不锈钢板刨边机自动化送料台车设计
出料平台尺寸方案设计
一、出料平台尺寸方案设计1、出料平台尺寸及构造要求出料平台平面尺寸统一为长×宽=5000×3000mm,采用梁板式结构。
挑梁采用16b槽钢,长5000mm,次梁采用10#槽钢,间距800mm。
10#槽钢与16b槽钢双面焊接,每边焊缝长度、高度不少于5mm。
出料平台两侧各设置3个吊环,其中2个吊环作钢丝绳拉接用,另外1个作吊装用。
吊环采用φ20圆钢加工制作。
出料平台尺寸见图。
吊环加工图- 1 -钢丝绳拉环节点 2、出料平台荷载计算的50mm悬挑式出料平台以槽钢作次梁与主梁,上铺厚度不小于木板,并用螺栓与槽钢固定。
杆件计算可按下列步骤进行:荷载设计- 2 -值的取用,应符合现行的《建筑结构荷载规范》(GBJ9-87)的有关规定;强度设计值的取用符合相应的结构设计规范的有关规定。
钢丝绳的取用按现行的《结构安装工程施工操作规程》(YSJ404-89)的规定执行。
(1)次梁计算:①恒荷载(永久荷载):采用[10槽钢,以100N/m计,铺板以22计。
按次梁承受均布计;施工荷载(可变荷载)以400N/m1500N/m荷载考虑,按下式计算弯矩:2/8l=qM max式中 M—弯矩最大值(N.m);max q—次梁上等效均布荷载设计值(N/m);l—次梁计算长度(m)。
l=3m受力分析:将面荷载转换成线荷载q=100×1.2+(400+1500)×0.8×1.4=2248N/m22) /8=2529N.m× = q l3/8=(2248则:M max②以上弯矩值按下式作弯曲强度验算:采用10#槽钢,截面尺寸为H×B×b=100×48×5.3mm333 ]/6H=29.15cm次梁的净截面抵抗矩W=[BH-(B-H)b n22 =210N/mm=2529/29.15=86.78N/mm?< / W则:M nmax2)。
全自动液压钢模衬砌台车的设计与制造
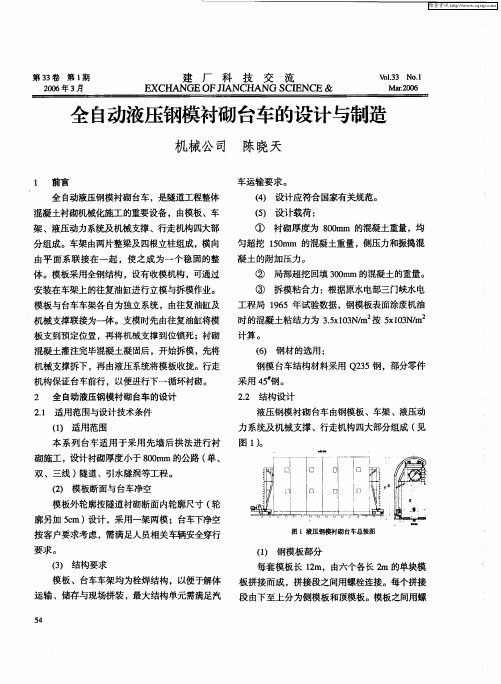
大 , 经综合考虑液压系统受力情况、承载情况,
决定采用钢板焊接成形。
() 行走机构: 6 行走机构由一对行走主动机 构和一对行走从动机构组成 。行走主动机构的 2 台4 k . w电动机 驱动减速机 , 5 再经链轮链条传动,
使 行走主动轮转 动 ,从动轮 随动完成整车的行
维普资讯
第 3卷 第 1 3 期
2 0 年 3月 06
建 厂 科
技
交
流
、 l 3 No 1 ,_ 03 .
M a .o) r ( 2 6
E HANGE 0F J NCHANG CI I S 】NCE & 三
全 自动液压钢模衬砌台车的设计与制造
走。
弧形板下料采用 自动仿形切割机,翼缘板用
剪板机下料后,刨床加工坡 口,使用胎具组焊成 形 。焊后靠模,火焰校正。构件与模具任意点间
() 台车 车架 部分 2
31材料选购 .
