芜湖海螺磨操-立磨(ATOX-50三风机)
立磨各个设备参数的影响
粉状料对立磨操作的影响一,近来和别的立磨操作员交流时,发现都有立磨在平稳运转时突然振动停磨现象。
对当时设备进行检查,并没有问题,而当时系统参数也无大的变化。
停磨后,发现磨盘上有一层较厚的粉料,那么为什么会有一层较厚的粉料,而磨又为什么突然震停呢?二,振磨原因分析虽然入磨物料粒度越小产量就越高,但对于立磨来说,要稳定运行还必须在磨辊和磨盘之间形成一定厚度的料层,以避免俩者接触而产生磨损和振动。
当入磨的粉料达到一定的比例时,由于粉料的流动性比块状料大的多,所以经过磨辊挤压形成的料层较薄,这样就极易产生振动。
另外,外溢的粉料被喷口环的高速风带起,经选粉后,只有小部分合格的细粉被选出,其余在磨内循环,这样就使磨内循环粉料量加大,而且细粉颗粒之间又有相互吸附的趋势,当循环量达到一定程度时,表现为入口负压降低,出口负压增高,磨内循环在逐步恶化,进出口压差在增加,这时风量不足以浮起越聚越多的粉料时,就会突然大量落至磨盘上,造成料层细粉增多,辊子咬不住料层,磨辊产生滑移现象,压迫料层,从而会剧烈振动导致停磨。
而跳停前料层厚度无明显变化,是因大量粉料在磨内处于悬浮循环状态,而在跳磨前看似平稳运行,到磨跳停总共不到1分钟时间,连调整的早间都没有。
而跳磨瞬间料层急剧变薄,是因为塌料后磨盘上粉料过多,磨辊无法咬住物料产生滑移压破料层,而实际磨内物料已相当多,这与打开磨实际检查相符,若这时用辅传转动磨就会发现料层较正常运行时厚许多.。
三, 如何提前预防判断1. 料层虽无明显变化,但磨入口负压有降低趋势,磨机进出口压差在增加,振动值也略有增加。
还有就是在别的条件未变化情况下(比如立磨所有风门和增湿塔出口温度,和入磨物料未变化的情况下)磨出口温度在逐渐降低,说明磨内悬浮料在增加,如不及时加以调整,悬浮料会越聚越多,必然会造成塌料停磨。
这时可适当降低分离器转速,及时释放部分悬浮粉料,并适当减产,待控制的各参数恢复正常后,方可恢复正常操作。
原料磨ATOX构造及使用简介
原料磨ATOX50构造及使用简介A TOX50原料磨是丹麦史密斯公司的产品,主要为配套5000吨/日生产线而制作,它的工作原理如下:立磨的粉碎机理为“料床粉磨”,即在立磨的运行过程中,在磨辊的高压作用下,由于挡料圈的阻挡作用,在辊下形成一定厚度的料床,压力导致颗粒之间互相积压,当积压的应力达到该颗粒的破碎力时,这些颗粒就相继被粉碎,物料不是在作单个颗粒的破坏和粉磨,而是作为一个层被粉碎,因此粉磨电耗只是球蘑机的50-60%,立磨的烘干为悬浮试烘干,因此烘干效率很高,传热时间仅为1/20000秒。
在喷口环的上方1米处,气体温度从200多度迅速下降到100度,由于通过磨腔的热风量很大,因此立磨可以说是一台高效烘干机,立磨的选粉是通过动静态结合的高效分离器来完成的,携带大量粉尘的气流,先后通过动静态分离器,在气流上升浮力和由气流旋转产生离心力的作用下,由于粗颗粒的质量较大,产生的离心力大,运动到中心漏斗的的边壁,在边壁效应的作用下沉降到磨盘中心。
合格产品由于质量小,产生的离心力也小,被上升气流带出磨外实现粗细分离,产品细度主要是通过调整动态分离器的转速来调整,调节静态分离器的叶片角度也可以起到调整细度的作用,动静态结合分离器进一步提高分离效率,减少粗粉在磨内的循环次数,从而提高了效率,降低了磨内的压力损失可以提高产量10%以上,电耗进一步降低。
立磨的工艺特点主要有以下几方面:(1)粉磨效率高(2)烘干能力大(3)便于提高生料质量(4)允许入磨的物料粒度大(5)工艺流程简单,自动化程度高,管理费用低(6)金属磨耗小,运转率高(7)有利于环境保护,改善工作条件(8)单机能力大,适合大型化配套。
它主要有以下几部分组成:传动装置、磨盘组、磨辊组、拉紧装置、主减速机及润滑装置、分离器、喂料装置、密封空气系统以及上下架体。
以下逐一介绍1、传动装置:传动装置由电机、联轴器和减速机组成。
电机是三相绕线型异步电动机,要求启动扭矩是最小额定扭矩的2.6倍,采用液体变阻器启动,电机的扭矩通过减速机传递给磨机的磨盘,减速机是FLDER 公司立式减速机,型号是KMPS546,速比是39.5,第一级为格利森圆锥齿轮付,第二级为行星齿轮付。
ATOX-50立磨操作浅谈

环落下,经刮料板刮出,通过输送设备被重新送入磨内粉磨(此过程也称外循环)。
如此循环往复,在研磨的同时,物料充分与热气体进行热交换,从而被烘干,得到符合粒度要求、含水量小于0.5%的产品。
2 立磨操作中的主要控制参数2.1 振动值振动是辊式磨机工作中普遍存在的情况,合理的振动是允许的,但是若振动过大,则会造成磨盘和磨辊的机械损伤,以及附属设备和测量仪表的毁坏。
料层厚薄不均是产生振动的主要原因,其它原因还有:磨内有大块金属物体;研磨压力太大;耐磨件损坏;储能器充气压力不等;磨通风不足等。
在操作上应当严格将振动控制在允许范围内,才能为稳定运行创造先决条件。
2.2 料层厚度立磨稳定运转的另一重要因素是料床稳定。
料层稳定,风量、风压和喂料量才能稳定,否则就要通过调节风量和喂料量来维持料层厚度。
若调节不及时就会引起振动加剧,电机负荷上升或系统跳停等问题。
理论上讲,料层厚度应为磨辊直径的2%±20 mm,该立磨磨辊直径为3 000 mm,因此60±20 mm是适宜的料层厚度。
此外,最佳料层厚度主要取决于原料质量,如含水量、粒度、颗粒分布和易磨性。
运转初期,为了找到最佳的料层厚度,得调试挡料圈的高度。
而在挡料圈高度一定的条件下,稳定料层厚度的重要条件之一是喂料粒度及粒度级配合理。
喂料平均粒径太小或细粉太多,料层将变薄;平均粒径太大或大块物料太多时料层将变厚,磨机负荷上升。
可通过调整喷水量、研磨压力、循环风量和选粉机转数等参数来稳定料层。
