Φ406端面铣头倒棱机自动送料机构的优化设计
数控铣沟机床铣头送料结构设计-任务书
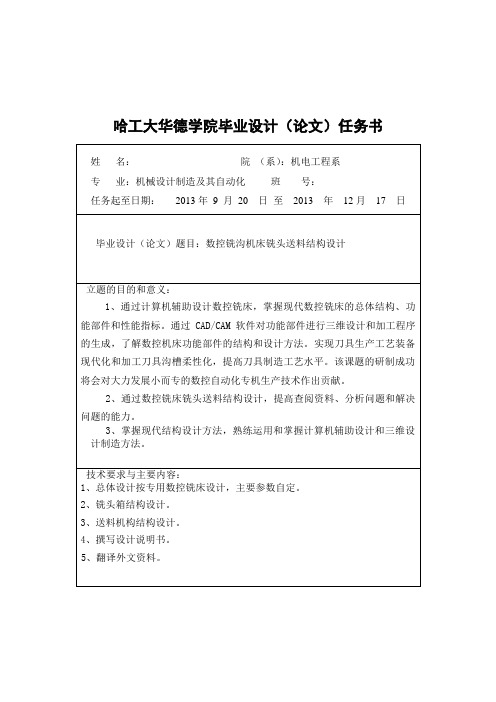
哈工大华德学院毕业设计(论文)任务书姓名:院(系):机电工程系专业:机械设计制造及其自动化班号:任务起至日期:2013年9 月20 日至2013 年12月17 日毕业设计(论文)题目:数控铣沟机床铣头送料结构设计立题的目的和意义:1、通过计算机辅助设计数控铣床,掌握现代数控铣床的总体结构、功能部件和性能指标。
通过CAD/CAM软件对功能部件进行三维设计和加工程序的生成,了解数控机床功能部件的结构和设计方法。
实现刀具生产工艺装备现代化和加工刀具沟槽柔性化,提高刀具制造工艺水平。
该课题的研制成功将会对大力发展小而专的数控自动化专机生产技术作出贡献。
2、通过数控铣床铣头送料结构设计,提高查阅资料、分析问题和解决问题的能力。
3、掌握现代结构设计方法,熟练运用和掌握计算机辅助设计和三维设计制造方法。
技术要求与主要内容:1、总体设计按专用数控铣床设计,主要参数自定。
2、铣头箱结构设计。
3、送料机构结构设计。
4、撰写设计说明书。
5、翻译外文资料。
进度安排:2013.9.10 下达毕业设计任务书,收集整理资料文献、图纸和设计手册,确定主机参数、总体结构和部件结构方案,填写毕业设计日志。
2013.9.20 开题报告2013.11.5 中期报告检查,编写设计说明书。
2013.12.3 结题验收,基本完成设计图纸、论文。
2013.12.13 上交设计图纸、论文供导师批阅。
2013.12.15—16 导师交叉批阅论文。
2013.12.17 毕业答辩。
同组设计者及分工:指导教师签字___________________年月日系(教研室)主任意见:系(教研室)主任签字___________________年月日。
2010年中国钢铁工业协会、中国金属学会冶金科学技术奖获奖项目(一等奖)
7 .大跨 度铁路 桥梁钢成 套技术 开发及 应用 ;
8 .冷轧 机板形 控制核 心技术 自主研发 与工业 应用 ;
9 7 6 . . 3m特 大型宽炭 化室焦 炉配煤 技术 开发与应 用 ;
1.南钢 集成融 合型企业 信息 系统 的开 发与应用 ; 0
1 .宝钢 18 0mm热轧关键 工艺 及模型技 术 自主开发与 集成 。 1 8
3 38 0m 中厚 板辊式 淬火机设 备研 制及淬 火工艺技 术开 发 ; . 0 m 4 .弓长岭选矿 厂贫磁 铁矿减 排增效关 键技术 研究 与工业 应用 ;
5 .电弧炉炼钢 流程 能量优化 利用技 术的研究 与应 用 ;
6 .低碳 低硅无 铝 ( 铝 ) 低 相变诱 发塑性 钢 的开发 ;
北 京 :机 械 工业 出版 社 ,20 . 02 [ ] 曹 家 酮 . 国外 连 续 炉 焊 钢 管 生 产 [ ] 北 京 :冶 3 M .
