大切故障码解读
2021年fanuc系统报警
T WORD ERROR (T 码错误)LOW OIL LEVEL (油位低)SPINPLE FAULT (主轴故障)SPINDLE ALARM (主轴报警)EXTERNAL EMG STOP (急停按钮被按下)AC NOT READY (交流盘未准备好)SPINPLE LUBE FAULT (主轴润滑故障)T CODE ERROR (T代码出错,非法T代码)M CODE ERROR (M代码出错,非法M代码)SERVO NOT READY (伺服未准备好)NC NOT READY(NC没准备好)TURRET FAULT (转塔故障)TURRET LIMIT (转塔限位)DC 24V OPEN (直流24断开)+24V NOT READY(+24V没准备好)GRAR DRIFT (档位漂移)PLEASE AXIS RETURN HOME(轴未回零)PLEASE DRUM RETURN HOME (刀库未回零)AIRPRESSFAILURE(气压故障)UNCL TOOL FALL(松刀失败)AIR PRESSURE DROP (压缩空气压力过低)CLAMP TOOL FALL(夹刀失败)DRUM NOT PARKED(刀库未在原值)X ZERO POINT NOT REACHED (X 轴未回零)Y ZERO POINT NOT REACHED (Y 轴未回零)Z ZERO POINT NOT REACHED (Z 轴未回零)4TH ZERO POINT NOT REACHED (第4轴未回零)X AXIS OVERTRA VL(X轴超限)Y AXIS OVERTRA VL (Y轴超限)Z AXIS OVERTRA VL (Z轴超限)COUNTER SWITCH REEOR (计数开关故障)MASTERT RANSFER OVER TEMP (主变压器过热)Z AXIS NOT AT FIRST REF POSITION (Z轴未在第一参考点)SPINDLE ORIENTATION FALLURE (主轴定向失败)TOOL DESENT OR TOOL DATA REEOR (刀具数据错误)PLEASE UNLOAD THE TOOL ON SPRINELK (请卸下主轴上的刀)PLEASE LOAD TOOL ON APINDLE (请装上主轴上的刀)A AXIS UNCLAMP FAIL (A 轴松开失败)A AXIS CLAMP FAIL (A 轴夹紧失败)DRUM OUT TO APRONDLEIS FALL (刀库摆向换刀位失败)MG SWING OVERLOAD(刀库摆动过载)DRUM BACK PARK IS FALL (刀库摆回原始位失败)TURRENT MOTOR1 OVERLOAD (刀库移动电机过载)COOLANT MOTOR OVERLOAD (冷却泵过载)DRUM ATC FAULT (自动换刀失败)TOOLS UNLOCKED (刀具未锁紧)BATTERY ALARM (电池报警)DRUM POSITION SWITCH ERROR (刀库位置检测开关故障)DRUM NOW NOT AT PARK (刀库未在原始位置)IT DANGOU TO MOVE DRUM (刀库禁动)POT UO FAILOR POT NOT AT UP POSITION (刀套未在水平位)POT DOWN FAIL (刀套翻下动作失败)IT IS DANGOUR TO MOVE ARM (机械手禁动)THE SPINDLE STATU IS ERROR (主轴状态错误)ARM MOTOR OR ARM SWITCH FALL (机械手或机械手开关故障)CENTRE LUBRICATION FALL (中心润滑故障)THE WORK NOT CLAMPED (工件未夹紧)AUTO TOOL CHANGE FAULT (自动换刀失败)TOOL DATA OUT OF RANGE (指令刀具号超出范围)THE ORDER TOOL NOW IN SPINDLE (目标刀具在主轴上)THE THREE SPINDLE SWITCH FAULT (主轴上的接近开关)THE CENTRE COOLANT IS LOWER (刀具内冷泵液位过低)DRUM RETURN 1# POSITION FAULT (刀库自动回零失败)SPINDLE OVERLOAD (主轴过载)TURRENT MOTOR OVERLOAD (刀盘转动电机过载)CHIP CONVEYER OVERLOAD (拉屑器过载)HARD LIMIT OR SERVO ALARM (硬限位或伺服报警)NO LUB OIL (无润滑油)INDEX HEAD UNLOCKED (分度头未锁紧)MT NOT READY(机床没准备好)MG OVERLOAD (刀库过载)LUB EMPTY(润滑无油)AIR PRESSURE(气压不足)COOLANT NOT READY(冷却没准备好)LUBE EMPTY(油雾油位低,润滑油位低)LUB PRESSURE LOW(润滑压力低)CONVEY VERLOAD(排屑过载)LUB OVERLOAD(润滑过载)LUBE PRESSURE LOW(油雾压力低)欧阳光明(2021.03.07)数控机床发生故障时,应首先停止机床,不要断电,(有时候断电重新启动后就看不到刚才报警的状态),保护现场,然后对故障进行尽可能详细的记录,故障的记录可为维修人员排除故障提供第一手材料,应尽可能详细。
大切故障码解读
.大切故障码解读P0031氧传感器1/1 加热器电路电压低O2 SENSOR 1/1 HEATERCIRCUIT LOWP0032氧传感器1/1 加热器电路电压高. O2 SENSOR 1/1 HEATERCIRCUIT HIGHP0037氧传感器1/2 加热器电路电压低O2 SENSOR 1/2 HEATERCIRCUIT LOWP0038氧传感器1/2 加热器电路电压高O2 SENSOR 1/2 HEATERCIRCUIT HIGHP0051氧传感器2/1 加热器电路电压低O2 SENSOR 2/1 HEATERCIRCUIT LOWP0052氧传感器2/1 加热器电路电压高O2 SENSOR 2/1 HEATERCIRCUIT HIGHP0068 歧管压力/节气门位置相关性. MANIFOLDPRESSURE/THROTTLEPOSITION CORRELATIONP0071 环境/蓄电池温度传感器性能AMBIENT/BATTERY TEMPSENSOR PERFORMANCEP0107进气歧管绝对压力传感器电压太低MAP SENSOR VOLTAGETOO LOWP0108进气歧管绝对压力传感器电压太高MAP SENSOR VOLTAGETOO HIGHP0111 进气温度传感器性能INTAKE AIR TEMPSENSOR PERFORMANCEP0112 进气温度传感器电压太低INTAKE AIR TEMPSENSOR VOLTAGE TOOLOW.P0113 进气温度传感器电压太高INTAKE AIR TEMPSENSOR VOLTAGE TOOHIGHP0116 发动机冷却液温度传感器性能ENGINE COOLANT TEMPSENSOR PERFORMANCECHRYSLER & JEEPDTC 中文英文P0117发动机冷却液温度传感器电压太低ENGINE COOLANT TEMPSENSOR VOLTAGE TOOLOWP0118发动机冷却液温度传感器电压太高ENGINE COOLANT TEMPSENSOR VOLTAGE TOOHIGHP0121. 节气门位置传感器电压与绝对压力传感器电压不一致TP SENDOR VOLTAGEDOES NOT AGREE WITHMAPP0122 节气门位置传感器电压太低THROTTLE POSITIONSENSOR #1 VOLTAGE TOOLOWP0123 节气门位置传感器电压太高THROTTLE POSITIONSENSOR #1 VOLTAGE TOOHIGHP0125温度控制闭环回路没有形成(回路不良)CLOSED LOOP TEMP NOTREACHEDP0128 节温器合理性THERMOSTATRATIONALITYP0129 大气压力超出范围太低BAROMETRIC PRESSURE. OUT-OF-RANGE LOWP0131左侧排气管前段的氧传感器电压太低O2 SENSOR 1/1 VOLTAGETOO LOWP0132左侧排气管前段的氧传感器电压太高O2 SENSOR 1/1 VOLTAGETOO HIGHP0133 氧传感器1/1 响应缓慢O2 SENSOR 1/1 SLOWRESPONSEP0135 氧传感器1/1 加热器电路不良O2 SENSOR 1/1 HEATERFAILUREP0136 氧传感器1/2 加热器电路故障O2 SENSOR 1/2 HEATERCIRCUIT MALFUNCTIONP0137左侧排气管后段,催化器前部. 的氧传感器电压太低O2 SENSOR 1/2 VOLTAGETOO LOWP0138左侧排气管后段,催化器前部的氧传感器电压太高O2 SENSOR 1/2 VOLTAGETOO HIGHP0139 氧传感器1/1 响应缓慢O2 SENSOR 1/2 SLOWRESPONSEP0141 氧传感器1/2 加热器电路不良O2 SENSOR 1/2 HEATERFAILUREP0151 氧传感器2/1 电压太低O2 SENSOR 2/1 VOLTAGETOO LOWP0152 氧传感器2/1 电压太高O2 SENSOR 2/1 VOLTAGETOO HIGHP0153 氧传感器2/1 响应缓慢O2 SENSOR 2/1 SLOW. RESPONSEP0155 氧传感器2/1 加热器电路不良O2 SENSOR 2/1 HEATERFAILUREP0159 氧传感器2/2 响应缓慢O2 SENSOR 2/2 SLOWRESPONSEP0161 氧传感器2/2 加热器电路不良O2 SENSOR 2/2 HEATERFAILUREP0171右侧的燃油供给系统混合气成分低(空燃比稀)1/1 FUEL SYSTEM LEANP0172左侧的燃油供给系统混合气成分高(空燃比浓)1/1 FUEL SYSTEM RICHP0174燃油供给系统2/1 混合气成分低(空燃比稀)2/1 FUEL SYSTEM LEAN.P0175燃油供给系统2/1 混合气成分高(空燃比浓)2/1 FUEL SYSTEM RICHP0201 1 号喷油控制电路INJECTOR #1 CONTROLCIRCUITP0202 2 号喷油控制电路INJECTOR #2 CONTROLCIRCUITP0203 3 号喷油控制电路INJECTOR #3 CONTROLCIRCUITP0204 4 号喷油控制电路INJECTOR #2 CONTROLCIRCUITP0205 5 号喷油控制电路INJECTOR #5 CONTROLCIRCUITP0206 6 号喷油控制电路INJECTOR #6 CONTROL. CIRCUITP0207 7 号喷油控制电路INJECTOR #7 CONTROLCIRCUITP0208 8 号喷油控制电路INJECTOR #8 CONTROLCIRCUITP0300 多气缸失火MULTIPLE