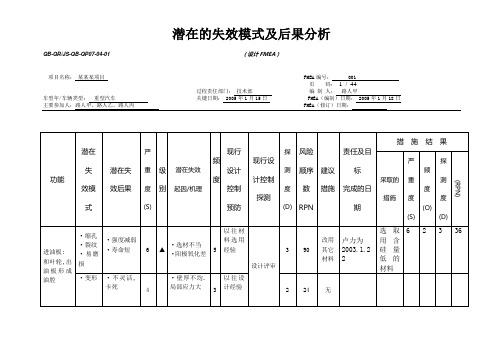
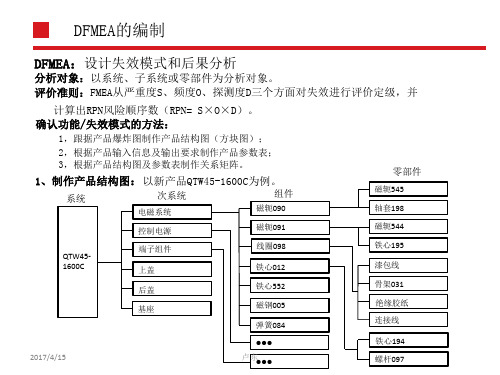
玩具产品DFMEA范例
DFMEA-范本
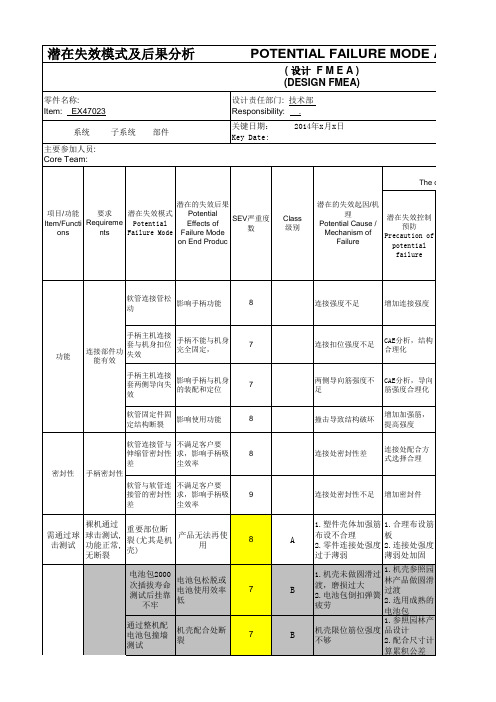
选择好马达齿 轮,同步带, 滚刷齿轮三者 齿形一致,通 过选形和张紧 确认同步带确 认合理节线长 的同步带
1.保证滚刷轴
在成型前后的
同心度;2.保
证滚刷模具同
心度,确保成
型后能注塑动
平衡较好的滚
刷;
3.
保证尊刷轴承
入滚刷轴工装
的精密度,保
证滚刷轴承压
和滚刷相装配的滚 刷盖,滚刷底盖强 度,装配间隙
1.滚刷盖材料 强度不够,滚 刷定位不好; 2.滚刷组件装 配间隙过大或 过小
OK
OK
OK
1.塑胶粒子选材,保证
塑胶成型收缩力较小;
2.五金轴在成型前要轴
64
承同心度,确保成型前 的五金轴同心度在公差
刷齿轮齿
形;
动平衡机百
4
分之百检测
2
滚刷动平衡
尺寸链计
算,确保滚
4
刷组件在一
1
个合理间隙
配合装配
利用跳动表 检测
21 制定设计spec
IQC检验, 产线全检
35
进行CAE分析,并加强 改进
28
选用样机使用过滤较好 的filter
1.电机长度尺寸加长,
48
保证碳刷长度; 2.增加后置圈增加磁
性,保证扭力;
Cause
Completion Taken
Prevention
Date
s or
Detections
措施结果 Action Results
严重度数 (S)
2
1
16
2
1
14
2
1
2
1
6
2
5
2
按《吸尘
「案例分析」产品设计过程中的DFMEA的运用
「案例分析」产品设计过程中的DFMEA的运用质量是设计出来的,设计过程造就产品质量。
提升设计质量关键在于预防,在于DFMEA应用成熟度。
DFMEA是国际通用的有效的设计质量预防工具,但真正开展得好且富有成效的并不多见,国内企业更是寥寥无几。
今天,情报君就通过案例帮你一招搞定DFMEA的运用。
想要一招搞定DFMEA的运用,就想要清楚的知道什么是DFMEA?DFMEA(Design Failure Mode and Effects Analysis,设计失效模式及后果分析)什么是DFMEADFMEA是指设计阶段的潜在失效模式及后果分析,是从设计阶段把握产品质量预防的一种手段,是如何在设计研发阶段保证产品在正式生产过程中交付客户过程中如何满足产品质量的一种控制工具。
因为同类型产品的相似性的特点,所以的DFMEA阶段经常会借鉴以前量产过或正在生产中的产品相关设计上的优缺点评估后再针对新产品进行的改进与改善。
DFMEA基本原则DFMEA是在最初生产阶段之前,确定潜在的或已知的故障模式,并提供进一步纠正措施的一种规范化分析方法;通常是通过部件、子系统/部件、系统/组件等一系列步骤来完成的。
最初生产阶段是明确为用户生产产品或提供服务的阶段,该阶段的定义非常重要,在该阶段开始之前对设计的修改和更正都不会引起严重的后果,而之后对设计的任何变更都可能造成产品成本的大幅提高。
DFMEA应当由一个以设计责任工程师为组长的跨职能小组来进行,这个小组的成员不仅应当包括可能对设计产生影响的各个部门的代表,还要包括外部顾客或内部顾客在内。
DFMEA的过程包括产品功能及质量分析、分析故障模式、故障原因分析、确定改进项目、制定纠正措施以及持续改进等6个阶段。
DFMEA的案例分析DFMEA是一种以预防为主的可靠性设计分析技术,该技术的应用有助于企业提高产品质量,降低成本,缩短研发周期。
目前,DFMEA已在航空航天以及国外的汽车行业得到了较为广泛的应用,并显示出了巨大的威力;但在国内汽车行业并没有系统地展开,也没有发挥其应有的作用。
DFMEA样板
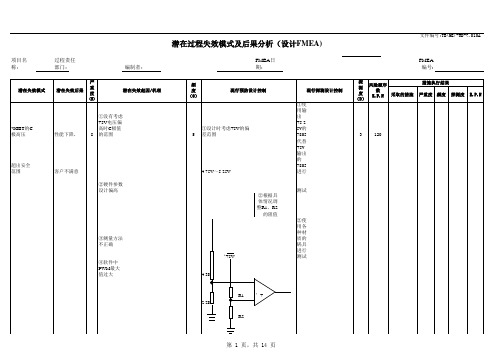
潜在过程失效模式及后果分析(设计FMEA)
项目名称:过程责任部门:编制者: FMEA日期:FMEA编号:
潜在过程失效模式及后果分析(设计FMEA)
项目名称:过程责任部门:编制者: FMEA日期:FMEA编号:
潜在过程失效模式及后果分析(设计FMEA)
项目名称:过程责任部门:编制者: FMEA日期:FMEA编号:
潜在过程失效模式及后果分析(设计FMEA)
项目名称:过程责任部门:编制者: FMEA日期:FMEA编号:
潜在过程失效模式及后果分析(设计FMEA)
项目名称:过程责任部门:编制者: FMEA日期:FMEA编号:
潜在过程失效模式及后果分析(设计FMEA)
项目名称:过程责任部门:编制者: FMEA日期:FMEA编号:。
dfmea模板
dfmea模板DFMEA模板1. 概述1.1 目标1.2 范围1.3 定义1.4 重要性2. 方法和流程2.1 DFMEA的步骤2.1.1 项目分析2.1.2 功能分析2.1.3 失效模式识别2.1.4 失效模式的影响分析2.1.5 失效原因的识别与分析2.1.6 评估和控制失效2.1.7 记录和报告3. DFMEA的目标3.1 消除失效3.2 降低风险3.3 提高产品质量3.4 提高客户满意度4. DFMEA的适用场景4.1 产品开发4.2 制程改进4.3 设备维护4.4 制品改进5. DFMEA的要素5.1 功能需求5.2 失效模式5.3 失效后果5.4 失效严重性5.5 失效原因5.6 措施和控制5.7 评估和优化6. DFMEA的步骤详解6.1 项目分析6.1.1 项目概述6.1.2 项目目标6.1.3 项目范围6.1.4 项目团队6.2 功能分析6.2.1 产品功能列表6.2.2 功能描述6.2.3 功能关联6.3 失效模式识别6.3.1 失效模式定义6.3.2 失效模式识别方法6.3.3 失效模式识别表6.4 失效模式的影响分析6.4.1 失效后果定义6.4.2 失效后果分析方法6.4.3 失效后果分析表6.5 失效原因的识别与分析6.5.1 失效原因定义6.5.2 失效原因识别方法6.5.3 失效原因分析表6.6 评估和控制失效6.6.1 失效严重性评估6.6.2 措施和控制定义6.6.3 措施和控制评估表6.7 记录和报告6.7.1 DFMEA报告内容6.7.2 DFMEA报告格式6.7.3 DFMEA报告例子7. DFMEA的优势和挑战7.1 优势7.1.1 风险分析和控制7.1.2 提高产品质量7.1.3 提供参考和依据7.1.4 改善沟通和协作7.2 挑战7.2.1 数据搜集和分析7.2.2 多领域团队协作7.2.3 评估和优化方法7.2.4 实施和管理8. 结论DFMEA(Design Failure Mode and Effects Analysis)是一种系统性的风险管理工具,用于识别和减少产品或过程设计中的潜在失效,以提高产品的可靠性、质量和安全性。
