x-s控制图中σ估计量的改进及应用
《质量统计技术》习题

第一章概论1-1 质量的含义是什么?1-2 不合格和缺陷的关系是什么?1-3 检验、试验和验证概念上有什么区别?1-4 质量管理、质量控制和质量检验的关系是什么?1-5 什么是统计技术?可以分为几类?1-6 组织应用统计技术应该具备哪些基本条件?1-7 质量管理和质量管理体系的关系是什么?1-8 质量管理经历了哪几个阶段?各个阶段的特点是什么?1-9 统计技术在质量管理中有哪些重要作用?第二章统计技术基础知识一、思考与练习2-1 质量特性数据有哪些特点?2-2 分层随机抽样主要解决什么问题,如何应用?2-3 什么是必然事件、不可能事件、随机事件?2-4 什么是小概率事件实际不可能性原理?2-5 设有10件产品,其中有3件不合格品,现从中任取4件。
(1)求恰好抽到2件不合格品的概率;(2)求至少抽到1件不合格品的概率。
2-6 离散型随机变量概率分布与连续型随机变量概率分布有何区别?2-7 什么是正态分布?标准正态分布?正态分布的密度曲线有何特点?2-8 已知随机变量u服从N(0,1),求P(u<-1.4=, P(u≥1.49), P (|u|≥2.58), P(-1.21≤u<0.45),并作图示意。
2-9 已知随机变量u 服从N(0,1),求下列各式的αu 。
(1) P(u <-αu =+P(u ≥αu )=0.1;0.52 (2) P(-αu ≤u <αu )=0.42;0.952-10 设X 变量服从正态分布,总体平均数μ=10,P(x ≥12)=0.1056,试求X 在区间(6,16)内取值的概率。
2-11 什么是二项分布?如何计算二项分布的平均数、方差和标准差? 2-12 已知随机变量X 服从二项分布B (100,0.1),求μ及σ。
(10,3) 2-13 已知随机变量X 服从二项分布B(10,0.6),求P(2≤X ≤6),P(X ≥7),P(X <3)。
2-14 什么是泊松分布?其平均数、方差有何特征?2-15 已知随机变量X 服从泊松分布P(4),求P (X =1),P (X =2),P(X ≥4)。
控制图(control charts)
控制图(control charts)又名:统计过程控制( statistical process control)方法演变:EQ \o(\s\up5(-),\s\do2(x))计量值控制图:⎺X-R控制图(又名均值极差控制图),⎺X-s控制图,单值控制图(又名X 控制图,X-R控制图,IX-MR控制图,XmR控制图,移动极差控制图),移动均值-移动极差控制图(又名MA-MR控制图),目标偏差控制图(又名差异控制图、偏差控制图、名义值偏差控制图),CUSUM(又名累计和控制图),EWMA(又名指数加权移动平均控制图),多元控制图(又名Hotelling T2控制图)。
计数值控制图:p控制图(又名不良品率控制图),np控制图,c控制图(又名缺陷数控制图),u控制图。
两种数据都适用的控制图:短期过程控制图(又名稳定控制图或者Z控制图),组控制图(又名多属性值控制图)。
概述控制图是一种对过程变异进行分析和控制的图形工具。
数据按时间顺序绘制在图上,控制图一般有一条代表均值的中心线,一条上控制限位于中心线上方,一条下控制限位于中心线下方,这些线是根据过程数据确定的。
通过当前数据和由历史数据计算所得的控制限的比较,我们可以判定当前过程变异是稳定的(受控制)还是不稳定的(不受控制,受到某个特定因素的干扰)。
控制图分为很多种,不同的过程、不同的数据,我们采用不同的控制图。
计量值数据的控制图经常是成对应用,其中常绘制在上方的一张控制图监测均值,或者说过程数据的分布中心,而绘制在下方的一张控制图监测极差,或者说分布的波动程度。
如果借助于练习打靶的例子来说明,那么均值就是靶子上射击集中的地方,极差是射击点的离散程度。
计量值数据要成对使用控制图,计数值数据则通常只使用一张控制图就足够了。
适用场合·当你希望控制当前过程,问题出现时能察觉并能对其采取补救措施时;·当你希望对过程输出的变化范围进行预测时:·当你判断一个过程是否稳定(处于统计受控状态)时;·当你分析过程变异来源是随机性(偶然事件)还是非随机性(过程本身固有)时;·当你决定怎样完成一个质量改进项目时——防止特殊问题的出现,或对过程进行基础性的改变。
常规控制图的作法及其应用

广濑拓普康(东莞)电子有限公司常规控制图的作法及其应用一、各类常规控制图的使用场合1.X-R控制图用于控制对象为长度、重量、强度、纯度、时间、收率和生产量等计量值的场合。
X控制图主要用于观察正态分布的均值的变化,R控制图主要用于观察正态分布分散或变异情况的变化,而X-R控制图则将二者联合运用,用于观察正态分布的变化。
