 第 1 页 工时(min)
工 序 内 容
车端面打中心孔 车外圆Ф 100长度5mm 工件调头,车端面保证长度36mm,打中心孔 车外圆Ф 100长度30mm 车槽 车直纹 工件调头,车端面,保证与槽厚度4mm 打中心孔,钻孔Ф 16 车内圆Ф 17 车减重带 倒角1×45° 切割键槽 切割键槽深度4mm宽度8mm
机械加工工艺过程卡片
工序号 零件号 同时加工工 件数
Ⅳ 0405
拨
叉
1
材料 牌号 HT200 硬度 HBS190~220 设备 名称 卧式铣床 安装 工步 安装及工步说明 刀具 量具 游标 卡尺 型号 型式
毛坯 重量 1.0kg 辅助工具
金属型铸件 夹具 专用夹具
X62
走刀长度 切削深度 进给量 主轴转速 切削速度 基本工时 走刀次数 mm mm mm/r r/min m/min min 48 1×2 7.25 0.22 300 8 48 4.04 1in
0.023 拉φ 250 花键孔
工序号 零件号 同时加工工 件数
III 0405
拨
叉
1
材料 牌号 HT200 硬度 HBS190~220 设备 名称 卧式内拉床 安装 工步 安装及工步说明 刀具 量具 型号 型式
毛坯 重量 1.0kg 辅助工具
金属型铸件 夹具 专用夹具
L6110
走刀长度 切削深度 进给量 主轴转速 切削速度 基本工时 走刀次数 mm mm mm/r r/min m/min min
1
粗铣槽 80
+0.03
mm
镶齿三面刃铣刀 游标 卡尺
47
1
7
0.15
75
18.84
0.225
2 设计者
精铣槽 80 XXX
+0.03
mm
镶齿三面刃铣刀
45 指导老师
7
1×2 XXX
1
0.04
318
16 共 7 页
0.85 第5页
淮海工学院机电 021
机械加工工艺卡片
工序名称 零件名称 零件重量
0.012 铣 180 槽
(机械制造行业)机械加工工艺过程卡片
钻
机械加工工序卡片
产品型号
零件图号
产品名称
油阀座
零件名称
油阀座
共
10
页
第
8
页
车间
工序号
工序名称
材料牌号
70
钻
ZG45
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
设备名称
设备型号
设备编号
同时加工件数
Z5125
夹具编号
夹具名称
切削液
04
粗铣N面夹具
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
110
45.6
1.3
1.5
1
0.13
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
祁玉川
车左端面
机械加工工序卡片
产品型号
零件图号
产品名称
油阀座
零件名称
油阀座
共
10
页
第
3
页
车间
工序号
工序名称
材料牌号
20
车
ZG45
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸铁
设备名称
设备型号
设备编号
同时加工件数
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
祁玉川
镗孔
机械加工工序卡片
产品型号
零件图号
产品名称
油阀座
零件名称
油阀座
共
10
页
第
5
钣金件的折弯工艺

钣金件的折弯工艺钣金的折弯,是指改变板材或板件角度的加工。
如将板材弯成V形,U形等。
一般情况下,钣金折弯有两种方法:一种方法是模具折弯,用于结构比较复杂,体积较小、大批量加工的钣金结构;另一种是折弯机折弯,用于加工结构尺寸比较大的或产量不是太大的钣金结构。
目前公司产品的折弯主要采用折弯机加工。
这两种折弯方式有各自的原理,特点以及适用性。
模具折弯:对于年加工量在5000件以上,零件尺寸不是太大的结构件(一般情况为300X300),加工厂家一般考虑开冲压模具加工。
常用折弯模具常用折弯模具,如图1-17所示:为了延长模具的寿命,零件设计时,尽可能采用圆角。
图1-17 专用的成形模具过小的弯边高度,即使用折弯模具也不利于成形,一般弯边高度L≥3t(包括壁厚)。
台阶的加工处理办法一些高度较低的钣金Z形台阶折弯,加工厂家往往采用简易模具在冲床或者油压机上加工,批量不大也可在折弯机上用段差模加工,如图1-18所示。
但是,其高度H不能太高,一般应该在(0~1.0)t ,如果高度为(1.0~4.0)t,要根据实际情况考虑使用加卸料结构的模具形式。
这种模具台阶高度可以通过加垫片进行调整,所以,高度H是任意调节的,但是,也有一个缺点,就是长度L尺寸不易保证,竖边的垂直度不易保证。
如果高度H尺寸很大,就要考虑在折弯机上折弯。
图1-18 Z形台阶折弯折弯机折弯折弯机分普通折弯机和数控折弯机两种。
由于精度要求较高,折弯形状不规则,通信设备的钣金折弯一般用数控折弯机折弯,其基本原理就是利用折弯机的折弯刀(上模)、V形槽(下模),对钣金件进行折弯和成形。
优点:装夹方便,定位准确,加工速度快;缺点:压力小,只能加工简单的成形,效率较低。
成形基本原理成形基本原理如图1-19所示:图1-19 成形基本原理折弯刀(上模)折弯刀的形式如图1-20所示,加工时主要是根据工件的形状需要选用,一般加工厂家的折弯刀形状较多,特别是专业化程度很高的厂家,为了加工各种复杂的折弯,定做很多形状、规格的折弯刀。
