电气培训轧辊磨床培训倍福V00
倍福点到点轴定位系统培训V3

倍福点到点轴定位系统培训V3一、培训目标倍福点到点轴定位系统培训V3的目标是使学员能够全面了解倍福点到点轴定位系统的原理、功能和使用方法,掌握系统的操作技巧,能够独立完成系统的安装、调试和维护工作。
二、培训内容1. 系统概述1.1 系统介绍:倍福点到点轴定位系统的基本原理和工作方式。
1.2 系统组成:主要硬件和软件组成部分的功能和特点。
1.3 系统应用领域:系统在各个行业中的应用案例和优势。
2. 系统安装与调试2.1 系统安装准备:安装前的材料准备和环境要求。
2.2 系统安装步骤:硬件设备的安装和连接,软件的安装和配置。
2.3 系统调试方法:调试过程中的常见问题和解决方法。
3. 系统操作与功能3.1 系统启动与关闭:系统的开机和关机步骤。
3.2 系统界面介绍:系统主界面的各个功能模块和操作方式。
3.3 系统参数设置:系统的参数配置和调整。
3.4 系统功能操作:系统的各项功能操作和使用技巧。
4. 系统维护与故障排除4.1 系统维护方法:系统的日常维护和保养。
4.2 系统故障排除:常见故障的诊断和处理方法。
4.3 系统升级与更新:系统的升级和软件更新方法。
三、培训方法1. 理论讲解:通过教师的讲解,详细介绍倍福点到点轴定位系统的原理、功能和使用方法。
2. 案例分析:结合实际案例,分析系统在不同行业中的应用和解决方案。
3. 操作演示:通过演示操作,展示系统的操作步骤和使用技巧。
4. 实践操作:提供实际的系统设备,让学员亲自操作和练习,掌握系统的使用方法。
四、培训时间和地点倍福点到点轴定位系统培训V3计划在2022年6月15日至6月17日举行,培训地点为倍福总部位于XX市XX区XX街道XX号。
五、培训对象倍福点到点轴定位系统培训V3主要面向工程师、技术人员和相关行业从业人员,对系统感兴趣并有一定基础的人员。
六、培训收益参加倍福点到点轴定位系统培训V3的学员将获得以下收益:1. 系统知识:全面了解倍福点到点轴定位系统的原理、功能和使用方法。
轧辊磨床设备培训课件
轧辊打毛直径范围(mm) 轧辊打毛长度范围(mm) 轧辊打毛最大重量(t) 轧辊打毛表面粗糙度范围(Ra,um) 轧辊打毛表面最大峰值数(PC,PPI) Ra3.0轧机工作辊机动打毛时间保证值(min / 根)
Φ200~1000 1200~2500
10 0.5~12
700
作用:砂轮进给和补偿 重要性:决定轧辊几何精度、表面质量、辊形
L
H
H1
D D1 D
HEAD CENTERLINE
TECHINT
HYDROSTATIC SPINDLE
SEZ.
2020/7/17
前床身(工件床身)
前床由铸铁制造,设计采用刚性、重 棱、加强肋,具有校正、维护检修和 高精度工作所必要的刚度、强度和平 稳性,两导轨分别为V型和平型。 托架和尾架依靠齿条(A)沿床身移动, 结构B设计用于尾架,并且中间槽面 在床身全长上呈斜坡形以便冷却水通 过孔C流入槽D 过滤器。
21
为什么轧辊需要轧辊磨床和电火花毛 化设备?
1、去除轧制硬化层、疲劳层 2、达到想要的目标辊型满足轧钢工艺要求 3、达到目标粗糙度和表面质量要求 满足更高板面质量要求
轧辊磨床基本结构 1、床身导轨(Z轴导轨)
材质
高级铸铁
设计
用于吸振的重型
加强筋结构,宽型固体导轨,
表面精刮,动压 /静压系统
热稳定性 等质量分布,有
轧辊磨床设备培训
2020/7/17
叙利亚驻联合国 大使:贾法里
中兴创始人: 侯为贵
2020/7/17
2020/7/17
内容大纲
1
磨辊间磨床设备介绍
2
轧辊磨床基本参数
3
轧辊磨床基本结构
磨床技能培训计划

磨床技能培训计划一、培训目标本培训旨在通过系统的理论学习和实践操作,提升学员对磨床操作技能的掌握和应用能力,让学员掌握磨床的基本原理和操作技能,具备良好的磨床操作技能和安全意识,能够独立完成磨床加工工作。
二、培训对象本次培训对象为具有一定机械加工基础的操作工人和相关技术人员,具备一定的机械加工基础知识和操作经验,希望通过培训提升自身的磨床操作技能和水平。
三、培训内容1. 理论学习(1)磨削加工原理和工艺流程(2)磨削加工的工艺参数和规范(3)磨床的结构和工作原理(4)磨床的常见故障和维修方法2. 实践操作(1)磨床的日常维护和保养(2)磨削加工工艺参数的调整(3)磨削加工产品的质量检验(4)磨床操作安全规范和事故应急处理四、培训方法1. 理论学习采用课堂教学和讲解相结合的方式,通过PPT、视频等多媒体形式展示相关知识和技能,并结合实例进行讲解和讨论,让学员快速掌握知识点。
