HSK工具系统检测方法
HSK工具系统的结构及特点
HSK 工具系统的结构及特点高速切削加工已成为现代机械制造技术的一个重要组成部分和发展方向。
目前,在国际机床工具系统市场上影响比较大的高速加工工具系统有:德国开发的HSK (德文Hohl Schaft Kegel 的缩写,也称空心短锥柄)工具系统;美国KENNAMETAL 公司开发的KM 工具系统;日本日研(NIKKEN )公司开发的NC5工具系统等。
在众多的新型工具系统中,由德国开发的HSK 工具系统,整体技术最为成熟,应用范围也最为广泛。
其采用空心短锥结构和两面夹紧方式,在系统刚度、径向圆跳动精度、重复安装精度、夹紧可靠性等方面都具有优越性能,被视为21世纪最有前途的工具系统。
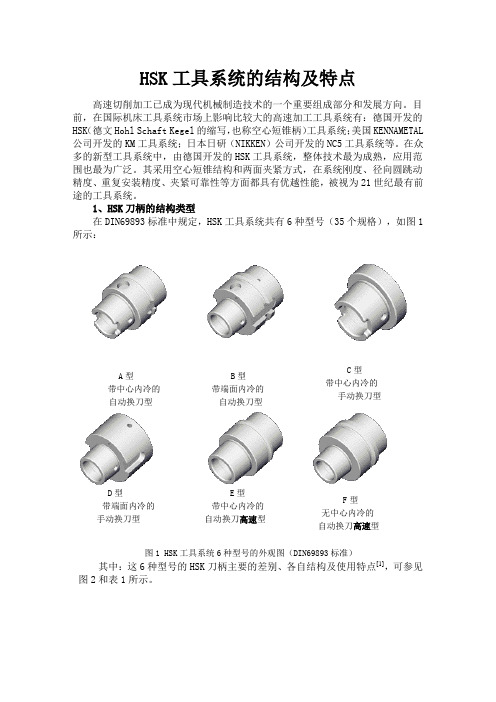
1、HSK 刀柄的结构类型在DIN69893标准中规定,HSK 工具系统共有6种型号(35个规格),如图1所示:A 型带中心内冷的自动换刀型D 型带端面内冷的 手动换刀型B 型带端面内冷的 自动换刀型E 型带中心内冷的 自动换刀高速型C 型 带中心内冷的 手动换刀型F 型 无中心内冷的 自动换刀高速型图1 HSK 工具系统6种型号的外观图(DIN69893标准)其中:这6种型号的HSK 刀柄主要的差别、各自结构及使用特点[1],可参见图2和表1所示。
图2 HSK工具系统6种型号的结构示意图(DIN69893标准)位置、冷却液通道以及法兰盘的面积大小。
A/C/E和B/D/F型刀柄共同点是:锥柄锥度都是1/9.98。
特别指出:在GB/T 19449.1-2004/ISO 12164-1:2001标准中,规定了适用于机床(例如:车床、钻床、铣床和磨床)的带有法兰盘接触面的空心圆锥柄(HSK)的尺寸之外,只规定了两种柄部型式:A型为法兰上带有一个能自动换刀的环形槽,也可以手动换刀;C型为法兰上无环形槽,只能用于手动换刀;两种型式的手动夹进都是通过锥柄上的一个孔来进行的,扭矩的传递是通过锥柄尾端的键以及摩擦来完成的,其特点基本与DIN69893标准的相应规定类似。
HSK工具系统DIN标准与ISO标准比较分析

综
述 scR0 pien eIps a
H K工 具 系统 DN 标 准 与 lO 标 准 比较 分析 S I S
陈世平 李 琳 谭 伟
( 重庆 工 学院 , 庆 4 0 5 ) 重 000 摘 要: 简述 了 HS 工具 系统标 准 的制定 过程 , K 重点 分析 了 HS 工 具 系统 D N 标 准和 I O 标 准 的差异 以 K I S
eV 德 文缩 写 ) 准草 案 , 向 国 际标 准 化 组 织建 议 .. 标 并 制定 相关 的 IO标 准 。 由于 该标 准草 案 还不 够 成 熟 , S 暂 时没得 到 国际标准 化组 织 的认 可 。经过 工作组 第二 轮研 究 , 标 准草 案趋 于 成 熟 , 国 于 19 该 德 93年 正式 制 定 了 H K 工具 系统 的工 业 标 准 DN 99 , 再 次 建 S I683 并 议 国 际 标 准 化 组 织 制 定 HS 工 具 系 统 IO 标 准 。 K S 19 9 6年 5月在 IO T 2 / 3 S / C 9WG 3审 议 会 上 , 定 了 以 制 DN 99 I6 83标准 为基 础 的 HS K工具 系统 的 IO标 准草 S
高速切削加工技术起源于 2 0世纪 8 0年代 , 经过 2 年 的发展 , 应用范 围逐 步扩大 , 0 其 目前主要应用在
汽车制造 、 航空 航天 制造 、 具制 造等行 业 。高速切厂 、 机床 制造 厂等 3 0多家 单位 成
立 了专 题工 作组 , M. c 授 的领 导下 开 始 了研 在 Wek教
制 新 型工具 系 统 工 作 。工 作 组 经 过 两 年 多 时 间 的研 究 , 发 出第 一代 HS 开 K工具 系统 , 并于 19 90年 7月 向 德 国工业 标 准 化 组 织提 交 了 “ 自动换 刀空 心 柄 ” 准 标 建 议 。德 国政 府于 19 9 1年 7月公 布 了 HS K工具 系统
HSK热装刀柄工具系统扭转刚度分析

