折弯成形理论分析
关于钣金折弯成形技术的12大问题

金属板材的弯曲和成形是在弯板机上进行的,将要成形的工件放置在弯板机上,用升降杠杆将制动蹄片提起,工件滑动到适当的位置,然后将制动蹄片降低到要成形的工件上,通过对弯板机上的弯曲杠杆施力而实现金属的弯曲成形。
最小折弯半径是成形金属的延展性和厚度的函数。
对于铝板来说,金属的折弯半径要大于板材的厚度。
折弯时,由于有一定的回弹,金属折弯的角度要比要求的角度稍大一些。
金属板材的折弯是在金属加工车间进行的。
钣金加工只是对金属材料进行折弯、压铆、焊接等一系列处理的工艺。
下面针对钣金加工中折弯工艺来讲述一下过程中可能遇到的问题和解决办法。
问题一:折弯边不平直,尺寸不稳定原因:设计工艺没有安排压线或预折弯;材料压料力不够;凸凹模圆角磨损不对称或折弯受力不均匀;高度尺寸太小。
解决办法:设计压线或预折弯工艺;增加压料力;凸凹模间隙均匀、圆角抛光;高度尺寸不能小于最小极限尺寸。
问题二:工件折弯后外表面擦伤原因:原材料表面不光滑;;凸模弯曲半径太小;弯曲间隙太小。
解决办法:提高凸凹模的光洁度;增大凸模弯曲半径;调整弯曲间隙。
问题三:弯曲角有裂缝原因:弯曲内半径太小;材料纹向与弯曲线平行;毛坯的毛刺一面向外;金属可塑性差。
解决办法:加大凸模弯曲半径;改变落料排样;毛刺改在制件内圆角;退火或采用软性材料。
问题四:弯曲引起孔变形原因:采用弹压弯曲并以孔定位时弯臂外侧由于凹模表面和制件外表面摩擦而受拉,使定位孔变形。
解决办法:采用形弯曲;加大顶料板压力;在顶料板上加麻点格纹,以增大摩擦力防止制件在弯曲时滑移。
问题五:弯曲表面挤压料变薄原因:凹模圆角太小;凸凹模间隙过小。
解决办法:增大凹模圆角半径;修正凸凹模间隙。
问题六:制件端面鼓起或不平原因:弯曲时材料外表面在圆周方向受拉产生收缩变形,内表面在圆周方向受压产生伸长变形,因而沿弯曲方向出现挠曲端面产生鼓起现象。
解决办法:制件在冲压最后阶段凸凹模应有足够压力;做出与制件外圆角相应的凹模圆角半径;增加工序完善。
管子弯曲成形的机理分析
管子弯曲成形的机理分析作者:邹双桂来源:《广东造船》2013年第05期摘要:本文以提高管子弯曲精度为出发点,运用弹塑性变形的原理,分析了管材回转牵引弯曲过程中产生的回弹、伸长现象,并推导出管子弯曲后的延伸量、回弹量的近似计算公式。
关键词:管子弯曲;延伸量;回弹量Mechanical principles study of pipe bending formingZhou Shuanggui( Guangzhou Shipyard International Company Limited, Guangzhou 510382 )Abstract: To improve the bending precision of pipe, the mechanical principles of elastic deformation and plastic deformation to be studied in this paper for analyzing the spring back and length extension phenomena during bending which executed turning and pulling of pipe simultaneously. As a consequence, an experienced formula derived from to be established for predict value of spring back and length extension precisely.Key words: Pipe bending; length extension; spring back1 概述到目前为止,管子冷弯加工工艺已经有了长足的进步,解决了许多以前只能靠人工的难题,实现了自动化生产,大大提高了生产效率。
管子的弯制是管子内场加工的重要组成部分,实现管子的无余量弯制是提高管子加工效率的关键手段,也是实现管子先焊后弯工艺的先决条件。
02折弯原理

20
折彎的應用
• 折彎廣泛用于沖壓生產﹐涉及的產品主要有 三大類﹕
• 1.外觀機殼件﹕如機箱﹑機柜等﹐一般要求強 度﹑表面光潔度﹔
• 2.結構件﹕如LCD CHASSIS﹑HINGE BASE﹑數碼相機/手機主框等,一般要求形狀 尺寸﹑結構強度﹔
• 3.彈片類﹕如端子﹑接觸片等﹐一般要求折彎 角度﹑承載荷重
21
LCD CHASSIS 端子
LCD BRACKET
機箱
4.0t 13
彎曲件的工藝性
• 折彎線最好與板材軋制纖維方向垂直;如有 困難,但其與纖維方向的角度不要小於30度。
纖維方向
纖維方向
折彎易裂
14
彎曲件的工藝性
