全钢载重子午线轮胎胎圈包布宽度优化分析
全钢载重子午线轮胎胎圈露线的原因分析及解决措施

全钢载重子午线轮胎胎圈露线的原因分析及解决措施作者:张小平来源:《中国化工贸易·中旬刊》2019年第07期摘要:全钢载重子午线轮胎因耐磨性好、稳定性高等特点,拥有良好的发展空间。
但是,由于全钢载重子午线轮胎对于生产工艺以及生产设备的要求较高,质量缺陷在所难免。
胎圈露线作为常见质量缺陷之一,对轮胎外观以及性能造成一定影响。
本文将以轮胎成型过程为切入点,对全钢载重子午线轮胎胎圈露线的原因进行阐述分析,并提出可行有效的解决措施。
关键词:全钢载重子午线轮胎;胎圈;露线;钢丝圈1 胎圈露线概述轮胎胎圈露线,即胎圈帘线外露。
露线有三个评判等级:其一,合格品。
覆胶存在,且其最小厚度在1mm以上;其二,等外品。
覆胶存在,但最小厚度在1mm以下;其三,废品。
无覆胶,钢丝直接露出。
测量跳圈露线,可以利用针头探入深度获取覆胶厚度,也可以直接片取露线最严重部位胶料以获得最小覆胶厚度。
胎圈露线有出边露线和不出边露线两种。
前者是因成型半成品或者加工设备不达标,胎圈直径较小,胶料分布不均引起的。
胎圈存在肉眼可见的胶边现象;而后者是因防水线和胎踵之间部位的胶料不足,导致胶料流动,而出现胎圈露线缺陷。
2 原因分析及解决措施2.1 胎侧耐磨胶厚度通常情况下,全钢载重子午线轮胎的胎侧耐磨胶厚度的允许公差的范围应为±0.3mm。
当胎侧耐磨胶厚度超出标准值,则会减小胎胚直径,导致硫化装胎工序出现卡盘啃钢丝圈的现象,胶料分布不均,胎圈露线。
同时,胎侧厚度过薄,也会引起胎侧耐磨胶整体厚度变小。
从外胎施工工艺表中,可以得出防水线和胎踵二者之间胎侧厚度的额定值,通过对比分析,检测该处厚度是否符合标准,否则,厚度值过小容易引起露线问题。
解决措施:因地制宜,按照露线位置不同,有针对性调整胎侧耐磨胶的厚度。
同时,应加强质检力度,严格遵循施工工艺规范,对于尺寸不合格的成型半成品严谨使用。
2.2 气密层或过渡层宽度气密层或者过渡层的宽度过大,都会增厚胎圈底部胶料,从而引起卡盘啃钢丝圈,导致胶料分布不均,胶料少的部分容易出现露线问题。
29580R22.5无内胎全钢载重子午线轮胎胎圈结构的优化
第 1 期段付杨等.295/80R22.5无内胎全钢载重子午线轮胎胎圈结构的优化13 295/80R22.5无内胎全钢载重子午线轮胎胎圈结构的优化段付杨,赵飞燕,王宗运,张 东,刘冬源(风神轮胎股份有限公司,河南焦作454003)摘要:以295/80R22.5无内胎全钢载重子午线轮胎胎圈结构的优化为例,分析了胎圈开裂的形式和原因,并提出改进方案。
结果表明:通过优化无内胎全钢载重子午线轮胎胎圈结构,使各部位材料分布更合理,可以提高胎圈的刚性和应力分布状况,从而提高胎圈的耐久性能并延长轮胎的使用寿命。
关键词:全钢载重子午线轮胎;无内胎;胎圈;结构优化中图分类号:TQ336.1;U463.341+.3/.6 文章编号:1006-8171(2021)01-0013-03文献标志码:A DOI:10.12135/j.issn.1006-8171.2021.01.0013随着时代的发展,道路基础设施越来越完善,高速公路和快速通道已成为重要的交通道路,同时道路限载管理越来越严格。
为适应当前道路和车辆行驶的需要,轮胎市场管理日趋严格,无内胎轮胎逐渐成为中长途运输车辆使用的主流产品。
295/80R22.5无内胎全钢载重子午线轮胎是当前国内外各主机厂主推车型的配套轮胎,其产品性能代表了轮胎企业的技术水平。
我公司生产的295/80R22.5无内胎全钢载重子午线轮胎主要销往国内和东南亚市场,应用范围广泛,但其在海外某些地区超载使用过程中出现了中期胎圈损坏现象,给客户带来一定的经济损失,也给公司声誉带来不良影响。
为此我们结合295/80R22.5无内胎全钢载重子午线轮胎在国内外的使用情况,对其胎圈结构进行优化设计,通过成品轮胎胎圈耐久性试验验证,可提高轮胎的胎圈耐久性能,提升产品竞争力。
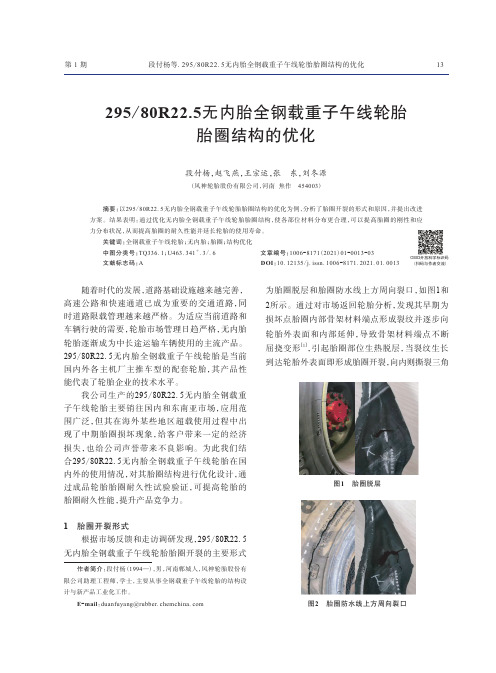
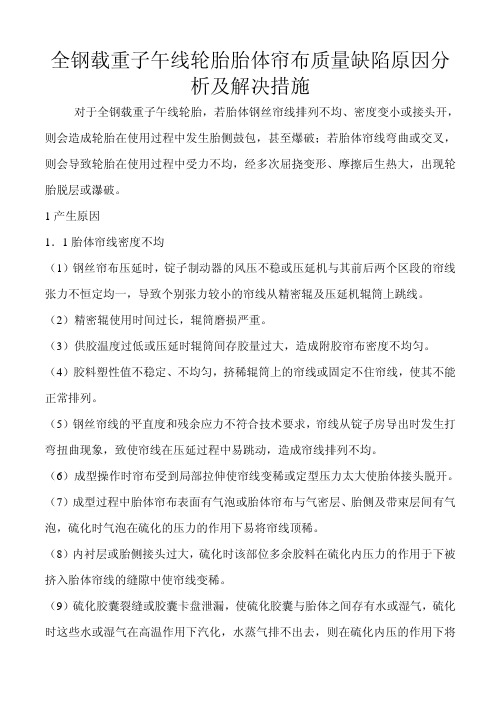
1 胎圈开裂形式根据市场反馈和走访调研发现,295/80R22.5无内胎全钢载重子午线轮胎胎圈开裂的主要形式为胎圈脱层和胎圈防水线上方周向裂口,如图1和2所示。
全钢载重子午胎质量缺陷产生原因及解决措施

全钢载重子午胎质量缺陷产生原因及解决措施1胎里露线胎里露线是指轮胎里面钢丝骨架材料内表面覆胶不足,钢丝露出胎里表面。
胎里露线多在肩部或侧部出现。
经过里程实验,出现露线的外胎在耐久实验15小时左右即出现肩部鼓包或爆破,基本没有使用价值,由于影响因素较多,因此,胎里露线是废品率很高的一种缺陷,也是全钢胎制造过程中最容易出现、最难解决的问题。
1.1原因分析1.1.1胎里露线主要原因是机头平宽设计偏小或在成型过程中胎圈定位撑块出现漂移造成。
成型机头宽度窄,两胎圈之间的帘线长度短,当硫化给内压时,由于胎胚外直径小于设计尺寸,伸张变形大,这样帘线会抽出内衬层导致胎里露线。
1.1.2材料分布不足也会产生胎里露线,如果胎面或垫胶的厚度或长度不够标准,在成型时强行拉伸,导致局部材料缺失,肩部内轮廓帘线伸展过渡,易出现胎里露线现象。
1.1.3内衬层的厚度及各部位的尺寸低于设计尺寸,或成型时贴合偏移,造成局部材料分布不均,或密封层的塑性过大均会造成肩部漏钢丝的现象。
1.1.4硫化定型失控也是造成成品肩部漏钢丝的不可忽视的原因。
在硫化定型时,如果定型压力不能稳定在规定值,那么在合模过程中,胎胚外直径一直处于逐渐增大的状态,这样会有肩部部分胶料随着花纹块下移,造成上模花纹块处缺胶,成品胎里肩部露线。
1.1.5硫化机机械手定位高度过低,胎胚的中心线与胶囊中心线不吻合,定型时胎胚上部过度伸张,钢丝帘线析出内衬层表面,出现露线现象。
1.2 解决措施:1.2.1 结构设计是内在因素,工艺和操作是外部因素。
若存在着普遍的胎里露线现象,并且通过X光检测,发现胎体帘线成直线排列,则应重新考虑平宽的选取,一般增大2~4mm可解决。
严格控制挤出、压型半成品部件的的尺寸,不合格的半成品部件严禁使用。
1.2.2 严格控制成型操作,每班开产前必须对成型鼓的平宽、送料架的定位尺寸进行测量,不符合要求的应通知维修人员解决后方可生产。
同时要检查各种半成品部件是否符合施工条件,不合格的半成品严禁使用。
全钢载重胎体帘线缺陷原因分析及解决措施
全钢载重子午线轮胎胎体帘布质量缺陷原因分析及解决措施对于全钢载重子午线轮胎,若胎体钢丝帘线排列不均、密度变小或接头开,则会造成轮胎在使用过程中发生胎侧鼓包,甚至爆破;若胎体帘线弯曲或交叉,则会导致轮胎在使用过程中受力不均,经多次屈挠变形、摩擦后生热大,出现轮胎脱层或瀑破。
1产生原因1.1胎体帘线密度不均(1)钢丝帘布压延时,锭子制动器的风压不稳或压延机与其前后两个区段的帘线张力不恒定均一,导致个别张力较小的帘线从精密辊及压延机辊筒上跳线。
(2)精密辊使用时间过长,辊筒磨损严重。
(3)供胶温度过低或压延时辊筒间存胶量过大,造成附胶帘布密度不均匀。
