MOLEX打端子培训教材
打端子培训

冷焊: 主要成因 1.温度过低 2.焊接时间过短 3.烙铁头氧化 对策: 1.调高焊接温度 2.延长焊接时间 3.清洁或更换焊头 锡点过大: 锡量过多 助焊剂不够 对策: 减少锡丝的用量 增加助焊剂含量
37
焊锡基础知识
焊锡的不良现象及解决方法—假焊:
假焊: 表面看似乎已焊接上,实则轻轻一挑就脱落 1.锡量过少 2.焊接时间过短 3.锡量过多 对策: 1.增加锡量 2.延长焊接时间 3.去掉多余的锡量
位 置
43
成型基础知识
原料分类:
塑胶原料按照合成树脂的分子结构分主要有热塑性及热固性塑胶之分: 对于热塑性塑胶指反复加热仍有可塑性的塑胶 主要有PE/PP/PVC/PS/ABS/PMMA/POM/PC/PA等常用原料。热固性塑胶 主要指加热硬化的合成树脂制得的得塑胶,像一些酚醛塑胶及氨基塑 胶。
29
焊锡基础知识
切剥芯线装置:
其作用是将芯线绝缘 皮剥除并切除过长的 芯线 调机时首先要确认绝 缘不可有过多的残留, 导体不可有剥伤及剥 断(依IPC620标准检 验) 不定时进行清理,若刀 口上沾有残留的绝缘皮 需及时用毛刷将其清理 干净
30
焊锡基础知识
焊锡装置:
其作用是将芯线导体 与连接器通过锡丝进 行熔接 温度控制是关键,其次 需管控的是焊接时间。一 般产品的烙铁温度 设置在 370℃,而一些特殊的产品 如导体带防弹丝等,温度 则需适当提高 焊接的时间一般控制在 0.5S-1S,焊接时间过长 则会烫伤绝缘,过短容 易产生虚假焊
我司常用的胶料有:PE/PP/PVC/TPE等
44
成型基础知识
模具及概念:
• 塑料注射成形所用模具称为注射成形模具,简称注塑模具,也 称为成型模具。
打端子培训

良品圖
常見不良現象
芯線未打入 芯線斷 壓膠 芯線下陷或外露 膠皮下陷 端子變形 刺破PVC
常見不良現象(1)
芯線未打入﹕壓著端子時﹐單根芯線或多根芯 線未壓入壓芯內﹐造成芯線未打入﹐芯線未打 入的根數超出一定數量時會對拉拔力造成一定 的影響。
常見不良現象(1)
芯線未打入原因﹕ 1﹑端子送料不到位 (调整送料爪至合适位置 ) 2﹑线材送料不到位 (调整送料角度 ) 3﹑端子变形 (检查出变形原因并解决 ) 4﹑刀片处理粗糙﹑刀片上小尖尖过长或短 (更换 刀片) 5﹑上压刀过长或短 (更换上压刀或将长出部分 磨掉 )
常見不良現象(1)
芯線未打入原因﹕ 6﹑送料夹具或手臂下沉时间,与端子 机下沉时间配合不当 (调节下沉时间 ) 7﹑下切刀过厚或薄 (更换或磨 ) 8﹑壓料彈簧沒有壓到位 (調節壓料 彈簧位置 )
常見不良現象(2)
常見不良現象(2)
斷芯線原因﹕ 1﹑剥皮时剥断(更换剥皮刀片 ) 2﹑上芯刀太厚(更换上芯刀) 3﹑压芯过低(调整至合适高度 ) 4﹑刀片铆口窄(更换刀片) 5﹑上壓刀過短(更換合適的上壓刀 ) 6﹑上刀太長(更換合適的上刀)
3﹑作用
導通﹑連接
端子規格實例
333334000039;TERMINAL; JWT / B1411TOP-2E
MPT 料號 端子
生產廠商(加煒)
供應商料號
Series系列號
端子形狀
壓膠區域 壓芯區域
端子的材質
材質 磷青銅 黃銅 顏色 暗紅色 黃色 鍍層 鍍錫 鍍鎳 鍍金
端子的材質
纯铜的新鲜断面是玫瑰红色的,但表面形 成氧化铜膜后,外观呈紫红色,故常称紫铜 铜 除了纯铜外,铜可以与锡、锌、镍等金属化合 成具有不同特点的合金,即青铜、黄铜和白铜。 在纯铜(99.99%)中加入锌,则称黄铜,加入 镍称为白铜,剩下的都称为青铜,除了锌和镍 以外,加入其它金属元素的所有铜合金均称做 青铜,加入什么元素就称为什么元素,最主要 的青铜是锡磷青铜和铍青铜
端子机培训教材(二)2024
端子机培训教材(二)引言概述:本文是端子机培训教材的第二部分。
通过本教材,我们旨在帮助读者全面了解端子机的相关知识和操作技能,提高他们的实际操作能力。
本文将重点介绍端子机的使用技巧和常见故障处理方法。
一、端子机的使用技巧:1. 熟悉端子机的基本组成:液晶显示屏、操作按钮、输入接口等。
2. 掌握端子机的启动和关机操作。
3. 学会设置端子机的基本参数,如日期、时间、语言等。
4. 熟悉端子机的菜单结构和各个菜单的功能。
5. 掌握端子机的数据输入方法,如密码输入、金额输入等。
二、端子机的操作技巧:1. 熟练使用端子机的支付功能,包括银行卡支付、支付宝支付等。
2. 掌握端子机的查询功能,如余额查询、交易记录查询等。
3. 学习使用端子机的打印功能,包括打印小票、打印账单等。
4. 熟练掌握端子机的退款操作方法,了解退款的流程和规定。
5. 学会处理端子机可能出现的异常情况,如卡钞、卡顿等。
三、端子机常见故障的处理方法:1. 遇到无法启动的情况时,按照故障排查流程进行排查。
2. 如果端子机无法读取银行卡,可以尝试清洁读卡器或更换读卡头。
3. 当端子机反应迟钝或死机时,可以尝试重启或重新插拔电源线。
4. 遇到打印故障时,检查打印机的纸张状况和墨盒是否正常。
5. 对于其他故障,及时联系维修人员或客服部门寻求帮助。
四、如何保养端子机:1. 定期清洁端子机的外壳、液晶屏和按键,避免灰尘和污渍对其正常运行的影响。
2. 保持端子机的工作环境干燥和通风良好,避免受潮或过热造成故障。
3. 注意保护端子机的电源线和数据线,避免损坏或接触不良。
4. 定期检查端子机的零部件和连接线,如发现松动或破损,应及时修复或更换。
5. 注意端子机的使用方法,避免不正当的操作造成损坏。
五、总结:通过本文的学习,读者应能够掌握端子机的使用技巧、操作技巧和故障处理方法,提高自己的实操能力。
同时,加强对端子机的保养和维护,能够延长其使用寿命并确保其正常运行。
2024年端子压接培训(含)

端子压接培训(含附件)端子压接培训一、引言在现代工业生产中,端子压接技术作为连接电线电缆与电器设备的重要手段,其质量的优劣直接关系到电气连接的可靠性和安全性。
为了提高员工的专业技能,确保端子压接的质量,特开展端子压接培训。
二、培训目标1.了解端子压接的基本概念、分类及用途;2.掌握端子压接的操作步骤及技巧;3.掌握端子压接的质量检测方法;4.提高员工的安全意识,确保生产安全。
三、培训内容1.端子压接基本概念(1)端子:电气连接中的一种零部件,用于连接电线电缆与电器设备;(2)压接:通过专用工具对端子和电线进行压缩,使其形成可靠的电气连接。
2.端子压接的分类及用途(1)按连接方式分类:焊接式、压接式、绕接式等;(2)按材料分类:铜端子、铝端子、铜铝过渡端子等;(3)按用途分类:电力端子、信号端子、接地端子等。
3.端子压接的操作步骤及技巧(1)准备工作:检查端子、电线及工具是否完好;(2)剥皮:按照端子要求剥去电线绝缘层;(3)插入端子:将剥好的电线插入端子孔内;(4)压接:使用专用工具对端子进行压缩;(5)检查:检查压接后的端子是否牢固、接触良好。
4.端子压接的质量检测方法(1)外观检查:检查端子表面是否有裂纹、变形等缺陷;(2)拉力测试:检查端子与电线的连接是否牢固;(3)电阻测试:检查端子的接触电阻是否在规定范围内;(4)电气性能测试:检查端子的绝缘性能、耐电压等指标。
5.安全生产注意事项(1)操作前检查工具是否完好,确保生产安全;(2)操作过程中,注意个人防护,防止划伤、烫伤等意外伤害;(3)严格按照操作规程进行,严禁违章操作;(4)发现安全隐患及时上报,共同维护生产环境。
四、培训效果评估1.学员出勤情况;2.学员理论考试和实操考核成绩;3.学员在工作中应用端子压接技术的熟练程度;4.学员对安全生产的认识和遵守程度。
五、通过本次端子压接培训,使员工掌握了端子压接的基本知识和操作技能,提高了员工的专业素质,为公司的产品质量和生产安全提供了有力保障。
Molex连接器工具使用指南说明书

A Guide on How to Find T ooling on Step 6Step 5TerminologyBellmouth (Flare)The flare that is formed on the edge of the conductor crimp acts as a funnel for the wire strands. This funnel reduces the possibility that a sharp edge on the conductor crimp will cut or nick the wire strands.A general guideline: The conductor bellmouth needs to be approximately one to two times the thickness of the terminal material.*Conductor BrushThe conductor brush is made up of the wire strands that extend past the conductor crimp on thecontact side of the terminal. This helps ensure that mechanical compression occurs over the full length of the conductor crimp. The conductor brush should not extend into the contact area.Conductor CrimpThe conductor crimp provides the metallurgical compression of a terminal around the wire’s conductor. This connection creates a common electrical path with low resistance and high-current-carrying capabilities. Conductor Crimp HeightThe conductor crimp height is measured from thetop surface of the formed crimp to the bottom-most radial surface. Do not include the extrusion pointsin this measurement (see Figure 1). Measuringcrimp height is a quick, non-destructive way to helpensure the correct metallurgical compression ofa terminal around the wire’s conductor and is an excellent attribute for process control. The crimp height specification is typically set as a balance between electrical and mechanical performance over the complete range of wire stranding and coatings, and terminal materials and platings. Although it is possible to optimize crimp height for individual wire strandings and terminal platings, a single crimp height specification is normally created.Introduction to Crimp TechnologyDeveloped to reduce the need to solder terminations, crimping technology provides a high-quality connection between a terminal and a wire at a relatively low applied cost. The methods for applying crimp terminations depend on the application and volume, and range from hand-held devices to fully automated systems. The application methods include a basic hand tool, a press and die set, a stripper crimper, and a fully automatic wire processing system. But no matter what method is used, it is important to set up each tool correctly to achieve a quality crimp.Website: Please visit the Molex website to view the most current application tooling information. The Molex website is continuously updated with the latest information. ()Figure 1Cut-off T abLengthConductorCrimp Height BellmouthConductorBrush*Consult individual terminal specifications.Terminal Cross-SectionTerminologyCut-off T ab LengthThis is the material that protrudes outside theinsulation crimp after the terminal is separated from the carrier strip. As a general rule, the cut-off tab is approximately 1.0 by 1.5 times the terminal material thickness.