金 工 业 出 版 社 ,19 :1 2 . 9 6 3— 6
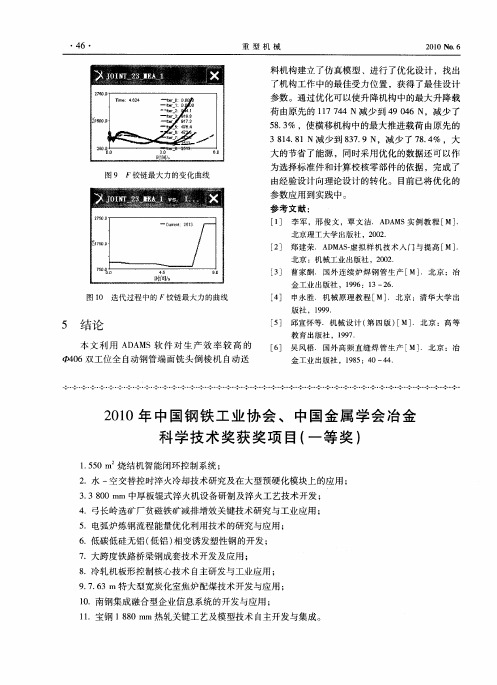
图 l 迭代过程中的 F铰链最大力的曲线 0
[ ] 申永胜.机械原 理教程 [ .北 京 :清华 大学 出 4 M]
版 社 ,19 . 99
5 结论
本 文 利 用 A A S软 件 对 生 产 效 率 较 高 的 D M 0 6双 工设 计 ( 四版 ) M] 5 第 [ .北京 :高等
教 育 出版 社 ,19 . 97
[ ] 吴 风梧. 国外 高频直缝 焊管 生产 [ .北京 :冶 6 M]
5. % ,使横 移机构 中的最 大推进 载荷 由原 先 的 83
38 4 8 1 . 1N减 少到 8 7 9 N,减少 了 7 . % ,大 3 . 84 大 的节省 了能源 ,同时采 用优 化的数据 还可 以作
新型大直径厚壁钢管铣头倒棱机结构设计
v i b r a t i o n f o r t h e c u t t e r a n d u n s t a b l e c u t t i n g .B a s e d o n t h e s a i d i n f o r ma t i o n t h e p r o c e s s i n g p r i n c i p l e wa s c h a n g e d t o mi l l i n g ,a k i n d o f mi l l i n g h e a d c h a m ̄r in g ma c h i n e wa s d e s i g n e d t o i mp r o v e p r o c e s s i n g c a p a c i t y f o r l a r g e d i a me t e r t h i c k
L I U Re n,ZHANG Yu h ua
( S c h o o l o fMe c h a n i c a l E n g i n e e r i n g ,T i a n j i n U n w e m i  ̄o f T e c h n o l o g y , T i nj a i n 3 0 0 3 8 4 , C h i n a )
p r o c e s s i n g s c o p e ,a n d p o mo r t e s p r o c e s s i n g c a p a c i t y o f c h a mf e in r g ma c h i n e a n d a d d e d v a l u e o f p r o d u c t s . T h i s n e w t y p e o f ma c h i n e a p p l i e s t o b o t h w e l d e d p i p e a n d s e a ml e s s s t e e l p i p e ,a n d h a s b e e n u s e d o n t h e s p o t a t p r e s e n t . Ke y wo r d s :s t r u c t u r e d e s i g n;mi l l i n g h e a d c h a mf e i r n g ma c h i n e ;i n n o v a t i o n o f p r o c e s s i n g p i r n c i p l e ;t h i c k w a l l s t e e l p i p e
钢管端面平头倒棱设备改进设计
钢管端面平头倒棱设备改进设计作者:董锦文来源:《科技创新与应用》2014年第21期摘要:随着客户对产品质量要求的不断提升,通过对现有倒棱设备工作观察,分析不足之处,并且针对设备不足之处,提出解决办法及措施,实施后效果明显。
关键词:钢管;平头倒棱机;凸轮;行星锥盘无级变速机前言焊管分厂钢管端面都需要进行加工,现有平头倒棱设备通过气缸推动旋转刀盘对钢管端面进行平头倒棱。
由于气体的易压缩性,倒致旋转刀盘进刀过程中,速度不稳定,同时液压阻尼缸由于有冲击引起阻尼缸瞬间压力大,缸体漏油现象比较严重,造成旋转刀盘工进过快,平头倒棱刀片损耗量大,成本上升,由于换刀调整时间长,影响作业率。
1 现有工艺过程钢管经步进台架,送至平头倒棱工位,夹紧气缸夹后,进刀气阀得电,气缸进刀侧进气,活塞推动长轴推杆,带动旋转刀盘快速进给,长轴推杆走过A距离后,快进行程结束,并且进入工进行程,阻尼缸介入工作,油液经节流阀返回蓄能器,旋转刀盘按工进速度进给,长轴推杆继续朝工作方向运动,长打推杆走过B距离后,工进行程结束,并保持2-3秒时间,接着退刀气阀得电后,气缸退刀侧进气,旋转刀盘快速退回原位,等待下一工作循环。