(完整版)DFMEA范本
QB-QR/JS-QB-QP07-04-01 (设计FMEA)项目名称:某某某项目 FMEA编号: 001页码: 1 / 44过程责任部门:技术部编制人:路人甲车型年/车辆类型:重型汽车关键日期: 2005年1月15日 FMEA(编制)日期: 2005年1月18日主要参加人:路人甲、路人乙、路人丙 FMEA(修订)日期:QB-QR/JS-QB-QP07-04-01 (设计FMEA)项目名称:某某某项目 FMEA编号: 001页码: 2 / 44过程责任部门:技术部编制人:路人甲车型年/车辆类型:重型汽车关键日期: 2005年1月15日 FMEA(编制)日期: 2005年1月18日主要参加人:路人甲、路人乙、路人丙 FMEA(修订)日期:QB-QR/JS-QB-QP07-04-01 (设计FMEA)项目名称:某某某项目 FMEA编号: 001页码: 3 / 44过程责任部门:技术部编制人:路人甲车型年/车辆类型:重型汽车关键日期: 2005年1月15日 FMEA(编制)日期: 2005年1月18日主要参加人:路人甲、路人乙、路人丙 FMEA(修订)日期:QB-QR/JS-QB-QP07-04-01 (设计FMEA)项目名称:某某某项目 FMEA编号: 001页码: 4 / 44过程责任部门:技术部编制人:路人甲车型年/车辆类型:重型汽车关键日期: 2005年1月15日 FMEA(编制)日期: 2005年1月18日主要参加人:路人甲、路人乙、路人丙 FMEA(修订)日期:QB-QR/JS-QB-QP07-04-01 (设计FMEA)项目名称:某某某项目 FMEA编号: 001页码: 5 / 44过程责任部门:技术部编制人:路人甲车型年/车辆类型:重型汽车关键日期: 2005年1月15日 FMEA(编制)日期: 2005年1月18日主要参加人:路人甲、路人乙、路人丙 FMEA(修订)日期:QB-QR/JS-QB-QP07-04-01 (设计FMEA)项目名称:某某某项目 FMEA编号: 001页码: 6 / 44过程责任部门:技术部编制人:路人甲车型年/车辆类型:重型汽车关键日期: 2005年1月15日 FMEA(编制)日期: 2005年1月18日主要参加人:路人甲、路人乙、路人丙 FMEA(修订)日期:QB-QR/JS-QB-QP07-04-01 (设计FMEA)项目名称:某某某项目 FMEA编号: 001页码:7 / 44过程责任部门:技术部编制人:路人甲车型年/车辆类型:重型汽车关键日期: 2005年1月15日 FMEA(编制)日期: 2005年1月18日主要参加人:路人甲、路人乙、路人丙 FMEA(修订)日期:QB-QR/JS-QB-QP07-04-01 (设计FMEA)项目名称:某某某项目 FMEA编号: 001页码:8 / 44过程责任部门:技术部编制人:路人甲车型年/车辆类型:重型汽车关键日期: 2005年1月15日 FMEA(编制)日期: 2005年1月18日主要参加人:路人甲、路人乙、路人丙 FMEA(修订)日期:QB-QR/JS-QB-QP07-04-01 (设计FMEA)项目名称:某某某项目 FMEA编号: 001页码:9 / 44过程责任部门:技术部编制人:路人甲车型年/车辆类型:重型汽车关键日期: 2005年1月15日 FMEA(编制)日期: 2005年1月18日主要参加人:路人甲、路人乙、路人丙 FMEA(修订)日期:QB-QR/JS-QB-QP07-04-01 (设计FMEA)项目名称:某某某项目 FMEA编号: 001页码:10 / 44过程责任部门:技术部编制人:路人甲车型年/车辆类型:重型汽车关键日期: 2005年1月15日 FMEA(编制)日期: 2005年1月18日主要参加人:路人甲、路人乙、路人丙 FMEA(修订)日期:QB-QR/JS-QB-QP07-04-01 (设计FMEA)项目名称:某某某项目 FMEA编号: 001页码:11 / 44过程责任部门:技术部编制人:路人甲车型年/车辆类型:重型汽车关键日期: 2005年1月15日 FMEA(编制)日期: 2005年1月18日主要参加人:路人甲、路人乙、路人丙 FMEA(修订)日期:QB-QR/JS-QB-QP07-04-01 (设计FMEA)项目名称:某某某项目 FMEA编号: 001页码:12 / 44过程责任部门:技术部编制人:路人甲车型年/车辆类型:重型汽车关键日期: 2005年1月15日 FMEA(编制)日期: 2005年1月18日主要参加人:路人甲、路人乙、路人丙 FMEA(修订)日期:QB-QR/JS-QB-QP07-04-01 (设计FMEA)项目名称:某某某项目 FMEA编号: 001页码:13 / 44过程责任部门:技术部编制人:路人甲车型年/车辆类型:重型汽车关键日期: 2005年1月15日 FMEA(编制)日期: 2005年1月18日主要参加人:路人甲、路人乙、路人丙 FMEA(修订)日期:QB-QR/JS-QB-QP07-04-01 (设计FMEA)项目名称:某某某项目 FMEA编号: 001页码:14 / 44过程责任部门:技术部编制人:路人甲车型年/车辆类型:重型汽车关键日期: 2005年1月15日 FMEA(编制)日期: 2005年1月18日主要参加人:路人甲、路人乙、路人丙 FMEA(修订)日期:QB-QR/JS-QB-QP07-04-01 (设计FMEA)项目名称:某某某项目 FMEA编号: 001页码:15 / 44过程责任部门:技术部编制人:路人甲车型年/车辆类型:重型汽车关键日期: 2005年1月15日 FMEA(编制)日期: 2005年1月18日主要参加人:路人甲、路人乙、路人丙 FMEA(修订)日期:QB-QR/JS-QB-QP07-04-01 (设计FMEA)项目名称:某某某项目 FMEA编号: 001页码:16 / 44过程责任部门:技术部编制人:路人甲车型年/车辆类型:重型汽车关键日期: 2005年1月15日 FMEA(编制)日期: 2005年1月18日主要参加人:路人甲、路人乙、路人丙 FMEA(修订)日期:QB-QR/JS-QB-QP07-04-01 (设计FMEA)项目名称:某某某项目 FMEA编号: 001页码:17 / 44过程责任部门:技术部编制人:路人甲车型年/车辆类型:重型汽车关键日期: 2005年1月15日 FMEA(编制)日期: 2005年1月18日主要参加人:路人甲、路人乙、路人丙 FMEA(修订)日期:QB-QR/JS-QB-QP07-04-01 (设计FMEA)项目名称:某某某项目 FMEA编号: 001页码:18 / 44过程责任部门:技术部编制人:路人甲车型年/车辆类型:重型汽车关键日期: 2005年1月15日 FMEA(编制)日期: 2005年1月18日主要参加人:路人甲、路人乙、路人丙 FMEA(修订)日期:QB-QR/JS-QB-QP07-04-01 (设计FMEA)项目名称:某某某项目 FMEA编号: 001页码:19 / 44过程责任部门:技术部编制人:路人甲车型年/车辆类型:重型汽车关键日期: 2005年1月15日 FMEA(编制)日期: 2005年1月18日主要参加人:路人甲、路人乙、路人丙 FMEA(修订)日期:QB-QR/JS-QB-QP07-04-01 (设计FMEA)项目名称:某某某项目 FMEA编号: 001页码:20 / 44过程责任部门:技术部编制人:路人甲车型年/车辆类型:重型汽车关键日期: 2005年1月15日 FMEA(编制)日期: 2005年1月18日主要参加人:路人甲、路人乙、路人丙 FMEA(修订)日期:QB-QR/JS-QB-QP07-04-01 (设计FMEA)项目名称:某某某项目 FMEA编号: 001页码:21 / 44过程责任部门:技术部编制人:路人甲车型年/车辆类型:重型汽车关键日期: 2005年1月15日 FMEA(编制)日期: 2005年1月18日主要参加人:路人甲、路人乙、路人丙 FMEA(修订)日期:QB-QR/JS-QB-QP07-04-01 (设计FMEA)项目名称:某某某项目 FMEA编号: 001页码:22 / 44过程责任部门:技术部编制人:路人甲车型年/车辆类型:重型汽车关键日期: 2005年1月15日 FMEA(编制)日期: 2005年1月18日主要参加人:路人甲、路人乙、路人丙 FMEA(修订)日期:QB-QR/JS-QB-QP07-04-01 (设计FMEA)项目名称:某某某项目 FMEA编号: 001页码:23 / 44过程责任部门:技术部编制人:路人甲车型年/车辆类型:重型汽车关键日期: 2005年1月15日 FMEA(编制)日期: 2005年1月18日主要参加人:路人甲、路人乙、路人丙 FMEA(修订)日期:QB-QR/JS-QB-QP07-04-01 (设计FMEA)项目名称:某某某项目 FMEA编号: 001页码:24 / 44过程责任部门:技术部编制人:路人甲车型年/车辆类型:重型汽车关键日期: 2005年1月15日 FMEA(编制)日期: 2005年1月18日主要参加人:路人甲、路人乙、路人丙 FMEA(修订)日期:QB-QR/JS-QB-QP07-04-01 (设计FMEA)项目名称:某某某项目 FMEA编号: 001页码:25 / 44过程责任部门:技术部编制人:路人甲车型年/车辆类型:重型汽车关键日期: 2005年1月15日 FMEA(编制)日期: 2005年1月18日主要参加人:路人甲、路人乙、路人丙 FMEA(修订)日期:QB-QR/JS-QB-QP07-04-01 (设计FMEA)项目名称:某某某项目 FMEA编号: 001页码:26 / 44过程责任部门:技术部编制人:路人甲车型年/车辆类型:重型汽车关键日期: 2005年1月15日 FMEA(编制)日期: 2005年1月18日主要参加人:路人甲、路人乙、路人丙 FMEA(修订)日期:QB-QR/JS-QB-QP07-04-01 (设计FMEA)项目名称:某某某项目 FMEA编号: 001页码:27 / 44过程责任部门:技术部编制人:路人甲车型年/车辆类型:重型汽车关键日期: 2005年1月15日 FMEA(编制)日期: 2005年1月18日主要参加人:路人甲、路人乙、路人丙 FMEA(修订)日期:QB-QR/JS-QB-QP07-04-01 (设计FMEA)项目名称:某某某项目 FMEA编号: 001页码:28 / 44过程责任部门:技术部编制人:路人甲车型年/车辆类型:重型汽车关键日期: 2005年1月15日 FMEA(编制)日期: 2005年1月18日主要参加人:路人甲、路人乙、路人丙 FMEA(修订)日期:QB-QR/JS-QB-QP07-04-01 (设计FMEA)项目名称:某某某项目 FMEA编号: 001页码:29 / 44过程责任部门:技术部编制人:路人甲车型年/车辆类型:重型汽车关键日期: 2005年1月15日 FMEA(编制)日期: 2005年1月18日主要参加人:路人甲、路人乙、路人丙 FMEA(修订)日期:QB-QR/JS-QB-QP07-04-01 (设计FMEA)项目名称:某某某项目 FMEA编号: 001页码:30 / 44过程责任部门:技术部编制人:路人甲车型年/车辆类型:重型汽车关键日期: 2005年1月15日 FMEA(编制)日期: 2005年1月18日主要参加人:路人甲、路人乙、路人丙 FMEA(修订)日期:QB-QR/JS-QB-QP07-04-01 (设计FMEA)项目名称:某某某项目 FMEA编号: 