* A cut-off tab that is too long may expose a terminal outside the housing, or it may fail electrical spacing requirements. In most situations, a tool is set up to provide a cut-off tab that is flush to one material thickness.Extrusions (Flash)These are the small flares that form on the bottom of the conductor crimp, resulting from the clearance between the punch and anvil tooling. If the anvil is worn or the terminal is over-crimped, excessive extrusion results. An uneven extrusion may alsooccur if the punch and anvil alignment is not correct, if the feed adjustment is off, or if there is insufficient/excessive terminal drag.Insulation Crimp (Strain Relief, Figure 2)This is the part of the terminal that provides wire support for insertion into the housing and allows the terminal to withstand shock and vibration. The terminal needs to hold the wire as firmly as possible without cutting through to the conductor strands. The acceptability of an insulation crimp is subjective and depends on the application. A bend test isrecommended to determine whether or not the strain relief is acceptable for each particular application.Insulation Crimp HeightMolex does not specify insulation crimp heightsbecause of the wide variations in insulation thickness, material and hardness. Most terminals are designed to accommodate multiple wire ranges. Within the terminal’s range, an insulation diameter may notfully surround the diameter of the wire. This condition will still allow for an acceptable insulation crimp for most applications.• A larger insulation should firmly grip at least 88% of the wire.• A smaller insulation should firmly grip at least 50% of the wire and firmly hold the top of the wire.T o evaluate the insulation section, cut the wire flush with the back of the terminal. Once the optimum setting for the application is determined, it isimportant to document the insulation crimp height. Then, as part of the setup procedure, the operator can check the crimp height.Insulation PositionThis is the location of the insulation in relation to the transition area between the conductor and insulation crimps. Equal amounts of the conductor strands and insulation need to be visible in the transition area. Using the correct insulation position ensures that the insulation is crimped along the full length of the insulation crimp, and that no insulation gets crimped under the conductor crimp. The insulation position is set by the wire stop and strip length for bench applications. For automatic wire processing applications, the insulation position is set by the in/out press adjustment.Figure 2*Consult individual terminal specifications.Strip LengthProcessPull Force TestingShut Height and Terminal PositionTerminologyProcessThe process is the combination of people, equipment, tooling, materials, methods and procedures needed to produce a crimp termination. Process control is used to track attributes over time to aid in the detection of changes to the process. Detecting a process change when it happens helps prevent many thousands of bad crimps.Pull Force T estingPull force testing is a quick, effective way to evaluate the mechanical properties of a crimp termination. When making a crimp, enough pressure must be applied to break down the oxides that build up on the stripped conductor and the tin plating on the inside of the terminal grip. This is necessary to provide good metal-to-metal contact. If this does not occur, resistance can increase. Over-crimping a crimp termination will reduce the circular area of the conductor and increase resistance.Pull force testing is also a good indicator of problems in the process. Cut or nicked strands in the stripping operation, lack of bellmouth or conductor brush, or incorrect crimp height or tooling will reduce pull force. Wire properties and stranding, and terminal design (material thickness and serration design), also can increase or decrease pull force levels.Shut HeightThis is defined as the distance, at bottom dead center on a press, from the tooling mounting base plate to the tooling connection point on the ram of the press.Strip LengthThe strip length is determined by measuring the exposed conductor strands after the insulation is removed. The strip length determines the length of the conductor brush when the insulation position is centered.T erminal PositionThe terminal position is set by the alignment of the terminal to the forming punch and anvils, and thecarrier strip cut-off tooling. The tool setup determines conductor bellmouth, cut-off tab length and terminal extrusions.T oolmaker’s Microscope This is used for close visual evaluation and statistical measurement of bellmouth, cut-off tab, conductor brush, wire position and striplength.Associated MaterialsCaliperThis is a gauge consisting of two opposing blades used formeasuring linear dimensional attributes.Eye LoopThis is a magnification tool, normally 10 times the power or greater, which is used to aid visual evaluation of a crimp termination.Crimp MicrometerThis is a micrometer specifically designed to measure crimp