验厂笔记 SQP
最新的SQP验厂审核清单checklist及SQP评估标准
Document No.: SQP-D02 Issue Date: 25 Nov 2011 Issue No.: 00 Page 1 of 1©2011 Intertek, All Rights ReservedThe Intertek Group is the owner of the copyright in the material and intellectual know-how presented. No parts in this material maybe reproduced, adapted or distributed outside of your company without the written consent of the Intertek Group other than to the extent necessary to view the material.SQP Document List1. Organization chart2. Responsibility and/or job description,3. Quality System Procedures (e.g., quality policy, objectives, manual and procedures for theQuality Management System and other processes)4. Management review records5. Internal audit documents (audit plan, report, etc.)6. Supplier Control documents (supplier approval procedure / criteria, list of approval supplier list, supplier evaluation records, on-going performance monitoring, etc.)7. Document control procedure and records (including record keeping)8. Product specifications/requirements9. Inspection Instructions, acceptance criteria and inspection & testing reports (including thestages of IQC, In-process and Final inspection)10. Work instructions / workmanship standards for each manufacturing process11. Production schedules/records12. Procedure for defining and reporting of “incident”13. Product recall procedure14. Customer complaints records15. Corrective action reports (related to incident, internal audit, complaint, etc)16. Test records on Traceability system17. Equipment maintenance documents (plan, procedure, record, etc)18. Calibration of monitoring & measuring devices (plan, procedures, records, etc)19. Cleaning schedule and procedure20. List of Approved Chemicals with Corresponding Brands / Manufacturers21. Pest control documents (list of trained pest control staff, contract with external pest controlagency, pest control inspection record, bait documentation, etc)22. Record / plan for “Risk Assessment” of the entire manufacturing processes23. Risk assessment records of final product24. Product testing procedure/program25. Laboratory test reports (including lead and heavy metals content in paints, coatings and non-paint components, hardware, labels, final product, etc).26. Monitoring records of foreign body detectors (e.g. metal detection records, daily sensitivitychecking records of metal detectors…etc)27. Broken needle procedure & records (if applicable)28. Pre-production meetings records29. Process Control Plan30. Training (procedure, training needs & records)SQP文件清单1. 组织架构图2. 责任和 / 或职责描述3. 质量体系程序 (包括:质量政策、目标、质量管理体系手册和程序,以及其它流程)4. 管理层审查记录5. 内部审核文件 (审核计划、报告等)6. 供应商监管文件 (供应商核准程序 / 标准、已核准的供应商清单、供应商评估记录、持续表现监督等)7. 文件监管程序和记录 (包括记录保管)8. 产品规格 / 要求9. 