CYLINDERMIS-FIREP0301 1 号气缸失火CYLINDER #1 MIS-FIRE P0302 2 号气缸失火CYLINDER #2 MIS-FIRE P0303 3 号气缸失火CYLINDER #3 MIS-FIRE P0304 4 号气缸失火CYLINDER #4 MIS-FIRE P0305 5 号气缸失火CYLINDER #5 MIS-FIRE P0306 6 号气缸失火CYLINDER #6 MIS-FIRE P0307 7 号气缸失火CYLINDER #7 MIS-FIRE P0308 8 号气缸失火CYLINDER #8 MIS-FIREP0315 无曲轴传感器学习值NO CRANK SENSORLEARNEDP0325 爆震传感器1 号电路. KNOCK SENSOR #1CIRCUITP0330 爆震传感器2 号电路KNOCK SENSOR #2CIRCUITP0335 曲轴位置传感器电路CRANKSHAFT POSITIONSENSOR CIRCUITP0339 曲轴位置传感器信号间断CRANKSHAFT POSITIONSENSOR INTERMITTENTP0340 凸轮轴位置传感器电路CAMSHAFT POSITIONSENSOR CIRCUITP0344 凸轮轴位置传感器信号间断CAMSHAFT POSITIONSENSOR INTERMITTENTP0351 1 号点火线圈初级电路IGNITION COIL #1 PRIMARYCIRCUITP0352 2 号点火线圈初级电路. IGNITION COIL #2 PRIMARYCIRCUITP0353 3 号点火线圈初级电路IGNITION COIL #3 PRIMARYCIRCUITP0354 4 号点火线圈初级电路IGNITION COIL #4 PRIMARYCIRCUITP0355 5 号点火线圈初级电路IGNITION COIL #5 PRIMARYCIRCUITP0356 6 号点火线圈初级电路IGNITION COIL #6 PRIMARYCIRCUITP0357 7 号点火线圈初级电路IGNITION COIL #7 PRIMARYCIRCUITP0358 8 号点火线圈初级电路IGNITION COIL #8 PRIMARYCIRCUITP0401 EGR 系统性能.EGR SYSTEMPERFORMANCEP0403 EGR 控制电路EGR CONTROL CIRCUITP0404 EGR 位置传感器性能EGR POSITION SENSORPERFORMANCEP0405 EGR 位置传感器输出低EGR POSITION SENSORLOWP0406 EGR 位置传感器输出高EGR POSITION SENSORHIGHP0420 催化装置1/1 的催化效能不足CATALYTIC 1/1 EFFICIENCY P0432 催化装置2/1 的催化效能不足CATALYTIC 2/1 EFFICIENCYP0441燃油蒸汽排放控制系统净化气流不正确EVAP PURGE FLOWMONITORP0442燃油蒸汽泄漏监测器检测到中. 度泄漏EVAP LEAK MONITORMEDIUM LEAK DETECTEDP0443燃油蒸汽排污净化电磁线圈电路EVAP PURGE SOLENOIDCIRCUITP0455燃油蒸汽检漏器探测到大量泄露EVAP LEAK MONITORLARGE LEAK DETECTEDP0456燃油蒸汽检漏器探测到少量泄露EVAP LEAK MONITORSMALL LEAK DETECTEDP0460 行驶若干里程燃油液位未变化FUEL LEVEL UNIT NOCHANG OVER MILESP0461 行驶若干时间燃油液位未变化FUEL LEVEL UNIT NO. CHANG OVER TIMEP0462 燃油液面传感器电压太低FUEL LEVEL SENDINGUNIT VOLTAGE TOO LOWP0463 燃油液面传感器电压太高FUEL LEVEL SENDINGUNIT VOLTAGE TOO HIGHP0500 无车速信号NO VEHICLE SPEEDSIGNALP0501 车速传感器性能VEHICLE SPEED SENSOR #1 PERFORMANCEP0505 自动怠速电机电路IDLE AIR CONTROL MOTORCIRCUITSP0506 怠速低性能IDLE SPEED LOWPERFORMANCEP0507 怠速高性能IDLE SPEED HIGHPERFORMANCEP0508 怠速空气控制阀电路输出低IAC VALVE SENSE CIRCUITLOWP0509 怠速空气控制阀电路输出高IAC VALVE SENSE CIRCUITHIGHP0513 无效防盗钥匙INVALID SKIM KEYP0519 怠速阀性能IDLE SPEEDPERFORMANCEP0522 机油压力传感器电压太低OIL PRESSURE VOLTAGETOO LOWP0523 机油压力传感器电压太高OIL PRESSURE VOLTAGETOO HIGHP0532 空调压力传感器输出低A/C PRESSURE SENSORLOWP0533 空调压力传感器输出高A/C PRESSURE SENSORHIGHP0562 蓄电池电压低BATTEY VOLTAGE LOW P0563 蓄电池电压高BATTEY VOLTAGE HIGH P0572 制动开关电路输出低BRAKE SWITCH #1 CIRCUITLOWP0573 制动开关电路输出高BRAKE SWITCH #1 CIRCUITHIGHP0580 巡航控制开关输出低SPEED CONTROL SWITCH#1 LOWP0581 巡航控制开关输出高SPEED CONTROL SWITCH#1 HIGHP0582 巡航控制真空电磁阀电路SPEED CONTROL VACUUMSOLENOID CIRCUITP0586 巡航控制通风电磁阀电路. SPEED CONTROL VENTSOLENOID CIRCUITP0594 巡航控制阀电源电路SPEED CONTROL SERVOPOWER CIRCUITP0600 PCM 与SPI 失去联系SERIAL COMMUNICATIONLINKP0601 PCM 内部控制程序故障PCM INTERNALCONTROLLER FAILUREP0622 发电机磁场没有正确换向GENERATOR FIELDNOT SWITCHINGPROPERLYP0627 燃油泵继电器电路FUEL PUMP RELAYCIRCUITP0630 VIN 码在PCM 内未编程VIN NOT PROGRAMMED INPCM.P0632 里程表在PCM 内未编程ODOMETER NOTPROGRAMMED IN PCMP0633 防盗钥匙在PCM 内未编程SKIM KEY NOTPROGRAMMED IN PCMP0645 空调离合器继电器电路A/C CLUTCH RELAYCIRCUITP0700 TCM 控制器记录故障码TCM CONTROLLER DTCPRESENT如有侵权请联系告知删除,感谢你们的配合!。
FANUC常见报警的解释
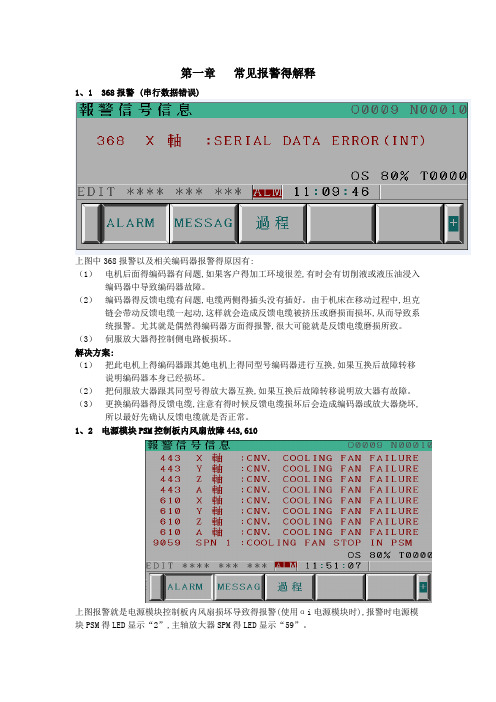
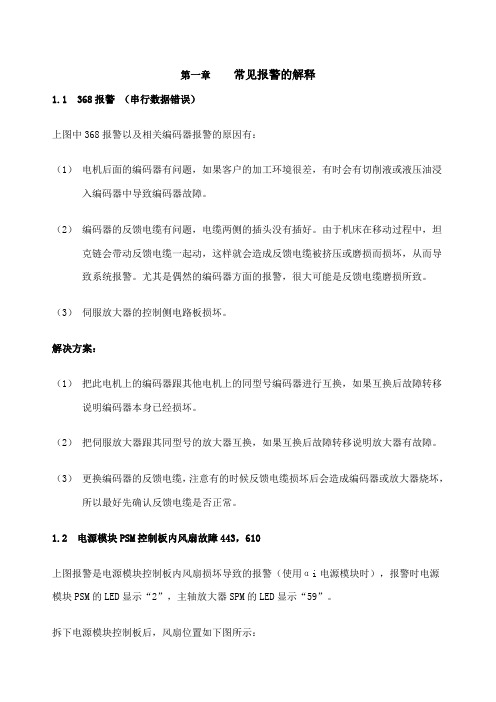
第一章常见报警得解释1、1 368报警 (串行数据错误)上图中368报警以及相关编码器报警得原因有:(1)电机后面得编码器有问题,如果客户得加工环境很差,有时会有切削液或液压油浸入编码器中导致编码器故障。
(2)编码器得反馈电缆有问题,电缆两侧得插头没有插好。
由于机床在移动过程中,坦克链会带动反馈电缆一起动,这样就会造成反馈电缆被挤压或磨损而损坏,从而导致系统报警。
尤其就是偶然得编码器方面得报警,很大可能就是反馈电缆磨损所致。
(3)伺服放大器得控制侧电路板损坏。
解决方案:(1)把此电机上得编码器跟其她电机上得同型号编码器进行互换,如果互换后故障转移说明编码器本身已经损坏。
(2)把伺服放大器跟其同型号得放大器互换,如果互换后故障转移说明放大器有故障。
(3)更换编码器得反馈电缆,注意有得时候反馈电缆损坏后会造成编码器或放大器烧坏,所以最好先确认反馈电缆就是否正常。
1、2 电源模块PSM控制板内风扇故障443,610上图报警就是电源模块控制板内风扇损坏导致得报警(使用αi电源模块时),报警时电源模块PSM得LED显示“2”,主轴放大器SPM得LED显示“59”。
拆下电源模块控制板后,风扇位置如下图所示:1、3 主轴放大器SPM内冷风扇故障此故障没有画面报警信息,但就是有上图得“FAN”在闪烁,此现象表明主轴放大器SPM得内冷风扇出现了故障。
1、4 伺服放大器SVM内冷风扇报警 608,444上图中得报警表示伺服放大器SVM得内冷风扇出现了故障(Z轴与A轴同时出现报警就是因为Z轴与A轴就是同一个放大器控制得)。
上图中得报警出现时对应得伺服放大器上得LED 显示“1”。
1、5 主轴放大器与伺服放大器得内冷风扇位置上图中:(1)主轴放大器内冷风扇得安装位置(2)伺服放大器内冷风扇得安装位置(3)主轴放大器得型号A06B-6111-H XXX#H550(后面带#H***得都就是主轴放大器) (4)伺服放大器得型号A06-6114-HXXX注:(1)不同型号得主轴放大器与伺服放大器对应得风扇得型号也不一样,请参考附录。
FANUC 主轴放大器上的报警代码、故障原因及处理方法

主轴电机动力线相序错误(启动主轴时回转几下即刻报警)
U、V相动力线对调
主轴参数设定不正确
主轴参数初始化
一开机就报警,则SPM控制板故障
更换控制板
33(ALM红灯亮)
直流侧放电回路异常
电源模块故障
更换PSM
SPM的控制板故障
更换控制板
34(ALM红灯亮)
主轴参数异常报警
电机代码参数NO.4133错误
B0
放大器通信
连接电缆不良;电源模块控制不良;主轴放大器控制电路板不良;
c0 c1 c2
放大器通信错误系统报警为9120/9121/9122
主轴放大器与CNC通信异常
更换CNC与主轴放大器之间的通信电缆;更换主轴放大器的控制电路板;更换CNC主板
主轴参数设定错误;连接电缆不良;主轴电机传感器不良;主轴放大器控制电路板不良;
84 85 86 87
主轴外接编码器断线、一转信号错误、无一转信号、编码器通信错误
未正确检测出主轴电动机传感器的一转信号(连接器JY4/JYA3)
主轴参数设定错误;连接电缆不良;主轴电机传感器不良;主轴放大器控制电路板不良;
电源输入回路缺相报警
三线交流电缺相
排除缺相故障
三相电熔丝断
更换熔丝
控制板上IGBT/IPM短路
更换模块
电压检测电路不良
更换SPM控制板
交流浪涌吸收器坏烧熔丝
更换吸收器
06(ALM红灯亮)
电机温度传感器未连接
电机温度传感器断线
电机温度传感器不良
主轴模块控制电路板不良
主轴参数设定不良
07(ALM红灯亮)
更换传感器并保持其余测速齿轮0.1~0.15mm的间隙
FANUC常见报警的解释
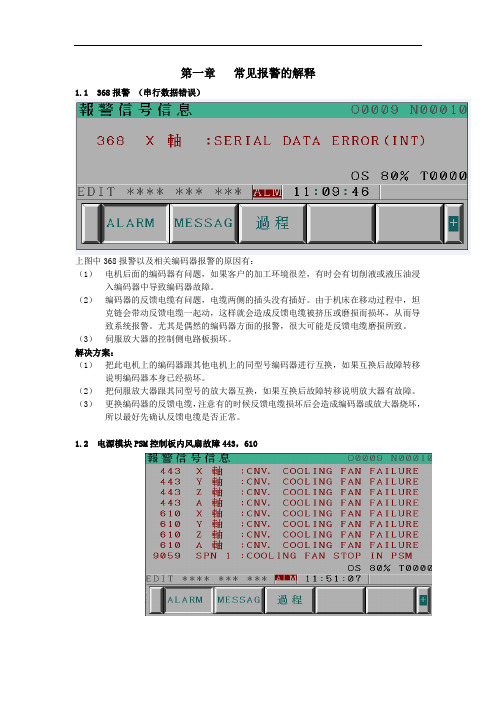
第一章常见报警的解释1.1 368报警(串行数据错误)上图中368报警以及相关编码器报警的原因有:(1)电机后面的编码器有问题,如果客户的加工环境很差,有时会有切削液或液压油浸入编码器中导致编码器故障。