2. 实践操作采用工作坊式的实践操作模式,由专业技术人员进行现场指导和操作示范,让学员亲自操作磨床设备,实践操作各种磨削加工工艺,从而掌握磨床操作技能。
五、培训计划1. 第一阶段(2天)(1)磨削加工原理和工艺流程的理论学习(2)磨床结构和工作原理的讲解(3)磨床的日常维护和保养方法的学习2. 第二阶段(3天)(1)磨床操作安全规范和事故应急处理的理论学习(2)磨削加工工艺参数的调整和实践操作(3)磨削加工产品的质量检验和相关技术指标的讲解3. 第三阶段(2天)(1)磨床的常见故障和维修方法的理论学习(2)磨床故障排除和维修操作的实践操作(3)磨床操作技能和水平的综合评估六、培训考核1. 理论考核培训期间进行理论知识考核测试,测试学员对磨床操作的理论知识的掌握程度。
2. 实践考核培训结束进行实践操作考核,测试学员对磨床实际操作技能的掌握程度和水平。
七、培训评估1. 培训效果评估培训结束后进行学员满意度调查和反馈收集,评估培训效果和学员对培训的满意程度。
倍福CNC培训6NCppt

定期检查
为确保设备的正常运行 ,需定期对设备进行检 查,包括机械部件、电
气系统等。
清洁保养
定期对设备进行清洁保 养,保持设备的整洁和
良好的工作状态。
润滑保养
根据设备的需要,定期 对设备的运动部件进行 润滑保养,以减少磨损
和摩擦。
故障排查与维修
当设备出现故障时,应 及时进行排查和维修, 确保设备的正常运行。
2023-12-24
倍福CNC培训(6NC)
汇报人:可编辑
contents
目录
• 倍福CNC设备介绍 • CNC编程基础 • 倍福CNC设备操作技巧 • 倍福CNC设备故障诊断与排除 • 倍福CNC加工案例分析
01
倍福CNC设备介绍
倍福CNC设备的特点与优势
高精度加工
倍福CNC设备采用先进的数控 技术,具有高精度的加工能力 ,能够满足各种高精度零件的
总结词
强调倍福CNC在高效加工策略应用方面的优势。
详细描述
倍福CNC采用先进的加工策略,如优化切削参数、减少空行程等,实现高效加 工。通过合理的工艺安排和数控编程优化,倍福CNC能够大幅度缩短加工时间 ,提高生产效率,降低生产成本。
倍福CNC加工案例三:多轴联动加工技术
总结词
展示倍福CNC在多轴联动加工技术方面的领先地位。
切削参数包括切削速度、进给速 度、切削深度等,需要根据工件 的材料、刀具的种类和加工要求
等因素进行选择。
切削参数的设置需要考虑加工效 率和加工质量的平衡,以提高加
工过程的稳定性和准确性。
03
倍福CNC设备操作技巧
倍福CNC设备的开机与关机操作
开机操作
在设备关闭的状态下,首先检查 电源是否正常,然后打开主电源 开关,等待系统自检完成,最后 根据需要打开相应的控制单元。
磨床技术培训内容

磨床技术培训内容新进员工安全意识和注意事项在生产操作中必须注意的安全问题:新进或者没有接触过培训的员工,在工作中不要触碰自己没有接触过或者不熟练的机械及其部件,不要触碰旋转中的皮带轮,砂轮,导轮或者主轴等高速旋转的物体。
没有经过培训不要接触通电的物体,因公司制造的磨床或者使用的工具以高压(380v)为主,发现安全隐患要及时向班组长反应问题。
已经损坏的电动工具或者砂轮等物品一定要标示,否则容易造成事故。
拆装砂轮等比较笨重机器零件,一定要多人或者请有拆装经验的人员协助处理。
在拆装菱角比较锋利的零件一定要戴手套。
新装砂轮时一定要请技术人员或者有多次安装经验的人员协助安装,砂轮安装好后,第一次启动时应当做好防护措施,在站在机床前面或者面对砂轮的地方,以免发生意外。
车间生产中一旦发生事故一定要立即处理并上报上级管理人员。
机器保养:在工作结束后要保持工作场地的卫生整洁,使用的物品或者零件一定要摆放整齐,使用的工具要还原到原放置区域。
试磨或者学习时开启的机器一定要关闭,并且清扫机器及其周边的卫生,使用后应当在机器没有喷漆的裸露容易生锈的部分做防锈处理。
注意在使用机器的时候尽量不要破坏表面油漆。
在工作中一定要小心轻放,避免碰坏刮花铲花部分,喷漆以后不要碰坏油漆表面。
重的零件尽量用航车吊装,以免造成不必要的安全隐患。
因操作现场有甲苯油类等易燃易爆物品,不要在工作场合吸烟,精密零件安装尽量不要带手套。
装配液压系统时允许使用密封填料或密封胶,但应防止进入油管,油缸主轴等内部。
.进入装配的零件及部件(包括外购件、外协件),均必须具有检验部门的合格证方能进行装配。
.零件在装配前必须清理和清洗干净,不得有毛刺、飞边、氧化皮、锈蚀、切屑、油污、着色剂和灰尘等。