2.X-s控制图与X-R图相似,只是用标准差(s)图代替极差(R)图而已。
3.Me-R控制图与X-R图也很相似,只是用中位数(Me)图代替均值(X)。
4.X-Rs控制图多用于对每一个产品都进行检验,采用自动化检查和测量的场合。
5.p控制图用于控制对象为不合格品率或合格品率等计数质量指标的场合,使用p图时应选择重要的检查项目作为判断不合格品的依据;它用于控制不合格品率、交货延迟率、缺勤率、差错率等。
6.np控制图用于控制对象为不合格品数的场合。
设n为样本,p为不合格品率,则np为不合格品数。
7.c控制图用于控制一部机器,一个部件,一定长度,一定面积或任何一定的单位中所出现的不合格数目。
焊接不良数/误记数/错误数/疵点/故障次数8.u控制图当上述一定的单位,也即n保持不变时可以应用c控制图,而当n有变化时则应换算为平均每项单位的不合格数后再使用u控制图。
二、应用控制图需要考虑的一些问题1.控制图用于何处?对于所确定的控制对象——统计量应能够定量,这样才能够应用计量控制图;如果只有定性的描述而不能够定量,那就只能应用计数控制图。
所控制的过程必须具有重复性,即具有统计规律。
2.如何选择控制对象?一个过程往往具有各种各样的特性,在使用控制图时应选择能够真正代表过程的主要指标作为控制对象。
3.怎样选择控制图?选择控制图主要考虑以下几点:首先根据所控制质量特性的数据性质来进行选择,如数据为连续值的应选择X-R图,X-s图,X-Rs图等;数据为计件值的应选择p或np图;数据为计点值的应选择c图或u图。
单值-移动极差质控图在EMC中的应用
PROFESSIONAL RESEARCH引言电磁兼容检测实验室是以电磁场理论为依据的一种特殊类型实验室[1],为监控结果的有效性,CNAS-CL01:2018中规定,实验室可适时采取一些诸如:使用其他已校准并能提供可溯源结果的仪器、实验室内比对、使用核查或工作标准并制作控制图[2]等方式来实现。
若采用前两种方式,一般需要制定相应实施计划,投入成本较大且实施频次较低,不适合日常过程监控。
而最后一种方式具有日常过程分析和“动态预测”的特性[3],更适合日常过程监控。
基于此,本文将选用单值-移动极差(X -R s )控制图,以传导骚扰测试项目为例,阐述控制图在电磁兼容实验室内部质量控制中的应用。
1 单值-移动极差控制图控制图是通过将控制值按特定顺序绘制在图中并与控制限比较,以判断过程和结果是否处于控制状态的一种特殊方式。
单值-移动极差控制图简记为X -R s 控制图,是休哈特控制图的一种,适用于进行重复测量时间太长或者费用太大等情况。
X -R s 控制图中的X 获取是基于测量单个读数,R s 获取是将一个序列中相邻的两个读数做绝对差,R s 存在解决了单值无法进行批内变异估计的缺陷[4]。
随着电子器件的广泛应用,其传导干扰问题已成为制约电力电子技术进步的重要因素,确保传导发射测试评估结果的准确性至关重要[5]。
产品电源线或信号线发射的传导骚扰数据可通过实验获取,以此制作的单值-移动极差控制图可监测结果的有效性。
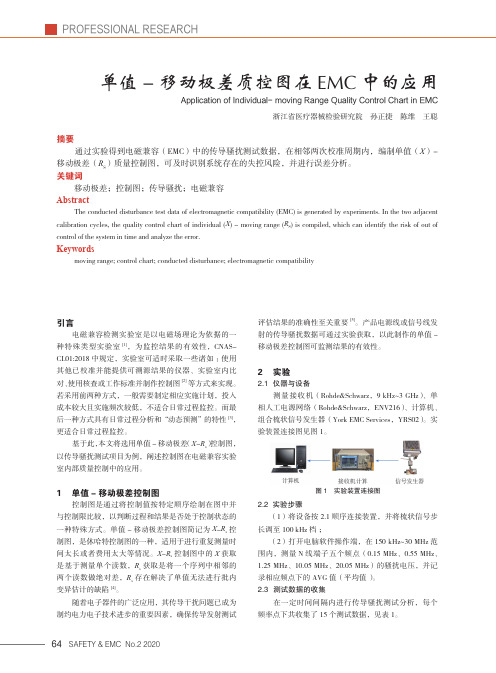
2 实验2.1 仪器与设备测量接收机(Rohde&Schwarz,9 kHz~3 GHz)、单相人工电源网络(Rohde&Schwarz,ENV216)、计算机、组合梳状信号发生器(York EMC Services,YRS02)。
实验装置连接图见图1。
2.2 实验步骤(1)将设备按2.1顺序连接装置,并将梳状信号步长调至100 kHz 档;(2)打开电脑软件操作端,在150 kHz~30 MHz 范围内,测量N 线端子五个频点(0.15 MHz、0.55 MHz、 1.25 MHz、10.05 MHz、20.05 MHz)的骚扰电压,并记录相应频点下的AVG 值(平均值 )。
利用x — —s图控制汽车零件制造质量
1 质量控 制图的分类 及选择
按产 品 质 量 特 性 , 用 的控 制 图 分 为计 量 控 制 常 图 和计 数控 制 图。 ( ) 量控 制 图 1计
的有 关 因素 , 到满 足要 求 方 能转 为控 制 用 控制 图 。 直
( ) 制用 控 制 图 2控 由分析用 控 制 图 转 化 而 来 , 于对 生 产 过 程 进 用 行 质量 控制 。按 照 确定 的抽 样 间隔 和 样 本 大 小 抽 取 样 本 , 算 统计 量 值并 在控 制 图 上描 点 , 断 生 产 过 计 判
和缓 慢 变异 , 防 不合 格 品 发 生 ; 3 查 明 生 产 设 备 预 ()