(4)胶料塑性值不稳定、不均匀,挤稀辊筒上的帘线或固定不住帘线,使其不能正常排列。
(5)钢丝帘线的平直度和残余应力不符合技术要求,帘线从锭子房导出时发生打弯扭曲现象,致使帘线在压延过程中易跳动,造成帘线排列不均。
(6)成型操作时帘布受到局部拉伸使帘线变稀或定型压力太大使胎体接头脱开。
(7)成型过程中胎体帘布表面有气泡或胎体帘布与气密层、胎侧及带束层间有气泡,硫化时气泡在硫化的压力的作用下易将帘线顶稀。
(8)内衬层或胎侧接头过大,硫化时该部位多余胶料在硫化内压力的作用于下被挤入胎体帘线的缝隙中使帘线变稀。
(9)硫化胶囊裂缝或胶囊卡盘泄漏,使硫化胶囊与胎体之间存有水或湿气,硫化时这些水或湿气在高温作用下汽化,水蒸气排不出去,则在硫化内压的作用下将胎体帘布顶稀。
1.2胎体帘线裂缝胎体帘线裂缝表现为胎体帘线在接头处(90°帘布裁断机接头处或成型接头处)裂开。
(1)90°帘布裁断机接头装置风压低或接头装置间隙过大。
从外观看,90°帘布裁断机接头后在接头处开缝或接头处胶料过多,帘线间距大于正常压延间距,甚至是正常帘线间距的几倍。
(2)附胶帘布停放时间过长、帘布粘性不好或帘布喷霜。
(3)成型或硫化时定型压力过大。
(4)成型过程中供料与导开速度不匹配,帘布受到拉伸。
全钢载重子午线轮胎胎圈露线的原因分析及解决措施
114 轮 胎 工 业 2019年第39卷全钢载重子午线轮胎胎圈露线的原因分析及解决措施李庆瑞,岳 爽,李忠浩,郭 优,王 欢(风神轮胎股份有限公司,河南 焦作 454150)摘要:从成型方面分析全钢载重子午线轮胎胎圈露线的产生原因,并提出相应解决措施。
通过采取调整胎侧耐磨胶厚度、减小内衬层宽度、控制钢丝圈椭圆度不大于4 mm 、调整钢丝圈直径、改变钢丝圈纤维包布缠绕层数、确保胎侧定位不偏歪、改变胎坯停放方式、合理设定成型机扇形块压力、改进三鼓成型机胶囊、正确选取成型机平宽固定值等措施,有效减少了全钢载重子午线轮胎胎圈露线现象。
关键词:全钢载重子午线轮胎;胎圈;露线;钢丝圈中图分类号:U463.341+.3/.6;TQ336.1 文章编号:1006-8171(2019)02-0114-03文献标志码:B DOI :10.12135/j.issn.1006-8171.2019.02.0114全钢载重子午线轮胎胎圈一侧或者两侧露线是比较常见的一种外观质量缺陷。
通常存在胎圈露线的有内胎轮胎会与轮辋发生摩擦,轻则磨损轮辋,重则帘线磨断,产生安全隐患;存在胎圈露线的无内胎轮胎会因与轮辋着合不严密而导致轮胎充气压力下降,影响使用安全。
随着轮胎生产工艺的优化改进,钢丝圈工序中逐渐取消了对钢丝缠绕圈半硫化,胎圈露线成为全钢载重子午线轮胎的主要质量缺陷之一。
胎圈露线的具体位置和形式多种多样,相应的解决措施亦有所不同。
本文主要从成型方面分析全钢载重子午线轮胎胎圈露线的产生原因,并提出相应解决措施。
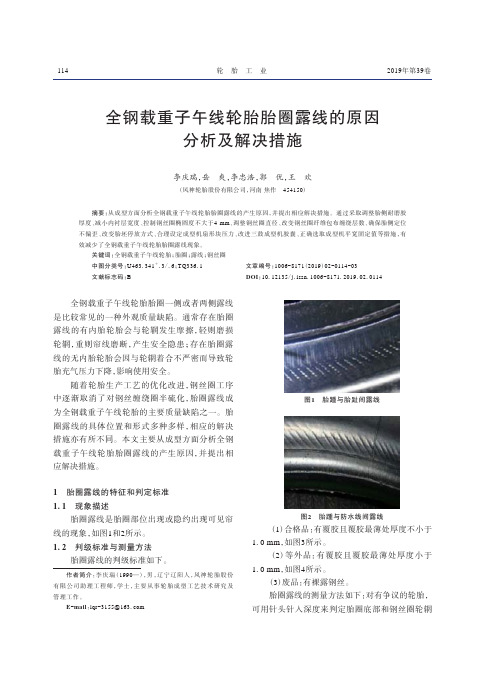
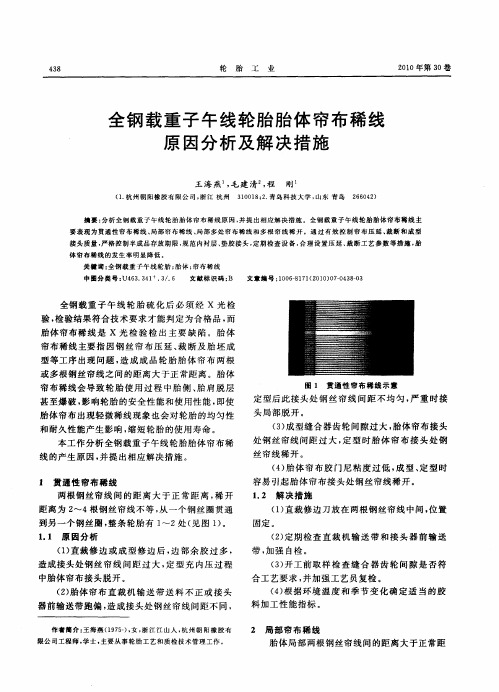
1 胎圈露线的特征和判定标准1.1 现象描述胎圈露线是胎圈部位出现或隐约出现可见帘线的现象,如图1和2所示。
1.2 判级标准与测量方法胎圈露线的判级标准如下。
图1 胎踵与胎趾间露线图2 胎踵与防水线间露线(1)合格品:有覆胶且覆胶最薄处厚度不小于1.0 mm ,如图3所示。
(2)等外品:有覆胶且覆胶最薄处厚度小于1.0 mm ,如图4所示。
耐超载型全钢载重子午线轮胎胎圈加强方案及有限元分析
我 国轮胎行 业 自 2 世 纪 8 0 O年 代末 以来 经过 2 0多年 的时 间 , 过引 进 和消 化 吸 收倍 耐 力等 国 通 外 技术 , 全钢 载 重 子 午线 轮 胎 生 产 领域 已经 形 在 成 了巨大 的 生 产 能 力 , 十 一 五 ” 据 统 计 显 示 , “ 数 21 0 0年 载重轮 胎年 产 量 达 到 80 0万 套 , 午 化 0 子 率 为 8 . 。根 据 “ 二 五 ” 间 汽 车 轮 胎 子 午 09 十 期
(. 1 北京 橡 胶工 业 研 究 设 计 院 , 京 北 1 o 4 ;. 神 轮 胎 股 份有 限公 司 , 南 焦作 o132风 河 440) 5 0 3
摘 要 : 过 分 析 全 钢 载 重 子 午 线 轮胎 胎 圈损 坏 的原 因 , 出 3个 改善 胎 圈 耐 久 性 能 的解 决 方 案 , 进 行 力 学 分 析 通 提 并 和 轮 胎 损 坏 预 测 。 对 各 胎 圈加 强 方案 的试 制 和 试 验 证 明 , 强 方 案 有 效 , 减少 轮 胎 胎 圈 早 期 损 坏 的 发 生 , 高 全 钢 加 可 提 载重子午线轮胎的耐超载性能。 关 键 词 : 钢 载 重 子午 线 轮胎 ; 超 载 性 能 ; 圈 ; 限 元 分 析 全 耐 胎 有
胎 圈部 位 的骨架 材 料 端 点开 始 脱 层 , 裂纹 逐 步 向
裂 冲击 型等 , 中 耐超 载 型 载 重 子 午线 轮 胎 主 要 其 在 中短 途运 输 车辆上 使用 。虽 然 国家规定 不允 许 超 载超 限 , 目前 某些 地 区超 载现象 仍然 严重 , 但 例
全钢子午线载重轮胎的特点及设计技术

全钢子午线载重轮胎的特点及设计技术一、全钢子午线载重轮胎的特点1.高强度:全钢子午线载重轮胎采用全钢结构,具有更高的强度和刚性,能够承受更大的荷载。
2.耐磨性好:全钢子午线载重轮胎采用耐磨橡胶材料,具有较好的耐磨性能,能够减少轮胎的磨损,延长使用寿命。
3.抗爆性好:全钢子午线载重轮胎采用加强的内衬,能够增加轮胎的耐爆性能,防止爆胎事故的发生。
4.低滚动阻力:全钢子午线载重轮胎的滚动阻力比普通钢丝胎小,能够降低车辆的燃油消耗,提高燃油经济性。
5.稳定性好:全钢子午线载重轮胎采用优化的花纹设计和胎体结构,具有较好的稳定性和操控性,提高了车辆的行驶安全性。
二、全钢子午线载重轮胎的设计技术1.花纹设计:全钢子午线载重轮胎的花纹设计要根据使用情况和道路条件进行优化设计,采用合适的花纹深度和花纹形状,以提供更好的抓地力和排水性能。
2.胎体结构设计:全钢子午线载重轮胎的胎体结构设计要考虑到荷载的承受能力和耐磨性能,采用合适的层数和层间结构,以增加轮胎的强度和稳定性。
3.轮胎材料选择:全钢子午线载重轮胎的材料选择要考虑到轮胎的耐磨性能、耐爆性能和低滚动阻力等要求。
常用的轮胎材料有天然橡胶、合成橡胶、纤维材料等。
4.优化设计:全钢子午线载重轮胎的设计要进行多方面的优化,包括轮胎的外观设计、尺寸设计、花纹排列和胎压等参数的确定,以提高轮胎的整体性能。
三、全钢子午线载重轮胎的应用1.载重能力强:全钢子午线载重轮胎具有较高的载重能力,能够承受更大的荷载,适用于重载工况。
2.抗爆性能好:全钢子午线载重轮胎采用加强的内衬设计,具有较好的耐爆性能,能够有效防止爆胎事故的发生。
3.耐磨性好:全钢子午线载重轮胎采用耐磨橡胶材料,具有良好的耐磨性能,能够延长使用寿命,减少更换次数和维护成本。
4.燃油经济性高:全钢子午线载重轮胎的滚动阻力小,能够降低车辆的燃油消耗,提高燃油经济性。