s rn o l ode n o ln y tm ,a d t e mo tsg i c n a tr fe t h o so a ii iy c n h i k t oh l ra d t oi g s se n h s in f a tfco s af c i t e tri n l rgd t a i ng b c ie y r g e so n lss,wh c r vde h o ei a e a qu r d b e r s in a a y i ih p o i s t e r tc l ̄u d t n t r c ia p iai n Th n ai o p a t l a pl to . o c c e r s ls s o t a n ef r n e a u ti h s in fc n a trt a fe t h o so a i i i i t r e ut h w h ti tre e c mo n st e mo tsg i a tf co h taf cst e tr in lrg dt n e - i y,  ̄r n e a u ta lmp n e t i e p stv mpa t n tr in lrg d t wh l oa e s)e i e e c mo n nd c a i g lngh gv o iie i c so o so a i i i y, ie rt t t d gv sa e
A b t ac : T s pa e i l n l z s t e c a a trsi r m ee s wh c n u n e n tr in lrgdi fH S s r t hi p r ma n y a ay e h h r c e itc pa a tr ih i f e c o o so a ii t o K l y
HSK刀柄关键尺寸测量技术与方法的研究的开题报告
HSK刀柄关键尺寸测量技术与方法的研究的开题报告1. 研究背景和意义HSK机床刀柄是一种新型刀具接口系统,广泛用于高速、高精度加工领域。
刀柄的高度精度和尺寸精度对于加工质量和精度至关重要。
同时,刀柄关键尺寸测量技术也是制造和检验过程中的关键环节。
目前,大部分刀柄的尺寸测量方式仍然采用传统的精密测量仪器和手动测量方法,但这些方法不仅耗时耗力,而且还存在误差。
因此,开发一种快速、准确的HSK刀柄关键尺寸测量技术和测量方法,有助于提高制造和检验过程的效率和精度。
2. 研究内容和方法本研究旨在探究一种基于激光测量的HSK刀柄关键尺寸测量技术和测量方法。
具体研究内容包括:(1) 确定HSK刀柄关键尺寸,包括直径、角度、长度和平面度等。
(2) 选用合适的激光测量仪器和传感器,搭建HSK刀柄关键尺寸测量系统。
(3) 设计测量方法和参数,在系统中进行测量,并对测量数据进行分析和处理。
(4) 对测量结果进行评估和验证,包括精度、重复性和可靠性等。
3. 预期研究结果本研究预计能够开发出一种快速、准确的HSK刀柄关键尺寸测量技术和测量方法,并获取相应的测量数据。
研究结果将有助于提高HSK刀柄制造和检验的效率和精度,同时为相关领域提供技术支持和参考。
4. 研究重点和难点本研究的重点是确定HSK刀柄关键尺寸并选用合适的激光测量仪器和传感器。
同时,测量方法和参数的设计也是一个难点。
此外,正确处理和分析测量数据,评估和验证研究结果也是需要解决的问题。
5. 研究展望本研究的结果将为HSK刀柄关键尺寸测量提供新的思路和方法,同时也将有助于未来相关领域的发展和进步。
未来研究还可以进一步探索如何将此技术应用到其他领域中,如汽车、飞机等制造行业。
HSK工具系统的研究现状与趋势

第7卷第3期2008年6月无锡职业技术学院学报Jour nal of W uxi I n s ti t u t e of T e chn ol og yV01.7N o.3Jun.2008 H SK工具系统的研究现状与趋势邹晔,温建国,徐金凤(无锡职业技术学院工业中心,江苏无锡214121)摘要:综述了H SK工具系统的发展过程、特点及应用情况,着重介绍了H SK工具系统的承载能力、极限转速等几个关键问题,指出了今后的研究方向。