喷水是形成坚实料床的前提,适当的研磨压力是保持料床稳定的条件,磨内通风是保证生料细度和水份的手段。
2.3 压差压差是指风环处的压力损失,也是重要的控制参数之一。
由于风对立磨运转的影响较大,因此,保持压差恒定,磨的运行状态才好。
压差还是磨内情况的一面镜子,操作员可通过观察压差了解磨内情况,判断料多、料少、风大、风小、粉磨效率等。
而且随着喂料量的变化,磨通风量的大小、压差的稳定值也有所不同,这在平常的操作中应注意观察、注意积累经验。
浅谈影响生料立磨产质量的几点因素

3 其他因素的影响
(1)系统漏风的影响。系统漏风不仅增加风机 负荷,还会影响系统风量及风压,最终影响系统扬尘 带料能力及台时产量。因此,要经常检查修补,确保 系统在密闭状态下运行。各处膨胀节,检修入孔门,旋风 收尘器下分格轮等都是漏风关键地方,应经常检查。
(2)耐磨件的磨损。耐磨件如辊皮、磨盘衬板 等磨损必将影响研磨能力,导致研磨能力不足,影响 磨机台产。当辊皮一侧明显磨损时 一定要及时翻 边处理,否则磨辊挤压在磨盘上由于自身不平衡易 引起振动大,对三个液压杆损害很大,至于影响研磨 能力,那是显而易见的。双面磨损后,在操作上应采 取相应对策,使其达到最佳经济寿命,这些措施包括 适当增加研磨压力(但要确保磨机振动受控),加强 磨内通风等等。
(3)通风量的影响。粉磨后的物料需要被热风 从磨盘边缘吹起来进入上面选粉机进行分选,合格 产品出选粉机后被收尘系统收集下来即为成品,故 通风量对磨机产、质量有直接影响。风量不足,则物 料不能被有效吹起来带走,影响磨机产量,同时吐渣 量也大;若风量过大,则增加风机运行负荷和系统电 耗,同时也易造成产品跑粗。因此,不同的产量、不 同的磨况要有不同的风量来适应。通风量的调节主 要靠调节循环风机入口挡板开度来实现,一般其开 度控制 88% ~90%,磨内通风量达到 7920000~8100000 m3/h即可。但磨机运行后期,同样由于耐磨件的磨损 影响研磨效果,需加大磨内通风量,此时循环风机入 口挡板开度可开至 95%,通风量 8550000 m3/h。
4 结语
(1)保证立磨稳定运行,最大限度的发挥磨机 能力是立磨操作的关键。
(2)影响立磨产质量的因素是多方面的,生产 中一定要综合考虑各方面因素,来确定相关操作参 数的控制范围。
(3)当遇到相关问题(如振动大、产量低、成品 细度或粒级不合要求)时,应分析研究其产生的原 因,在此基础上采用针对性的技术措施予以解决。
ATOX—50原料磨施工技术方案(完整)祥解

ATOX—50原料磨施工技术方案一、概况1、简介原料粉磨是水泥生产工艺线上极其重要的原料制成设备。
原料磨的质量好坏,直接关系到全线生产能否正常和投产后的经济效益。
ATOX—50原料磨机为立式磨,用于原料的粉磨,其研磨过程为:水平转动的磨盘上有3个磨辊绕着固定的轴转动,研磨的压力产生于3个磨辊和中心轭的自重,部分产生于液压缸的力。
液压缸将磨辊推压到磨盘上形成一定的压力。
物料从入口进入,在磨辊和磨盘间被压碎成粉状。
磨机内的热风通过喷嘴环进入磨机,从喷嘴环进入的热气流将粉磨后的物料送入选机将物料中的粗料分出,返回磨盘进一步粉磨,细料与气流一起通过选粉机出料口输出,进入生料库。
注:本熟料生产线为两台ATOX—50磨对-称布置,故本方案适用于该生产线两台ATOX—50磨。
2、ATOX—50磨的组成部分ATOX—50立磨外壳、主减速机(FLENDER减速机)、磨盘、磨辊、主电机、压油站、低压油站、选取粉部分、三个液压缸及油站、喷水冷却部分。
3、RTOX立磨的规格及主要技术参数立磨的规格R50喂料粒度级0—130mm,max=200mm 喂料最大水分5%生产能力正常320t/h,max=400T/h 磨盘直径5000mm磨盘转速25r|.p.m扇形瓦24块磨辊直径3000mm磨辊个数3个主减速机Flender减速机型号FMP710额定功率3540kw速比I=39.7主要减速用主电机:额定功率3800kw转速995r. P. mATOX—50配选取粉机:型号RAR50选取粉机直径Ф6080mm选粉机主转速66—22r. p. m选取粉机主转速66—22r. p. m传动装置sc电机变频调速最大件重量:减速机: 103T减速机主电机及液压杆下机座:20.333T磨筒体70.790T磨盘77.127T磨辊166.666TR—50分离器78.64T二、编制依据1、《水泥机械设备安装工程施工及验收规范》JCJ03—90、《机械设备安装施工及验收规范》GB50231—98及其它相关标准规范。
atox50与ck450区别

atox50简介
atox50简介
atox50简介
• Atox 辊磨基本概念
1.水平磨盘,有可调的挡料 圈、喷环和导向锥; 2. 3个圆柱型磨辊由液压拉 杆、中心架和横向拉杆连 为一个整体; 3.在磨盘回转时,3个横向 拉杆使整体磨辊处于中心 位置;
atox50简介
ck450和aotox区别
ck450简介
ck450简介
ck450简介
ck450结构
特点 1. 经济运行(与管磨相比) 原料磨节省35-40%
2. 产量高
3. 振动小 4. 操作稳定 5. 易于检修
ckx50简介
•
ATOX50磨是丹麦史密斯(FLS)公司研制开发 的立式辊磨,集烘干、粉磨、选粉、提升于一体, 特别适用于水泥原料的烘干 粉磨。具有土建投资 少、配套设备省、粉磨电耗低等优点。与其他类 型的立磨相比有以下特 点:(1)柱辊、平盘、碾磨 压力和反作用力只用于垂直方向,耐磨衬磨损均 匀。(2)三辊一体 的磨辊系统,重量轻,惯性小, 运转平稳。(3)块状耐磨衬可采用尽可能耐磨的材 质,同时 便于拆装,可根据需要掉头或加厚。(4) 双作用液压拉杆,既施加碾磨压力,又可在开车 前将 磨辊顶起,无需辅助传动。(5)改进型的选粉 机,使整个粉磨系统更易于增产降耗。因此,广 泛 应用于5000t/d及以上熟料生产线的原料粉磨。