气路管长,接头多,常出现漏气,噪音大,并且浪费能源,压力低时就会造成工作不到位,而无法进行平头倒棱或者平头倒棱不到位,产生端面毛刺高,影响产品质量,同时气缸密封件损坏后难以更换比较难,维护困难,阻尼缸由于是在旋转刀盘快进过程中介入工作的,则会产生一个瞬间的高压,这种高压会损坏密封件,造成液压油泄漏,污染环境,并且在操作人员没有及时加油的情况下,则会出现阻尼缸的阻尼效果没有,则会出现工进过程速度快,造成打平头刀片,并且钢管端面会出现啃管现象或者端面撕裂。
如图(1)A尺寸为快进行程,B 尺寸为工进行程。
图(1)2 改进后工艺通过对图(1)的工作过程的分析,现采用圆柱凸轮机构来代替图(1)的气动-液压阻尼结构,为了满足快进,工进的功能要求,通过设计凸轮曲槽曲线来完成上述两种功能。
Ф426mm无缝钢管铣头倒棱机组的研制

型 机 械 研 究 院 ,简 称 西 重 所 ) 计 的 q4 6m 钢 设 b2 m 管 铣头倒 棱 机组在 攀 钢集 团成 都钢 铁有 限 责任公 司
t C iaN t n l e v c ieyR s ac si t,X ’ n 7 0 3 ,C ia) o hn ai a H ayMahn r ee rhI tue i a 1 0 2 hn o n t
Abs r c : El b r t d i h a e r h i s e t f h is o - d n -a i g h mf rn c i e ta t a o a e n t e p p ra et ema n a p c so e f t me ma e e d- e n / a e i g ma h n t r h - f c f rp o e s n fma . 42 o r c s i go x 6 mm tr l d s a e ss e lt b s d v l p d b i a Na i n lHe v a h n r ho —o l e ml s t e u e a e e o e y Ch n to a a y M c i e y e
数 、工艺流程 、设 备构 成、主要结构特点等 。该机组适合 于加工 1 9 ~ 2 . mm 5 4 m、最大单重达 40 0 3 . 4 60 7 x ~ 0m 0
k g的热轧无缝钢 管 ;既可 以倒去钢管端头锯切后 的内外毛刺 ,又可将管端倒成任意 角度 的坡 口并 留钝 边 ,或者平
t r lc a a t r si s e c T e ma h n sc p b e o r c s i g 1 9 7 4 6 0 mmx - 0 mm o - ol d s a e s u a h r c e itc . t . h c i e i a a l f o e sn 3 . - 2 . p 5 4 h tr le e ml s se l u e t x i g e p e e we g tu o 4 0 0 k .Is f n to s i c u e r mo i g i n r u e u ro b t e b swih ma .sn l i c i h p t 0 g t u c i n n l d e v n n e / t rb r f u e t o t e d l f a t rc o p n , b v ln u e e d wi n n l n e p n l n d e a d s u rn u e e d f c . n e fe r p i g t e e i g t b n t a y a g e a d k e i g b u te g , n q a i g t b n — a e h Th c i e h sb e u n o a t a p r to o s i a l . ema h n a e n p t t c u lo e a i n d me t ly i c Ke y wo d : S a e s t e u e En —a i g c a e i g ma h n rs e ml s se l t b ; d f c n / h mf rn c i e; E u p n o q i me t c mp sto o i n; S r c u a i tu t r l
一种立式铣削倒棱机的回转刀架结构[实用新型专利]
![一种立式铣削倒棱机的回转刀架结构[实用新型专利]](https://img.taocdn.com/s3/m/846d27fd866fb84ae55c8d06.png)
专利名称:一种立式铣削倒棱机的回转刀架结构专利类型:实用新型专利
发明人:李立嘉,董红林
申请号:CN201922303221.7
申请日:20191219
公开号:CN211248644U
公开日:
20200814
专利内容由知识产权出版社提供
摘要:本实用新型公开了一种立式铣削倒棱机的回转刀架结构,属于自动化加工刀架技术领域,其特征在于:包括刀架主体,所述刀架主体上安装有回转伺服电机,所述回转伺服电机的输出轴上安装回转架,所述回转架上安装铣削电机,所述铣削电机的输出轴上安装铣刀,所述回转架上安装对齿架,所述对齿架上安装气动滑台,所述气动滑台具有滑座,所述滑座上安装对齿测头。
本新型中气动滑台可控制测头手机工件齿形信息,从而保证铣刀对工件进行精准的铣削加工。