height. The measurement is taken in the center of the crimp so it is not influenced by the conductor bellmouth. It has a thin blade that supports the top of the crimp while a pointed section determines the bottom-most radial surface.Ruler (Pocket Scale)This is used to estimate the 5-piece measurement ofbellmouth, cut-off tab, conductor brush, wire position and strip length. The recommendedmaximum resolution is 0.50mm (.020”).Pull T esterThis device is used todetermine the mechanical strength of a crimp termination. Most pulltesting is done with a device that clamps the wire, pullsat a set speed and measures force by means of a load cell. A pull tester also can be as simple as hanging fixed weights on the wire for a minimum of 1 minute.IDT Tooling IntroductionInsulation displacement technology (IDT), is a wire termination technique in which an insulated wire is pressed into a terminal slot smaller than the conductor diameter, displacing the insulation and forming an electrical contact between the terminal and conductor.Insulation displacement offers three majoradvantages over other termination techniques:• Electrical connectors are supplied to the customer with the terminals loaded into their final positions. This feature results in customer labor savings, as additional operations are not required to complete assembly .• Hourly production rates are maximized through the simultaneous mass insertion of wires into multiple connectors.• IDT allows for multiple connectors to be placedalong a harness assembly (daisy chain) without the need to double-terminate circuits.Molex offers a full line of IDT terminating equipment ranging from simple hand tools to fully automatic cable and discrete wire harness assembly machines. All tools are designed and manufactured using the latest technologies to ensure high-quality tool performance and product production./product/apptool/Molex is a registered trademark of Molex, LLC in the United States of America and may beFully Automatic MachinesFor large production requirements, Molex offers its customers fully automatic modular assembly machines. This modular concept allows machines to be designed and built to meet specific customer requirements. Additionally, this concept enables customers to add options at a future date asproduction needs change. In general, machines in this category produce 10,000 terminations per hour or more. All machines are designed with fully integrated PLC controls that include “user friendly” self-diagnostic software features to minimize setup time and maximize machine uptime and system utilization.Special MachinesMolex can quote special machines upon request, with optional features that parallel the Phoenix™/Eagle™ series. In general, these machines differ in the methods they use for connector termination and wire handling. Additionally, daisy chain and different connector orientations can be accomplished.IDT Terminating EquipmentHand T oolsLow-volume users can choose from a range of snap-on modules that mount to a common pistol or bench-mounted holder. These modules can be easily changed to accommodate various connector styles. T ypically, these tools yield production rates of approximately 300 terminations per hour.Manual Press T oolsFor medium production volumes, Molex offers a variety of manual press bench tools designed to process cable or discrete wire to further increase productivity . For tools in this category, production rates of up to 250 assemblies per hour for cable or 500 terminations per hour for discrete wire are not uncommon.Semiautomatic Bench T oolsFor higher production volumes, Molex offers avariety of semiautomatic bench tools to increase the end users’ productivity . For tools in this category, production rates of up to 900 assemblies per hour for cable or 1,200 terminations per hour for discrete wire are normally realized. In addition to inserting wires into terminals, selected machine models are equipped to:• Automatically unload connectors from packaging such as extruded tubes, mylar film, etc.• Perform secondary operations such as carrierstrip breakoff, terminal insertion or product marking.。
molex端子压接
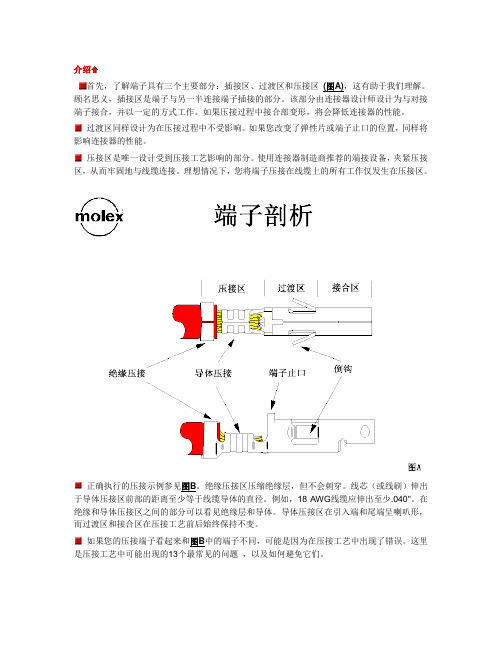
介绍首先,了解端子具有三个主要部分:插接区、过渡区和压接区(图A),这有助于我们理解。
顾名思义,插接区是端子与另一半连接端子插接的部分。
该部分由连接器设计师设计为与对接端子接合,并以一定的方式工作。
如果压接过程中接合部变形,将会降低连接器的性能。
过渡区同样设计为在压接过程中不受影响。
如果您改变了弹性片或端子止口的位置,同样将影响连接器的性能。
压接区是唯一设计受到压接工艺影响的部分。
使用连接器制造商推荐的端接设备,夹紧压接区,从而牢固地与线缆连接。
理想情况下,您将端子压接在线缆上的所有工作仅发生在压接区。
正确执行的压接示例参见图B。
绝缘压接区压缩绝缘层,但不会刺穿。
线芯(或线刷)伸出于导体压接区前部的距离至少等于线缆导体的直径。
例如,18 AWG线缆应伸出至少.040"。
在绝缘和导体压接区之间的部分可以看见绝缘层和导体。
导体压接区在引入端和尾端呈喇叭形,而过渡区和接合区在压接工艺前后始终保持不变。
如果您的压接端子看起来和图B中的端子不同,可能是因为在压接工艺中出现了错误。
这里是压接工艺中可能出现的13个最常见的问题,以及如何避免它们。
1. 压接高度过小达0.002"。
在如此严格的规范下,检验压接机是否设置正确对于获得良好压接是非常重要的。
过小(图I)或过大(图II)的压接高度无法提供规定的压接强度(对线缆端子的保持力),会减小线缆拉拔力和额定电流,一般情况下还会引起压接头在非正常的工作条件下性能降低。
过小的压接高度还会压断线芯或者折断导体压接区的金属。
2. 压接高度过大没有足够的金属间接触。
问题#1 & #2的解决方法很简单:调节压接机上的导体压接高度。
在首次使用压接机进行工作时,使用图B, 中所示的游标卡尺或千分尺检验压接高度在规定范围内,并且在工作过程中应按照要求的频度重新检查,以保持正确的压接高度。
3. &4. 绝缘压接区过小或过大(图 III 和 图 IV)由于绝缘类型和厚度的多样性,连接器制造商一般不会提供绝缘层的压接高度。
端子培训资料
120
110
6、抗钮曲试验 :插片或插套无断裂;镀层不脱落、起泡、起皱现像。试验 方法:将插片或插套以对称轴为中心,向上和向下钮曲30度两次,来回共4 次。
7、高温试验 :试验方法:将进行过温升试验和周期载流试验的样品放进高 温箱,施加规定的试验电流23 h和不通电流1 h,调节高温箱的温度,直到 达到最高允许温度为止 。
目前主板上的接插件品牌以FAF(华富)为主,传感器接插件则使用JST品牌。外协厂提供的物料 接插件指定品牌有:AMP、JST、MOLEX、KET、FAF(华富)、CWB(浙江合兴)及CS(浙江昌盛)七 个品牌,前4个为进ຫໍສະໝຸດ 品牌.五、来料(下线)汇总
线体端子压接不牢固
红色线体漏打M6接线耳。
显示板线XH端子颜色用错, 要求黄色,实物白色。
连接器型号品种:
XH(P)
XH(B)
VH
SMP
SMR
KET 620029
AMP176282-1
AMP176271
AMP172160-1
AMP172168-1
JC
PH
EHR
MOLEX/FAFTJC6
MG620874
AMP176285-6
MG610024
JST XAP-02V-1
AMP176283-1
图纸要求用M5的接线耳,而 实物错用为M4
插针松脱导致电子膨胀 阀失效。
连接器来料变形.