制 图有 : 值一 极差 控 制 图 ( —R 图 ) 中位 数 一 极 均 ; 差控 制 图 ( . r—R 图 )单 值一 移 动 极 差 控 制 图 ( 一 ; R 图 )均 值一标 准 差控 制 图 ( —S 图 。 ; )
计 数 控制 图有 : 合格 品 率控 制 图 ( 不 P图 )不 合 格 品 ;
数控制图( z ; ,图)单位缺陷数控制图( “图) 和缺陷
数控 制 图( C图 ) 按用途 分 可 分 为 分 析 用 控 制 图 与 控 制 用 控 制
图。
厂 自制 零 件 制 造 过 程 的 特 点 , 立 了质 量 信 息 管 理 建 系统 , 中零件制造质量控 制 (A T— S 其 PR QC) 该 是
程 是 否异常 。控 制用 控 制 图应 根 据 实 际 情 况 对 中 心
收 稿 日期 :0 1 6一l 2 0 —0 2
机 械 零 件 产 品 的 质 量 是 在 生 产 过 程 逐 步 形 成
的 , 制 好生 产 过程 , 能 控 制好 质 量 。这 需 要 从 相 控 就
统计过程控制spc实用指南 书籍

统计过程控制spc实用指南书籍一、SPC概述。
1. 定义与目的。
- 统计过程控制(SPC)是一种利用统计方法对过程中的各个阶段进行监控,从而达到改进与保证质量的目的的技术。
它强调预防为主,通过对过程数据的收集、分析,及时发现过程中的变异,在生产不合格品之前就采取措施进行调整。
例如,在汽车制造过程中,通过SPC对发动机装配线上各个关键工序的尺寸、扭矩等参数进行监控,确保发动机的质量稳定性。
2. 历史发展。
- SPC的发展可以追溯到20世纪20年代,由休哈特(Walter A. Shewhart)博士提出控制图的概念开始。
休哈特认识到工业生产过程中存在两种变异:随机变异和可查明原因的变异。
他的控制图为区分这两种变异提供了有效的工具。
随着时间的推移,SPC不断发展,从最初应用于制造业,逐渐扩展到服务业等其他领域。
3. 适用范围。
- SPC适用于各种重复性的生产和服务过程。
在制造业中,如电子元件生产、机械加工等,它可以监控产品的尺寸、性能等质量特性。
在服务业方面,例如银行处理客户业务的等待时间、餐厅的服务效率等也可以运用SPC进行管理。
只要是存在可测量的过程输出并且希望对过程进行有效控制的情况,SPC都能发挥作用。
二、SPC的基本工具。
1. 控制图。
- 类型。
- 最常见的控制图有均值 - 极差控制图(¯X-R图)、均值 - 标准差控制图(¯X-S图)、单值 - 移动极差控制图(X - MR图)等。
- ¯X-R图适用于样本量较小(通常n = 2 - 10)的情况,它通过监控样本均值和极差来判断过程是否稳定。
例如,在小批量生产的精密零件加工车间,对零件的直径进行抽样检测,就可以使用¯X-R图。
- ¯X-S图则更适合样本量较大(n>10)的情况,因为当样本量较大时,标准差的估计比极差更有效。
在大规模的电子芯片生产过程中,对芯片的某项电气性能指标进行监控时,可能会采用¯X-S图。
统计过程控制(SPC)

5-41
[例]设有某工序的上公差TU为0.2190, 下公差TL为0.1250,现场抽查的数据如 下表,其图如下图1.由图1可见,工序失控, 经过执行20字方针后,重新做图得到休 整后的图2.由图2可见,工序已经达到稳 态.故现在可对过程能力进行评价.
5-42
子组序号
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
0.06 0.0086 0.0227 0.0135
0.01 5-43
0.22
0.21
UCL=0.2
133
0.2
平均值
0.19
X =0.19
0.18
状态III
状态IV(最不理想) 状态IV达到I的途径: ► IVIII ► IVIIII
调整过程即质量不断 改进过程
5-28
在控制状态下〔异因 消除,只有偶因〕
时间
下公差限
大小
上公差限
〔偶因的变异 减少〕
时间
在控制状态下,但工程 能力不足 〔偶因的变异太大〕
5-29
〔二〕控制用控制图 ► 当过程达到了我们所确定的状态后, 才能将分析用控制图的控制线延长作为控 制用控制图,应有正式交接手续. ► 判异准则 判稳准则 ► 进入日常管理后,关键是保持所确 定的状态.
偶然波动:偶因引起质量的波动 ,简称偶波;
异常波动:异因引起质量的 波动,简称异波. 5-16
2.控制图的第二种解释 假定现在异波均已消除,只剩下偶波,则此偶波的波动将
是最小波动,即正常波动.根据这正常波动,应用统计学 原理设计出控制图相应的控制界限,当异常波动发生 时,点子就会落在界外.因此点子频频出界就表明异波 存在. 控制图上的控制界限就是区分偶波与异波的科学界限.