001页码:31 / 44过程责任部门:技术部编制人:路人甲车型年/车辆类型:重型汽车关键日期: 2005年1月15日 FMEA(编制)日期: 2005年1月18日主要参加人:路人甲、路人乙、路人丙 FMEA(修订)日期:QB-QR/JS-QB-QP07-04-01 (设计FMEA)项目名称:某某某项目 FMEA编号: 001页码:32 / 44过程责任部门:技术部编制人:路人甲车型年/车辆类型:重型汽车关键日期: 2005年1月15日 FMEA(编制)日期: 2005年1月18日主要参加人:路人甲、路人乙、路人丙 FMEA(修订)日期:QB-QR/JS-QB-QP07-04-01 (设计FMEA)项目名称:某某某项目 FMEA编号: 001页码:33 / 44过程责任部门:技术部编制人:路人甲车型年/车辆类型:重型汽车关键日期: 2005年1月15日 FMEA(编制)日期: 2005年1月18日主要参加人:路人甲、路人乙、路人丙 FMEA(修订)日期:QB-QR/JS-QB-QP07-04-01 (设计FMEA)项目名称:某某某项目 FMEA编号: 001页码:34 / 44过程责任部门:技术部编制人:路人甲车型年/车辆类型:重型汽车关键日期: 2005年1月15日 FMEA(编制)日期: 2005年1月18日主要参加人:路人甲、路人乙、路人丙 FMEA(修订)日期:QB-QR/JS-QB-QP07-04-01 (设计FMEA)项目名称:某某某项目 FMEA编号: 001页码:35 / 44过程责任部门:技术部编制人:路人甲车型年/车辆类型:重型汽车关键日期: 2005年1月15日 FMEA(编制)日期: 2005年1月18日主要参加人:路人甲、路人乙、路人丙 FMEA(修订)日期:QB-QR/JS-QB-QP07-04-01 (设计FMEA)项目名称:某某某项目 FMEA编号: 001页码:36 / 44过程责任部门:技术部编制人:路人甲车型年/车辆类型:重型汽车关键日期: 2005年1月15日 FMEA(编制)日期: 2005年1月18日主要参加人:路人甲、路人乙、路人丙 FMEA(修订)日期:QB-QR/JS-QB-QP07-04-01 (设计FMEA)项目名称:某某某项目 FMEA编号: 001页码:37 / 44过程责任部门:技术部编制人:路人甲车型年/车辆类型:重型汽车关键日期: 2005年1月15日 FMEA(编制)日期: 2005年1月18日主要参加人:路人甲、路人乙、路人丙 FMEA(修订)日期:QB-QR/JS-QB-QP07-04-01 (设计FMEA)项目名称:某某某项目 FMEA编号: 001页码:38 / 44过程责任部门:技术部编制人:路人甲车型年/车辆类型:重型汽车关键日期: 2005年1月15日 FMEA(编制)日期: 2005年1月18日主要参加人:路人甲、路人乙、路人丙 FMEA(修订)日期:QB-QR/JS-QB-QP07-04-01 (设计FMEA)项目名称:某某某项目 FMEA编号: 001页码:39 / 44过程责任部门:技术部编制人:路人甲车型年/车辆类型:重型汽车关键日期: 2005年1月15日 FMEA(编制)日期: 2005年1月18日主要参加人:路人甲、路人乙、路人丙 FMEA(修订)日期:QB-QR/JS-QB-QP07-04-01 (设计FMEA)项目名称:某某某项目 FMEA编号: 001页码:40 / 44过程责任部门:技术部编制人:路人甲车型年/车辆类型:重型汽车关键日期: 2005年1月15日 FMEA(编制)日期: 2005年1月18日主要参加人:路人甲、路人乙、路人丙 FMEA(修订)日期:QB-QR/JS-QB-QP07-04-01 (设计FMEA)项目名称:某某某项目 FMEA编号: 001页码:41 / 44过程责任部门:技术部编制人:路人甲车型年/车辆类型:重型汽车关键日期: 2005年1月15日 FMEA(编制)日期: 2005年1月18日主要参加人:路人甲、路人乙、路人丙 FMEA(修订)日期:QB-QR/JS-QB-QP07-04-01 (设计FMEA)项目名称:某某某项目 FMEA编号: 001页码:42 / 44过程责任部门:技术部编制人:路人甲车型年/车辆类型:重型汽车关键日期: 2005年1月15日 FMEA(编制)日期: 2005年1月18日主要参加人:路人甲、路人乙、路人丙 FMEA(修订)日期:QB-QR/JS-QB-QP07-04-01 (设计FMEA)项目名称:某某某项目 FMEA编号: 001页码:43 / 44过程责任部门:技术部编制人:路人甲车型年/车辆类型:重型汽车关键日期: 2005年1月15日 FMEA(编制)日期: 2005年1月18日主要参加人:路人甲、路人乙、路人丙 FMEA(修订)日期:QB-QR/JS-QB-QP07-04-01 (设计FMEA)项目名称:某某某项目 FMEA编号: 001页码:44 / 44过程责任部门:技术部编制人:路人甲车型年/车辆类型:重型汽车关键日期: 2005年1月15日 FMEA(编制)日期: 2005年1月18日主要参加人:路人甲、路人乙、路人丙 FMEA(修订)日期:。
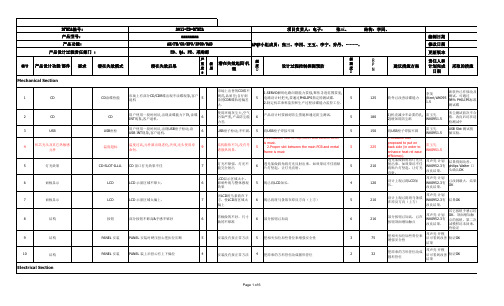
DFMEA模板
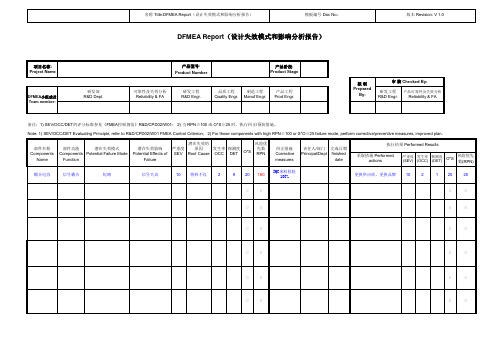
备注:1) SEV/OCC/DET的评分标准参见《FMEA控制规范》R&D/CPD02/W01; 2) 当 RPN≥100 或 O*S≥25 时,执行纠正/预防措施。 Note: 1) SEV/OCC/DET Evaluating Principle, refer to R&D/CPD02/W01 FMEA Control Criterion; 2) For those components with high RPN≥100 or S*O≥25 failure mode, perform corrective/preventive measures, improved plan.