关键词:工具系统;H SK;关键技术中图分类号:T G71文献标识码:A文章编号:1671—7880(2008)03—0047—02T he R es ear ch St at us and T r end of H SK Tool i ng Sys t emZ ou Y e,W en J i anguo,X u Ji nfeng(W uxi I nst i t ut e of Technol ogy,W uxi214121,C hi na)A b st r ac t:T he de ve l opm e nt pr ocess.char ant eri s t i e f eat ur e a nd appl i cat i on s t a t u s of new s tyl e t ool i ng sys t em a∞r evi ew ed.Sever al key pr obl em s.suc h as t he l oad capaci t y a nd t he m缸i m um r o m f i on M sp eed per m i ssi bl e of H S K t ool i ng sys t em ar e i nt r o-due ed.T he m s eam h di rect i o ns i n t he f ut ur e眦poi nt ed out.K e y W or ds:t ool i ng sys t em;H S K;k ey t echnol ogy高效、精密、柔性、自动化是机械制造技术发展的重要方向。
HSK工具系统标准分析

HSK工具系统标准分析高速切削加工已成为现代机械制造技术的一个重要组成部分和发展方向。
目前,工业发达国家已开始广泛使用机床主轴转速达每分钟上万转乃至数万转的高速切削机床。
我国的汽车、拖拉机、航空航天等行业从国外引进的大量先进生产线、加工中心及高性能机床中,也包括不少高速切削机床。
在机床主轴工作转速大幅度提高的情况下,传统的BT(7:24锥度)工具系统的加工性能已难以满足高速切削的要求。
为此,工业发达国家竞相开发各种可适应高速切削需要的新型工具系统,目前应用较广泛的有德国的HSK(德文Hohl Schaft Kegel缩写)工具系统、美国的KM 工具系统、日本的NC5、Big-Plus工具系统等,其中以HSK系统的技术最为成熟,应用范围也最广泛。
HSK工具系统采用空心短锥结构和两面夹紧方式,在系统刚度、径向圆跳动精度、重复安装精度、夹紧可靠性等方面都具有优越性能。
工具系统的制造精度直接影响其工作性能。
本文通过分析HSK工具系统德国DIN标准与ISO标准之间的主要差异,讨论了对HSK工具系统定位精度和联接刚度的影响,以期对国产新型工具系统的开发提供借鉴与参考。
2 HSK工具系统标准的制订从1987年开始,由德国阿亨工业大学机床实验室(WZL)以及一些工具制造厂、机床制造厂、用户企业等30多个单位成立了专题工作组,在M.Weck教授领导下开始了新型工具系统的研究开发工作。
经过第一轮研究,工作组于1990年7月向德国工业标准组织提交了“自动换刀空心柄”标准建议。
德国于1991年7月公布了HSK工具系统的DIN标准草案,并向国际标准化组织建议制定相关ISO标准。
1992年5月,国际标准化组织ISOT/TC29(工具技术委员会)决定暂不制订自动换刀空心柄的ISO标准。
经过工作组的第二轮研究,德国于1993年制定了HSK工具系统的正式工业标准DIN69893。
1996年5月,在ISO/TC29/WG33审议会上,制订了以DIN69893为基础的HSK工具系统的ISO标准草案ISO/DIS12164。
高速加工HSK工具系统动态特性的研究

( 2)
a1 ≤ r1 ≤ b1
a2 ≤ r2 ≤ b2
式中 , u1 、 u2 为两个圆盘在半径 r1 、 r2 处的变形 ; a1 、 a2 为 两个圆盘的外圆半径 ; b1 、 b2 为两个圆盘的内圆半径 ; E 为 弹性模量 ;ω为角速度 ;υ为泊松比 ;ρ为密度 。
HSK工具系统结构特点分析

2 0 1 3年
第 5期
H S K 工 具 系统 结构 特 点 分 析
王 滨
( 哈 尔 滨 中天 数 控 工 具 有 限 责任 公 司 , 黑龙江 哈尔滨 1 5 0 O 9 O )
摘 要 : HS K( 空心短 圆锥 柄) 最 突 出的特 点就 是 按 照 D I N6 9 8 9 3具 有 的 轴 向面 夹紧机 制 , 实现 了机
l i a bl y .