(2)编码器的反馈电缆有问题,电缆两侧的插头没有插好。
由于机床在移动过程中,坦克链会带动反馈电缆一起动,这样就会造成反馈电缆被挤压或磨损而损坏,从而导致系统报警。
尤其是偶然的编码器方面的报警,很大可能是反馈电缆磨损所致。
(3)伺服放大器的控制侧电路板损坏。
解决方案:(1)把此电机上的编码器跟其他电机上的同型号编码器进行互换,如果互换后故障转移说明编码器本身已经损坏。
(2)把伺服放大器跟其同型号的放大器互换,如果互换后故障转移说明放大器有故障。
(3)更换编码器的反馈电缆,注意有的时候反馈电缆损坏后会造成编码器或放大器烧坏,所以最好先确认反馈电缆是否正常。
1.2 电源模块PSM控制板内风扇故障443,610上图报警是电源模块控制板内风扇损坏导致的报警(使用αi电源模块时),报警时电源模块PSM的LED显示“2”,主轴放大器SPM的LED显示“59”。
拆下电源模块控制板后,风扇位置如下图所示:1.3 主轴放大器SPM内冷风扇故障此故障没有画面报警信息,但是有上图的“FAN”在闪烁,此现象表明主轴放大器SPM的内冷风扇出现了故障。
1.4 伺服放大器SVM内冷风扇报警 608,444上图中的报警表示伺服放大器SVM的内冷风扇出现了故障(Z轴和A轴同时出现报警是因为Z轴和A轴是同一个放大器控制的)。
上图中的报警出现时对应的伺服放大器上的LED显示“1”。
1.5 主轴放大器和伺服放大器的内冷风扇位置上图中:(1)主轴放大器内冷风扇的安装位置(2)伺服放大器内冷风扇的安装位置(3)主轴放大器的型号A06B-6111-H XXX#H550(后面带#H***的都是主轴放大器)(4)伺服放大器的型号A06-6114-HXXX注:(1)不同型号的主轴放大器和伺服放大器对应的风扇的型号也不一样,请参考附录。
电喷切诺基故障码完全版
电喷切诺基故障码完全版电喷切诺基故障码完全版11点火参考信号当发动机运转时,未检到分电器同步信号13进气歧管绝对压力传感器信号在怠速时变化或进气歧管绝对压力传感器信号从起动到运动无变化;14进气歧管绝对压力传感器电压太低或太高15无车速信号在有道路负荷的条件下,无里程传感器输出的信号17发动机冷车时间太久当汽车行驶时(节温器)发动机冷却液温度长时间低温21氧信号停留在中线或氧信号电压短路从氧传感器的输入发现既不浓也不稀的情况氧传感器输入电压维持在正常工作范围以上22冷却液传感器电压太低或冷却液传感器电压太高冷却液温度传感器的输入信号电压低于最低接受界限;冷却液温度传感器输入信号电压高于最高接受界限23进气温度传感器电压高或进气温度传感器电压低进气歧管空气温度传感器输入信号电压高于最高接受界限;进气歧管空气温度传感器输入信号电压低于最低接受界限24节气门位置传感器电压低或节气门位置传感器电压高节气门位置传感器输入信号电压低于最低接受界限;节气门位置传感器输入信号电压高于最高接受界限25自动怠速马达电路探测一个或更多的自动怠速马达电路中的短路或断路27喷油嘴(缸号)控制电路喷油嘴驱动器对控制信号响应不适当33空调离合器继电器电路探测到空调离合器继电器电路的断路或短路34车速控制电磁阀电路在车速控制真空或通风电磁阀线路中探测到断路或短路情况35散热器风扇继电器在散热器风扇继电器控制电路中探测到断路或短路41交流发电机磁场不适当的变换交流发电机磁场不适当的变换42自动切断继电器电路或在控制器内无自动切断继电器电压信号在自动切断电器的控制电路中探测到断路或短路情况;在控制器内无自动切断电压信号43蓄电池温度传感器电压超出限值蓄电池温度传感器电压超出限值46充电系统电压太高充电系统电压太高47充电系统电压太低充电系统电压太低51氧信号处在中线以下(稀)氧传感器信号保持稀的状态52氧信号处在中线以上(浓)氧传感器信号保持浓的状态53内部控制代码或控制器与SPI失掉联系探测到发动机控制器内部故障情况;在相关程序间失去内部联系54无同步传感器信号无同步传感器信号55不可利用全部故障代码显示于检验发动机灯62控制器对排放维修提示英里数未储存发动机控制器故障——排放维修提示营里数未储存63控制器故障——拒绝写程序发动机控制器故障——拒绝写程序76燃油泵电阻旁路继电器电路在振流器电阻旁通电路里检测到断路或短路情况。
FANUC系统常见报警中文对照及解决方法
FANUC体系罕有报警中文对比及解决办法1005X AXIS INTERLOCK ,INHIBIT MACHINE MOVING产生状况及原因X轴闭锁.制止移动(没在交流台进程中,没在修调方法,台板1或2在伸出位X轴锁住,不克不及移动设D493=1进入修调方法.检讨继电器,电磁阀,开关及线路1006Y AXIS INTERLOCK ,INHIBIT MACHINE MOVING产生状况及原因机械手臂在主轴側Y轴锁住,不克不及移动.设D499=1进入修调方法.检讨继电器,电磁阀,开关及线路1007Z AXIS INTERLOCK ,INHIBIT MACHINE MOVING产生状况及原因机械手臂在主轴側ZY轴锁住,不克不及移动.设D499=1进入修调方法.检讨继电器,电磁阀,开关及线路1010SPINDLE TOOL NOT CLAMP产生状况及原因主轴刀具未夹紧.主轴不克不及扭转.检讨主轴刀具夹紧开关,确认动作正常后,同时按下键和键,消除报警.1011SPINDLE TOOL NOT UNCLAMP产生状况及原因主轴刀具未松开.主轴不克不及扭转.检讨主轴刀具松开开关,确认动作正常后,同时按下键和键,消除报警.1012SPINDLE ORIENTAL NOT COMPLETE产生状况及原因主轴定向未完成(F45.7没输出).不克不及进行刀具交流.检讨主轴定向开关是否工作正常.1013M FUNCTION DID NOT COMPLETE产生状况及原因在履行M功效时,可能是某个M代码未履行完.程序加工不克不及正常进行.检讨是哪一个M功效未履行.1014SPINDLE IS NOT AT GEAR POSITION产生状况及原因主轴不在档位.主轴不克不及正常扭转,与主轴相干的动作不克不及履行.检讨主轴高.低档开关及电磁阀.同时按下键和键,消除报警.1015SPINDLE CHANGE ERRORFORM HIGH GEAR TO LOW GEAR产生状况及原因主轴由高级变低档错误.主轴不克不及正常扭转.查主轴低档开关及低档电磁阀.1016SPINDLE CHANGE ERRORFORM LOW GEAR TO HIGH GEAR产生状况及原因主轴由低档变高级错误.主轴不克不及正常扭转.检讨主轴高级开关及高级电磁阀.1017B AXIS CAN NOT UNCLAMP FOR PALLET UNCLAMP产生状况及原因交流台板没夹紧,B轴不克不及松开B轴不克不及移动检讨交流工作台板松开及夹紧旌旗灯号1020B AXIS INTERLOCK ,INHIBIT MACHINE MOVING产生状况及原因B轴闭锁.制止移动(没在交流台进程中,没在修调方法)B轴锁住,不克不及移动.设D493=1进入修调方法.检讨继电器,电磁阀,开关及线路1021 TOOL NO.DONT FOND产生状况及原因在数据表中未发明输入的刀号.轮回停滞.检讨数据表及输入刀号(1-24)是否有错误.从新输入,同时按下键和键,消除报警.1022TOOL POT POSITION ERROR产生状况及原因刀库中刀套未停在准确的地位.主轴换刀及选刀.检讨刀套计数开关,并且用修调方将刀套调剂准确的地位上,刀库从新回零.1023TOOL MAG DON'T ROTATION产生状况及原因刀库没转.轮回停滞.检讨刀库电机及刀库正.反转接触器是否吸合,及刀库计数开关.同时按下键和键,消除报警.1024TOOL MAG RUNTNG DON'T STOP产生状况及原因刀库运转未停滞.轮回停滞.检讨数据表及刀库计数开关.同时按下键和键,消除报警.1030CHIP1 MOTOR BREAKER OFF产生状况及原因掌握绞笼电机的空气开关未合或故障.绞笼电机不克不及转.检讨或改换空气开关.1031CHIP2 MOTOR BREAKER OFF产生状况及原因掌握排屑电机的空气开关未合或故障.排屑电机不克不及转.检讨或改换空气开关.1032PALLET EXCHINGE DOOR MOTOR BREAKER OFF产生状况及原因换台门电机空气开关未和或故障.换台门电机不克不及工作检讨或改换空气开关.1033EXTERNAL COOL MOTOR BREAKER OFF产生状况及原因掌握外部冷却电机空气开关未和或故障.外冷电机不克不及工作检讨或改换空气开关1034INTERNAL COOL MOTOR BREAKER OFF产生状况及原因掌握内冷却电机空气开关未和或故障.内冷电机不克不及工作检讨或改换空气开关.1035HYDRAULIC TANK MOTOR BREAKER OFF产生状况及原因液压电机空气开关未合或故障液压电机不克不及工作检讨或改换空气开关.1042SPINDLE OIL TANK BREAKER OFF产生状况及原因主轴恒温油箱空气开关未合或故障.主轴不克不及正常工作.检讨或改换空气开关.1043MAGAZING DID NOT EXCHANGE TOOL,IN ADJUST MODE产生状况及原因刀库在调剂阶段,不克不及进行换刀.不克不及进行换刀将刀库手动调剂好后,撤消修调方法,再进行换刀.同时按下键和键,消除报警.1044LUB OIL MOTOR BREAKER OFF产生状况及原因润滑电机空气开关未合或故障润滑电机不克不及工作检讨或改换空气开关.1046B AXIS NOT CLAMP产生状况及原因B轴没夹紧.轮回启动中止.检讨B轴夹紧开关,继电器,电磁阀. 1047B AXIS NOT UNCLAMP产生状况及原因B轴没松开.轮回启动中止.检讨B轴松开开关,继电器,电磁阀. 1050SP OIL TANK ALARM SW产生状况及原因主轴恒温油箱油位开关故障.主轴不克不及正常运行.轮回中止.依据随机带的解释书检讨主轴恒温油箱.同时按下键和键,消除报警.1051LUB OIL POSI LOW SW产生状况及原因导轨润滑油位开关动作.轮回中止,处于进给保持状况.检讨润滑油位开关.同时按下键和键,消除报警.1052HYDRAULIC TANK FILTER ALARM SW产生状况及原因液压箱过滤器开关动作.轮回中止.检讨液压箱过滤器开关. 10600PERATION DOOR DID NOT CLOSE,DO NOT CYCLE START产生状况及原因操纵门没关,不克不及轮回启动轮回中止检讨门开关1064Z AXIS DID NOT RETURN 2nd REFE.POSITION DURING M06产生状况及原因在换刀时代,Z轴未回到第二参考点.不克不及进行刀具交流,M功效未完成.在换刀指令(M06)之前,履行G91 G30 Z0.1065Z AXIS DID NOT RETURN EXCHANGEPOSITION DURING M06产生状况及原因在换刀时代,Z轴未在换刀点.不克不及进行刀具交流,M功效未完成.检讨当前Z轴地位是否在换刀点.1067IN M06,SP ORIENT UNCOMPLETE产生状况及原因在换刀时代,主轴定向未完成.不克不及进行正常刀具交流.检讨或改换主轴定向编码器.1072Y AXIS DID NOT RETURN EXCHANGEPOSITION DURING M06产生状况及原因在换刀时代,Y轴未在换刀点.