• 最小彎曲高度不宜太小,否則折彎件的穩定 性不好;當H<2.5t時,應先壓線處理或是加 大高度,折彎後再切除。
SCRAP
壓線
H
15
彎曲件的工藝性
彎曲件的中性層
• 但對於鉸鏈彎曲和對圓棒形零件進行彎曲時, 其中性層向外偏移,中性層數大於0.5,而其 彎曲半徑越大時,中性層系數越接近0.5。其 值可參考下表(表1 為鉸鏈彎曲﹐表2棒形件 彎曲﹕ 表1
r/t 0.5~0.6 0.6~0.8 0.8~1.0 1.0~1.2 1.2~1.5 1.5~1.8 1.8~2.0 >2.2 x 0.76 0.73 0.7 0.67 0.64 0.61 0.58 0.5
折弯机的原理

折弯机的原理
折弯机是一种用于金属加工的机械设备,其原理主要是利用机械力将金属板材
或管材弯曲成所需的形状。
折弯机的原理可以分为手动折弯机和数控折弯机两种类型,它们在原理上存在一些差异,但都是通过施加力量使金属产生变形来完成折弯加工。
手动折弯机的原理是通过手动操作机械手柄或脚踏板来驱动机械传动系统,使
上下模具夹紧金属材料,然后通过手动操作机械手柄或脚踏板来施加力量,使金属材料产生弯曲变形。
手动折弯机通常适用于对小批量、简单形状的金属零件进行折弯加工,操作简单、成本低廉。
数控折弯机的原理是通过数控系统控制液压缸或伺服马达施加力量,使上下模
具夹紧金属材料,然后通过数控系统控制液压缸或伺服马达施加力量,使金属材料产生弯曲变形。
数控折弯机具有高精度、高效率、自动化程度高的特点,适用于对大批量、复杂形状的金属零件进行折弯加工。
无论是手动折弯机还是数控折弯机,其原理都是通过施加力量使金属材料产生
弯曲变形。
在实际应用中,折弯机的原理需要配合合适的模具和工艺参数,才能完成高质量的折弯加工。
模具的选择和调整是影响折弯加工质量的关键因素,工艺参数的设置也会直接影响折弯加工的成型效果。
总的来说,折弯机的原理是通过施加力量使金属产生弯曲变形,手动折弯机和
数控折弯机在原理上存在差异,但都是为了完成金属材料的折弯加工。
在实际操作中,需要根据具体的加工要求选择合适的折弯机类型,并合理调整模具和工艺参数,才能获得满意的加工效果。
折弯成形理论剖析
折弯位置等的尺寸容易稳定、同时可以 进行复数的折弯加工、但是需要采取由 于折弯的拉伸变大的防范对策。 折弯直角很难做出故需要相关的对策 顶板力变弱时;产品平面度不稳定、 相反强时,折弯直角度容易开。 折弯凹模的R,需要是板厚弯,所以直角度不稳定。产品 的折弯侧面上出现凹状的横纹。
≤5.0
折弯附近的孔的变形 折弯工站前加工的孔等的附近有折弯时 、由于折弯而拉伸,导致孔尺寸变化。 拉伸产生到折弯的距离及拉伸量,根据 板厚的大小及模具构造有很大不同。
9
折弯拉伸变大的结果导致折弯高度方向 的尺寸也发生变化。 在需要孔尺寸及折弯高度尺寸精度时、 折弯加工后再进行孔冲切。 但是、冲切毛边方向要在折弯的外侧。
由於折弯的翹曲
折弯加工时、由于其压缩应力、 拉伸应力的反弹而产生回弹,其结 果影响折弯直角度、同时也影响 被加工材料的平面度。 通过顶板的按压力量来调整可减 少某种程度的翘曲。 折弯方向和相反侧产生翘曲。
10
⑤其他的問题点
压印(embossing) 1.半冲切的压印加工、通常凹 模和凸模以同样尺寸制作。 用以板厚的略65%来完成冲 切、要求被加工材厚度的一半 以上高度时、有必要凸模刀口 上设R来防止破损 2.在需要板厚程度的高度时、 将凹模的尺寸作为既定尺寸将 凸模尺寸比其做大些。
7 ④ 折弯时的问题点
最小折弯高度 ≥3.5T U折弯模具形式中、 BRANK位 于折弯凹模的R上就由于凹模R 而BRANK会横方向逃开、而折 弯尺寸很难做出。 折弯凹模的R为板厚3倍以上为 理想就BRANK是折弯凸模4t 、展开拉伸做成1/2t就、 最小折弯高度是3.5t。
由于低折弯的変形
如果是上述的最小折弯高度以下 的尺寸就如左图一样容易变形。 这是、材料中立轴内侧的圧缩应 力因为折弯高度方向的材料厚度 少、所以由于向折弯高度方向逃 开而产生。
钢板弯曲成形回弹计算新方法

功能介绍《钣金与制作》杂志就是中国锻压协会主办得目前国内唯一一本面向钣金制作、管型线材加工行业得综合性高端杂志、杂志为月刊,每月10日出版,每期发行量2万册。
钢板折弯成形就是当前板材加工过程中非常普遍得工艺,尤其就是近些年,钢板得压圆管工艺得到了飞速发展,已成为大型钢管生产得主要手段、钢管折弯与压圆工艺中最难解决得就就是回弹问题,这一问题解决不好会造成成形不准确、二次整形、生产效率低下,甚至造成模具因设计不当而报废等诸多方面问题。
基于以上问题,在实际工作中摸索研究,结合钢板弯曲变形时内部应力与应变得变化,推导出了钢板弯曲变形时得理论回弹公式,这一公式得应用对钢板得弯曲成形工艺有着非常积极得意义,在此与大家交流分享、回弹公式得计算分析影响钢板回弹得变形因素主要由3个,即钢板得壁厚、材质与弯曲半径、钢板越厚、材料越软(屈服强度低)、半径越小(曲率大)则回弹越小;反之就越大、下面将对这三个因素对回弹所起作用及彼此之间得相互作用情况进行推导,从而得出较为准确得回弹公式。
