辉光离子渗氮表面强化技术在汽车拉延模中的应用
氮化处理技术在汽车制造领域中的应用前景展望
氮化处理技术在汽车制造领域中的应用前景展望氮化处理技术是一种通过将金属材料暴露在氧气和氮气中高温反应的方法,使其表面形成一层硬而耐磨的氮化物涂层。
这种技术已经被广泛应用在航空航天、机械制造和刀具制造等领域,但在汽车制造领域中的应用还相对较少。
然而,随着汽车工业的发展和对更高性能和更高质量的要求,氮化处理技术在汽车制造领域中的应用前景将越来越广阔。
首先,氮化处理技术可以提高汽车发动机和变速器等关键零部件的磨损性能。
由于氮化处理后的材料表面形成了一层硬度很高且耐磨的氮化物层,使得这些关键零部件可以承受更大的摩擦和磨损。
这将显著延长发动机和变速器的使用寿命,降低维修和更换零部件的成本,提高汽车的可靠性和稳定性。
其次,氮化处理技术还可以提高汽车零部件的抗腐蚀性能。
在汽车制造过程中,零部件常常需要面对恶劣的工作环境,如高温、湿度和化学腐蚀物质等。
采用氮化处理技术可以在材料表面形成一层致密的氮化物层,有效阻止腐蚀介质的侵入,提高零部件的抗腐蚀性能,减少因腐蚀引起的故障和损坏。
再次,氮化处理技术还可以提高汽车零部件的表面硬度和耐磨性。
在汽车行驶中,零部件需要承受大量的摩擦和冲击力,如果硬度不足或耐磨性不佳,将会导致零部件过早磨损,影响汽车的性能和使用寿命。
氮化处理技术可以显著提高材料的硬度和抗磨性,使得汽车零部件能够更好地抵抗摩擦和冲击力,延长其使用寿命。
另外,氮化处理技术还可以提高汽车零部件的热稳定性。
在高温环境中,材料容易发生热膨胀、变形和软化等现象,从而影响汽车的性能和安全性。
采用氮化处理技术可以提高材料的热稳定性,降低材料的热膨胀系数,使得零部件能够在高温环境中保持稳定的尺寸和形状。
综上所述,氮化处理技术在汽车制造领域中的应用前景非常广阔。
通过提高汽车零部件的磨损性能、抗腐蚀性能、表面硬度和耐磨性以及热稳定性,氮化处理技术可以显著提高汽车的性能和质量,降低维修和更换零部件的成本,提高汽车的可靠性和稳定性,进而推动汽车工业的发展。
辉光离子渗氮

离子氮化是一种能够显著提高钢铁零件表面硬度﹑耐磨损﹑耐疲劳和耐侵蚀性能的化学热处置工艺。
将欲处置零件置于真空炉体内,在真空条件下,往炉内充以稀薄的含氮气体(如氨气或氮氢混合气体)。
零件接离子电源阴极,炉体接阳极,阴阳极接数百伏直流电压。
由于电场作用,炉内稀薄气体被电离,氮离子定向撞击阴极(零件),零件表面产生辉光放电并被加热。
在必然气氛和必然温度下,零件表面复合、吸收氮原子,形成高浓度的含氮层并向心部扩散,通过一段时刻,取得工艺要求所需要的氮化层。
离子氮化工艺由于其节能﹑省气﹑效率高﹑质量好﹑无污染等优势,在动力﹑机床﹑石化机械﹑轻纺机械﹑摸具等行业中取得了普遍应用。
设备要紧用于机械零件的离子氮化、离子氮碳共渗(软氮化)等离子化学热处置工艺,使机械零件表面改性,取得所需要的机械性能和物理化学性能。
成套设备由离子电源﹑真空炉体﹑真空取得系统﹑测控温系统﹑供气系统组成。
离子电源分为直流离子电源和脉冲离子电源。
.直流离子电源直流离子电源要紧包括整流变压器﹑可控整流电路﹑L-C 振荡灭弧电路﹑截止反馈电路﹑操纵电路。
脉冲离子电源是在直流离子电源的基础上加装由 IGBT 元件及操纵电路组成的斩波器,通过斩波取得占空比可调的脉冲电流。
脉冲离子电源与直流离子电源相较,能较好地改善空心阴极效应。
脉冲离子电源是在每一个工作周内(频率为1KHZ时,周期为1ms)电流回零,辉光熄灭一次,因此提高了灭弧效率。
脉冲离子电源能实现电压、电流的独立调剂,能滿足不同的工艺要求。
脉冲离子电源与直流离子电源相较,节能在15%-20%以上。
设备的真空炉体分井式(零件悬挂)、罩式(零件堆放)和综合式三种。
真空炉体由炉筒和炉底盘组成。
炉筒体用钢板焊接而成,为双层结构,中间可通水冷却。
各密封面﹝槽﹞用真空橡胶密封圈密封。
炉内装有不銹钢隔热屏﹑阴极盘。
炉筒上开有观看窗。
进气接口装在炉体顶部。
炉底盘上装有阴极输电接口﹑测温接口﹑测压接口﹑抽气接口等。
毕业设计(论文)-止动件冲压模具的设计
摘要模具是工业产品生产用的重要工艺设备,模具工业已是工业发展的基础,许多新产品的开发和研制在很大程度上都依赖与模具的生产。
可以预言,随着工业生产的不断发展,模具工业在国民经济中的地位将日益提高,并在国民经济发展过程中发挥越来越重要的作用。
在冲压零件的生产中,合理的冲压成形工艺、先进的模具、高效的冲压设备是必不可少的三要素。
本文介绍了止动件冲压模具的设计,先介绍了对工件进行工艺分析和模具设计的要点,然后介绍了模具设计的思路,模具的主要结构和主要零件的设计。
最后确定了选用冲孔落料复合模。
本次设计绘图采用AotuCAD,以AotuCAD为计算机辅助制图工具,使用简单,方便快捷,而且有极强的图形处理功能,可以大大缩短绘图的周期,在国内使用的较广泛。
关键词: 模具,落料,冲孔。
ABSTRACTThe mold was the important process unit which the manufactured products production used, the mold industry already is the industrial development foundation, many new product's developments and the development relied on to a great extent with mold's production. May predict that along with industrial production's unceasing development, the mold industry will enhance day by day in national economy's status, and plays more and more vital role in the national economy developing process. In the ramming components' production, the reasonable ramming forming craft, the advanced mold, the highly effective ramming equipment are the essential three essential factors. Ramming processing characteristic: Because the cold stamping processing has the above prominent merit, therefore obtained the widespread application in the volume production, holds the very important status in the modern industry production, is the defense industry and in the consumer industry production