( 主要材料必须选购 国内大钢厂制造的, 1 ) 必须提供材质证 明书 。 () 材料均应符合设计文件的要求。 2 若因特 殊情况需代用时,必须争得设计人员同意,方可
实施 。
台车车架部分主要 由四根立柱、两片梁、主
横梁桁架、各部斜撑及托架等组成 ( 见图 2 。 )
] fl Lf儿 l \ /、. / 、 1、 1 、
3 零件下料、校正、弯 曲 . 2
() 下 料 1
/ 7
圈 2 台 车军 架总 装图
①
②
厚度 ̄ 3 1mm的板材用剪板机进行剪切,
厚度E 3 lmm的板材 , 自 用 动切割机或空
并按图纸要求对板边进行加工 。
隧洞钢模台车设计及施工方案5
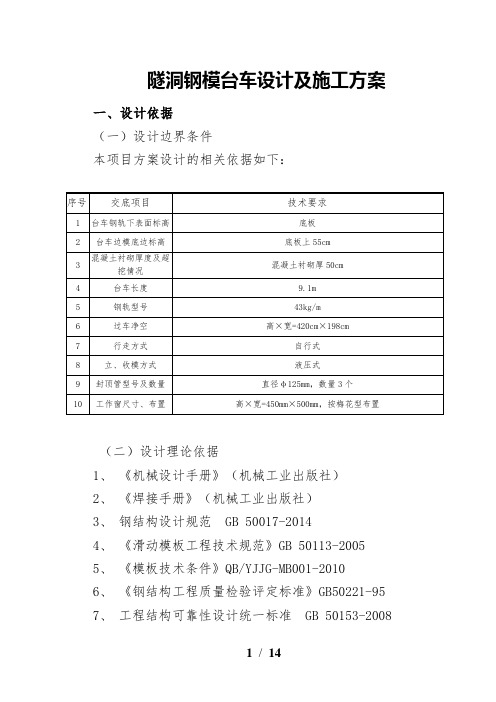
隧洞钢模台车设计及施工方案一、设计依据(一)设计边界条件本项目方案设计的相关依据如下:(二)设计理论依据1、《机械设计手册》(机械工业出版社)2、《焊接手册》(机械工业出版社)3、钢结构设计规范 GB 50017-20144、《滑动模板工程技术规范》GB 50113-20055、《模板技术条件》QB/YJJG-MB001-20106、《钢结构工程质量检验评定标准》GB50221-957、工程结构可靠性设计统一标准 GB 50153-20088、液压系统通用技术条件 GB/T3766-20019、电气装置安装工程施工及验收规范 GB 50258-9610、中铁隧道集团有限公司企业标准 Q/CTG-9001-201311、紧固件机械性能螺栓、螺钉和螺柱 GBT 3098.1-200012、碳钢焊条 GB/T 5117-199513、气体保护电弧焊用碳钢、低合金钢焊丝GB/T 8110-199514、钢结构工程施工质量验收规范 GB 50205-200115、钢结构制作工艺规程 DG/TJ 08-216-2007二、产品方案介绍(一)总体方案图1 横断面图图2 纵断面图如上图所示,隧道衬砌钢模板台车主要由钢结构系统、液压系统及电气系统三部分组成。
各系统构成及功能简要介绍如下:1、钢结构系统钢结构系统主要由模板部分、顶模架体部分、调心平移机构、主体骨架部分、主行走机构和支撑机构组成。
(1)模板部分模板部分主要由面板、拱板、模板内筋板和模板内角铁组成。
根据用户交底要求模板台车纵向长度9.1m,台车模板纵向由6节模板(5节1.5m+1节1.6m)组成,模板面板厚度为δ10mm。
模板之间由螺栓连接、定位销定位。
在模板顶部安装有与输送泵相接的封顶管。
(2)顶模架体部分顶模架体主要由吊梁、台梁组成。
顶模架体主要承受浇注时上部的混凝土及模板自重。
它上承模板,下部传力于主体骨架,顶模架体由两根主台梁支撑,边模通梁采用工18b#工字型钢等双拼而成。
BL系列台车设计(进给箱部分)
优秀设计摘要本文首先简要阐述了BL系列台式车床总体的设计方案,说明了机床设计的基本要求,确定了该台车的整体布局。
接着重点介绍了该台车进给箱的设计方案,对涉及到的轴、轴承和齿轮进行了设计和校核,确定了箱体内各元件的布置和排列,并综合各方面的要求,按照优化设计的标准,对进给箱的箱体进行了设计。
由于该台车是一种小型车床,主要是针对中小型的零件加工而设计的,不同的用户对其有着不同的要求,因此我们利用了UG CAD计算机辅助设计软件对进给箱的各零部件进行了参数化设计。
在计算机辅助设计过程中,完成了进给箱零部件的三维实体建模、虚拟装配和二维工程图的绘制。
抽象出了用于进行车床快速数字化设计的数字模型,为进行车床的快速数字化设计作好了准备。