机械加工工艺设计卡片实例

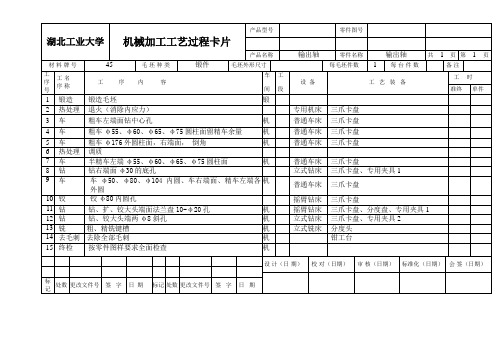
湖北工业大学机械加工工艺过程卡片产品型号零件图号产品名称输出轴零件名称输出轴共 1 页第 1 页材料牌号45 毛坯种类锻件毛坯外形尺寸每毛坯件数 1 每台件数备注工序号工名序称工序内容车间工段设备工艺装备工时准终单件1 锻造锻造毛坯锻2 热处理退火(消除内应力)专用机床三爪卡盘3 车粗车左端面钻中心孔机普通车床三爪卡盘4 车粗车φ55、φ60、φ65、φ75圆柱面留精车余量机普通车床三爪卡盘5 车粗车φ176外圆柱面,右端面,倒角机普通车床三爪卡盘6 热处理调质7 车半精车左端φ55、φ60、φ65、φ75圆柱面机普通车床三爪卡盘8 钻钻右端面φ30的底孔立式钻床三爪卡盘、专用夹具19 车车φ50、φ80、φ104内圆、车右端面、精车左端各外圆机普通车床三爪卡盘10 铰铰φ80内圆孔摇臂钻床三爪卡盘11 钻钻、扩、铰大头端面法兰盘10-φ20孔机摇臂钻床三爪卡盘、分度盘、专用夹具112 钻钻、铰大头端两φ8斜孔机立式钻床三爪卡盘、专用夹具213 铣粗、精铣键槽机立式铣床分度头14 去毛刺去除全部毛刺机钳工台15 终检按零件图样要求全面检查机设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期车机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10 页第 1 页车间工序号工序名称材料牌号3 粗车45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻件1设备名称设备型号设备编号同时加工件数CA6140夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时 (分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时minr/min m/min mm/r mm 机动辅助1 装夹0.12 0.01 82 粗车左端面CA6140500 108 0.66 2 13 钻中心孔设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)车机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10 页第 2 页车间工序号工序名称材料牌号4 粗车45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻件1设备名称设备型号设备编号同时加工件数CA6140夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时 (分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时min r/min m/min mm/r mm 机动辅助1 装夹2 粗车Φ75外圆柱面及阶梯面CA6140320 80.384 0.71 1.25 1 0.3170.0483 粗车Φ65外圆柱面CA6140320 70.34 0.71 1.25 1 0.12 0.01 84 粗车Φ60外圆柱面CA6140400 82.92 0.71 1.25 1 0.08 0.01 25 粗车Φ55外圆柱面CA6140 320 70.34 0.71 1.25 1 0.36 0.05 4设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)车机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10 页第 3 页车间工序号工序名称材料牌号5 粗车45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻件1设备名称设备型号设备编号同时加工件数CA6140夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时 (分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时min r/min m/min mm/r mm 机动辅助1 装夹2 粗车大头端Φ176外圆柱面CA6140125 73.4 0.81 1.25 1 0.39 0.063 倒角CA6140125 73.4 0.81 1 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)车机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10 页第 4 页车间工序号工序名称材料牌号7 车45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻件设备名称设备型号设备编号同时加工件数CA6140夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时 (分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时minr/min m/min mm/r mm 机动辅助1 装夹2 半精车左端φ75圆柱面CA6140 450 109.5 0.45 0.75 1 0.36 0.053 半精车左端φ65圆柱面CA6140500 105.98 0.45 0.75 1 0.12 0.01 84 半精车左端φ60圆柱面CA6140 0.090.015 半精车左端φ55圆柱面CA6140 710 128.19 0.3 0.75 1 0.38 0.06设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)钻机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10 页第 5 页车间工序号工序名称材料牌号8 车45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻件1设备名称设备型号设备编号同时加工件数Z550夹具编号夹具名称切削液三爪卡盘、专用夹具1工位器具编号工位器具名称工序工时 (分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时minr/min m/min mm/r mm 机动辅助1 装夹2 钻φ30的孔Z550 18517.40.351510.710.11车机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10 页第 6 页车间工序号工序名称材料牌号9 45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻件1设备名称设备型号设备编号同时加工件数CA6140三爪卡盘夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时 (分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时minr/min m/min mm/r mm 机动辅助1 装夹3 车Φ80内孔留0.5mm的余量CA6140 20049.93 0.35 3 0.260.0384 车Φ104内孔CA61405车右端面、精车左端各外圆设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)车机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10 页第7 页车间工序号工序名称材料牌号10 车ZG45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻件 1设备名称设备型号设备编号同时加工件数Z550 1夹具编号夹具名称切削液三爪卡盘、专用夹具1工位器具编号工位器具名称工序工时 (分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时min1 装夹2 铰Φ80的内孔Z3025 5601380.30.25 1 0.320.048设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)车机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10 页第8 页车间工序号工序名称材料牌号11 45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻件 1设备名称设备型号设备编号同时加工件数Z37夹具编号夹具名称切削液专用夹具1工位器具编号工位器具名称工序工时 (分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时minr/min m/min mm/r mm 机动辅助2 钻大头端面法兰盘10-φ20孔Z37 409 23.1 0.2 6 1 0.49 0.073 铰大头端面法兰盘10-φ20孔Z37 580 36.4 0.3 4 16 0.43 0.06设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)钻机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10 页第9 页车间工序号工序名称材料牌号12 钻45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻件 1设备名称设备型号设备编号同时加工件数Z37夹具编号夹具名称切削液专用夹具2工位器具编号工位器具名称工序工时 (分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时minr/min m/min mm/r mm 机动辅助1 装夹2 钻孔2—Φ8 Z550 194536.70.123 1 0.11 0.023 铰孔2—Φ8 