Ke y wo r d s :HS K t o o l i n g s y s t e m, d o u b l e l o c a t i o n f i t , h o l l o w s t r u c t u r e , 1:1 0 t a p e r
关键词 : HS K 工 具 系统 ; 过 定位 配合 ; 中空式结 构 ; 1: 1 O锥 度 中 图分 类 号 : TG 7 1 文献标 志 码 : A
W A NG Bi n
Ana l ห้องสมุดไป่ตู้ s e s o f Cha r a c t e r i s t i c s o f HSK To o l i n g S y s t e m S t r u c t u r e
t ha t e ns ur e s t he pr e c i s i on of r e s e t t i ng . H SK s ha nk ' s t a p er s u r f ac e c a n pr od uc e d mi c r o e l a s t i c i t y de f o r ma t i on whi l e t h e s ha n k a nd s p i n dl e t i g ht c o nne c t i o n be c a u s e of a do pt i n g t he h ol l o w s t r uc t ur e,s o t he s ha nk s t a p e r s ur f a c e a nd t h e s pi nd l e c on i c a l s u r f a c e c a n ke e p t i g ht c o nt a c t w hi l e t he s pi nd l e hi gh s p e e d r ot a t i on. I n a ddi t i on, H SK s h a nk s t a p e r i s 1 : 1 0, i t i s e a s y t o
HSK工具系统的力学模型及其应用

2003年7月农业机械学报第34卷第4期HSK工具系统的力学模型及其应用3王树林 王贵成 梁彦学 赵海波 【摘要】 在对H SK 工具系统的结构进行分析的基础上,建立了H SK 工具系统的力学模型。
利用该模型,计算了许用承载,分析了实验结果,讨论了影响H SK 工具系统精度、刚度的关键制造技术以及使用中应该注意的问题,提出了以动刚度特性确定H SK 工具系统许用承载的观点。
理论分析与实验结果的一致性表明建立的力学模型是合理的。
关键词:机械学 工具系统 力学模型 许用载荷 刚度中图分类号:T G 50611;T G 702文献标识码:AM echan ica l M odel of HSK Tool System and Its Appl ica tionW ang Shu lin W ang Gu icheng (J iang su U n iversity ) L iang Yanxue Zhao H aibo(Cheng d u T ool R esea rch Institu te )AbstractTo theo retically analyze the m ain facto rs influencing on the featu re of H SK too l system and so lve the p rob lem s in design ,m anufactu re and u se ,a m echan ical m odel of H SK too l system w as estab lished on the basis of con structi onal analysis of H SK too l system .B y the u se of th is m odel ,the allow ab le load w as calcu lated and the ex isting exp eri m en tal resu lt w as analyzed .T he key m anufactu ring techn ique influencing on the accu racy and rigidity of H SK too l system w ere dis 2cu ssed .A new concep t in w h ich the allow ab le load shou ld be deter m ined by the u se of the featu re of dynam ic rigidity w as p ropo sed .T he con sistency of theo retical analysis and experi m en tal resu lt show s that the m echan ical m odel estab lished in th is p aper is reasonab le .Key words M echan ics ,Too l system ,M echan ical m odel ,Per m issib le load ,R igidity收稿日期:200203113国家自然科学基金资助项目(项目编号:59775071)和科技部“十五”攻关重点项目(项目编号:2001BA 205B 05)王树林 江苏大学机械工程学院 副教授,212013 镇江市王贵成 江苏大学机械工程学院 教授 博士生导师梁彦学 成都工具研究所 高级工程师 博士生导师,610056 成都市赵海波 成都工具研究所 高级工程师 引言近几年,我国大型制造企业从国外引进了许多先进机床、加工中心和生产线,其中有不少机床采用了新一代工具系统——H SK (hoh l schaft kegel (德文),空心短锥)工具系统。
HSK+工具系统介绍
D型
C型
• 优先应用于没有自动换刀装置的生产传动线和特殊加工机床上,或是工具上的延长部分和缩
颈部分。
• 由中心轴向冷却装置供应冷却液。 • 由锥柄端面的两个驱动键槽传递扭矩。
• 应用于通过加大接触面以提供更好支持的手动换刀的所有范围。 • 带有加大的法兰直径 • 通过法兰的非中心冷却管路或由中心冷却管路供应冷却液 • 通过法兰上的两个键槽传递扭矩。
右面的表格显示,独立的最大操作速度下,不同质量水平 eper 的上限。 e=重心,相关的不均衡,单位 κm eper=允许的相关剩余不平衡,单位 κm
W=弧度频率 .radຫໍສະໝຸດ sVper=重心允许的线速度(mm/s) eper=Vper/W (单位 κm)
例: 操作速度=3000rpm 质量水平 G=6.3 允许的剩余不平衡=20κm 或 20gmm/kg
HSK 工具系统介绍
HSK 的基本型号及特点
依照 DIN69893 第 1 和 2 部分带有夹紧槽的自动换刀空心锥柄.
