全位置管道自动焊接控制系统设计
管道全位置自动焊机的机电一体化设计及焊接工艺研究

自动焊接运行控 制过程 中,将 三轴 伺服 电机中的直流伺服 电机 机焊接运行过程 中的焊接运行控制需求 ,需要控制系统执行机 以及步进 电动机作为控制执行 单元 结构部分,通过 自动控制系 构 中的电动机设备惯性 以及转矩 、 启动等工作性能都 比较好 , 因 统中的光 电编码器对 于全位置 管道焊接 过程 中行走 电动机的运 此 , 在进行全位置 自动焊机控 制系统设计中, 多使用直流伺服 电 行速度信号、摆动电动机 以及提 升电动机的位置信号等进行检 动机作为控制系统行走机构的驱动电动机设备。此外, 结合全位
摘
要: 管道全位置 自动焊机是一种进行管道环缝 自动焊接应用的专用设备 , 在实际中的应用相对 比较广泛, 尤其是 随
着管道焊接工艺技术的提升以及 自动化技术的进步 , 管道全位置 自动焊机在 管缝焊接的实际应用中不仅越 来越广泛普遍 , 并
且还具有相对比较 突出的应用优 势。本文主要结合 国内外管道全位置 自动焊机的 自动控制 系统特征 。 结合全位置 自动焊机
无轨式大口径管道自保护全位置自动焊
装 现 场 全 位 置 自动 焊 是 该 课 题 的主 要 研 究 内容
维普资讯
・ 2・ 7
水 电施 工技术
20 0 8年第 1 ( 期 总第 5 期) l
1 0 m 。完成 上述 焊接 评 定 后 ,用 6 2 m 00m = 2 m的 S M T N 1 一 M 控 轧 钢 和 6 = 4 m 的 U IE5 0T C 5m
塞 焊枪 ,造成 焊接 中断或焊 接质 量缺 欠 。 12 相对 于 其 它焊 接 方 法 , 自保 护 全 位 置 .
质 量要 求 ,接头 机械 性能 稳定 。
自动焊 有 以下优 点 : ① 适合 于任 何位 置 的焊 接 ;② 解 决 了气 体 保 护 焊和 双保 护焊 在仰焊 位 易堵 塞焊 枪 的 问题 ;③
一
,
便 于偏远 地 区 的材 料采 购 和管 理 ;⑥ 操 作简
单 ,易于 掌握 ,生 产效 率 高 :⑦ 材料 的使用 效率 高 ,可达 8 % ;⑧ 焊缝 成型 美观 ,热 输 入量控 制 1 方便 ,易 于保证接 头质量 ;⑨ 焊接 电压低 ,节约
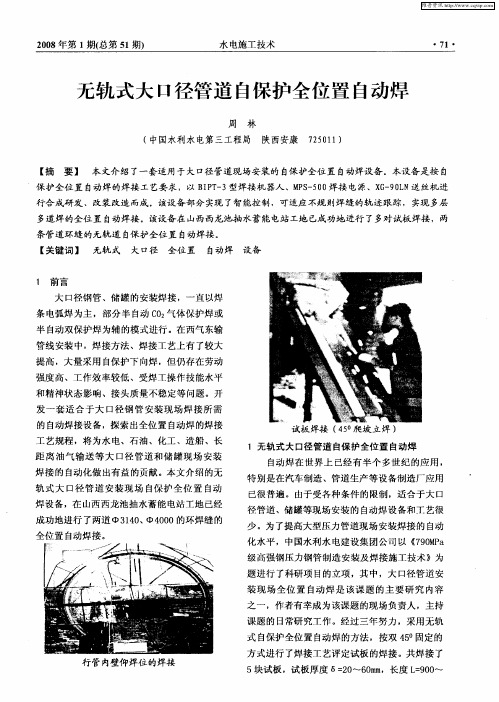
试板 焊接 ( 5爬 坡 立焊 ) 40
1无轨 式大 口径 管道 自保 护 全位置 自动焊
距 离 油 气 输 送等 大 口径 管道 和储 罐 现场 安装 焊 接 的 自动化做 出有 益 的贡献 。本文 介绍 的无 轨 式大 口径 管道 安 装 现 场 自保护 全 位 置 自动 焊 设备 ,在 山西 西龙 池抽 水蓄能 电站 工地 已经
压力钢管全位置自动焊机的研制与应用

1 全位置 自动焊 机 的主要研 制 内容 及其 实施方案
全位 置 自动焊 机研 制 主要包 括机 械 和 电气 控
制两大部分内容 , 二者均十分重要 , 任何一方面的
疏忽或设 计与制 造 不合 理 均会 导 致 整 机研 制 的失
败。
①大直径厚壁压力钢管的安装环缝组装难 以
1 1 2 爬行小 车 ..
⑦焊接 速度调节 ; ⑧设定 摆幅工作 方式下 始摆方 向选 择 ⑨设定 摆幅工作 方式 下 电弧纠偏 调节 ⑩焊 接行走小 车近控 与遥 控 其 电气控制原 理如 图 1 示 。 所
爬 行小 车 分 主 动驱 动 的行 走 小车 和 被动 行走 的焊枪 摆动控 制 车两 部 分。 它们 分 别在 底 板 下方 两侧各 有两对 互 成 6。 0的轴 承夹 紧轨道 边 缘 , 动 运 灵 活 可靠 。夹 持 轨 道 的两 侧 轴 承 轮 中的其 他 一侧 可以 通过螺 杆 和滑块 做横 向移动 , 以实 现小车在轨 道上 夹持与 拆卸 , 使小 车在轨 道上 装卸 十分方便 。
各 处 焊缝成形 基本 一致 。
摆机构及摆幅 自 适应坡 口宽度传感器结构设计 。
1 1 1 爬 行 轨 道 .
对 于铁磁性工 作 , 行 轨道 由不 锈 钢薄 板 、 爬 分 体 式齿块组 成的齿 条 和 固定 轨 道 于工 件 表 面 的永
・
9 ・
维普资讯
1 1 3 焊枪 摆 动机 构 ..