the essential processing method. this article introduced the lock ramming mold's design, introduced first carries on the process study and the mold design main point to the work piece, then introduced the mold design mentality, mold's primary structure and the major parts design. Finally had determined selects the punch holes to fall the material superposable die. the this design cartography uses AotuCAD, take AotuCAD as the computer auxiliary charting tool, the use is simple, facilitates quickly, and has the greatly strengthened graphic processing function, may reduce cartography greatly the cycle, in domestic use widespread.key word: The mold, falls the material, the punch holes.目录摘要…………………………………………………前言……………………………………………………………正装复合冲裁模…………………………………………………一、§1.1:零件分析………………………………………………《一》:零件简图………………………………………………《二》:冲压件工艺分析………………………………………《三》:确定最佳工艺方案……………………………………《四》:排样……………………………………………………§1.2:计算冲压力………………………………………………§1.3:确定模具压力中心………………………………………§1.4:计算凸凹模刃口尺寸……………………………………§1.5:落料部分尺寸计算…………………………………………二、成型零部件的结构设计…………………………………………三、模具总体设计及零部件的选取…………………………………四、弹簧的设计计算和压力机的选取………………………………结论…………………………………………………………………致谢…………………………………………………………………参考文献…………………………………………………………前言一、概述所谓模具,就是在工业生产中,用各种压力机和装在压力机上的专用工具,通过压力把金属或非金属材料制出所需形状的零件或制品的专用工具的统称。
高强度汽车齿轮表面强化技术的研究现状和发展趋势_陈勇

1.1 国内外汽车齿轮材料及齿轮工艺参数 模数是齿轮重要的参数,选取汽车齿轮模数
通常要考虑强度、噪声、轻量化及加工工艺等因 素。表1为乘用车和商用车齿轮常用模数及直径工 艺参数范围。
汽车齿轮在传递扭矩和改变速度过程中,通 常处于高速、高载荷、交变冲击载荷等工作环境 中。汽车齿轮材料不仅需要良好的机械加工性能 和热处理渗碳淬火性能,还必须满足合理的成本 需求。为保证齿面和齿顶端淬火深度的稳定性, 通常选用碳质量分数为0.2%左右,单独或复合添 加Ni、Cr、Mn、Mo等合金元素的渗碳合金钢[6]。日 本、德国在汽车高强度齿轮低碳合金钢材料领域进 行了长期的研究开发,表2为常用汽车齿轮材料的 成分组成,目前国内外汽车齿轮用钢主要为 20CrMnTi(国内)、20MnCrS(德系)、20CrMoH(日 系),表中钢种A、B、C为高疲劳用钢[7]。
1.00–1.30
20MnCrS (German)
0.17–0.22 ≤ 0.4 1.1–1.4 ≤ 0.025 0.02–0.04
1–1.3
20CrMoH (Japan)
0.20
0.25
0.73 0.030 0.030
1.05 0.20
Steel A
众所周知根据研究实践表明提高齿轮的疲劳强度寿命极限既需要改善优化材料的合金成分渗碳碳氮共渗热处理技术还必须与齿轮的表面强化处理技术的研究开发结合起来即实现综合的齿轮表面完整性得到更佳的齿轮抗疲劳性能才能实现对高强度齿轮接触疲劳极限弯曲疲劳极限疲劳耐久寿命最佳摩擦因数的高性能要求45
第 30 卷 第 1 期 2017 年 2 月
收稿日期:2016-10-13;修回日期:2017-01-07 网络出版日期:2017-01-19 08:39;网络出版地址:/kcms/detail/11.3905.TG.20170119.0839.002.html 通讯作者:陈勇(1954—),男(汉),教授,博士;研究方向:汽车变速器开发与高强度齿轮技术;E-mail:chenyong1585811@ 引文格式:陈勇, 臧立彬, 巨东英, 等. 高强度汽车齿轮表面强化技术的研究现状和发展趋势[J]. 中国表面工程, 2017, 30(1): 1-15.
金属表面渗氮技术及其工业上的应用
金属表面渗氮技术及其工业上的应用课程:腐蚀与材料保护主讲老师: 陈存华院系:化学学院专业:应用化学学号: 2010214131姓名:张伟华中师范大学化学学院2012年12月金属表面渗氮技术及其工业上的应用前言:金属表面的渗氮技术是为了改善材料表层硬度和耐磨性的表面改性技术,经过古代到现代多年的发展,传统的渗氮技术逐渐被现代渗氮技术所取代。
本文对多种渗氮技术做了相关的介绍,并就一些基本知识做一个相关概述。
重点介绍了离子渗氮技术的应用,其中活性屏离子渗氮技术有着明显的设备和工艺优势, 可能成为离子渗氮技术的发展方向。
关键词:渗氮技术工业应用离子渗氮一、渗氮基本原理渗氮是一个热化学扩散过程;是根据NH3和材料表面的反应过程来进行的, 关于反应的实际过程和由此产生的物质传输可通过动力学来说明。
NH3通入炉内加热后得到NH3、N2+ H2、NH,其中未裂解的NH3和裂解的产物N2+H2与铁不发生氮化反应,一部份NH3所形成的氨根NH与铁反应被吸收在铁表面形成ɑ-Fe层,随着形成浓度梯度,氮向内部扩散, 当超过ɑ-Fe的溶解度后, 氮继续聚集在材料表面,由生成的两相形成氮化合物层(俗称白层)继续增厚,氮进一步向内部扩散形成扩散层。
二、中国古代的钢铁渗氮技术早在干将制剑时,古代工匠就采用了添加毛发和指甲的渗碳技术,毛发和指甲含有一定量的氮,工件经此工艺处理后,会有一定的渗碳增氮效果,这可能是无意识的碳氮共渗的开始。
在古代文献的分析中,我们还注意到古人有仅采用含氮物质的处理方法。
《武备志》中有:“刀方: 羊角、铁石砂。
其中羊角、铁石主要含碳,砂的主要成分是氯化胺,氯化胺加热是否会分解出活性氮。
另外,古文献中还有以硝为主要渗剂的处理方法。
《篆刻度》对此有详细记述:“尝见炼新刀者,用猪牙、头发及硝,各烧灰等分,酽醋调画刀口,如锯齿状,号为马牙钢。
”其中硝是硝酸钾,属供氮原料。
《物理小识》“器用类·淬刀法”中还提及“以酱同硝涂錾口,煅赤淬火”其中酱可能是主要用作为黏结剂使用的,而硝酸钾为主要渗剂。