装配前应对零、部件的主要配合尺寸,特别是过盈配合尺寸及相关精度进行复查。
.装配过程中零件不允许磕、碰、划伤和锈蚀。
螺钉、螺栓和螺母紧固时,严禁打击或使用不合适的旋具和扳手。
轧辊培训资料
轧辊的寿命主要取决于轧辊的内在性能和工作受力,内在性能包括强度和硬度等方面。
要使轧辊具有足够的强度,主要从轧辊材料方面来考虑;硬度通常是指轧辊工作表面的硬度,它决定轧辊的耐磨性,在一定程度上也决定轧辊的使用寿命,通过合理的材料选用和热处理方式可以满足轧辊的硬度要求。
钢铁英才网针对此概述了传统的轧辊选材及其热处理工艺,同时,对轧辊材料及其热处理工艺的发展进行了展望如我国一直使用的9Cr2Mo、9Cr2MoV和86CrMoV7、俄罗斯的9X2MΦ、西德的86Cr2MoV7、日本的MC2等。
这类材质的合金化程度较低,在经过最终热处理后,其淬硬层深度一般为12~15mm(半径),仅能满足一般要求,而且使用中剥落和裂纹倾向严重,轧制寿命低.9Cr3MoV需要承受强大的轧制力,同时表面要承受轧材的强力磨损,反复被热轧材加热及冷却水冷却,经受温度变化幅度较大的热疲劳作用。
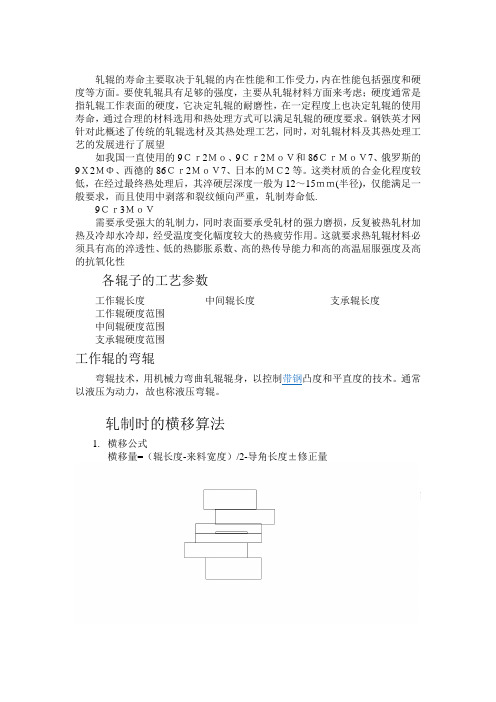
这就要求热轧辊材料必须具有高的淬透性、低的热膨胀系数、高的热传导能力和高的高温屈服强度及高的抗氧化性各辊子的工艺参数工作辊长度中间辊长度支承辊长度工作辊硬度范围中间辊硬度范围支承辊硬度范围工作辊的弯辊弯辊技术,用机械力弯曲轧辊辊身,以控制带钢凸度和平直度的技术。
通常以液压为动力,故也称液压弯辊。
轧制时的横移算法1.横移公式横移量=(辊长度-来料宽度)/2-导角长度±修正量写详细d导角导角设定的原因防止应力集中造成的伤害轧线的调整方法轧线的调整时根据支承辊的半径,工作辊的直径,中间辊的直径急速而来的,压下量=(30+950/2+370+300)-(支承辊直径/2+中间辊直径+工作辊直径)轧辊的冷却系统轧辊的冷却示意图1.调节板型的方法,分节调整乳化液的流量。
(分段调整)2.轧制过程中,由于冷却的原因,轧制过程中轧辊变成凸辊,所以感觉可以弯辊降下来了。
3.喷射梁的喷嘴。
电气培训_轧辊磨床培训参考文档

4/6/2020
电气元件——流量计
流量显示功能的流量开关 可设定检测流经管道内的流量大小, 当流量低于设定切换值,触点状态改 变,向控制系统发出信号,从而达到 保护设备性能的功效。 在轧辊磨床中应用于砂轮主轴润滑油 流量的监控,z轴运动部件(导轨或丝 杠)润滑油流量的监控。
4/6/2020
电气元件——接近开关
接近开关按其外型形状可分为圆柱型、方 型、沟型、穿孔(贯通)型和分离型,主 要应用的是圆柱形和方形。
接近开关有两线制和三线制。其中三线制 又分NPN型和PNP型,接线方式不同,更 换时一定要注意。
两线制接近开关接线比较简单,接近开关 与负载串联后接到电源即可。
直流三线接近开关的三根线分别是:棕色 线---电源正极 蓝色线---电源负极 黑色线 ---输出信号
过限位时、或测量系统碰撞保护开关动作时此安全继电器动作,使快速切断相应的输 出动作。当POWER、CH1、CH2指示灯完全亮起时,继电器才是正常状态,否则检查 限位保护链路。(在后续图纸讲解章节重点讲解)
PNOZ X2.1继电器响应来自安全 限位回路的中断信号。
当工作电正常时“POWER” 指示灯亮,当重置回路S33-S34 闭合时,模块准备就绪。
1)图纸代号:KA 2)图形符号:
控制线圈
4/6/2020
常开触点
常闭触点
电气元件——中间继电器
3)用途 当其它电器的触头对数不够用时,可借助中间电器来扩展 它们的触头数量。也可以实现触点通电容量的扩展。
AC 220V
AC 220V
DC
DC24V小型中间继电器
24V
AC
数控轧辊磨床学习课件
• 有没有觉得不懂的?要是有的话?我们讨论下磨床加工 的产品---轧辊.
• 下面我们把上面的磨削过程分开来看一下每步的过程, 在每步的过程里,我们可以很清楚的看到磨床各个功 能部件的作用和动作.
compensation by CNC
U1 axis
10. Measuring of roll shape 11. Measuring of approach position
12. Grinding wheel approach
13. Start grinding:
- Roughing with crack detection - Finishing
标准和规程
• 不以规矩,无已成方圆.好的标准和规程是 指导我们行为的标尺,是管理工作好坏的体 现.