检验要求说明、可接受的标准、检验和测试报告 (包括IQC的阶段、过程中和最终检验)10. 工作要求说明 / 每项生产工序的工艺技术标准11. 生产日程安排 / 记录12. “事故”的界定和报告程序13. 产品召回程序14. 客户投诉记录15. 整改行动报告 (关于事故、内部审核、投诉等)16. 追溯系统中的测试报告17. 设备维护文件 (计划、程序、记录等)18. 监督和测试设备的校准 (计划、程序、记录等)19. 清理日程安排和程序20. 已核准的化学品清单,附带相应的品牌 / 生产商21. 有害物管控文件 (受过培训的管控人员的名单、外部有害物管控机构的联系方式、有害物管控检查记录、投饵记录,等)22. 整个生产流程的“风险评估”记录 / 计划23. 最终产品的风险评估记录24. 产品测试步骤 / 程序25. 实验室测试报告 (包括涂料、涂层和非涂料部件中的铅和重金属、硬件、标签、最终产品,等)26. 夹杂物监控记录 (如:金属探测记录、金属探测器的日常敏感物检查记录,等)27. 断针处理程序 (如适用的话)28. 生产前会议记录29. 程序控制计划30. 培训 (程序、培训需求和记录)Supplier Qualification Program (SQP) Assessment CriteriaSection 1 - Management Commitment and Continual ImprovementAssesses the degree to which a company’s management is committed to providing adequate assessment resources, effective communication, systems of review that identify actions taken and opportunities for improvement.Section 2 - Risk Management SystemsThe company shall have management systems for assuring product safety, legality and quality. (Applies basic risk assessment principles)♦Legislative and Safety Requirements - the company must be aware of and make reference to up-to-date legislation, product standards, codes of practice and developments in science or technology that may impact the risk concerning their products and packaging in the countries of intended sales.♦Risk Assessment - the company shall have risk management plan for product and production processes, based on a risk assessment system which is systematic, comprehensive, thorough, fully implemented and maintained.♦Risk Assessment Verification - the company shall conduct the verification of risk assessment by competent person. Section 3 - Quality Management SystemsThe company shall develop, document and implement an effective quality management system, and address the following areas: ♦Policy Statement♦Control of Document - All documents, records and data impacting the management of product safety, legality and quality are present and effectively controlled♦Control of Records♦Specifications♦Responsibility and Authority - clearly defined and documented organizational structure♦Internal Audit♦Purchasing, Supplier & Sub-contractor Approval and Performance Monitoring♦Customer Property - customer property (including intellectual property) should be subject to controls♦Corrective and Preventive Action - procedures to record, investigate, analyse and correct cause(s) of non-conforming products or failure(s) to meet standards, specifications and procedures♦Identification & Traceability - a system to identify and trace product lots including raw materials, components and packaging materials for all phases of the production process (receipt of materials to product dispatch) ♦Incident, Product Withdrawal and Product Recall - a plan and system