不克不及进行刀具交流,M功效未完成.检讨当前Y轴地位是否在换刀点.1073Y AXIS DID NOT RETURN 2nd REFE.POSITION DURING M06产生状况及原因在换刀时代,Y轴未回到第二参考点.不克不及进行刀具交流,M功效未完成.在换刀指令(M06)之前,履行G91 G30 Y0.1075HYDRAULIC TANK OIL LEVEL ALARM产生状况及原因液压箱油位低轮回中止检讨液压箱油位或油位开关1076HYDRAULIC TANKOIL TEMPRATURE ALARM产生状况及原因液压箱油温高轮回中止检讨液压箱油位或油位开关1080EXTERNAL COOL WATER LEVEL ALARM产生状况及原因外冷水位低低轮回中止检讨外冷水箱水位及水位开关1081NTERNAL COOL WATER LEVEL ALARM产生状况及原因内冷水位低低轮回中止检讨内冷水箱水位及水位开关1082NTERNAL COOLCIRCLE MOTOR BREAKER OFF产生状况及原因掌握内冷却电机空气开关未合或故障.内冷电机不克不及工作检讨或改换空气开关.1090UNLOAD TOOL DID NOT COMPLETE产生状况及原因卸刀未完成不克不及选刀检讨卸刀电磁阀,继电器,开关及线路. 1091TOOL MAGAZING DOOR OPENDID NOT UNCOMPLETE产生状况及原因换刀门开门未完成不克不及换刀同时按和停滞换刀动作.设D499=1进入修调方法.检讨继电器,电磁阀,开关及线路1092MAGAZING DOOR CLOSE DID NOT UNCOMPLETE产生状况及原因换刀门关门未完成换刀未完成同时按和停滞换刀动作.设D499=1进入修调方法.检讨继电器,电磁阀,开关及线路1097X AXIS LUBRICATE OIL PRESSURE LACK产生状况及原因X轴润滑压力继电器轮回中止,并且机床在进给保持状况检讨压力继电器同时按下键和键,消除报警.1100T CODE ERROR产生状况及原因T代码等于零或大于刀库容量40程序不克不及履行修正程序,按解除1104POT ORIENTATION EXTEND DID NOT COMPLETE产生状况及原因刀链定位伸出未完成换刀停滞同时按和停滞换刀动作.设D499=1进入修调方法.检讨继电器,电磁阀,开关及线路1105POT ORIENTATION RETRACT DID NOT COMPLETE产生状况及原因刀链定位缩回未完成刀库不克不及转同时按和停滞换刀动作.设D499=1进入修调方法.检讨继电器,电磁阀,开关及线路1106GRIPPER LEFT MOVE DID NOT IN POSITION产生状况及原因机械手左移没到位换刀停滞同时按和停滞换刀动作.设D499=1进入修调方法.检讨继电器,电磁阀,开关及线路1107GRIPPER RIGHT MOVE DID NOT IN POSITION产生状况及原因机械手右移没到位换刀停滞同时按和停滞换刀动作.设D499=1进入修调方法.检讨继电器,电磁阀,开关及线路1110GRIPPER OUT TOOL DID NOT POSITION产生状况及原因平臂拔刀未到位中止换刀同时按和停滞换刀动作.设D499=1进入修调方法.检讨继电器,电磁阀,开关及线路1111GRIPPER INSERT TOOL DID NOT COMPLETE产生状况及原因机械手臂插刀未完成中止运行同时按和停滞换刀动作.设D499=1进入修调方法.检讨继电器,电磁阀,开关及线路1112GRIPPER MOVE TO SP SIDE DID NOT COMPLETE产生状况及原因机械手臂移到主轴侧未完成中止运行同时按和停滞换刀动作.设D499=1进入修调方法.检讨继电器,电磁阀,开关及线路1113ARM MOVE TO WAIT A UNCOMPLETE产生状况及原因机械手臂移到等待位A未完成中止运行同时按和停滞换刀动作.设D499=1进入修调方法.检讨继电器,电磁阀,开关及线路1114GRIPPER MOVE TO MAGZING DID NOT COMPLETE产生状况及原因机械手臂移到刀库侧未完成中止运行同时按和停滞换刀动作.设D499=1进入修调方法.检讨继电器,电磁阀,开关及线路1115GRIPPER MOVE TO WAIT B DID NOT COMPLETE产生状况及原因机械手臂移到等待位B未完成中止运行同时按和停滞换刀动作.设D499=1进入修调方法.检讨继电器,电磁阀,开关及线路1116GRIPPER 180° POSITION ERROR产生状况及原因手臂交流180°错误中止运行同时按和停滞换刀动作.设D499=1进入修调方法.检讨继电器,电磁阀,开关及线路1117GRIPPER 0° POSITION ERRO产生状况及原因进入修调方法.检讨继电器,电磁阀,开关及线路1130PALLET DID NOT UNCLAMP产生状况及原因交流台板未松开中止运行同时按和停滞换台动作.设D493=1进入修调方法.检讨继电器,电磁阀,开关及线路1131PALLET DID NOT CLAMP产生状况及原因交流台板未夹紧中止运行同时按和停滞换台动作.设D493=1进入修调方法.检讨继电器,电磁阀,开关及线路1134PALLET DID NOT AT 0%%D POSITION产生状况及原因交流工作台0°地位错误中止运行同时按和停滞换台动作.设D493=1进入修调方法.检讨继电器,电磁阀,开关及线路1135PALLET DID NOT AT 180%%D POSITION产生状况及原因D493=1进入修调方法.检讨继电器,电磁阀,开关及线路1136PALLET POSITION ERROR产生状况及原因开端交流工作台时,交流台未在原位中止运行同时按和停滞换台动作.设D493=1进入修调方法.检讨继电器,电磁阀,开关及线路1140B AXIS DID NOT RETURN 2nd REFE.POSITION DURING M60产生状况及原因在M60时,B轴不在第二参考点中止运行同时按和停滞换台动作.在履行M60前,先输入 G91 G30 B01142B AXIS DID NOT RETURN EXCHANGEPOSITION DURING M60产生状况及原因在M60时,B 轴不在交流地位中止运行检讨参数6933,6953同时按和停滞换台动作1145B AXIS DID NOT CLAMP DURING M60产生状况及原因在M60时,B轴未夹紧中止运行同时按和停滞换台动作检讨B轴夹紧电磁阀,开关及线路1146B AXIS IS UNCLAMP DURING M60产生状况及原因在M60时,B 轴在松开地位中止运行同时按和停滞换台动作检讨B轴松开电磁阀,开关及线路1147MACHINE STATUS IS IN ADJUST MODEDURING M60产生状况及原因在M60时,修调方法ON中止运行撤消交流台修调方法1150?X AXIS DID NOT RETURN 2nd REFE.POSITION DURING M60产生状况及原因在M60时,X轴没在第二参考点中止运行同时按和停滞换台动作在履行M60前,先输入G91 G30 X01151X AXIS DID NOT RETURN EXCHANGEPOSITION DURING M60产生状况及原因在M60时X轴未返回换台地位中止运行同时按和停滞换台动作检讨高低限参数及现实地位1152EXCHANGE PALLET DOOR DID NOT OPENDURING M60产生状况及原因在M60时,换台门未打开中止运行同时按和停滞换台动作设D493=1进入修调方法.检讨电机,开关及线路1153PALLET UNLOAD DOOR DID NOT CLOSEDURING M60产生状况及原因在M60时,装卸门未关中止运行同时按和停滞换台动作关上装卸门1154EXCHANGE PALLET DOOR NOT OPEN产生状况及原因换台门未打开关不克不及交流工作台检讨电机.开关及线路1155EXCHANGE PALLET DOOR NOT CLOSE产生状况及原因换台门未关中止运行检讨电机.开关及线路1156NO.1 PALLET EXTEND IS NOT IN POSITION产生状况及原因进入修调方法.检讨继电器,电磁阀,开关及线路1157NO.2 PALLET EXTEND IS NOT IN POSITION产生状况及原因2号台伸出不到位中止运行同时按和停滞换台动作.设D493=1进入修调方法.检讨继电器,电磁阀,开关及线路1160NO.1 PALLET FAST EXTEND IS NOTIN POSITION产生状况及原因1号台快速伸出不到位中止运行同时按和停滞换台动作.设D493=1进入修调方法.检讨继电器,电磁阀,开关及线路1161NO.2 PALLET FAST EXTEND IS NOTIN POSITION产生状况及原因2号台快速伸出不到位中止运行同时按和停滞换台动作.设D493=1进入修调方法.检讨继电器,电磁阀,开关及线路1162NO.1 PALLET DRAWBACK IS NOTIN POSITION产生状况及原因进入修调方法.检讨继电器,电磁阀,开关及线路1163NO.2 PALLET DRAWBACK IS NOTIN POSITION产生状况及原因2号台缩回不到位中止运行同时按和停滞换台动作.设D493=1进入修调方法.检讨继电器,电磁阀,开关及线路1164CHNO.1 PALLET FAST DRAWBACK IS NOTIN POSITION产生状况及原因1号台快速缩回不到位中止运行同时按和停滞换台动作.设D493=1进入修调方法.检讨继电器,电磁阀,开关及线1165CHNO.2 PALLET FAST DRAWBACK IS NOTIN POSITION产生状况及原因2号台快速缩回不到位中止运行同时按和停滞换台动作.设D493=1进入修调方法.检讨继电器,电磁阀,开关及线8.2 信息2000ALL AXIS NOT RETURN ZERO REFERENCE产生状况及原因提醒所稀有控轴没有返回参考点.不克不及轮回启动.将各轴回参考点撤消交流台修调方法.2001IN ADJUST NOT RETURN ZERO REFERENCE产生状况及原因调剂机床时没有返回参考点.也可以轮回起动.将D498设为"1"调剂机床用.2002CURENT MACHINE STATUS:PALLET ADJUST(D493=1)产生状况及原因交流工作台在修调方法提醒交流工作台在修调方法将工作台地位调剂好,将D493改为"0"2003D499=1 MAG IN ADJUST产生状况及原因刀库在修调方法.提醒刀库在修调方法.将刀库地位调剂好,将D499改为"0".2066UNLOAD DOOR OPEN产生状况及原因装卸台门打开,提醒操纵者不克不及交流工作台关上装卸台门2094TOOL MAG SAFETY DOOR OPEN产生状况及原因刀库安然门打开提醒操纵者不要迁移转变刀库关上刀库门__。
fanuc系统报警