统计过程控制(SPC)

21
22
1447
1720
1278
1472
2272
2190
1480
1859
1619.25
1810.25
994
718
903
903
2060.6
2060.6
0
0
23
24 25
829
429 1479
1613
312 1529
719
1408 1217
1758
1236 1729
1229.75
846.25 1488.5
SPC(统计过程控制)
根据上海思科统计质量咨询服务有限公司 俞钟行老师讲课整理
内容:
1.SPC(统计过程控制)概述 2.Xbar-R控制图和Xbar-s控制图 3.XmR(即X-RS)控制图 4.分析用控制图和控制用控制图 5.过程能力指数Cp、Cpk 6.过程性能指数Pp、Ppk 7.p控制图(含标准化的应用) 8.控制图判异准则 9.应用和滥用SPC(统计过程控制) 10.测试设备校正(美国“质量”杂志SPC案例2001年) 11.短流程的加工(美国“质量”杂志SPC案例2000年)
n
A3
2 2.659 0 3.267
3 1.954 0 2.568
B3
B4
计算结果(1)
Number 1 2 3 4 5 S 412.8 142.5 494.9 550.9 291.5 Sbar 405.3 405.3 405.3 405.3 405.3 B4Sbar 918.4 918.4 918.4 918.4 918.4 B3Sbar 0 0 0 0 0 Xbarbar 1400.96 1400.96 1400.96 1400.96 1400.96 Xbar+a3Sbar 2060.796172 2060.796172 2060.796172 2060.796172 2060.796172 Xbar-a3Sbar 741.1238285 741.1238285 741.1238285 741.1238285 741.1238285 Xbar 1182.5 1125.5 1435.5 1050.25 1062.25
控制图(control charts)
控制图(control charts)又名:统计过程控制( statistical process control)方法演变:EQ \o(\s\up5(-),\s\do2(x))计量值控制图:⎺X-R控制图(又名均值极差控制图),⎺X-s控制图,单值控制图(又名X 控制图,X-R控制图,IX-MR控制图,XmR控制图,移动极差控制图),移动均值-移动极差控制图(又名MA-MR控制图),目标偏差控制图(又名差异控制图、偏差控制图、名义值偏差控制图),CUSUM(又名累计和控制图),EWMA(又名指数加权移动平均控制图),多元控制图(又名Hotelling T2控制图)。
计数值控制图:p控制图(又名不良品率控制图),np控制图,c控制图(又名缺陷数控制图),u控制图。
两种数据都适用的控制图:短期过程控制图(又名稳定控制图或者Z控制图),组控制图(又名多属性值控制图)。
概述控制图是一种对过程变异进行分析和控制的图形工具。
数据按时间顺序绘制在图上,控制图一般有一条代表均值的中心线,一条上控制限位于中心线上方,一条下控制限位于中心线下方,这些线是根据过程数据确定的。
通过当前数据和由历史数据计算所得的控制限的比较,我们可以判定当前过程变异是稳定的(受控制)还是不稳定的(不受控制,受到某个特定因素的干扰)。
控制图分为很多种,不同的过程、不同的数据,我们采用不同的控制图。
计量值数据的控制图经常是成对应用,其中常绘制在上方的一张控制图监测均值,或者说过程数据的分布中心,而绘制在下方的一张控制图监测极差,或者说分布的波动程度。
如果借助于练习打靶的例子来说明,那么均值就是靶子上射击集中的地方,极差是射击点的离散程度。
计量值数据要成对使用控制图,计数值数据则通常只使用一张控制图就足够了。
适用场合·当你希望控制当前过程,问题出现时能察觉并能对其采取补救措施时;·当你希望对过程输出的变化范围进行预测时:·当你判断一个过程是否稳定(处于统计受控状态)时;·当你分析过程变异来源是随机性(偶然事件)还是非随机性(过程本身固有)时;·当你决定怎样完成一个质量改进项目时——防止特殊问题的出现,或对过程进行基础性的改变。
常规控制图的作法和应用

广濑拓普康()电子常规控制图的作法及其应用一、各类常规控制图的使用场合1.X-R控制图用于控制对象为长度、重量、强度、纯度、时间、收率和生产量等计量值的场合。
X控制图主要用于观察正态分布的均值的变化,R控制图主要用于观察正态分布分散或变异情况的变化,而X-R控制图则将二者联合运用,用于观察正态分布的变化。
2.X-s控制图与X-R图相似,只是用标准差(s)图代替极差(R)图而已。
3.Me-R控制图与X-R图也很相似,只是用中位数(Me)图代替均值(X)。
4.X-Rs控制图多用于对每一个产品都进行检验,采用自动化检查和测量的场合。
5.p控制图用于控制对象为不合格品率或合格品率等计数质量指标的场合,使用p图时应选择重要的检查项目作为判断不合格品的依据;它用于控制不合格品率、交货延迟率、缺勤率、差错率等。
6.np控制图用于控制对象为不合格品数的场合。
设n为样本,p为不合格品率,则np为不合格品数。
7.c控制图用于控制一部机器,一个部件,一定长度,一定面积或任何一定的单位中所出现的不合格数目。
焊接不良数/误记数/错误数/疵点/故障次数8.u控制图当上述一定的单位,也即n保持不变时可以应用c控制图,而当n有变化时则应换算为平均每项单位的不合格数后再使用u控制图。
二、应用控制图需要考虑的一些问题1.控制图用于何处?对于所确定的控制对象——统计量应能够定量,这样才能够应用计量控制图;如果只有定性的描述而不能够定量,那就只能应用计数控制图。
所控制的过程必须具有重复性,即具有统计规律。
2.如何选择控制对象?一个过程往往具有各种各样的特性,在使用控制图时应选择能够真正代表过程的主要指标作为控制对象。
3.怎样选择控制图?选择控制图主要考虑以下几点:首先根据所控制质量特性的数据性质来进行选择,如数据为连续值的应选择X-R图,X-s图,X-Rs图等;数据为计件值的应选择p或np图;数据为计点值的应选择c图或u图。
最后,还需要考虑其他要求;如样本抽取及测量的难易和费用高低。
《质量统计技术》习题
第一章概论1-1质量的含义是什么?1-2不合格和缺陷的关系是什么?1-3检验、试验和验证概念上有什么区别?1-4质量管理、质量控制和质量检验的关系是什么?1-5什么是统计技术?可以分为几类?1-6组织应用统计技术应该具备哪些基本条件?1-7质量管理和质量管理体系的关系是什么?1-8质量管理经历了哪几个阶段?各个阶段的特点是什么?1-9统计技术在质量管理中有哪些重要作用?第二章统计技术基础知识一、思考与练习2-1质量特性数据有哪些特点?2-2分层随机抽样主要解决什么问题,如何应用?2-3什么是必然事件、不可能事件、随机事件?2-4什么是小概率事件实际不可能性原理?2-5设有10件产品,其中有3件不合格品,现从中任取4件。