钢板在弯曲时,被弯曲部位随着弯矩得不断加大而发生弯曲变形,当弯曲达到屈服强度得临界点时,弯曲点得变形在外力撤出时全部回弹,通常把这一临界点得回弹称为钢板弯曲变形得回弹,可用公式(1)表示,如图1所示。
ε=σs/E (1)ε——弹性变形量;σs——屈服强度;E——弹性模量。
图1钢板得最大弹性变形实际弯曲时,当弯矩超过临界点继续加大,钢板以板厚得中性层为轴内表面发生压应力屈服,外表面发生拉应力屈服,使得变形不断增加。
为了便于计算,假定钢板在发生屈服变形时,板厚不发生变化,并假定钢板变形回弹后应力全部得到释放。
图2钢板得任一无穷小段S(弧度)其变形如图2所示,这就是取内、外侧得变形量为Δs。
ρ/ s =(ρ+0、5t )/(s+2Δs) =(ρ-0。
5t )/(s-2Δs) (2)变形后可转化成ρ=t s/4Δs (3)式中t——钢板厚度;ρ--钢板得中性层半径σs-—屈服强度Δs—-内、外侧得变形量;s-—弯曲弧度、引入类似得应力应变得概念,把s设为1,那么Δs=4ρ/t,就就是这一点得最大变形比率,超过了屈服强度得“应变”, 真正得应变就是屈服强度内得、定义Δs为变形率,则(3)式可写成ρ=t/4ΔsΔs就是由模具与机械作用下钢板得变形率,其中包含了屈服强度下得变形比率ε,即ε=σs /E、这一变形率在机械压力撤销后将获得全部回复,即回弹。
折弯视图看法讲解

折弯的原理
折弯的原理主要是利用材料的弹性和塑性变形,通 过弯曲模具和弯曲压机等工具,使金属材料在模具 的限制下形成所需的形状。
折弯的分类
简单折弯
简单折弯是指将金属板材或管 材在弯曲模的作用下,仅进行 一次弯曲的过程。简单折弯通 常用于制造简单的直角或锐角 零件。
02
折弯视图的应用
折弯在产品设计中的应用
折弯在产品设计中是一种常见的工艺,主要用于将平面材料弯曲 成所需的形状。在产品设计领域,折弯技术广泛应用于各种产品 的外观和结构设计中,如家具、电子产品、汽车等。
折弯技术可以创造出具有优美曲线和独特外观的产品,同时还可 以提高产品的结构强度和稳定性。通过精确控制折弯的角度、弧 度、材料厚度等因素,设计师可以获得理想的产品形态和性能。
05
折弯视图的发展趋势
新型材料的出现对折弯视图的影响
新型材料具有更高的强度和轻量化特 性,使得折弯加工更加精确和高效, 提高了产品的质量和美观度。
新型材料的出现也带来了新的折弯加 工技术和设备,进一步推动了折弯视 图的发展和创新。
先进工艺的发展对折弯视图的影响
先进工艺的发展使得折弯加工更加高效、精确和多样化,能够满足不同材料和复 杂结构的需求,提高了产品的质量和美观度。
动态感强
通过动态展示折弯过程,可以 让观察者更好地理解物体的运 动轨迹和变化过程。
折弯视图的缺点
技术要求高
制作折弯视图需要较高的技术和经验,需要熟练 掌握相关软件和技巧。
容易产生视觉疲劳
由于折弯视图具有较大的视觉冲击力,长时间观 看可能会对眼睛造成疲劳感。
细节表现不足
由于折弯处理会对原有图形进行压缩和变形,所 以可能会损失一些细节信息,影响观察者的理解 和认知。
Z形钣金零件弯曲成形过程研究
Z形钣金零件弯曲成形过程研究摘要:钣金零件广泛应用于机电行业,零件可分割为直角、钝角及锐角的“弯曲”特征。
如让位的锐角折弯结构,成形模比较复杂,楔形滑块通常使用上、下模量。
但是,由于影响零件尺寸的结构不稳定,生产规范比较困难。
特别是z曲率是两个尖角曲率的组合。
很难形成传统形式。
现在它打破了传统设计,并使用钟摆结构进行z折弯。
此结构可确保曲率角度的稳定性,并有助于在生产过程中调整曲率值。
关键词:钣金零件;Z形;锐角弯曲;钟摆钣金形状设计的过程分析和z形弯曲创建2个锐角的Z形弯曲突破了传统弯曲模。
钟摆结构与楔型滑块设计的组合简化了模具设计。
通过控制实际制造工艺和工件尺寸,可以发现工件尺寸稳定,用户可以更轻松地调整工件尺寸,为类似形状产品的参考。
一、钣金折弯成形技术问题金属板的折弯和形状发生在弯板机上,将要成形的结构放在弯板机上,用杠杆提起制动器,将零件推到其原始位置,将制动蹄片放在要成形的零件上,并将力放在弯板机的弯曲杆上以弯曲金属。
最小折弯半径取决于成形金属的拉伸和厚度。
对于铝板,金属弯曲半径必须大于铝板厚度。
由于有些回弹,金属弯曲时的弯曲角度略高于预期。
金属板的弯曲发生在金属小屋内,钣金加工只是一系列金属材料的折弯、铆钉、焊接和加工过程。
以下是钣金切削和折弯的问题及中间解决方案。
1.不平直折弯边,尺寸不稳定。
折弯边不规则和不稳定:设计过程中没有压线或预折弯,压料力不足;凸凹模圆角处的不对称磨损或弯曲应力不均;高度过低,解决方案是:压机生产线或预制工艺的设计。