A型
• 用于带有自动换刀装置的加工中心,数控铣床,特殊加工机床。 • 通过中心和轴向冷却管路供应冷却液。 • 由锥柄端面的两个驱动键槽传动扭矩。 • 法兰上带有两个用于刀库的键槽。 • 法兰上带有定位槽。 • 法兰上钻符合 DIN69873 标准的数据载体孔。
依照 DIN69893 第 5 和 6 部分的标准之前,带有夹紧槽的高速切削空心锥柄.
E型
• 应用于高速主轴和木材加工机械 • 没有驱动键槽的对称回转体 • 通过压紧的磨擦力传递扭矩 • 能通过中心冷却管路提供冷却
F型
• 带有加大的法兰 • 能通过中心冷却管路提供冷却
HSK 的优势、尺寸比较
优势及尺寸比较
HSK工具系统及其关键技术

•
引起HSK主轴一工具系统不平衡的因素主要包括材质、设计、制 造、装配和工作状态等五个方面 (1)材质方面。主要表现在:各个零件的冷加工或热处理过程中 会产生金相缺陷(夹砂、裂纹、气孔等)、材质不一致造成不均匀的热 膨胀和弹性变形程度的不一致、刀柄锥面和主轴内孔锥面之问材料的 疲劳磨损。 (2)设计方面。主要表现在:设计过程采用了非对称结构, (3)制造方面。主要表现在:回转类零件存在尺寸误差、形状误 差和位置误差, (4)装配方面。主要表现在:系统组装后各个零件的误差累积会 被放大、4个高精度高刚性的支承轴承总会存在回转问隙、各个接口 面在过盈配合时不可能保证弹变完全均匀、拉杆组件中所有碟形弹簧 不可能完全被放正。
(5)工作状态。主要表现在:高速回转时各个零件的弹性扩张不 一致、运行中电主轴上各个零件的热膨胀量不一致、主轴和轴承配合 面之问为非线性接触,造成主轴轴心轨迹为非正圆、刀刃切削一段时 问后产生非对称磨损、高速旋转状态下个别低刚度零件(比如拉杆为 细长轴)产生的挠度会加剧整个系统的不平衡。
•
HSK主轴一工具系统不平衡的控制策略:在实际处理HSK主轴一工 具系统的不平衡时,必须从系统的角度采取合理的措施,才能控制好 整个系统的平衡状况。在目前的制造、检测和平衡的条件下,可针对 HSK主轴一工具系统的设计、制造、装配和使用等四个方面,采用合 理的控制策略和方法。 如果一味追求上述一种或者几种方法来提高整个HSK主轴一工具 系统的平衡精度等级,那是不现实的,也没有必要,因此采用高性能 的主轴一工具系统在线自动平衡装置,最终能满足高速切削的高效精 密和稳定性要求。
2.刚度
• 刀具系统的静、动刚度是影响加工精度及切削性能的重要因素。刀具 系统刚度不足会导致刀具系统振动,从而降低加工精度,并加剧刀具 的磨损,降低刀具的使用寿命。 • 扭转刚度特性分析:在《HSK 工具系统扭转 刚度特性分析》中,利用有限元法,对不同 配合性质的HSK 主轴/刀柄进行受力变形分 析,得到HSK 工具系统的扭转刚度曲线,并 讨论了配合性质对扭转刚度的影响作用。结 果表明,在正常高速切削情况下,主轴/刀柄配合性质对HSK 工具系 统扭转刚度的影响并不大;在大切削扭矩下,过盈配合能有效的保持 HSK 工具系统的高扭转刚度。研究结果为高速加工工具系统的精度 设计提供了部分依据。
HSK-A63测温工具系统结构设计及不平衡响应分析