关键词:台车进给箱计算机辅助设计参数化设计数字模型BL系列台车设计(进给箱部分)AbstractThis text has explained the total plan of design of BL serial desk-top lathes briefly at first. Have proved that the basic demand that the lathe is designed, confirmed the whole overall arrangement of this desk-top lathe. Introduce the desk-top lathe enter give plan of design of case , designed and check the axle, bearing and gear wheel that are involved especially then,confirmed case decorating and permutation of every component in the body, and synthesize the requests of various fields.According to the standard of optimization design, have designed the case body that entered to the case. Because the desk-top lathe is small-scale lathe, design to process the medium and small-scale parts mainly.Different users have different requestion for the desk-top lathes, so we utilize CAD software, CAD of UG to design every part of drivingstock by the parameter designing. In the course of CAD, finish the three-dimensional entity modeling, fictitious assemble and two-dimentional project drawing of picture of the spare parts. Abstracted the Mathematical model for designing the lathes fastly and digitaly, and prepared it for fastly and digitaly designing the lathes well.Keywords: desk-top lathes drivingstock UG CADThe parameter designing Mathematical model2目录0 引言 (1)1 BL台式车床总体方案设计 (3)1.1 BL系列台车的主要参数 (3)1.2 机床设计的基本要求 (3)1.3 机床组件设计的要求 (3)1.4 BL系列台车的布局 (4)2 BL台车进给箱的设计 (6)2.1 进给箱的组成和要求 (6)2.2 进给箱设计方案的选择 (6)2.3 齿轮的设计计算 (8)2.4 轴的设计计算 (10)2.5 轴承的设计计算 (13)2.6 进给箱内各元件的布置 (14)2.6.1 箱体内轴线的布置 (14)2.6.2 齿轮在轴上的布置与排列 (14)2.6.3 传动轴安装方式的确定 (14)2.6.4 相啮合齿轮宽度的确定 (15)2.7 箱体的设计 (15)2.7.1 