部件名称 Components
Name
部件功能
潜在失效模式
Components Potential Failure Mode Function
潜在失效影响 Potential Effects of
Failure
潜在失效的
风险优
严重度 原因 发生率 探测度
先数
SEV Root Cause OCC DET O*S RPN
信号耦合
短路
信号失真
10 物料不良
2
9
20
180
IQC来料检验 100%
更换供应商、更换品牌 10
ห้องสมุดไป่ตู้
2
1 20
20
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
产品阶段: Product Stage
dfmea模板
dfmea模板DFMEA模板。
DFMEA(Design Failure Mode and Effects Analysis)即设计失效模式与效应分析,是一种用于识别和消除产品设计过程中潜在失效模式的方法。
通过对产品设计的各个环节进行系统化的分析,可以有效地预防和解决产品设计过程中可能出现的问题,提高产品的可靠性和质量。
本文将介绍一个DFMEA的模板,帮助您进行设计失效模式与效应分析。
1. 项目信息。
项目名称:项目编号:项目负责人:审核人:日期:2. 设计要求。
在这一部分,列出产品设计的基本要求和目标,包括性能指标、安全要求、可靠性要求等。
这些要求是进行DFMEA分析的基础,也是确定失效模式和效应的重要依据。
3. 设计部件/系统。
列出产品的各个部件或系统,包括其功能、结构、工作原理等。
对于复杂的产品,可以分模块进行分析,确保每个部件或系统都得到充分的关注。
4. 失效模式。
针对每个设计部件或系统,分析可能出现的失效模式。
失效模式是指产品在设计、制造、使用过程中可能出现的失效形式,包括功能失效、性能下降、安全隐患等。
5. 失效影响。
对于每个失效模式,分析其可能产生的影响,包括对产品性能、安全性、可靠性等方面的影响。
同时也要考虑失效对用户、环境等的影响。
6. 失效原因。
针对每个失效模式,分析其可能的原因。
失效原因可能包括设计缺陷、材料选择不当、制造工艺问题等,通过分析失效原因,可以有针对性地进行改进和预防。
7. 现有控制措施。
列出目前已经采取的控制措施,包括设计控制、制造控制、检验控制等。
分析这些控制措施的有效性,是否能够有效地预防或减轻失效模式的发生。
8. 建议改进措施。
根据对失效模式、影响和原因的分析,提出相应的改进措施。
这些改进措施应该具有针对性和可行性,能够有效地提高产品的可靠性和质量。
9. 评估和优先级。
对提出的改进措施进行评估和排序,确定哪些措施应该优先实施。
评估可以考虑改进措施的成本、效果、紧急程度等因素。
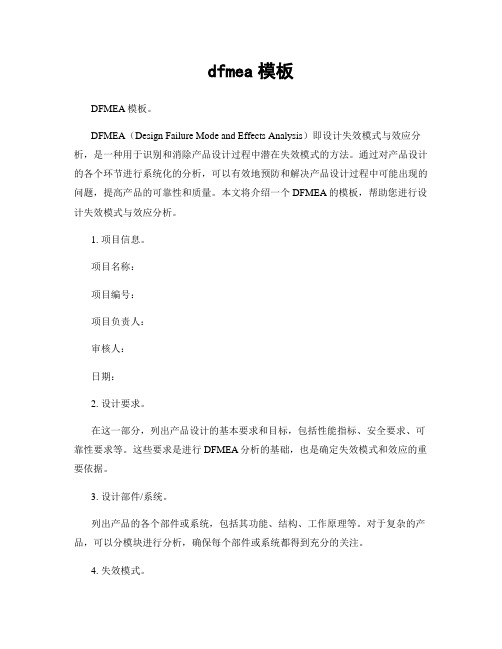
DFMEA失效模式分析报告-范例
子系统
潜在失效模式
潜在失效后果
严重度 S
级别
潜在失效ቤተ መጻሕፍቲ ባይዱ因/机理
频度O
现行控制
探测度D
RPN
建议措施
责任及目标完成日期
措施结果
功能要求
预防
探测
采取的措施
S
O
D
RPN
PCBA
EPON各项指标合客户要求
陶瓷电容(C1 C23 C24 C60 C46..)
影响产品性能、寿命
1
1
1.元器件一致性不足2器件破损
2
1.元件降额使用,最小确保元件使用降额90% 2.要求所有器件严格测试
零件认可 产品试作 产品验证
3
6
无
电解电容(C4 C22)
影响产品寿命
3
1
2
零件认可 产品试作 产品验证
3
18
无
晶体(Y2)
影响产品性能
3
1
2
零件认可 产品试作 产品验证
2
12
18
无
PCBA
EPON各项指标合客户要求
FLASH(U30)
影响产品性能
2
1
1.元器件一致性不足 2.器件破损
2
1.元件降额使用,最小确保元件使用降额90% 2.要求所有器件严格测试
零件认可 产品试作 产品验证
3
12
无
DDR(U400)
影响产品性能
2
1
2
零件认可 产品试作 产品验证
2
8
无
网口接口(J2)
影响产品组装
2
DFMEA013AC开关DFMEA模板
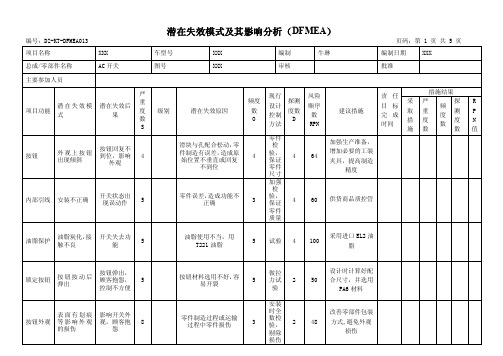
总成/零部件名称
AC 开关
图号
XXX
审核
批准
主要参加人员
严
潜 在 失 效 模 潜在失效后 重
项目功能 式
果
度 数
S
按钮失灵
空调系统部 7 分功能丧失
控制器总 成
照明失效
面版褪色 有色差
客户抱怨 4
外观差
5
客户抱怨
级别
潜在失效原因
开关失效 开关使用寿命短
指示灯损坏
材料选择错误 贴面剥离
频度 数 O
现行 设计 控制 方法
3
30
行评审
2
8
耐久性测试
制造总成功能测
4
56 试台
每台测试
措施结果
目标 采 严 完成 取 重 时间 措 度
探
频测
度 数
度
R P N
施数
数值
引出线接 触
引出线接触 不良,控制功 能时好时坏
控制失误, 顾客抱怨
6
开关接点
偏移造成触 点烧蚀
开关失效, 冷气不作动
6
照明指示 灯
亮度不足
夜间使用不 亮
4
开关外壳 龟裂、腐蚀
影响开关外 观,顾客抱 4 怨
引出线与印板连接采 用插入式,接触不可靠
3
拉索长度不对
5
2
42 耐久性测试
2
60 OTS 提交
页码:第 4 页 共 5 页 编制日期 XXX 批准
责任
措施结果
目标 采 严 完成 取 重 时间 措 度
探
频测
度 数
度
R P N
施数
数值
温度旋钮
总成
dfmea模板示例
DFMEA模板示例1. 引言在产品开发和制造过程中,设计失效模式与效应分析(DFMEA)是一种常用的工具。
该分析方法可以帮助团队识别和评估设计过程中的潜在失效模式,以及这些失效模式可能对产品质量、性能、安全性以及用户满意度产生的影响。
本文档提供了一个DFMEA模板示例,用于说明如何进行DFMEA分析。