申请人:天津市达鑫精密机械设备有限公司
地址:300350 天津市津南区海河工业园区咸水沽镇聚海道69号
国籍:CN
代理机构:天津盛理知识产权代理有限公司
代理人:刘英梅
更多信息请下载全文后查看。
步进式自动平头倒棱机设计原理

步进式自动平头倒棱机设计原理
朱祥盛
【期刊名称】《焊管》
【年(卷),期】1990(013)004
【总页数】4页(P43-46)
【作者】朱祥盛
【作者单位】无
【正文语种】中文
【中图分类】TG333.93
【相关文献】
1.浅谈平头倒棱机现状及发展 [J], 林键津
2.机械进给钢管自动平头倒棱机及气动自定心平头倒棱夹具 [J], 黎定一
3.平头倒棱机技术特点及发展 [J], 刘邦义;解吉辉;孙丽丽;刘录锋
4.钢管平头倒棱机的改进与设计 [J], 郭瑞;张玉华
5.管端平头倒棱机进给机构的发展及特点 [J], 袁启亮;高莹莹;段小楠
因版权原因,仅展示原文概要,查看原文内容请购买。
轴套双面自动切端面倒角机——自动上料装置设计

毕业设计(论文)题目轴套双面自动切端面倒角机——自动上料装置设计二级学院机械学院专业机械设计制造及其自动化班级学生姓名学号指导教师职称时间 2013.5.18目录摘要 (Ⅰ)Abstract (Ⅱ)第1章总体方案的制定 (1)1.1设计的目的和意义 (1)1.2确定总体方案 (1)第2章振动盘动力学参数的计算 (4)2.1振动盘的简介 (4)2.2振动盘的结构和工作原理 (5)2.3振动盘设计原始数据 (7)2.4输送速度的计算 (8)2.5激振力的计算以及电磁铁的选择 (10)2.6振动输送参数的选择 (14)第3章振动盘的结构设计 (15)3.1料盘基本参数的设定 (15)3.2振动盘的定向方法 (17)3.3板弹簧的设计 (18)3.4橡胶减震胶垫的设计 (19)3.5振动盘给料控制器的设计 (21)第4章振动盘的使用和维护 (23)4.1振动盘的使用 (23)4.2振动盘常见故障 (24)4.3振动盘的维护 (25)第5章推料装置和料仓的气缸选择 (26)3.1气压传动的优缺点 (26)3.2气缸的选择 (28)结论 (30)致谢 (31)参考文献 (32)文献综述 (32)摘要轴套的自动上料装置,是一个既陌生又熟悉的机械系统,随着加工自动化的发展,已经成为市场中不可或缺的一部分。
在使用这套系统之前,轴套加工时都需要工人把轴套固定在机床上,之后才能加工。
在这个过程中浪费了大量的时间,同时也浪费了劳动力。
这套系统提高了机械加工效率,解放了劳动力,同时也保证了工人的安全,所以我选择了本课题作为毕业设计课题。
本次设计的自动上料系统主要包括两大部分:轴套的自动排序和轴套的自动落料填装,主要使用振动盘和气缸两大机械装置来实现这个目的。
通过对轴套加工现状的了解,通过指导老师对本次设计背景的介绍和设计目的及要求的说明讲解,通过在图书馆查看书籍、网络上查询相关资料和老师的指导下,完成了各个部分的设计。
关键词:轴套自动上料装置振动盘气缸AbstractSleeves’automatic feeding device which is a set of both strange and familiar mechanical system has become an independent part of the market with the development of the process automation.Before using the system,workers need put the sleeve on the machine.There is a lot of time and labor wasted in the process.The system can improve the efficiency of the machining,librate the labors and ensure the safety of the workers.So I choose this topic as my graduation project.The design of the automatic feeding device consists of two main parts:the automatic sorting and automatic blanking filling of sleeves.The vibration plate and cylinder are mainly used to achieve this goal.By understanding the processing status o f sleeves and teacher’s introduction,by looking for books in the school library and relevant information on the Internet,with the guidance of the teacher,I have completed various parts of the design.Key words:sleeves;automatic feeding device;vibration plate;cylinder第1章总体方案的制定1.1设计的目的和意义随着科学技术的发展,机器的自动化程度越来越高,极大地提高了生产效。