5.行驶稳定性好:全钢子午线载重轮胎的设计经过优化,具有良好的稳定性和操控性,提高了车辆的行驶安全性。
全钢载重子午线轮胎胎圈包布宽度优化分析

作者简介:项蝉(1959-),女,浙江杭州人,杭州中策橡胶有限公司工程师,主要从事橡胶和轮胎检测分析工作。
全钢载重子午线轮胎胎圈包布宽度优化分析项 蝉1,胡尧生2,尹海山2,王友善3,徐家明2(1.杭州中策橡胶有限公司,浙江杭州 310008;2.杭州朝阳橡胶有限公司,浙江杭州 310018;3.哈尔滨工业大学复合材料与结构研究所,黑龙江哈尔滨 150080)摘要:采用哈尔滨工业大学开发的轮胎专用三维非线性有限元分析软件T YS YS 建立全钢载重子午线轮胎有限元分析模型,对不同胎圈包布宽度及匹配三角胶调整进行对比分析。
结果表明,适度加大胎圈包布宽度并减小下三角胶高度,同时调整三角胶断面形状,可有效减小胎圈部位钢丝材料端点应力集中,大幅度提高轮胎的使用性能。
关键词:全钢载重子午线轮胎;胎圈包布宽度;三角胶;有限元分析;胎圈问题中图分类号:U463.341+.3/.6;O241.82 文献标识码:B 文章编号:1006-8171(2009)04-0207-04全钢载重子午线轮胎在国内市场使用中出现较多的胎圈裂、胎圈脱层、胎圈爆以及胎肩脱层等问题,一方面与轮胎超载使用有关,另一方面与轮胎的设计和制造工艺直接相关。
改进设计是使产品适应市场同时弥补工艺不足的快捷而有效的手段。
轮胎有限元分析技术不断成熟,其应用也越来越广泛[1-4]。
杭州朝阳橡胶有限公司从2004年开始在全钢载重子午线轮胎产品开发和设计改进中采用哈尔滨工业大学复合材料与结构研究所开发的轮胎专用三维非线性有限元分析软件TYSYS,采取有限元分析与退赔分析、机床试验、国际相关设计理论和国内外先进产品相结合,通过总结大量的有限元分析实例,探索出一套产品性能有限元评价方法并将其应用于产品改进中,使有限元分析工作在产品改进上发挥了重要作用并取得了良好的经济和社会效益。
本研究主要对不同胎圈包布宽度及匹配三角胶调整进行对比分析。
1 轮胎结构有限元分析111 单元模型本研究采用2种单元模型:八节点六面体等参单元和六节点五面体等参单元。
全钢子午线轮胎胎圈部位质量缺陷原因分析与解决措施

摘 要 : 析 成 品轮 胎 胎 圈 裂 、 圈空 和 胎 圈爆 等 问题 的 原 因 , 为 主 要 是 由钢 丝 圈 变 形 和底 部 不 密实 、 角 胶 尺寸 分 胎 认 三 左 右 不 对称 和底 部 与钢 丝 圈贴 合 偏 歪等 引 起 的 。 通过 采 取 提 高 钢 丝 圈 接 头质 量 、 量使 钢 丝 圈 外 缠包 布 间距 均 匀 和 尽
加上 超载行驶 过 程 中生 热 和变 形 较 大 , 易 造 成 极 胎 圈爆 破和 胎圈空 。 解 决措 施 : 常检查 排丝 轮是否完 好 , 别是 经 特
作 者 简 介 : 立华 (9 6) 男 , 夏 中 卫 人 , 轮 有 限 公 司工 王 17 一, 宁 赛
程 师 , 士 . 要 从 事 轮胎 结 构 设 计 和 工艺 管理 工 作 。 硕 主 此处 厚度 相 差2 3mm -
提 高 三 角胶 成 型 质 量等 措 施 后 大 大 提 高 了成 品 轮 胎 的质 量 。
关键 词 : 钢 子 午线 轮 胎 ; 丝 圈 ; 量 缺 陷 全 钢 质 中 图 分类 号 : 6 . 4 一. / 6 TQ 3 . —6 U4 3 3 1 3 ' ; 3 0 6 . 文 献标 识 码 : B 文章 编 号 : 0 6 8 7 ( 0 7 0 — 1 80 1 0 — 1 1 2 0 )பைடு நூலகம்30 7 — 2
维普资讯
18 7
轮
胎
工
业
2 0 年 第 2 卷 07 7
全 钢 子 午 线 轮 胎 胎 圈部 位 质 量 缺 陷 原 因 分 析 与解 决 措 施
王立华 , 李士键 , 怀 宝 伊
( 赛轮 有 限 公 司 , 山东 青 岛 26 4 ) 6 0 2
全钢载重子午线轮胎质量缺陷问题分析

全钢载重子午线轮胎质量缺陷问题分析子午线轮胎制造工艺复杂,要求精度高。
根据全钢载重子午线轮胎常见质量缺陷,进行了原因分析,并提出了相应的解决措施。
1、胎里露钢丝与肩部帘线弯曲胎里露线是指轮胎里面钢丝骨架材料内表面覆胶不足,钢丝露出胎里表面。
胎里露线多在肩部或侧部出现帘线露出或“露肋骨”现象。
在使用中胎里露出的钢丝容易损坏内胎,使轮胎胎体鼓包甚至爆破。
肩部帘线弯曲是指轮胎肩部胎体帘线出现周向弯曲。
帘线弯曲在轮胎行驶当中受力不均,使钢丝与胶的生热增加,导致轮胎脱层或爆破,引起轮胎的早期损坏。
全钢丝载重子午线轮胎胎里露线和肩部帘线弯曲是生产和使用中困扰轮胎技术人员的一大难题。
由于胎里露线和肩部帘线弯曲是相辅相成的,是一对矛盾的统一体,所以将两个问题一起讨论。
1.1 原因分析(1)胎里露钢丝与肩部帘线弯曲主要原因是机头宽度与帘线假定伸张值选取不合理。
胎体由一层钢丝帘布组成,帘线断裂伸张率为1.8~2.3之间,胎体的钢丝帘线伸张值一般在 1.0%~1.8%之间。
帘线伸张值大,成型机头宽度窄,帘线长度短。
当伸张值达到极限值;帘线会抽出内衬层导致胎里露线。
帘线伸张值小,成型机头宽度宽,帘线长度长,容易导致肩部胎体帘线弯曲。
半成品的尺寸和重量是根据材料分布图计算出来的,当半成品尺寸和质量过大,会导致胎体帘线的材料过剩从而使胎体帘线弯曲。
材料分布不足就会产生胎里露线,胎面或垫胶的厚度或长度超公差,使得肩部材料过剩,厚度增加,内轮廓帘线舒展不开,导致肩部帘线弯曲。
反之,内轮廓帘线伸展过渡,易出现胎里露线现象。
(2)胎坯外周长的大小也是影响胎里露线和肩部帘线弯曲的一个因素。
胎坯外周长达不到标准,则轮胎在硫化过程中伸张变形大,出现胎里露线;反之,胎坯外周长大,轮胎在硫化过程中伸张变形小,将易出现帘线肩部弯曲。
(3)一次法成型机传递环故障或鼓的撑块出现故障,成型过程中胎圈定位、撑块定位发生漂移或者平宽设定有误,造成内轮廓帘线较标准帘线长度增大,胎体帘线伸张不足,硫化后产生肩部帘线弯曲。
全钢载重子午胎压延帘布常见缺陷原因分析及对策