汽车覆盖件拉延模具精确型面构建方法研究

汽车覆盖件拉延模具精确型面构建方法研究作者:龚志辉李琳周顺峰兰质纯来源:《湖南大学学报·自然科学版》2014年第10期基金项目:国家高技术研究发展计划( 863计划)项目(2012AA111802);中国博士后科学基金资助项目(2012M511748);华中科技大学材料成形与模具技术国家重点实验室开放基金资助项目(2011P10);重庆理工大学汽车零部件制造及检测技术教育部重点实验室开放基金资助项目(2011KLMT06);湖南大学“青年教师成长计划”资助项目(2012-2007065)作者简介:龚志辉(1974-),男,湖南南县人,湖南大学副教授,博士通讯联系人,Email:*************摘要:为了提高汽车覆盖件拉延模具调试过程中的研合率、缩短模面研配周期,提出了一种模具型面的精确构建方法.在冲压仿真的基础上,结合网格映射、形函数插值、节点偏移等方法,调整凸凹模工具网格使二者之间的间隙与冲压后零件厚度分布一致,构建出适应零件厚度分布的精确模面网格模型;并以调整好的工具网格为基准,根据网格节点的偏移量,对模具型面相应的曲面面片及其剪裁线的控制顶点进行相应的偏移,实现曲面随网格模型的变化而自动形变,进一步构建出适应零件厚度变化的模具精确型面.实例研究表明,该精确模面构建方法有效,在模具设计阶段实现了模具型面的研合率.关键词:汽车覆盖件;拉延模具;网格映射;精确模面;曲面重构中图分类号:TG386.3 文献标识码:拉延成形是具有复杂型面的汽车覆盖件冲压成形的重要工艺方法\[1\].设计汽车覆盖件拉延模具时,为了使零件成形后与设计模具型面具有一致的形状,凸模和凹模的型面必须与零件型面形状一致,这样冲压合模后零件的形状即可依赖模具型面的形状而获得.拉延成形后由于塑性变形的不均匀,使得零件在各个不同的区域都会产生厚度变化\[2\],主要表现为减薄.传统的拉延模具在型面设计时并没有考虑到拉延过程中厚度的变化,需要在模具调试过程中根据实际的拉延成形件的厚度变化情况,通过钳工反复打磨修正模具型面,提高拉延研合率\[3\],最终使得凸模和凹模的型面能紧贴最后成形的零件,此过程不但周期长,工作量极大,且成本高.在模具型面设计方面,许多学者结合CAD/CAE技术进行了深入研究.文献\[4\]对冲压件模具型面设计的主要影响因素进行了总结,文献\[5\]提出了一种基于数值仿真的合模率测算方法,并通过计算补偿值来调整模具型面的节点坐标重构出模具型面网格,但得到的网格模型不能直接用于加工,还需重构出模具型面的曲面.鉴于此,本文基于冲压数值分析,考虑冲压效应带来的零件厚度变化,提出了一种模具型面精确构建方法.该方法通过冲压仿真计算获得零件的厚度分布情况,然后依据计算获得节点的厚度信息,应用网格映射、形函数插值、节点偏移等方法构建适应零件厚度分布的凸凹模精确型面网格,并在此基础上根据节点的偏移量对模具网格模型对应的曲面面片及其剪裁线的控制顶点进行相应的偏移,实现曲面随网格模型变化而自动形变,进一步完成模具精确型面的重构.1 模具精确型面构建流程本文采用的模具精确型面构建方法基本原理是通过冲压仿真获得成形后零件的厚度分布,然后以厚度分布为基准调整凸凹模工具网格使二者之间的间隙与零件厚度分布一致,再以调整好的工具网格为基准调整曲面控制顶点使相应的曲面形变贴合到调整后的工具网格之上.其基本流程如图1所示.模具精确型面构建包含3个重要步骤,首先要获得符合工程要求的冲压模型,该模型包含完整的工艺型面及工艺补充面、拉延筋和合适的压边力,其CAE仿真分析结果基本能避免出现拉裂及起皱等重大缺陷,同时材料的减薄及增厚率均符合工程实际需求.其次为构建适应零件厚度变化的凸模和凹模的精确网格模型.在设计及仿真过程中,凸模和凹模的型面均与冲压零件设计模型的上表面或下表面是一致的,而冲压零件的设计模型无法考虑到实际冲压过程中的零件不同区域厚度变化,其模型中每个区域的厚度是一致的,这决定了仿真过程中凸模和凹模的工具网格之间间隙相等.因此需要根据冲压仿真计算的零件不同部位的厚度分布结果对凸模和凹模的工具网格进行偏置,使二者之间的间隙符合冲压仿真计算的零件厚度分布情况.另外还需考虑到网格模型无法直接用于加工,因此构建精确的网格模型后还需要由此构建与网格模型一致的凸凹模曲面.2 精确网格模型的构建2.1 网格映射方向的选取拉延仿真模型中的网格可分为工具网格和板料网格两种类型,其中工具网格包含有凸模、凹模和压边圈.冲压过程中工具视为刚体,因此工具网格不会产生任何力学形变,划分好的网格在冲压前后保持一致,且由于工具网格大小不影响时间步长,因而工具网格可以划分较小,在局部的细节特征区域进行再细划分,因此工具网格能很好地体现相应局部曲面的细节特征.而板料网格在划分前一般首先是平的,划分后板料网格各个区域的网格细密程度往往一致,冲压过程的同时板料网格会发生塑性形变、网格位置变化,以及产生细分网格,冲压完毕后的板料网格与凸模和凹模网格模型一致\[6\].另外,考虑到板料网格大小会影响时间步长,冲压完毕后的板料网格并不能完全体现曲面的细微特征,一些小的圆角或过渡曲面会出现特征的模糊化.为了不使模具型面上一些小的圆角或过渡曲面在网格映射算法过程中模糊化,显然应将工具网格节点向板料网格进行映射.在划分网格时,凸模或凹模的网格常常由对应的凹模或凸模网格偏置而成,因此凸模和凹模的网格模型具有相同的拓扑结构,二者对应的节点连线可视为节点的法线方向,投影计算时不需再计算节点的法向量,也不需再进行最短距离搜索.2.2 工具网格节点偏移量算法考虑到板料网格的一些四边形单元可能不在同一平面内会为网格映射中的计算带来不便,在进行网格映射前可将板料的四边形单元转化为2个三角形单元.冲压仿真获得零件的厚度分布后,可以获得单元各节点的厚度值,而编号相同的节点可能与多个单元相连接,因此在结果输出文件中同一个节点号会对应多个不同的厚度值,计算时采用取平均厚度的方法,如式(1)所示:3 精确曲面模型的重构需注意的是板料网格模型在仿真模型中取的是板料的中性层,成形结束后与凸模和凹模的网格模型相距为1/2的初始料厚,因此,对工具网格的任一节点P的偏移方向为节点的法向量方向PP′,偏移量大小为:根据零件不同部位的厚度分布情况,对凸模和凹模的工具网格的每一节点都计算出其相应的节点偏移量,按计算的偏移量对每一节点都进行相应偏移,而保留凸凹模的工具网格的拓扑结构不作变化,便可实现凸凹模二者网格之间的间隙符合冲压仿真计算的零件厚度分布情况,实现精确模面网格模型的构建.3.1 NURBS曲线和曲面形状的修改汽车覆盖件CAD模型往往具有非常复杂的曲面,每一张曲面都对应着不同的数学表达形式,这其中NURBS是描述其形态的最重要方式.对曲面模型的修改不但难度大,且需花费大量时间\[7\].相比其他曲面表达形式,NURBS方法既可借助调整控制顶点,又可利用权因子,因而具有较大的灵活性.一张k×l次NURBS曲面的有理分式方程如下\[8\]:NURBS曲线、曲面形状可以直接从其定义来进行修改\[9-10\],即通过修改NURBS曲线、曲面的控制顶点和权因子达到修改曲线、曲面形状的目的.这种方法简单易行,但在工程应用中应仔细确定常用曲面NURBS表示中的控制顶点和权因子,特别是权因子确定得不合适将破坏所构造的曲面结构\[11\].