Z550 850 13.3 1.0 1 1 0.08 0.01设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)铣机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10 页第10 页车间工序号工序名称材料牌号13 铣45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数1 1设备名称设备型号设备编号同时加工件数X6135 1夹具编号夹具名称切削液分度头工位器具编号工位器具名称工序工时 (分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时minr/min m/min mm/r mm 机动辅助1 装夹2 粗铣键糟16-50 X6135945 89 纵1056 10.49 0.07 横1003 精铣键糟16-501225 153.8 纵1252 10.4260.06 横130设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)。
加工工艺卡和工序卡模板

工位器具编号
工位器具名称
工序工时 准终 单件
检测频率
流动蓝
主轴 转速 r/min
切削速 度
m/min
进给 量 mm/r
进 切削
给 深度
次 mm 数
工步工时 机动 辅助
标记 处数 更改文件号 签字 日期 标记 处数 更改文件号
签字
日期
设计(日期) 审核(日期) 标准化(日期) 会签(日期) 审定(日期)
每台件数
锻件
75×22 中心孔 20
1
设备名称
设备型号
设备编号
空气锤
夹具编号
夹具名称
1 同时加工件数
1 切削液
工
步
工步内容
号
1
下料
2
锻造尺寸 75×22mm 中心孔 20mm 的毛坯
刀具
工 艺装备
检测手段
工位器具编号
工位器具名称
工序工时 准终 单件
检测频率
流动蓝
进
工步工时
主轴 切削速 进给
切削深 给
进 切削
给 深度
次 mm 数
工步工时 机动 辅助
标记 处数 更改文件号 签字 日期 标记 处数 更改文件号
签字
日期
设计(日期) 审核(日期) 标准化(日期) 会签(日期) 审定(日期)
赣州经纬汽车零部 件有限公司
机械加工工序卡片
产品型号 产品名称
1702504 齿轮
零件图号 零件名称
车间 机加
齿轮
签字
日期
设计(日期) 审核(日期) 标准化(日期) 会签(日期) 审定(日期)
赣州经纬汽车零部 件有限公司
机械加工工序卡片
机械加工工艺卡片实例
普通车床
三爪卡盘
10
铰
铰φ80内圆孔
摇臂钻床
三爪卡盘
11
钻
钻、扩、铰大头端面法兰盘10-φ20孔
机
摇臂钻床
三爪卡盘、分度盘、专用夹具1
12
钻
钻、铰大头端两φ8斜孔
机
立式钻床
三爪卡盘、专用夹具2
13
铣
粗、精铣键槽
机
立式铣床
分度头
14
去毛刺
去除全部毛刺
机
钳工台
15
终检
按零件图样要求全面检查
机
设计(日期)
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时min
r/min
m/min
mm/r
mm
机动
辅助
1
装夹
2
半精车左端φ75圆柱面
CA6140
450
109.5
0.45
0.75
1
0.36
0.05
3
半精车左端φ65圆柱面
CA6140
500
105.98
0.45
0.75
1
0.12
0.018
4
半精车左端φ60圆柱面
CA6140
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
车
机械加工工序卡片
产品型号
零件图号
产品名称
输出轴
零件名称
输出轴
共
10
页
钣金加工:折弯工艺手册

钣金加工:钣金制造工艺手册—31 数控折弯(Numerical Control To Bend)1.1 折弯机的结构折弯机由机械、电气控制、电气、液压四大部分构成1.2 折弯机的工作原理1.2.1 折弯机的工作是利用液压传输驱动机身上、下的相对运动,结合折弯上、下模具的形状实现平板绕折弯线被弯曲为具有一定折弯角度和折弯半径的特性功能,与简易模具完成特殊形状成形;其运动方式分为上、下运动两种:a) 上动式:下工作台不动,由上面滑块下降实现施压;b) 下动式:机身上部固定不动,由下工作台上升实现施压;1.3 折弯机的加工技术数据机型项目RG50RG100工作台长度20003000最大折弯长度20853100最大折弯尺寸(深度)500500D轴行程0~99.990~99.99最大压力50T100T工作台开口高度370370后定位升降量60~14060~140后定位宽度6060L轴后定位行程420420L轴定位精度±0.1±0.1D轴运行精度±0.1±0.1折弯加工精度±0.2±0.21.4 折弯模具简绍:(具体见折弯刀具统计表)1.4.1 折弯上模也称为折弯刀具,它有整体式与分割式两种:a) 整体式上模长度(mm):835b) 分割式上模长度(mm):10、15、20、40、50、100、200、4001.4.2 常用折弯刀具R为R=0.2、R=0.6,刀具角度有88º、90º两种,折弯刀具类型(见下图)大R刀模段差模压平模 