(1)求恰好抽到2件不合格品的概率;(2)求至少抽到1件不合格品的概率。
2-6离散型随机变量概率分布与连续型随机变量概率分布有何区别?2-7什么是正态分布?标准正态分布?正态分布的密度曲线有何特点?2-8已知随机变量u服从N(0,1),求P(u<-1.4=,P(u≥1.49),P (|u|≥2.58),P(-1.21≤u<0.45),并作图示意。
2-9已知随机变量u 服从N(0,1),求下列各式的αu 。
(1)P(u <-αu =+P(u ≥αu )=0.1;0.52(2)P(-αu ≤u <αu )=0.42;0.952-10设X 变量服从正态分布,总体平均数μ=10,P(x ≥12)=0.1056,试求X 在区间(6,16)内取值的概率。
2-11什么是二项分布?如何计算二项分布的平均数、方差和标准差?2-12已知随机变量X 服从二项分布B(100,0.1),求μ及σ。
(10,3)2-13已知随机变量X 服从二项分布B(10,0.6),求P(2≤X ≤6),P(X ≥7),P(X <3)。
2-14什么是泊松分布?其平均数、方差有何特征?2-15已知随机变量X 服从泊松分布P(4),求P (X =1),P (X =2),P(X ≥4)。
控制图种类及适用场合

类别
名称
控制图符号
特点
适用场合
用途
平均值---极差控制图
X -R
最常用,判断工序是否正常 的效果好,但计算工作量大
适用于产品批量较大,且稳定、正常的工序
X 图用于观察分布的均值变化,R图用于观察分 布的一致性变化。X -R联合运用,用于观察分布 的变化
计 量 平均值---标准差控制图 值 控 制 图 中位数---极差控制图
X~ -R
计算简便,但效果较差
适用于产品批量较大,且稳定、正常的工序
布 变X~ 的 化图一用致于性观变察化分X~。布的-中R联位合数运变用化,,用R图于用观于察观分察布分的
x--Rs
简便省事,并能及时判断工 序是否处于稳定状态,缺点 是不易发现工序分布中心的 变化
适用于因各种原因(时间、费用等)每次只能 得到一个数据或希望尽快发现并消除异常因 素的场合, 适用于均质产品而无需抽取多个 试样。如一炉钢的成份
u
(在特定条件下,控制线可 样本数量可以不等
为直线)
用于控制一般的过程 用于控制关键的过程 用于控制一般缺陷数的场合 用于控制每单位缺陷数,如线路板焊接不良点数
单值---移动极差控制图
不合格品数控制图
计 数 不合格品率控制图 值 控 制 缺陷数控制图 图
单位缺陷数控制数
ห้องสมุดไป่ตู้
X -S
S的计算比R复杂,但其精度 当>10时用S图代替R图,适用于检验时间远比
高
加工时间短的场合
图用于观察分布均值变化,S图用于观察分布的
一X致性变化。
-S联合运用,用于观察分布的变
化。
X
X图用于观察分布的单值变化,Rs图用于观察分布的 一致性变化。X-Rs联合运用,用于观察分布的变 化,但灵敏度低
统计过程控制质量参数的定性分析常用方法的介绍
Σ 23.928 4.786
UCLR=D4R=2.114*12.4=26.21 (n=5时, D4=2.114)
X
R
S
CLR=R=12.4;
LCLR=D3R= — (自然下限 )
(n=5时,D3=0)
UCLRx=X+A2R=162.6+0.577*12.4=169.75 (n=5时,A2=0.577,)
2.97
3 160 159 167 153 155 794 158.8 14.0 29.2 5.40
4 153 165 162 165 167 812 162.4 14.0 30.8 5.55
5 164 158 162 172 168 824 164.8 14.0 29.2 5.40
Σ 812.8 62.0 162.6 12.4
CLx= 162.6 ;
LCLRx=X-A2R=162.6-0.577*12.4=155.45(判稳)
极差控制图
UCLR=26.21 CLR=12.4 LCLR=0.000
极差均值控制图
01 2 3 4 5 6 UCLx=169.75 CLx=162.6 LCLx=155.45
01 2 3 4 5 6
2 166 170 162 166 164 828 165.6 8.0
8.8
2.97
3 160 159 167 153 155 794 158.8 14.0 29.2 5.40
4 153 165 162 165 167 812 162.4 14.0 30.8 5.55
5 164 158 162 172 168 824 164.8 14.0 29.2 5.40
X R及X—S的制作与CP值及CPK值的计算(实例介绍1)
质量统计X-s适用范围
质量统计X-s适用范围X-S图法由于它只需要单一浓度的未定值血清,绘图方法简单易懂,有较为成熟的理论和实际经验。
因此,成为国内外目前采用最广泛的一种常规室内质量控制方法。
一般步骤和具体做法如下:⒈最佳条件和常规条件下的变异的测定及计算选择含量均匀、稳定性良好的未定值质控血清,在“最佳条件”,对该批血清反复测定(至少20份),计算出20个结果的X、S和CV,此CV即为最佳条件下的变异(optimal condition variance,OCV)。
取测过OCV 的质量控制血清,每天随病人标本测定一瓶,20天后,计算X、S和CV,此CV即为常规条件下的变异(routine condition variance,RCV)。
OCV的测定方法是日间、批间或批内进行,尚无统一意见。
但应在尽可能保证最佳条件的前提下,使OCV与RCV有较好的对应性。
以便在室内质量控制工作中作对比分析。
因此,可每天作4、5批测定,每批测一瓶血清,这样在4、5天内即可得到20个数值,所测得的OCV综合表达了批间和日间精密度。
RCV是常规条件下日间精密度的表达指标,因此,测定时必须保证和标本同样的处理条件,而且每天要重新打开一瓶,并只测一份,20个数据要来自20天测定。
在测定过程中,如有特殊情况发生,应做详细记录,并将该数据删除,补做一个数据。
求出X、S和CV之后,应观察有无超出X±3S范围的数据,在OCV测定中,如有某个数据超出X±3S范围,则应废除全部数据,重新测定OCV。
在RCV测定中,有一个数据超出X±3S范围,则删除此数据,用剩余的19个数据计算RCV:如有一个以上数据超出X±3S范围,则应废除该批数据,重新测定RCV。
计算结果:通常RCV比OCV大,但一般不超过2倍。
且对同一批号质量控制血清OCV和RCV测定中所得X应十分一致,否则应查找原因。
OCV过大,往往提示检测方法本身有问题,或测定时未处于最佳条件。
控制图基本原理
概念介绍
计量型:用各种计量仪器测出、以数值形式表现 的测量结果,包括用量仪和检测装置测的零件尺 寸、长度、形位误差等, 如电池之压片厚度, 小 片称重, 卷针直径等指标.