ck450简介
• CK450立磨是海螺集团在引进、消化的基 础上自主研发制造的产品,所配套的辅机 设备均已实现100%国产化。CK450立磨具 有先进的设计理念、工艺流程简洁、操作 维护简单、安全联锁可靠、能耗比同类型 磨机低。特别是机械设计和磨损件磨损( 寿命)问题进行了较大改进,大大提高了 CK450磨机的可靠性和经济性。
立磨工艺操作参数
员不能不看的文章ATOX50型原料立磨操作体会我厂5000t/d熟料(二线)生产线的原料磨系统是引进丹麦F.L.Smidth 公司生产的ATOX50大型辊式立磨,1996年10月开始试运转。
生产初期,由于操作经验不足,磨机振动跳停频繁。
经过不断的总结和提高,改进操作方法,优化工艺运行参数,终于使磨机保持连续稳定运转,达到了节能降耗的目的。
1、ATOX50型原料立磨的工作原理和特点:辊式磨与球磨相比在粉磨机理上有明显的区别,它是借助磨辊和磨盘的相对运动为碾磨装置来粉磨物料的机械。
当物料处于立磨装置的作业区时,大块物料被压碎,细物料受压后形成一层料床,颗粒之间相互摩擦、剪切使棱角和边缘剥落而被粉碎,因此它属于料床粉磨。
在粉磨的同时,通过风环进入磨内的热气体对含水份的物料进行烘干。
它又属于风扫式磨,以一定速度上升的气体,将已被粉碎的物料经回转式选粉机选粉后,合格的细粉随气流排出磨外,而被分离的粗粉则重新回落到磨盘上进行再粉磨。
物料的颗粒在此作往复运动,每分钟达到20-30次之多,因此,ATOX50型原料立磨的粉磨效率比较高。
未经辊子粉碎或未被粉碎成小颗粒的物料,被磨盘甩到固定在磨机壳体的风环处,以高达60-70m/s以上速度通过风环的热气体将这部分物料吹回到磨盘上进行再粉磨。
就这样物料被反复粉磨、烘干直至达到成品细度要求,随气体出磨,在旋风筒和系统的收尘装置中收集下来。
辊式磨具有高效节能的特点。
据统计:我厂ATOX50型立磨,2002年1-12月共生产生料248.35万吨,系统用电5629.6万Kwh,生料系统电耗为22.67Kwh/T。
而我厂一线两台球磨机,20 02年生产生料245.607万吨,系统用电8289.24 万Kwh,系统电耗为33.75Kwh/T。
除了节能以外,还有以下特点:(1)一台磨机同时对物料进行烘干、粉磨和分级,工艺流程简单;(2)与球磨相比,占地面积小;(3)金属磨耗小;(4)磨机噪音比球磨小;(5)维修方便;(6)可大量利用预热器的窑尾废气。
磨操试题 (1)

中控磨机操作员(含煤磨、生料磨、水泥磨)一、填空题1、热交换主要有:传导、对流、辐射三种,立磨内主要以对流方式为主。
2、皮带机一般带有的保护有拉绳开关、速度、跑偏、防撕裂。
3、选粉机的类型很多,常用的选粉机械有通过式选粉机、离心式选粉机、旋风式选粉机和新型高效选粉机。
4、ATOX50磨出口温度报警停车设定值为 100 ℃。
1、目前最著名的三种粉碎理论:雷廷格的粉碎表面积原理、克尔皮切夫和基克的粉碎容积或重量原理和邦德的粉碎工作指数原理。
2、新型ATOX-50磨喷环最大设计面积 4.8 m2,挡料环高度 200 mm,配套选粉机最高转速 75 rpm。
4、立磨的设计产量与磨盘直径及转速、磨辊数量及宽度、喷咀环面积、研磨压力、磨通风量等因素有关。
5、水泥中掺入石膏主要起缓凝作用。
6、我国国家标准规定水泥初凝时间不得早于 40 分钟,终凝时间不得小于10 小时。
7、稀油站PLC在油泵停、油压低、油箱油位低等情况下会发出稀油站故障信号。
8、热交换主要有:传导、对流、辐射三种,立磨内主要以对流方式为主。
二、判断题1、磨机没有停稳时,第二次启动易造成齿圈断裂。
(√)2、运行联锁指在设备运行之后起联锁保护作用。
(×)8、所有高温风机的入口挡板关闭信号都是该风机的启动连锁。
(√)9、磨机产量较高,但产品细度较粗,有可能是由于磨内风速太快,研磨体冲击能力强,而研磨能力不足造成的。
(√)10、加强干法磨的磨内通风,可以降低磨内温度,带走水蒸气,提高混合材掺加量。
(×)1、立磨刮板腔与物料进料溜子底部在接管道的作用是平衡压力。
(N)2、开路磨的平均球径比闭路磨应大一些。
(N)3、离心风机出口阻力越大,风机电流越低。
(Y)4、均化库的均化效果越好,入窑生料标准偏差就越小。
(Y)5、电机的变频调速是通过改变输入电机电流的大小实现的。
(N)6、立磨刮板腔刮板磨损严重,对磨机的电流和台时均影响很大。
(Y)7、生料中的Al2o3主要来自于石灰石。
CK450磨与ATOX-50磨的对比分析

石门海螺水泥有限责任公司建设有两条日产5000吨新型干法水泥熟料生产线,其中原料系统分别配置了两台不同的生料磨,一线为丹麦史密斯公司生产的ATOX-50磨,而二线的则为海螺川崎节能设备制造有限公司生产的CK450磨。
两台立磨投入运行之后,发现二者既存在着相同之处,也存在不同的特点。
二者的工作原理基本相似。
这些形式的机械都带有磨辊(或相当于磨辊的粉磨部件),磨辊沿水平圆形轨迹在磨盘上运动,通过外部施加在磨辊上的垂直压力,使磨盘上物料受到挤压和剪切的共同作用,并得以粉碎。
物料的粉磨过程是:电动机通过减速机带动磨盘转动,物料从下料口落到磨盘中央,在离心力的作用下向磨盘边缘移动并受到磨辊的碾压,粉碎后的物料离开磨盘,被高速向上的气流带至与立磨一体的分离器,粗粉经分离器后返回到磨盘上,重新粉磨;细粉则随气流出磨,在系统的收尘装置中收集下来,即为产品。
在立磨内物料通过气力输送,需要较大的空气流速,这就可以使用废热气体,同时进行烘干粉磨作业。
二者都是三风机系统配置,都是利用循环风来调节出磨风温。
不同之处首先从磨的结构来看。
我们发现其配置的主电机功率相同外,在其他的方面都有差异,尤其是磨辊数量,因为CK磨是四磨辊结构,其中相对的磨辊为一组,在操作的过程中加减研磨压力都要同时进行,而ATOX50磨只要单次操作即可。