平头倒棱机详细介绍

平头倒棱机详细介绍
经切割机切断的管材端部⼀般会留有⼀些切⼝缺陷和⽑刺,为了满⾜后续⼯序和⽤户使⽤的要求,需要将管端的⽑刺和内外棱修整处理。
平头倒棱
机就是⽤于铣削焊管两端并倒内外棱⾓平整倒棱的设备。
机床的加⼯⼑具采⽤⼀对或两对齿轮状的盘状倒棱⼑,⼯件安装在芯轴上(或两个顶尖之间),并通过倒棱⼑与⼯件啮合,由⼑具带动⼯件正向
和反向转动3~5秒,进⾏倒棱。
此时,由⼯件带动⼀对或两对盘形去⽑刺刮⼑盘转动,并同时刮去⼯件齿两端的⽑刺。
机床的机械动作和⼯件夹紧由
减速机和液压油缸实现。
单根单向双⼯位全⾃动平头倒棱机适⽤于所有规格的钢管,是使⽤范围最⼴的⼀类平头修端机。
双根单向双⼯位全⾃动平头修端机动⼒头为双⼑盘式,⼀次可以并⾏精整两根钢管同端,适⽤于对速度要求较⾼的机组。
单根双向全⾃动平头修端机的动⼒头⼑盘为同轴相对布置,且⼑头带浮动装置,依次精整⼀根钢管的两端,适⽤于钢管⼝径较⼤、步进送料不便的⼤规
格组。
尤其适⽤⼤⼝径螺旋焊管机组。
产品简介:
步进、推齐、夹紧、倒棱.平头过程由PLC控制⾃动完成,⾃动化程度⾼,切削速度可随管径和材质不同⽽调节,达到最佳切削状况,表⾯切削质量好,
多刃切削,平头倒棱⼀次完成,切削效率⾼,进⼑有液压进⼑,凸轮进⼑,电动进⼑等多种型式。
新型钢管铣头倒棱机的研制

摘要随着我国钢铁经济的快速发展,市场对钢管的需求量不断加大,对钢管精度的要求也不断提高。
钢管端面倒棱是钢管焊接成型的重要工序,而倒棱机是钢管倒棱加工中最基本的设备。
但随着钢管管径、钢管壁厚的不断增大,国内传统的平头倒棱机技术已经无法满足市场需求,日益增长的钢管需求与落后的倒棱机加工技术的矛盾日益显著,因此本课题所研究的新型铣头倒棱机对解决这个矛盾具有重大意义。
本文主要对新型铣头钢管倒棱机进行了以下几个方面的介绍:1.基于传统平头倒棱机的加工工艺及机械结构,结合大口径、大壁厚的加工要求,将原来单一的车削运动改进为铣刀自转、铣刀公转两个独立的自转系统运动模式。
増添仿型装置同时,与传统平头倒棱机相比,变车削加工为铣削加工后,减小了车削过程中切削力及切削功率,同时扩大了加工范围,增强了加工过程中稳定性,提高了加工精度。
2.根据最大钢管口径及壁厚,对新型铣头倒棱机的传动结构进行了详细的设计说明,同时对加工范围、刀具的选择、电动机的选择都进行了详细的计算说明。
3.运用Solidworks三维软件对新型铣头倒棱机进行三维实体建模,运用Ansys对关键传动轴进应力分析、模态分析。
4.简单介绍了新型铣头倒棱机的闭环控制原理,并介绍了加工过程干扰源的来源及消除措施。
5.总结本文所研究新型铣头倒棱机的特点,证明了其对钢管倒棱加工技术的进步起到积极作用,同时指出新型倒棱机结构的不足之处,为以后发展提供了方向。
关键词:自转、公转系统新型钢管铣头倒棱机铣削加工仿型加工闭环控制AbstractWith the rapid development of China’s steel market, the demand for steel pipes and the requirement for steel precision are also rising. Pipe end chamfering is the primary process of welded pipe forming, and the chamfering machine is the most basic equipment in the machining line. However, with the continuous increase of diameter and wall thickness of steel pipes, the traditional flat head chamfering machine has been unable to meet the market demand, and the contradiction between the growing demand for steel pipes and the outdated processing technology of chamfering machine is becoming more and more significant. Therefore, the new type of milling head chamfering machine researched in the paper will be of great significance to solve the