箱体材料的选择及热处理 (16)2.7.2 箱体结构形状及尺寸的设计 (16)2.7.3 箱体的技术要求 (16)3 进给箱零部件的计算机辅助设计 (17)3.1 UG简介 (17)3.2 实体建模基础 (17)3.3 零件(端盖)的三维造型过程 (21)3.4 三维零件的工程图 (26)3.5 进给箱的虚拟装配 (28)4结论 (31)致谢 (32)参考文献 (33)附件清单 (34)BL系列台车设计(进给箱部分)0 引言在当前的制造业中,生产效率低、成本高是一种普遍现象。
自动化设备在石材加工中的应用与优化

自动化设备在石材加工中的应用与优化石材是一种广泛应用于建筑和装饰领域的材料,其加工过程一直是个繁琐且费时的任务。
然而,随着科技的不断发展和进步,自动化设备在石材加工中的应用逐渐变得普遍起来。
本文将探讨自动化设备在石材加工中的应用,并分析其优势和潜在的优化空间。
一、自动化设备的应用1. 数控切割机数控切割机是一种通过计算机控制的自动化设备,可以实现对石材进行精准、高效的切割。
其通过提前设定好的CAD图纸,可以快速而准确地进行切割操作,大大节省了人力和时间成本。
2. 石材磨光机传统的石材磨光需要工人手动进行操作,不仅费时费力,而且容易出现人为错误。
而自动化的石材磨光机可以根据预设的参数,通过机械手臂对石材进行自动磨光,不仅提高了磨光质量,还可以大幅度增加生产效率。
3. 自动化堆垛机在石材加工中,堆垛机的作用被广泛运用。
传统的堆垛工作需要人工搬运,不仅劳动强度大,而且容易出现石材损坏的情况。
而自动化堆垛机通过机械臂和传感器的配合,可以将石材准确而稳定地叠放起来,不仅提高了工作效率,而且大大降低了石材损坏的风险。
二、自动化设备的优势1. 提高生产效率自动化设备可以实现连续、高速的加工,相比传统的人工操作,大大提高了生产效率。
不仅可以节省人力资源,还可以缩短加工周期,提高产品交付速度,满足市场需求。
2. 提高加工精度和一致性自动化设备可以通过计算机控制实现精准的加工操作,可以达到更高的加工精度和一致性。
相比人工操作,可以避免人为错误和疲劳导致的失误,提高产品质量和稳定性。
3. 减少人力成本和风险自动化设备在石材加工过程中减少了人力需求,降低了用工成本。
同时,自动化设备还可以避免由于人为操作导致的意外伤害和安全风险,保障了工人和设备的安全。
三、自动化设备的优化空间尽管自动化设备在石材加工中已经取得了一定的成就,但仍然存在一些潜在的优化空间。
1. 提高系统智能化程度当前的自动化设备在很大程度上依赖于预设的参数和图纸,在一些复杂场景下可能无法做出灵活调整。
自动上料装置的设计

自动上料装置的设计湖南工业大学科技学院学士学位论文摘要很多产品的外壳都是由美观、轻巧的薄板构成的。
例如:电冰箱、洗衣机、空调器等等。
这些形状各异的壳体须经多道工序加工才能成型。
如上料、切角、冲孔、折弯等。
在大批量生产中只有采用自动生产线才能保证加工的质量、精度及产品的一致性。
而各种生产线的首道工序都是自动上料。
薄板自动上料机就是用于将板料门动送到线体上以便顺利地进入证道工序的机器。
本次设计综合运用机械设计、气压设计、机电传动设计以及PLC 的相关知识设计出一套能够完成自动上料机。
目前各种生产线的上料机构的结构形式也很多。
这里介绍的是一种结构紧凑、造价版、效率高、简捷实用的上料机。
该机在处理吸料、提升、送进及分离薄板等方面都有独到之处。
关键词自动生产线板料吸盘传感器Abstract 第 1 章绪论 1.1 课题的来源,目的及意义自动上料机构可以看作是自动化生产机器的一种。
而自动化是指机器或装置在无人干预的情况下按规定的程序或指令自动进行操作或控制的过程,其目标是“稳,准,快”。