与ATOX-50磨相比,CK450磨没有安置盖板,磨辊的辊皮是整块的,下料口的位置也是不同的。
ATOX-5型立磨有三个磨辊,它们受到液压,并将压力施加到磨盘上的物料。
磨盘为平面,以使冲击和粉磨力经支承齿轮装置垂直传递给基础,从而使磨机震动降为最低。
磨辊沿水平轴转动,水平轴固定在一轻质中心框架上。
磨辊带有加大的轴承,由循环油润滑,并具有良好的密封结构。
粉磨力经三个拉杆直接施加在磨辊轴上,拉杆与往复式液压缸相连,可使立磨在启动时将磨辊抬起。
三个水平扭臂通过橡胶减震器与机亮相连,以平衡扭力并将磨辊单元保持在原有位置上。
芜湖海螺磨操-立磨(ATOX-50三风机)

芜湖海螺中控操作规程(ATOX-50立磨操作规程)1 目的本规程旨在统一操作思想,使操作有序化、规范化,力求达到优质、稳产、高产、低耗,生产出合格的生料,确保窑系统的生料供应。
2 范围:本规程适用于原料系统中控操作,即从石灰石堆场,页岩、铁粉联合储库至生料入库部分,包括废气处理部分的操作控制。
适用于原料操作人员管理人员及工程技术人员。
3 引用文件《ATOX—50立磨说明书》《DCS控制系统》《质量控制细则》4 操作指导思想4.1 在各专业人员及现场巡检人员的密切配合下,根据入磨物料水份、粒度、易磨性,磨机振动、电流、出口温度、系统风量等情况及时调整磨机产量、研磨压力、选粉机转速及各挡板开度,努力做到立磨运行平稳,均化库料位保持在70%以上,提高粉磨效率;4.2 树立安全生产,质量第一的观念,精心操作,不断摸索总结,在操作中充分利用计量监测仪表和先进的DCS自动控制等技术手段,优化系统最佳运行参数,以达到优质高产,低消耗及长期安全和文明生产的目的;4.3 树立全局观念与窑、发电操互相协调,密切配合,三班操作员必须经常交流操作思想,做到统一操作,达到连续运行的目的;4.4 操作员对生料质量直接负责,严格按照各项控制指标进行操作。
5 工艺流程简介联合储库中的两种铁质原料,分别由行车抓送至两个配料仓内储存;辅材堆场中的砂岩、页岩原料,分别由桥式刮板取料机送至配料站两个仓内储存;长形堆场中的石灰石,经桥式刮板取料机送至石灰石仓内储存;原材料按一定的比例,经过皮带秤计量后,由皮带送至回转锁风阀入磨粉磨。
物料烘干粉磨后经选粉机筛选,合格的产品入四个旋风筒收集;不合格的产品返回磨内重新粉磨;吐渣料由刮板腔刮板排出磨机外,通过外循环重新回磨。
旋风筒收集下来的合格产品经过输送入均化库。
从预热器过来的废气(或热风炉提供),磨开时,在327循环风机的抽力作用下入磨,然后随粉磨好物料一起进入旋风筒分离,废气入604电收尘;磨停时, 窑尾废气直接入604电收尘,净化的废气通过618风机排入大气;6 主机设备◆辅材取料机设备参数(130)◆原料磨设备参数(309)◆石灰石取料机设备参数(020)◆入磨回转阀设备参数(308)◆高效选粉机设备参数(315)◆胶带斗提设备规格参数(401)◆循环风机设备规格参数(327)◆窑尾电收尘器设备参数(604)◆电收尘排风机设备参数(618)7 上岗人员的资格及培训标准见组宣部颁发的《安徽海螺集团文件--关于中控操作员工资改革方案及实施细则的通知》中的中控操作员上岗标准。
立磨(ATOX-50)磨辊更换施工方案演示课件.ppt

施工单位提前三天到 施工现场,与业主保全 或制造对口负责人共同 对所需备品、备件和材 料到货情况进行梳理和
5、施工单位提前三天到施工 确认,提前将大型备件
现场,将大型工具、备件运 运至现场,并做好防尘、
至现场,并进行自制专用工 防雨保护;
具的加工;
(一)甲方准备设备、工器具
序号 1 2 3 4 5 6 7
2台
紧辊皮螺栓(FLS专用工具)
1台 紧拉伸杆螺栓(FLS专用工具)
1台 紧中心轭连接螺栓(FLS专用工具)
2台
用于液压螺母
1套
拆卸机头
1套
拆卸机头
2套
备用
1套
拆装机头及轴头打压用
(二)乙方准备设备、工器具
序号 名 称
规 格 数量
备
注
1
电焊机
BX6-500A 2台
2
电焊机
AX6-300A 1台
3
氧、乙炔
10、拆除拉伸杆和液压缸之间的连接螺栓,注意把 上下法兰盘做好标记,以使正确回装。
11、拆除磨辊和拉伸杆头护罩及机头密封盖板。 12、启动减速机高压泵,手动盘磨,将磨辊置于合
适吊装位置,并用电动葫芦吊装固定。 13、拆除磨辊同中心轭的连接螺栓,起吊磨辊并将
磨辊吊出磨内(防止搓动而损坏法兰面和O型圈)。 14、将辊皮、压板、夹紧螺栓及定位销从旧磨辊上
4套
300割枪4把
4
手拉葫芦 5t、3t、2t 若干
吊装电动葫芦梁等
5 自制大拉马
1套
拆卸机头
6 自制盘磨工具
1件
盘电机减速联轴节用
7
常用工具
磨光机、直磨机、内六角板手等
(三)甲方准备备品、备件
atox50立磨操作体会

atox50立磨操作体会由于立磨的诸多优点,现已成为水泥生料粉磨的首选设备。
但是在实际操作中,仍有诸多问题值得注意。
1 操作要点1.1 稳定料床维持稳定料床,这是辊式磨料床粉磨的基础,正常运转的关键。
料层厚度可通过调节挡料圈高度来调整,合适的厚度以及它们与磨机产量之间的对应关系,应在调试阶段首先找出。
料层太厚粉磨效率降低,料层太薄将引起振动。
如辊压加大,则产生的细粉多,料层将变薄;辊压减少,磨盘物料变粗,相应返回的物料多,料层变厚。
磨内风速提高,增加内部循环,料层增厚,降低风速,减少内部循环,料层减薄。
在正常运转下辊式磨经磨辊压实后的料床厚度不宜小于40~50mm。
1.2控制粉磨压力粉磨压力是影响磨机产量、粉磨效率和磨机功率的主要因素。
立磨是借助于对料床施以高压而粉碎物料的,压力增加产量增加,但达到一定的临界值后不再变化,压力的增加随之而来的是功率的增加,导致单位能耗的增加,因此适宜的辊压要产量和能耗二者兼顾。