计数型:通常是指不用仪器即可测出的数据。计 ON
件如不合格品数, e.g 裁大片外观不良数,服从
二项分布;计点如电池激光焊接的气密性, 短路 OFF
如何确定子组
• 必须使在大致相同的条件下所收集的质量特性值 分在一组, 组中不应有不同本质的数据, 以保证组 内仅有普通原因的影响.
• 必须先找出过程中普通原因波动这个基准,以这 个基准为过程正常的基准,进而来判定过程异常。
整个过程 的变异
组内变异
计量值控制图的合理分组
控制图是分析过程系统变异的原因是普通原因还是特殊 原因的统计分析工具. 如何达成此目的, 取决与数据收 集时合理分组与否. 让组内变异最小化, 组间变异最大化是合理分组的原则.
• 计数值控制图 (Control Charts for Attribute)
–不良率控制图(P Chart)
–不良数控制图(NP Chart)
–缺陷数控制图(C Chart)
–单位缺陷数控制图(U Chart)
请记录!
计量值 Vs.计数值 计数值控制图~亡羊补牢? 愈少愈好 计量值控制图~防患未燃? 愈多愈好
• 对过程作出可靠的评估; • 确定过程的统计控制界限,判断过程是否失控和过程是否有能力; • 为过程提供一个早期报警系统,及时监控过程的情况以防止废品的发生; • 减少对常规检验的依赖性,定时的观察以及系统的测量方法替代了大量的
检测和验证工作
在线监控 异常预警 系统分析 持续改进
SPC兴起的背景:起源
均值 标准差X-s图-例题
步骤 3:计算所有观测值的总平均值 X 和平均标准差 s 。得到 X =163.256; s =5.644 步骤 4:计算 s 图的控制限,绘制控制图。 先计算 s 图的控制限。从《常规控制图》GB/T4091-2001 计量控制图系数表可知,当子组大小 n=5 时, B4=2.089, B3=0, 代人 s 图公式, 得到: UCLs=B4 s =2.089 5.64.4.= 11.790; CLs= s = 5.644; LCLs=B3 s = ━ 相应的 s 控制图见下图。
166.4 162.4 164.8 167.0 162.0 159.6 165.6 166.8 160.8 155.0 165.6 162.8 158.4 162.4 166.0 165.2 160.8 162.6 165.2 164.0 164.6 160.6
2.008 5.550 5.404 5.831 3.162 5.367 8.050 5.020 8.075 7.071 2.608 7.294 4.775 12.219 3.743 5.020 5.020 5.941 6.0g9 5.148 6.229 7.057
因为子组极差只利用了子组中的最大值和最小值的信息而子组标准差充分பைடு நூலகம்用了子组中所有的信息所以当控制图的分析结果不同时尽管控制图的控制限进入控制用控制图阶段实现对过程的日常控制
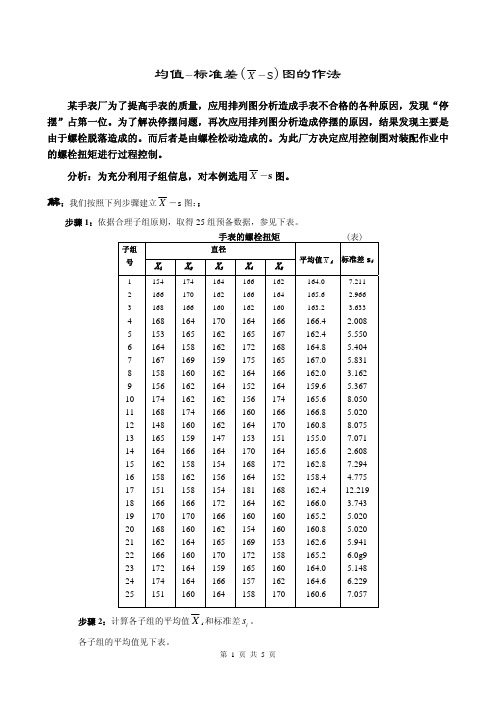
均值-标准差( X -s)图的作法
某手表厂为了提高手表的质量,应用排列图分析造成手表不合格的各种原因,发现“停 摆”占第一位。为了解决停摆问题,再次应用排列图分析造成停摆的原因,结果发现主要是 由于螺栓脱落造成的。而后者是由螺栓松动造成的。为此厂方决定应用控制图对装配作业中 的螺栓扭矩进行过程控制。 分析:为充分利用子组信息,对本例选用 X -s 图。
统计过程控制讲义(质量工程师考试)

统计过程控制(复习题)1。
下述中适合使用常规控制图的是( ).A.提高车间生产能力B。
检测不合格品或不合格批C。
消除过程中存在的异常因素D。
监控并预警工序中存在的变异2.控制图的描点员按规定时间在短期内抽取4件产品组成一个子组进行检测,并将测得的每个产品的特性值在图上描了4个点,发现其中有1个点出界. 则( )。
A。
查找出界原因,并尽快消除异常B。
剔除出界的点,继续描点 C.不能作出判断,作图不正确D.生产过程出现异常,必须停产3。
用20个样本绘制—R控制图,每个样本(子组)样本量5, 已计算得=33。
6,=6。
2, A2=0。
577,D4=2.115,D3=0。
今在加工过程中采集了一个样本,观测值为38, 43,37,36, 25. 则该样本的()在控制限内。
A。
均值和极差都 B.极差 C.极差不 D.均值不4。
合理子组原则要求在尽可能短的时间内收集一个子组的样品,主要因为()。
A。
尽快计算不合格品率B。
尽量缩小组内差异C。
希望节省取样时间D。
尽快绘制出控制图5.常规控制图的理论基础是()。
A.小概率原理B。
试验设计 C.指数分布的性质D。
对数正态分布的性质 E.正态分布的性质6.常规控制图适用于()的控制.A。
批量为25的一批产品的生产 B.成批连续生产零件 C.车间大批量生产零件D。