HSK-A63测温工具系统结构设计及不平衡响应分析周天文;徐红;苏炜;魏原芳【摘要】按照热电偶测温的需求设计并加工出所需的测温工具系统,把数据采集模块及发射装置安装在刀柄内部,最后在动平衡机上对新工具系统进行动平衡测试,测出其存在的不衡量.利用有限元分析法,分析此不平衡量产生的惯性离心力引起的刀尖节点位移的变化规律,为HSK-A63测温工具系统设计、制造及刀具的研究提供理论依据.【期刊名称】《制造技术与机床》【年(卷),期】2016(000)006【总页数】4页(P74-77)【关键词】热电偶测温;HSK-A63工具系统;有限元分析法【作者】周天文;徐红;苏炜;魏原芳【作者单位】济南大学泉城学院工学院,山东蓬莱265600;济南大学泉城学院工学院,山东蓬莱265600;济南大学泉城学院工学院,山东蓬莱265600;济南大学泉城学院工学院,山东蓬莱265600【正文语种】中文【中图分类】TP714在高速切削加工过程中,切削刀具随主轴高速旋转,在现有的条件下测量刀具刃部的温度相对困难[1]。
为了解决这一难题,本课题通过改进刀柄的内部结构,把测温数据采集模块安装到刀柄内,使采集装置随刀柄一同旋转,再通过无线通讯装置传输到计算机上,通过开发的温度采集软件读取并转换为温度值实时显示,实现高速切削刀具刃区温度的实时、直接和连续测量,为刀具的理论研究提供直接有力的实验数据。
HSK-A63测温工具系统在出厂时已经完成了动平衡校正,但在安装测温数据采集模块之后由此产生的不衡量需重新进行校正。
这种不平衡量对刀具切削部分的影响是无法测量的,故借助有限元软件研究此不平衡量对刀尖部分产生的位移响应情况,为新测温工具系统的正常运行提供重要的依据。
1.1 HSK-A63刀柄的结构设计根据ISO12164-1[2]标准确定工具系统与数控机床主轴联接处的尺寸,并在刀杆中间部位设计出能够安装测温装置的特殊结构。
由于主轴以及刀柄部位等刚度相对较高,想要通过改进主轴部位的结构是相对复杂和困难的,因此本课题采用温度信号由热电偶通过内冷铣刀直接拾取方式进行测量。
国家普通话水平智能测试系统的操作流程

国家普通话水平智能测试系统的操作流程国家普通话水平智能测试系统的操作流程计算机辅助测试大的形式与流程与以往人工测试有所不同,机测现场操作方便,界面友好,最主要的不足是没有交流感和出了错无人提示,因此在测试过程中工会出现一些情况,为了能够取得更好的测试效果,避免不应有的失误,应试者应注意一下事项:一、登录阶段:1. 请正确佩戴好耳麦,麦克风应在左侧,调整麦克风至距嘴巴2-3厘米的位置,避免麦克与面部接触,测试时手不要触摸麦克风或玩弄数据线,以免气息传入或其他杂音被录入。
2. 请正确输入您的准考证号,准考证号的前几位系统已经自动给出,您只需要输入最后四位即可,信息确认无误后,点击“确认”按钮进入。
二、试音阶段:请在试音提示结束后开始试音,以适中音量朗读试音界面上的文字。
三、考试阶段:1. 测试共有四题,请横向朗读测试内容,注意不要错行、漏行(注:蓝字和黑字均需朗读),测试过程中,不要说与测试内容无关的话。
2. 每一题开始前都有一段提示音,请在提示音结束并听到“嘟”的一声后,再开始朗读。
读完一题后,请马上点击界面右下方的“下一题”按钮,进入下一题的测试。
3. 第四题要先读出话题名称,如:我说的话题是“我尊敬的人”。
说话部分满三分钟后,不需要点击“提交试卷”按钮,系统会自动提交试卷,结束测试,并请轻声慢步的离开考场。
四、其他要注意的问题:1、考生进入考区后,在候测室等候。
考场的工作人员负责提醒和引导应试人,保证按时到达考场,不能按时参加测试的视为自动放弃。
2、应试人应在工作人员引导下按测试表上顺序凭身份证、学生证进入候测室抽签,按抽签号准备相对应的测试题。
在备测室内现场准备10分钟。
3、考试过程中,应试人测试时应声音洪亮、清晰,语速适中,所有规定的材料都要读。