因此,在已知模具原始模面及其网格模型和精确模面网格模型的基础上进行精确模面的曲面重构时,本文提出的方法是:根据网格节点的偏移量对模具网格模型对应的曲面通过控制其相应的控制顶点的偏移量,实现曲面随网格模型变化而自动形变,从而构建出适应零件厚度变化的模具精确型面.即在不改变权因子的情况下,根据网格模型节点的偏移量来修改其对应曲面控制顶点的位置,构造与网格模型相适应的曲面.3.2 曲面重构过程曲面重构过程主要包含曲面面片的重构,面片边界剪裁线的重构以及面片之间的拼接与光顺3个部分.3.2.1 曲面面片的重构曲面面片重构时要尽可能地避免曲面结构形式的改变,分别对每个曲面面片进行构造,以下以单个面片的构造为例加以说明.首先,读取面片的控制顶点的数量及坐标值,如图3所示,分别对各个控制顶点pi在精确模面的网格模型中搜寻到与之距离最近的3个网格节点A',B',C'构成投影所需的三角平面.然后,将各控制顶点pi向其对应的三角平面△A'B'C'进行投影,计算其在精确模面网格单元上的投影点Oi'的坐标.由于原始模面网格模型的单元和节点的编号和精确模面网格模型是一致的,这样就在原始模面网格模型和精确模面网格模型之间建立了单元和节点一对一的映射关系,利用三角形形函数插值法计算出原始模面网格三角单元△ABC上对应的投影点Oi的坐标.最后,将原始模面的控制点pi按向量pipi'偏置得到精确模面新的控制点pi',其中pipi'=OiOi'.对每个控制顶点都按上述方法进行相应的调整后便得到新的单个面片.对于某些面积较大的NURBS曲面,且其u向和v向的基函数次数仅为一阶,由于其面片的控制顶点数目仅为4个,曲面形变后难以贴合网格模型,因此需要改变曲面结构模式,进行升阶处理.一般地,可将u向和v向的基函数次数升为三阶.3.2.2 面片剪裁线的重构面片剪裁线的重构是通过调整曲线的控制顶点的偏移量来实现的,控制顶点的偏移量的计算方法同上.如图4所示,将原始面片剪裁线的每个控制顶点pi按照计算的偏移量pipi'进行偏移便得到新的剪裁线,新的剪裁线便成为精确模面面片的边界线,如图5所示.3.2.3 面片拼接与曲面光顺由于原始模面面片和剪裁线的控制顶点的修正量都是微小的,且并不调整面片的权因子,对原始模面面片和剪裁线的拓扑结构也不作变化,因此面片与面片之间拼接起来很容易,面片之间可以实现较光顺过渡.另外,曲面的光顺也可以由CAD软件自动完成.4 算例鉴于凸模和凹模精确模面的重构方法完全一致,这里仅以凹模精确模面的重构为例进行计算.如图6分别为前舱内横梁设计模型及相应的拉延工艺数模(对称一半模型).该零件材料为DP500,根据材料所设置的仿真参数如下:读取仿真输出结果文件,获得仿真后零件的网格节点和厚度信息.将凸凹模网格模型中相同节点编号对应的节点的连线方向作为节点的法向量方向.对凹模的原始型面网格,按上述网格映射的算法进行节点偏移计算.计算后得到与零件厚度分布相适应的凹模精确网格模型,且与凹模原始网格模型具有相同的拓扑结构.图8中矩形框图为所指部位的局部放大图,其中在下面的网格模型即为所构建的凹模精确模面网格模型.将凹模精确模面的网格模型和凹模原始模面的网格模型进行偏差比较分析,如图9所示,能够清楚地看到考虑板料厚度变化后,板料减薄越明显的区域,凹模模面精确网格与原始网格之间的偏差值也越大,且此偏差值为负值,说明凹模模面的精确网格模型在原始网格模型的下方,板料整体呈减薄趋势.对比此偏差检测分布图与图7修边后零件的厚度分布图,图7中最大减薄和最小减薄区域的厚度分别为0.916 mm和1.174 mm,对应图9中最大偏差值和最小偏差值区域分别为-0.137 mm和-0.013 mm(此偏差为凹模重构后的精确网格模型相对原始网格模型的偏差,负号表示偏差所处方向在下;相应的凸模偏差值与此相同),将凹模和凸模重构后的精确网格模型相对原始网格模型的偏差值与拉延后零件的厚度值相加均接近零件设计厚度1.2 mm.另外对比图7和图9的等值线云图的分布情况也可以看出二者具有相同的分布,可知构建的精确模面网格模型达到了预期的效果.在凹模设计模型中将凹模型面以NURBS曲面形式抽取出来,获取各个面片的控制顶点及相应剪裁曲线的控制顶点,根据它们对应的最近节点的偏移量计算出各控制顶点的偏移矢量及偏移量,即可获得对应的精确模面的面片和新的剪裁线,如图10所示.最后在CAD软件中对精确模面的各个面片进行缝合和光顺处理后,即可获得适应零件厚度变化的凹模精确模面的曲面模型.将凹模精确模面的曲面模型和凹模原始型面的曲面模型导入CATIA比较两曲面模型的偏差,如图11所示,图中表明在板料减薄越明显的区域其偏差值也越大,最大偏差值为0.117 mm.通过对比图7 修边后零件的厚度分布图,在零件减薄最明显区域零件上表面与凹模之间的间隙为0.124 mm,而通过本方法该区域零件上表面与所构建的凹模精确型面之间的间隙可减小到0.07 mm,显然能大大提高模具的研合率.另外通过对比图7修边后零件的厚度分布和图9精确模面网格的偏差分析,偏差分布云图与板料厚度分布云图也基本一致,验证了本方法的有效性.5 结论本文以板料CAE仿真为基础,预测出冲压成形后零件的厚度变化,并将该厚度变化反映到汽车覆盖件拉延模具精确型面的设计当中,提出了一种汽车覆盖件拉延模具型面的精确构建方法.以前舱内横梁凹模型面的精确构建为例,通过凹模精确模面与原始模面的偏差分析表明:通过本方法所构建的模具精确型面之间的间隙能适应零件冲压效应带来的厚度变化,实现了在模具设计阶段提高模具的研合率、缩短了模具型面设计和模具调试周期的目标,对模具型面的精确设计具有重要的参考价值.参考文献[1] 史刚.汽车覆盖件拉延件设计\[J\].模具技术,2004(5): 35-39.SHI Gang. Drawn component design for automobile covering parts\[J\]. Die and Mould Technology, 2004(5): 35-39.(In Chinese)[2] 范瑞麟,陈军.考虑冲压变形历史的汽车结构件特性有限元分析\[J\].塑性工程学报,2009, 16(3): 18-23.FAN Ruilin, CHEN Jun. Automotive structure performance analysis considering the effect of stamping history\[J\]. Journal of Plasticity Engineering, 2009, 16(3): 18-23. (In Chinese)[3] 吴进强,江克洪,王健.门外板拉深模不等料厚加工\[J\].模具技术, 2012 (5):61-63.WU Jinqiang, JIANG Kehong, WANG Jian. Process of drawing mould for auto external front door panel with different material thickness\[J\]. Die and Mould Technology, 2012 (5): 61-63. (In Chinese)[4] 王义林,王耕耘,李志刚,等.模具型面优化设计方法的研究与实现\[J\].