全钢载重子午胎压延帘布常见缺陷原因分析及对策全钢载重子午胎压延帘布常见缺陷原因分析及对策子午线轮胎生产工艺复杂,半成品部件精度要求高,钢丝帘布是子午线轮胎重要的骨架材料.其尺寸精度与轮胎成本密切相关.由于笔者所在工厂全钢压延设备自动化程度较低,没有帘布厚度,胶片厚度检测以及自动调节装置.在很大程度上是靠操作人员手动测量及调整帘布厚度,胶片厚度.存在测量误差和调整误差,大大降低了操作精度,直接影响帘布品质.在生产过程中,帘布常见的缺陷有整幅钢丝稀线,局部稀线,边部稀线,整幅脱层,边部脱层,掉皮,帘布喷霜等,由于这些因素的存在直接影响帘布品质,导致压延,裁断耗损量及X光废品率的增加,降低了轮胎的高速,耐久性能,影响轮胎的使用寿命.本文针对压延生产过程中常出现的一些帘布缺陷进行分析,并针对不同缺陷制定相应的解决措施,重在提高帘布质量,降低耗损,提升轮胎品质.一,帘布整幅钢丝稀线帘布整幅钢丝出现排列不均,布面凹凸不平,帘布切面钢丝间距大于正常钢丝间距,稀开距离为1根钢丝.1.原因分析(1)压延机2,3辊速比不合理,2辊速度过快,导致上胶片擦人钢丝间的力过大,将相邻钢丝向两侧挤,造成钢丝间距大于正常钢丝间距:(2)压延辊温度与供胶温度偏低,胶料未充分渗透到钢丝帘线间,从而导致钢丝帘线压延密度不均: (3)单丝张力不均匀或锭子架掉压,钢丝进入辊隙被胶料挤开,造成帘布整幅稀线;(4)胶料门尼过高,致使胶料渗透性差,造成帘布整幅稀线:(5)整经辊,压力辊沟槽与钢丝帘线直径不匹配,压延时钢丝帘线跳动比较严重,造成钢丝帘线嗣赵金龙陆林压延密度不均:(6)压力辊与主机辊筒间隙过大,钢丝未能嵌入下胶片中,钢丝帘线被上胶片挤开,造成帘布整幅稀线:(7)整经辊,压力辊支架液压站掉压.钢丝进入辊隙被胶料挤开,造成帘布整幅稀线:(8)上胶片偏厚,下胶片偏薄,钢丝嵌人下胶片深度不够,上胶片余胶偏多,将钢丝帘线挤开,造成钢丝间距大于正常钢丝间距.2.解决措施(1)控制压延机2,3辊速比,不易过大,2,3辊速比设置为1.02—1.04:1:(2)严格控制压延辊温和供胶温度,可以根据不同季节制定标准,夏季为75-+5cI=,冬季为85+5℃, 供胶温度为90+5℃,保证压延时胶料具有良好的流动性,使胶料能够充分渗透到钢丝帘线间;(3)定期对单丝张力进行标定以及对锭子架风(4)严禁使用门尼粘度不合格的胶料,高门尼胶料与低门尼胶料搭配使用:(5)整经辊,压力辊标识要清楚,不同钢丝帘线要使用相应的整经辊,压力辊;规范整经辊,压力辊保养周期,磨损严重的不能投入使用:(6)定期校验压力辊跳动量.生产前检测压力辊与主机辊间隙.确定压力辊与主机辊间隙左右一致:(7)生产前检点整经辊,压力辊支架液压站压力,确定没有掉压及左右压力不一致情况:(8)压延时对上下胶片厚度进行检点,控制好上胶片余胶量,余胶量控制在0~3mm范围内. 二,局部稀线在帘布表面局部出现小面积稀线,位置不定,而且呈周期出现.1.原因分析(1)划气泡装置失灵,上下胶片与辊筒间的气泡将钢丝帘线局部挤开,造成钢丝帘线局部出现稀线:(2)辊筒表面温度不一致,局部温度偏低,会降低该位置胶料流动性,从而产生局部稀线;(3)辊筒表面有硬伤,凹进去的部分加大了此处胶料体积,在压延过程中多余的胶料会把钢丝帘线挤开,造成钢丝帘线局部稀线;(4)单根钢丝张力消失,压延时会产生局部稀线:(5)掉胶造成帘布局部稀线.(1)定期检查气泡刀刀片是否锋利,如果磨顿要及时更换新刀.压延时调整气泡刀风压,保证气泡刀划破胶片,排净上下胶片与辊筒间气体; (2)定期测量压延辊筒表面各位置温度,对于温度变差大的位置要及时排查;(3)保证金属探测设备的灵敏性,坚决不能让金属杂质进人辊隙,伤害辊筒表面精度.对有硬伤的压延辊筒,采取磨削的方式对辊筒表面进行研磨;(4)定期对单丝张力进行标定,对于损害的锭子架一定要作好标记,在压延过程中可将此根钢丝剪断或更换锭子位置等方法进行处理;(5)在上供胶皮带下面加托盘,防止运输带上面胶料落到钢丝帘线上.三,边部稀线片左右厚度一致:(2)每次开班前用塞尺测量辊筒间隙,保证辊筒左右间隙一致.在生产过程中单侧调整辊距时, 要注意帘布边部是否有稀线情况,并且测量帘布调整后厚度:(3)生产前检点整径辊,压力辊支架液压站压力.确定没有掉压及左右压力不一致情况.定期标定压力辊与主机辊间隙,如有异常立即调整.四,整幅脱层帘布表面大面积麻面,不平,起鼓,取帘布断面,胶料没有渗透到钢丝帘线缝隙中,钢丝帘线在帘布里面发生窜动.1.原因分析(1)上胶片偏薄,在辊隙间没有余胶,胶料渗透能力下降,导致帘布覆胶不实,而产生帘布大面积脱层:(2)主机辊筒间隙太大,上下胶片压力降低,胶料渗透能力下降,导致帘布覆胶不实,而产生帘布大面积脱层:(3)胶料中含有过量的水,油等物质,降低胶料与钢丝附着力,造成帘布大面积脱层.2.解决措施(1)压延时对上下胶片厚度进行检点,同时控制上胶片余胶量在0~3ram范围内;(2)压延时注意帘布表面,如果发生帘布脱层时,可以在保证帘布厚度的情况下,减小辊距,加大辊隙间胶料压力,使帘布覆胶更密实;(3)开班前认真检点胶料,严禁使用不合格胶压延帘布边部出现宽20~30mm范围内连续稀料. 线.1.原因分析(1)上胶片,下胶片左右厚度不一致,在辊筒间隙一定的情况下.胶片厚的一侧上胶片对边部钢丝帘线压力偏大,造成帘布边部稀线;(2)主机辊筒左右间隙不一致,间隙小的一侧压力偏大,把钢丝帘线挤开,造成帘布边稀线; (3)压力辊与主机辊左右间隙不一致,间隙大的一侧钢丝帘线未嵌入下胶片中,进入辊隙时被上胶片挤开.造成帘布边部稀线.2.解决对策(1)压延时对上下胶片厚度进行检点,保证胶五,边部脱层帘布单侧边部出现宽lOmm左右小面积脱层. 1.原因分析(1)上胶片,下胶片左右厚度不一致,在辊筒间隙一定的情况下,胶片薄的一侧上胶片对边部钢丝帘线压力偏小,造成帘布边部连续脱层;(2)主机辊筒左右间隙不一致,在上下胶片厚度一定的情况下,辊筒间隙大的一侧压力偏小,胶料渗透性能下降,造成帘布边部连续脱层;(3)辊筒快速打开液压站泄漏掉压,造成2,3辊辊隙周期变化,当打开的时候,辊距变大,造成帘布一侧胶料压力变小,胶料渗透性能下降,造成帘布边部周期性脱层.2.解决措施(1)压延时对上下胶片厚度进行检点,保证胶片左右厚度一致:(2)每次开班前用塞尺测量辊筒间隙,保证辊筒左右间隙一致.在生产过程中单侧调整辊距时, 要注意帘布边部是否有脱层情况.并且测量帘布调整后厚度:(3)定期检测快速打开液压站压力,如发现异常立即调整.六,掉皮帘布局部露钢丝,面积大小不等.1.原因分析(1)人工扎气泡时,破坏胶片面积偏大,造成帘布表面局部漏钢丝帘线且连续:(2)上下供胶出现断胶情况,降低辊筒上胶容量,造成帘布表面局部漏钢丝帘线且连续.2.解决措施(1)人工扎气泡工具头部作成锋利的刺头,在扎气泡过程中不要划胶片表面,用尖部均匀刺扎胶片气泡位置:(2)合理确定胶片宽度,保证辊筒上胶容量,出现断胶时,放慢生产速度,人工从开炼机取料,补充辊筒上胶容量.七,帘布喷霜帘布表面发暗或发白.帘布粘性下降或丧失粘性,导致成型贴合过程中粘合性不好,部件间有气泡产生.1.原因分析(1)胶料门尼偏高,混炼过程中不易压合,导致压合时间过长,致使胶料内部积聚大量的热量,使胶料中配合剂局部过量析出:(2)压延速度过快,致使帘布表面温度过高,导致胶料中配合剂局部过量析出:(3)压延帘布在现场停放时间超期;(4)压延温控系统故障,如水循环通道阻塞,使辊筒温度过高:(5)压延帘布时,热炼机,供胶机积胶过多,胶料停留时间过长.导致胶料喷霜;(6)压延帘布遇急冷产生喷霜;(7)帘布表面受摩擦,致使帘布粘性下降.2.解决措施(1)胶料的门尼粘度尽量控制在77+7之间,同时偏上公差胶料最好与偏下公差胶料搭配使用: (2)针对高门尼的胶料要控制压延速度,避免因为速度过快,温度过高,冷却不好导致喷霜; (3)成型严格按照压延帘布的先后顺序裁断,使用,做好计划调度,防止超期料的出现;(4)设备在停车检修期间,针对压延工序温控系统重点检修,保障各水循环通道畅通:(5)压延帘布时,热炼机,供胶机积胶不能过多,防止胶料混炼时间过长,温度过高导致喷霜; (6)第一个与帘布接触的冷却辊温度不能太低,由上到下要有一个温度梯度.即由高到低的一个冷却过程:(7)帘布在压延联动线上避免与非转动辊有硬接触.八,结论通过分析全钢载重子午线轮胎压延帘布常见的稀线,脱层,掉皮,帘布喷霜等缺陷的产生原因, 制定了合理的解决措施,有效提高了压延帘布品质,降低帘布耗损和成品轮胎稀线的发生机率,同时大大提升了成品轮胎的高速性能,耐久性能.为企业带来了经济效益和社会效益.口。