该值决定于物料性质、粒度以及喂料量。
在试生产时要找出合适的粉磨压力以及压力合理的风速可以形成良好的内部循环,使磨盘上的物料层适当、稳定,粉磨效率高。
在生产工艺中,当风环面积一定时,风速由风量决定。
与生产工艺能力之间的对应关系,来保证粉磨效果。
1.3保证一定的出磨温度立磨是烘干兼粉磨系统,出磨气温是衡量烘干作业是否正常的综合性指标。
为了保证原料烘干良好,出磨物料水分小于0.5%,一般控制磨机出口温度在9 0度左右。
如温度太低则成品水分大,使粉磨效率和选粉效率降低,有可能造成收尘系统冷凝;如太高,表示烟气降温增湿不够,也会影响到收尘效果。
1.4 控制合理的风速立磨主要靠气流带动物料循环。
合理的风速可以形成良好的内部循环,使盘上的物料层适当、稳定,粉磨效率高。
但风量是由风速决定,而风量则和喂料量相联系,如喂料量大,风量应大;反之则减小。
风机的风量受系统阻力的影响,可通过调节风机阀门来调整。
磨机的压降、进磨负压、出磨负压均能反映风量的大小。
ATOXR立磨施工技术方案

ATOX-50原料磨施工技术方案一、概述1、简介原料粉磨是水泥生产工艺线上极其重要的原料制成设备。
原料磨的安装质量的好坏,直接关系到全线生产能否正常和投产后的经济效益。
ATOX-50原料磨机为立式磨,用于原料的粉磨,其研磨过程为:水平转动的磨盘上有4个磨辊绕着固定的轴转动,研磨的压力产生于4个磨辊和中心轭的自重,部分产生于液压缸的力。
液压缸将磨辊推压到磨盘上形成一定的压力。
物料从入料口进入,在磨辊和磨盘间被压碎成粉状。
磨机内的热风通过喷嘴环进入磨机,从喷嘴环进入的热气流将粉磨后的物料送入选粉机,选粉机将物料中的粗料分出,返回磨盘进一步粉磨,细料与气流一起通过选粉机出料口输出,进入生料库。
2、ATOX-50磨的组成部分ATOX立磨外壳、主减速机(FLENDER减速机)、磨盘、磨辊、主电机、高压油站、低压油站、选粉部分、三个液压站、喷水冷却部分。
3、RTOX立磨的规格及主要技术参数立磨的规格 R50喂料粒度级 0~130mm,max=200mm喂料最大水分8%生产能力正常320t/h,max=400t/h 磨盘直径 5000mm磨盘转速 25r.p.m扇形瓦 24块磨辊直径 3000mm磨辊个数 4个主减速机 Flender减速机型号 FMP710额定功率 3540KW速比 I=39.7主减速机用主电机额定功率 3500KW转速 995r.p.mATOX-50配选粉机型号 RAR50选粉机直径Ф6080mm选粉机主转速 66~22r.p.m传动装置 sc电机变频调速最大件重量减速机: 11.3T减速机主电机及液压杆下机座:20.333T磨筒体: 70.790T磨盘: 77.127T磨辊: 166.666TR-50分离器: 78.64T主电机: 12.018T其他部件: 168.192T磨机总重: 695.95T二、编制依据1、《水泥机械设备安装工程施工及验收规范》JCJ03-902、 F.L.S 公司Atox-50立磨安装说明。
ATOX立磨专业资料
1.简介ATOX50磨是丹麦史密斯(FLS)公司研制开发的立式辊磨,集烘干、粉磨、选粉、提升于一体,特别适用于水泥原料的烘干粉磨。
具有土建投资少、配套设备省、粉磨电耗低等优点。
与其他类型的立磨相比有以下特点:(1)柱辊、平盘、碾磨压力和反作用力只用于垂直方向,耐磨衬磨损均匀。
(2)三辊一体的磨辊系统,重量轻,惯性小,运转平稳。
(3)块状耐磨衬可采用尽可能耐磨的材质,同时便于拆装,可根据需要掉头或加厚。
(4)双作用液压拉杆,既施加碾磨压力,又可在开车前将磨辊顶起,无需辅助传动。
(5)改进型的选粉机,使整个粉磨系统更易于增产降耗。
因此,广泛应用于5000t/d及以上熟料生产线的原料粉磨。
目前,由于生产线的上马速度快及相关专业技术培训的不足,导致设计、安装、使用、检修失误较多,造成不必要的经济损失。
故将ATOX50磨在设计、安装、使用、检修中的失误及整改方案详细说明,供广大水泥专业人员借鉴。
2.设计安装1)设计原则各设计院的设计应考虑社会资源及投资要求,生产线已经普遍向占地少、设备省、投资低的方向发展。
为了防止原料区域国内设计图与外方设计相冲突,以外方图纸为基准,国内图纸为样图。
这样可以避免设计失误,同时保证部分引进关键设备的良好的工作环境以便于维护检修。
2)安装要领(1)立磨基础施工时一定要认真负责。
基础的好坏直接关系到立磨的安全长期运行,所以基础打桩、灌浆、打基础,都必须有案可查,有人监管,严格遵守图纸要求和施工规范。
(2)基础找正划线必须使用准确良好的量具进行测量、检测,并留下原始记录做永久性的存档。
(3)螺栓必须使用扭矩扳手紧到要求的力矩,一圈螺栓必须对角线轮流紧固。
同时对螺栓的型号和强度给予记录在案,并与图纸要求对应确认。
(4)部件焊接施工时,必须注意焊接件的接线和接地,焊接电流不可以经过轴承或绞点,否则会伤害轴承或绞点。
(5)立磨筒体及选粉机壳体上的任何一个孔必须是圆孔或角为止裂孔,这样可以避免日后外壳开裂。
ATOX50立磨操作规程及保护
第一章操作规程1 目的本规程旨在统一操作思想,使操作有序化、标准化,力求做到优质、稳固、高产、低耗,生产出合格的生料,确保窑系统的生料供给。
2 范围本规程适用于原料系统中控操作,即从石灰石堆场、页岩、铁质原料储库或堆场至生料入库部份及窑尾高温风机以后的废气处置部份。
3 引用标准《工艺设备性能参数》、《工艺规程》、《设备说明书》等4 操作指导思想在各专业人员及现场巡检人员的紧密配合下,依照入磨物料水分、粒度、易磨性、振动、电流、磨机出口温度、系统风量等情形,及时调整磨机的喂料量、研磨压力、选粉机转速及各挡板开度,尽力做到立磨运行平稳,提高粉磨效率,均化库料位维持在70%以上。