中国机械工程, 1995, 6(6): 53-55.WANG Yilin, WANG Gengyun, LI Zhigang, et al.Research and implementation of optimum design method for die face \[J\]. China Mechanical Engineering,1995, 6(6): 53-55. (In Chinese)[5] 夏国栋,徐栋恺,李细锋,等.基于数值仿真的汽车覆盖件冲压合模率测算方法与改进系统研究\[J\].材料科学与工艺,2010,18(S1):201-205.XIA Guodong, XU Dongkai, LI Xifeng, et al. A methodology for matchingrate calculation and modification of automobile panel dies based on numerical simulation\[J\]. Materials Science & Technology, 2010,18(S1):201-205. (In Chinese)[6] 龚志辉,李光耀,钟志华. 基于网格映射法实现修边线的精确计算\[J\].湖南大学学报:自然科学版,2008,35(12): 18-22.GONG Zhihui, LI Guangyao, ZHONG Zhihua. Realization of accurate calculation for trimming line based on grid mapping\[J\]. Journal of Hunan University: Natural Sciences,2008,35(12): 18-22. (In Chinese)[7] SARRAGA R F. Modifying CAD/CAM surfaces according to displacements prescribed at a finite set of points\[J\]. ComputerAided Design, 2004, 36(4): 343-349.[8] 施法中. 计算机辅助几何设计与非均匀有理B样条\[M\]. 北京:高等教育出版社,2005:435-438.SHI Fazhong. CAGD & NURBS \[M\]. Beijing: Higher Education Press, 2005:435-438. (In Chinese)[9] PIEGL L. Modifying the shape of rational Bsplines. Part 1: curves\[J\]. ComputerAided Design, 1989, 21(8): 509-518.[10] PIEGL L. Modifying the shape of rational Bsplines. Part 2: surfaces\[J\]. ComputerAided Design, 1989, 21(9): 538-546.[11] 朱心雄. 自由曲线曲面造型技术\[M\]. 北京:科学出版社,2003:152-167.。
激光冲击强化与渗氮工艺

激光冲击强化与渗氮工艺
激光冲击强化和渗氮工艺是目前应用广泛的表面处理技术之一。
激光冲击强化是一种通过激光辐照金属表面,产生高能量密度的脉冲,从而使表面产生塑性变形和残余压应力,从而提高材料的硬度、强度和疲劳寿命的方法。
渗氮则是将氮原子渗入金属表面,形成一层氮化物,从而提高材料的硬度和耐磨性。
两种工艺结合使用,可以进一步提高材料的性能。
例如,在机械加工刀具上采用激光冲击强化和渗氮工艺,可以大大提高刀具的使用寿命和耐磨性,从而降低生产成本。
在航空航天领域,激光冲击强化和渗氮工艺也被广泛应用于发动机叶片和涡轮叶片等关键部件的表
面强化处理。
虽然激光冲击强化和渗氮工艺已经得到了广泛的应用,但是仍然存在一些问题需要解决。
例如,激光冲击强化会产生高温和残余应力,可能会影响材料的微观结构和性能;渗氮工艺存在氮化物层的厚度不均匀和质量不稳定等问题。
因此,未来的研究方向应该是进一步提高工艺的稳定性和控制性,以及解决产生的负面影响。
- 1 -。
汽车覆盖件模具中常见材料及其热处理
汽车覆盖件模具中常见材料及其热处理胡彦固【摘要】In this text, introduce heat treatment of the general materials in automobile panel dies with actual work. gained a simple table which may provide help for automobile panel dies in daily maintenance for automobile panel dies.%结合现场实例,介绍了汽车覆盖件模具中常见材料及其热处理,最后形成一个简表,以期对汽车覆盖件模具的日常维护、保养有所借鉴。
【期刊名称】《模具制造》【年(卷),期】2011(000)010【总页数】4页(P89-92)【关键词】汽车覆盖件模具;常见材料;热处理【作者】胡彦固【作者单位】上海通用东岳汽车有限公司,山东烟台264000【正文语种】中文【中图分类】TG385.2;TG1621 引言要保证汽车覆盖件的质量,首先要保证覆盖件模具的质量,其影响是直接的,模具在使用时要承受较大的载荷,如剪切力、压力、弯矩等。
因此,其要求主要表现在:①高强度和高硬度;②高耐磨损性能;③高冲击韧性;④热处理工艺简单,淬透性好;⑤良好的机械加工性能;⑥价格便宜,市场供应方便充足。
模具必须有足够的强度和刚度,这是保证模具正常使用的前提;模具要有简单、合理、标准和安全的结构;模具要有精确的、耐磨的型面配合。
因此与一般模具相比,汽车覆盖件模具具有独特的特点。
鉴于以上特点,模具材料的选用要求就比较苛刻,而且其热处理要求也会比较高,随着汽车产销量的日益提升,这些特点会越来越明显。
2 汽车覆盖件模具中常见材料(1)碳素工具钢。
该钢种以铁元素为基体,以含碳量的数量产生各种牌号的钢种,常见的牌号有T8A、T10A等,碳素工具钢目前作为一个老的钢种,己逐渐被淘汰。
离子软氮化工艺在轿车上的应用
= 试验结果及讨论
1 .不同气氛对软氮化的影响
根据试验方案一 ,其试验结果如表2 所示 。
表2 不 同气氛对2 钢 、4 钢和4 C 钢 离子软氮化的影响 O 5 0r
试 验 材 料 表面 硬 度 HV . 。 2 钢 O 自 亮层 m 扩 散 层/ m a r 表面硬度H V。 4 钢 5 自 亮层 m 扩 散 层/ mm 表面硬度H . V。
一
种材料 来说 ,扩 散层的范 围基本相同 ,其 中
4 Cr 0 材料 的扩 散层深度低于 其余两种材料的扩
散层深 度 ,这是 由于铬 氮化物的 存在 ,导致渗
层硬度较高 ,而其又阻碍C、N的扩 散而 导致 渗 层较薄。
0 0PN况下进行离子软氮化试验 。其他条件同前。 . ka 8
7 4 — 5 6 —8 7 1 ~ l 8 9
6 0 — 6 0 —74 l ~1 O 3
3 不同时间对离子软氮化 的影响 .