contradiction.The introduction of the milling head chamfering machine for steel pipes in this paper can be mainly summarized as the following: first, based on the processing technology and the mechanical structure of traditional flat head chamfering machine and combined with the processing requirements of large caliber and wall thickness, the original single turning motion has been improved to two independent rotation systems of milling cutter rotation and revolution motion models. In addition to copying devices, the turning processing has been improved to milling processing. Compared with the traditional flat head chamfering machine, the new type of milling head chamfering machine has reduced the cutting force and power in the turning process, at the same time, it has enlarged processing range, enhanced the stability in the process, and improved processing accuracy. Second, in accordance with the maximum diameter and wall thickness of steel pipes, the design description of the transmission structure of the milling head chamfering machine is described in detail. At the same time, the processing range, the selection of tools and motors are also illustrated by detailed calculation. Third, 3D solid modeling for the milling head chamfering machine is formed by applying Solidworks 3D software, and the stress analysis and modal analysis for the key transmission shaft are conducted by using Ansys. Forth, closed-loop control principle of the new type of milling head chamfering machine is simply introduced, and the source and eliminating measures of the interference source in the machining process are illustrated as well. Fifth, based on the conclusion of the characteristics of the new milling head chamfering machine researched in the paper, it proved that the new milling head chamfering machine plays a positive role in the improvement of pipe chamfering process technology. In addition, the inadequacy of new type of chamfering machine structure is also pointed out, which provides direction for future development.Key words:cutter rotation and revolution motion models, new type of milling head chamfering machine, the turning