压力增加;均匀凹凸角度和抛光圆角;4高度不得低于最小值。
2.折弯后表面的划痕。
弯曲零件后外部表面磨损的原因:原材料表面不均匀;模具曲率半径太小;间隙弯曲太小了,主要解决方案是:凸凹模提高平滑度;增加曲率半径;修改曲面空间。
3.弯曲角裂缝。
以下原因而发生:曲率内径太小;材料方向平行于弯曲曲线;一面向外毛刺;可塑性差的金属。
优先解决办法是:增加曲率半径。
折弯成型的原理
折弯成型的原理折弯成型是一种常见的金属加工工艺,通过对金属板材进行弯曲和折叠,实现对金属件的形状和结构的改变。
折弯成型的原理主要涉及材料力学、塑性变形和弯曲力学等方面的知识。
本文将围绕这些知识点展开阐述。
我们来了解一下材料力学的基本原理。
材料力学是研究物体受力和变形的学科。
在折弯成型中,金属板材受到外力作用时,会发生塑性变形。
金属材料的塑性变形是指在一定的外力作用下,材料可以发生形状和尺寸的永久性改变,而不会恢复原状。
这种塑性变形是由金属内部的晶格结构发生改变引起的。
金属板材的折弯成型过程中,塑性变形是不可避免的。
在外力作用下,金属板材会发生弯曲变形,从而形成所需的形状。
为了实现预期的折弯成型效果,需要合理控制外力的大小和方向,以及金属材料的性能。
在折弯成型过程中,外力的大小和方向会影响金属板材的弯曲半径和变形程度。
同时,金属材料的性能也会影响折弯成型的效果,如材料的硬度、强度、韧性等。
接下来,我们来探讨一下折弯成型中的弯曲力学。
折弯成型的过程可以看作是一种弯曲变形。
在弯曲变形中,金属板材受到弯矩的作用,会发生弯曲变形。
弯曲变形的原理是应力和应变之间的关系。
当金属板材受到弯矩作用时,板材上的一部分会受到拉应力,另一部分则受到压应力。
根据材料力学的知识,我们知道,当金属材料受到拉应力时,材料会发生拉伸变形;而当金属材料受到压应力时,材料会发生压缩变形。
在折弯成型过程中,拉应力和压应力的分布是不均匀的,导致金属板材的形状发生改变。
在实际折弯成型中,还需要考虑一些其他因素。
例如,金属板材的厚度、长度和宽度等尺寸参数,都会影响折弯成型的效果。
较厚的金属板材在折弯过程中需要更大的外力才能实现预期的形状改变;而较长或较宽的金属板材则需要更大的弯曲半径。
折弯成型还涉及到工艺参数的选择。
例如,折弯角度、折弯方式(单向折弯、多向折弯)、折弯顺序等都会对成型效果产生影响。
合理选择这些工艺参数,可以实现更精确的折弯成型。
100822-折弯原理和弯制作业技能课件

折弯原理
二、弯曲变形理论基础 1)纯弯曲的平面假设
变形后,横截面仍保持为平面,并作相对转动,与变形后的轴线仍然正交。距中性轴 等高处,变形相等。
弯曲前截面形状
弯曲后截面形状
为了观察板料弯曲时的金属流动情况,便于分析材料的变形特点,可以采用在弯曲前的板料侧表面设置正方形网格 的方法。通常用机械刻线或照相腐蚀制作网格,然后用工具显微镜观察测量弯曲前后网格的尺寸和形状变化情况,如左 上图 a)所示。 弯曲前,材料侧面线条均为直线,组成大小一致的正方形小格,纵向网格线长度aa =bb。弯曲后,通过观察网格形 状的变化,如左上图 b )所示。
•
BENDING SKILLS 弯制作业技能
3、After bending(弯后注意事项) 、 ( • Be carefully when take out sand or plastic, avoid to make marks. When check the profile on the floor, clean the floor, or lay the profile on some wood. • • • • • • • 小心取出尼龙条或倒沙,避免划伤型材表面。当需要在地面上检查折弯后型材时, 必须先清洁地面,或在型材下垫置木块。 If a profile don’t fit, put it carefully away, maybe it can be corrected. 如果折弯后型材未达要求,但有返修的可能,请将之小心置于返修木托盘上。 Be carefully with the plastic , avoid marks. Don’t put it in sand on the floor. 取下的尼龙条,请妥善放置,不要放置于有沙的地上,避免划痕产生。 Finished products should be put on pallets or planks. Never directly on floor. If necessary to stack, put some sticks or planks between . 成品应放置于托盘上,如果需要堆高,请在成品间垫木块隔离。
L形管件弯曲成形有限元分析