连续生产流程性材料7。
一生产企业要利用控制图对生产过程进行监控,下述中正确的做法是()。
A。
选择欲控指标 B.收集数据计算过程能力指数,判断过程是否稳定C.根据欲控质量特性的数据,选取控制图D.确定子组数目和抽取子组的时间间隔及其抽取方式E。
按生产顺序从加工的产品中随机抽取子组绘制控制图8.用均值作控制图监控生产过程变化的主要原因是()。
A。
多数质量特性值为计量值数据 B.可以扩大控制限的范围C。
均值可以使部分偶然因素相抵消,从而缩小上、下控制限的距离D。
可以判断产品质量特性的平均值是否合格 E.提高对异常波动监控的灵敏度9。
质量专业职业资格继续教育必修项目培训习题及参考答案——统计过程控制

质量专业职业资格继续教育必修项目培训习题及参考答案统计过程控制一、单项选择题1.控制图的控制限可以用来( B)。
A.判断过程中心与技术要求中心是否发生偏移B.判断过程是否稳定C.判断过程产品是否合格D.判断过程能力是否满足技术要求2.在控制图中,α又称为(B)的错误3. A.漏发警报 B.虚发警报 C.错发警报 D.不发警报4.若对检验费用高的产品进行控制,最宜选取的控制图为(B)。
X控制图控制图控制图控制图5.某厂加工手表齿轮轴,为控制其直径,应采用(B)。
A. p控制图X控制图控制图D np控制图6.统计控制状态是(D)。
A.过程绝对平稳的状态B.没有偶然因素的状态C. 未出现重大故障的状态D.只存在偶然因素而不存在异常因素所造成的变异状态6. 控制图是(C)。
A.一种用于控制成本的图B.根据上级下达指标设计的图C.用于监控过程质量是否处于统计控制状态的图D.利用公差界限控制过程的图7.下述控制图中采用两张控制图的是(C)。
A.计点值控制图B.计件值控制图C.计量值控制图D.计数值控制图8.在摩托车的喷漆工序,为了控制喷漆中的疵点,应采用(D)。
A.不合格品率p控制图B.均值X控制图C.极差R控制图D.不合格数np控制图9.过程能力指数应该(B)进行计算。
A.收集一些令顾客满意的数据B.在统计控制状态下收集数据C.在生产过程无偶然因素影响的情况下收集数据D.随机收集数据10.在控制图的应用中,由于界内点排列不随机导致的判异使(A)。
A.α不变,β减小B.α增大,β减小C.α减小,β减小D.α减小,β增大11.过程性能指数可以反映出系统当前的实际状态,而(D)进行计算。
A.要求在没有偶然因素的条件下B.要求在未出现重大故障状态下C.要求必须在稳态条件的条件下D.不要求在稳态的条件下12. 当产品质量特性值分布的均值与公差中心重合时,(A )。
A.不合格品率减小,过程能力指数增大B.不合格品率增大,过程能力指数增大C.不合格品率增大,过程能力指数减小D.不合格品率不变,过程能力指数减小13. 移动极差是( D )。
质量统计.ppt

A
B
C
C
B
A
x
• 控制图中1点落于中心线一侧的概率为0.50,则连续9点落于中心线同 一侧的概率为0.509 =0.00195。 •连续9点落于中心线以下,则反应了参数μ的减小,若连续9点落于中心 线以上,则反应了分布参数μ的增大。
控制图判稳准则 在点子随机排列的情况下,符合下列各点之一就认为过程处 于稳态: 1. 连续25个点子都在控制界限内。 2. 连续35个点子至多1个点子落在控制界限外。 3. 连续100个点子至多2个点子落在控制界限外。
2024/10/8
27
统计过程控制-控制图判断
控制图判异准则(过程异常的检验模式) 准则1:点落在A区以外
P-Value:0.000
1.02
1.12
1.22
1.32
1.42
Average: 1.18537 StDev: 0.0835489 N: 125
C2
Anderson-Darling Normality Test A-Squared: 0.206 P-Value: 0.867
P-Value:0.867
正态分布的要素: 1.平均值:决定正态分布曲线的中 心位置; 2.标准偏差:决定正态分布曲线的 宽窄。
2024/10/8
7
统计学基本知识-正态分布
下面是用新络纳素片含量指标50批数据画出的频率直方图。
红线是拟合 的正态密度 曲线
2024/10/8
8
3 准则
统计学基本知识-正态分布
X
可以认为,随机变量X的取值几乎全部集中在
用以表明一批数据的分散程度的另一参数 s
n
(Xi X)2
i1
n 1
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一
、 一s 控制图中o估计量的改进 r
( ) 组样 本 量相 同时 估计 量 的改进 一 子 1 .现 有 国家 标 准对 估 计 量 的 定 义及 其 特
五寺 = 搴 =私 √ 。 , c
= 1, … , 2, m