2 整机 主要 技 术参 数
小车 电源 :2V,0 z 20 5H ;
小车爬行 速度 : -4 0 m/ n 0 5 m mi; 焊枪摆 动幅度 : 一 0 m; 0 ±4 r a
焊枪 摆 动 机 构是 实现 焊 接 电弧 横 向运 动 的机 构 。本 系统 采 用 一 空 心薄 壁 不 锈钢 方 管 其 上 固 定有 条状 不锈 钢板 和齿条 作摆杆 , 杆端部 安装有 摆 焊 枪夹 紧和传 感 器 固定及 调 节 机构 。依 靠 摆 杆上 条状不锈 钢板 两 侧有 倒 角 的边 缘 与 安装 于立 板上
长输管道全位置自动焊接工艺分析

长输管道全位置自动焊接工艺分析摘要:在我国各类石油化工长输管道工程建设中,长输管道工程建设朝着“更长距离、更节能、更安全环保”的方向发展。
管道全位置自动焊具有焊接效率高、焊接质量高、劳动强度低等特点,已逐渐成为焊接施工的主要工艺。
文章针对长输管道全位置自动焊施工情况进行总结对比,形成不同管径和材质的性价比最优、操控性最强的管道全位置自动焊工艺选择。
关键词:管道全位置自动焊;根焊;性价比;一次合格率1.概述管道全位置自动焊是一种借助于机械、电气等方法,使整个焊接过程实现自动化、程序化的焊接施工技术,具有效率高、质量稳定、焊缝成形美观、劳动强度低、焊接速度快、焊接过程受人为因素影响小等优点,在欧美发达国家得到了广泛的应用。
而在我国各类石油化工管道工程中,管道全位置自动焊应用的比例相对较低,随着大口径、厚壁钢、高钢级长输管道的大量建设,管道全位置自动焊已逐渐成为我国管道施工的主要焊接方法。
本文针对目前国内施工的长输管道典型管径采用的管道全自动焊工艺及设备进行性价比分析,形成不同管径和材质的管道采用最优的管道全自动焊工艺匹配。
2.管道全位置自动焊工艺使用案例自2016年开始,中俄原油管道二线、陕京四线、中靖联络线和中俄天然气东线的开工建设,除中俄天然气东线(φ1422mm)正在建设中,其余三条长输管道已全部施工完毕。
已建设完毕的三条长输管道自动焊施工及工艺情况可以看出,管道全位置自动焊综合使用比例达到50%以上,根据目前长输管道焊接工程对管道全位置自动焊的使用要求,不仅可在主线路施工中进行应用,同时也可在支线管道进行大面积推广应用。
其一,提升工作效率,自动焊接技术的焊丝熔敷速度更快,进而缩短了焊工换条的时间,有效虽短工作时间达到原先的三到四倍。
其二,焊接质量更为稳定,通常意义上的管道焊接很大程度上受到技工水平的影响。
随着科技的气体的保护,在大口径厚管壁的施工作业上更能够保证工程质量。
其三,缓解施工现场工作强度。
海底管道铺设用全位置自动焊机械系统设计

动齿 轮轴 间通过 同步 带传动 。 驱动齿 轮轴 两端加 工
有 支 撑 轮 , 撑 轮 与 轨 道 侧 缘 配 合 用 以 保 证 驱 动 齿 支 轮 副 的 中 心 距 , 配 合 锁 紧 轮 锁 紧 焊 机 。 机 上 安 并 焊 装 两 套 驱 动 系 统 , 个 驱 动 齿 轮 轴 分 别 安 装 在 焊 机 两
作 业 的实 际 , 准 国 际上 G W 技 术 领域 的新 动 瞄 MA 向, 研制 开发适 用 于海管 铺设 用 的双焊 炬管 道全 位
置 自动 外 焊 机 势 在 必 行 。
两侧 , 四个 支 撑 轮 和锁 紧轮 配 合对 焊 机 进行 锁 紧 ,
锁 紧 焊 机 的 六 个 轮 子 组 成 一 个 三 棱 柱 , 图 2所 示 , 如
国 天 然 气 集 团公 司 设 计 应 用 于 P W3 0 A 0 0双 炬 管 道 焊 机 上 , 机 的 锁 紧 由 四 杆 机 构 和 偏 心 轮 联 合 作 用 焊
完 成 , 装 时 只 需 要 搬 动 位 于 焊 机 两 侧 的 锁 紧 手 柄 拆
图 1 焊 机 行 走机 构 示 意
管 道 焊 接所采 用 的内焊 机 根焊 方 案 , 备 投资 大 , 设 对 管 口组 对精 度要求 高 ; 表面 张力 过渡 气体 保护 半
自动 焊 (y ) s r根焊 方 案 还 有 待 进 一 步 完 善 , 量 和 质 效 率 问题 突 出【 因此 , 合我 国海底 管道铺 设焊 接 。 结
焊 机能沿轨 道作 平稳 的 圆周 运动 。 设计 时 主要 考虑
如 何 承 担 焊 接 小 车 的 质 量 , 何 驱 动 焊 机 稳 定 运 行 如
管道自动焊接技术方案应用研究

管道自动焊接技术方案应用研究2中石化江苏油建工程有限公司225100摘要:随着全球能源需求的增加,油气管道建设项目逐年增加,管道焊接质量是油气管道安全运行的保证。
管道自动焊接技术不仅提高了焊接速度和效率,而且具有稳定的焊接质量,消除了许多人为干扰因素,提高了一次性焊接的合格率,降低了焊接人员的劳动强度,具有良好的焊接位置力学性能和均匀美观的焊接,并在一定程度上节约了焊接成本。
该自动焊接技术在大直径、长距离、高钢材质量和厚壁油气管道焊接方面具有其他优势。
本文主要分析管道自动焊接技术方案应用。
关键词:管道焊接;自动化;技术方案引言如今我国的社会经济建设正逐渐过渡到平稳阶段,社会整体经济实力在不断上升,人们的整体消费实力也在呈现出明显的上涨变化。
然而日渐转变的市场经济体制和人们不断上升的消费需求,却对我国的能源行业发展带来了巨大的挑战。
我国的自然能源比如油气资源的消耗量逐渐增大,资源储备量逐渐减少,现存资源已经很难满足明显增加的能源需求量。
1、管道自动焊接技术20世纪90年代以来,中国一直致力于自动焊接设备的研究与开发,以及配套技术的开发与建设。
中石油管道局先后研制出了PAW2000型单焊机自动焊接装置和PAW3000型双白焊机自动焊接装置,还研制出PFM系列管道端头成形机、PPC系列气动内部对准装置、PPC-C系列铜线机内部对准装置、PIWIS系列自动管壳焊接装置等自动焊接装置。
,在东西天然气管道和中俄石油管道中使用。
为了满足高质量大口径油气管道的焊接要求,中国不断引进先进的国外焊接技术和设备,重视自动焊接设备的现代化,提高管道自动焊接的技术水平。
国外管线的自动焊接技术发展较早,技术设备比较成熟。
来自美国的CRC公司是一家国际知名的管道焊接设备制造商,它开发了一种自动多火炬管道焊接系统。
到目前为止,全球焊接管道的累计长度已超过35000公里。
奥地利的弗洛纽斯、法国的SERIMAX、意大利的PWT等开发的自动管道焊接系统已在管道施工中应用于各国。
长输管道全位置自动焊技术应用