混料(要求ST730135-2, 而实物混有ST730136-2)
插针歪
插针没有插到位
插针没有插到位,容易 拔出。
少一根插针
绿色线体插针没有插到位
黑线无扣紧 。原因分析 :厂 家把定位扣压坏。
2、尺寸 :安装尺寸和外形尺寸符合图纸要求。型号规格、颜色、尺 寸符合设计要求。 (用游标卡尺测量 )
《端子机培训教材》.(DOC)

端子機培訓教材我們公司的端子機型號較多,按種類分有以下幾種類型: 半自動端子機裝4S 刀模半自動機裝2000型刀模半自動機(目前只作為鉚鐵殼用)端子機類別 剝皮帶打端子機(目前公司使用最多的人工鉚端設備)全自動裁線剝皮打端子機(目前協訊無此類型機台)因半自動機相對簡單,我們先從半自動端子機開始著手學習端子機的調試維修.(一)半自動端子機半自動端子機作為一種落後設備接近淘汰,在我們公司已很少應用於鉚端工作,本章主要從簡單到複雜簡要介紹鉚壓動作原理過程.不作太多系統的培訓,後面第二部分剝帶打端子機將會作較為詳細的培訓.左圖為我們廠內使用最多的半自動鉚端子 機:ACM-1800型端子機.它由半自動端子機機身與4S 刀模組合而成, 為了便於安裝維修,刀模的結構已製作成可快速拆裝的卡式模座結構,只需將刀模套上機台插上專用的卡銷鎖定即完成刀模的安裝,無需其他的螺絲連接.半自动端子机4S 刀模控制电箱卡销端子結構介紹:以上列舉了四款不同料號的端子,比較每個端子都是由功能區和芯線夾層/絕緣皮料帶組成. 端子組裝圖示:功能区功能区功能区 功能区料带料带料带料带 芯线夹层/绝缘皮夹芯线夹层/绝缘皮夹芯线夹层/绝缘皮夹芯线夹层/绝缘皮夹芯线铜丝端子組裝時,刀模只負責將夾片鉚合線材即可,功能區保持原有形狀不變。
端子鉚壓原理:夾片鉚合後的橫截面形狀(一)半自動端子機刀模結構:半自動刀模由四部分組成:1.刀模上模沖頭2.下刀模3.送料底板4.送料機構端子功能区芯线夹片上刀片夹片线材刀模上模冲头下模送料底板送料机构下刀片退料片各部分結構功能介紹:①刀模上模沖頭由上切刀/上皮/上芯組成;上芯/上皮刀片往下壓負責將端子夾片鉚合攏,上切刀負責將下切刀頂下去; ②下模由下切刀/下芯/下皮組成;下芯/下皮負責配合將端子夾片鉚合攏,下切刀與下皮配合將端子料帶剪斷; ③退料片負責將卡在上刀片內的端子擋下來; ④送料底板負責端子進料時保證端子平行進入;⑤送料機構負責鉚完一個端子後向刀模再送進一個端子,自動進料。
MOLEX打端子培训教材
Thanks!