性。根 据选 定 的特性 值 , 按一 定 的时 间间 隔 , 次 每
第 i 子样本 的第 个观 察量 , 与 s分 别表 示第 个 : i 子样 本 的均值 与标 准差 , 在现 有 的 国家 标 准 个 则 G / 0 1—20 常 规 控 制 图》 对 它们 的定 B T4 9 0 1《 … 义 分别是 :
笔者 发 现 , 该估 计 量虽 然是 无偏 的 , 并非 有 但 效; 也就是 说 , 该估 计 量 的方差 较大 。 为说 明这 点 ,
兰 州 商 学 院 学 报
21 年 第4 00 期
面 的 邵 分 中 通 过 与 本 人 提 出 的 0改 进 估 计 量 的 方 -
差 比较 , 说 明 并 非 0 的有效估 计量 。 来 - 是 的无偏估 计 量意 味着 E " -。 b =0
这 里记 i = ’
,
一 则 =—L,
( 东工 商 学院 统计 系, 东 烟 台 24 0 ) 山 山 605
摘 要 : 在 一 控制图中, 5 对总体参数 盯 总体标准差) ( 的估计至关重要。但是现有国标 G / 49 — 0 1 常规 BT 0 1 20 《
控制 图》中定义的 盯估计量并不具有有效性 。文章 改进 了叮的估计 量 , 并将其应 用在 了 —s 控制 图 中。
总2 6卷 第 4期 21 0 0年 8月
兰州商学 院学报
Ju n lo a z o o o ra fL n h u C mmeca olg ri C l e l e
Vo 6 No 4 L2 .
Au . 2 0 g , 01
一
控制图中 估计量的改进及应用
● 孙 小 素
在 子样 本标 准差 J s 的基 础上 , 该标 准 给 出 了
都按照简单随机抽样 的方法抽取样本量为 n的一
个 子样本 ( 子组 ) 共 抽 取 m个 这 样 的子 样 本 ( , 子 组 ) 如 果 过 程 处 于 统 计 控 制 状 态 ,即 有 。 口N( , ) 这里 , 表 示选 定 的特性 值 , 这 m “ , 则
笔者 先证 明 的无偏 性 , 推导 的方差 . 再 并在 下
+
收稿 日期 :01 4 —2 2 0—0 3
作者 简介 : 孙小素( 9 5 )女 , 16 一 , 河南焦作人 , 山东工商 学院副教授 , 门大 学在读博 士, 厦 研究方向 : 量管理 、 质 统计 方
法应用。
一
பைடு நூலகம்l一
C4 m — + m I
.
证明: 据 前 面 的定 义及 说 明, E = 根 有
的期 望与 方差分 别为 :
E( ) : f r
证 明 :. . .
E4 I㈩=mc)i i ( c 去) ( 4 ) ( E S
关键 词 : —s 控制图; 总体标准差(叮 ; )估计量; 改进; 应用
中图分 类号 :22 0 1
文献标 识码 : A
文 章编 号 : 0 - 6 (00 0.0 . 1 45 52 1)40 1 6 0 4 0
I p o i g a d Ap lig t e Esi t r o i m r vn n pyn h tma o fo n 一 SS e a tCo t o a t h wh r n r lCh rs
个 子样本 就 构成 了 m个简 单 随机样 本 。 以 表示
o的估计 量 的定 义 , : r 即
,
其 中, j
1
¨
S
,
c
,
=
4 n
.
i = 1
√ f )( ) 里 质 管 的 ( / , c是 量 理 号f 这 ,
常用 记法 , 与 n有关 。 只
Ho v r ti t ha n t x sig e tma o fGB we e .i s a pi t ti he e it si tro /T 0 y n 4 91—2 01 t e n t n o 0 he d f i o f盯 i o fe - i i s n tefc
S a UN Xi o— S u
( et f ttt s hn o gIstt o uiesa dT cn l y Y na 2 0 5 C i ) D p.o aii ,S a d n tue f s s n eh oo , ati 6 0 , hn S sc ni B n g 4 a
t e Th a e m p o e h si tr o i . v e p p ri r v s te e tma o f盯 a p l si n 一 ss e a tc n r lc a s nd a p y ti h wh r o to h r . t
Ke r s —Ss e h r c nr lc a s h t n a d d vai n;e t t n;i r v me t p l ain y wo d : h w a t o t h r ;t e s d r e i t o t a o s ma i i o mp o e n ;a p i t c o