L形管件弯曲成形有限元分析1. 引言- 描述L形管件在工业领域中的应用- 引入有限元分析作为一种计算方法- 概述本文将要讨论的内容和结论2. 有限元建模- 对L形管件进行三维建模- 定义有限元网格和边界条件- 描述管件材料和物理特性3. 弯曲成形模拟- 使用有限元分析模拟管件弯曲成形过程- 对比模拟结果与实验数据- 分析管件应力分布和形变情况4. 影响因素分析- 将影响管件弯曲成形的因素分为几类,如管件材料、管件壁厚等- 对每个影响因素进行有限元分析- 分析每个因素的影响程度和相互作用5. 结论和展望- 总结本文的研究成果和分析结论- 提出下一步的研究方向和拟解决的问题- 对应用前景和发展方向进行展望第1章:引言L形管件在工业领域中应用广泛,其具有良好的耐用性、耐腐蚀性和稳定性等特性,是各种管道系统中不可或缺的组成部分。
在实际应用中,L形管件的弯曲成形过程是至关重要的,因为这直接影响着管道的连接质量和稳定性。
传统的L形管件弯曲成形方法主要是通过人工操作机械或使用加热等手段进行成形,这种方法成本高且效率低,同时也容易影响到管件的质量。
为了提高管件成形的准确度和效率,有限元分析技术被广泛应用于管件成形过程的模拟和优化。
因此,本文旨在探讨如何通过有限元分析技术对L型管件弯曲成形过程进行模拟与分析,以更好地实现管件成形的精准度与质量。
本文将包括以下内容:首先介绍L形管件在工业中的应用背景和重要意义,然后介绍本文使用的有限元分析技术以及对L形管件三维建模的方法。
接着将介绍如何使用有限元分析模拟L形管件的弯曲成形过程,并对所得结果进行分析和讨论,最后探讨影响L形管件弯曲成形的因素,对因素进行分析和优化,得出结论并对未来发展进行展望。
第2章:有限元建模有限元分析技术是目前研究物理系统的一种最常用的数值分析方法。
在L形管件弯曲成形过程中,我们可以通过有限元分析技术对管件的形状变化,应力和形变等力学参数进行预测,从而优化管件的结构和形状设计。
关于K因子在钣金展开计算中的理论分析
近年来,钣金折弯成形工艺作为一种重要的加工方法,在交通轨道领域中得到了迅速发展。
钣金折弯作为一种综合冷加工工艺,折弯展开尺寸的精确程度对于钣金加工企业非常的重要。
本文通过理论分析折弯90°的钣金零件,推导出K因子的计算方法以及说明此计算方法的适用范围,为钣金行业内工程技术人员提供了理论依据和实用参考。
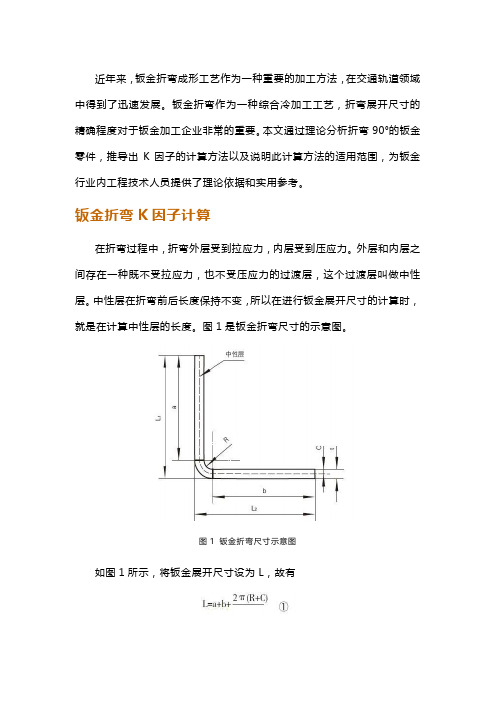
钣金折弯K因子计算在折弯过程中,折弯外层受到拉应力,内层受到压应力。
外层和内层之间存在一种既不受拉应力,也不受压应力的过渡层,这个过渡层叫做中性层。
中性层在折弯前后长度保持不变,所以在进行钣金展开尺寸的计算时,就是在计算中性层的长度。
图1是钣金折弯尺寸的示意图。
图1 钣金折弯尺寸示意图如图1所示,将钣金展开尺寸设为L,故有由式①~④推导能够得到:从式⑤的计算结果中可以看出,K因子的数值取决于钣金零件的外形尺寸、折弯内径和材料厚度。
传统人工钣金展开计算在传统计算中,钣金技术人员是通过多年折弯经验总结出的折弯系数,进行CAD钣金展开制图,绘制出展开的板材外形,导出DXF格式,然后输入到激光切割机中进行操作,得到零件的板材展开外形。
在传统的人工钣金展开计算中,不同的加工厂,折弯系数有一定的区别。
如图2中某电力机车电源柜的后盖,材料为1.5mm厚的冷轧钢板,某加工厂对其展开尺寸计算方式为:图2 某电源柜后盖尺寸图总宽=453+67×2+49.5×2-8×1.5(材料厚度)+4×0.5(折弯系数)=676mm总长=860+67-2×1.5(材料厚度)+0.5(折弯系数)=924.5mm 三维建模软件K因子法计算钣金展开及其适用范围人工绘制展开图效率较低,利用三维建模软件K因子法大大提高了钣金展开的计算效率。
图3 某电源柜后盖三维图在对于钣金展开尺寸经过传统的人工计算出来的基础上,将其展开尺寸、折弯内径代入式⑤中,可以得到对应的K因子。
钣金折弯过程中,折弯内径越小时,材料内外侧受到的压缩和拉伸越严重,超过材料的屈服强度时,就会产生裂纹和折断现象。
折弯成型理论-PPT

兩個工站TYPE1: 預成型+成型
TYPE2: 成 型+調 整
三個工站TYPE: 預成型+成型+調整 (如CLIP590,BTB
各料號)
(2)、預成型+成型方式設計
45°預成型
90°成型
圓心距由以上之位置關系可導出為 3、1415* R/4+ 補正值
(723 TAIL長度改善,STAND OFF試模)
圓心距恰當設計得重要性,及設計需考慮得方面、 6、 “Z”形一站成型時需特別注意“折彎成型條件不對等” 現
此時若沖子脫開材料亦有彎折
大家应该也有点累了,稍作休息
大家有疑问的,可以询问和交
12
c、結論:
因此衝子之高度斷差 對成型之難易度有影響、 折彎之最終效果就是下降 過程及瞬間撞擊之綜合效 果、