T WORD ERROR (T 码错误)LOW OIL LEVEL (油位低)SPINPLE FAULT (主轴故障)SPINDLE ALARM (主轴报警)EXTERNAL EMG STOP (急停按钮被按下)AC NOT READY (交流盘未准备好)SPINPLE LUBE FAULT (主轴润滑故障)T CODE ERROR (T代码出错,非法T代码)M CODE ERROR (M代码出错,非法M代码)SERVO NOT READY (伺服未准备好)NC NOT READY(NC没准备好)TURRET FAULT (转塔故障)TURRET LIMIT (转塔限位)DC 24V OPEN (直流24断开)+24V NOT READY(+24V没准备好)GRAR DRIFT (档位漂移)PLEASE AXIS RETURN HOME(轴未回零)PLEASE DRUM RETURN HOME(刀库未回零)AIRPRESSFAILURE(气压故障)UNCL TOOL FALL(松刀失败)AIR PRESSURE DROP (压缩空气压力过低)CLAMP TOOL FALL(夹刀失败)DRUM NOT PARKED(刀库未在原值)X ZERO POINT NOT REACHED (X 轴未回零)Y ZERO POINT NOT REACHED (Y 轴未回零)Z ZERO POINT NOT REACHED (Z 轴未回零)4TH ZERO POINT NOT REACHED (第4轴未回零)X AXIS OVERTRA VL(X轴超限)Y AXIS OVERTRA VL (Y轴超限)Z AXIS OVERTRA VL (Z轴超限)COUNTER SWITCH REEOR (计数开关故障)MASTERT RANSFER OVER TEMP (主变压器过热)Z AXIS NOT AT FIRST REF POSITION (Z轴未在第一参考点)SPINDLE ORIENTA TION FALLURE (主轴定向失败)TOOL DESENT OR TOOL DA TA REEOR (刀具数据错误)PLEASE UNLOAD THE TOOL ON SPRINELK (请卸下主轴上的刀)PLEASE LOAD TOOL ON APINDLE (请装上主轴上的刀)A AXIS UNCLAMP FAIL (A 轴松开失败)A AXIS CLAMP FAIL (A 轴夹紧失败)DRUM OUT TO APRONDLEIS FALL (刀库摆向换刀位失败)MG SWING OVERLOAD(刀库摆动过载)DRUM BACK PARK IS FALL (刀库摆回原始位失败)TURRENT MOTOR1 OVERLOAD (刀库移动电机过载)COOLANT MOTOR OVERLOAD (冷却泵过载)DRUM ATC FAULT (自动换刀失败)TOOLS UNLOCKED (刀具未锁紧)BA TTERY ALARM (电池报警)DRUM POSITION SWITCH ERROR (刀库位置检测开关故障)DRUM NOW NOT A T PARK (刀库未在原始位置)IT DANGOU TO MOVE DRUM (刀库禁动)POT UO FAILOR POT NOT AT UP POSITION (刀套未在水平位)POT DOWN FAIL (刀套翻下动作失败)IT IS DANGOUR TO MOVE ARM (机械手禁动)THE SPINDLE STATU IS ERROR (主轴状态错误)ARM MOTOR OR ARM SWITCH FALL (机械手或机械手开关故障)CENTRE LUBRICA TION FALL (中心润滑故障)THE WORK NOT CLAMPED (工件未夹紧)AUTO TOOL CHANGE FAULT (自动换刀失败)TOOL DA TA OUT OF RANGE (指令刀具号超出范围)THE ORDER TOOL NOW IN SPINDLE (目标刀具在主轴上)THE THREE SPINDLE SWITCH FAULT (主轴上的接近开关)THE CENTRE COOLANT IS LOWER (刀具内冷泵液位过低)DRUM RETURN 1# POSITION FAULT (刀库自动回零失败)SPINDLE OVERLOAD (主轴过载)TURRENT MOTOR OVERLOAD (刀盘转动电机过载)CHIP CONVEYER OVERLOAD (拉屑器过载)HARD LIMIT OR SERVO ALARM (硬限位或伺服报警)NO LUB OIL (无润滑油)INDEX HEAD UNLOCKED (分度头未锁紧)MT NOT READY(机床没准备好)MG OVERLOAD (刀库过载)LUB EMPTY(润滑无油)AIR PRESSURE(气压不足)COOLANT NOT READY(冷却没准备好)LUBE EMPTY(油雾油位低,润滑油位低)LUB PRESSURE LOW(润滑压力低)CONVEY VERLOAD(排屑过载)LUB OVERLOAD(润滑过载)LUBE PRESSURE LOW(油雾压力低)数控机床发生故障时,应首先停止机床,不要断电,(有时候断电重新启动后就看不到刚才报警的状态),保护现场,然后对故障进行尽可能详细的记录,故障的记录可为维修人员排除故障提供第一手材料,应尽可能详细。
FANUC常见报警的解释

F A N U C常见报警的解释 This model paper was revised by the Standardization Office on December 10, 2020第一章常见报警的解释368报警(串行数据错误)上图中368报警以及相关编码器报警的原因有:(1)电机后面的编码器有问题,如果客户的加工环境很差,有时会有切削液或液压油浸入编码器中导致编码器故障。
(2)编码器的反馈电缆有问题,电缆两侧的插头没有插好。
由于机床在移动过程中,坦克链会带动反馈电缆一起动,这样就会造成反馈电缆被挤压或磨损而损坏,从而导致系统报警。
尤其是偶然的编码器方面的报警,很大可能是反馈电缆磨损所致。
(3)伺服放大器的控制侧电路板损坏。
解决方案:(1)把此电机上的编码器跟其他电机上的同型号编码器进行互换,如果互换后故障转移说明编码器本身已经损坏。
(2)把伺服放大器跟其同型号的放大器互换,如果互换后故障转移说明放大器有故障。
(3)更换编码器的反馈电缆,注意有的时候反馈电缆损坏后会造成编码器或放大器烧坏,所以最好先确认反馈电缆是否正常。
电源模块PSM控制板内风扇故障443,610上图报警是电源模块控制板内风扇损坏导致的报警(使用αi电源模块时),报警时电源模块PSM的LED显示“2”,主轴放大器SPM的LED显示“59”。
拆下电源模块控制板后,风扇位置如下图所示:主轴放大器SPM内冷风扇故障此故障没有画面报警信息,但是有上图的“FAN”在闪烁,此现象表明主轴放大器SPM的内冷风扇出现了故障。
伺服放大器SVM内冷风扇报警 608,444上图中的报警表示伺服放大器SVM的内冷风扇出现了故障(Z轴和A轴同时出现报警是因为Z轴和A轴是同一个放大器控制的)。
上图中的报警出现时对应的伺服放大器上的LED 显示“1”。
主轴放大器和伺服放大器的内冷风扇位置上图中:(1)主轴放大器内冷风扇的安装位置(2)伺服放大器内冷风扇的安装位置(3)主轴放大器的型号A06B-6111-H XXX#H550(后面带#H***的都是主轴放大器)(4)伺服放大器的型号A06-6114-HXXX注:(1)不同型号的主轴放大器和伺服放大器对应的风扇的型号也不一样,请参考附录。
北京吉普--大切诺基故障诊断代码表
北京吉普--大切诺基故障诊断代码表大切诺基故障诊断代码表故障灯仪器显示 DRB仪器显示故障代码的说明 54 P0340 PCM没有检到凸轮轴信号当发动机运转时,PCM没有检到凸轮轴的参考信号。
53 P0601 内部控制程序故障探测到PCM的内部故障情况 47 P0162 充电系统的电压太低当发动机工作时,蓄电池输入端电压低于额定充电电压,或者在发电机输出回路测试中,探测到蓄电池电压没有明显的变化。
46 P1594 充电系统的电压太高当发动机工作时,蓄电池输入端电压高于额定充电电压42 P1388 自动切断继电器控制回路不良在自动切断继电器控制回路短路/断路 41 P0622 发电机磁场没有正确换向发电机磁场控制回路短路/断路 37 P0743 液力变矩器锁止离合器电磁阀/变速器继电器变矩器锁止离合器电磁阀短路/断路35 P1491 散热器风扇继电器电路不良控制电路短路/断路34 P1595 车速控制电磁阀电路不良在车速控制真空/通风控制电磁阀回路中探测到短路/断路33 P0645 空调离合器继电器电路不良空调离合器继电器电路短路/断路 31 P0443 燃油蒸气排污净化电磁线圈电路在燃油蒸气排污净化电磁线圈电路短路/断路 27 P0203 3号喷油器控制电路 3号喷油器驱动器对控制信号响应不适当P0202 2号喷油器控制电路 2号喷油器驱动器对控制信号响应不适当P0201 1号喷油器控制电路 1号喷油器驱动器对控制信号响应不适当P0204 4号喷油器控制电路 4号喷油器驱动器对控制信号响应不适当P0205 5号喷油器控制电路 5号喷油器驱动器对控制信号响应不适当P0206 6号喷油器控制电路 6号喷油器驱动器对控制信号响应不适当P0207 7号喷油器控制电路 7号喷油器驱动器对控制信号响应不适当P0208 8号喷油器控制电路 8号喷油器驱动器对控制信号响应不适当 25P0505 自定怠速电机电路不良探测到一个或多个自动怠速电机电路中的短路/断路12 PCM与其电源断开 24 P0122 节气门位置传感器电压低P0123 节气门位置传感器电压高22 P0117 发动机冷却液传感器电压低P0118 发动机冷却液传感器电压高17 P1281 发动机冷车时间太长在可接受的时间内没有达到正常温度 14P0107 进气歧管绝对压力传感器电压太低P0108 进气歧管绝对压力传感器电压太高13 P1297 进气歧管绝对压力传感器从启动到运转信号无变化11 P0320 PCM没有检测到曲轴参考信号42 P1389 在PCM内无自动切断继电器的输出电压信号63 P1696 PCM故障----拒绝写程序37 P0753 变速器3—4挡换挡电磁线圈/变速器继电器电路不良23 P0112 进气温度传感器电压太低P0113 进气温度传感器电压太高21 P0132 左侧氧传感器信号电压高P0154 氧传感器2/1信号不可靠P0152 氧传感器2/1信号电压高53 P0600 PCM与SPI失去联系控制器内部故障 45 P0712 变矩器油温传感器电压太低P0713 变矩器油温传感器电压太高77 P1683 速度控制继电器或巡行控制驱动器不良34 P1596 多路传输S/C开关电压高速度控制开关输入信号高P1597 多路传输S/C开关电压低速度控制开关输入信号低 42 P1282 燃油泵继电器控制电路不良21 P0133 氧传感器1/1反应缓慢P0152P0135 氧传感器1/1加热电路不良P0139 氧传感器1/2反应缓慢P0141 氧传感器1/2加热电路不良43 P0300 多个气缸失火P0301 1号气缸失火P0302 2号气缸失火P0303 3号气缸失火P0304 4号气缸失火P0305 5号气缸失火P0306 6号气缸失火P0307 7号气缸失火P0308 8号气缸失火72 P0420 催化装置1/1效能不足31 