全钢载重子午胎钢丝圈常见缺陷分析及解决措施

全钢载重子午胎钢丝圈 常见缺陷分析及解决措施胡廷飞六角型钢丝圈是全钢载重子午胎的关键部件之 一。
钢丝圈质量好坏对成品胎质量有重大影响, 针 对公司实际情况, 对全钢轮胎制造过程中钢丝圈容 不圆度大于公差范围, 易产生批量性质量事故, 严重 影响成品胎质量。
1.原因分析目前钢丝成型机分为进口日本 NAKA TA 钢丝 圈成型机和国产钢丝圈成型机。
国产钢丝机的碰盘 是一个整体, 直径是固定的。
所以此机生产的钢丝 圈内径、不圆度都能得到保证。
进口机碰盘是由 4 块组合而成, 在频繁更换规格后各部件容易产生磨 损, 碰盘组合好后造成各钢丝定位块不在同一个面 上, 导致钢丝圈排列不圆。
改型后的日本 NAKA TA 钢丝圈成型机是采用一个气缸来控制各钢丝定位块 的撑开、缩小, 钢丝成型时气缸伸缩导致气缸末端的 定位螺母逐渐松动产生定位不准, 钢丝圈的内径就 逐渐变小。
2.解决措施( 1) 对原厂家碰盘进行测绘, 把影响钢圈不圆的 部件进行更换, 同时准备新碰盘作备件; ( 2) 把气缸上易松动的螺母打孔, 用销钉固定, 钢丝圈内径得到保证。
易产生的质量缺陷进行了原因分析, 措施。
并提出了解决 一、钢丝圈露铜直径为 1.65mm 的钢丝从挤出机覆胶后挂不起 胶或成型完后内外圈露铜严重。
1.原因分析( 1) 钢丝质量不稳定。
从不同供货厂家采购的钢 丝质量有区别, 镀铜层的厚薄不一致, 同时在运输、 储存过程中由于保管不善而使钢丝生锈发黑, 钢丝 直径均匀性也得不到保证; ( 2) 钢丝胶料质量差( 硬度、粘合力强度低) , 或是回炉胶, 同时混有杂胶、老化籽;( 3) 钢丝覆胶挤出机机头温度低, 钢丝加热部分无效果;( 4) 口型过大或过小。
2.解决措施( 1) 使用工艺性能优异的钢丝, 同批钢丝直径均 匀度要保证。
要选择能生产出高质量钢丝的供应商, 对钢丝的铜含量、均匀度提出要求, 并且要保证包装 后能在运输、储存过程中不能生锈和被污染;( 2) 改进钢丝胶胶料配方, 提高钢丝与胶料的粘合力。
全钢载重子午线轮胎胎圈质量缺陷的原因分析及解决措施

胶囊进 出管路 的气 动 阀门 是 否泄 漏 或 堵 塞 , 必要
时 更 换 密 封 件 和 阀 门 。多 台 硫 化 机 抽 真 空 不 彻 底
时 , 检查 控制 抽真 空 的电磁 阀是否 复位 , 应 防止其 它介 质进 入真空 泵 。 ( ) 具使 用一定 次数 后应 喷涂 脱模剂 , 3模 并保
( 岛黄 海 橡 胶 集 团 有 限 责 任公 司 , 青 山东 青 岛 2 6 4 ) 6 0 1
摘 要 : 析 全 钢 载 重 子 午 线轮 胎 胎 圈 部 位 裂 口 、 线 、 胶 、 形 、 泡 、 边 、 丝 圈 上 抽 和 胎 趾 圆 角 等 质 量 缺 陷 分 露 缺 变 气 胶 钢 的产 生 原 因 , 提 出 相 应解 决措 施 。通 过 采 取 合 理 设 计 半 成 品 尺 寸 、 期 检 查 并 定 调
1 胎 圈裂 口
2 胎 圈 露 线
胎 圈露线 是指 在胎 圈附 近露 出胎 圈包 布或胎
体 帘布 , 为胎 圈底 部 露线 、 圈 外侧 露 线 ( 集 分 胎 多
中于无 内胎 轮胎 ) 和胎 圈 内侧 露线 。
2 1 原 因 分 析 .
( ) 化 定型过 程 中胎坯 严重 装偏 , 1硫 不能 正确 装 入模 具 , 成 胎 圈部 位 胶料 流 失 , 部 出胶 边 , 造 局 导 致胎 圈底部 胶 料 严 重不 足 , 出胎 圈 包 布或 者 露 胎 体钢 丝 。 () 2 半成 品 尺 寸不 符 合 工 艺要 求 , 胶料 不 足 , 造 成胎 圈底 部露钢 丝 。 () 3 胎侧 耐磨胶 粘度 低 , 硫化 时胎 圈部位 胶料 流 动过度 , 圈外侧 胶料 不足 , 出胎 圈包 布 。 胎 露 ( ) 型机平 宽不符 合工 艺要 求 , 成胎 坯轮 4成 造 廓 过 小 , 化 时 胎 圈 区域 膨 胀 过 度 , 使 胶 料 不 硫 致 足, 造成 露线 。 ( ) 内胎 轮胎 胎 圈倾 斜 角 度 比有 内 胎轮 胎 5无 大, 若胎 圈部 位胶料 不 足 , 导致硫 化 时胎踵 到装 则 配线 间的胶料 不足 。 () 6 硫化 操作 时硫 化胶囊 抽 真空不 充分 , 上环 下 降到 定型 高度 时 , 化 胶 囊在 胎 圈处 打 褶将 胶 硫 料 挤走 , 造成 胎 圈内侧 露线 。
全钢载重子午线轮胎胎体帘布稀线原因分析及解决措施
固定 。
( ) 期检 查直 裁 机输 送 带和 接 头器 前输 送 2定 带 , 强 白检 。 加
() 裁修 边或 成 型修 边 后 , 1直 边部 余 胶过 多 , 造 成接头处 钢丝 帘线 间距过 大 , 型充 内压过 程 定 中胎 体帘布接 头脱开 。 () 2 胎体帘 布 直裁 机输 送 带送 料 不 正或 接 头 器前输 送带跑偏 , 造成接 头处钢 丝帘线 间距不 同 ,
中 圈分 类 号 : 6 . 4 . / 6 U4 3 3 1 3 . 文 献 标 识码 : B 文章 编 号 :0 6 8 7 ( 0 0 0 — 4 80 1 0 — 1 1 2 1 ) 70 3 — 3
全 钢载重 子 午 线 轮胎 硫 化 后 必 须经 x光 检 验, 检验结 果符合技 术要求 才能判定 为合格 品 , 而 胎体 帘布稀 线 是 x 光 检 验 检 出 主要 缺 陷 。胎 体 帘布稀线 主要 指 因钢 丝 帘布 压延 、 断 及胎 坯 成 裁 型等 工序 出现 问题 , 成成 品轮胎 胎 体 帘布 两 根 造
料 加工性 能指标 。
2 局 部 帘 布 稀 线
胎体局 部两根 钢丝帘线 间 的距 离大 于正常距
第 7期
王海 燕 等 . 钢 载 重 子 午 线 轮 胎 胎 体 帘 布稀 线 原 因分 析 及 解 决 措 施 全
49 3
离 , 开距 离一般 在 4根钢 丝 帘线 以上 , 稀 整条 轮胎
后 , 型接 头时有 虚接 现象 , 型后 出现钢 丝 帘线 成 定 和胶料 分离 , 造成 胎体 帘布 接头 脱开 。 () 2 直裁 机接 头器 风 压 低 或 接 头器 齿 轮 间隙 过 大 , 成 胎体 帘布 接头脱 开 。接头 器压 轮松 动 、 造 偏 移或 接头 器齿 轮 与 垫板 不对 中 , 在接 头 时 易 发 生 胎体 帘布 接头 局部 虚接 或接 头处 钢丝 帘布 不平 整, 定型 时 出现胎 体帘 布接 头局 部脱 开 。 ( ) 断后 , 体 帘 布边 部 翘 起 , 3裁 胎 导致 胎 体 帘 布 接头 脱开 。
全钢载重子午线轮胎质量缺陷原因分析及解决措施