2. DFMEA模板示例2.1 项目信息•项目名称:XYZ产品•项目负责人:John Doe•日期:YYYY-MM-DD2.2 设计过程步骤1.记录设计步骤12.记录设计步骤23.记录设计步骤32.3 设计失效模式与效应分析2.3.1 设计失效模式1•失效模式描述:描述失效模式1的特征和症状•宜发生概率:对该失效模式发生的可能性进行评估(1-10)•严重度:对该失效模式带来的影响进行评估(1-10)•可发现性:对该失效模式是否容易被发现进行评估(1-10)•风险等级:对失效模式的风险进行评估(计算方法:宜发生概率 * 严重度 * 可发现性)2.3.2 设计失效模式2•失效模式描述:描述失效模式2的特征和症状•宜发生概率:对该失效模式发生的可能性进行评估(1-10)•严重度:对该失效模式带来的影响进行评估(1-10)•可发现性:对该失效模式是否容易被发现进行评估(1-10)•风险等级:对失效模式的风险进行评估(计算方法:宜发生概率 * 严重度 * 可发现性)2.4 建议和措施在DFMEA分析的基础上,根据评估结果提出相应的建议和措施,以降低风险等级。
2.4.1 建议和措施1•针对失效模式1,提出相应的建议和措施,例如改进设计、使用更可靠的材料等。
2.4.2 建议和措施2•针对失效模式2,提出相应的建议和措施,例如加强质量控制、优化生产工艺等。
2.5 后续措施跟踪•记录建议和措施的实施情况,并跟踪评估其效果。
3. 结论DFMEA模板示例提供了一个基本的框架,帮助团队进行设计失效模式与效应分析。
通过对潜在失效模式的评估,可以及早发现并解决问题,以提高产品的质量和性能。
DFMEA设计范例
建議改善措施 增大按键外型拔模角度
牙规测试/检验
1
7
修正鎖主pcb板螺絲柱
負責部門 完成日期
RD
RD
產品張開﹐影响装车
8
上下盖尺寸偏大或偏小
3
各折边处增加压线.增强成型
依样品測量尺寸
2
48 稳定性/模具定位间隙重新配
RD
对
8
螺絲孔滑牙
5
牙规测试/检验
2
80
控制螺絲孔尺寸﹐使用好材 料
RD
螺絲斷裂
紙箱易破裂 色差
FMEA 編號 版本:
(修訂): 頁碼:
潛在失效效應 行程卡键
螺丝脱落,主pcb移位
嚴重度 特殊特性 (S) 分類(◇)
8
潛在失效原因
按键外型尺寸偏大.面板按键孔偏 小
發生率 (O)
2
7
鎖主pcb板螺絲孔滑牙
1
現行預防的 管制措施
現行檢測的 管制措施
依客样品安装检测
難檢度 關鍵指數
(D)
RPN
1
16
MEA □ 製程 PFMEA
A
1 of 1
嚴重度 發生率 難檢度 RPN (S) (O) (D)
Note:◇:特殊特性分類的標示符號
表單文號:QR-BE011 REV.D 2006/4
易破裂掉色
上下蓋不能鎖緊﹐安全隱患 8
無法保護產品外觀
6
影響外觀
3
影響外觀
3
螺絲材質太差
2
材質太差
4
色彩控制
3
紙張或顏料選擇錯誤
4
安裝測試
3
48
指定螺絲材質
RD
DFMEA范例
计工具(8)
蜡设备和规定 程师和装配 供3个额外的
汽车耐久性
的蜡
部门
通气孔(防
试验T-
0X 11 15 错)
118(7)
0X 12 15
7
空间不够,
容不下喷头
4 喷头作业的 4 112 利用辅助设计 车身工程师 评价显示充分 7 2 4 56
图样评定(4)
模型
和装配部门 的可进入空间
汽车耐久性
和喷头,增加 0X 11 15 0X 12 15
图
-
系统
X 子系统
潜在失效模式及后果分析
部件 01.03/车身密封 ⑵ 设计责任 车身工程部
⑶
(设计FMEA)
车型年/车辆类型 199X/狮牌 4门/旅行车 ⑸ 关键日期 9X年 03 01 ⑹ 核心小组 T.芬德-轿车产品开发部、切利得斯-制造部、J.福特-总装厂 (Dalton,Fraser, Henley 总装厂)
FMEA 编号 1234 ⑴ 共 1 页,第 1 页
编制人 泰特-X6412-车身工程师
⑷
FMEA 日期(原始)0X 07 22 0X 09 14 ⑺
⑻
项目
⑼
功能
要求
严
潜在失效模式
失效潜在影响
重 度
分 类
S
失效潜在 起因
探
现行设计 控制 预
频 度
现行设计 控制 探
测 度
RPN
防
O
测
D
建议措施
责任及目标 完成日期
性试验
蚀试验
程师
结果(1481号
不够 以及最佳实
T-118(7)
0X 09 03 试验),显示
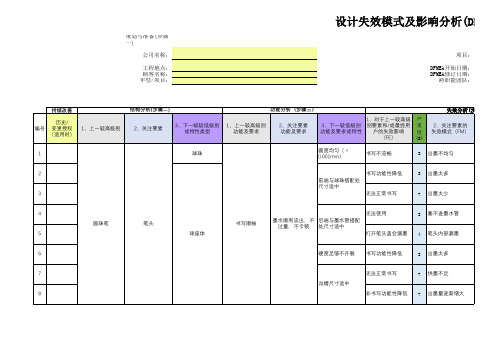
圆珠笔头DFMEA分析范例
2 尺寸测试 依据QB/T 2776-
2006标准设计
2 尺寸测试
2
L
2
L
硬度不足或开裂
2 硬度测试、疲劳测试
2
L
沟槽尺寸太小
2 尺寸测试、书写测试
2
L
沟槽尺寸太大导致球珠受力面小磨损大
2 尺寸测试、书写测试
2
L
1、上一较高级别 功能及要求
2、关注要素 功能及要求
1、对于上一较高级 严
3、下一较低级别 别要素和/或最终用 重
功能及要求或特性 户的失效影响 度
(FE)
(S)
失效分析(步骤四)
2、关注要素的 失效模式(FM)
球珠
圆度均匀(< 0.001m低
8 出墨太多
前端与球珠搭配处 尺寸适中
3
无法正常书写
7 出墨太少
4
无法使用
8 塞不进墨水管
圆珠笔
笔头
书写顺畅
墨水顺利流出,不 后端与墨水管搭配 过量,不卡顿 处尺寸适中
5
球座体
打开笔头盖会漏墨 4 笔头内部漏墨
6
硬度足够不开裂 书写功能性降低
8 出墨太多
7
无法正常书写
7 供墨不足
沟槽尺寸适中
8
非书写功能性降低 7 出墨量逐渐增大
(DFMEA)
预防措施
探测措施
负责人 姓名
目标 完成 日期
状态
采取基 于证据 的措施
完成 日期
严 重 度
(S)
频 度 (O)
探 测 度 (D)
DFMEA AP
备注
圆度不均匀
2 圆度测试、书写测试
2
L
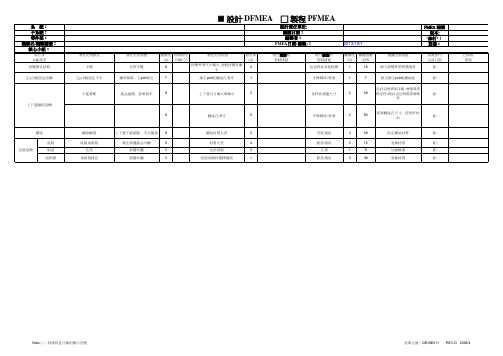
DFMEA作业指导
文件编号 版本: A 版 总页次: 6 页NO 日 期 / 版 次 页次 修订内容 / 摘要 核 准12345年 月 日/版次年 月 日/版次年 月 日/版次年 月 日/版次年 月 日/版次发行日期 核 准 审 查 制定单位 制 订 人修订记录文件编号文件类别程叙文件生效日期版本页次A2/61.1 设计过程一致,并使之规范化、文件化。
1.2 发现设计过程中的潜在失效及后果,并找到避免或者减少这些潜在失效发生的措施。
1.3 为过程设计和今后开辟新产品提供信息。
2 合用范围2.1 所有新成品的设计开辟。