土 、油污 、 锈 等 污 垢进 行 清理 ,直 到呈 现 金属 光 泽 为止 。 铁 第 二 ,管 口 修 整 、组 对 及 焊 接 管 道 的 安 装 。由于 管 口 的 坡 口角 度 、钝 边 厚 的 硬 度 过 硬 会 造 成 轨 道 的 损 伤 , 以 所 在 焊 接 作 业 时 要 求 对 坡 口角 度 和 钝 边 厚 度 、管 口椭 圆 度 、
全 位 置 自动 焊 接 技 术 是 现 今 国 际 管 道 施 工 中 比 较 先
进 的 施 焊 工 艺 ,其 工 艺 过 程 就 是 将 管 道 固 定 不 动 ,焊 接 小 车 带 动 焊 枪 沿 轨 道 管 壁 转 动 来 实 现 管 道 的 全 位 置 自 动
焊 接 。全 位 置 自动 焊 接 装 置 主 要 由 焊 接 小 车 、行 走 轨 道 、
整焊机 的焊枪位 置和角度 ,然后根据现场 焊接的要求 ,通 过输入器将焊接参数输入到计算机中。
第 四 ,焊 接 。启 动 焊 接 按 钮 ,焊 机 就 会 沿 着 焊 接 轨 道
第二 ,保证质量 。由于药芯焊丝 和气体 的保护 ,使得
焊 道 成 型 好 ,缺 陷 少 ,焊 接 质 量 也 不 再 受 焊 接 工 人 的 技 术 水 平 限 制 ,可 以获 得 优 良的 焊 接 质 量 ,特 别 是 在 大 口径 、 大壁厚的管道上表现显著。 第 三 ,降 低 工 人 的 劳 动 强 度 。在 焊 接 过 程 中 ,焊 接 稳
21. o中闯高新技 012 0
63
三 、长 输管道全 位置 自动焊技 术的应用
对管道 实现 全位置的 自动焊接 施工 了。焊接 工人 只需 在旁
监 视 ,对 焊 接 过 程 中 出现 的断 弧 、跑 偏 等 采 取 停 机或 纠 正 措 施 ,待 焊 接 工 序 完 成 后 ,拆 卸 焊 接 装 置 ,并 对 现 场 进 仅降 低了工人的 劳动 强度 ,还 改 善了工人的劳动 环境 。
示教式焊接跟踪全位置管道焊机的研制
教存储系统和实际焊接时焊枪横 向位置 自动控制系统。
2 管 道 焊机 焊 接 轨 迹 的 示教 和 示 教 点信 息存 储 系统
的基本 原理
管 道焊 机焊 前 一 般 均 需 进 行 行 走 机 构 的调 整 , 以 便观 察 和确 定 轨 道 的安 装 、 定 位 是 否 使 焊 枪 在 允 许 的
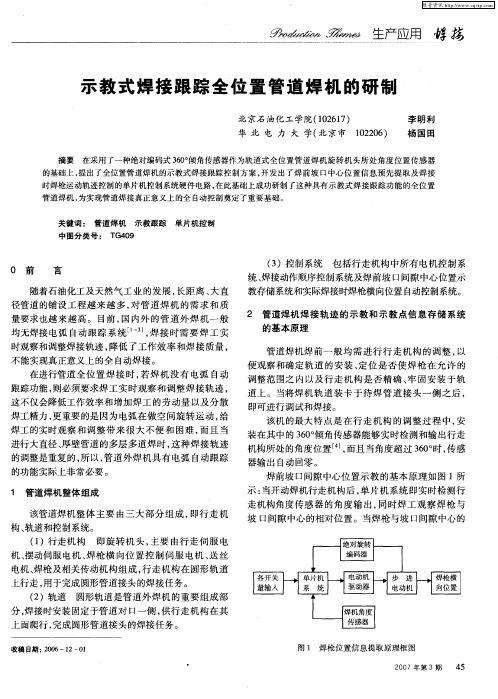
图1 焊枪 位置信息提取原理框 图
2 0 0 7年 第 3期 45
维普资讯
维普资讯
维普资讯
俘 掳 生产应用
制 部分 的控 制 程 序 , 这 种 控 制 系统 不 但 适 用 于 管 道 的 C O 焊接 , 也 适用 于 管道其 它 方法 的焊 接 。
的功能 实际 上非 常必要 。
装在其中的 3 6 0 。 倾角传感器能够实时检测和输出行走 机构所 处 的角 度 位置 J , 而 且 当角度 超 过 3 6 0 。 时, 传 感 器输 出自动 回零 。
焊前 坡 口间 隙 中心位 置 示 教 的基 本 原 理 如 图 1所 示: 当开 动焊 机行 走机 构 后 , 单 片 机 系统 即实 时检 测 行
维普资讯
示 教 式 焊 接 跟 踪 全位 置 管 道 焊 机 的研 制
北京石油化工学院( 1 0 2 6 1 7 ) 华 北 电 力 大 学( 北京市 1 0 2 2 0 6 )
摘要
李明利 杨国田
在采用 了一种绝对编码 式 3 6 0 。 倾 角传感器 作为轨道式 全位 置管道焊 机旋转 机头所 处角度 位置 传感器
1 管道焊 机整体 组 成
该管道焊机整体主要 由三大部分组成 , 即行走机 构、 轨道 和控 制系 统 。
( 1 )行 走机 构 即旋 转 机 头 , 主要 由行 走 伺 服 电 机、 摆动 伺服 电机 、 焊 枪 横 向位 置控 制 伺 服 电机 、 送 丝
管道施工过程中P600全位置自动焊接的质量控制
就要求 气体 的纯 度 必需 满 足 要 求 。对 于 混合 气 体 , 由 于氩气越 少 , 接过程 中 的飞 溅就 越 多 , 易产 生夹 渣 焊 容 缺陷, 而二氧化碳 越少 , 容易 产 生气 孑缺 陷 。同时 由 越 L 于氩 气远 比二 氧 化碳 气 体 贵 , 因此 在 工 程 中要 严 格 控
21 0 0年 第 8期 4 5
收稿 日期 : 0 9—0 0 20 5— 8
俘 搭 生产应用
表 2 焊 接 工 艺参 数
2 焊 接质量 影响因素 分析
电弧 电压对 焊缝金 属熔深 也 有一 定影 响。焊接 中会发
现焊缝 金属不 能覆 盖到焊 道 两个 边缘 , 其原 因 , 究 是焊
中 图分 类 号 : T 5 . G4 7 6
焊
O 前
言
分 析 和研究 管 道施工 过 程 中影 响 全 自动 焊 接质 量 的 因 素 非 常重要 。
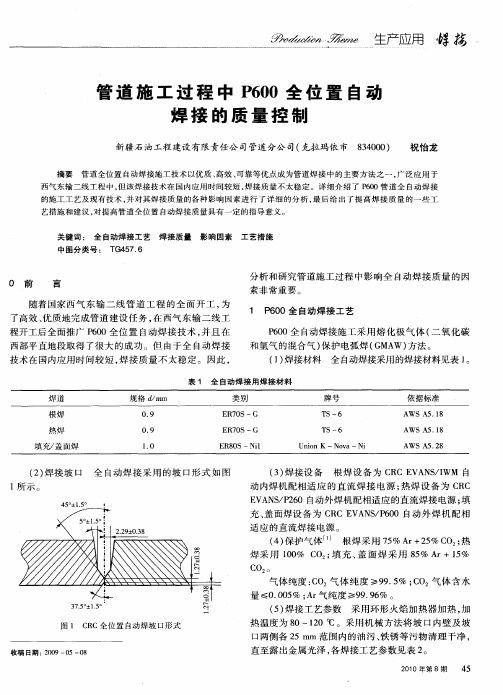
1 P0 6 0全 自动焊接 工艺
随着 国家西 气 东输 二 线 管 道 工 程 的全 面 开 工 , 为 了高 效 、 质地 完成 管道 建 设 任务 , 优 在西 气 东 输 二线 工 程开 工后全 面推 广 P 0 6 0全 位 置 自动 焊 接技 术 , 且 在 并 西部 平直 地段 取得 了很 大 的 成功 。但 由 于全 自动焊 接 技术 在 国内应用 时 间较 短 , 接 质 量不 太 稳 定 。 因此 , 焊
CO2 。
根 焊 采用 7 % A +2 %C 2 热 5 r 5 O;
焊 采 用 10 C 填 充 、 面 焊 采 用 8 % A 0% O ; 盖 5 r+1 % 5 气 体纯 度 : O 气 体 纯 度 ≥9 . % ; O C 9 5 C 气 体 含 水
基于PMAC的管道全位置焊接自动控制系统

Ke r s P C; d s C;l p s i edn ; t fc e e c i n a y wo d : MA i ut P a - o io w lig i e a eb t nma hn a d m n n r y l tn n r we e
刖 昌