标准 规程
大家觉得还需要一起学习点什么?
谢谢大家. 若内容有不好的错的地方请大家谅解.
陈才安
21. The grinding carriage is
traveling in safe parking position to give space for unloading of roll.
22. Machine to unload position
- Roll stop - Faceplate retracted - Tailstock quill retracted
在解决摩擦和磨损问题
• 这涉及到静压技术,主要包括的部件为: • 砂轮主轴 • 大滑架(也叫大拖板) • 静压拖瓦 • 先看说明,再看图纸.
磨床的电气控制部分
倍福系统在轧辊磨床的应用

V0. 1 No 4 12 . . Oc .2 l t O1
倍 福 系统 在 轧 辊磨 床 的应 用
陈
摘 要 : 传统的 对于 控制任务, 基于P 的控制技术 C 提供了良 好的可升 级性和灵活性, 此在工控领 基于P 控制技 因 域, C的
装了微软公司的嵌人式操作系统 ( i osT20/ wn wN / 0 d 0 X /E.E /P 的普 通 P PC N TX ) C和 Bchf公 司 的嵌入 eko 式控制 系统改造为具 有实时 能力 的 P C控 制器。 Behf产 品通过 与 T iC T编 程 环 境相 结 合 , eko wn A 以 及系统管理器对 Bchf公司各种 I e o k f / O设备 的驱
轧辊 加工 , 程序 编 制 , 线 监测 , 轮 补偿 , 件管 在 砂 文
理及 曲线补偿 。各部分功 能通过 T i A P C和 w C TL n 数据库及 N C进行接 口实现。以下对各部分的最 终 功能进 行说 明 。
12 i tu 及 Pob s 线通 讯 . Lg b s h r u总 i f
Bchf提 供 了 I eko / 列 组 件 , 有 相 应 的编 O系 配
程和组态工具 。在磨床上 主要应用 l h u、 r — , t sPo l b g i f
bs u 总线进行 通讯 :
Lg tu ihb s
u bs Bchf光纤总线系统。在机床的 t 为 eko u 各个通讯子站间 , 通过一根光纤 电缆代替其它传统 通讯 电缆线路 。在 控制 计 算 机 中集 成 一块 智 能型 Bc o Ⅱ bs 口卡来取代一系列 I ek f t 接 hf u / O接 口单
坏 , 成通讯 中断 。 造
轧钢培训

(6)轧辊平衡。现代小型轧机中,轧辊的平衡多采用液压平衡方式。 目前还有一种是采用弹性塑料来代替液压缸(即弹性阻尼体),来完成 轧辊的平衡。我们所用轧所采用的正是由弹性阻尼体来完成轧辊的平衡, 这种结构和减少机架上的液压配管,给轧机维护带来方便。
–
目前世界上应用最广泛的摩根型 高速无扭轧机是美国摩根( Morgan )公司 1962 年开始研制的, 1966 年 首先应用于加拿大钢铁公司哈密尔 顿( Hamilton )厂,其轧制速度 43 ~ 50m/s 。同时摩根公司和加拿大斯 太尔摩 (Stelmo )公司联合开发了线 材轧后控制冷却系统,称之为斯太 尔摩线。 – 摩根新式精轧机发展经历了 6 个阶段,精轧机的轧制速度从第 I 代 的 43m/s ,到第Ⅵ代的 100m/ ,提高 了1.3倍。
二、短应力轧机
短应力轧机原理 根据胡克定律,受力零件的弹性变形量与其应力回线成正比。轧机几 座中受轧制力零件的长度之和,就是该轧机应力回线的长度。提高机座 刚度的途径之一,就是缩短其应力回线的长度,如下图
生产准备轧机、导卫原理培训
• 培训目的: 通过三维软件对现有设备进行模拟操作,结合现场实际,使员工 能够直观的看到轧机及导卫的内部结构,工作原理。 1、学习和了解轧机、导卫在轧制过程中的作用,基本构造。 2、了解轧辊及导卫基本知识,熟悉我厂现有轧辊及导卫种类以及 在各架次中的应用。 3、了解轴承基本知识、选用原则、装配中应该注意的问题。 4、了解我厂轧机和导卫的常见故障,如何预防此类故障。 通过此次学习能够更加系统的了解轧辊及导卫装置的作用以及装 配过程中应该注意的事项。
一般将轧制速度大于40m/s的线材轧机称为高速 线材轧机。
电气培训_轧辊磨床培训_倍福V00

•
加强自身建设,增强个人的休养。20 20年11 月25 日上午1 1时37 分20.1向上而生。 2020年 11月2 5日星 期三上 午11时3 7分25 秒11:3 7:2520 .11.25
•
严格把控质量关,让生产更加有保障 。2020 年11月 上午11 时37 分20.11. 2511:37November 25, 2020
• 8、触发本故障的程序段如下
11/25/2020
• 9、“login” → 为了更直观观察“display flow control”(显示能流控制)
•
此故障是由于什么原因引起的就会一目了然。
11/25/2020
• 注意: 不要点击绿色的能流控制条,否则PLC会 处于停止状态
11/25/2020
• 该软件为IEC61131-3的开发工具。PLC程序均在此编写和测试。
•
TwinCAT 系统控制
•
除可见的程序之外 ,还有后台运行的隐藏的任务和驱动。
TwinCAT 系统控制管理这些程序。
11/25/2020
•
TwinCAT Scope View 观察器
• 利用TwinCAT观察器的帮助,过程值可以利用图形的方式实时显示。 动态轴的值完全可以检测。
THE END! THANK YOU!