• 关机
• 或调成静音
新员工岗前培训教材
打端子
计划目标
操作
端子机 结构
标
• 了解端子机的结构
计划
• 理论课:2H • 实际操作:3天
• 了解端子的类型
• 掌握打端子的操作技巧 • 熟识打端子的外观标准
考核
• 理论考核80分以上
• 实际操作端子合格率98%以上
端子盘
端子机
端子模 打端子
(1)端子盘销紧螺丝 (2)端子盘支架 (3)端子导轨金属板支架 (7)吊环
(8)照明灯
(4)端子导轨金属板 (14)电箱 (5)挂钩 ( 6) 模具压板A
模具压板B
(9)计数器 (10)机身电源指示灯 (11)端子机电源开关
(15)电箱电源指示灯 (16)220V电源插座 (17)110V电源插座
打端子常见不良--3
•孖端子
•孖枝
打端子常见不良--4
•夹线不良
•打烂胶皮
打端子常见不良--5
•断铜丝
•未完全包铜线
打端子常见不良--6
•端子变形 •端子开口
打端子常见不良--7
•端子向后弯
•端子弯曲
打端子常见不良--8
•端子弹片低
•端子弹片高
打端子常见不良--9
•端子有毛边(披锋)
•端子大细边
1
2
3
1.端子检查窗口 2.喇叭口 4 3.线尾检查窗口 7 4.锁片
5
6
5.绝缘压接区域
6.芯线压接区域 5
9
4
7.端子插拔配合区 8.切片(依不同端 子可在不同位置)
8
9.端子线芯终止耳 形区
端子培训资料[1]
![端子培训资料[1]](https://img.taocdn.com/s3/m/d212ad55172ded630a1cb696.png)
KET、KST、ZUCH端子对照表
端子名称 U型插
接线耳 连接舌
KET型号
GP150124 GP150126 GP150136 GP150138 GP150140
/ GP150152 GP150155 GP150158 GP140108 GP140105 GP140074 GP140094 GP140096 GP190481
KST型号(产品标识KS)
SVS1-4 SVM1-4 SVM2-4 SVL2-4 SVS2-5 SV3-4 SVSS5-4 SVL5-4 SV5-5 RVM5-6 RV5-5 RVM1-3.7 RVL2-4 RVL2-5 DBV2-9
珠城型号
SVS1-4 SVM1-4
/ SVL2-4
/ / SVSS5-4 / / / RV5-5 / / / DBV2-9
红色线体漏打M6接线耳。 端子培训资料[1]
显示板线XH端子颜色用错, 要求黄色,实物白色。
端子培训资料[1]
图纸要求用GP150138的U 型插子,而实物用
GP150134的 U型插子。
端子培训资料[1]
图纸要求用GP150126的U 型插子,而实物用
GP150124的 U型插子。
端子培训资料[1]
ST740187-3 GP190481
所配的线径
20-16 20-16 18-14 14-10 18-14 18-14 18-12 18-14
18-14 16-14
L
E
W
15.4
6.3
5.8
15.4
6.3
5.8
19.5
7.8
7.6
19.5
7.8
7.6
22.8
molex-连接器-电缆连接-安装指南说明书

TerminologyBellmouth (Flare)The flare that is formed on the edge of the conductor crimp acts as a funnel for the wire strands. This funnel reduces the possibility that a sharp edge on the conductor crimp will cut or nick the wire strands.* Conductor BrushThe conductor brush is made up of the wire strands that extend past the conductor crimp on thecontact side of the terminal. This helps ensure that mechanical compression occurs over the full length of the conductor crimp. The conductor brush should not extend into the contact area.Conductor CrimpThe conductor crimp provides the metallurgical compression of a terminal around the wire’s conductor. This connection creates a common electrical path with low resistance and high-current-carrying capabilities. Conductor Crimp HeightThe conductor crimp height is measured from thetop surface of the formed crimp to the bottom-most radial surface. Do not include the extrusion pointsin this measurement (see Figure 1). Measuringcrimp height is a quick, non-destructive way to help ensure the correct metallurgical compression ofa terminal around the wire’s conductor and is an excellent attribute for process control. The crimpheight specification is typically set as a balance between electrical and mechanical performance over the complete range of wire stranding and coatings, and terminal materials and platings. Although it is possible to optimize crimp height for individual wire strandings and terminal platings, a single crimp height specification is normally created.Introduction to Crimp TechnologyDeveloped to reduce the need to solder terminations, crimping technology provides a high-quality connection between a terminal and a wire at a relatively low applied cost. The methods for applying crimp terminations depend on the application and volume, and range from handheld devices to fully automated systems. The application methods include a basic hand tool, a press and die set, a stripper crimper, and a fully automatic wire processing system. Regardless of the method, it is important to set up each tool correctly to achieve a quality crimp.Website: Please visit the Molex website to view the most current application tooling information. The Molex website is continuously updated with the latest information. ()Figure 1Cut-off T abLengthConductorCrimp Height BellmouthConductorBrush*Consult individual terminal specifications.Terminal Cross-SectionTerminologyCut-Off T ab LengthThis is the material that protrudes outside theinsulation crimp after the terminal is separated from the carrier strip. A cut-off tab that is too long may expose a terminal outside the housing, or it may fail electrical spacing requirements. Extrusions (Flash)These are the small flares that form on the bottom of the conductor crimp, resulting from the clearance between the punch and anvil tooling. If the anvil is worn or the terminal is over-crimped, excessive extrusion results. An uneven extrusion may alsooccur if the punch and anvil alignment is not correct, if the feed adjustment is off, or if there is insufficient or excessive terminal drag.Insulation Crimp (Strain Relief, Figure 2)This is the part of the terminal that provides wire support for insertion into the housing and allows the terminal to withstand shock and vibration. The terminal needs to hold the wire as firmly as possible without cutting through to the conductor strands. The acceptability of an insulation crimp is subjective and depends on the application.Insulation Crimp HeightMost terminals are designed to accommodate multiple wire ranges. Within the terminal’s range, an insulation diameter may not fully surround the diameter of the wire. This condition will still allow for an acceptable insulation crimp for most applications.T o evaluate the insulation section, cut the wire flush with the back of the terminal. Once the optimum setting for the application is determined, it isimportant to document the insulation crimp height. Then, as part of the setup procedure, the operator can check the crimp height.Insulation PositionThis is the location of the insulation in relation to the transition area between the conductor and insulation crimps. Equal amounts of the conductor strands and insulation need to be visible in the transition area. Using the