自动化技术广泛用于工业、农业、军事、科学研究、交通运输、商业、医疗、服务和家庭等方面。
采用自动化技术不仅可以把人从繁重的体力劳动、部分脑力劳动以及恶劣、危险的工作环境中解放出来,而且能扩展人的器官功能,极大地提高劳动生产率,增强人类认识世界和改造世界的能力。
因此,自动化是工业、农业、国防和科学技术现代化的重要条件和显著标志。
20 世纪50 年代末起至今是综合自动化时期,这一时期空间技术迅速发展,迫切需要解决多变量系统的最优控制问题。
于是诞生了现代控制理论。
“自动化Automation”是美国人D.S.Harder 于1936 年提出的他认为在一个生产过程中,机器之间的零件转移不用人去搬运就是“自动化”。
自动化的概念是一个动态发展过程。
过去,人们对自动化的理解或者说自动化的功能目标是以机械的动作代替人力操作,自动地完成特定的作业。
一种薄型单刨花板自动加料系统
专利名称:一种薄型单刨花板自动加料系统专利类型:实用新型专利
发明人:张必诚,邱胜华,徐建焕,杨道彪
申请号:CN202122202493.5
申请日:20210910
公开号:CN215610993U
公开日:
20220125
专利内容由知识产权出版社提供
摘要:本实用新型涉及刨花板加工工具技术领域,尤其为一种薄型单刨花板自动加料系统,包括自动加料机体,自动加料机体还包括左进料架、中间传动滚筒、右出料架,中间传动滚筒进料口连接到左进料架右端内部,中间传动滚筒出料口连接到右出料架左端内部,中间传动滚筒两端侧面与定位架两端内部滑动连接,定位架中端顶侧装有驱动机构,中间传动滚筒外圈齿盘底侧与驱动机构中端顶部进行传动连接。
本实用新型可以法大规模的对物料进行传输,这样会提高设备的工作效率,该设备可以根据实际情况对出料速度进行快速调节,增加设备使用的便捷性。
申请人:福人木业(福州)有限公司
地址:350000 福建省福州市马尾区亭江镇长洋路280号(自贸试验区内)
国籍:CN
代理机构:北京哌智科创知识产权代理事务所(普通合伙)
代理人:丁佳钰
更多信息请下载全文后查看。
不锈钢的自制车床工艺

不锈钢的自制车床工艺
不锈钢的自制车床工艺需要以下步骤:
1. 选择适当的材料:为了制作一台高质量的不锈钢车床,需要选择高质量的材料。
最好选择304或316不锈钢,这种材料具有良好的耐腐蚀性和机械性能。
2. 设计车床的图纸:根据需要制作不锈钢零件的尺寸和形状,绘制车床的图纸。
这将是车床的设计蓝图,它将给出车床的外观和尺寸。
3. 制作车床床身:根据图纸,使用不锈钢管和工具制作车床床身。
车床床身应该是坚固和平直的,以确保车床的稳定性和精度。
4. 制作车床床头和床尾:根据图纸,用不锈钢制作床头和床尾。
床头和床尾应该稳定牢固,使车床的操作更加顺畅和安全。
5. 安装主轴和电机:将主轴和电机安装在车床上,以便旋转车锥和加工工件。
主轴应该是坚固和平直的,以确保车带上的工件加工时转动平稳。
6. 调整车床:根据需要,调整车床以确保其准确。
安装车床的工作台,调整主轴和车辆床,确保它们都能够正确地定位和运转。
7. 这样您就可以用您的自制不锈钢车床开始加工零件了。
这些是自制不锈钢车床的主要步骤。
根据您的需求和技能水平,您还可以做出其他调整和改进。
刨边机(9米)电器原理图
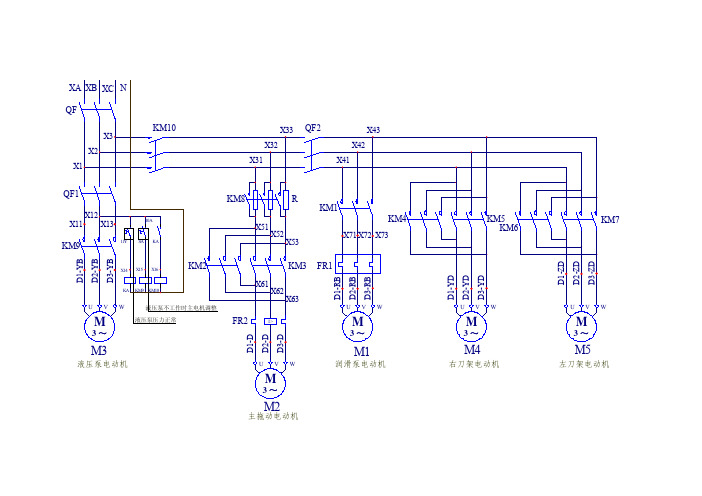
主电机正转 主电机反转
右刀正转 右刀反转 左刀正转 左刀反转
Q1.1
短接电阻
Q2.1 Q2.2 Q2.3 Q2.4 Q2.5 Q2.6 Q2.7
左抬刀工作
机床电气说明