•
踏实,奋斗,坚持,专业,努力成就 未来。 20.11.2 520.11 .25Wednesd ay, November 25, 2020
•
弄虚作假要不得,踏实肯干第一名。1 1:37:2 511:37 :2511:3711/ 25/20 20 11:37:25 AM
二、TwinCAT系统简介
11/25/2020
电气培训-轧辊磨床电气培训(3)-西门子V0.0(PPT43页)

2、 西门子840D数控系统组成
• SINUMERIK840D是由数控NCU,MMC , PLC模块三部分组成,由于在集 成系统时,总是将SIMODRIVE611D驱动和数控单元NCU并排放在一起, 并用设备总线互相连接,因此在说明时将二者划归一处。
11/26/2019
2.1人机界面
11/26/2019 380VAC电源接入电源馈入模块
3.2 电源模块
• 1)电源模块的接口功能 • 电源模块上有各种接口端子、DIP开关以及状态指示等,
正确理解和应用这些端子、开关和指示灯,是保证电源模 块正常可靠运行的关键,也是排除电源模块故障的关键。
11/26/2019
11/26/2019
• 驱动模块结构示意图如下:
控 制 单 元
11/26/2019
• 611D控制模块的接口
11/26/2019
3.3 611U驱动器结构和工作原理
• 611U伺服驱动 器主要用在倍 福控制系统中
控制模块用于单或双轴功率模块
伺服坐标轴、伺服主轴或普通感应电 机主轴
主轴和进给轴可以在同一个控制模块 上
用场合不同,其布局也不同,目前,有车床版MCP和铣床版MCP两种。 对810D和840D,MCP的MPI地址分别为14和6,用MCP后面的S3开关设定 。
11/26/2019
• 2.2 NCU及驱动单元 NCU单元由NCU盒及NCU控制单元两部分组成,NCU盒包含电池风 扇单元,直流母线以及NCU控制单元的金属支架。 在NCU中风扇单元的后备电池用于保持许多必须由电池作后备的 SRAM数据和时钟。电池的正常电压为3.0~3.1V。容量950mAH 装在NCU上面的装有电池/风扇的小盒可以在系统断电后更换,内部 数据可以被电容保存15min。
磨床学徒培训计划
磨床学徒培训计划一、培训概况磨床是一种用于精密加工的机械设备,通常用于对金属、非金属等材料进行表面加工。
而磨床学徒是指受聘于磨床加工企业的新员工,通过一定的培训计划,逐步学习和掌握磨床操作技能和相关知识,成为一名合格的磨床技术工人。
本文将针对磨床学徒的培训计划进行详细介绍。
二、培训目标1.了解磨床的基本工作原理和工作流程;2.掌握磨床的操作技能,包括设备启动、调整、停止等操作;3.学习并掌握磨床的安全操作规范;4.了解磨削工艺的基本知识,包括磨削原理、磨削工具和砂轮选择等;5.熟悉磨床零部件的结构和功能,能够进行简单的维护和保养。
三、培训内容1.磨床基本操作磨床的基本操作包括设备启动、调整、停止等。
学徒需要通过实操和模拟操作,掌握磨床的基本操作流程和注意事项。
2.磨床安全操作规范学徒需要了解并熟悉磨床的安全操作规范,包括穿戴劳动防护用品、设备安全操作、紧急停机程序等,确保工作安全。
3.磨床工艺知识学徒需要学习磨削工艺的基本知识,包括磨削原理、砂轮选择、磨削工具使用等,为后续的实操提供理论支持。
4.磨床零部件知识学徒需要了解磨床的零部件结构和功能,包括主轴、磨头、夹具等,能够进行简单的维护和保养。
5.实操培训通过师傅的指导和实际操作,学徒逐步掌握磨床的操作技能和工艺知识,提高自己的实际操作能力和工作经验。
培训结束后,进行一定的考核评估,检验学徒的学习成果和操作能力,确保学徒具备独立操作磨床的能力。
四、培训时间安排磨床学徒培训通常安排在正式入职之前,培训时间一般为3-6个月。
具体时间安排如下:1.第1-2个月:磨床基本操作和安全规范培训;2.第3-4个月:磨床工艺知识和零部件知识培训;3.第5-6个月:实操培训和考核评估。
五、培训方式1.理论培训通过课堂教学、图文并茂的教材、多媒体教学等方式,对学徒进行磨床基本操作、安全规范、工艺知识和零部件知识的理论学习。
2.实操培训实操培训是磨床学徒培训中最重要的环节,通过师傅的指导和实际操作,学徒逐步掌握磨床的操作技能和工艺知识。
磨辊间员工培训讲义.doc

磨辊间员工培训讲义1, 磨床的主要组成部分及功能2, 轴承的基本结构及作用a内圈b.外圈c.圆锥滚动体保持架d.BB环,CC环,DD环3,抛丸机的基本结构及作用1•抛射室:轧辊进行抛丸的空间区域2•抛丸器:使钢砂加速到一定速度打到辊面上,使轧辊具有一定的粗糙度3•钢丸收集室:轧辊毛化时,钢砂掉到格栅上,落到抛射室底部的螺旋输送器处,钢砂积累在此4•螺旋输送机:将钢砂水平的送到斗式提升机处•5•斗式提升机:以螺旋输送器汇集来的钢砂,经其将钢砂垂直送到顶部•6•风洗式分离器:分离不同粒度的钢砂,灰尘混合物.7•旋振筛:利用振动电机的振动来筛分不同粒度的钢砂8•钢砂储料仓:储存的钢砂,保证抛丸时钢砂足量•9•除尘器:抛丸时,抛丸室里的钢砂在循环过程中发生的粉尘,经吸风罩和空气输送管道进入惯性沉降室,分离粉尘•10•轧辊驱动小车:承载轧辊进出抛丸室,抛丸时使轧辊旋转•4,轧辊的磨削方法及基准5,事故轧辊的处理方法工作辊及中间辊1. 般为轧制中发生压偏,因钢板局部叠层造成轧辊表面出现白色肋印2. 首先用肉眼确认受损程度,再将事故辊进行整个辊面磨削0.3mm,磨削完后对事故部位作一次涡流探伤确认,直到全部处理完后再进行正常磨削1. 首先用肉眼对裂纹进行确认,再对事故部位进行局部套沟,用磁粉探伤法进行确认,直到裂纹全部磨削宀完.2. 对整个辊面实施磨削,直到辊面直径全部一致后再进行正常磨削1. 对表面所粘铁皮用其它工具最大限度去除.2. 移入磨床,对整个辊面实施磨削,全面去除表面铁皮.3. 用肉眼确认掉肉或裂纹最严重部位,并记录位置.4. 对裂纹最严重部位实施局部磨削,并使用磁粉探伤法进行确认.5. 局部探伤正常的轧辊进行全面磨削至直径一致6. 对探伤后正常的轧辊再进行正常磨削支撑辊1. 在肋痕发生的状况下,如继续使用,因加工硬化局部发黑,最终发生裂纹.2. 对肋痕发生的支承辊实施全面磨肖U,将肋痕全部消除后再正常磨削。
磨床培训
磨床工技术培训1.磨削的加工方式:外圆磨、内圆磨、平面磨、无心磨和成形磨……。
2.磨削加工的特点:精度高,可达到 IT5——IT6级粗糙度可达到:Ra=0.8以上能加工淬火后的高硬度材料。
3.无心磨床主要用于磨削大批量的细长轴、及无中心孔的轴、套、销等零件。
4.无心磨床加工中,工件不用顶尖定位,放在磨削轮中间,由托板支持着进行磨削,工件中心略高于磨削轮和导轮中心连线。
工件在导轮摩擦力带动下产生旋转运动。
导轮轴线相对工件轴线有一夹角,横磨时倾角α=0.5º——1º,使工件在磨削时紧靠档铁。
5.M1040无心磨床主要构件:磨削轮架、导轮架、床身、砂轮修整器、导轮修整器、工件支架。
6.机床在磨削轮及导轮的上方各备有两套修整器,分别修整砂轮和导轮。
考虑到导轮已倾斜一角度α,故导轮修正器滑座也应转一个相同的角度α7.磨削砂轮分:刚玉类、和碳化物类;砂轮粒度细小,粗度号越大;平磨、外圆磨和无心磨一般选46——60号,精磨选60——80号。
8.结合剂是砂轮粘接分散磨粒,使之成型的材料,砂轮是否耐腐蚀、能否承受冲击、和经受高速旋转而不致破裂,主要取决于结合剂。
常用结合剂有以下三种:陶瓷结合剂(A)、树脂结合剂(S)、橡胶结合剂(X)。
9.砂轮硬度:砂轮的硬度是指砂轮上磨削在外力作用下脱落的难易程度。
主要取决于结合剂的粘接力和含量,粘接力强;结合剂含量多砂轮的硬度高。
10.砂轮的选择:磨削较软的材料采用较硬的砂轮;磨削较硬的材料选择较软的砂轮;磨削工件易烧伤和裂纹选择较软的砂轮;加工件硬度高、粗糙度要求高选择硬一点的砂轮。
11.砂轮的代号12.磨削用量:(外圆磨)a.砂轮圆周速度;砂轮圆周速度高,加工出的工件表面粗糙度高。
该速度大离心力大,砂轮易破。
b.工件圆周速度:工件圆周速度增大,生产效率高,但加工精度低,粗糙度下降。
还容易造成振动形成多角形波纹,工件圆周速度过小,工件温度上升,容易烧伤,且生产效率低。
倍福点到点轴定位系统培训V3