单字、词语的声韵调准确;朗读时漏读、增读、改读、停连不当、不流畅(包括回读)、超时均酌情扣分;说话必须在3分钟以上,说话题目是同一套题上的,说话应流畅。
HSK工具系统的特点及选用

收稿日期:2006年3月HSK 工具系统的特点及选用陈世平 李 涛重庆工学院1 引言高速切削加工是现代机械加工的一个重要发展方向。
高速切削加工要求工具系统(刀柄)具有较高的系统精度(包括定位夹持精度和刀具重复定位精度)、系统刚度和较好的动平衡性。
由于传统的B T 刀柄已难以满足高速切削加工要求,因此各种新型结构的刀柄应运而生,其中,由德国研制开发的HSK 刀柄就是一种最具发展前景的高速切削加工刀柄。
2 HSK 刀柄的结构与性能特点与传统的B T 刀柄相比,HSK 刀柄具有以下结构及性能特点:(1)双面同时定位HSK 刀柄最显著的特点之一就是锥面和法兰端面与主轴锥孔面和端面同时接触定位。
HSK 刀柄在机床主轴的安装过程如图1所示。
HSK 刀柄的拉紧机构拉紧之前,其法兰端面与主轴端面之间还存在约0.1mm 的间隙,当拉紧机构拉紧时,拉杆向左移动使其前端锥面将弹性夹爪径向张开,同时夹爪的外锥面作用于空心短锥柄内孔的30 锥面上,使其产生弹性变形。
这样一方面使刀柄外锥面紧密贴合在主轴内锥孔面上,另一方面使刀柄法兰端面与主轴端面靠紧,从而实现了刀柄与主轴锥面和主轴端面同时定位和夹紧[1]。
图1 HSK 刀柄与主轴连接的结构与工作原理由于HSK 刀柄采用了锥面、端面过定位的方式,使刀柄与主轴的有效接触面积增大,从而大大提高了刀柄与主轴的结合刚度,克服了传统的B T 刀柄在高速旋转时刚性不足的缺点。
(2)中空结构传统的B T 刀柄在低速旋转时主轴刚性及精度完全能够满足加工要求。
但随着转速的提高,离心力将使主轴锥孔径向扩张而变大,而刀柄锥部又不可能同步增大,在拉紧力和轴向加工负荷的作用下,刀柄将沿轴向发生窜动,表现出轴向刚性不足的缺点;另一方面,主轴锥孔与刀柄锥部的接触面积也会发生变化,从而影响刀柄的径向刚性(见图2,图中虚线轮廓为扩张后的轮廓,交叉剖面线部分为刀柄与锥孔之间的间隙)。
图2 高速旋转时离心力对实心刀柄与主轴接口的影响由于HSK 刀柄采用了空心薄壁结构,当主轴高速运转时,离心力将使主轴锥孔和刀柄孔壁同时扩张,从而使配合锥面的接触面积基本保持不变。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
HSK工具系统检测方法
作者:王琦
来源:《中国新技术新产品》2015年第21期
摘要:为保证HSK工具系统加工质量的稳定,最大限度地减少对HSK工具系统性能的影响,采用合理的检测技术及手段更加重要,我国已具备了HSK刀柄精密加工的批量化生产能力,并研制了HSK工具系统系列测量工具。
关键词:HSK工具系统;锥柄;检测
中图分类号:TG506 文献标识码:A
随着高速加工机床及新型刀具的开发取得重大进展,刀具/主轴联结系统已成为高速加工系统中最薄弱的环节之一。
HSK(德文Hohl Schaft Kegel缩写)工具系统作为一种新型的工具系统,在高速、精密加工中得到广泛的应用。
如何保证HSK工具锥柄的制造精度,如何保持HSK工具锥柄加工质量的稳定,最大限度地减少对HSK工具系统性能的影响,成为了HSK工具系统生产制造过程中的关键问题。
为此,在采用合理的工艺路线、性能数据分析、检测技术及手段更加重要。