Ra & n l壅 壁 er 却舭 苎 里 sc e 砌!
5 0C。为探索温度对离 子软氮化的影响 ,以丙烷/ 7 ̄ 氨气比为 28 /的气氛对2 钢 、4 钢和4 cr ,分别在50 0 5 0 钢 4 ℃、5 0 8 ℃、 60 0 ℃、6 0 、6 0 2℃ 4 ℃下各保 温 1 h . ,炉 内气压为06 5 .7~
值 ;三种 材料 白亮 层的变化趋势 也基本与表面
硬度的规律相同,在6 0C时达到最大值 ;对于 0 ̄
检验项 V I
不 同丙 烷 气 与 氨 气 混 合 比情 况 下 的 检 验 结 果
l9 / 28 / 37 /
同一种材 料来说 ,扩 散层厚度随 着温度的增加
而增加。
辉光离子渗氮在汽车模具表面处理的应用
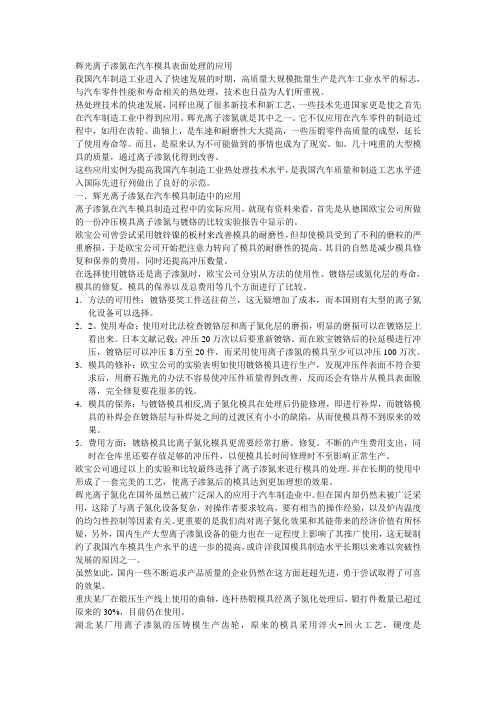
辉光离子渗氮在汽车模具表面处理的应用我国汽车制造工业进入了快速发展的时期,高质量大规模批量生产是汽车工业水平的标志,与汽车零件性能和寿命相关的热处理,技术也日益为人们所重视。
热处理技术的快速发展,同样出现了很多新技术和新工艺,一些技术先进国家更是使之首先在汽车制造工业中得到应用。
辉光离子渗氮就是其中之一。
它不仅应用在汽车零件的制造过程中,如用在齿轮、曲轴上,是车速和耐磨性大大提高,一些压锻零件高质量的成型,延长了使用寿命等。
而且,是原来认为不可能做到的事情也成为了现实。
如,几十吨重的大型模具的质量,通过离子渗氮化得到改善。
这些应用实例为提高我国汽车制造工业热处理技术水平,是我国汽车质量和制造工艺水平进入国际先进行列做出了良好的示范。
一.辉光离子渗氮在汽车模具制造中的应用离子渗氮在汽车模具制造过程中的实际应用,就现有资料来看,首先是从德国欧宝公司所做的一份冲压模具离子渗氮与镀铬的比较实验报告中显示的。
欧宝公司曾尝试采用镀锌镍的板材来改善模具的耐磨性,但却使模具受到了不利的磨粒的严重磨损,于是欧宝公司开始把注意力转向了模具的耐磨性的提高。
其目的自然是减少模具修复和保养的费用,同时还提高冲压数量。
在选择使用镀铬还是离子渗氮时,欧宝公司分别从方法的使用性、镀铬层或氮化层的寿命,模具的修复、模具的保养以及总费用等几个方面进行了比较。
1.方法的可用性:镀铬要奖工件送往荷兰,这无疑增加了成本,而本国则有大型的离子氮化设备可以选择。
2.2。
使用寿命:使用对比法检查镀铬层和离子氮化层的磨损,明显的磨损可以在镀铬层上看出来。
日本文献记载:冲压20万次以后要重新镀铬。
而在欧宝镀铬后的拉延模进行冲压,镀铬层可以冲压8万至20件,而采用使用离子渗氮的模具至少可以冲压100万次。
3.模具的修补:欧宝公司的实验表明如使用镀铬模具进行生产,发现冲压件表面不符合要求后,用磨石抛光的办法不容易使冲压件质量得到改善,反而还会有铬片从模具表面脱落,完全修复要花很多的钱。
一种汽车配件表面强化工艺[发明专利]
![一种汽车配件表面强化工艺[发明专利]](https://img.taocdn.com/s3/m/8121518c1ed9ad51f11df207.png)
专利名称:一种汽车配件表面强化工艺专利类型:发明专利
发明人:毛泽楠,毛明光
申请号:CN201810624453.X
申请日:20180616
公开号:CN108554755A
公开日:
20180921
专利内容由知识产权出版社提供
摘要:本发明申请公开了一种汽车配件表面强化工艺,它包括以下步骤:1)喷淋;2)抛光;3)气体渗氮;4)一次镀膜;5)喷涂釉料;6)二次镀膜。
将气体渗氮工艺用于汽车配件的表面处理,如汽车座椅、车身等材质大部分为金属板材的汽车配件,并深入汽车配件表层,从而改变表层的化学组成和组织,恢复并改善汽车配件表面硬度,防止氧化、生锈,提高寿命,具有非常好的应用前景,带来巨大的经济效益。
申请人:宁波明望汽车饰件有限公司
地址:315175 浙江省宁波市海曙区高桥镇红心村
国籍:CN
更多信息请下载全文后查看。
转载双层辉光离子渗金属热处理技术
转载双层辉光离子渗金属热处理技术[转载]双层辉光离子渗金属热处理技术00双层辉光离子渗金属热处理技术一双层辉光离子渗金属技术的发展及现状双层辉光离子渗金属技术由我国学者徐重教授所发明.此项发明于1981年通过省级技术鉴定,并于1985年5月以后陆续获得美国、加拿大、英国、澳大利亚、比利时、法国等多个国家的专利权,以及德国、日本、荷兰等国家的专利优先权。
该技术在国际上被称为XU-TEC或XU-LOYPROCESS,是中国大陆学者白1949年以来在美国获得的第一个专利权,并被国家科委及863计划列为国家高技术的重人关键技术项目。
此技术是我国首创并居于世界领先地位。
通过不断的实验研究,用双层辉光离子渗金属的方法,己经成功地将钨、钥、铬、镍、钦、铝、钒、担等多种元素渗入以钢铁或有色金属为基体的表层。
而且,也可以方便地进行钨------铝、铬------侣、铬------镍、钨------铝------铬------钒、镍------铬------铝等多元共渗,从而形成具有各种特殊性能的合金渗层。
在进行工艺实验的同时,理论上也进行了多方面的探讨研究,诸如渗层组织形成条件及其机制、渗层中合金元素扩散机制,不等电位空心阴极放电特性等,工艺应用方面进行了多种零件的试验,并取得了不少成果其中离子渗钨铝手用锯条的大批量生产工艺己完全成熟,并己建成了工业生产线。
该新型锯条己经达到当今先进工业国家普遍采用的高速钢锯条的切削性能要求。
其次,离子渗金属炉的设计制造也日臻完善。
双辉渗技术已逐渐趋于成熟。
二双层辉光离子诊金属技术的特点和其它常规的盐浴炉渗金属、气氛电离渗金属方法相比,双辉渗技术具有突出的优越性,主要表现在:①渗材金属选材非常广泛,可采用多种金属或合金,并可实现任意合金配比共渗。
因而其适应性好,应用范围非常广泛。
②处理过程中工件表面接受均匀的合金元素供应,因而渗层分布一致,深度、成份、结构及组织性能均匀,处理后的工件质量佳, 能够满足各种严格的质量要求。
NiTi记忆合金的辉光离子渗氮表面改性的开题报告