全钢载重子午线轮胎质量缺陷原因分析及解决措施宋如梅(山东玲珑橡胶有限公司,山东招远 265400) 摘要: 关键词:全钢载重子午线轮胎;胎趾圆角;胎侧接头开裂;胎体疏线中图分类号:U4631341+16 文献标识码:B 文章编号:100628171(2003)1120677203中常出现一些质量缺陷,严重影响产品使用寿命。
我公司全钢子午线轮胎应用意大利倍耐力公司技术,采用LCZ 23B 一次法成型机和B 型硫化机生产。
我们对全钢载重子午线轮胎经常出现的质量缺陷进行了分析,并提出了相应的解决措施。
1 胎趾圆角胎趾圆角是指在胎趾一侧或两侧出现圆角现象,小的长30~40mm ,大的在整个圆周方向上连续或断续出现圆角现象。
造成这种缺陷主要有胎圈区缺胶、胶囊破裂或卡盘蒸汽泄漏、排气不畅等原因。
111 胎圈区缺胶胎圈区胶料的流动方式是自上而下,由于胶料的流动性有限,首先满足的是上部的材料要求,如果胎圈区半成品部件的尺寸不够或定位达不到要求,就会造成该部位缺胶,在最后填充区胎趾部位产生圆角现象。
胎圈区缺胶一般由以下几种情况造成:作者简介:宋如梅(19732),女,山东莱州人,山东玲珑橡胶有限公司助理工程师,主要从事全钢子午线轮胎结构设计工作。
和耐磨胶的复合件定位过宽。
(4)胎圈三角胶尺寸过小。
(5)胎侧钢丝包布定位过高。
(6)钢丝圈直径过大,钢丝圈底部相应需要更多的胶料来填充,胶料不够易造成圆角。
解决措施:严格控制各半成品部件的尺寸及其定位尺寸,采取本工序操作工自检、下道工序对上道工序把关检查和质检部门抽检的措施,杜绝不合格半成品部件流入下道工序。
112 胶囊破裂或卡盘蒸汽泄漏胶囊破裂或卡盘蒸汽泄漏的水蒸汽排不出去,积存在胎趾部位,造成该部位圆角。
这种情况下,一般胎趾部位有海绵现象产生。
解决措施:检查上下卡盘,如果泄漏及时修理;检查胶囊,有问题及时更换。
113 排气不畅胎圈部位模型与胎坯之间的空气一部分沿胎圈装配线部位的排气孔排出去,另一部分则由装配线部位到胎踵再到胎趾,通过胶囊和胎圈部位之间的间隙排出去;胶囊和胎里之间的空气则沿胶囊上的排气沟通过胎趾部位排出去。
全钢载重子午线轮胎胎圈出边的原因分析和解决措施
494轮胎工业2019年第39卷全钢载重子午线轮胎胎圈出边的原因分析和解决措施李静(风神轮胎股份有限公司,河南焦作454000)摘要:从工艺方面分析全钢载重子午线轮胎胎圈出边的原因,并提出相应解决措施。
通过采取调整内衬层、过渡层与气密层的宽度和厚度、恢复硫化机机械手强制定中装置、确保机械手转动盘中心套筒和胶囊上卡盘立柱与套筒直径匹配、避免中心机构内芯子杆偏歪和弯曲、将变形后的椭圆形胎圈恢复为圆形以及调整机械手张开直径等措施,成品轮胎胎圈出边质量缺陷率由0.063%降低至0.015%。
关键词:全钢载重子午线轮胎;胎圈出边;胎侧中图分类号:TQ33&1+3文献标志码:B随着汽车工业的发展,对轮胎的性能要求不断提高,尤其是不同车型、使用环境等方面的细化,对轮胎质量的要求越来越高切。
全钢载重子午线轮胎胎圈是轮胎行驶过程中的主要承重部位,在装配过程中需要与轮網紧密配合,且胎圈部位部件较多、结构复杂,生产过程中一旦发生部件波动或设备异常,都将对胎坯胎圈部位的形状及胶料产生不良影响,硫化后发生胎圈出边质量缺陷,造成成品轮胎损失以及人力和物力的浪费。
本工作从工艺方面对全钢载重子午线轮胎胎圈岀边的产生原因进行分析,并提岀相应解决措施。
1胎圈整周出边因胎圈部位胶料过于充足造成胎坯胎圈直径变小,在硫化合模过程中,上钢棱圈与上卡盘配合过程挤压胎坯上胎圈,上胎圈部位胶料流入卡盘与胶囊缝隙,造成成品轮胎胎趾处出现整周垂直于胎唇方向的胶边。
1.1原因分析(1)内衬层胶料宽度和厚度过大,致使在成型作者简介:李静(1990-),女,河南驻马店人,风神轮胎股份有限公司助理工程师,学士,主要从事硫化工艺过程控制及优化、成品外观质量控制及提升等工作。
E-mail:caiyoulijing@ 文章编号:1006-8171(2019)08-0494-02DOI:10.12135/j.issn.1006-8171.2019.0&0494过程中,胎圈反包后内衬层向胎趾部位延伸过多,与胎侧耐磨胶重叠部位厚度和宽度增大,造成胎圈胶料厚度增大,胎圈直径变小。
12R22.5无内胎全钢载重子午线轮胎胎圈结构优化设计

表 2 轮 胎 胎 圈损 坏 区域 、 帘布 端点 和胎 肩 带 束层 端点 应 变 能 密 度有 限 元 ( 三维模型 ) 分 析 结 果
案 编~ 方 号一 1 s 2 s 3 s 4 s 5 s 6 s 7 s
了有 限 元 分 析 结 果 的 正 确 性 。
从 表 2可 以看 出 , 对 比胎 圈部 位 各 帘布 端 点 。与 S 1
方 案相 比, S 7方案 轮胎 胎体 帘 布反 包 端点 应 变 能 密度 降 低 1 5 . 3 , 胎 圈包 布外 端 点应 变能 密 度 降
胎体帘布 反 包 端 点 胎 圈 包 布 胎 圈包 布 胎 圈 损 坏 外 端 点 内端 点 区域
k J・m -
胎 肩 带 束 层 端 点
全钢 载重 子午线 轮胎 胎 体帘布反 包端 点 和胎
圈包 布反 包端 点容 易 出现 应力 集 中 , 这 些 部 位 的
应变 能密 度较 大 , 是 承受 反 复 变 形 作用 时最 容 易
温 度 ( 3 8 ±3 )℃ , 轮胎 以 3 0 k m・ h 速 度 行驶 至 轮胎 损坏 为止 , 以轮 胎 损 坏 时 的 累计 行 驶 时 间 作 为评价 轮胎 胎 圈 耐 久性 能 的标 准 , 累计 行 驶 时 间长 , 胎 圈耐 久性 能好 , 反之 , 则胎 圈 耐久性 能差 。 胎 圈耐久 性试 验结 果表 明 , S 1方案 轮 胎 累计 行驶 了2 1 8 h , S 7方案 轮胎 累计 行驶 了 4 6 4 h , 可见 S 7 方案 轮胎 胎 圈耐 久 性 能优 于原 生 产 轮 胎 , 这 验证
全钢载重子午线轮胎胎圈结构优化的有限元分析

差异。
小 7 . 左 右 ; 体 帘 布 反 包 端 点 处 的应 力 从 55 胎 4 O a 小到 3 4 a 减 小 0 5 a 即 . 3MP 减 . 5MP , . 8MP , 减小 1 . 左 右 。 44 综 上所 述 , 进方 案 Ⅱ在改 进 方案 工的基 础 改
参 考文献 :
[ ]郝 坂 隆 . 胎 的 设 计 和 结 构 力 学 [ ] 盛 德 修 , . 胎 工 业 , 1 轮 J. 译 轮
l 91 2 ( 1 3 - 9 9 , 1 1 ): 7 3 .
[ ]张 士 齐 . 胎 力 学 与热 学 [ . 京 : 学 工 业 出 版社 , 98 2 轮 M] 北 化 18 :
对 比图 4 b 和 8 以看 出 : 进 方案 Ⅱ在 应 () 可 改
图 5 区 域 1应 力 曲线 对 比
的 级 差 对 胎 圈 应 变 、 力 的 影 响 。 改 进 方 案 Ⅱ( 应 采
力 最大 的钢 丝 圈 底 部 位 置应 力 从 3 7 3 MP 2 . a减
小 到 3 1 5M P , 小 5 8M P , 减 小 1 8 左 2 . a 减 . a 即 .