to effectively manage product withdrawal and product recall processes♦Business Continuity Planning - plan for identifying methods that ensure business continuity in the event of major incidents/threats to a business.Supplier Qualification Program (SQP) Assessment Criteria♦Customer Focus♦Complaint HandlingSection 4 - Site and Facilities ManagementThe site and the facilities must be maintained and managed so as to prevent or minimize contamination and assure the production of safe and legal finished products. Areas of focus include:♦Site Location and Perimeter♦Factory Layout, Product Flow and Segregation♦Staff Facilities - such facilities must be designed and operated so that they sufficiently minimise all risk of product contamination♦Cleaning and Hygiene Practices♦Waste/Waste Disposal - systems for the collection, collation and disposal of waste material♦Pest Control - controls and practices for minimizing the risk of pest infestationSection 5 – Product ControlThe company shall demonstrate effective control of its products to ensure safety, legality and quality including the following areas: ♦Reference Samples (pre-production and production) - procedures in place for the selection, handling, storage, approval and use of reference samples♦Chemical Control - chemical composition of products and chemicals used in the manufacture or processing of products shall be identified, monitored and recorded as required by legislation in the country of sale and / or manufacture ♦Product Packaging Materials♦Control of non-conforming materials - non-conforming materials, components and products shall be clearly identified, labelled, quarantined, investigated and documented♦Special Handling - handling requirements shall be in place for specific materials♦Product Transport, Storage and Distribution♦Stock Control and Product Release – procedures shall be in place to prevent release of finished product unless all agreed procedures have been followedSection 6 – Product Testing and Product Claims♦Product Testing – the company shall have a suitable, sufficient and validated testing program to ensure the safe, legal production of products that meet required quality standards.♦Product Claims – the company shall validate any declared product information or claims made regarding its products and monitor compliance with such claims necessary.Supplier Qualification Program (SQP) Assessment CriteriaSection 7 – Process ControlThe company shall demonstrate effective control of all operations undertaken, to ensure product safety, legality and quality – as well as ensure that the processes and equipment employed are capable of producing consistently safe and legal product with the desired quality characteristics. The