2.2 原有成品设计开辟更改3 职责3.1 DFMEA 小组负责 DFMEA 分析的实施。
4 定义4.1 顾客:不仅指跟我们下定单的客户,至少还包括以下群体--最终使用者,还可以是后续的或者下一创造或者装配工序,或者政府与主管单位。
4.2 失效:在规定条件下(环境、操作、时间),不能完成既定功能。
产品参数值不能维持在规定的上下限之间。
产品在规定范围内,导致零部件的破裂、断裂、损坏现象。
5 工作程序5.1 针对所有新的产品/零部件/过程由工程部负责人主动联络生产、质量、销售等有关部门的相关人员组成DFMEA 小组。
5.2 针对所有更改设计的产品/零部件,由工程部负责人负责召集DFMEA 小组。
5.3 DFMEA 小组负责设计潜在失效模式及后果的分析或者更新,形成《DFMEA 表》,DFMEA过程的要求如下:5.3.1 DFMEA 编号5.3.1.1 填入DFMEA 文件的编号,以便可以追踪使用。
5.3.1.2 设计DFMEA 表编号如下:DFMEA □□□□□例如: DFMEA 12001顺序号年份设计开辟失效模式及后果分析文件编号生效日期文件类别版本A 程叙文件页次3/6 5.3.2 零件名称填入将被分析制程的产品、组件或者零件名称和编号。
5.3.3 设计责任填入生产厂、部门和小组,如果知道也包括供应商名称。
DFMEA案例
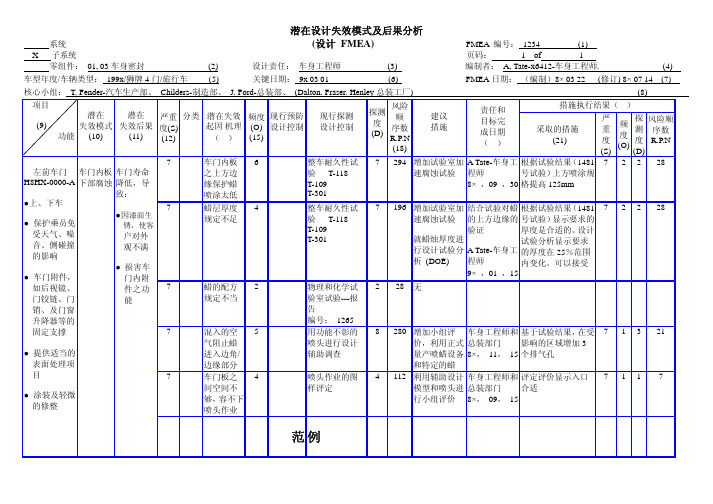
整车耐久性试 验 T-118 T-109 T-301 整车耐久性试 验 T-118 T-109 T-301
严 探 风险顺 频 采取的措施 重 测 序数 度 (21) 度 度 R.P.N (O) (S) (D) 294 增加试验室加 A Tate-车身工 根据试验结果 2 2 28 (1481 7 速腐蚀试验 程师 号试验) 上方喷涂规 8× ,09 ,30 格提高 125mm 196 增加试验室加 结合试验对蜡 根据试验结果 (1481 速腐蚀试验 的上方边缘的 号试验) 显示要求的 验证 厚度是合适的。 设计 就蜡烛厚度进 试验分析显示要求 行设计试验分 A Tate-车身工 的厚度在 25%范围 析 (DOE) 程师 内变化。可以接受 9× ,01 ,15 28 无 7 2 2 28
7
4
7
7
蜡的配方 规定不当
2
7
7
混入的空 气阻止蜡 进入边角/ 边缘部分 车门板之 间空间不 够, 容不下 喷头作业
5
物理和化学试 验室试验---报 告 编号: 1265 用功能不彰的 喷头进行设计 辅助调查 喷头作业的图 样评定
DFMEA样稿 20131015
3
汽车电池
汽车电池消耗快
产品安装上汽车后,用户发现停放车辆时电池 出现消耗快问题
7
10
在产品设计时,使用合适电路确保整机待机电流达到 PHILIPS标准≤3mA.
1
70
4
USB电路
USB ESD
产品在安装和使用过程出现功能错乱,死机现 象
4
产品安装使用过程,被 静电打坏元器件
4
1.产品设计时要在关键电路上加入ESD管和ESD保 护电路,防止静电打坏元器件. 2.产品在设计过程应能通过PHILIPS ESD标准的测 试.
其它按钮手感已经ok顶面增加触点的按钮第二次试模样还未回来待验证9结构panel安装panel安装时硬压担心把扣位压断5安装没有按正常方法5把相关扣位加些骨位来增强安全性375把相关扣位加些骨位来增强安全性邓声亮开模后可看到改善结果验证ok10结构panel安装panel装上后担心有上下偏位4安装没有按正常方法4把原来的方形管位改成圆形管位232把原来的方形管位改成圆形管位邓声亮开模后可看到改善结果验证okxxxxxxxxapqp小组成员
4
64
选择衰减弱的高品质天 何有飞 wk 线 1017
更改验证OK
10
天线安装方式
天线安装方式不良
影响DAB接收灵敏度
4
5
天线要尽量要良好接地
5
100
更改验证OK
11
DAB模式
DAB不支持自动连接
用户需要自动转回收音模式
4
5
Need Frontier and KRS talking about how to fix this feature ; max~3 seconds need can auto received DAB
DFMEA编制
2017/4/15
卢东
DFMEA的编制
9、探测度(D):针对探测手段有效性的评价,分值越小表示越有效
十个等级划分如下:6-9分均为人工探测手段,2-4分为工装设备自动探测手段,1分为设计上的放错探测手段。
等级
探测度(D)
10 没有措施
9 随机检查控制
M
8 End:仅目视检查控制
M
7
◆ S/T:双重目视检查控制(功能特性的手动转矩检查等), ◆ End:特性测量探测.
基座-1600C
磁钢-0105600C
弹簧-0184600C
●●●-1600C
2017/4/15
卢东●●●-1600C
零部件
磁轭-5145600C
轴套198
磁轭-5144600C
铁心195
漆包-线1600C
骨架031
绝缘-胶1纸600C
连接线
铁心-1194600C
螺杆097
DFMEA的编制
2、制作产品参数表:
不能装入基座
-
-
动铁心在高温下不动作 输出电压异常
震动导致动铁心异常释 放
输出电压异常
-
输出电压异常
线圈与磁轭间绝缘耐压 不足
元器件击穿
-
控制电源烧坏
磁轭氧化生锈
控制电源烧坏
2017/4/15
卢东
DFMEA的编制
4、严重度(S):对失效后果严重程度的评价,分值越大表示越严重
十个等级划分如下:
等级
影响因素
严重度(S)
10
无 预警
安全,法规
9
有 预警
8
基本功能损失,但不影响安全操作
特殊特性:重要功能
DFMEA案例
调查结果验证 產品NOP
主要判定 直接原因 直接原因
11
失效项目 现状描述 Y電容
失效影响 绝缘不够
调查地点 工程部
调查时间 04/08’04
调查数量 3
如何发现 测试
调查者
材料
机器
人
原 材质不符设计要
因 分
求
HI-POT儀
经验不 足
HI-POT不良
析
无尘
计算失误,选材不当 客户提供规格方法
环境
重要原因: 1). 审查客户规格失误; 2). 计算单体失误,造成选材不当
1.对客户提供的规格需完全理解如有疑问,需与客户沟通
2.计算单体规格后,需有人审核.
3. 对于不同的厂商都需评估,加壓测试.