该 机 由焊接 小 车 和轨道 、 制 系统 、 丝 系统 3 控 送 部 分组 成 。 接小 车 由行走 机构 、 焊 摆动 机构 和提 升 机 构组 成 。 轨道采用分瓣 式刚性 圆轨 , 易于安装 拆 卸 , 其 上 加工 有一 圈齿 环 。 焊接 小 车携 带焊 枪 , 过行 走 电 通 机 输 出 轴端 的齿 轮 与轨 道 上 的齿环 啮合 , 沿刚 性 导 轨做环形运动 , 进行环焊缝 的焊接 。 送丝盘及送丝 电机 通过连 接杆连接在 焊接小 车上 , 与小 车一起做 环形 运 动。 圆轨与 待焊 管道通 过一 组 长螺 杆定 位 , 同一 轨道 通过更换螺 杆长度 可焊不 同直径 的管道 。 当焊接大 口 径厚壁管道 时 , 为使 焊缝 两侧熔透 , 成形美 观 , 需要 焊 枪 左 右 摆 动 , 能在 焊 缝 两 端 及 中 间 停 留 , 连 续 并 在 多 层 焊 时 , 焊 完 一 层 , 升 电 机 自动 将 焊 枪 提 升 每 提
-0 23 3
y
— j j
- 0 2
Au o a i o to y t m o i ei e l p sto l i g b s d o t m tcc n r ls se f rp p l sal o i n wed n a e n PM AC n i
Absr c : id o uo t o to y tm o ieie l p st n w lig i d v lp d i re n ra e teme h nst n ta t A k n fa tmai c nrls se frp p l sal oi o edn s e eo e n od rt ice s h c a iai c n i o o
管道全位置自动焊机(磁吸式)

管道全位置⾃动焊机(磁吸式)
管道全位置⾃动焊机(磁吸式)
产品型号:PAAWM-00Aa
适⽤管径:≥DN100
性能特点:
1.全位置⾃动焊机是适⽤于长输管道或安装现场的固定焊缝填充盖⾯焊接;
2.全位置⾃动焊机是碳钢管道焊接时⽆需轨道,磁轮吸附在管⼦上⾃动爬⾏;
3.全位置⾃动焊机可以⼩车旋转速度⽆级调速;焊枪可沿管⼦轴向进⾏线性摆动;
4.全位置⾃动焊机的焊枪可沿管⼦轴向进⾏⾓度调节;焊枪可垂直于管⼦轴向进⾏⾓度调节;
5.全位置⾃动焊机的焊枪可沿管⼦径向进⾏上下距离调节;标配HiArc M500A焊接电源;
6.全位置⾃动焊机可以实芯焊丝+混合⽓体向下焊焊接,药芯焊丝+混合⽓体向上焊焊接。
7.全位置⾃动焊机可以磁吸爬⾏,⽆需轨道、⽆线摇控、参数实时调节
8.实芯焊丝向下焊接,药芯焊丝向上焊接
9.适⽤于现场焊⼝
公司⾃主研发设计⽣产的全位置⾃动管道焊接机器⼈系统,可代替⼿⼯电弧焊的焊接动作,⾃动完成焊接动作。
焊缝内在成形均匀、表⾯美观,可解决⼿⼯焊成品率低、焊接作业速度慢等问题。
注意事项:
1.⾄少每天⼀次清理⼯作场所,避免杂乱堆积,影响设备的正常运转;
2.⾄少每天⼀次检查电⽓箱、控制箱、控制盒、分线盒等是否受湿;
3.⾄少每周⼀次检查接地线完整性、限位开关⼯作正常性,以保障设备⽣产安全;
4.⾄少每周⼀次擦试设备外表⾯,确保设备外观整洁;
5.⾄少每周⼀次检查电线电缆,确保⽆线头脱落、触头磨损、线缆破损、元器件损坏现象;。
管道自动焊接技术方案应用研究
管道自动焊接技术方案应用研究摘要:近年来,随着我国现代化的推进,管道自动焊技术也越来越成熟,已广泛应用于燃气管道、长输油气管道、工业管道等多个行业。
随着人工成本的增加以及工业管道安装要求的不断提高,管道自动焊以其焊接效和质量的稳定备受关注。
关键词:管道焊接;自动化;技术方案引言传统管装焊接作业在现场一般都是手工焊接作业,自动化程度较低,由于现场工况复杂,自动化设备的引入难度较大。
我司结合现场需求和具体工况,通过定制设备,改进工艺参数以及大量试验,确定了最优方案。
1、管道自动焊设备介绍管道自动焊设备使用先进的计算机运动控制技术,实现焊接工艺参数的连续变化,设备主要包括控制系统、焊接电源、焊接小车、保护气四部分。
管道自动焊设备采用DSP数字信号处理器为核心控制器,可以及时响应控制需求,快速完成信号的处理运算。
设备采用硅整流或逆变电源作为焊接电源,焊接小车的行走电机和送丝电机采用伺服电机,通过带有正交编码器以实现位置和速度的反馈,保证准确的位置定位精度和速度精度。
焊枪摆动和高低位置的调节采用步进电机,保证摆动宽度、停留时间和高低姿态的控制精度。
保护气采用纯氩,焊接方式采用上向焊,用户焊接工艺参数的输入、修改和存储可以直接通过触摸屏用户界根据实际需要进行调节。
随着自动焊工艺的不断发展,为了适应特定的焊接需求,管道自动焊装备经过不断的科技更新,具备了用于根焊、下向焊填充盖面及上向焊填充盖面焊能力。
管道自动焊设备有以下特点:(1)采用强弱电分离和抗干扰设计,使系统运行稳定、可靠。
可视化人机界面实现了焊接参数修改、存储的便捷,参数输出转化数据数值准确,可控精度达到0.1毫米。
(2)采用角度传感器,在焊接时可在环焊缝任意位置进行参数固定。
(3)R形齿孔传动。
将连接头上的定位销插入另一个连接头的定位孔中,然后螺纹副将轨道接头实现无缝对接,保证焊接小车焊接过程行走平稳,电弧更加稳定。
(4)全方位跟踪工艺。
实现坡口宽度范围内焊枪姿态的全过程检测与精准调节,降低了操作频次,提高了工作效率。
全位置管道自动焊接控制系统设计

与 电弧电流之 间的关 系 , 为焊接 电弧 的静 态伏安特 陛, 称 简称伏 安特 眭 或静特 陛。 1 . 流电弧 的特点 。焊接电流周期 性过零 , 2交 电弧存在 着熄灭 和再 引燃 问题 。 证 电弧稳定 和可靠 的再引燃 是交 流弧 焊电源 的关 键任务 。 保 为 了实现 车旋转驱 动电机 同轴 安装一 个光脉 冲发生器 ,焊枪焊接 1 . 3非熔 化极焊接 电弧 负载特 性。非熔化 极 电弧 焊接 (I Pa— 的焊接空 间位置 准确 的检测 ,通过 检测 的脉冲数 的空间周长 获取位置 TG和 l s m) a, 在焊接 过程 中电极不 熔化 , 也没有金属 熔滴过渡 。由于没有熔滴 过 信 息 。在进行 全位置 管一 TG焊接时 , 定格 的轨 道管 固定 在管道上 管 [ 在 渡和 飞溅问题 , 对 电源的动态 性没有要求 。稳定 焊接 电流是关 键 , 的焊接小 车轨道 车沿焊枪旋 转 。分 为一定数 量 的相应 位置上 由程序员 因此 常采用 恒流外特 l 生的电源 。 设 定 的焊 接参数 ,由微处理 器根据 平稳规 范参数 曲线 的形成 一定 的经 1 熔化极 焊接 电弧 的负载特 陛。熔 化极 电弧焊 , 为电极 的焊 丝 营模式 , 4 作 并填写相应的存储单元使用的整个圆周节。焊接操作过程中, 不断熔 化并过渡到焊 接熔池 中去 。