88º小弯刀压线模 88º鹅颈刀 88º直弯刀 30º尖刀 88º直刀1.4.3 折弯下模也称为V槽,它有整体式与分割式两种:a) 整体式上模长度(mm):835b) 分割式上模长度(mm):10、15、20、40、50、100、200、4001.4.4 常用折弯下模类型(见下图)1.4.4.1 常用V槽大小、角度与材料板厚的关系a) 常用V槽大小有:V4、V5、V6、V7、V8、V10、V12、V16、V25(例“V5”表示V槽完度为5mm)b) 常用V槽角度有:88º与90º两种c) V槽与板厚的关系:折弯时选用下模V槽大小与材料无关,通常为5倍的板厚(即5T);如4T≤V<5T时,折弯系数要相应加大,如5T<V≤6T时,折弯系数要相应减小;各材料与板厚所对应的折弯系数参照《机加中心钣金厂展开作业指南》1.4.4.2 插深V槽主要用来加工折弯内角小于90º的折弯,与配合30º尖刀压死边(反折180º)前的角度处理,常用大小有:V6、V101.4.4.3 段差模是用来完成普通V槽无法加工的Z字形小折弯,它分直边(90º)与斜边(45º)段差,取值范围H<最小折弯尺寸+T+1.5+内R1.4.5 折弯刀具和V槽的关系如下图1.4.6 折弯模具的耐压能力与模具的形状有关,常用折弯上下模的耐压能力根据模具形状与长底计算,标准取值为4Ton/100mm1.5 折弯的工艺性要求1.5.1 折弯工序与相关工序的工艺流程1.5.2 最小折弯尺寸和V槽大小有关,和折弯上模与材料无关,如下表是“普通折弯”与“Z字形折弯”a=90º的最小折弯尺寸的计算公式和数据,当a>90º或a<90º时,H值需做相应增减普通折弯Z字形折弯材料厚度V槽大小折弯角度(a)/折弯半径(R内)普通折弯最小尺寸(H=0.5V+T)Z字形折弯最小尺寸(H=0.5V+2T+1.5+R内)孔到折弯边的最小距离(L=0.6V)T=0V4a=90º 2.7 5.1 1.9.5/R=0.6T=0 .8V4a=90º/R=0.63.0 5.7 2.4T=1 .0V6a=90º/R=0.64.07.1 3.3T=1 .2V6a=90º/R=0.64.37.5 3.6T=1 .5V8a=90º/R=0.65.59.1 4.8T=2 .0V10a=90º/R=0.6711.16T=2 .5V12a=90º/R=0.68.513.17.2T=3 .0V16a=90º/R=0.61116.19.61.5.3 压死边的工艺性与要求:(如下图)a) 压死边需进行两次折弯加工,首先利用30º尖刀与插深V槽折弯30º~45º,然后再利用压平模压平,不同材料板厚压死边的范围:0.5≤T≤2.0b) 压死边的长度(L)与材料厚度、插深V槽有关,当0.5≤T≤1.5选用V6插深槽,Lmin≥5T+R(即Lmin≥6);当2.0≤T≤2.5选用V10插深槽,Lmin≥5T+R(即Lmin≥9);以上两者的死边长度Lmax≤14mmc) 反折弯后再压死边的长度L受插深V槽的限制,Lmin≥11mmd) 压死边孔到折弯边的距离不宜太小,否则孔会受折弯过程中角度的变化而变形:L1min≥0.7Ve) N折的工艺性与以上a、b、c相同,H加工是在C图示1的基础上放一块H值尺寸治具,然后再利用压平模压平后,把治具取出,H值的范围:0.5≤H≤5.01.5.4 翻边孔到折弯边的最小距离需满足如下条件:1.5.5 孔到折弯边的工艺处理不能满足最2.5.2与2.5.4孔到折弯边的最小距离时可根据结构需求采用如下工艺:a) 开工艺缺口(如下图):先折弯后特征孔会变形,在折弯线处开一方孔避位;如此孔是压铆螺柱孔或翻边孔,工艺可先加工此孔特征后再折弯,且在折弯线处开避位孔,折弯时上、下模可选择性避空此孔b) 折弯后再加工(如下图):先折弯后特征孔会变形,可减小特征孔增大图示L尺寸,折弯后可利用钻、铣、冲裁等加工方式加工特征孔到结构所需尺寸;例折弯后再攻丝、折弯边太小加长折弯尺寸后再铣等工艺c) 先压线后折弯(如下图):利用压线模在折弯中线处先压线再折弯,可以避免特征孔折弯后变形与保证图示L尺寸,压线槽尺寸范围(宽:0.8~1.2,深0.2~1.0)1.5.6 在折弯有撕裂的地方,需要做折弯撕裂槽与工艺缺口的处理,撕裂槽的宽度一般不小于1.5T,且≥1.5,具本见1.6.3 NCT冲裁件的工艺性要求;撕裂槽的长度和宽度与壁厚的关系如下图b,c 所示,或者是折弯线让开阶梯线如下图a所示或或1.5.7 折弯工艺处理时要考虑表面处理对尺寸精度的影响(如:喷粉、喷油等),加工尺寸余量按表面处理的镀层、涂层厚度调配;各表面处理层厚详见第七章《表面处理》1.5.8 折弯定位多以平面定位,定位边与折弯模具垂直;定位边是斜边或不规则形状时需制作折弯定位治具1.5.9 折弯加工顺序跟折弯机的工作台开口高度、后定位长度、折弯上下模的安装与选用有密切关系,其加工顺序的基本原则为:由外到内折弯、由小到大折弯、由特殊形状到一般形状折弯、前工序折弯后对后继折弯工序不产生影响或干涉1.5.10 编制折弯工艺a) U形小尺寸折弯时为了避开折弯上模与下模,采用折弯后再翻边攻丝(如下图表), Y为翻边攻丝孔:b) 电镀后再折弯(压死边),避免电镀后电镀液无法流出,腐蚀产品表面。