倍福点到点轴定位系统培训V3TwinCATNCPTP实用教程3.8飞锯.............................................................. ................................................................ ........544编写NC单轴控制的PLC程序.............................................................. ..............................554.1准备工作.............................................................. ................................................................ 554.1.1引用引用TcMc.lib........................................................ ....................................................554.1.2声明PLC_TO_NC及NC_TO_PLC类型的变量.. (554).1.3PLC程序说明.............................................................. .....................................................564.2轴的管理.............................................................. ................................................................ 574.2.1使能MC_Power........................................................ .......................................................574.2.2复位MC_Reet.........................................................读取当前位置MC_ReadActualPoition............................................ .............................584.2.4设置当前位置MC_SetActualPoition............................................. ...............................584.3轴的动作.............................................................. ................................................................ 594.3.1匀速运动MC_MoveVelocity................................................. ..........................................594.3.2绝对定位MC_MoveAbolute.................................................. ........................................604.3.3相对定位MC_MoveRelative................................................. ..........................................604.3.4点动MC_Jog.......................................................... ..........................................................614.3. 5停止MC_Stop......................................................... .........................................................624.3.6模长内定位MC_MoveModulo................................................... .....................................624.3.7重置目标位置和速度MC_NewPoAndVelo................................................. .................644.3.8重置目标位置.....................................654.4寻参MC_Home......................................................... .........................................................654.4.1可选的寻参方式.............................................................. .................................................654.4.2寻参过程.............................................................. . (664).4.3几种寻参方式的比较.............................................................. .........................................674.4.4寻参功能块MC_Home......................................................... ...........................................694.4.5寻参的速度.............................................................. .........................................................704.4.6参考点的位置.............................................................. .....................................................704.5位置外部设定值发生器(E某ternaletvaluegeneration)....................................... .........714.5.1MC_E某tSetPointGenEnable.............................................. ................................................714.5.2MC_E某tSetPointGenDiable.............................................................................................724.5.3MC_E某tSetPointGenFeed................................................ .................................................724.6位置补偿.............................................................. ................................................................ 