胶 轮胎 有 限公 司工 程 师 , 士 , 要 从 事 全 钢 载 重 子 午 线 轮 胎 结 学 主 构 设计 工 作 。
3 示 ( 中反 映 的是 边 缘 数 据 ) 胎 体 帘 布反 包 所 图 ;
端点 ( 图 2中 区 域 2 的 应 变 也 有 所 减 小 , 见 ) 从
2 .O 减小 到 l. 2 , 降 6 7 。 O 5 91% 下 .%
26 7
轮
9.00R20_16PR全钢载重子午线轮胎胎圈的优化设计
5619.00R20 16PR 全钢载重子午线轮胎胎圈的优化设计袁定军[中策橡胶(建德)有限公司,浙江 建德 311606]摘要:为提高胎圈性能,对9.00R20 16PR 全钢载重子午线轮胎的胎圈设计方案优化,并进行试验验证。
结果表明,轮胎胎圈部位加贴1或2层1870dtex /2V 2锦纶包布(含外侧和内侧各贴1层)对钢丝圈包布端点和胎体帘布反包端点进行保护,可以大幅提高轮胎胎圈耐久性能。
关键词:全钢载重子午线轮胎;胎圈;耐久性能;优化设计中图分类号:TQ336.1 文章编号:2095-5448(2023)11-0561-04文献标志码:A DOI :10.12137/j.issn.2095-5448.2023.11.0561目前,欧美等发达国家与地区90%以上的载重汽车装配了全钢载重子午线轮胎,我国载重轮胎的子午化率也已经达到了65%以上。
随着我国国民经济的快速发展,现有的汽车保有量无法满足日益增长的物资运输的要求。
受利益驱动,载重汽车的实际载荷往往超出额定载荷的1~3倍;而车辆载荷大,导致轮胎胎圈部位承受的应力大,屈挠变形增大,易造成胎圈空、胎圈裂以及胎圈爆破等问题[1-3]。
胎圈断面形状对轮胎性能影响很大,提高胎圈部位强度、改变钢丝圈结构形式、调整耐磨胶和三角胶形状以及胎圈各部位胶料配方等都是提高胎圈性能的有效方法[4-9]。
但改变钢丝圈结构形式需要调整现有钢丝圈形状和工艺;提高胎圈部位强度需要增加钢丝根数,会造成胎圈材料过多、胎圈强度过剩和成本过大等问题。
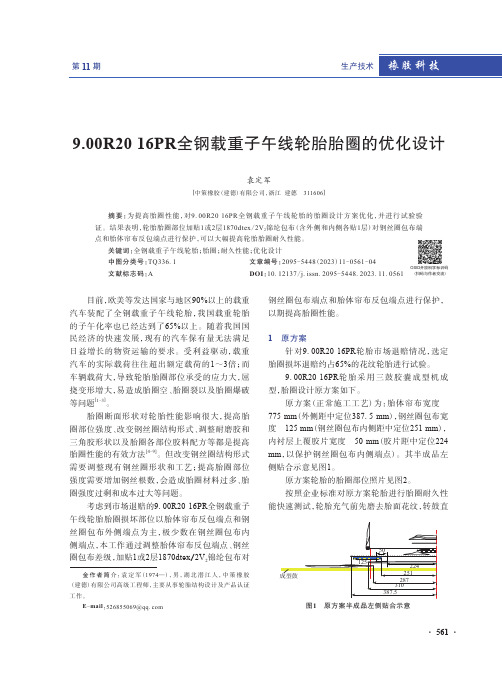
考虑到市场退赔的9.00R20 16PR 全钢载重子午线轮胎胎圈损坏部位以胎体帘布反包端点和钢丝圈包布外侧端点为主,极少数在钢丝圈包布内侧端点,本工作通过调整胎体帘布反包端点、钢丝圈包布差级,加贴1或2层1870dtex /2V 2锦纶包布对钢丝圈包布端点和胎体帘布反包端点进行保护,以期提高胎圈性能。
1 原方案针对9.00R20 16PR 轮胎市场退赔情况,选定胎圈损坏退赔约占65%的花纹轮胎进行试验。
子午线轮胎外胎的胎带规格优化分析

子午线轮胎外胎的胎带规格优化分析胎带是轮胎的重要组成部分,它在轮胎中发挥着起支撑及增强结构的作用。
子午线轮胎是一种采用胎带结构的轮胎,其设计和优化对于整体性能的提升具有重要意义。
本文将对子午线轮胎外胎的胎带规格进行优化分析,并探讨其对轮胎性能的影响。
首先,我们来了解一下子午线轮胎的胎带结构。
子午线轮胎的胎带采用的是尼龙布或帘线,这种结构与传统的斜交胎相比具有更好的耐疲劳性和抗开裂性能。
胎带采用的材料强度较高,可以在轮胎受力时提供更好的支撑,减小轮胎的变形和磨损。
在优化子午线轮胎外胎的胎带规格时,有几个关键的因素需要考虑。
首先是胎带的角度和层数。
角度和层数会直接影响轮胎的强度和稳定性。
较小的胎带角度可以提高轮胎的抓地力和操控性能,但会对舒适性产生不利影响。
较大的胎带角度则可以提高轮胎的舒适性,但会减少抓地力和操控性能。
胎带的层数越多,轮胎的强度越高,但也会增加轮胎的重量和生产成本。
其次是胎带的宽度和厚度。
胎带的宽度对于轮胎的支撑和分散受力起着重要作用。
较宽的胎带可以提供更好的支撑,但也会增加轮胎的滚动阻力。
胎带的厚度越大,轮胎的强度越高,但也会增加轮胎的重量。
因此,在优化胎带规格时需要平衡轮胎的性能和成本。
另外,子午线轮胎外胎的胎带规格还需要考虑轮胎的功能和用途。
不同的车辆和不同的行驶路况对轮胎的要求有所不同。
例如,对于高速公路行驶的轿车来说,舒适性和静音性往往是重要考虑因素;而对于越野车和载重车辆来说,抓地力和耐用性则更为重要。
因此,在优化胎带规格时需要根据不同的用途和需求来确定最佳的参数。
在进行子午线轮胎外胎的胎带规格优化分析时,可以借助计算机辅助设计软件进行模拟和仿真。
通过建立适当的数学模型和力学模型,可以评估不同胎带规格对轮胎性能的影响,并进行参数优化。
在模拟和仿真的基础上,可以进行实验验证,进一步优化胎带规格,以实现更好的性能表现。
总结起来,子午线轮胎外胎的胎带规格优化分析是一个复杂的工程问题,需要综合考虑胎带的角度、层数、宽度、厚度及轮胎功能需求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
作者简介:项蝉(1959-),女,浙江杭州人,杭州中策橡胶有限公司工程师,主要从事橡胶和轮胎检测分析工作。
全钢载重子午线轮胎胎圈包布宽度优化分析项 蝉1,胡尧生2,尹海山2,王友善3,徐家明2(1.杭州中策橡胶有限公司,浙江杭州 310008;2.杭州朝阳橡胶有限公司,浙江杭州 310018;3.哈尔滨工业大学复合材料与结构研究所,黑龙江哈尔滨 150080)摘要:采用哈尔滨工业大学开发的轮胎专用三维非线性有限元分析软件T YS YS 建立全钢载重子午线轮胎有限元分析模型,对不同胎圈包布宽度及匹配三角胶调整进行对比分析。
结果表明,适度加大胎圈包布宽度并减小下三角胶高度,同时调整三角胶断面形状,可有效减小胎圈部位钢丝材料端点应力集中,大幅度提高轮胎的使用性能。
关键词:全钢载重子午线轮胎;胎圈包布宽度;三角胶;有限元分析;胎圈问题中图分类号:U463.341+.3/.6;O241.82 文献标识码:B 文章编号:1006-8171(2009)04-0207-04全钢载重子午线轮胎在国内市场使用中出现较多的胎圈裂、胎圈脱层、胎圈爆以及胎肩脱层等问题,一方面与轮胎超载使用有关,另一方面与轮胎的设计和制造工艺直接相关。
改进设计是使产品适应市场同时弥补工艺不足的快捷而有效的手段。
轮胎有限元分析技术不断成熟,其应用也越来越广泛[1-4]。
杭州朝阳橡胶有限公司从2004年开始在全钢载重子午线轮胎产品开发和设计改进中采用哈尔滨工业大学复合材料与结构研究所开发的轮胎专用三维非线性有限元分析软件TYSYS,采取有限元分析与退赔分析、机床试验、国际相关设计理论和国内外先进产品相结合,通过总结大量的有限元分析实例,探索出一套产品性能有限元评价方法并将其应用于产品改进中,使有限元分析工作在产品改进上发挥了重要作用并取得了良好的经济和社会效益。
本研究主要对不同胎圈包布宽度及匹配三角胶调整进行对比分析。
1 轮胎结构有限元分析111 单元模型本研究采用2种单元模型:八节点六面体等参单元和六节点五面体等参单元。
112 材料模型橡胶材料不可压缩性用拉格朗日乘子法解决[5,6],其物理非线性用M ooney -Rivlin 模型模拟,应变能密度函数(W )为W (I 1,I 2)=C 10(I 1-3)+C 01(I 2-3)式中,I 1和I 2分别为应变第1和2不变量,C 10和C 01为由试验确定的材料常数。
橡胶基复合材料采用正交各向异性材料模型模拟,其相应的等效弹性模量由橡胶材料和增强材料模量及体积分数用H alpin -Tsai 方程确定[7]。
113 几何模型对于轮胎的大变形,采用拉格朗日法进行描述,应变张量和应力张量分别取Green -Lag ran -gian 应变张量(E )和第2类Pio la -Kirchhoff 应力张量(S ),可分别表示为[6]E ij =12(5x k 5x i 5x k5x j-D ij )S ij =5x i5x l2jl式中,2为第1类Piola -Kir chhoff 应力张量。
在这里,E 又可以用位移(u )表示为E ij =12(5u i 5x j +5u j 5x i +5u k 5x i 5u k 5x j)114 平衡方程令q 0为定义在初始构形上的体积力,则用2表示的平衡方程为Div 2+q 0=0115 本构方程对于弹性介质,用第2类Pio la -Kirchhoff 应力张量和Green-Lagrangian应变张量表示的本构方程为S ij=D ij kl E kl如果四阶张量D ijkl是E的函数,则为非线弹性;如果D ij kl是常数张量,则为线弹性。
有时非线弹性本构方程用增量矩阵形式表示:d S=D T d E116接触问题(1)轮胎与地面的接触采用文献[6]提出的可变约束和约束增量的概念,在每一步计算执行前给出单边位移约束的约束改变量并将其代入增量平衡方程中进行计算,随时根据约束反力和自由节点位移来变更约束边界。
正如自由节点位移增量可以迭加一样,约束增量也可迭加。