correct insulation position ensures that the insulation is crimped along the full length of the insulation crimp, and that no insulation gets crimped under the conductor crimp. The insulation position is set by the wire stop and strip length for bench applications. For automatic wire processing applications, the insulation position is set by the in/out press adjustment.Figure 2Strip Length ProcessPull Force TestingShut Height and Terminal PositionTerminologyProcessThe process is the combination of people, equipment, tooling, materials, methods andprocedures needed to produce a crimp termination. Process control is used to track attributes over time to aid in the detection of changes to the process. Detecting a process change when it happens helps prevent many thousands of bad crimps.Pull Force TestingPull force testing is a quick, effective way to evaluate the mechanical properties of a crimptermination. Pull force testing is performed without the influence of the insulation grips.Pull force testing is also a good indicator of problems in the process. Cut or nicked strands in the stripping operation, lack of bellmouth or conductor brush, or incorrect crimp height or tooling will reduce pull force. Wire properties and stranding, and terminal design (material thickness and serration design), can also increase or decrease pull force levels.Shut HeightThis is defined as the distance, at bottom dead center on a press, from the tooling mounting base plate to the tooling connection point on the ram of the press.Strip LengthThe strip length is determined by measuring the exposed conductor strands after the insulation is removed. The strip length determines the length of the conductor brush when the insulation position is centered.Terminal PositionThe terminal position is set by the alignment of the terminal to the forming punch and anvils, and the carrier strip cut-off tooling. The tool setup determines conductor bellmouth, cut-off tab length and terminal extrusions.T oolmaker’s Microscope This is used for close visual evaluation and statistical measurement of bellmouth, cut-off tab, conductor brush, wire position and striplength.Associated MaterialsCaliperThis is a gauge consisting of two opposing blades used formeasuring linear dimensional attributes.Eye LoupeThis is a magnification tool, normally 10 times the power or greater, which is used to aid visual evaluation of a crimp termination.Crimp MicrometerThis is a micrometer specifically designed to measure crimp height. The measurement is taken in the center of the crimp so it is not influenced by the conductor bellmouth. It has a thin blade that supports the top of the crimp while a pointed section determines the bottom-most radial surface.Ruler (Pocket Scale)This is used to estimate the 5-piece measurement ofbellmouth, cut-off tab, conductor brush, wire position and strip length. The recommendedmaximum resolution is 0.50mm (.020”).Pull T esterThis device is used todetermine the mechanical strength of a crimp termination. Most pulltesting is done with a device that clamps the wire, pullsat a set speed and measures force by means of a load cell. A pull tester also can be as simple as hanging fixed weights on the wire for a minimum of 1 minute.IDT Tooling IntroductionInsulation displacement technology (IDT), is a wire termination technique in which an insulated wire is pressed into a terminal slot smaller than the conductor diameter, displacing the insulation and forming an electrical contact between the terminal and conductor.Insulation displacement offers three majoradvantages over other termination techniques:• Electrical connectors are supplied to the customer with the terminals loaded into their final positions. This feature results in customer labor savings, because additional operations are not required to complete assembly .• Hourly production rates are maximized through the simultaneous mass insertion of wires into multiple connectors.• IDT allows for multiple connectors to be placedalong a harness assembly (daisy chain) without the need to double-terminate circuits.Molex offers a full line of IDT terminating equipment, ranging from simple hand tools to fully automatic cable and discrete wire harness assembly machines. All tools are designed and manufactured using the latest technologies to ensure high-quality tool performance and product production./product/apptool/Molex is a registered trademark of Molex, LLC in the United States of America and may beFully Automatic MachinesFor large production requirements, Molex offers its customers fully automatic modular assembly machines. This modular concept allows machines to be designed and built to meet specific customer requirements. Additionally, this concept enables customers to add options at a future date asproduction needs change. In general, machines in this category produce 10,000 terminations per hour or more. All machines are designed with fully integrated PLC controls that include “user friendly” self-diagnostic software features to minimize setup time and maximize machine uptime and system utilization.Special MachinesMolex can quote special machines upon request, with optional features that parallel the Phoenix™/Eagle™ series. In general, these machines differ in the methods they use for connector termination and wire handling. Additionally, daisy chain and different connector orientations can be accomplished.IDT Terminating EquipmentHand T oolsLow-volume users can choose from a range of snap-on modules that mount to a common pistol or bench-mounted holder. These modules can be easily changed to accommodate various connector styles. T