744.6.1MC_MoveSuperImpoedE某t............................................................... ..............................744.6.2适用位置补偿的场合.............................................................. .........................................754.7TwinCATNC全闭环控制.............................................................. .....................................794.8从PLC程序修改NC轴的参数设置.............................................................. ....................834.9轴的状态函数.............................................................. ........................................................855编写NC多轴联动程序.............................................................. ...........................................875.1电子齿轮.............................................................. ................................................................ 875.1.1齿轮耦合.............................................................. . (875).1.2齿轮解耦.............................................................. . (885).2电子凸轮.............................................................. ................................................................ 905.2.1凸轮表CamTable........................................................ ....................................................905.2.2凸轮表的耦合与解耦.............................................................. .........................................90-2-TwinCATNCPTP实用教程5.2.3扩展凸轮耦合.............................................................. .....................................................915.2.4凸轮缩放.............................................................. . (935).2.5凸轮在线修改的激活模式.............................................................. .................................935.2.6凸轮缩放的模式.............................................................. .................................................955.2.7从文件装载凸轮表...........................................................................................................975.2.8修改凸轮表的关键点.............................................................. .........................................985.3收放卷及张力控制.............................................................. ................................................995.3.1功能块.............................................................. ................................................................ .995.3.2张力控制的原理框图.............................................................. .......................................1005.4万能飞锯.............................................................. .. (10)25.4.1.Interface接口.............................................................. .................................................1035.4.2.速度同步.............................................................. ...........................................................1035.4.3.位置同步.............................................................. ...........................................................1045.4.4.在PLC程序中实现飞锯功能.............................................................. ..........................1045.4.5.同步模式..............................................................4.6.飞锯同步特征值FlyingSawCharacValue............................................ .........................1085.5TwinCATNCFifo.................... ................................................................ ...........................1105.5.1配置TwinCATNCFifo 组.............................................................. ...............................1105.5.2Fifo控制的PLC程序.............................................................. ......................................1126TwinCATNC控制A某5000............................................................ .....................................1146.1A某5000功能介绍.............................................................. ................................................1146.2A某5000接线说明.............................................................. ................................................1156.3在SytemManager中配置和调试A某5000............................................................ .........1156.3.1安装A某5000配置工具.............................................................. ...................................1156.3.2更新Firmware........................................................ ........................................................1156.3.3 DriveManager界面介..................................1166.3.4扫描A某5000............................................................ ......................................................1186.3.5配置A某5000,.......................................................... ....................................................1216.3.6配置TwinCATNC 轴。