D、 90°成型方式 (1)、 可采用方式
若您得H可以較大,則 可適當減少設計得角度回 彈量、(如701各類模分析 比較)
展開長度計算方法,回彈量設計可從相關資料中查得, 我們得重點在於生產性方面得探討及一些觀念得樹立, 一些一般理論所無法涉及得細節、
二、應用方向:
【1】標准折彎配合設計、 【2】模具不穩定性查核與改善、 【3】一般理論得細節補充與錯誤糾正、
三 、 內容方面
【1】向下折彎: A、折彎方式 -----必須要以衝子方式來折出想要得角度、
折弯成型理论
一、 來由 二、 應用方向 三、 內容方面:
【1】向下折彎 A、 折彎方式 B、 入子配合(標准配合,過量R配
合) C、 折彎成型兩段式理論 D、 90°成型方式
【2】向上折彎
【3】“Z”字形折彎成型
一、來由:
弯曲成型与冲压成型剖析课件

04 冲压成型概述
冲压成型定义
冲压成型是一种金属成型工艺,它利 用模具和压力机将金属板材或带材变 形成所需形状和尺寸的零件或制品。
冲压成型的基本原理是利用模具的形 状和尺寸,以及压力机的压力,将金 属板材或带材变形并固定在所需形状 和尺寸上。
冲压成型分类
根据成型工艺的不同,冲压成型 可分为单工序冲压成型和多工序
THANKS FOR WATCHING
感谢您的观看
总结词
玻璃板材冲压是一种具有挑战性的冲压成型应用,主要涉及玻璃板的变形和加工。
详细描述
玻璃板材冲压广泛应用于制造各种玻璃制品,如窗户、玻璃门和建筑材料等。玻璃板材冲压需要使用 高精度模具和压力机等设备,同时对材料和工艺要求也很高。由于玻璃的脆性和硬度,玻璃板材冲压 需要特别注意防止破裂和损伤。
07 弯曲成型与冲压成型比较 分析
ቤተ መጻሕፍቲ ባይዱ
实例三:玻璃板材弯曲
总结词
玻璃板材弯曲成型是一项具有挑战性的技术 ,需要高度的专业技能和设备。
详细描述
玻璃板材弯曲成型通常采用热弯和冷弯两种 方法。热弯是将玻璃板材放置在加热炉中加 热至软化状态,然后将其取出放在模具中进 行弯曲成型;冷弯则是将玻璃板材放置在机 械压力机中进行弯曲成型。无论采用哪种方 法,都需要严格控制温度、时间和压力等参
弯曲成型与冲压成型剖析课件
目 录
• 弯曲成型概述 • 弯曲成型工艺流程 • 弯曲成型应用实例 • 冲压成型概述 • 冲压成型工艺流程 • 冲压成型应用实例 • 弯曲成型与冲压成型比较分析
01 弯曲成型概述
弯曲成型定义
01
弯曲成型定义是指将金属板料或 管料弯成一定形状的塑性加工方 法。
五金制品加工中的折弯和成型技术

五金制品加工中的折弯和成型技术五金制品是现代工业生产中最常见的一类零部件,其广泛应用于许多领域,例如机械制造、电子、建筑、汽车等。
五金制品的生产,离不开折弯和成型技术的应用。
本文将分析和介绍五金制品加工中的折弯和成型技术,并对其应用进行讨论。
一、折弯技术折弯技术是五金制品加工中的常用技术之一,用途广泛。
折弯是通过给金属施加弯曲力来改变或调整五金制品的形状,使其适应特定的用途或装配要求。
折弯时常用的设备是折弯机,折弯机分为手动和自动两类。
手动折弯机通常适用于轻质材料,而自动折弯机则能够完成更大规模和更复杂的折弯操作。
折弯技术的优点在于可以同时完成多个折弯操作,从而提高五金制品的生产效率。
此外,折弯技术还能够改善五金制品的强度和刚度,使其拥有更好的耐用性和稳定性。
因此,折弯技术在五金制品加工中得到了广泛应用。
二、成型技术成型技术是指通过模具或机器等设备对五金制品进行塑性变形或成形加工的技术。
成型技术包括模压、冲压、拉伸等。
这些加工过程通常都需要采用特殊的设备,例如模具、冲床和拉伸机。
成型技术的优点在于可以将金属材料直接加工成所需形状,从而减少了后续加工的步骤。
此外,成型技术还可以提高五金制品的制造精度和尺寸一致性。
因此,成型技术在五金制品生产中得到了广泛应用。
三、折弯和成型技术的组合应用折弯和成型技术通常可以配合使用,以达到更好的加工效果。
例如,在五金制品生产中,经常使用折弯和成型技术来制造复杂的零部件。
在这种情况下,首先将金属材料经过成型技术加工成所需的形状,然后再通过折弯技术对其进行调整和修整。
组合应用折弯和成型技术的优点在于可以利用两种技术的优点,提高加工效率和精度。
但是,组合应用的难度也相对较大,需要工人具有更高的技能和经验才能保证其加工质量。
四、结论五金制品加工中的折弯和成型技术是现代制造业中不可或缺的部分。
折弯和成型技术广泛应用于各种五金制品的制造,可以帮助生产商提高生产效率,降低生产成本。
折弯加工基础知识

2V模具的正确使用方法
不正确
材料 后定规 材料
正确
后定规
2Vダイ
前 后 前 后
选择正确的上模
不正确 正确
危险
标准上模 No.453
标准上模 No.004
在拆卸模具 时尽量使上模 进入下模V 槽 以防模具落下 砸伤手指.