process, profile machining, closed loop control目录第一章绪论 (1)1.1课题来源及背景 (1)1.1.1钢管的应用范围及发展趋势 (1)1.1.2钢管的分类、制造工艺流程及倒棱机的意义 (1)1.2国内外钢管倒棱机的发展现状 (4)1.3钢管倒棱机的研究意义和研究内容 (5)1.3.1钢管倒棱机的研究意义 (5)1.3.2论文的主要研究内容 (5)1.4本章小结 (6)第二章新型铣头倒棱机的整体结构设计 (7)2.1平头倒棱机的主体结构分析 (7)2.1.1普通倒棱机加工范围 (7)2.1.2普通倒棱机的结构及加工原理 (7)2.1.3平头倒棱机的局限性 (8)2.2新型铣头倒棱机的设计要求及改进方案 (8)2.2.1新型铣头倒棱机性能要求 (8)2.2.2新型倒棱机主要零部件的改进 (8)2.3新型铣头倒棱机的结构设计 (9)2.3.1新型倒棱机的加工参数 (9)2.3.2 新型铣头倒棱机的整体结构设计 (10)2.3.3大盘自转机构的设计 (11)2.3.4刀盘自转机构的设计 (12)2.3.5刀盘机构的设计 (13)2.3.6刀盘径向进给机构的设计 (15)2.3.7仿型机构的设计及仿型原理 (16)2.3.8机头进给机构的设计 (18)2.3.9夹紧机构的设计 (19)2.3.10其他辅助机构的设计 (20)2.4新型铣头倒棱机工作原理及现场布局 (20)2.5本章小结 (22)第三章新型铣头倒棱机动力系统的计算选择 (23)3.1新型倒棱机加工工艺参数的计算选择 (23)3.1.1新型铣头倒棱机的加工范围 (23)3.1.2刀具的选择 (24)3.1.3刀盘自转动力电动机的选择 (25)3.1.4动力头轴向进给滚珠丝杠的选择 (28)3.1.5动力头进给电动机的选择 (30)3.1.6刀盘进给电机的选择 (32)3.1.7大盘自转电机的选择 (33)3.2自转动力输出轴的设计校验 (34)3.3本章小结 (37)第四章倒棱机的建模、有限元分析及动力学仿真 (39)4.1 Solidworks建模及装配 (39)4.1.1 Solidworks概述 (39)4.1.2各主要零部件以及主要机构的装配图 (39)4.2基于Ansys的有限元分析—自转动力输出轴 (43)4.3基于Adams的运动学仿真 (45)4.3.1 Adams概述 (45)4.3.2对关键二级减速齿轮机构的仿真约束建立 (46)4.3.3刀盘机构的仿真约束建立 (47)4.3.4动力学数据分析 (48)4.4本章小结 (51)第五章倒棱机控制系统设计 (52)5.1电气控制部分的组成及功能概述 (52)5.2倒棱机控制系统的总体方案 (52)5.2.1变频传动系统 (54)5.2.2基础自动化系统 (54)5.2.3过程控制系统 (54)5.3动力头进给工作流程 (54)5.4倒棱机总工作流程图 (56)5.5 PLC控制系统干扰源及抗干扰措施 (57)第六章论文总结与课题展望 (58)6.1论文总结 (58)6.2 课题展望 (58)参考文献 (60)第一章绪论1.1课题来源及背景1.1.1钢管的应用范围及发展趋势随着我国城镇化的加快及石油、天然气工程的快速发展,西气东输二线、南水北调等能源建设工程的投入不断加大,城市输水、热力管网和石油及天然气的运输越来越重要,长距离输送管道建设得到长足发展,而在输送过程中钢管又是最常用的管道输送方式,因此大口径、高钢级已经成为了管道建设的发展趋势,同时钢管焊接设备在焊接建设中的广泛应用,对钢管坡口成型的质量提出了更高的要求,如果坡口质量达不到要求,容易造成管道口对接焊接时未焊透或产生未熔缺陷,导致钢管在焊接处断裂开,因此钢管坡口成型加工质量已经成为钢管行业的一个重要指标。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
CAIXio y n . YU a — io ' a . a _. Xi o q a
( . i j e a oao r o t l A pi t n i o p c t yt 1 Ta i K y L b rtr f nr & p l a o s nC m l a dS s m. nn yoC o ci i e e
Taj nvri f eho g ,Taj 0 34,C ia i i U i syo T cnl y i i 30 8 nn e t o nn h ; n 2 Sho o cai l nier g in nU i rt o T cnlg ,Taj 0 1 1 hn ) . col f Meh nc g ei ,Taj nv sy f eh o y aE n n i e i o i i 3 09 ,C ia nn
44 6全 自动钢 管 端 面铣 头 倒 棱 机 自动 送料 50
端面铣头倒棱机 (9 C F X 2 0 0 Z K G 0 90)
作 者 简 介 :柴 晓 艳 (9 0一) 16 ,女 ,天 津 理 工 大 学 教 授 ,研 究 方
2 1 O6 0 0N .