最后的约束边界与整体位移场一起得到。
该方法的优点是计算精度高,收敛速度快。
(2)轮胎与轮辋的接触研究文献中很少提及轮辋约束,即使有也只是使用了简单的固定约束处理方法[7]。
而实际轮胎与轮辋之间存在着过盈配合关系,本研究采用可变约束法:将位于接触面上每一点的约束反力分为切向和法向两个分量,若两者之比小于某一预先设定的数,则该点驻定不动,否则该点是滑移点,滑移量即为约束增量,与约束反力的切向分量方向相反且呈正比。
滑移后的点还应位于约束面内。
不断迭代计算并调整滑移点的位置使切向力更小,当所有约束点都驻定下来或在小范围内游动时,便近似得到了无摩擦时的轮辋接触边界。
2胎圈包布宽度和三角胶调整有限元分析在实际使用中,某规格全钢载重子午线轮胎存在较多的胎圈裂和胎圈脱层等问题。
通过胎圈包布和三角胶调整,制定7种方案(S1~S7)进行有限元对比分析。
S1~S7方案的胎圈包布宽度分别为135,128,120,110,100,95和135mm,其中S7方案进行三角胶调整。
211胎圈部位该规格轮胎胎圈部位所重点考察的单元如图1所示,胎圈问题破坏点基本出现在这些位置。
图1示出了降低胎圈包布内端点高度6个方案及图1胎圈部位分析对比方案网格三角胶改进方案(S7)的有限元网格(胎圈包布外端点高度等其它参数不变)。
胎圈内外端应力集中区域如图2所示。
在产品设计和工艺控制时,胎圈包布内外端点及胎体帘布反包端点要避开应力、应变能集中区域。
图2胎圈内外端应力集中区域7种方案胎圈外部关键区域的应变能对比如图3所示。
由图3可以看出,胎圈包布宽度对胎圈外部有较大影响。
7种方案胎圈损坏区域应变能幅值对比如表1所示。
由表1可以看出,S7为最优方案。
目前公司生产该规格轮胎有3种胎圈包布宽度,即95,105和135m m。
随着胎圈包布宽度增大(胎圈包布外端点不变、内端点增高),胎圈外部损坏率(包括胎圈脱层和胎圈裂等)会进一步下降,但胎圈包布内端点增高会带来内裂问题,胎圈图3 7种方案胎圈外部关键区域的应变能对比s )S1;u )S2;w )S 3;r )S 4;v )S5;p )S6;o )S7。
表1 7种方案胎圈损坏区域应变能幅值对比方 案胎圈包布内端点胎体帘布反包端点S10.09480.0422S20.15680.0425S30.21050.0442S40.13410.0476S50.12780.0488S60.09100.0495S70.09100.0369包布宽度为120mm 时内端点的应力达到峰值。
对该规格轮胎胎圈结构进行分析,提出了三角胶调整改进方案(S7),即将下三角胶高度适度降低,同时调整其断面形状,降低胎圈部位钢丝材料端点的应力集中。
通过有限元对比分析发现,该方案可进一步大幅度提高胎圈性能。
通过退赔分析发现,胎圈包布宽度为135mm 时胎圈脱层和胎圈裂等问题比105mm 时下降40%~50%,胎体帘布反包端点区域应变能下降14.5%。
S7方案较S1方案应变能幅值进一步下降13.5%,同时内端点应变能下降4%~5%。
因此,采用S7方案会进一步大幅度减少胎圈问题。
由此可以得出结论,增大胎圈包布宽度(增大胎圈包布内端点高度)只是胎圈改进的一项措施,三角胶的调整(不增加成本)同样非常重要,胎圈问题是应力合理过渡的问题,特别是对非重载产品的设计尤为重要。
212 胎肩部位胎肩和胎冠部位网格单元和胎肩脱层问题关键区域网格如图4所示。
7种方案胎肩部位应变能对比如图5所示。
第1,2带束层间和第2带束层端部(包括胎肩垫胶和胎面基部胶)为典型的损坏区域,胎肩脱层主要发生在这些区域。
由图5可以看出,对于该规格轮胎,胎圈包布宽度在95~135m m 范围内调整对胎肩略有影响,但影响较小,可以忽略其对胎肩部位的影响。
通过充气及大负荷下胎肩轮廓的对比也能够得出类似的结论。
3 结论(1)适度加大胎圈包布宽度并调整胎圈包布内端点高度能提高胎圈刚性,有效降低胎体反包端部的应力和应变,减少胎圈脱层和胎圈裂等问题。
内端点高度超过胎圈内侧应力集中点时胎圈包布补强效果达到最佳。
(2)通过三角胶设计调整使胎圈达到合理应力过渡,并使胎体帘布反包、胎圈包布端点部位避开应力集中点,同样能大幅度提高胎圈性能。
(3)胎圈包布宽度调整对胎肩部位有一定影响,但该规格轮胎胎圈包布宽度在95~135mm 范围内调整对其影响较小,可以忽略。
采用S7方案改进的产品在成品轮胎试验和实际使用中都取得了良好效果。
参考文献:[1]Haish an Y,Yaosheng H,Hao Z,e t al.Evaluation of tru ck tireendu rance based on the material characteriz ations and FE A [J].T ire Science and T ech nology,2006,34(4):220-236. [2]张昊,胡尧生,尹海山,等.全钢子午线轮胎应力和生热研究[J].轮胎工业,2006,26(9):515-521.[3]王友善,刘培华,赵剑铭.有限元分析在轮胎结构设计中的应用[J].橡胶工业,2005,52(10):613-618.[4]Youshan W,Xingw en D.Non-linear constitutive model of un-cured epoxyresin[J].J ournal of M acromolecular S cience,Part B:Physics,2005,44(2):177-184.[5]Sarkar K,Kw om Y D,Prevosek D C.A new app roach for thethermo-m echan ical an aly sis of tires by the finite element method[J].Tir e Science and Techn ology,1987,15(4):261-275.[6]Baogu o W,Xingw en D.Finite element formulation of radialtires with variable constraint con dition s[J].Compu ters an d Stru ctures,1995,55(5):871-875.[7]Chan g J P,Satyamurthy K,T seng N T.An effect app roachfor the three dimensional finite element analysis of tires[J].Tire S cience and Technology,1988,16(4):249-273.收稿日期:2008-12-07Optimized analysis on chafer width of TBR tireX I AN G Chan1,H U Rao-sheng2,YI N H ai-shan2,WA N G You-shan3,X U J ia-ming2(1.H angz hou Zhong ce Ru bber Co.,Ltd,Hangz hou310008,China;2.Hangzh ou Ch aoyang Rubber Co.,L td,H angzhou310018,Chin a;3.H arbin University of Techn ology,Harbin150080,Chin a)Abstract:The different chafer w idth and bead filler structure adjusting of T BR tire w ere analyzed w ith T YSYS3D no n-linear finite element analysis softw are.T he results show ed that increasing chafer w idth,reducing lo w er filler height adequately and adjusting filler structur e could low er the str ess con-centratio n at w ire ends of bead effectiv ely and im pro ve tire perform ance significantly.Keywords:T BR tire;chafer w idth;bead filler;finite elem ent analy sis;bead questio n桂林橡机全钢巨型工程机械子午线轮胎成型机通过鉴定中图分类号:T Q330.4+6文献标识码:D2009年2月23日,昊华南方桂林橡胶机械厂研制的1295m m(51英寸)全钢巨型工程机械子午线轮胎成型机通过广西壮族自治区科技厅组织的鉴定,被列入国家级支撑项目。