由于电极熔化 和熔 滴过渡 , 和弧 微 处理器 检测焊 枪周 长不 同 的空 间位置 , 据调整相应 的脉 冲电流 , 弧长 根 脉 压都会 发生周期性波动 。 保证 电弧稳 定 , 要 弧焊电源外特 『要和送丝 系 冲电流时间, 生 基值电流的大小, 基极电流大小的规格参数曲线时间和电 统相 匹配。 化极焊接 电弧是—个变化 极快 的动负 载 , 要对弧焊 电源 流增量和衰 减时间 , 熔 需 实现平稳 调整 的规格 参数 。 的动态 特 『提 出要求 。 焊电源 的外特 陛是指在规 定范 围内, 电源 生 弧 弧焊 3系统硬件结构 稳态输 出电压 u 与输 出电流 I 的关 系 。即在 电源 参数 叵定 的条 件下 , y y 全位 置管道 自动焊 接控 制系统 的硬 件组 成有 : 括键 盘 、 示器 、 包 显 改变 负载 ,电源输 出电压 与输 出电流之 间的关系 。又称为 电源的静 特 光 电隔离系统 、O接 口电路 、 时计数接 口。 Y 定 脉冲发射器 等。 控制系统 总 性。 体 结构如 图 2 示。 所 1 - 5弧一 源系统的稳定性 。无干扰 时 , 能在给定 电弧 电压和 电流下 , 其 中 , 系统外特 『 对 生曲线各 区段 的分析包括 ,1工作 区段 : 了 () 反映 保证 电弧 的稳定 燃烧 , 保持静 态平衡状态 。当受 到瞬时 干扰时 , 系统 系 外 特 陛曲线 的具 体形状 。2空载点 : 定 了电源 的空载电压 。3短路 区 () 决 () 统 的平衡状 态被破 坏 , 电弧 电压 和 电流发 生变 化 ; 当干扰 消失后 , 统 段 : 映了 曲线形状 和短路 电流值 。( ) 拖拐点 : 工作段进 入外拖段 系 反 4外 从 能够 自动恢 复到原 来的平 衡状态或者 达到新 的平衡 状态 。 的转 折点 。外特 眭曲线如 图 3 所示 2数字式控制 的弧焊 电源 弧焊电源的发展与焊接技术 、工业技术和科学技术的进步密切相 关。 近几十年来, 计算机技术、 自动控制技术得到了高速的发展。 这种发 展趋 势从 理论 和 实际 工程 两方 面 积极 推动 了弧 焊 电源 控制 技术 的进 步。 弧焊 电源控制技术经 历了 由粗放型 向商 眭能精确 控制 的转变 , 发展 速度 日 月异 。 目前 , 新 已出现 了多种 型式 的电子孤焊 电源 、 冲弧焊 电 脉 源、 商陛能逆变弧焊电源和矩形波交流电源等 , 并且通过应用现代控制 理论 和技 术 ,实现 了狐焊 电源任意 外特性 的控制 与切 换 、动态 特 『控 生 制 、 过渡波 形铰 制 、 参数 的一 元化 控制 等功 能 , 而大 大促进 镕滴 焊接 从 了焊接 技术 的发 展 。弧焊 电源 的控制 方法有 多种类 型。按控制 装置来 分, 主要有 机械式控 制 、 电磁式 控制 、 式控制 和数字式 控制 ; 电子 按控制 方法来 分 , 有 P 主要 m控制 、 自适应 控制 、 糊逻辑 控制 、 模 人工神 经 网络 控制等 ; 按控制 内容来 分 , 外特性 控制 、 性控 制 和焊接 过程 程序 有 动特 控制等 。 数字 式控制 的弧焊 电源是在 电子式 控制 的弧 焊电源的基础上 , 以单片机 、 数字信号处理器 ̄ S9嵌入式 A M微处理器为核心对弧焊 D r、 R 电源的 电流 、 和波形进行 全方位 的控制 。当前 应用效果较 为广泛 的 电压 微处理 器有 如下几 种 : 位和 1 位 的单片机 ;S 8 6 D P数字 信号 处理 器 , 美 国 T 的 T 3 0x 系列 和 3 位 的嵌 入式 A M微处理器 。 I MS2 2x 2 R 3全位 置管道 自 焊接控制原 理 动 进行全位置管— 管焊接时, 由于液态金属处于不同焊接位置的熔池 中, 其作用极随之改变。 所以需要在焊接的过程中相应的调整电弧的功 率 才能使金属 管完全焊透 , 出现焊缝 。因此 , 现全位置 管一 且不 实 管焊接 统监 控 , 执行模 块完 成 系统 自检 , 始化 、 操作 键盘 和接 口的 统筹 初 通过 的主要技 术关键在 于如何 控制好金 属熔他 。通过精确控 制 电弧 能量及 程序 , 使系统与程序员得以交流。() 2系统功能模块的实现, 包括形成预 其分布 , 对熔池体积和形状进行精确的控制 , 从而实现全位置管一 管焊 控参 数 、 拟合焊接规 范参数 曲线 。 常采用线性 拟合算法对焊 接规范参 通
机械制造及自动化专业毕业论文--管道外圆自动焊接机结构设计
摘要管道运输是油气运输中最主要、最快捷、经济、可靠的方式,可用于输送水、原油、天然气、成品油等,具有输量大、距离长、安全性高、成本低等优点,在各国发展迅速。
管道运输业的主体是管道,管道工程的核心工作是管口的焊接。
因此研究高效率、性能可靠的管道全位置自动焊接机具有十分重要的意义。
为解决管道建设野外作业的自动化焊接的难题,研制了一种导轨式管道焊接机器人,其关键技术包括:研制新型的行走机构、焊枪摆动机构、及机器人轨道、焊枪机械手。
介绍了导轨式焊接机结构的设计和焊接机控制,着重对其结构特点、动作原理、设计要点进行设计分析和说明。
现场应用表明,该机器人能沿导轨平稳、可靠的行走,进行管道外圆全位置焊接,其操作简便,成本低,适合我国现场施工作业及工人的技术水平,既保证了焊接质量,又提高了劳动效率。
关键词:轨道式焊接机;结构设计;管道;机械手AbstractPipeline transportation is the most important, quickest, economical and reliable method in petroleum transportation. It can transport water, crude oil, natural gas, oil product etc.It has a number of advantages: high transmission volumes, long distance, safety and cost-effectiveness, which is rapid developed in all the world. The subject of pipeline transportation is pipeline; the core of pipeline project is nozzle welding. So, it has very important significance to develop