IT公差表
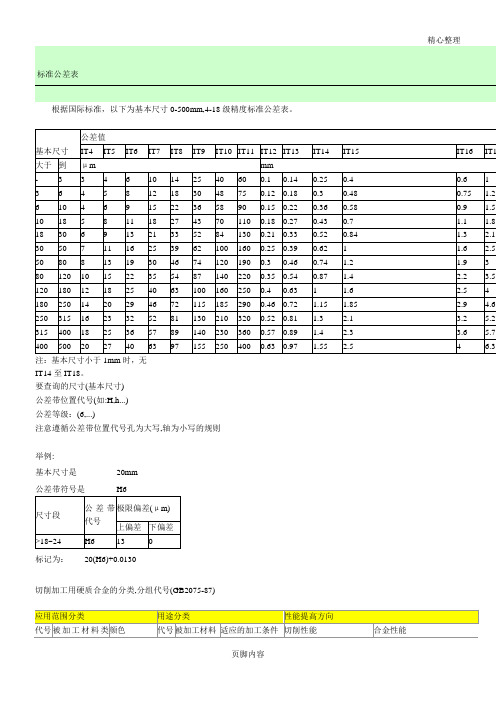
IT标准公差表

P50 的中和低 削截面、大切
强度铸钢 削前角及不利
件
条件下的车
削、刨削、切
槽和自动机床
合金性能
耐韧 磨性 性
上的加工
长切屑或短
M
切屑的黑色 金属和有色
黄色
金属
短切屑的黑
K
色金属和有 色金属及非
红色
金属材料
M1 0
钢、铸 钢、锰 钢、灰口 铸铁和合 金铸铁
中或高切削速 度、小或中等 切削截面条件 下的车削
315 400 18 25 36 57 89 140 230 360
400 500 20 27 40 63 97 155 250 400 注:基本尺寸小于 1mm 时,无 IT14 至 IT18。
要查询的尺寸(基本尺寸)
公差带位置代号(如:H,h...)
公差等级:(6,...)
注意遵循公差带位置代号孔为大写,轴为小写的 规则
1
50 80 8 13 19 30 46 74 120 190
80 120 10 15 22 35 54 87 140 220
120 180 12 18 25 40 63 100 160 250
1
180 250 14 20 29 46 72 115 185 290
250 315 16 23 32 52 81 130 210 320
举例: 基本尺寸是 公差带符号是
20mm H6
尺寸段
公差带 极限偏差(μm) 代号 上偏差 下偏差
>18~24 H6 13 0
标记为: 20(H6)+
切削加工用硬质合金的分类,分组代号(GB2075-87)
应用范围分类
用途分类
性能提高方向
IT准则公差表
P01 钢、铸钢 削截面,无振动条 件下的精车、精镗
高切削速度、中等
或小切削截面条
P10 钢、铸钢 件下的车削、仿形
车削、车螺纹和铣
削
中等切削速度和 钢、铸钢、中等切削截面条 P20 长 切屑 可锻件下的车削、仿形
切进 削给 速量
铸铁
车削和铣削,小切 度
削截面的刨削
中等切削速度和
中等或大切削截
钢、铸钢、
30 50 7 11 16 25 39 62 100 160 0.25 0.39 0.62 1
50 80 8 13 19 30 46 74 120 190 0.3 0.46 0.74 1.2
80 120 10 15 22 35 54 87 140 220 0.35 0.54 0.87 1.4
120 180 12 18 25 40 63 100 160 250 0.4 0.63 1
用于在不利条件
低硬度灰口
下可能采用大切
铸铁、低强
K30
削前角的车削、铣 度钢、压缩
削、刨削、切槽加
木材
工
用于在不利条件
软 木 或 硬下可能采用大切
K40 木 、有 色金削前角的车削、铣
属
削、刨削、切槽加
工
耐韧 磨 性性
页脚内容
20mm H6
尺寸段 >18~24
公 差 带 极限偏差(μm) 代号 上偏差 下偏差
H6
13
0
标记为: 20(H6)+0.0130
切削加工用硬质合金的分类,分组代号(GB2075-87)
应用范围分类 代号 被 加 工 材 料 类颜色
用途分类
性能提高方向
代号 被加工材料 适应的加工条件 切削性能
标准IT公差等级表

>80~120
-24 -59
>120~180
-28 -68
>180~250
-33 -79
>250~315
-36 -88
等
公差带
级
d
6
ቤተ መጻሕፍቲ ባይዱ
7
8
▼9
10
f
▼7
8
9
g
5
▼6
7
h
5
▼6
▼7
8
▼9
K
5
▼6
7
M
5
6
7
轴的极限偏差 (基本尺寸由于大于 10 至 315mm) 基本尺寸 mm
>10~18
-50 -61 -50 -68 -50 -77 -50 -93 -50 -120 -16 -34 -16 -43 -16 -59 -6 -14 -6 -17 -6 -24
0 —9
0 —13
0 —21
0 —33
0 —52
+11 +2 +15 +2 +23 +2 +17 +8 +21 +8 +29 +8
>30~50
-80 -96 -80 -105 -80 -119 -80 -142 -80 -180 -25 -50 -25 -64 -25 -87 -9 -20 -9 -25 -9 -34
0 +35 0 +54 0
+87 0
+140 0
+220 0 +4
-18 +10 -25 +16 -38 -16 -38 -10 -45 -4 -58 -30 -52
it公差表