HI-POT不良
直接原因 直接原因
8
PDF 文件使用 "pdfFactory Pro" 试用版本创建
失效项目
失效影响
调查地点
调查时间
A SS S
CA CC
BB
中
19 20 要 求 品 质 重 要 度
5
5 3
3 1 1
3
3
3
1 1
3
1 1 1 1 1
3
要求品质企划
顾客
竞争分析
企
重要 满意 竞争 划
度
度(本 公司)
者
水 准
改销 善售 比重 率点
矩阵中◎表示强关连 ○表示中关连
△表示弱关连 销售重点◎表示乘1.5
○表示乘1.2 无记号则为1
调查结果验证 HI-POT不良
主要判定
直接原因 直接原因
12
PDF 文件使用 "pdfFactory Pro" 试用版本创建
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2. 货物间隔距离摆放采
工作环境,危害接触者
产品上或包 (包括使用者)的健康
6
老鼠笼未每天安排 人员打扫车间
装内有昆虫
1
用物理方法灭鼠,如老 鼠笼等每天安排人员打 扫车间、仓库保持厂区
老鼠笼等每天安排 人员检查
5
或其他微生
环境的整洁
物
滋生细菌,转播疾病,员 6 未安装灭蚊灯
2 1.安装灭蚊灯
目视
3
2 生物性
7 功能设计需要
产品、物料可能受到污 染,影响到产品的清洁,
6
未禁止场内养小动 物
有可能转播细菌,影响到
接触者(包括使用者)的 健康
6
保安未对厂区进行 巡查
4
1. 上班时不可佩戴装饰 每天对员工进行检
物
查
2
3
2.成品组装及出货 进行 每天对员工进行检
严格的检查
查
2
1 1. 制定利器管制规定 目视
3
4
掉落到成品
未对组装及出货员
中
6 工是否佩戴装饰物
进行检查
对产品造成污染,客户投 7 无利器管制规定
利器掉落在 成品中
1 物理性
诉有异物
7
无利器的领用、发 放进行记录
7
管理人员巡查力度 不够
披锋
对消费者造成伤害
漏掉披水口或装配 7 时出现异常
非功能性利 边
对消费者造成伤害
7
模具出现异常或装 配不良
功能性利边 对消费者造成伤害
目视
3
5 无专人管理
1 3.专人管理
4
影响到产品的清洁状况,
产品上或包 影响接触者(包括使用
装内有头发
者)的健康
7 未要求员工戴帽
7
未对员工头发和卫 生作出要求
5
1. 包装车间的员工需戴 每天对员工进行检
工帽工作
查
3
2.尽量不要留长头 发, 每天对员工进行检
保持头发的清洁
查
1 3
24 生产部
30 人事部
10
10 设计存在缺陷
5
细小物 件
被小孩误食 造成哽咽或
窒息
采购不符合EN71或 ASTMF963套所需
2 更改设计
QC对设计更改后的
产品进行细小物件 进行测试,确保符
10
合法规要求
2
在包装上提示“此产 品不是玩具,请远离 小孩子”或3岁以上
QC检查包装上提示 “此产品不是玩 具,请远离小孩子 ”或3岁以上
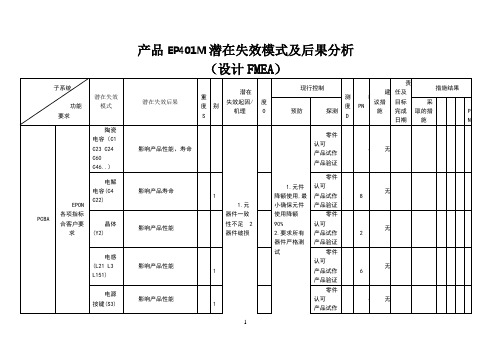
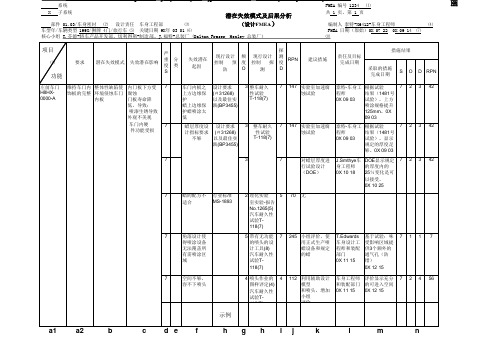
潜在的失效模式及效应分析表POTENTIAL FAILUR工E MODE AND EFFECTS ANALYSIS
(产品 PROCESS FMEA)
De
Prepared by (组织
pItaer
人员)
JADA
Date (日期)
mAg
CSaulsetoRmeegrio(n客(户销)售: TOYS
e
地区) : 美国
满足不了承受冲击、压力
的强度要求,不能适合注
塑工艺的要求 玩具注塑件 的壁厚不能 过薄
设计存在缺陷,设
8
计人员不塑胶件玩 具结构设计基本要
2
求
对产品进行压力和 冲击测试
3
48 工程部
胶件采用挖空胶料, 用
骨位代替的结构形式
3 结构性
出模角度过小会造成塑胶
设计存在缺陷,设
塑胶件的出 件粘模、塑胶件变形、裂
36 生产部
24
30 生产部
15 20 35 生产部 63
1 of 3
潜在的失效模式及效应分析表POTENTIAL FAILUR工E MODE AND EFFECTS ANALYSIS
(产品 PROCESS FMEA)
De
Prepared by (组织
pItaer
人员)
JADA
Date (日期)
mAg
10
20 QC部
48 QC部
对供应商及采购 员进行CPSIA和 300 QC部 ASTM培训,对第 0 3 10 0 三方检测报告进 行确认
改变设计,使产 200 工程部 品不存在细小物 0 2 10 0
件
包装上提示“此
200
工程部
产品不是玩具, 请远离小孩子”
模角度
纹、拖痕。
5
计人员不塑胶件玩 具结构设计基本要
2
求
试模,试产,首件 确认后才进行大货 2
生产
直角过度或圆角很小,在
圆角很小
注塑时极易出现收缩痕
设计存在缺陷,设
(俗称缩水)、塑件粘模 、裂纹、熔接线、拖花痕
8
计人员不塑胶件玩 具结构设计基本要
等,在跌机、扭力/拉力 测试时易出现胶件断裂现
求
2
圆角半径应不小于0.5~ 1mm
试模,试产,首件 确认后才进行大货
生产
3
象
IQC检查送货单,并
物料、标贴 采购不符合CPSIA或
4
化学性
、包材等重 金属含量超
SVHC高度关注物质要 求的材料,对消费者
标
造成危害;
供应商错送物料或 10 物料不符合CPSIA或
ASTM要求
3
每批送货供应商附上 第三测试报告和质量 保证协议书
检验原材料的规 格,以及第三测试 报告和质量保证协 议书
3
1
1. 物
不允许在场内养小动
目视
3
1
2.
保安对厂区进行巡查
保安对厂区每小时进行 巡查
3
48 生产部
36 21 生产部 84 行政部 28
63 QC NA
63 QC NA
63 工程部 NA 18 人事部
18
仓库
磁生细菌,招引苍蝇,蚊 6 使用毒药灭鼠
1 1. 不使用毒药灭鼠
目视
4
虫等,污染产品的卫生和
工受到危害,产品受到污 染
6
未清洁车间及厂内 各个角落
1
2.经常清洁车间及 厂内 各个角落
目视
4
杀虫剂错误的喷在产品
未标识物品的名
上,使用者接触后危害身 5 称,使用方法及危
体健康
害性
2
1. 明 确 标 识 物 品 的 名 称,使用方法及危害性
目视
3
未使用正确的容 5 器,摆放在指定的
场所
1
2. 使用正确的容器,摆 放在指定的场所
CSaulsetoRmeegrio(n客(户销)售: TOYS
e
地区) : 美国
序 产品功 潜在的失效 号 能要求 模式
潜在的失效后果
严 重 度
潜在的失效原因/机 理
发 生 度
现行过程预防控制
探 风险优 责任部 现行过程检测控制 测 先指数 门及完
度 RPN 成日期
对策效果
实施的对策
严发探 R 重生测 P 度度度 N
2. 对利器的领用、发放 进行记录
利器发放记录
3
2
3. 管理人员巡查是否有 落实
目视
2
员工自检,IPQC每
对模具进行调整或维 1.5小时抽查
3修
50PCS,对毛刺进行 3
测试
3
对模具进行调整或维 修
员工自检,IPQC每 两小时抽查50PCS,
3
对利边进行测试
3
在包装或说明书上对 消费者进行提示
工程人员确认利边 的必要性
序 产品功 潜在的失效 号 能要求 模式
潜在的失效后果
严 重 度
潜在的失效原因/机 理
发 生 度
现行过程预防控制
探 风险优 责任部 现行过程检测控制 测 先指数 门及完
度 RPN 成日期
对策效果
实施的对策
严发探 R 重生测 P 度度度 N
员工装饰物
对产品造成污染,客户投 诉有异物
6
未要求不可佩戴装 饰物