P0441 燃油蒸气排放控制系统净化气流不正确燃油蒸气排放量过多或不足37 P1899 停车挡/空挡开关卡住P0551 动力转向开关故障高速时,供油过多 52 P0172 左侧混合气成份高空燃比浓 51 P0171 右侧混合气成份低空燃比稀P0175 燃油供给系统2/1混合气成分高空燃比浓P0174 燃油供给系统2/1混合气成分低空燃比稀P0153 氧传感器2/1响应缓慢氧传感器反应速度低P0159 氧传感器2/1响应缓慢氧传感器反应速度低P0155 氧传感器2/1加热装置电路不良氧传感器2/1加热装置电路发生问题P0161 氧传感器2/1加热装置电路不良氧传感器2/1加热装置电路发生问题21 P0138 左侧氧传感器信号电压高P0158 左侧氧传感器信号电压高17 P0125 温度控制闭环回路没有形成发动机在车速信号输入后5MIN内未达到工作温度24 P0121 节气门位置传感器电压和绝对压力传感器电压不一致14 P1296 没有5V电压供给绝对压力传感器25 P1294 额定怠速值没有达到37 P1756 速控液压阀的压值与标压值不一致1757 速控液压阀的压值在挂挡失速试验时高37 P0740 液力变矩器在锁止时,无转速降液力变矩器没有结合 42 P0462 燃油传感器电压低断路P0463 燃油传感器电压高短路P0460 燃油传感器电压无变化不动作 44 P1493 蓄电池温度传感器电压低P1492 蓄电池温度传感器电压高21 P0131 左侧前段氧传感器电压低P0137 左侧后段氧传感器电压低11 P1391 凸轮轴传感器和曲轴传感器都存在间歇性哀减现象 31 P0422 燃油蒸气检漏器探测到小部分泄漏P0455 燃油蒸气检漏器探测到大部分泄漏45 P0711 变速器温度传感器启动后温度没有提高37 P0783 3---4挡电磁阀接通,无转速降15 P0720 车速在24KM/H以上,输出轴转速太低45 P1764 速控液压阀传感器电压低P1763 速控液压阀传感器电压高P1762 速控液压阀传感器的补偿电压高或低37 P0748 速控液压阀电磁控制/变速器继电器电路37 P1765 变速器12V延迟继电器控制电路。
大连叉车故障代码大全
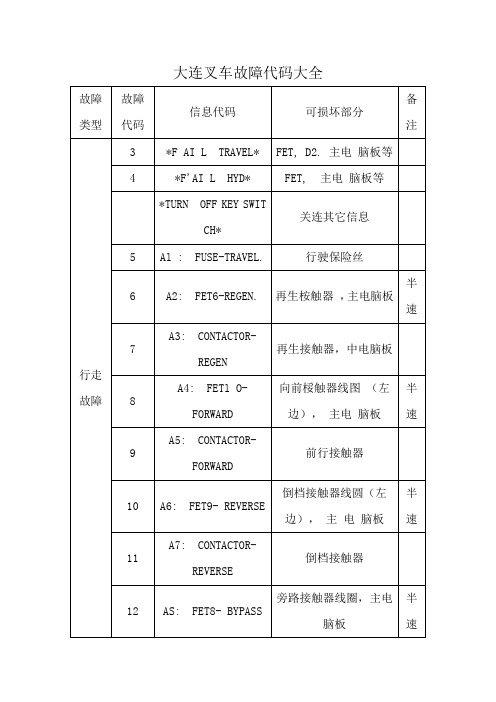
Al3:ACCEL- ACCELERATOR
加速器方向开关
18
Al4:SENSOR- CURRENT(ARAIATUR
电流 传感器Cla)
19
Al5:SENSOR-CURRENT(FIELD)
电流传感器(l f )
20
Al6:SENSOR-SPEED
速席传脓器
液压故障
21
Bl7:FUSE-HYO.
大连叉车故障代码大全
故障类型
故障代码
信息代码
可损坏部分
备注
行走故障
3
*F AIL TRAVEL*
FET,D2.主电脑板等
4
*F'AILHYD*
FET,主电脑板等
*TURN OFFKEYSWITCH*
关连其它信息5Al :FU源自E-TRAVEL.行驶保险丝
6
A2: FET6-REGEN.
再生桉触器,主电脑板
半速
7
A3:CONTACTOR-REGEN
再生接触器,中电脑板
8
A4: FETl O- FORWARD
向前桵触器线图 (左边),主电 脑板
半速
9
A5:CONTACTOR-FORWARD
前行接触器
10
A6: FET9-REVERSE
倒档接触器线圆(左边),主电 脑板
半速
11
A7:CONTACTOR-REVERSE
D24:PC.BOARD- AOS
*FAI LAOS*
D25:TR- AOS
D26:RELAY-AOS
D27: POTENTI O- HYD.LEVER
D28:POTENTIO- MAST
转向故障
FANUC常见报警的解释
第一章常见报警的解释1.1 368报警(串行数据错误)上图中368报警以及相关编码器报警的原因有:(1)电机后面的编码器有问题,如果客户的加工环境很差,有时会有切削液或液压油浸入编码器中导致编码器故障。
(2)编码器的反馈电缆有问题,电缆两侧的插头没有插好。
由于机床在移动过程中,坦克链会带动反馈电缆一起动,这样就会造成反馈电缆被挤压或磨损而损坏,从而导致系统报警。
尤其是偶然的编码器方面的报警,很大可能是反馈电缆磨损所致。
(3)伺服放大器的控制侧电路板损坏。
解决方案:(1)把此电机上的编码器跟其他电机上的同型号编码器进行互换,如果互换后故障转移说明编码器本身已经损坏。
(2)把伺服放大器跟其同型号的放大器互换,如果互换后故障转移说明放大器有故障。
(3)更换编码器的反馈电缆,注意有的时候反馈电缆损坏后会造成编码器或放大器烧坏,所以最好先确认反馈电缆是否正常。
1.2 电源模块PSM控制板内风扇故障443,610上图报警是电源模块控制板内风扇损坏导致的报警(使用αi电源模块时),报警时电源模块PSM的LED显示“2”,主轴放大器SPM的LED显示“59”。
拆下电源模块控制板后,风扇位置如下图所示:1.3 主轴放大器SPM内冷风扇故障此故障没有画面报警信息,但是有上图的“FAN”在闪烁,此现象表明主轴放大器SPM的内冷风扇出现了故障。
1.4 伺服放大器SVM内冷风扇报警 608,444上图中的报警表示伺服放大器SVM的内冷风扇出现了故障(Z轴和A轴同时出现报警是因为Z轴和A轴是同一个放大器控制的)。
上图中的报警出现时对应的伺服放大器上的LED 显示“1”。
1.5 主轴放大器和伺服放大器的内冷风扇位置上图中:(1)主轴放大器内冷风扇的安装位置(2)伺服放大器内冷风扇的安装位置(3)主轴放大器的型号A06B-6111-H XXX#H550(后面带#H***的都是主轴放大器)(4)伺服放大器的型号A06-6114-HXXX注:(1)不同型号的主轴放大器和伺服放大器对应的风扇的型号也不一样,请参考附录。
FANUC报警信息代码

F A N U C报警信息代码 SANY GROUP system office room 【SANYUA16H-C.警告代码手册的这部分描述了警告代码,警告强度,可能的引起原因和措施。
j 附录目录C.1 警告代码表的具体描述C.2 警告代码C.1 警告代码表的具体描述其中:Alarm code表示警告代码; Message表示信息; Alarm severity 表示警告强度。
警告在程序被校正或返回执行或当从外围单元输入一个紧急制动信号或是其他警告信号时失败则会引发警告。
警告是用来提示操作员发生故障,使其为安全起见能中断处理。
提示:如果出现的警告编号不在这里给出代码内,请和FANUC机器人专家联系。
警告代码显示或指示当引发了一个警告,在教导盒上的警告LED发光二极管会亮起,首先会在出现警告信息,然后会出现界面命令行。
操作员可以通过查看LED和信息得知引发了哪个警告。
图C-1 警告显示警告强度如何操作程序或机器人直到程序或机器人停止取决于引发警告的原因的严重性。
这个“严重性”被成为强度。
警告强度级别如下所示:表C-1 警告强度活动警告界面活动警告界面只显示活动的警告。
一旦该警告被警告清除信号输入清除,活动警告界面显示:“没有活动的警告”。
在上一条警告清除信号输入后,界面显示警告输出。
当在警告历史纪录界面按下删除键(+shift),相应的警告会从活动警告界面里清除。
该界面显示警告的严重等级为PAUSE或更高。
不会显示WARN警告, NONE警告或重置。
如果系统变量诸如$ER_NOHIS设置正确的话,一些PAUSE警告或是更严重的警告也可能不会被显示。
如果检测到了多个警告,该界面按检测到的顺序反向显示。
最大可以显示100行。
如果警告有错误发生代码,该代码会在警告显示行下显示出来。
图C-2显示活动警告界面和警告历史记录界面的操作流程。
其中:MENU key pressed, then 4ALARM selected表示:按下MENU(菜单)键,然后选择4ALARM;Alarm key pressed表示:按下警告键;Automatically displayed when an alarm is output表示:当警告被输出会自动被显示;Active alarm screen displayed表示:显示活动警告界面;Alarm history screen displayed表示:显示警告历史记录界面。
fanuc系统报警

之袁州冬雪创作T WORD ERROR (T 码错误)LOW OIL LEVEL (油位低)SPINPLE FAULT (主轴故障)SPINDLE ALARM (主轴报警)EXTERNAL EMG STOP (急停按钮被按下)AC NOT READY (交流盘未准备好)SPINPLE LUBE FAULT (主轴润滑故障)T CODE ERROR (T代码出错,非法T代码)M CODE ERROR (M代码出错,非法M代码)SERVO NOT READY (伺服未准备好)NC NOT READY(NC没准备好)TURRET FAULT (转塔故障)TURRET LIMIT (转塔限位)DC 24V OPEN (直流24断开)+24V NOT READY(+24V没准备好)GRAR DRIFT (档位漂移)PLEASE AXIS RETURN HOME(轴未回零)PLEASE DRUM RETURN HOME(刀库未回零)AIRPRESSFAILURE(气压故障)UNCL TOOL FALL(松刀失败)AIR PRESSURE DROP (压缩空气压力过低)CLAMP TOOL FALL(夹刀失败)DRUM NOT PARKED(刀库未在原值)X ZERO POINT NOT REACHED (X 轴未回零)Y ZERO POINT NOT REACHED (Y 轴未回零)Z ZERO POINT NOT REACHED (Z 轴未回零)4TH ZERO POINT NOT REACHED (第4轴未回零)X AXIS OVERTRAVL(X轴超限)Y AXIS OVERTRAVL (Y轴超限)Z AXIS OVERTRAVL (Z轴超限)COUNTER SWITCH REEOR (计数开关故障)MASTERT RANSFER OVER TEMP (主变压器过热)Z AXIS NOT ATFIRST REF POSITION (Z轴未在第一参考点)SPINDLE ORIENTATION FALLURE (主轴定向失败)TOOL DESENT OR TOOL DATA REEOR (刀具数据错误)PLEASE UNLOAD THE TOOL ON SPRINELK (请卸下主轴上的刀)PLEASE LOAD TOOL ON APINDLE (请装上主轴上的刀)A AXIS UNCLAMP FAIL (A 轴松开失败)A AXIS CLAMP FAIL (A 轴夹紧失败)DRUM OUT TO APRONDLEIS FALL (刀库摆向换刀位失败)MG SWING OVERLOAD(刀库摆动过载)DRUM BACK PARK IS FALL (刀库摆回原始位失败)TURRENT MOTOR1 OVERLOAD (刀库移动电机过载)COOLANT MOTOR OVERLOAD (冷却泵过载)DRUM ATC FAULT (自动换刀失败)TOOLS UNLOCKED (刀具未锁紧)BATTERY ALARM (电池报警)DRUM POSITION SWITCH ERROR (刀库位置检测开关故障)DRUM