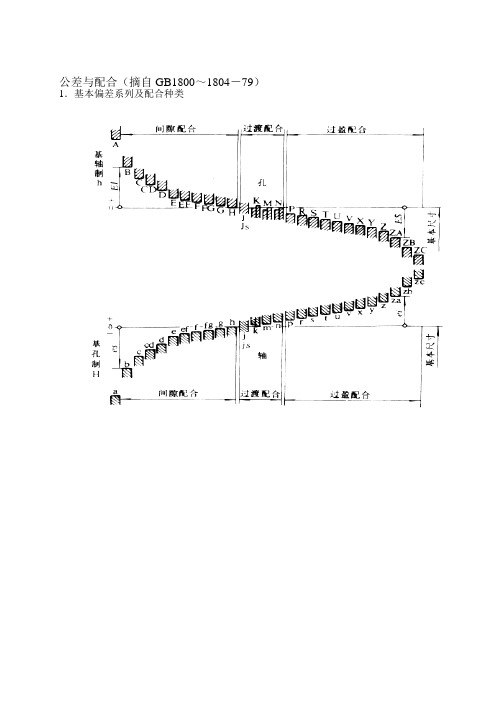
公差与配合(摘自GB1800~1804-79)1.基本偏差系列及配合种类
.2.标准公差值及孔和轴的极限偏差值
孔的极限差值(基本尺寸由大于10至315mm)μm
轴的极限偏差(基本尺寸由于大于10至315mm)
注:标注▼者为优先公差等级,应优先选用。
形状和位置公差(摘自GB1182~1184-80)
圆度和圆柱度公差 μm
主参数d (D)图例
直线度和平面度公差 μm
主参数L 图例
平行度、垂直度和倾斜度公差 μm 主参数L 、d (D)图例
同轴度、对称度、圆跳动和全跳动公差确良 μm 主参数d(D)、B 、L 图例
表面粗糙度
值的应用范围
表面粗糙度R
为▽5,R a的最大允许值取6.3。
因此,在不影响原表面粗糙要求的情况下,取该值有利于加工。
2. 粗糙度代号Ⅱ为第2种过渡方式。
它是取新国标中相应最靠近的上一档的第1系列值,如原光洁度为▽5,R a的最大允许值取
3.2。
因此,取该值提高了原表面粗糙度的要求和加工的成本。
it公差表
公差与配合(摘自GB1800~1804-79)1.基本偏差系列及配合种类
.2.标准公差值及孔和轴的极限偏差值
孔的极限差值(基本尺寸由大于10至315mm)μm
轴的极限偏差(基本尺寸由于大于10至315mm)
注:标注▼者为优先公差等级,应优先选用。
形状和位置公差(摘自GB1182~1184-80)
圆度和圆柱度公差 μm
主参数d (D)图例
直线度和平面度公差 μm
主参数L 图例
平行度、垂直度和倾斜度公差 μm 主参数L 、d (D)图例
同轴度、对称度、圆跳动和全跳动公差确良 μm 主参数d(D)、B 、L 图例
表面粗糙度
值的应用范围
表面粗糙度R
为▽5,R a的最大允许值取6.3。
因此,在不影响原表面粗糙要求的情况下,取该值有利于加工。
2. 粗糙度代号Ⅱ为第2种过渡方式。
它是取新国标中相应最靠近的上一档的第1系列值,如原光洁度为▽5,R a的最大允许值取
3.2。
因此,取该值提高了原表面粗糙度的要求和加工的成本。
IT公差等级表
>120~180
+25 0
+40 0
+63 0
+100 0
+160 0
+250 0 +4
-21 +12 -28 +20 -43 -20 -45 -12 -52 -4 -67 -36 -61 -28 -68
>180~250
+29 0
+46 0
+72 0
+115 0
+185 0
+290 0 +5
-24 +13 -33 +22 -50 -22 -51 -14 -60 -5 -77 -41 -70 -33 -79
>250~315
+32 0
+52 0
+81 0
+130 0
+210 0
+320 0 +5
-27 +16 -36 +25 -56 -25 -57 -14 -66 -5 -86 -47 -79 -36 -88
等
公差带
级
d
6
7
8 ▼9
10
f
▼7
轴的极限偏差 (基本尺寸由于大于 10 至 315mm)
基 本 尺 寸 mm
>50~80
-100 -119 -100 -130 -100 -146 -100 -174 -100 -220 -30 -60
>80~120
-120 -142 -120 -155 -120 -174 -120 -207 -120 -260 -36 -71
>120~180 >180~250