following areas shall be addressed:Generic Hardline♦Control of Operations - ensure processes and equipment employed are capable of producing consistently safe and legal product with the desired quality characteristics♦Control of Incoming Components and Raw Materials♦In-Process and Final Inspections - to assure delivery of safe, legal product of the required quality♦Foreign Body Detection and Control♦Calibration and Control of Measuring and Monitoring Devices (for purposes of monitoring product safety, quality and legality) - shall be identified and calibrated to a recognized national or international standard♦Equipment & Tooling Maintenance♦Final Product Packing and ControlGarments♦Sample Preparation, Pattern & Marker♦Pre-production Activity♦Control of Incoming Components and Raw Materials♦Spreading, Cutting and Bundling♦Knitting♦Embroidery / Appliqué♦Printing♦Fusing♦Sewing♦Linking♦Washing♦Mending and Stitching♦Attachment♦Finishing and Pressing♦Final Inspections - to assure delivery of safe, legal product of the required quality♦Metal Detection and Control♦Final Packing♦Final Audit♦Calibration and Control of Measuring and Monitoring Devices (for purposes of monitoring product safety, quality and legality) - shall be identified and calibrated to a recognized national or international standardSupplier Qualification Program (SQP) Assessment CriteriaToys♦Pre-production Activity♦Control of Incoming Components and Raw Materials♦Molding (Injection molding, Blow molding, Insert molding, Roto cast molding, Diecast molding, Vacuum Forming, etc) ♦Die Cutting for Fabric/Rigid Plastic/PVC Sheet or Laminates, etc.♦Forming and Stamping♦Decoration (Spray Decoration, Coating, Tempo, Hand Painting, Printing)♦Sonic Welding Process♦Gluing Process♦Assembly (Manual/Automated)♦Cutting♦Sewing / Hair Rooting♦Attachment (e.g., eyes, noses, buttons, snaps or other metal press fasteners)♦Stuffing♦Metal Detection and Control♦Final Inspections - to assure delivery of safe, legal product of the required quality♦Final Product Packing and Control♦Calibration and Control of Measuring and Monitoring Devices (for purposes of monitoring product safety, quality and legality) - shall be identified and calibrated to a recognized national or international standardFootwear♦Footwear Manufacturing - Sample Development Activity♦Pre-production Activity (Footwear)♦Shoe Sole Bonding Test Process♦Wear Test Process♦Control of Incoming Components and Raw Materials (Footwear)♦Cutting♦Preparation / Secondary Processing♦Stitching♦Injection Molding♦Bottoming♦Assembly Operation – Lasting♦Autoclave Process (Vulcanizing)♦Finishing♦Final Inspections (Footwear)Supplier Qualification Program (SQP) Assessment Criteria♦Metal Detection and Control♦Final