注意!
戻る
不要在紧急停止按钮上悬挂物品
模 具 安 装 不 正 确
・不能在2V的下模坐上安装 单V的模具(会使下模不稳定 可能在加工时脱落)
折弯加工的基础知识
折弯加工在各领域的应用
自动金融机柜
建筑装饰业
办公器械业
电器通信业
金属板材的折弯原理
V型折弯后,在工件的折弯部分的内侧表面发生了压 缩变形,在工件折弯部分的外侧表面发生了拉伸变形。 这些压缩和拉伸的变形量在材料的表面为最大,随着向 板厚内部逐步深入,其变形量也逐步减少,也可以说材 料的内部存在着一个既不压缩也不拉伸的中立面(中立 线)在这里取名为X---X线。 判断这个中立面的位置时,如果工件的内R在板厚的5倍 以上的话,那么他的位置在板厚的中央,如果工件的内 R在板厚的5倍以下时那么工件折弯处的板厚变为t‘,中 立面的位置按工件ir的变小逐渐向内部偏移。如果中立 面的半径以P表示的话,那么P与IR就有如下的关系了
由于折弯力很大,所以机床的吨位也必须增大,模具磨损加大,模具只能使用耐 压较高的模具
密著折弯(最常用的折弯方式)
密着折弯的英文为BOTTOM意思为折弯触碰到底。密着折弯是 用较小的压力获得良好的折弯精度的一种方法,也是常用的 一种折弯方法。 [V槽宽度] 请以下表选用下模的V槽宽度
T 6 3.0--8.0 9.0-10.0 12.0以上 V 6T 8T 10T 12T
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
回彈對策 U折弯模具构造时、考虑回弹对策后制作模具。 其对策中作为一般性方法有折弯凸模前端上设突起状的强压式和、将斜楔上的V 凹槽设在折弯的前工站等的方法。另外、很多时将回弹对策和折弯时的拉伸对策 兼顾进行。
a)强压 折弯凸模前端设置突起状、通过将此部份吃入材料 来防止回弹。 由于强压、产品折弯根部内侧出现突起宽度部分的 凹口。 强压的宽度是大约一个板厚、高度是5%t左右。
折弯成形理论
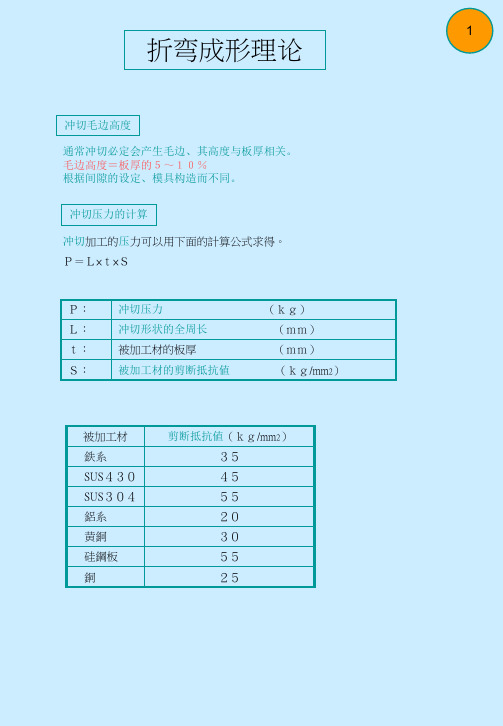
冲切毛边高度 通常冲切必定会产生毛边、其高度与板厚相关。 毛边高度=板厚的5~10% 根据间隙的设定、模具构造而不同。 冲切压力的计算 冲切加工的压力可以用下面的計算公式求得。 P=L×t×S
1
P: L: t:
冲切压力 冲切形状的全周长 被加工材的板厚
(kg) (mm) (mm)
S:
被加工材的剪断抵抗値
6
b)斜楔(V凹槽)
需要斜楔工站和折弯工站。 折弯位置、直角度容易稳定。 由于斜楔而产品折弯部分的强度降低、 所以需要强度的部分不适用为好。 斜楔的深度是被加工材的1/3程度来设定 、根据产品的加工状态来调整。
c)三角肋 折弯的根部放入三角形状的加强肋就 显著提高产品的折弯部强度。 折弯宽度的窄部分的三角加强肋设置 会折弯高度方向的尺寸不稳定、需要 注意由于拉伸的展开尺寸计算。
≤5.0
折弯附近的孔的变形 折弯工站前加工的孔等的附近有折弯时 、由于折弯而拉伸,导致孔尺寸变化。 拉伸产生到折弯的距离及拉伸量,根据 板厚的大小及模具构造有很大不同。
9
折弯拉伸变大的结果导致折弯高度方向 的尺寸也发生变化。 在需要孔尺寸及折弯高度尺寸精度时、 折弯加工后再进行孔冲切。 但是、冲切毛边方向要在折弯的外侧。
冲切精度界限
孔尺寸變化
孔 冲切毛边在下工站被压碎、而竖毛 边成横毛边、结果导致孔(外形) 的变化。
橫毛邊 下工站壓碎
豎毛邊
下料孔位置精度 作为没有冲切及折弯时的变形之产品、如果在同一工站加工就、一般公差范围 可以做到0.05以下。 工站分开时 一次结构是±0.1 跳步结构是±0.05
3
由于冲切的翘曲
由於折弯的翹曲
折弯加工时、由于其压缩应力、 拉伸应力的反弹而产生回弹,其结 果影响折弯直角度、同时也影响 被加工材料的平面度。 通过顶板的按压力量来调整可减 少某种程度的翘曲。 折弯方向和相反侧产生翘曲。