NOW NOT AT PARK (刀库未在原始位置)IT DANGOU TO MOVE DRUM (刀库禁动)POT UO FAILOR POT NOT AT UP POSITION (刀套未在水平位)POT DOWN FAIL (刀套翻下动作失败)IT IS DANGOUR TO MOVE ARM (机械手禁动)THE SPINDLE STATU IS ERROR (主轴状态错误)ARM MOTOR OR ARM SWITCH FALL (机械手或机械手开关故障)CENTRE LUBRICATION FALL (中心润滑故障)THE WORK NOT CLAMPED (工件未夹紧)AUTO TOOL CHANGE FAULT (自动换刀失败)TOOL DATA OUT OF RANGE (指令刀具号超出范围)THE ORDER TOOL NOW IN SPINDLE (方针刀具在主轴上)THE THREE SPINDLE SWITCH FAULT (主轴上的接近开关)THE CENTRE COOLANT IS LOWER (刀具内冷泵液位过低)DRUM RETURN 1# POSITION FAULT (刀库自动回零失败)SPINDLE OVERLOAD (主轴过载)TURRENT MOTOR OVERLOAD (刀盘转动电机过载)CHIP CONVEYER OVERLOAD (拉屑器过载)HARD LIMIT OR SERVO ALARM (硬限位或伺服报警)NO LUB OIL (无润滑油)INDEX HEAD UNLOCKED (分度头未锁紧)MT NOT READY(机床没准备好)MG OVERLOAD (刀库过载)LUB EMPTY(润滑无油)AIR PRESSURE(气压缺乏)COOLANT NOT READY(冷却没准备好)LUBE EMPTY(油雾油位低,润滑油位低)LUB PRESSURE LOW(润滑压力低)CONVEY VERLOAD(排屑过载)LUB OVERLOAD(润滑过载)LUBE PRESSURE LOW(油雾压力低)数控机床发生故障时,应首先停止机床,不要断电,(有时候断电重新启动后就看不到刚才报警的状态),呵护现场,然后对故障停止尽量详细的记录,故障的记录可为维修人员解除故障提供第一手资料,应尽量详细.记录内容包含下述几个方面:发生时的情况记录 1故障的机床型号,采取的节制系统型号,系统的软件版本号故障的现象,发生故障的部位,以及发生故障时机床与节制系统的现象,如:是否有异常声音、烟、味等 2:发生故障时系统所处的操纵方式,如:AUTO(自动方式)、MDI(手动数据输入方式)、 EDIT(编辑)、HANDLE(手轮方式)、JOG(手动方式)等 3:故障在自动方式下发生,则应记录发生故障时的加工程序号,出现故障的程序段号,加工时采取的刀其号等. 4:发生加工精度超差或轮廓误差过大等故障,应记录被加工工件号,并保存分歧格工件工件 5:生故障时,若系统有报警显示,则记录系统的报警显示情况与报警号.通过诊断画面,记录机床故障时所处的工作状态.如:系统是否在执行M、S、T等.功能?系统是否进入暂停状态或是急停状态?系统坐标轴是否处于“互锁”状态?进给倍率是否为0%等 6:记录发生故障时,各坐标轴的位置跟随误差的值,如果是FANUC 30i的系统,看诊断(DNG):300各轴误差值. 7:记录发生故障时.各坐标轴的移动速度、移动方向,主轴转速、转向.等等 8:障发生的频繁程度记录 a:发生的时例与周期,如:机床是否一直存在故障?若为随机故障.则一天发生几次?是否频繁发生? b:发生时的环境情况,如:是否总是在用电高峰期发生?故障发生时数控机未旁边的其他机械设备下作是否正常? c:加工零件时发生的故障,则应记录加工同类工件时发生故障的概率情况. d:故障是否与“进给速度”、“换刀方式”或是“罗纹切削”等特殊动作有关 9:故障规律性记录a:在不危及人身平安和设备平安的情况下,是否可以重演故障现象? b:故障是否与机床的外界因素有关?c:故障是在执行某固定程序段时出现,可操纵 MDI 方式单独执行该程序段,检查是否还存在同样故障? d:床故障与机床动作有关,在能够的情况下,应检查在手动情况下执行该动作.是否也有同样的故障?e:是否发生过同样的故障?周围的数控机床是否也发生同一故障?等等⑷故障时的外界条件记录 1)发生故障时的周围环境温度是否超出允许温度?是否有部分的高温存在?f:发生时,周围是否有强烈的振动源存在?g:发生时,输入电压是否超出了系统允许的动摇范围?h:发生时,车间内或线路上是否有使用大电流的装置正在停止起、制动?i:发生时,机床附近是否存在吊车、高频机械、焊接机或电加工机床等强电磁干扰源? j:发生时,附近是否正在装置成修理、调试机床?是否正在修理、调试电气和数控装置?1、故障率浴盆三个时期失效期、稳定期、老化期.2、报警显示的故障和无报警显示的故障→:报警显示的故障可分为①硬件显示的故障与②软件显示的故障3、衡量数控机床靠得住性的主要指标是平均无故障时间(MTBF),它是指数控机床在一个比较长的使用过程中,两次故障间隔的平均时间.4、平均修复时间(MTTR)是指数控机床在寿命范围内,每次从出现故障开端维修,直至能正常工作所用的平均时间.平均有效度(A)→1是查核机床靠得住性和可维修性的指标.5、硬件故障是指数控装置的印刷电路板上的集成电路芯片、分立元件、接插件以及外部毗连组件等发生的故障. 软件故障是指数控系统加工程序错误,系统程序和参数的设定不正确或丢失,计算机的运算出错等. 干扰故障是指由于外部和外部干扰引发的故障.6、数控机床故障维修原则:①先外部后外部;②先机械后电气;③先静后动;④先公用后专用;⑤先简单后复杂;⑥先一般后特殊.7、试探交换法:维修人员可以操纵备用的印刷电路板、集成电路芯片或元器件替换有疑点的部分.8、数控机床检检验收内容:①机床外观检查;②机床性能及CNC 功能试验;③机床几何精度检查;④机床定位精度检查;⑤机床切削精度检查;⑥最终验收.9、点检就是依照有关维护文件的规定,对设备停止定点、定时地检查和维护.10、数控机床主运动传动链的两头部件是主电动机与主轴,它的功用是把动力源(电动机)的运动及动力传递给主轴,使主轴带动卡盘夹持工件旋转实现主运动,并知足数控车床主轴变速和换向的需求.11、额定转速至最高转速之间为调磁调速,恒功率输出;最低转速至额定转速之间为调压调速,恒扭矩输出.12、主轴两种新型润滑方式:①油气润滑方式;②喷注润滑方式.13、数控机床主轴的准停装置分接触式和非接触式两种.14、润滑、冷却系统:—→数控的润滑系统主要包含对机床导轨、传动齿轮、滚珠丝杆及主轴箱,其形式有电动间歇润滑泵和定量式集中润滑泵.15、伺服单元和驱动装置可合称为伺服驱动系统.16、CNC装置的硬件布局一般分为单微处理布局和多微处理布局 .17、通常输入数据处理程序包含输入、译码和数据处理三项内容.18、条指令执行完成后,后续指令的衔接方式有三种:①顺序执行方式;②重叠执行方式;③流水的工作方式.19、数控系统的软件布局包含:①前后台型软件布局;②中断型软件布局.20、连线完成后的检查内容:①确保接地杰出;②检查信号屏蔽情况;③一定确保所使用的的电缆符合华中数控公司的接线图的要求.21、数控机床对进给驱动的要求:①调速范围宽;②定位精度高;③疾速响应,无超调;④低速大转矩,过载才能强;⑤靠得住性高.22、进给驱动的分类:①步进电动机进给驱动系统;②直流电动机进给驱动系统;③交流电动机进给驱动.23、电源接口:进给驱动装置的电源一般分为动力电源和逻辑电路电源,对于交流伺服的进给驱动装置还需要节制电源.24、数控机床对主轴传动更高的要求:①调速范围宽;②恒功率范围要宽;③具有四象限驱动才能;④具有位置节制才能.25、电子齿轮比=外部脉冲当量分子(um)/外部脉冲当量分母例题:CK6132车床采取2500先编码器的伺服电机和HSV -16全数字交流伺服,由于四倍频细分技术,所以取值为2500×4=10 000.丝杆为4mm,同步带传动.电机没转一圈,机床运动4mm,即4000个外部脉冲当量,4000/10000=2/5.所以,该机床外部脉冲当量分子参数为2,外部脉冲当量分母为5.26、故障现象:在调试数控车床是,LD4系列4工位时电动刀架在选6号刀架是找不到刀位.故障解除:分析此刀架的工作原理.当数控车床发出换刀信号,经数控PLC程序处理后,发出正传继电器吸和,电机正转,电机带动蜗杆、蜗杆转动.使上刀体抬到一定高度时,聚散销进入盘槽,聚散盘带动聚散销,聚散销带动上刀体转位.当上刀体旋转到所需刀位是,霍尔元件电路发出刀位信号.正转继电器松开、反转继电器吸和,电机反转,聚散盘带动聚散销使上刀体反转,反反靠销进入反靠槽,聚散销从聚散盘中爬出,刀架完成粗定位.同时上刀体下降,端齿啮和,完成定位动作,刀架锁紧.锁紧刀架反转延时时间到,反转继电器松开,电机停止节制.检修时使用系统PLC输入输出显示功能,发现3号刀无信号输入,为PLC输入接点故障,更换一备用信号线,并将其代号写入PLC6好刀位置,故障解除.27、手轮不克不及运行:若手轮不克不及停止操纵,能够有以下原因:(1)伺服没有激活(没有准备好);(2)手摇脉冲发生器没有正确地毗连到内置的I/O接口或I/O模块的I/OLINK没有分配或没有正确分配;(4)由于参数设定错误使相关信号没有输入.故障解除.(1) 检查伺服放大器上的LED是否为0,如果显示为0以外的数字,说明伺服没有激活.(2) 检查电缆是否断线或短路.(3) 检查手轮是否出现故障(手摇脉冲发生器信号是否正确).(4) 检查I/O模块的I/OLINK分配.(5) 检查参数和输入信号.。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