high efficient and reliable performance pipeline all-position automatic welding machine.An orbit pipeline welding robot has been developed to solve the problem of automatic welding during pipeline construction in the fields. Its key techniques consist of developing a new type of travel unit, welding torch as cillating unit, robot orbit and intelligent control system etc. The development work of the orbit pipeline welding robot mechanic system is introduced in the paper. The main illustration is about the system's structure,action principle,key points of design and machining technies and verifying calculation for selecting reduction gearbox with the wire feeder motor and the diameter of the wire-feed wheel. The application in fieldwork shows that the robot can trave1 along the orbit stably and reliably and carry through all-position welding. The welding is easy with low cost that is fit for fieldwork and worker in our country,guarantees the welding quality and improve working efficiency.Keywords:Orbital welding machine ;construction design ;pipeline;Manipulator目录摘要 (1)Abstract (2)1. 绪论 (5)1.1课题背景及研究意义 (5)1.2管道外圆自动焊接机的发展及应用 (5)1.2.1焊接机器人的发展历程 (5)1.2.2焊接机器人国内外应用现状 (6)1.2.3焊接机器人技术展望 (8)1.3管道外圆自动焊接机的研究现状 (8)1.3.1管道外圆自动焊接机国外研究现状 (8)1.3.2管道外圆自动焊接机国内研究现状 (9)2.管道外圆自动焊接机总体结构设计 (11)2.1自动焊接机总体要求和技术指标 (11)2.2 自动焊接机总体方案的确定 (11)2.3管道外圆自动焊机的设计基本思路 (12)2.4小车行走机构 (12)2.4. 1 基本工作原理 (12)2.4.2 行走机构车体设计要点 (13)2.4.3 行走机构滚动组件的设计要点 (13)2.5 焊丝送进机构 (14)2.6 焊枪摆动机构 (15)2.7 焊接轨道 (15)2.8行走机构的设计计算 (16)2.8.1 等效负载转矩计算 (17)2.8.2 等效转动惯量的计算 (18)3 焊接小车行走机构的机械传动 (19)3.1 电机的选择 (20)3.2 减速器的结构及传动比 (21)3.3 送丝机构的机械传动 (21)3.3.1 送丝电机的选择 (21)3..3.2 减速器 (23)3.4 焊枪姿态调整机构的机械传动 (23)3.4.1 电机的选择 (23)4. 结论 (25)参考文献 (26)致谢 .................................. 错误!未定义书签。
基于PMAC,ARM单弧双丝管道全位置自动焊接控制系统设计
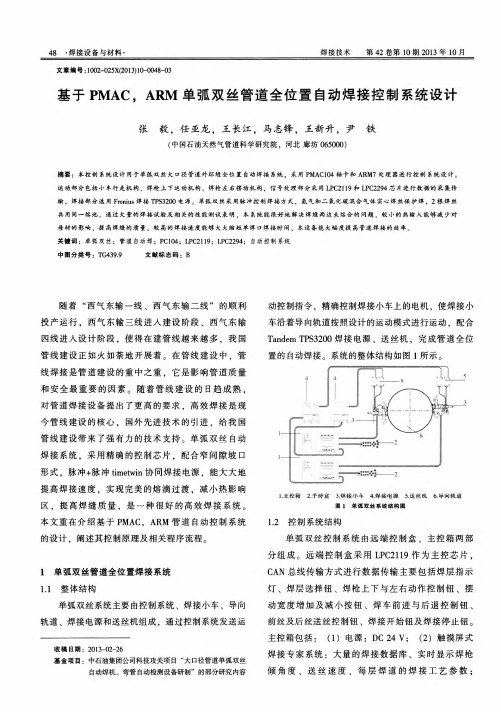
48焊接设备与材料焊接技术第42卷第10期2013年10月文章编号:1002—025X(2013)10—0048—03基于PM A C,A R M单弧双丝管道全位置自动焊接控制系统设计张毅,任亚龙,王长江,马志锋,王新升,尹铁(中国石油天然气管道科学研究院,河北廊坊065000)摘要:本控制系统设计用于单弧双丝大口径管道外环缝全位置自动焊接系统,采用PM A C l04轴卡和A R M7处理器进行控制系统设计。
运动部分包括小车行走机构、焊枪上下运动机构、焊枪左右摆动机构,信号处理部分采用L PC2119和L PC2294芯片进行数据的采集传输,焊接部分选用Fr oni us焊接T PS3200电源。
单弧双丝采用脉冲控制焊接方式,氩气和二氧化碳混合气体实心焊丝保护焊,2根焊丝共用同一熔池。
通过大量的焊接试验及相关的性能测试表明.本系统能很好地解决焊缝两边未熔合的问题,较小的热输入能够减少对母材的影响,提高焊缝的质量,较高的焊接速度能够大大缩短单焊口焊接时间,本设备能大幅度提高管道焊接的效率。
关键词:单弧双丝;管道自动焊;PC I04;L PC2119;L PC2294;自动控制系统中图分类号:T G439.9文献标志码:B随着“西气东输一线、西气东输二线”的顺利投产运行,西气东输三线进入建设阶段、西气东输四线进人设计阶段.使得在建管线越来越多.我国管线建设正如火如荼地开展着。
在管线建设中,管线焊接是管道建设的重中之重.它是影响管道质量和安全最重要的因素。
随着管线建设的日趋成熟,对管道焊接设备提出了更高的要求,高效焊接是现今管线建设的核心。
国外先进技术的引进,给我国管线建设带来了强有力的技术支持。
单弧双丝自动焊接系统,采用精确的控制芯片,配合窄间隙坡口形式.脉冲+脉冲t i m et w i n协同焊接电源。
能大大地提高焊接速度,实现完美的熔滴过渡,减小热影响区,提高焊缝质量,是一种很好的高效焊接系统。
A-305全位置自动焊接系统介绍 - 2018(1)
1219*22
内焊机+双焊炬
1422*22/25. X80 7/30.8
914*28 X65 单焊炬自动外焊机
内焊机+单焊炬 内焊机+双焊炬