Packing♦Storage♦'Lasts' Management♦Equipment & Tooling Maintenance (Footwear)♦Calibration and Control of Measuring and Monitoring Devices (for purposes of monitoring product safety, quality and legality) - shall be identified and calibrated to a recognized national or international standardSection 8 – Personnel Training and CompetencyThe company shall ensure that personnel performing work affecting product safety, legality and quality are demonstrably competent to carry out their activity, as a result of training, work experience and / or qualification.Americas Asia EMEAElma Isakovic Samuel Lau Catherine BeareTel: +1 732 394 5367 Tel: +852 3760 6334 Tel: +44 78 7237 9094elma.isakovic@ u@ catherine.beare@。
SQP常见不符合项

SQP验厂常见不符合项
1、工厂没有专职的质量检验员;
2、工厂原材料直接摆放在地面上,没有用隔板隔离地面;
3、工厂的产品没有标识;
4、工厂原材料仓库没有执行先进先出的原则;
5、工厂没有设定待检区及不合格品区;
6、工厂没有进行风险评估;
7、工厂管理评审的输出没有验证;
8、工厂在包装车间发现刀片没有管控;
9、工厂没有制定产品召回程序;
10、工厂的抽样方案没有执行GB2828-2003标准;
11、工厂机台设定的工艺参数与作业指导书不一致;
12、工厂机台没有进行定期的安全设备保养点检;
13、工厂在车缝车间发现有断针;
14、在检针过程中工人不熟悉九点测试法;
15、工厂没有做首检记;
16、工厂没有对不合格品进行原因分析、制定纠正预防措施的相关记录;
17、工厂没有制定年度的培训计划;
18、工厂没有对培训有效性进行评估;
19、化学物品的使用没有登记;
20、产品的可追溯性无法体现;。
SQP审核-质量事故和报告控制程序

1.目的:当产品发生质量事故,危机产品或用户安全使用,在采取纠正或预防的同时,根据需要及时向客户或相关方报告,把事故的影响和损失减少到最低程度。
2.范围:适应本公司所有产品事故的处理。
3.职责#3.1产品事故第一发现者:发现事故立即采取补救措施,并详细记录事故情况。
3.2事故发生部门主管:立即组织相关人员对产品事故的现场进行处理,防止事故蔓延,并调查事故发生原因,提出采取的补救措施。
2.3品质部主管:组织相关部门主管展开事故调查,并汇总意见,提出采取的补救措施,报送厂长。
发生重大质量事故时,到现场参与抢救,对事故的处理结果进行确认。
3.4相关部门主管:调查事故情况并提出建议采取补救措施,发生重大质理事故时,到现场参与抢救。
3.5厂长:负责质量事故最终决策,发生重大质量事故时,到现场指挥抢险。
3.6执行部门主管:组织实施事故处理。
3.7现场QC:对处理过程进行监督、检查。
4.作业程序4.1质量事故的定义与确定4.1.1质量事故:导致生产或供应不安全,非法或不符合标准的产品;或产品不能满足预期或规定用途,存在潜在质量隐患而造成经济损失或人员伤亡及其他损失的意外事件。
4.1.2质量事故的确定凡发生一下情况之一者,则确定为质量事故:a.因产品质量问题而造成下一道工序或本公司停工一天以上(含一天)的事故;b.因产品质量问题,影响产品交货期而使合同不能履行的事故;c.因产品质量问题造成用户批量退货或索赔;d.因本公司产品质量问题造成人身伤害、环境污染造成后果的事故。
4.1.3潜在的产品事故处理依《纠正和预防措施控制程序》执行。
4.2处理事故的原则4.2.1任何时候都应坚持预防第一,尽量避免产品事故的发生。
4.2.2当出现产品质量事故立即由品质部向厂长和客户报告。
4.2.3.3检查和回顾,完善防范措施。
4.3产品事故处理过程4.3.1事故现场的紧急处理4.3.1.1事故发现者或事故发生部门应立即采取补救措施,防止事故蔓延。
SQP验厂审核关于风险评估的要求

SQP验厂审核关于风险评估的要求
一、工厂首先应建立风险评估的标准程序要求;
二、风险评估的做法应参考TS16949的五大工具之一《FMEA潜在失效模式及后果分析》,并形成相应的记录。
三、工厂的相关负责风险评估的人员应该接受风险评估知识的培训,了解风险评估的程序要求、具体操作模式、风险的管控要求、风险如何识别等相关知识,并形成培训记录。
四、在做SQP验厂审核风险评估过程中应针对某个类似的一组产品或单个产品进行内险评估,形成FMEA记录;
五、在做SQP验厂审核风险评估过程中应考虎到原材料的质量问题对产品风险产生的影响;
六、在做SQP验厂审核风险评估过程中应考虑到产品的生产工艺流程,按照生产工艺流程,对每个工序产生的风险进行识别、分析并制定控制方案;
七、在做SQP验厂审核风险评估过程中应考虑到储存、交付、搬运过程中产生的质量风险;
八、在做SQP验厂审核风险评估过程中应考虑到化学物品引发的消防、人身安全、质量等产生的风险;
九、在做SQP验厂审核风险评估过程中应考虑到产品违反法律法规所引发的风险;
十、在做SQP验厂审核风险评估过程中应考虑到机械设备对人身安全产生的事故所引发的风险; 十一、在做SQP验厂审核风险评估过程中应考虑到产品本身的质量潜在风险;
十二、对识别的所有风险应明确严重度、产生的频次、可探测度的分数,并形成风险的系数;
十三、对所有的评估出来的风险要制定控制计划;
十四、在所有识别的风险过程中应对严重度较高的风险制定纠正预防的措施,使其降低风险的系数。
SQP验厂专用文件-质量管理体系管理评审报告