ypically, these tools yield production rates of approximately 300 terminations per hour.Manual Press T oolsFor medium production volumes, Molex offers a variety of manual press bench tools designed to process cable or discrete wire to further increase productivity . For tools in this category, production rates of up to 250 assemblies per hour for cable or 500 terminations per hour for discrete wire are not uncommon.Semiautomatic Bench T oolsFor higher production volumes, Molex offers avariety of semiautomatic bench tools to increase the end users’ productivity . For tools in this category, production rates of up to 900 assemblies per hour for cable or 1,200 terminations per hour for discrete wire are normally realized. In addition to inserting wires into terminals, selected machine models are equipped to:• Automatically unload connectors from packaging such as extruded tubes, mylar film, etc.• Perform secondary operations such as carrierstrip breakoff, terminal insertion or product marking.。
打端子新员工入职培训ppt
打端子技能提升
04
打端子技巧与注意事项
打端子前的准备: 检查工具、熟悉端 子规格和颜色
打端子的技巧:掌 握正确的握持方式、 用力均匀、速度适 中
注意事项:避免打 坏线芯、保持工具 的清洁与保养、遵 循安全操作规程
常见问题及解决方案
打端子时线芯容易断 解决方案:检查线芯是否符合规格, 调整打端机压力和转速
解决方案:检查线芯是否符合规格,调整打端机压力和转速
打端子后端子容易松动 解决方案:检查线芯是否固定牢 固,调整打端机夹具的松紧度
解决方案:检查线芯是否固定牢固,调整打端机夹具的松紧度
打端子后线芯容易散开 解决方案:检查线芯是否排列整 齐,调整打端机夹具的夹持范围
解决方案:检查线芯是否排列整齐,调整打端机夹具的夹持范围
打端子的基本操作流程
准备工具:选择合适的工 具,如剪刀、剥线钳等
剪切线材:根据需要,使 用适当的工具将线材剪切 成适当的长度
剥皮:使用剥线钳或剪刀 剥去线材的外皮,露出里 面的芯线
端子压接:将芯线插入端 子中,使用压接工具将端 子压接在线材上
检查:检查压接好的端子 是否牢固、美观
整理:将压接好的端子整 理好,以便于后续的装配 和使用
穿戴个人防护用 品,如安全帽、 手套、护目镜等
使用合适的工具 和设备,遵循操 作规程
定期检查和维护 设备,确保其正 常运行
了解并遵守安全 规定和警示标识
应急处理与事故预防
了解常见的安全 风险和事故类型
熟悉应急处理流 程和措施
掌握事故预防的 方法和措施
了解安全责任和 法律责任
职业素养与团队协作
06
单击添加章节标题内容
01
培训目的与内容
培训课件端子压接知识(二)2024

培训课件端子压接知识(二)引言:培训课件端子压接知识(二)是为了帮助学习者进一步了解和掌握端子压接的相关知识而设计的。
本文将分为五个大点进行详细阐述,包括端子压接工具的选择、端子压接的操作步骤、端子压接的注意事项、常见问题与解决方法以及培训课程的评估与反馈。
一、端子压接工具的选择:1. 了解不同类型的端子压接工具及其特点2. 根据实际需求选择合适的端子压接工具3. 确保选用的端子压接工具符合相应的标准和要求4. 学习正确使用端子压接工具的方法和技巧5. 维护和保养端子压接工具,延长其使用寿命二、端子压接的操作步骤:1. 准备工作:了解端子的类型和规格,检查工具和设备的完好性2. 线缆准备:剥离绝缘层,清理导体表面3. 端子选择:根据线缆类型和要求选择合适的端子4. 端子压接:正确操作端子压接工具,保证压接质量和稳定性5. 检查和测试:检查压接是否牢固,并进行必要的测试和验证三、端子压接的注意事项:1. 安全第一:戴好个人防护装备,确保操作过程中的安全2. 选择合适的压接参数:根据线缆和端子的特性选择合适的压接参数3. 注意导体的净度和表面处理:保持导体表面的干净和光滑,提高压接质量4. 控制压接力度:过轻或过重的压接力度会影响端子的质量5. 进行可靠性测试:确保压接后的端子具备良好的电气连接性能四、常见问题与解决方法:1. 端子压接后出现松动的情况的解决方法2. 压接产生的温升过高的解决方法3. 线缆断裂导致压接失败的解决方法4. 端子压接后的电阻异常的解决方法5. 其他常见问题的解决方法和处理步骤五、培训课程的评估与反馈:1. 设计合理的培训课程评估方案2. 收集学员的意见和反馈,进行综合分析3. 针对不同问题和需求进行培训课程的优化和改进4. 评估培训课程的效果和成果,制定改进计划5. 提供培训课程的证书和学习资料,增加学员的学习动力总结:通过本文的学习,读者可以全面了解端子压接知识的具体内容和操作步骤。
端子培训资料

端子培训资料xx年xx月xx日contents •端子基础知识•端子连接与接线•端子常见故障及排除•端子加工与制作•端子检验与质量管控•安全与环保意识目录01端子基础知识端子是指用于连接电线或电缆的金属部件,通常制成一定形状以适应不同线径和电气性能的需求。
端子定义根据不同的用途和特点,端子可分为多种类型,如单孔端子、双孔端子、插拔端子、螺栓端子、弹簧端子等。
端子分类端子定义与分类材质端子通常由铜、铝、钢等金属材料制成,以满足导电性和机械强度的要求。
特点不同种类的端子具有各自的特点和适用场景,如插拔端子适用于频繁插拔的场合,螺栓端子适用于较大截面积的电缆连接等。
端子材质与特点端子可以方便地将电线或电缆连接到电路板上,实现电信号的传输和分配。
端子在电路中的作用连接作用端子可以保护电线或电缆不受损伤,避免因不良连接导致电路故障。
保护作用使用端子可以方便地更换电线或电缆,提高电路的可维护性。
可维护性02端子连接与接线端子连接方式压接、焊接、螺栓连接等,根据不同使用环境和需求选择合适的连接方式。
选用端子根据电气性能、环境条件、安装空间等因素选择适当的端子型号和规格。
端子连接方式及选用接线顺序对于有极性的电源或信号线,应按照规定的接线顺序进行连接,以避免误操作导致设备损坏或故障。
接线颜色对于不同线径和电流类型的导线,应选择相应的接线颜色,以便准确区分和识别。
接线端子固定确保接线端子的固定可靠,避免松动或脱落导致电气接触不良。
端子接线规范端子连接与接线的注意事项在连接端子和导线之前,应检查端子和导线是否完好无损,如有缺陷或损伤应及时处理或更换。
检查端子和导线避免过度紧固绝缘处理清洁和防潮在连接端子和导线时,应适度拧紧螺丝或夹具,避免过度紧固导致端子或导线受损。
对于需要绝缘的端子和导线连接处,应按照相关规定进行绝缘处理,以避免电气短路或漏电等故障。
端子和导线连接处应保持清洁和干燥,避免潮湿和污染导致氧化和腐蚀。
端子培训资料

端子培训资料端子是电子设备中常见的连接器,用于连接电子元件和电路。
端子承担着传输信号和电能的重要任务,它们在电子工程中起到至关重要的作用。
本文将重点介绍端子的种类、用途和工作原理,并简要探讨一些相关的实用知识。
一、端子的种类和用途1. 直插式端子:直插式端子是一种常用的端子连接类型。
它采用直插式安装方式,使得电子元件能够直接插入到端子孔中,从而实现信号的传输和电能的连接。
直插式端子广泛应用于电子器件、计算机设备、通信设备等领域。
2. 螺纹式端子:螺纹式端子采用螺纹连接的方式,具有很好的固定性和抗震动能力。
它常用于一些对连接稳固性要求较高的设备,如电机、发电机、传感器等。
3. 弹簧式端子:弹簧式端子是一种常见的压接连接方式。
它通过压紧弹簧和引脚之间的接触面,实现连接的稳固性和可靠性。
这种类型的端子应用广泛,例如电子设备上的连接器、测试仪器、工控设备等。
4. 插座式端子:插座式端子采用插拔连接方式,其特点是方便更换和维修。
它广泛应用于电源插座、插排、插线板等家用电器。
5. 引线端子:引线端子是一种灵活的连接方式,利用导线将电子元件和电路连接起来。
这种类型的端子广泛应用于电子元器件的制造和维修过程中。
二、端子的工作原理端子的工作原理基本上是将电路中的信号和电能传输到终端设备上。
一般来说,端子通常由金属材料制成,金属的导电性能能够保证信号的稳定传输和电能的高效连接。
当电子元件插入端子孔中时,金属引脚与端子之间建立起一种物理连接。
这种连接可以通过金属的导电性将电流从一个电路传输到另一个电路。
同时,端子内部的弹簧和接触点可以保持引脚的紧密接触,确保信号的传输和电能的连接稳定可靠。
端子的工作原理还包括信号的传输和电能的连接稳定性。
传输信号时,端子要避免信号的干扰和衰减,以保证信号的完整和稳定性。
连接稳定性涉及材料的选择、接触面积和压力等因素,这些因素直接影响着信号传输的质量和电能的传输效率。
三、端子的选用和使用注意事项端子的选用和使用需要考虑以下几个方面的因素:1. 电流负载能力:不同的端子承载能力不同,需要根据实际电路的负载电流选择适当的端子。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
打端子常见不良--10
•夹铜线尾无露铜线
•夹铜线尾露铜线过 长
打端子常见不良--11
•无线口打端子
打端子常见不良--12
批峰
打端子不良影响
1. 造成功能性不良,导致产生客诉. 2. 造成后工序无法作业.如入HSG不到位.
案例1 如688013194
打端子注意事项
1.28AWG/30AWG及以上的小芯线打完端子后,必须用放大镜作100%外观检查. 2.生产过程中发现有不良的现象(包括发现突然打了孖枝),操作员必须立即停止 生产,通知组长叫机修维修而不得擅自调校,待机修调校维修好并经过QC检验后, 才可以恢复生产; 3.生产过程中,由于端子输送槽不顺而导致端子变形损坏现象,或因异常停机时工 人必须将事故前所打的50PCS半成品全检后再全检,紧接的50PCS半成品,以确保端 子夹线后没有变形和损坏现象; 4.生产过程中若发现端子输送槽被端子或其他杂物卡住输送槽时,首先需要关闭 机器电源,再用锥子或剪刀将端子及杂物挑出. 5.生产过程中若发现机器异常时,需停机,关闭电源并通知组长叫机修维修. 6.生产过程中若发现不良品,严禁自行返工线口后重打,不良端子做好标识放入指 定装不良品的胶盘/盆内,留作分析;
123
56
4 7
5 8
94
1.端子检查窗口 2.喇叭口 3.线尾检查窗口 4.锁片 5.绝缘压接区域 6.芯线压接区域 7.端子插拔配合区 8.切片(依不同端 子可在不同位置) 9.端子线芯终止耳 形区
压接端子包线位标准说明
胶皮压接区 胶皮位置
线芯压接区域 线芯口
线芯 喇叭口
胶皮压接高度
披锋
线芯压接高度 切片长度
• 关机 • 或调成静音
新员工岗前培训教材
打端子
计划目标
操作
端子机 结构
端子 类型
标准 操作
品质 要点
不良 影响
课程目标
• 了解端子机的结构 • 了解端子的类型 • 掌握打端子的操作技巧 • 熟识打端子的外观标准
计划
• 理论课:2H • 实际操作:3天
考核
• 理论考核80分以上 • 实际操作端子合格率98%以上
(11)端子机电源开关 (12)保险管座 (13)脚掣
1. 端子盘销紧螺丝:起固定作用,令端子盘松紧适中. 2. 端子盘支架:起支持作用,承托端子盘. 3. 端子导轨金属板支架:起支持金属板的作用. 4. 端子导轨金属板:起引导端子走向的作用. 5. 挂钩:起连接作用,与端子模中的冲头相连. 6. 模具压板A.B:固定端子模具作用. 7. 吊环:移动端子机时的受力点. 8. 照明灯:增加亮度之用. 9. 计数器:计算压打端子数量之用. 10.机身电源指示灯:显示电源的开关状态. 11.端子机电源开关:控制电源的开关状态. 12.保险管座:起支承保险管的作用. 13.脚掣:控制端子机的冲压动作,踩一下端子机冲压一下. 14.电箱:将市电转成110V电源. 15.电箱电源指示灯:显示电箱电源的开关状态. 16.220V电源输入插座:220V电箱电源输入位. 17.110V电源输出插座:110V端子机电源连接位. 18.电箱电源开关;控制电箱电源的开关状态. 19.电箱保险管座:支承保险管的作用.