机床总电源开关在右立柱的内上侧,在同一电气屏上还有液压油泵电动机的开动与停止按钮。供电电源的正常 与否由左立柱上相应电源指示灯来表明。
N
AC 0V
FU01
去控制原理图PLC模块
X3 QF3 N
24V 20A AC +24V AC 0V
032 SA05 033
FU06
KA15
030
034
036
KA14 037
031
KA14
KA15
035
038
032 SA05 033 036
FU06
X3
030
031 N
FU02
KA14 YV1 KA15 YV2
CPU224CN
0V
1M (I0.0)
(Q0.0) 1L
0.0 润滑KR 0.1 停止1A 0.2 停止2A
润滑泵工作RB 0.0 主电机正转 0.1 主电机反转 0.2
0.3 左刀架向右点动3A 0.4 右刀架向左点动4A
右刀正转 0.3 2L
0.5 左刀架向右工作5A 0.6 右刀架向左移动6A
代号
熔断器 熔断器
熔断器 熔断器
熔断器 熔断器 继电器
继电器 继电器 继电器 继电器 继电器
继电器 继电器 继电器 继电器 继电器 继电器 继电器 交流接触器 交流接触器 交流接触器 交流接触器 交流接触器
交流接触器 交流接触器
交流接触器 交流接触器 交流接触器
不锈钢推车制作流程
不锈钢推车制作流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor.I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!不锈钢推车的制作流程详解不锈钢推车因其耐用、易清洁和抗腐蚀的特性,广泛应用于餐饮、医疗、工业等多个领域。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1 系统设计原 理及主要组成部分
1 . 1 系统设 计 原理
酾板升 降减速机 型号 K 5 7 _ Y 4 - 4 P _ N A 2 8 8 一 A 、 B 丝杆升 降机
回转 电机 回转 支承
额 定转 速 2 8 8 d a r i n
电气 方 面 的设 计 主 要是 对 该 平 台水 平 方 向 , 垂 直方向, 和旋 转功 能上 来控 制 。考 虑 到现 场操 作 使用 环境 、 操作 工 的安 全性 和 操作 的便 捷 性 。我们 对 平 台 采 用 遥 控 的控 制 方 式 ,并 且 通 过遥 控 器 启 动 功 能控
E q u i p me n t Ma n u f a c t u i r n g T e c h n o l o g y No . 1 , 2 0 1 4
不锈钢 板刨 边机 自动化送 料 台车设计
陆 明红 , 杜兴吉 , 慎建民, 张黎 明
( 浙江久立特材科技股份有限公司 , 浙江 湖州 3 1 3 0 1 2 )
中图分 类号 : T B 1 8
文献标识码 : B
文章编号 : 1 6 7 2 — 5 4 5 X( 2 0 1 4) 0 1 — 0 2 7 0 — 0 2
大 口径 不锈 钢 管 在 制造 过 程 中 ,首 先 需 要 对 不
( 2 ) 回转机构 : 回转电机 5 转动带动 回转支承 2
锈钢板边部进行坡 口 加工 。其 中 6 0 0 0 m m直缝焊钢 组件实现对平板托架 1 的3 6 0 。 旋转 。 管需加工两边坡 口,环缝焊对接钢管需要加工 四周 ( 3 ) 升降机构 : 升降电机 3 带动丝杆升降机 6实