大切故障码解读P0031氧传感器1/1 加热器电路电压低O2 SENSOR 1/1 HEATERCIRCUIT LOWP0032氧传感器1/1 加热器电路电压高O2 SENSOR 1/1 HEATERCIRCUIT HIGHP0037氧传感器1/2 加热器电路电压低O2 SENSOR 1/2 HEATERCIRCUIT LOWP0038氧传感器1/2 加热器电路电压高O2 SENSOR 1/2 HEATERCIRCUIT HIGHP0051氧传感器2/1 加热器电路电压低O2 SENSOR 2/1 HEATERCIRCUIT LOWP0052氧传感器2/1 加热器电路电压O2 SENSOR 2/1 HEATER CIRCUIT HIGHP0068 歧管压力/节气门位置相关性MANIFOLDPRESSURE/THROTTLE POSITION CORRELATIONP0071 环境/蓄电池温度传感器性能AMBIENT/BATTERY TEMP SENSOR PERFORMANCEP0107进气歧管绝对压力传感器电压太低MAP SENSOR VOLTAGETOO LOWP0108进气歧管绝对压力传感器电压太高MAP SENSOR VOLTAGETOO HIGHP0111 进气温度传感器性能INTAKE AIR TEMPSENSOR PERFORMANCEP0112 进气温度传感器电压太低INTAKE AIR TEMPSENSOR VOLTAGE TOOLOWP0113 进气温度传感器电压太INTAKE AIR TEMPSENSOR VOLTAGE TOOHIGHP0116 发动机冷却液温度传感器性能ENGINE COOLANT TEMP SENSOR PERFORMANCE CHRYSLER & JEEPDTC 中文英文P0117发动机冷却液温度传感器电压太低ENGINE COOLANT TEMP SENSOR VOLTAGE TOOLOWP0118发动机冷却液温度传感器电压太高ENGINE COOLANT TEMP SENSOR VOLTAGE TOOHIGHP0121节气门位置传感器电压与绝对压力传感器电压不一致TP SENDOR VOLTAGEDOES NOT AGREE WITHMAPP0122 节气门位置传感器电压太低THROTTLE POSITIONSENSOR #1 VOLTAGE TOOLOWP0123 节气门位置传感器电压太高THROTTLE POSITIONSENSOR #1 VOLTAGE TOOHIGHP0125温度控制闭环回路没有形成(回路不良)CLOSED LOOP TEMP NOT REACHEDP0128 节温器合理性THERMOSTATRATIONALITYP0129 大气压力超出范围太低BAROMETRIC PRESSUREOUT-OF-RANGE LOWP0131左侧排气管前段的氧传感器电压太低O2 SENSOR 1/1 VOLTAGETOO LOWP0132左侧排气管前段的氧传感器电压太高O2 SENSOR 1/1 VOLTAGETOO HIGHP0133 氧传感器1/1 响应缓慢O2 SENSOR 1/1 SLOW RESPONSEP0135 氧传感器1/1 加热器电路不良O2 SENSOR 1/1 HEATERFAILUREP0136 氧传感器1/2 加热器电路故障O2 SENSOR 1/2 HEATERCIRCUIT MALFUNCTIONP0137左侧排气管后段,催化器前部的氧传感器电压太低O2 SENSOR 1/2 VOLTAGETOO LOWP0138左侧排气管后段,催化器前部的氧传感器电压太高O2 SENSOR 1/2 VOLTAGETOO HIGHP0139 氧传感器1/1 响应缓慢O2 SENSOR 1/2 SLOW RESPONSEP0141 氧传感器1/2 加热器电路不良O2 SENSOR 1/2 HEATERFAILUREP0151 氧传感器2/1 电压太低O2 SENSOR 2/1 VOLTAGETOO LOWP0152 氧传感器2/1 电压太高O2 SENSOR 2/1 VOLTAGETOO HIGHP0153 氧传感器2/1 响应缓慢O2 SENSOR 2/1 SLOW RESPONSEP0155 氧传感器2/1 加热器电路不良O2 SENSOR 2/1 HEATERFAILUREP0159 氧传感器2/2 响应缓慢O2 SENSOR 2/2 SLOW RESPONSEP0161 氧传感器2/2 加热器电路不良O2 SENSOR 2/2 HEATERFAILUREP0171右侧的燃油供给系统混合气成分低(空燃比稀)1/1 FUEL SYSTEM LEANP0172左侧的燃油供给系统混合气成分高(空燃比浓)1/1 FUEL SYSTEM RICHP0174燃油供给系统2/1 混合气成分低(空燃比稀)2/1 FUEL SYSTEM LEANP0175燃油供给系统2/1 混合气成分高(空燃比浓)2/1 FUEL SYSTEM RICHP0201 1 号喷油控制电路INJECTOR #1 CONTROL CIRCUITP0202 2 号喷油控制电路INJECTOR #2 CONTROL CIRCUITP0203 3 号喷油控制电路INJECTOR #3 CONTROL CIRCUITP0204 4 号喷油控制电路INJECTOR #2 CONTROL CIRCUITP0205 5 号喷油控制电路INJECTOR #5 CONTROL CIRCUITP0206 6 号喷油控制电路INJECTOR #6 CONTROL CIRCUITP0207 7 号喷油控制电路INJECTOR #7 CONTROL CIRCUITP0208 8 号喷油控制电路INJECTOR #8 CONTROLCIRCUITP0300 多气缸失火MULTIPLE CYLINDERMIS-FIREP0301 1 号气缸失火CYLINDER #1 MIS-FIRE P0302 2 号气缸失火CYLINDER #2 MIS-FIRE P0303 3 号气缸失火CYLINDER #3 MIS-FIRE P0304 4 号气缸失火CYLINDER #4 MIS-FIRE P0305 5 号气缸失火CYLINDER #5 MIS-FIRE P0306 6 号气缸失火CYLINDER #6 MIS-FIRE P0307 7 号气缸失火CYLINDER #7 MIS-FIRE P0308 8 号气缸失火CYLINDER #8 MIS-FIREP0315 无曲轴传感器学习值NO CRANK SENSORLEARNEDP0325 爆震传感器1 号电路KNOCK SENSOR #1CIRCUITP0330 爆震传感器2 号电路KNOCK SENSOR #2CIRCUITP0335 曲轴位置传感器电路CRANKSHAFT POSITIONSENSOR CIRCUITP0339 曲轴位置传感器信号间断CRANKSHAFT POSITIONSENSOR INTERMITTENTP0340 凸轮轴位置传感器电路CAMSHAFT POSITIONSENSOR CIRCUITP0344 凸轮轴位置传感器信号间断CAMSHAFT POSITIONSENSOR INTERMITTENTP0351 1 号点火线圈初级电路IGNITION COIL #1 PRIMARY CIRCUITP0352 2 号点火线圈初级电路IGNITION COIL #2 PRIMARY CIRCUITP0353 3 号点火线圈初级电路IGNITION COIL #3 PRIMARY CIRCUITP0354 4 号点火线圈初级电路IGNITION COIL #4 PRIMARY CIRCUITP0355 5 号点火线圈初级电路IGNITION COIL #5 PRIMARY CIRCUITP0356 6 号点火线圈初级电路IGNITION COIL #6 PRIMARY CIRCUITP0357 7 号点火线圈初级电路IGNITION COIL #7 PRIMARYCIRCUITP0358 8 号点火线圈初级电路IGNITION COIL #8 PRIMARYCIRCUITP0401 EGR 系统性能EGR SYSTEMPERFORMANCEP0403 EGR 控制电路EGR CONTROL CIRCUITP0404 EGR 位置传感器性能EGR POSITION SENSORPERFORMANCEP0405 EGR 位置传感器输出低EGR POSITION SENSORLOWP0406 EGR 位置传感器输出高EGR POSITION SENSORHIGHP0420 催化装置1/1 的催化效能不足CATAL YTIC 1/1 EFFICIENCY P0432 催化装置2/1 的催化效能不足CATAL YTIC 2/1 EFFICIENCYP0441燃油蒸汽排放控制系统净化气流不正确EVAP PURGE FLOWMONITORP0442燃油蒸汽泄漏监测器检测到中度泄漏EVAP LEAK MONITORMEDIUM LEAK DETECTEDP0443燃油蒸汽排污净化电磁线圈电路EVAP PURGE SOLENOIDCIRCUITP0455燃油蒸汽检漏器探测到大量泄露EVAP LEAK MONITORLARGE LEAK DETECTEDP0456燃油蒸汽检漏器探测到少量泄露EVAP LEAK MONITORSMALL LEAK DETECTEDP0460 行驶若干里程燃油液位未变化FUEL LEVEL UNIT NOCHANG OVER MILESP0461 行驶若干时间燃油液位未变化FUEL LEVEL UNIT NOCHANG OVER TIMEP0462 燃油液面传感器电压太低FUEL LEVEL SENDINGUNIT VOLTAGE TOO LOWP0463 燃油液面传感器电压太高FUEL LEVEL SENDINGUNIT VOLTAGE TOO HIGHP0500 无车速信号NO VEHICLE SPEEDSIGNALP0501 车速传感器性能VEHICLE SPEED SENSOR #1 PERFORMANCEP0505 自动怠速电机电路IDLE AIR CONTROL MOTOR CIRCUITSP0506 怠速低性能IDLE SPEED LOW PERFORMANCEP0507 怠速高性能IDLE SPEED HIGH PERFORMANCEP0508 怠速空气控制阀电路输出低IAC VAL VE SENSE CIRCUITLOWP0509 怠速空气控制阀电路输出高IAC VAL VE SENSE CIRCUITHIGHP0513 无效防盗钥匙INVALID SKIM KEYP0519 怠速阀性能IDLE SPEEDPERFORMANCEP0522 机油压力传感器电压太低OIL PRESSURE VOLTAGETOO LOWP0523 机油压力传感器电压太高OIL PRESSURE VOLTAGETOO HIGHP0532 空调压力传感器输出低A/C PRESSURE SENSORLOWP0533 空调压力传感器输出高A/C PRESSURE SENSORHIGHP0562 蓄电池电压低BATTEY VOLTAGE LOW P0563 蓄电池电压高BATTEY VOLTAGE HIGH P0572 制动开关电路输出低BRAKE SWITCH #1 CIRCUITLOWP0573 制动开关电路输出高BRAKE SWITCH #1 CIRCUITHIGHP0580 巡航控制开关输出低SPEED CONTROL SWITCH#1 LOWP0581 巡航控制开关输出高SPEED CONTROL SWITCH#1 HIGHP0582 巡航控制真空电磁阀电路SPEED CONTROL VACUUM SOLENOID CIRCUITP0586 巡航控制通风电磁阀电路SPEED CONTROL VENT SOLENOID CIRCUITP0594 巡航控制阀电源电路SPEED CONTROL SERVO POWER CIRCUITP0600 PCM 与SPI 失去联系SERIAL COMMUNICATIONLINKP0601 PCM 内部控制程序故障PCM INTERNAL CONTROLLER FAILUREP0622 发电机磁场没有正确换向GENERATOR FIELDNOT SWITCHINGPROPERL YP0627 燃油泵继电器电路FUEL PUMP RELAYCIRCUITP0630 VIN 码在PCM 内未编程VIN NOT PROGRAMMED INPCMP0632 里程表在PCM 内未编程ODOMETER NOT PROGRAMMED IN PCMP0633 防盗钥匙在PCM 内未编程SKIM KEY NOT PROGRAMMED IN PCMP0645 空调离合器继电器电路A/C CLUTCH RELAYCIRCUITP0700 TCM 控制器记录故障码TCM CONTROLLER DTC PRESENT。