1219*22/26 X80 1016*21.4 X70
1066*20.62/ X70
内焊机+双焊炬
25.4
熊谷全位置自动焊接系统的特点
管道自动外系统采用了嵌入式计算机技术,参数控制均由软件控制系统完成, 实现了焊接电压、焊接电流、行走速度、送丝速度、保护气体控制等参数的精密控 制。建立了基于移动互联网的远程控制系统,可实现远程焊接参数监控和设备故障 诊断。
XG-A管道全位置自动焊接系统的特点
熊谷全位置管道外焊系统的特点
熊谷管道自动焊设备如何实现全位置: 设备控制系统融入角度传感器,可以 实现每一度对焊接参数的自由设定, 熊谷的管道自动焊焊接专家系统具有 自主发明专利。
焊接专家参数预置调节系统是一个开 放式的软件平台,销售时与设备一起 交给客户,这也是熊谷全位置管道自 动焊核心特点。
熊谷前位置管道自动焊认证
2016.6.1熊谷XG-A系列管道全自动焊接系统通过中石油工程协会鉴定,2017 年获得科技进步一等奖;我们产品也通过了俄气和俄石油认证。
参加的工程项目
工程名称
中石油陕京四线/ 1100km
中俄原油二线 /940km
中石油中俄东线 /4000km
沙特拉斯坦努拉 管道工程/200km
单焊炬A-305管道全位置自动焊接系统 平台介绍
成都熊谷加世电器有限公司 2018年09月
客户的困惑
问题一
问题二
问题三
熟练焊工培养 焊接质量要求 自动焊接设备
全自动塑料管材热熔焊接机控制器的设计

U S B 主机控 制器和打 印机等 。人机交互 由键盘 和显示模块组成 。 C P U作为 系统 的控制核 心将统筹 以上所 有部 件,实现焊接机整体的功能 。
个嵌 入 式 多任务实时操作系统 ,该操作系统构 思 巧妙 ,结构 简洁 精练 ,被广 泛用 于各种 控 制 系统 中。u C / O s — I I 体 系中包括 多任 务的管 理 、中断 与时钟控制机制和任务 间的 同步与通 信等 ,使应用程序设计人 员节省 了大量的开发 时间,而且完善 了软件 系统的结构 ,也提高 了 系统的可靠性 。 图2 为焊接机控制 器的软件 系统框图 。本 系统使用7 个任务 ,任务之 间通过 O S 的消息机 制 来通信协调 ,每个任务又有来 自 子程序库的 支持,从而完成整个系统的软件设计 。
关键词
热 熔 焊接 ;A M ;u I C / O s i i , U s B
1课题背景及研究意义
在 天然气输 送 塑料 管道 铺设过 程 中,对 于主 、支干线管材 管径较大 ( D≥1 1 0 am) r 的塑 料管材连接主要 采用热熔焊接方法。 目前 ,国外一 些厂家采 用 了高 性能 的工 业控制计算机和触摸屏显示器 ,生产 了自动化 程 度较高 的焊 接机 。但是 ,这 些设 备造价 昂 贵 ,难于在 国内推广 。有些则体积庞大 ,不利 于现场施 工。而 且这些设备不支持U盘转存数 据等。 随 着 国内市场 的需求 逐渐 增大 ,国内一 些机械生产厂家也开始生产塑料管材热熔焊接 的产 品。但是 ,这些设备缺乏高性能控制器的 支持 ,焊接过程未能实现全程 自 动化 ,也没有 人性化 的操作界面 ,更 不能对焊接数据进行有 效 的管理 。 由于 国内 尚无同类 的全 自动塑料管 材焊 接机设备 ,因此 ,本课题所研 究的全 自 动热熔 焊接机将 添补 国内这一领域 的空白,对 国内的 基础设施建设有着积极的作用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
3 清除水垢
油药剂,现在介绍三种能够便利清洁油污的成分,包括有:碱性溶
矿物盐沉淀后堆积覆盖,成为水垢,不利于热量散出,因此应当
液、金属清洗剂和有机溶液。
周期性清理。清理办法为下面两点:
1.1 碱性溶液除油
3.1 盐酸
对零件表面动植物油脂和矿物油脂的清除,可采用碱性溶液加
清除铸铁汽缸体等处水垢时, 可将浓度为 8%~10%盐酸液等与
1.4 熔化极焊接电弧的负载特性。熔化极电弧焊,作为电极的焊丝 营模式,并填写相应的存储单元使用的整个圆周节。焊接操作过程中,
不断熔化并过渡到焊接熔池中去。由于电极熔化和熔滴过渡,弧长和弧 微处理器检测焊枪周长不同的空间位置,根据调整相应的脉冲电流,脉
压都会发生周期性波动。要保证电弧稳定,弧焊电源外特性要和送丝系 冲电流时间,基值电流的大小,基极电流大小的规格参数曲线时间和电
电源的电流、电压和波形进行全方位的控制。当前应用效果较为广泛的 调节作用差。(4)恒压与恒流,这时脉冲阶
微处理器有如下几种:8 位和 16 位的单片机;DSP 数字信号处理器,美 段具有良好的电弧调节作用,但维弧容易
国 TI 的 TMS3202xx 系列和 32 位的嵌入式 ARM 微处理器。
短路。
和不适宜于碱性溶液清洗的零件,如铜、铝、塑料、毡质零件等。但有 践中运用农机维修保养技巧,可快速达到目的。
机溶剂价格高,易燃烧,对资源造成浪费,不宜推广应用。
4.1 巧除机油细滤器内的污物。机油细滤器内部结构较为复杂,
1.3 金属清洗剂除油
清洁不方便,所以以预防为主,利用贴上黄油纸的办法,将可能附着
制、 滴过渡波形铰制、焊接参数的一元化控制等功能,从而大大促进
图 3 系统外特性曲线
了焊接技术的发展。弧焊电源的控制方法有多种类型。按控制装置来
根据外特性不同组合的特点可分为以
分,主要有机械式控制、电磁式控制、电子式控制和数字式控制;按控制 下情况:(1)恒压特性与恒压特性,这时,电
方法来分,主要有 Pm 控制、自适应控制、模糊逻辑控制、人工神经网络 弧自调节作用强;容易断弧;容易导致参数
1.0%、重铬酸钾 0.05%、水 98.85%。清洗时,应先将溶液加热到 75~ 直到洗干净为止。此方法适合于清除主要成分为碳酸钙和硫酸钙的
80℃,若采用压力喷射,除油效果更佳。清洗完后,再用热水冲洗零件 水垢。
表面残留的碱溶液,晾干后除油防锈[1]。
3.2 苛性钠溶液
1.2 有机溶液除油
清除以硅酸钠为主要成分的水垢时,可将 2%~3%苛性钠水溶液
说,市场上推销的清洁剂形式各样,所以在清洁零件的时候应当注
4.3 巧治轮胎慢漏气。用滑石粉灌入轮胎的内部可以达到解决
意选择,采用针对性好的清洗液。若具备高温加热的条件就可采用 慢漏气现象的目的。用量上两勺左右足以。灌入方法可以利用纸壳
高温型洗剂。而不具备则选择冷温清晰剂。
做成漏斗状灌进去,之后充满气体,将内部摇匀,效果明显。
的自动化程度。在各工业领域中,焊接结构的应用十分普通,其结构形