坡 口。目 前, 我公司的刨边机上料架只具备来料堆放 现钢板和托架 1 整体升降。 功能 , 操作人员在对钢板不同边部刨削加工过程中 , ( 4 ) 台车行走 :行走 电机 4 正反转 实现台车进 、 需要使用行车、钢丝绳 、夹具等辅助工具来实现换 出料 功 能 。 边, 所 涉及 的操作 复杂 , 且存在安全隐患 。为了提高 1 . 3 台车主 要 配件 技 术参数 操作人员劳动强度和安全系数 ,本文介绍了一种 自 动 化 送料 台车 , 很 好 地解 ) 平板托架 : 表 面装 数 个 D 3 2万 向球 , 降低 板
材滑动的摩擦力及板材可以向任意方 向转动。
收 稿 日期 : 2 0 1 3 — 1 0 — 0 7
作者简介 : 陆明红( 1 9 8 1 一) , 男, 湖州德清人 , 机械工程师 , 研究方 向 : 机械设计及 自动化 。 2 7 0
模数 模数
1 4 1 4
自动 化送 料 台车 主要 实 现 以下 功能 : ( 1 ) 钢板
升降 ; ( 2 ) 钢板 3 6 0 。 旋转 ; ( 3 ) 钢板进、 出料。 1 . 2 系统 主要 组成 部 分
自动 送料 台车示 意 图如 图 1 所示 。
2 电气控 制
摘 要: 传统 的不锈 钢板刨边机上料 架只具备 来料 堆放 功能 , 操 作工人在 对钢 板 两边或 者四周刨 削加 工过程 中 , 需要借
助行车 、 钢丝绳、 夹具来实现边部转换。介绍 了一种新型 自动送料 台车 , 使得不锈钢板 能实现 3 6 0 。 圆周 自动旋转 , 提 高
了 工作 效 率及 安 全性 。 关键词 : 刨边 机 ; 自动 化 ; 送 料 台 车
1 1 # , 1 2 # 输出端对接触器 K M 5 , K M 6 控制 ,实现对正 项功能都达到设计要求 。操作人员在实际操作过程 中 能很好 的实现 对 钢板 的换 边 加工 。 向 和反 响旋 转 的要 求 。
《 装备制造技术} 2 0 1 4 年第 1 期 0 7 # , 0 9 # , 1 0 # 输 出端 的输出 ,实现对 K M 2 , K M 3 , K M 4
结束语 的控制 , 从而实现设备 的向下 , 前进、 后退动作 的实 3 现 。对于该设备 的旋转功能 ,由于控制位置的多样 不锈钢板刨边机 自动送料 台车经现场使用 , 各 性 ,未 对 旋 转 功 能 做 限 位 ,直 接 通 过 遥 控 器 的
表 1为 台车 的主要 配 件技 术参 数 。
表1 台车主要配件技术参数
台车移 动减速 机 型号 Q S O S 一 6 3 电机 Y E J g 0 L _ 4 — B 5 转速 2 2 2 2 r J m i z 功率 提升 力 4 0 k W 1 0 0 k N
1 . 平板托架 2 . 回转 支承 3 . 升 降电机 4 . 行走 电机 5 . 回转 电机 6 . 丝杆 升降机 7 . 台车主机架 8 . 轨道
图 1 自动送 料台车示意图
电源 。利用遥控 向上按钮控制遥控接收器 0 6 #线输 出, 在未达到 限位限制 时接触器 K M1 接通 , 马达 M1 开启 ,设备实现点动 向上功能 。依次通过遥控器 向 下 ,前 进 ,后 退 按 钮 的操 作 ,控 制 遥 控 接 收 器
型号 S W L 1 O 一 1 A I I - 2 5 0
型号 KA Z 6 7 一 Y 0 7 5 - 4 P 一 1 2 3 5 4 一 M1 — 0 。 一 A 功率
主齿轮 Q w 3 2 A 1 0 0 0 小齿轮 配 套
齿数 齿数
1 4 5 1 7
制该 设备 的控制 总电源 开启来 增加 电器操作 安全
性 。水 平 方 向和垂 直 方 向上 利用 四个 限位接 近 开关 ,
主 视 图 左 视 图
来 限制前进后退和上下的位置 ,来保证操作和设备 的安 全 。
电气 原 理 :通 过 遥 控 器启 动 按 钮 开 启 系 统 控 制