树立平安生产、质量第一的观念,精心操作,不断试探总结,在操作中充分利用计量监测仪表和先进的DCS自动操纵等技术手腕,整定出系统最正确运行参数,以达到优质高产,低消耗及长期平安和文明生产的目的。
树立全局观念与窑、发电操作员相互和谐,紧密配合,三班操作员必需常常交流操作思想,做到统一操作,达到持续稳固运行的目的。
操作员对生料质量直接负责,严格依照各项操纵指标进行操作。
5工艺流程●宁国三线(双风机系统)配料站进料工艺流程简介原料配料站有四个配料仓,别离为石灰石仓(3301)、页岩仓3302⑴、备用仓3302⑵、硫酸渣仓3303。
向石灰石仓进料,经3204桥式刮板取料机刮至堆场中心卸入3208皮带,卸入石灰石仓3301,3208皮带上设有临时下料口,在3204故障时直截进料。
页岩仓进料。
页岩由行车抓料入3302⑴仓。
硫酸渣仓进料。
硫酸渣由行车抓料入3303仓。
原料粉磨及废气处置工艺流程简介:配料站的三个仓内的石灰石经中型板式喂料机3304⑴卸入称重给料机3304⑵喂入3307⑵皮带,页岩经中型板式喂料机3305(1-1)或(2-1)卸入称重给料机3305(2-1)或(2-2)喂入3307⑴皮带,硫酸渣经称重给料机3306,喂入3307⑴同页岩一路进入3307⑵皮带再经3308⑴气动推杆三通阀,通过3308⑵回转锁风阀喂入磨机。
ATOX-50立磨操作参数控制

测器 ;
() 1 系统 通 风 量 失调 。 由于 系 统
物 料 , 需 研 磨 压 力 大 , 层 偏 薄 会 所 料 取 得 更 好 的粉 碎 效 果 。研 磨 压 力 选 电 流 。正 常 工 况 下 不 允 许 超 过 额 定
要原 因有 :
对 于 易碎 性 好 的物 料 , 磨 压 力 研
过 大 是 一 种 浪 费 , 料 层 薄 的情 况 在
下 , 往 往 造 成 振 动 ; 易 碎 性 差 的 还 而
立 磨 正 常运 行 时 是 很平 稳 的 , 噪 音 不 超 过 9d , 如 调 整 得 不 好 , 0 B但 会
( ) 盘 与 喷 口环 处 的 间 隙 增 5磨 大 。该 处 间 隙一 般 为 5 8 - mm, 如果 用 以 调整 间隙 的 铁件 磨 损 或 脱 落 , 会 则 使 这个 间隙 增 大 , 风 从 这 个 问 隙通 热
立 磨 是 料床 粉 碎 设 备 , 在设 备 已 定 型 的条 件 下 , 碎 效 果 取决 于物 料 粉 的 易 磨 性 及 所 施 加 的研 磨 压 力 和 承 受 这 些 挤压 力 的物 料量 。 研 磨 压 力 的调 整 范 围 是有 限 的 ,
择 的 另 一 个 重 要 依 据 为 磨 机 主 电 机 振 动 。引起 立 磨 振 动 的主 要原 因有 :
气体 流 量 计 处 风量 没 有 减 少 , 由于 但 磨 机 和 出磨 管 道 、 风 筒 、 尘 器 等 旋 收 大 量 漏 风 , 成 喷 口环 处 风 速 降 低 , 造
丹麦史密斯(ATOX)立磨介绍.
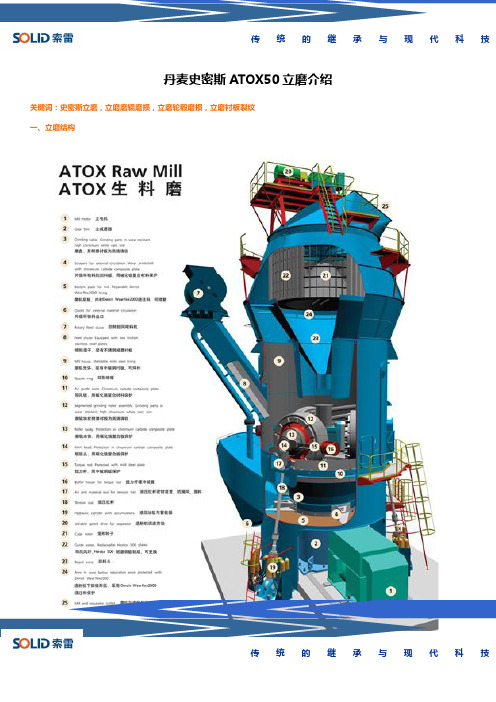
传统的继承与现代科技丹麦史密斯ATOX50立磨介绍关键词:史密斯立磨,立磨磨辊磨损,立磨轮毂磨损,立磨衬板裂纹一、立磨结构传统的继承与现代科技二、磨辊构造1-固定卡铁(A);2-双头螺杆;3-弧形衬板;4-固定卡铁(B);5-轮毂;6-外圈定位环;7-内圈定位环;8-转轴;9-帐套;10-空气密封圈;11-轴承;12-锁紧螺栓;13-圆柱滚子轴承;14-螺钉;15-中心架法兰;16-螺栓;三、磨辊磨损和衬板(辊套)、夹板裂纹分析1、运行环境磨辊是一个圆柱体,直径(带衬板)3000mm,在磨盘带动下旋转,转动时磨辊上各点线速度相同。
因此,在磨盘和磨辊的接触线上,磨盘与磨辊之间在O点是纯滚动,而内外都有速度差,存在相对滑动。
在内侧,磨盘线速度小于磨辊线速度,磨盘对磨辊的静摩擦力和磨盘转向相反;在外侧,磨盘线速度大于磨辊线速度,磨盘对磨辊的静摩擦力和磨盘转向相同。
这两个力方向相反,使磨辊衬板对角受力增大。
加之磨辊衬板两侧有夹板压紧,内外侧处理静摩擦力外还有螺栓的预紧力。
因此磨辊衬板两端受力较大,衬板定位销易出现磨损或断裂,导致衬板在磨盘静摩擦力作用下与轮毂产生相对运动,致使轮毂表面磨损,尤其两侧边缘部位磨损较大,衬板和轮毂接触不实,受力不平衡导致衬板裂纹。
2、制造工艺衬板受铸造工艺和加工工艺限制,衬板成品很难达到与轮毂理论配合精度,造成配合面存在一定的间隙。
虽然依据衬板按照要求,衬板与轮毂之间允许存在0.1mm的间隙,但因环境影响,热风携带颗粒物料不断冲刷衬板与磨辊的配合面,间隙进一步增大,轮毂磨损的同时导致衬板、夹板出现裂纹。
传统的继承与现代科技3、检修环境正常运行情况下,衬板使用6-8个月正常掉面,掉面过程中受检修环境影响(粉尘浓度大),配合面因粉尘附着,也会产生间隙并导致轮毂冲刷磨损。
综上原因,根据统计水泥原料立磨通常情况下一般使用4年后,轮毂磨损,衬板、夹板裂纹现象会比较明显。
四、磨辊轮毂磨损后的危害1、导致衬板两侧压板变形,无法达到紧固要求或丧失紧固能力,严重者衬板脱落,造成磨盘损坏,甚至造成立磨底部减速机损坏。
ATOX-50立磨辊皮、磨盘衬板磨损对系统的影响

ATOX-50立磨辊皮、磨盘衬板磨损对系统的影响
孙长俊
【期刊名称】《四川水泥》
【年(卷),期】2010(000)004
【摘要】@@ S水泥厂5000t/d生产线由中材国际南京水泥工业设计研究院设计,生料采用石灰石、粘土、铜尾渣和砂岩四组分配料.生料立磨是引进丹麦Flsmith 公司的ATOX-50辊式磨,采用三风机系统.主电机额定功率3800kW,额定电流431.7A,循环风机额定功率3800kW,额定电流380.9A,系统风机710kW,额定电流90.15A.