式也多种多样。随总焊接结构产品的多样化和焊接结构形式的复杂化,
对焊接过程自动控制的要求也越来越高,焊接电弧的基本特性有以下
几点:
1.1 焊接电弧的静特性。一定长度的电弧在稳定状态下,电弧电压
与电弧电流之间的关系,称为焊接电弧的静态伏安特性,简称伏安特性
统的平衡状态被破坏,电弧电压和电流发生变化;当干扰消失后,系统 段:反映了曲线形状和短路电流值。(4)外拖拐点:从工作段进入外拖段
能够自动恢复到原来的平衡状态或者达到新的平衡状态。
的转折点。外特性曲线如图 3 所示
2 数字式控制的弧焊电源
弧焊电源的发展与焊接技术、工业技术和科学技术的进步密切相
关。近几十年来,计算机技术、自动控制技术得到了高速的发展。这种发
学过程。要保证焊接过程中的稳定,就必须对焊接过程中各规范参数进 配适当的焊接工艺规范参数的自动编程,管围的焊接,都能够获得均匀
行自动控制,并根据焊接坡口情况以及焊接熔池状况实时调整焊接规 渗透,表面形成了良好的焊缝空间位置。全位置管-管 TIG 焊机机头结
范参数,同时还需要实现焊接电弧对焊缝的自动跟踪,以提高焊接过程 构示意图如图 1 所示。
控制等;按控制内容来分,有外特性控制、动特性控制和焊接过程程序 波动。(2)恒流与恒压,在这种情况下熔滴
控制等。数字式控制的弧焊电源是在电子式控制的弧焊电源的基础上, 过渡均匀;小电流下容易断弧。(3)恒流与
以单片机、数字信号处理器〔DSP)、嵌入式 ARM 微处理器为核心对弧焊 恒流。此时熔滴过渡均匀;电弧弹性好;自
改变负载,电源输出电压与输出电流之间的关系。又称为电源的静特 光电隔离系统、I/O 接口电路、定时计数接口。脉冲发射器等。控制系统总
性。
体结构如图 2 所示。
1.5 弧-源系统的稳定性。无干扰时,能在给定电弧电压和电流下,
其中,对系统外特性曲线各区段的分析包括,(1)工作区段:反映了
保证电弧的稳定燃烧,系统保持静态平衡状态。当受到瞬时干扰时,系 外特性曲线的具体形状。(2)空载点:决定了电源的空载电压。(3)短路区
或静特性。
图 1 全位置管-管 TIG
1.2 交流电弧的特点。焊接电流周期性过零,电弧存在着熄灭和再 焊机机头结构示意图
图 2 控制系统总体结构图
引燃问题。保证电弧稳定和可靠的再引燃是交流弧焊电源的关键任务。
为了实现车旋转驱动电机同轴安装一个光脉冲发生器,焊枪焊接
1.3 非熔化极焊接电弧负载特性。非熔化极电弧焊接(TIG 和 Plas- 的焊接空间位置准确的检测,通过检测的脉冲数的空间周长获取位置
统相匹配。熔化极焊接电弧是一个变化极快的动负载,需要对弧焊电源 流增量和衰减时间,实现平稳调整的规格参数。
的动态特性提出要求。弧焊电源的外特性是指在态输出电压 Uy 与输出电流 Iy 的关系。即在电源参数恒定的条件下,
全位置管道自动焊接控制系统的硬件组成有:包括键盘、显示器、
2 清除积炭
4.4 巧弯油管。由紫铜油材料组成的材料比较坚硬,不容易达
在整个机器运行的时候因为油料的不充分燃烧,所以在一些交 到弯曲的效果,这时候把待弯曲的地方加火变成红色后在冷水中放
界处会聚集炭,超过一定的数量就会导致性能的下降,并对机器寿 置降温,柔软度就能达到要求。
命产生负面影响,因此应当适时去除。一般的去除方法有化学法以
有刺激气味,没有毒性,不会燃烧和爆炸,不会挥发,不腐蚀机器,安 零件,直接擦洗的方法难以实现,可以利用火带走污物,即首先将其
全稳妥,并花费低廉,能够为大多数农机人员所选择,不过也有缺 浸泡在柴油中,以火点燃,经过化学转化变成固体烟灰,这时只需要
陷,一个是伤害皮肤,另一个是平常温度时洗涤效果不好,现在来 晃动以及敲击就能使其掉落。
ma),在焊接过程中电极不熔化,也没有金属熔滴过渡。由于没有熔滴过 信息。在进行全位置管-管 TIG 焊接时,在定格的轨道管固定在管道上
渡和飞溅问题,因此对电源的动态性没有要求。稳定焊接电流是关键, 的焊接小车轨道车沿焊枪旋转。分为一定数量的相应位置上由程序员
常采用恒流外特性的电源。
设定的焊接参数,由微处理器根据平稳规范参数曲线的形成一定的经
3 全位置管道自动焊接控制原理
4 软件控制设计
进行全位置管-管焊接时,由于液态金属处于不同焊接位置的熔池
系统控制软件模块的编程方面,要考
中,其作用极随之改变。所以需要在焊接的过程中相应的调整电弧的功 虑到系统需要实现的功能主要包括(: 1)系 图 4 定时器中断程序流程
率才能使金属管完全焊透,且不出现焊缝。因此,实现全位置管-管焊接 统监控,统筹执行模块完成系统自检,初始化、通过操作键盘和接口的
工业技术
2012 年 7 月(中) 科技创新与应用
全位置管道自动焊接控制系统设计
刘鑫 (长江大学工程技术学院,湖北 荆州 434020)
摘 要:焊接技术是材料成型的重要手段之一,在全位置管-管焊接工艺过程中,需要根据国家规定的相应规范不断调整,利用电 弧、熔池的热源、流体来弥补重力改变而造成的影响。通过调研发现,对金属熔池体积和形状的精确控制是管-管焊接的关键技 术。本文就某全位置管道自动焊接控制系统的设计进行探讨。 关 键 词 :材料成型;焊接;全位置管道
不同农机件的清洗方法,分类别进行了讨论,最终推动零件的寿命 皂 1.0g、重铬酸钾 0.5g。
以及整体机器的寿命的提升。
清洗时,先将溶液加热到 80~90℃,然后将零件放入其中浸泡 2~
1 清除油污
3h 取出,用毛刷或棉沙擦除积炭,再用热水洗净,吹干或晾干。
一些金属碎屑,油渍,泥土等不容易被水洗掉。应当有专门的除
1 引言
接。
随着冶金、机械、电力、原子能和航天、航空、激光等现代化技术的
全位置管-管 TIG 焊机的电流可调范围较宽,其作用机理是通过调
高速发展,作为材料成型重要手段之一的焊接技术的发展方向为自动 节脉冲参数以达到电弧能量和焊接位置的精确控制。渗透的大小和形
化、智能化。焊接过程是一个光、电、热、力等综合作用极为复杂的物理化 状的精确控制,可以实现更好的全位置焊接。所以说,只要规格参数匹
的主要技术关键在于如何控制好金属熔他。通过精确控制电弧能量及 程序,使系统与程序员得以交流。(2)系统功能模块的实现,包括形成预
其分布,对熔池体积和形状进行精确的控制,从而实现全位置管-管焊 控参数、拟合焊接规范参数曲线。通常采用线性拟合算法对焊接规范参
- 75 -
科技创新与应用 2012 年 7 月(中)
4.5 巧修高压油管头。高压油管两端的凸头与喷油器、出油阀
及机械法。这是主要的两种方法。
连接,靠接触面的加工精度和管接螺母的紧固力保持密封,一旦接