NiTi记忆合金的辉光离子渗氮表面改性的开题报告
一、研究背景和目的
NiTi记忆合金是一种高科技新材料,在医疗、航空航天等领域应用广泛。
然而,NiTi
合金的表面易受到磨损、氧化等因素的影响,其性能随之降低,制约了其应用的发展。
因此,研究表面改性技术,提高NiTi合金的表面性能具有重要意义。
离子渗氮是一种有效的表面改性技术,可增强材料的硬度、耐腐蚀性和抗磨损性,提
高材料的使用寿命。
本研究旨在利用辉光离子渗氮技术对NiTi记忆合金进行表面改性,分析表面改性对NiTi合金性能的影响。
二、研究内容和方法
本研究将利用辉光离子渗氮技术对NiTi记忆合金进行表面改性,并进行以下方面的研究:
1. 表面形貌和组成分析:利用SEM、XRD等手段分析表面的形貌和组成特征。
2. 微硬度测试:通过硬度测试仪对表面硬度进行测试,分析表面硬度的变化。
3. 腐蚀性能测试:通过腐蚀试验对表面的耐蚀性能进行测试,分析表面改性对NiTi合金的耐腐蚀性能的影响。
4. 磨损性能测试:通过磨损试验对表面的抗磨损性进行测试,分析表面改性对NiTi合金磨损性能的影响。
三、研究意义
本研究通过利用辉光离子渗氮技术对NiTi记忆合金表面进行改性,将提高NiTi合金的表面性能,增强其耐腐蚀性能、硬度和抗磨损性能,从而提高其应用领域的扩展性和
可靠性,具有重要的实际应用价值。
大型汽车覆盖件拉深模具的激光表面强化处理

第26卷第4期 应 用 激 光 Vol .26,No .4 2006年8月 A PPL IED LASER August 20063大型汽车覆盖件拉深模具的激光表面强化处理3温宗胤 冯树强 李宝灵(广西工学院机械工程系 广西柳州545006) 提要 本文介绍了使用激光表面强化技术对大型模具进行处理的工艺过程和达到的技术性能指标,并通过生产应用实例,介绍了模具激光表面强化处理的使用效果,证明该技术是解决大型模具表面硬化难题的有效途径。
关键词 模具 激光相变硬化 表面强化处理B i g auto m ob ile over -l ay i n g p i eces ’deep -draw i n g m old strengthened by l a ser surface trea t m en tW en Zongying, Hun Shuqiang, L i Baoling(D epart m ent of M echanical Engineering,Guangxi U niversity of Technology,L iuzhou 545006) Abstract The article points out technol ogy p r ocess of big mold using laser strengthened surface method ,als o including capabilitytarget which the technol ogy can get,thr ough app licati on instances in p ractice,it intr oduces the way’s using effects ,p r oducti on testify this technol ogy is a useful app r oach which s olves big mold surface hardening difficult p r oble m. Key words Mold Laser metall ography -change hardening Surface strengthening treat m en 在汽车制造业中,众多的车身板件是使用模具拉伸成型,随着我国汽车工业的迅速发展,这些零件生产批量越来越大,质量要求也不断提高,这就对所使用的模具的性能和寿命提出了更高的要求。
离子化氮气喷涂技术的应用

离子化氮气喷涂技术的应用李忠星;姚学民;康恩平;赵琳;孟昭辉【摘要】传统的涂料喷涂是用过滤的压缩空气作为涂料载体,改良型氮气喷涂系统则采用氮气替代原有的压缩空气.由于氮气是一种惰性气体,同时生成的氮气分子被离子化,该技术能够消除因空气喷涂所产生的诸多涂装缺陷,如针孔、橘皮等.这种通过特殊方式提取的高纯度氮气(95%,±2%,),能够不受原有供给空气中诸如粉尘、油、水蒸汽及其他化学污染物的影响.也就是说,当涂料通过喷枪时不会与涂料载体发生任何形式的反应.通过加热控制离子化氮气温度,极大减少外界环境对喷涂的影响.【期刊名称】《天津科技》【年(卷),期】2017(044)007【总页数】4页(P76-79)【关键词】应用化学;涂料性能;提高效率VOC排放【作者】李忠星;姚学民;康恩平;赵琳;孟昭辉【作者单位】天津科瑞达涂料化工有限公司天津300457;天津科瑞达涂料化工有限公司天津300457;天津天汽集团美亚汽车制造有限公司天津300380;天津科瑞达涂料化工有限公司天津300457;天津科瑞达涂料化工有限公司天津300457【正文语种】中文【中图分类】TG174.44当前,涂料广泛应用于各行各业,是现代社会不可缺少的产品。
不管是溶剂型涂料还是水性涂料,对大气、土壤、水都有一定的污染,对施工人员的伤害极大。
离子化氮气喷涂,在同等压力下(1.0bar),氮气喷涂速度为13m/s,而空气喷涂速度仅为7m/s,氮气喷涂速度比空气喷涂速度快一倍。
因此喷涂中需降低氮气喷涂压力,从而达到与空气喷涂相同的效果,压力降低减少了涂料反弹,且高纯度氮气喷涂中没有空气喷涂的湍流现象,减少涂料过喷,相比原有空气喷涂,提高了涂料上漆率,节省涂料和稀释剂,降低VOC排放。
由于氮气为惰性气体,无油无水不溶于任何溶剂,挥发速度快,不与涂料发生任何反应。
涂料雾化液滴小,涂料粒子分布排列更均匀。
加热氮气不仅降低了涂料粘度,还可去除工件表面湿气,促进了涂料表面流平,光泽度高。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