压接端子喇叭口外观-1
标准喇叭口
线芯入口有喇叭口 ,尾端无喇叭口
压接端子喇叭口外观-2
无喇叭口
压接端子包线位外观-1
无线尾或伸出长度不够
压接端子包线位外观-2
线芯口太长
线芯伸到连接区
压接端子包线位外观-3
压接端子包线位外观-4
线芯在绝缘与压翼 之间可见
只见到线芯 只见到绝缘皮
压接端子包线位外观-5
目视端子 按时做保养记录
操作指示-5
注意事项:
3.生产过程中发现有不良的现象(包括发现突然打 了孖枝),操作员必须立即停止生产, 通知组长叫 机修维修而不得擅自调校,待机修调校维修好并 经过QC检验后,才可以恢复生产
4.生产过程中,由于端子输送槽不顺而导致端子变 形或损坏现象,工人必须将事故前所打的50PCS半 成品全检后再全检,紧接的50PCS半成品,以确保 端子夹线后没有变形和损坏现象
横送式
(4)行程微调器
(4)行程微调器 (5)端子送料槽 (6)端子压板 (7)送料爪 (8)送料槽前后微调器
(1)冲头
(2)胶皮线芯高度微调 (3)胶皮高度微调
(12)A.B压刀 (13)挡刀 (11)砧座 (10)切刀
(9)切刀座
1. 冲头:与端子机挂钩相连以及起冲压作用. 2. 胶皮线芯高度微调:高度微调器,调节依位置,胶皮线芯高度同时起
打端子常见不良--3
•孖端子
•孖枝
打端子常见不良--4
•夹线不良
•打烂胶皮
打端子常见不良--5
•断铜丝
•未完全包铜线
打端子常见不良--6
•端子变形
•端子开口
打端子常见不良--7
•端子向后弯 •端子弯曲
打端子常见不良--8
•端子弹片低
•端子弹片高
打端子常见不良--9
•端子有毛边(披锋)
•端子大细边
操作步骤-2
3.左手拿适量线材,将需打 端子端朝向端子机.
操作步骤--3
4.右手把线材理顺,线口前端抵触档刀,踩下脚制,打一粒 端子.
端子机压接面
操作步骤-4
5.检查打端子后的外观.
6.把线对齐并扎好, 填写好标签.
包扎好OK品
填写标签并扎好
操作步骤-5
7.工作完成后,关闭机器电源
操作指示-4
端子翅翼与线 芯压接良好
压接太低
压接端子包胶位外观-4
•包胶位翅翼没 有压紧胶皮,绝 缘皮没固定
•压接翼与绝缘皮至少有3 个接触点
•端子夹胶皮层之成型外围 大于88%
压接端子包线位外观-9的接插功能
压接后端子弯曲超过标准
压接端子包线位外观-10
8.操作时,必须使每一根芯线分开并水平放入模 具中,避免打孖支或压烂线
9.严禁任何物品和身体任何部位接触端子机的运 动部件,如闻到异味听到异声等紧急事故,须马上 停机切断端子机电源并报告拉长.
10.两头打ETC端子的方向一致 ,排线打端子的送线 方向,同一边排线打不同方向的端子的送线方向.
11.孖枝线打端子两线的排位及三根或多根线材的 排位需与PI要求相同
变化,依调节器分A、B、C、D四档,其中A档最紧,D档最松. 3. 胶皮高度微调:高度微调器,调节依位置,胶皮高度起变化,依调节器
分1、2、3、4、5、6、7、8八档,其中1档最紧,8档最松. 4. 行程微调器:端子行程调节器,要两作相互配合才可以得到满意的效
果. 5. 端子送料槽:输送端子的槽位. 6. 端子压板:压住端子键,令其在输送中行程稳定. 7. 送料爪:按一定的行程推动端子向前行. 8. 送料槽前后微调器:起调节端子喇叭口及切片长度的作用. 9. 切刀座,与切刀配合起固定切刀作用. 10.切刀:与切刀座、砧座配合,起切断端子作用. 11.砧座:与A、B压刀配合作用,起承托端子作用. 12.A、B压刀:与砧座配合,起压接线芯和胶皮的作用. 13.挡刀:起定位作用,剥皮长度固定时,挡刀的位置决定线芯露出长度
Thanks!
弹片,扣 位损坏
端子损坏
脏污,氧化
压接端子包线位外观-6
批锋高度小 于材料厚度
批锋高度大 于材料厚度
压接端子包线位外观-6
不良影响: 1.影响插端子,插不到位. 2.批峰上位与端子本体连接位有裂纹.
压接端子包线位外观-7
端子翅翼与线 芯压接良好
压接太松,线芯 与端子拉脱力小
压接端子包线位外观-8
注意事项:
1. 打小端子(如:TURKEY所用端 子172000551或172000893)时 ,要每隔1~2小时(依实际情 况定)取1粒,打好的端子(可 以是相同规格的废线)入HSG, 以确认端子在铆压过程没有 出现变异现象
2.28AWG/30AWG及以上的小芯线 打完端子后,必须用放大镜作 100%外观检查
操作指示-6
注意事项:
5.生产过程中若发现不良品,严 禁自行返工线口后重打,不
良端子做好标识放入指定装不 良品的胶盘/盆内,留作分析
6.操作必须在有照明灯照明的 情况下进行,若端子机上的照明 灯损坏不亮则该端子机不得使 用
打端子一定 要有照明灯
注意事项: 操作指示-7
7.不同规格的芯线分机器打端子或者同一机器根 据Spec.调机后打端子,不得打错
端子扣位大约为 2~10倍端子材料 的厚度(但视不 同端子而定) 扣位压扁
扣位张开
压接端子包胶位外观-2
绝缘皮有压痕,导至线芯可见
压接端子切片外观
切片长度不超过端子 材料厚度的2倍
其它外观不良图样
切片过长
打端子常见不良--1
•夹线过高
•夹线过低
打端子常见不良--2
•夹胶皮位过松
•夹胶皮位过紧
以及胶皮位.
针型 方型
Y型
O型
旗型 不规则型
•绝缘位变形,不 可铆压.
连续型
散装型
操作前检查
1. 检查所用端子的P/N是否正确,端子是否有损伤 2. 检查来料线口长度及外观品质是否合格
操作步骤-1
1. 将端子盘装在端子架上(松紧度要合适) 2. 按顺序打开电源开关和照明开关,并将计数器清零
端子盘
端子机 端子模
打端子
(1)端子盘销紧螺丝 (2)端子盘支架
(3)端子导轨金属板支架 (7)吊环
(4)端子导轨金属板 (14)电箱
(15)电箱电源指示灯 (16)220V电源插座 (17)110V电源插座
(18)电源电箱开关
(5)挂钩 (6) 模具压板A 模具压板B