【总页数】3页(P28-30)
【作者】孙长俊
【作者单位】弋阳海螺水泥制造分厂,江西,弋阳,334422
【正文语种】中文
【中图分类】TQ172.632.5
【相关文献】
1.立磨磨辊、磨盘衬板磨损修复
2.浅谈磨煤机磨辊套及磨盘衬板的改进
3.立磨磨辊及磨盘衬板的维修与节能探讨
4.磨煤机磨辊套及磨盘衬板的改进
5.立磨磨辊、磨盘衬板的制造方法比较和产品选择原则
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
芜湖海螺中控操作规程(ATOX-50立磨操作规程)1 目的本规程旨在统一操作思想,使操作有序化、规范化,力求达到优质、稳产、高产、低耗,生产出合格的生料,确保窑系统的生料供应。
2 范围:本规程适用于原料系统中控操作,即从石灰石堆场,页岩、铁粉联合储库至生料入库部分,包括废气处理部分的操作控制。
适用于原料操作人员管理人员及工程技术人员。
3 引用文件《ATOX—50立磨说明书》《DCS控制系统》《质量控制细则》4 操作指导思想4.1 在各专业人员及现场巡检人员的密切配合下,根据入磨物料水份、粒度、易磨性,磨机振动、电流、出口温度、系统风量等情况及时调整磨机产量、研磨压力、选粉机转速及各挡板开度,努力做到立磨运行平稳,均化库料位保持在70%以上,提高粉磨效率;4.2 树立安全生产,质量第一的观念,精心操作,不断摸索总结,在操作中充分利用计量监测仪表和先进的DCS自动控制等技术手段,优化系统最佳运行参数,以达到优质高产,低消耗及长期安全和文明生产的目的;4.3 树立全局观念与窑、发电操互相协调,密切配合,三班操作员必须经常交流操作思想,做到统一操作,达到连续运行的目的;4.4 操作员对生料质量直接负责,严格按照各项控制指标进行操作。
5 工艺流程简介联合储库中的两种铁质原料,分别由行车抓送至两个配料仓内储存;辅材堆场中的砂岩、页岩原料,分别由桥式刮板取料机送至配料站两个仓内储存;长形堆场中的石灰石,经桥式刮板取料机送至石灰石仓内储存;原材料按一定的比例,经过皮带秤计量后,由皮带送至回转锁风阀入磨粉磨。
物料烘干粉磨后经选粉机筛选,合格的产品入四个旋风筒收集;不合格的产品返回磨内重新粉磨;吐渣料由刮板腔刮板排出磨机外,通过外循环重新回磨。
旋风筒收集下来的合格产品经过输送入均化库。
从预热器过来的废气(或热风炉提供),磨开时,在327循环风机的抽力作用下入磨,然后随粉磨好物料一起进入旋风筒分离,废气入604电收尘;磨停时, 窑尾废气直接入604电收尘,净化的废气通过618风机排入大气;6 主机设备◆辅材取料机设备参数(130)◆原料磨设备参数(309)◆石灰石取料机设备参数(020)◆入磨回转阀设备参数(308)◆高效选粉机设备参数(315)◆胶带斗提设备规格参数(401)◆循环风机设备规格参数(327)◆窑尾电收尘器设备参数(604)◆电收尘排风机设备参数(618)7 上岗人员的资格及培训标准见组宣部颁发的《安徽海螺集团文件--关于中控操作员工资改革方案及实施细则的通知》中的中控操作员上岗标准。
8 原料系统分组及系统联锁R01a、均化库顶及废气处理袋收尘主控回路R02a 、生料入均化库输送主控回路注:均化库顶收尘风机1406为14071的启动连锁。
R03a1、主斜槽风机系统主控回路启动信号1406 1405 1220 1253 1254 135512151 1215 121711217启动信号14031 14071A14061401启动信号 1350 1351A13541349R03a2、旋风筒收尘系统主控回路注:(1) 3#斜槽作为1#、2#回转下料器,4#斜槽作为3#、4#回转下料器的运行连锁(2)斜槽上的单机收尘做为斜槽风机的启动连锁,若物料入窑则要和入窑拉链机连锁 (3)备用斜槽风机单开启动信号A1353 A1350134613391335 134013361346133813411337 1342(4)在原料磨未开的情况下,主斜槽上三个风机若一个跳停,连锁跳停电场下拉链机,延时30min 跳电场;原料磨开时,连锁跳停电场。
R04a 、电收尘收尘排灰组注:四台拉链机跳停,延时30分钟后跳停电场,废气处理1#收尘风机16081为斜槽风机16072的启动连锁。
A1349 16061 16051160621605216063 160641605416071608R05a 窑尾排风机主控回路注:1.主电机启动后 45s ,如水电阻启动完毕信号还未到,则停主电机。
2.电机定子温度HH 为130℃,电机轴承及风机轴承温度HH 为85℃,电机定子、轴承温度高报、振动高报做启动连锁3.电机加热器由中控单机起停,也可选择自动,电机开加热器停,电机停则加热器开。
1618启动信号风机前轴承温度HH 主电机轴承温度HH 主电机定子温度HH 风机后轴承振动HH 水电阻无故障 506油站运行 风机电机稀油站运行电机稀油站故障风机阀门关限位水电阻允许启动稀油站允许启动水电阻启动完毕R06a、生料磨循环风机主控回路1327注:(1)主电机启动后 45s,如水电阻启动完毕信号还未到,则停主电机。
(2)电机定子温度HH为130℃,电机轴承及风机轴承温度HH为70℃,风机轴承振动HH为8mm/s,电机定子、轴承温度高报、振动高报做启动连锁。
(3)电机加热器单机起停,稀油站控制部分同电收尘排风机油站。