10
⑤其他的問题点
压印(embossing) 1.半冲切的压印加工、通常凹 模和凸模以同样尺寸制作。 用以板厚的略65%来完成冲 切、要求被加工材厚度的一半 以上高度时、有必要凸模刀口 上设R来防止破损 2.在需要板厚程度的高度时、 将凹模的尺寸作为既定尺寸将 凸模尺寸比其做大些。
5
V折弯构造
多在簡易折弯等方面使用。 主要零件是折弯凸模和凹模来构成、模具费是比U折弯构造大幅度便宜、 但只是一个位置的折弯加工。 折弯位置精度不稳定、且容易产生 折弯翘曲。 出现各种凹状的横纹。 比较容易做出折弯直角。 折弯高度低时、此构造很难折弯。 凹模肩宽是通常是板厚的6~8倍 凸模宽度是一般和凹模肩宽一样的 尺寸。被加工材是如果不在凹模的 両肩上就产生滑动而不会弯曲。
8
折弯侧面的凸出
由于折弯加工、被加工材料折 弯部分向宽度方向鼓起变形, 还有、由于强压而产生材料厚 度逃开、所以需要折弯宽度方 向的精度时需要逃开BRANK的 对策。
此部份凸出 Z折弯的内R 通常比较低的Z折弯很多时候是同时 被加工。此时折弯内侧上需要做R。 根据板厚、Z折弯的高度而R尺寸不 同、但折弯高度5mm 以下时取 0.2~0.5为标准。 同时加工的P时、折弯高度以外的尺法和将下孔和顶上同时进行的 方法、但同时加工时需要粉屑 的处理、所以是一次结构而需 要作业员。 内缘翻边凸部的外形和内径是 以厚度的50~70%来设定 需要丝攻时以70%左右设定
补强卷边(bead) 为了不变更薄板的材质、板厚而增 加强度、有设补强卷边的情况 和折弯同样产生附近的孔变形和 产品平面度变化、需要注意。 高卷边时、卷边周围的凸侧上和 折弯同样强压来得到稳定。
折弯位置等的尺寸容易稳定、同时可以 进行复数的折弯加工、但是需要采取由 于折弯的拉伸变大的防范对策。 折弯直角很难做出故需要相关的对策 顶板力变弱时;产品平面度不稳定、 相反强时,折弯直角度容易开。 折弯凹模的R,需要是板厚的3倍左右
凹模R:
大⇒折弯高度低时不弯。
小⇒因是快速折弯,所以直角度不稳定。产品 的折弯侧面上出现凹状的横纹。
(kg/mm2)
被加工材 鉄系 SUS430 SUS304 鋁系 黄銅 硅鋼板 銅
剪断抵抗値(kg/mm2) 35 45 55 20 30 55 25
2 ②下料时的问题点
下料最小直徑 一般圆孔是、通常的模具构造时都说板厚的1.5倍及0.5mm为最小。 但是模具构造方面通过充分考虑凸模导引也可以做到板厚以下。 与外形近的孔、孔和孔接近时都会 变形。 由于冲孔而材料产生向板厚方向移 动的力。因此、前工站加工的部分 有时会变形。 而且、板越厚变形越大。 没有变形顾虑的间隔是、孔端到孔 端(或者外形)需要板厚的2倍以 上、但根据孔的大小而不同。
7 ④ 折弯时的问题点
最小折弯高度 ≥3.5T U折弯模具形式中、 BRANK位 于折弯凹模的R上就由于凹模R 而BRANK会横方向逃开、而折 弯尺寸很难做出。 折弯凹模的R为板厚3倍以上为 理想就BRANK是折弯凸模4t 、展开拉伸做成1/2t就、 最小折弯高度是3.5t。
由于低折弯的変形
如果是上述的最小折弯高度以下 的尺寸就如左图一样容易变形。 这是、材料中立轴内侧的圧缩应 力因为折弯高度方向的材料厚度 少、所以由于向折弯高度方向逃 开而产生。
由于冲切加工而产生被加工材的翘曲(平面度変化)。
在冲切过程中应力将向被加工材料弯曲方向变化。 根据间隙的量及模具构造而不同。 冲切出来的东西(凹模上留下的东西)是通过加强卸料板的按压力量来 减少某程度的翘曲。 也有由于凹模及凸模的刀口磨损而产生的翘曲。
4
折弯模具构造
a)U折弯构造 有时也叫抽引折弯、折弯模具中一般几乎所有的折弯加工采用 此构造。 主要零件是: 折弯凸模、凹模、顶板来构成。