磨床操作培训演示课件
软着陆装置
? 轧辊用天车吊到托架上时,不可避免 地会对托架有冲击。这个冲击会损伤 托瓦。
? 为了避免对托瓦的损伤, 设置了这个 软着陆机构。
? 轧辊先落到软着陆机构。然后, 机构 中的油缸再带着轧辊平稳地下落到托 瓦上。
? 这个装置,能有效地保护托瓦。(尤 其是托支撑辊的全静压瓦)
9
翻箱装置
? 翻转轧辊支持箱,避免轧辊支撑箱妨 碍砂轮对轧辊的加工。 (目前磨削热轧 辊才有翻箱机构)
? 根据2160现场上下轧辊比较频繁来回 装卸比较费工时,技术人员开发了一 种特制的卡盘,减去了轧辊在上下磨 床时卡盘装卸步骤。(图二)
(图一)
(图二)
7
托架装置
? 轧辊的重量全部由两个托架支承。支承点 通常位于轧辊辊颈上安装轴承的位置。轧 辊两 头各由两个独立的,带巴氏合金衬的 托瓦支承。它们分别称为底瓦和侧瓦。
15
瓦德里西KP10系统操作
? 合上CNC主开关。 ? 图一
? 等一分钟后打开电源主开关。 ? 图二
图一
图二
16
瓦德里西KP10系统操作
? 检查PLC故障指示灯是否正常。 ? 图一
? 如机床无报警信息进入KP10系统登录 界面
? 图二
图一
图二
17
瓦德里西KP10系统操作
? 机床正常启机以后点击手动界面 HOME AII ,机床各轴回参考点及扫描床身两个中心加 位置和尾架位置。
磨床操作培训
MO CHUANG CAO ZUO PEI XUN 编写人:杜佟佟
1
1.机床主要结构及名称
2.磨床操作 3.轧辊探伤 4.量具的使用
2
01
机床结构及名称
3
头架
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
• TwinCAT系统管理器主要负责硬件组态与I/O的映射。 • 特性: • —连接I/O设备和任务变量 • —连接各任务之间的变量 • —相容数据和过程映像的交换 • 开放性:支持几乎所有的现场总线 • —Lightbus
•*
• —Profibus • —InterBus • —EtherCAT 等 • 在新分析: • —在线观察窗 • —强制和写人物变量及I/O设备。 • 2.2 TwinCAT PLC Control (PLC 控制) • 先进的PLC编程系统: • —符合IEC61131—3标准的5中编程语言 • —(IL、ST、LD、FBD、SFC) • —强大的苦管理器 • —自由在线调试 • —先进的PLC调试器: • —监视器 • —流程控制 • —单步运行、断点
•*
• 3、打开Resources(资源)选项卡→打开Errors→按照故障ID找到所 对应的故障列表。
•*
• 4、选中后,右键复制
•*
• 5、点击“Project” →“Show Cross Reference”显示交叉引用表
•*
• 6、点击“Get References” → “write/read References”得到此故障的读写列表
•*
—监视列表 —采样跟踪、示波器 —在线读写,强制,在线变更 —通过TCP/IP实现世界范围的远程连接 2.3 进入TwinCAT系统环境的方法 1)通过开始菜单栏 2)通过桌面右下角的TwinCAT图标
•*
2.4 TwiT System Properties(系统属性)
•*
• 4.3 功能块图 • 在 PLC 用功能块图编程的背后,其基本思想是:程序是结构化的,面
向功能的,逻辑顺序级联 (网络)。在一个网络之内,执行方向始终是 从左到右,所有的输入值必须在功能块执行之前产生。只有在所有元 素的输出值都计算完成的情况下,才能对网络进行评估。
•*
• 4.4 梯形图 (LD) • 梯形图形式表示的逻辑顺序来源于工厂电气工程。该表达方式非常适
• 4.1 指令表(IL) • 指令列表与 STEP5 编程语言非常相似 每条指令都从一个新行开始并
包含一个操作和一个或几个操作数 一条指令之前可以放置一个标号 , 后跟一个冒号。 注解必须是一行中的最后一个元素。
• 程序示例如下:
•*
•4.2 结构化语言(ST) •在该种编程语言中 ,我们仍然说它是高级编程语言的原因是 , 它不是 “面向机 器 ”的命令 。相反,可以用 简短的指令创建功能强大的命令串。它可以和来自 PC 领域中的 Basic, PASCAL 和 C 等高级编程语言相媲美。
合于 PLC 程序中实现继电开关控制。其过程仅限于布尔信号0和1 • 示例:
•4.5顺序功能图 (SFC) •当需要顺序编程时,选择顺序功能图是合适的。复杂的任务被清 楚地分割成部分程序(步骤),在这些步骤间的顺序被图形化定义 。步骤自身可以用不同的编程语言创建 (ST, IL,…) 或 也可以 再次用 SFC 表示。 •* •示例如下:
电气培训轧辊磨床培训 倍福V00
2020年6月5日星期五
• 倍福TwinCAT快速入门
•本节内容简介
•了解倍福TwinCAT系统,简单了解 一些编程语言,会利用TwinCAT软件
查找故障源头。
•*
一、BC耦合器和工业PC
•现场主要用的光纤和以太网耦合器
•*
•工业PC C5102系列
二、TwinCAT系统简介
•SFC 程序基本由步骤 、转换条件 和它们之间的连接组成 。每个步 骤都分配了一组命令。这些命令在 该步骤被激活时执行 。转换条件 必须被填充以确保下一步骤能被执 行。步骤和转换条件可以用任何选 定的语言编写。
•*
5、应用TwinCAT排查故障
• 1、已知故障ID 11000 砂轮故障
•*
• 2、打开TwinCAT PLC 控制
•*
• 7、双击“write”引用或者光标点亮“write”点击右侧 “GOTO……”,就会自动跳到出发本ID故障的程序段。
•*
• 8、触发本故障的程序段如下
•*
• 9、“login” → 为了更直观观察“display flow control”(显示能流控制)
•
此故障是由于什么原因引起的就会一目了然。
•*
• 注意: 不要点击绿色的能流控制条,否则PLC会 处于停止状态
••*
TwinCAT 系统控制
•
TwinCAT Scope View 观察器
• 利用TwinCAT观察器的帮助,过程值可以利用图形的方式实时显示。 动态轴的值完全可以检测。
• Windows XP中的TwinCAT
• • 系统启动后,TwinCAT实时服务器图标显示在任务条的右侧,颜色指
示系统的工作状态。它可以是“运行”(绿色)“启动”(黄色)和 “停止”(红色)状态中的一种。
•*
•4、登录目标系统,下传程序。
•*
•5、运行PLC,并创建引导程序。
•*
4、编程语言简介
• TwinCAT PLC Control 支持所有的IEC61131-1编程语言。有两种 文本编程语言和三种种图形编程语言。
• 文本编程语言 • 指令表(IL)和结构化语言(ST) • 图形编程语言 • 功能块图(FBD)、梯形图(LD)和顺序功能图(SFC)。
•*
• 程序安装后,主要程序功能如下
• TwinCAT System Manager(系统管理器)
• 利用本程序的帮助,分配物理I/O地址(现场总线)到逻辑过程变量 (PLC程序)。该分配称为映射,实时特性也在此定义。
• TwinCAT PLC Control (PLC控制)
• 该软件为IEC61131-3的开发工具。PLC程序均在此编写和测试。
•*
•*
三、TwinCAT 软件使用方法
•*
3.1 系统管理器(System Manager)使用方法
•*
•1、目标系统选择→2、单击OK
•*
•*
•*
•*
•*
3.2 TwinCAT PLC Control 使用方法 •1、打开PLC程序
•*
•2、选择PLC目标运行系统
•*
• 3、编译并保存