重 型 机 械
・ 41・
・
设 计计 算 ・
q0 0 6端 面铣 头 倒 棱 机 自动 送料 机构 的优 化 设 计 4
柴晓艳 一,余小巧 '
( .天津理工大学天津市复杂系统控制理论及应用重点实验室 ,天津 1
2 .天津 理 工 大学 机 械 工 程 学 院 ,天 津 30 9 ) 0 1 1
1 概述
钢管在国民经济 中占有重要 的位 置 ,其用 量每 年增长几百万 t 。为 了生产 高质量 、高附加 值 的钢 管 ,扩展钢 管更广 泛 的用 途 ,需对 钢管 端 面铣 头 、 倒棱 、去毛刺 ,全 自动钢管端 面铣 头倒棱机就是完
和 自动送料 机构 两 大部 分 ,有单 工 位 和双 工位 之
关键词 :优化设 计 ;双工位 ;自动送料机构 ;仿真分析
中图 分 类 号 :T 2 H12 文 献 标 识 码 :A 文 章 编 号 :10 —16 2 1 )5— 0 1— 6 0 1 9 X(0 0 0 0 4 0
Optm a e i n f r a t m a i e d ng m e ha s o i ld sg o u o tc f e i c nim f
c a f r g ma h n rs e i ee d i ih p o u t n e ce c . T e a tmai e ig me h n s i i h m e n c i e f t l p n sw t h g r d ci f in y i o e p h o i h uo t f d n c a i ce m s t s i ot n o o e t T i r c ed s r e h pi l e in fra tmai c a i b s fAD mp ra tc mp n n . h sa il e c i st e o t t b ma sg u o t me h n s d o c m yu e o AMS s f o — t
A b t a t End ft te i sc n b r c se i t n o sybydo b e p sto u l u o ai an— n sr c : so wo se lppe a e p o e s d smula e u l u l — o i n fly a tm tcpli e d i
308 ; 0 3 4
摘
要 :双工位全 自动钢管端面铣头倒棱机可同时对两个钢管进行端面加工 ,生产效率 较高 。自
动送料机构是它的重要组成部分。本文运用 A A D MS软件 对 自动送料机 构进行优 化设计 ,优化 进力减少 7 . %。 83 84
wae a h a i m ee ai g o r i e r a e 8. r nd t e m x mu lv tn p we s d c e s d 5 3% 78 4% atr o i zng . fe ptmii . Ke r y wo ds: o i lde in; d u e po iin; a o tc fe n c ans ; smulto n lss ptma sg o bl— sto utma i e dig me h im i ain a a y i wh l he x i u drvng po r i d c e s d ie t ma m m ii we s e r a e
成这一功能的专用机床。该设备包括铣头加工机构
计 ,最终获得最优化 的 自动送料机构 。
2 自动送料机构 的工作过程
收 稿 日期 :2 1 0 0 0— 7—0 ;修 订 日期 :2 1 0 3 4 0 0— 8— 0
基 金 项 目 :2 0 0 9年 天 津 市 科 技 支撑 计 划 重 点 项 目 一全 自动 钢 管
分 ,即一 次完 成单 根 还 是双 根 钢管 端 面铣 头 、倒
棱 、去毛刺的工作 ,双工位具 有更高 的效率 。本文
采用 A A S软件利用参数表达式 、参 数化点 坐标 、 DM
运动参数化 、使 用设计变量等 手段参数化建模 ,然
后对 自动送 料 机构 中 的两种 运 动机 构进 行 优化 设