R07a 、窑尾电收尘系统主控回路R08a1、原料磨FLS 油站主控回路16045 启动信号 CO HH 报CO H 报延时15分钟电收尘入口温度HH 报 16044 16046电收尘下拉链机运行(1)磨辊润滑站(2)减速机润滑站(3)液压张紧站13121启动加热器备妥磨辊润滑站备妥油温正常无预报警13101启动 加热器备妥减速机润滑站备妥1310油温正常 无预报警13111启动加热器备妥降辊OK振动高报研磨模式OK降辊综合降辊信号减速机润滑站运行油温正常起停研磨综合升辊信号综合降辊信号R08a2、原料磨选粉机控制柜主控回路Fault distributor block:选粉机运行,且油脂润滑站驱动已发出90s后为‘1’。
Level min pump unit: 从油脂润滑站启动开始现场料位低信号来6次后为‘1’。
Stop unit: 油脂润滑站启动后,若progressive distributor(DI)信号为‘1’,则Stop unit 为‘1’,延时34M 后为‘0’。
注:1.组启动后若13153备妥且无故障则13153 Ready for autostart 为‘1’。
2.组启动后若13154备妥且无故障则13154 Ready for autostart 为‘1’。
3.循环泵在选粉机运行时一直处于运行状态. R08a3、磨喷水增压水泵站主控回路选粉机润滑装置控制箱故障Faultdistributor Unit13153 Ready for autostart 13154 Ready for autostart注:密封风机单机起停,磨机喷水阀为手动调节其阀门大小。
R09a 、原料磨主电机主控回路根据F.L.S.SMIDTH 提供的资料,原料磨包括以下四种连锁:启动连锁,操作连锁,保护连锁,安全连锁;详细内容如下所述:1314A1309出口阀门大于10%原料磨出口气体温度<50℃ 水箱水位低启动信号启动联锁操作联锁注:1.主电机运行,加热器则自动停止,主电机停止,加热器则自动运行。
主电机启动后 45S ,如水电阻启动完毕信号还未到,则停主电机。
2.主电机稀油站单机起停,其工作原理同循环风机电机油站根据油压和油温来控制油泵、加热器。
3.电收尘任一电场跳停30min ,跳主电机。
(与DCS 确认) R10a 、原料输送及磨入口系统主控回路保护联锁启动信号启动联锁 1309安全联锁 操作联锁 保护联锁注:(1)12182,13081单机起停!(2)1604电场全跳停与磨喂料组作为选择联锁;当选择联锁时,电场全跳停时3分钟后,磨喂料组跳停;(3)辅料可选择起停。
(4)当回转下料器(1308)运行时回转下料器吹灰电磁阀(13081)运行5sec ,停60sec 间歇工作,回转卸料器停止,吹灰阀则自动停止。
(取消)(5)石灰石秤运行信号作为其它四台秤的运行连锁。
R11a 、原料磨外循环系统主控回路1210 1209 12121211 1207 1204 120812061214 1213 1203 1205注:1.金属探测仪动作,延时一定时间,入磨分料阀打开,原料入废料仓,一定时间后入磨分料阀关闭,原料入磨;(已经取消)2.当组启动时,入磨分料阀打开,物料入废料仓;3.当磨机或回转下料器跳停时,入磨分料阀打开,物料入废料仓。
4.1320除铁器顺带开启,手动停止。
13202单机起停。
R12a 、石灰石取料收尘主控回路:R13a 启动信号1307(小仓位) A122011218 1317 1316113162 13191320注:石灰石库料位高报延时顺停本组设备且为启动连锁,高高报延时30s跳停。
1022单开,电机轴承温度高报做启动连锁。
R13a、砂岩取料主控回路:注:1.三通分料阀换向延时15s 跳停上级设备,1215、1213单机起停。
2.1215为1216的运行连锁。
砂岩库的料位高报、高高报做为其入料皮带的启动连锁、运行连锁。
R14a 、页岩取料主控回路:=注:页岩库的料位高报、高高报做为其入料皮带的启动连锁、运行连锁。
9 原料系统开停机组113210 磨机系统操作◆启动前的准备工作1.通知电仪人员对磨主电机、主排风机等较大功率电机例行检查,确认是否具备开机条件;2.确认窑系统工况情况,通知窑操作员与发电操作员做好相应的准备和配合工作;3.通知总降,确认是否具备开机条件;4.通知巡检工做好开机前的检查,确认冷却水和压缩空气供应情况,及各油站油温、油压正常;5.通知工程师站给予必要的配合;6.确认操作室无故障,确认各挡板中控调节,并且能够与之对应,符合开机条件;7.通知现场巡检工做好604电收尘器荷电前的准备工作;8.请示管理人员或值班长确认具体的开机时间;9.通知化验室做好相应的准备工作,根据通知单,确定各种物料的配料比率,分析入磨物料水份、粒度情况。
◆利用热风炉升温开磨1.启动窑尾EP风机组,启动前关闭风机入口挡板,搅拌水电阻;启动时密切监视电流值,风机振动值;确定启动正常后,适当打开挡板;2.按顺序启动库顶收尘组、生料入库组、生料输送组,电收尘粉尘输送组,启动前要确定分料阀的位置,保证生料入相应的生料库, 密切监控入库斗提机电流值3.检查各稀油站油温.将各油站的加热器开启,待油温正常时,启动原料磨辅助设备组;4.启动绝缘室加热器 , 待温度正常时, 确认电收尘入口温度和CO浓度允许电场荷电,启动电收尘电场组,给电场荷电;5.启动选粉机组,启动前将选粉机转速设定最小值;6.启动循环风机组, 启动时密切监控电流值,风机振动值;确定启动正常后,适当打开挡板.7.关闭旁路挡板、热风挡板,联系窑操作员关闭506入口挡板,调整618挡板、327挡板,确保磨入口微负压,进行热风炉点火烘磨;利用循环风、冷风调整磨机出口温度;8.首次烘磨时严格按照升温曲线磨出口温度(o C)时间min9.确认各配料站的仓料位,根据料位情况,启动原料输送组,确保原料的供应。