辉光离子渗氮表面强化技术在汽车拉延模中的应用
徐小清
(上海大众汽车有限公司冲压中心 上海 201805)
摘要:以桑塔纳轿车覆盖件拉延模为例,本文介绍了辉光等离子氮化技术在轿车拉延模大型面表面强化处理方面的应用,分析了该技术应用中的特点,最后给出了应用实例。
关键词:拉延模拉延模离子渗氮
1,引言
汽车覆盖件的冷冲模具,特别是拉延成形模具,由于工作条件较差,影响因素多,造成工作表面塑性变形失效和磨损失效,因而对其工作表面的强度、光洁度、硬度和耐磨性等都有较高的要求。
目前桑塔纳轿车覆盖件拉延模主要是德国和国内生产的。
德国模具成型部分的材料主要采用GGG70和GGG70L(德国牌号),属于球墨铸铁,这种材料的强度高、耐磨性好,表面具有良好的储油性能,基本可以满足冲压生产的要求,而国内生产的拉延模具其材料大都采用MoCr铸铁(球铁也仅在QT500以下,且球化效果不理想)等铸造后加工成形的,这种材料性能界于灰口铸铁和球墨铸铁之间,其耐磨性、硬度等指标都比较差,即使进行了火焰淬火等工艺的热处理,在工作一段时间,模具型面的磨损加大,其表面性能也会大幅下降,从而导致冲压件出现各种表面缺陷,例如拉毛、表面瘪塘等,必须对模具进行维修,严重影响了冲压的生产的质量和生产效率。
据统计,桑塔纳轿车覆盖件拉深模的在线维修中,由于型面问题的维修占据了近70~80%的维修时间。
因此目前对国内生产的拉延模都要求进行表面强化处理,以弥补材料性能的不足。
目前模具型面的表面强化方法有很多,例如电镀法、化学热处理、激光强化、喷丸处理等,其中有些方法还处于试验探索阶段,但有些方法已经成功应用于工程中,本文就介绍一种行之有效的热处理方法——辉光等离子氮化技术,该技术已经在桑塔纳轿车覆盖件模具得到应用,取得了较好的效果。
由于轿车覆盖件拉延模具有形面复杂、表面状况多变的特点,与合金类的小零件、小模具相比,在渗氮处理中有其特殊性,因此本文重点介绍了覆盖件的渗氮处理工艺。
2,辉光等离子渗氮技术简介
辉光等离子渗氮技术适用于含Cr、Al、V、Ti、Mo的低中碳结构钢、热作模具钢以及铸铁、不锈钢等材料。
离子氮化法是将处理的零件放在真空容器中,并充以130~1330Pa的低压含氮气体,以零件为阴极,炉壁为阳极,见图1所示。
当在阴阳极之间加上数百伏的直流电压后,两极间的稀薄气体被电离,从而产生辉光放电。
正离子向作为阴极的工件运动,电子飞向阳极,在电子运动的过程中,容器中的气体分子持续不断的被激发游离,产生了连续的电流,本来不导电的气体此时变得像导体一样,由于等离子的轰击,零件的温度开始升高,并维持在要求的工艺温度下,造成了二次电子发射、溅射和净化效应。
与此同时,气氛中经由不同渠道形成的高能量中型氮原子则与活化了的工件表面相作用,并被吸附、吸收向内部扩散形成渗氮层。
应该注意的是,根据待处理零件的材料、结构、尺寸的不同,选用不同的工艺,包括加温、压力、电流等。
辉光等离子渗氮技术具有四方面的特点:
(1) 渗氮速度快;
(2) 渗氮层组织容易控制、强度高、耐磨性好、脆性低、变形小;
(3) 适用于多种材料;
(4) 工艺温度范围宽(400~6500C)。
图1. 渗氮炉工作示意图和实物照片
3,拉延模的辉光等离子渗氮处理
拉延模上的主要工作表面包括压边圈、各种型面,工作过程中工作表面与板料之间的摩擦十分剧烈,因此对于新拉延模最好进行离子渗氮处理。
另外拉延模在使用一段时间后,模具的表面会产生较大的磨损,加之局部部位经过维修后,模具工作表面的整体性能下降,此时也需要进行表面处理。
目前,大部分桑塔纳轿车覆盖件拉延模具的材料为MoCr 铸铁,其辉光等离子渗氮处理工序如下。
3.1,去油处理
模具在使用一段时间后,模具上会有很多油污,同时模具的部分表面上有油漆,在渗氮处理前必须进行去
油处理,否则在渗氮炉中油污会汽化而影响渗氮效果。
去油处理是将模具加温至3000C,保存24~30h 后缓慢冷
却。
3.2,表面处理
模具表面处理包括几个内容:
表面难免出现各种砂眼和夹杂沙砾,必须将砂眼和沙砾清除干净。
模具表面在修理过程中可能会有一些低熔点的合金,例如铅化物,在热处理过程中可能出现汽化炸裂
的情况而损坏模具,因此必须清除低熔点合金。
渗氮处理的模具不能存在尖角部位,此时需要采取措施尽量消除,例如孔,下图是孔的处理。
3.3,渗氮处理
将处理好的模具放入渗氮炉中,见图1所示。
处理时炉内温度应保持在530~5500C,保温时间在50~60h
之间(一般保温时间随模具的大小有所变化),开炉后缓慢冷却。
这样处理后在模具表面会形成厚度约为0.3mm
的氮化铁合金层。
氮化曲线见下图所示。
图2. 渗氮处理前孔尖角的处理
图3. 渗氮工艺加温曲线
3.4,模具使用
模具氮化处理后其表面基本为灰色。
由于渗氮加工的变形量极小,氮化后的模具一般不需要进一步研磨处理。
正常生产时头几件零件的表面质量可能较差,废弃不用,随后即可进入正常生产。
与火焰淬火等工艺相比,辉光等离子渗氮处理具有渗氮层均匀可靠,强度高,耐磨性好的优点,但也存在局部渗氮困难、费用高、周期长的缺点。
4,渗氮处理应用实例
B2前纵梁零件的变形程度较大,板料厚(1.5mm),见下图所示。
图4.前纵梁零件
图5. 模具照片(凹模) 该零件的冲压成形采用表面未渗氮的模具,在其两侧形成了较严重的拉毛现象,模具的表面磨损十分严重,影响了冲压质量和生产效率。
本公司对模具进行了辉光等离子渗氮处理,使其模具表面硬度达到HRC40--45,渗氮后的模具如下。
根据生产统计,渗氮前生产18000件左右模具进行油光处理时间达760分钟,采用渗氮后的模具生产的冲压件基本消除了拉毛现象,生产17300件零件后未出现拉毛现象。
5,结论
上文简要介绍了桑塔纳轿车拉延模的离子渗氮工艺,并通过实例说明了该表面强化技术可有效提高MoCr 铸铁材料的表面性能,为同类型模具的表面强化提供了参考价值。
同时文中也介绍了辉光离子渗氮技术应用中的不足之处,因此在为拉延模选择表面强化方法时必须兼顾考虑材料、结构、技术要求、成
本等多方面的因素。
拉毛部位。