目前已研制成功用于HSK锥柄加工的系列测量工具,例如:带千分表的专用环规、HSK 标准样锥、HSK内拉紧斜面测量检具、HSK锥柄1∶10锥度检查仪、HSK安装孔检具(带表塞规)、气动锥度塞规、电感锥度塞规、HSK刀柄自动检测仪等等。
其中自动检测仪是综合型测量检测仪器,检测效率高。
下面介绍几种常用的HSK工具系统检测方法。
1 带千分表的专用环规相关测量工具示意图如图1所示。
两个测量环规可用标准锥度塞规进行对零,进行比较检测,通过千分表可读出被测数值。
2 电子测量锥柄相关示意图如图2所示。
测量环带有4个电感传导器,用于基准锥体直径d2到基准锥体距离12和抽点检测d3和抽点检测距离13的微分测量。
与校准的锥柄塞规的偏差同时显示在仪表两个显示柱上,进行锥柄的检测。
3 气动测量锥孔示意图如图3所示。
主要用于锥孔锥度的检测。
采用喷嘴进行无接触测量,测量精度高,并且内置百分表增加了可测范围,可在加工锥孔前使用。
4 HSK刀柄夹紧内孔30°锥面检具。
主要用于30°夹紧斜面的测量。
为了能够读出百分表上的偏差,定中心件需被置在刀柄上,将百分表插入刀柄中,同时用一校对规进行夹紧点16尺寸的定位,通过调整百分表的位置即可进行读数。
5 HSK刀柄自动检测仪,可根据测量项目的要求,对HSK空心锥柄内、外形关键尺寸的同步或分步检测方式,进行自由选择。
该自动检测仪还备有电感锥度塞规接口,用于检测
HSK锥柄安装孔形位尺寸。
工作原理同上,只是在正式测量前,应采用基准校对环规校准,调整零位及其相关的初始设置。
测量前首先将HSK空心锥柄基准件,精心放入自动检测仪的外形关键尺寸检测装置内,对由4个传感器组成的两个传感器组进行校准。
两个传感器组直接与HSK空心锥柄基准件接触,把基准件大小断面的标准尺寸转换为频率信号,通过A/D转换板进行数据转换,计算机采集信号后,根据测量项目的要求,进行处理和函数运算,显示或输出HSK空心锥柄外形关键尺寸的测量结果。
然后,人工调整零位,同时将预先确定的公差极限值存入计算机内存中,从而完成HSK空心锥柄外形关键尺寸测量装置的初始化设置和校准工作。
其次,启动(可选择自动或手动启动模式)HSK空心锥柄内形关键尺寸的检测装置。
计算机采集信号后,根据测量项目的要求,进行处理和运算,输出HSK空心锥柄内形关键尺寸的测量结果。
然后,人工调整零位,同时将预先确定的公差极限值(夹紧用30°斜面中点相对于端面的位置尺寸)存入计算机内存中。
至此,完成了整个自动检测仪的初始设置工作过程。
测量时,可根据测量项目的要求,对HSK空心锥柄内、外形关键尺寸的同步或分步检测方式,进行自由选择。
同步检测方式:把加工完成的HSK空心锥柄工件,精心放入自动检测仪的检测装置内的同时,启动HSK空心锥柄内形关键尺寸的检测装置,计算机采集信号后,根据测量项目的要求,进行处理和运算,输出HSK空心锥柄关键尺寸的测量结果。
同时,分别与相应的极限值进行比较,只要其中一个参数超出了公差范围,该刀柄就不合格。
通过声控提示,返回检修;反之为合格品。
分步检测方式:与同步检测方式的主要区别是,根据实际加工工序的检测需要,可人工延迟启动或不启动HSK空心锥柄内形关键尺寸的检测装置,其余工作程序相同。
该自动检测仪还备有电感锥度塞规接口,用于检测HSK锥柄安装孔形位尺寸。
工作原理同上,只是在正式测量前,应采用基准校对环规校准,调整零位及其相关的初始设置。
以上即为几种HSK工具系统的检测方法,也为HSK工具系统实现批量化生产和质量控制奠定了基础。
参考文献
[1]朱洪.HSK工具锥柄的柄部圆锥检测方法[J].工具技术,2010(44):73-74.。