7.9.3在物理性风险方面,板房在产品开发时要特别留意产品的外形与内部构造,确保产品不会有尖点、利边和小物件等产品风险;在生产过程中,品质部要定期对产品进行检测和试验,发现有安全问题时,立即召集相关部门开会讨论解决方案;各部门严格依照“利器管理程序”要求对利器进行管控;车缝部/手工部严格依照“利器管理程序”要求对针类进行管控;所有车缝产品要100%过针机方可进入下一生产工序,对有怀疑或断针未打齐的产品严格按照《利器管理程序》执行;严格执行公司玻璃碎品管理规定;
①
建议:如何加强公司的企业文化建设,减少中层管理干部的流失问题。
跟进:现在全国各地都在进行工业园的开发,工厂的管理干部回流内地非常大,这是东莞企业普遍存在的问题。
②
建议:生产安全是企业的生命,公司需要以“生产安全标准化”为契机,加强员工的安全操作培训;适当增加投入来减少工厂的安全隐患。
跟进:2017年依据东莞市“企业生产安全标准化”要求建立了安全生产标准化体系,但是安全生产是个不断优化的过程,工厂在持续改进中。
2、2017年3月,ITS对本公司进行了ISO9001-2015管理体系认证,发现3个不符合项,工厂已经做了改善,详细资料可以参考《ITS审核报告》。
7.3
顾客满意和投诉信息(负责人:管理者代表)
7.3.1顾客满意度
7.3.1.1在2017年9月我们对顾客满意度进行了调查,满意率得分(平均)是90.3分(详见2017年《客户满意度调查汇总表》),达到了工厂的【客户满意度85分以上】的目标。
验厂重点

驗廠重點提示1.工廠人事組織圖總經理–廠長-生管-財會- QC部門要獨立於生產部門Comment:2.工廠全廠平面面積圖可以自己劃, 減少不必要區域, 計算總面積各棟面積使用面積宿舍…目的是方便巡廠驗廠用主要過道必須通暢Comment:3.工廠執照營業證稅務登記國稅地稅繳稅證明須有正本及影本備查(年審/地址一致不可塗改)出口許可證/海關自理報關登記證書(或第三方公司-報關公司資料名稱)Comment:4. 廠規/員工手冊/員工培訓員工訓練手冊各種生活紀律規定生產/品管/消防/急救/機器設備操作/化學品使用與保存/工作安全培訓時間/課表/師資EHS環境安全健康委員會/安全生產委員會組織架構圖和章程,EHS例會會議記錄(Wal-mart2006年新要求)不要有刺激性字眼:懲罰扣款記過處分體罰/限制出入等當地勞動法規需copy1份放工廠備用不准童工(16歲以下) 不准囚工不准虐待工人不准非法入境工人書面寫上:企業不得因種族、社會地位、國籍、傷殘、性別、生育傾向、工會、會員資格或政治派系等原因存在歧視。
不使用16歲以下童工不可”永不錄用”不可收押金(押工資)+押身分證+介紹費Comment:5.專門負責驗廠人員須有工廠指定專門人員/部門負責平時驗廠資料維護及應付臨時突擊抽檢的資料/人員緊急應變疏散步驟,多做演習以鍛鍊應付突擊的能力.現時突擊機率越來越大,必需有專人統籌核對所有資料并保證考勤和工資及生產記錄的及時性(隨時驗隨時OK!)Comment:6. 人事資料/合同新人上崗需先繳好完整人事資料整理成冊/必需每個工人的人事資料上都有照片/身分證複印件(提防假冒頂替/過期證件)未滿十六歲為童工絕不可用須確查身分證沒有任何藉口16~18歲為青年工須報備政府每個未成年工每年都有體檢記錄備查員工健康檢查(若員工在進廠一段時間後滿18歲,則其在進廠時的體檢證明應該保留直至其離開工廠後一年) 健康證由工廠付費不得從事危險工作如噴漆….詳細清點工廠人數確定上報人數緊縮再緊縮以老員工為主新進人員及最近狀況不佳被記過被扣錢者則不上報或以請假處理臨時工暑期工借廠工均須清廠閒雜人家人小孩…則當天不可出現在廠區及宿舍請假離職員工新進員工須注意或抽出雜工/臨時工亦須有人事合同身分證影本並判別真伪(公安字型…檢查正面印章(局字/安字)和出生/反面的”香蕉”圖案/手寫筆跡,鑑別真假在職員工/每月離職花名冊(包含身分證號碼/入廠日期等)員工流動率不要過高合同須自願不可強迫加班(加班是自願的) 必需寫明合同定立雙方的信息/合同期限/試用期(一年一個月/半年15天)/工資符合最低工資標準/工資類型(記時/時薪)/工資發放時間/發放形式(現金/銀行轉帳)/是否有違規條款/簽訂合同時間(不可與考勤衝突)與人事資料是否一致/簽訂合同時間是否在入職30日內/合同條款若有變更必需雙方簽章確認招工方式列明工會代表?上海shenzhen 珠海合同免公證國家規定人事檔案保存2年進廠日+離職記錄不可有與工卡沖突時間,離職人員列清單,離職人員資料單獨存放(辭職單、人事資料和合同、辭職當月的工卡和工資領取紀錄—深圳:用人单位与员工的劳动关系依法解除或者终止的,支付周期不超过一个月的工资,用人单位应当自劳动关系解除或者终止之日起三个工作日内一次付清;支付周期超过一个月的工资,可在约定的支付日期支付。
欧美客户质量验厂必备程序文件汇编
欧美客户质量验厂必备程序文件汇编适用于:各欧美客户的质量验厂,如SQP,COSTCO质量标准,WALMART 的FCCA,TARGET质量标准,KMART的质量标准,家乐福的质量标准,JCS的质量标准等。
虫害控制程序利器管理控制程序(重点)玻璃管理控制程序客户抱怨处理控制程序(重点)试产控制程序(重点)产品变更控制程序样品管理控制程序装配快速转线控制程序防静电控制程序测量系统分析控制程序首件确认控制程序产品风险评估控制程序(重点)产品召回控制程序(重点)SPC程序成本控制程序(重点)来料检验控制程序(重点)过程检验控制程序(重点)成品检验控制程序(重点)客户验货控制程序模具管理控制程序工装管理控制程序相关重要记录其他现场相关要求虫害控制程序利器管理控制程序玻璃控制程序客户抱怨处理控制程序试产控制程序产品变更控制程序1、目的为了保证公司对申请认证的产品,在生产中按认证的要求一致性生产,特制定本办法。
2、范围适用于本公司通过认证的所有认证产品的变更。
3、职责各部门(包括客户):提出对产品某些特性、结构或外观等更改。
研发中心:对更改做出变更评估。
品保部:对变更进行监督。
《文件控制程序》《质量记录控制程序》样品管理控制程序防静电控制程序测量系统分析控制程序首件确认控制程序产品风险风评控制程序产品召回控制程序SPC控制程序能力较高或顾客有较高(或较低)的过程能力或性能要求时,由技术部对其相应的控制计划进行修订并将其在控制计划中予以明确注明。
12 5.12当过程能力(Ppk、Cpk)分析结果长期显示稳定时,由研发中心按《持续改进管理程序》的规定对其进行过程能力(Ppk、Cpk)的持续改进。
13 5.13公司必须按PPAP中的规定维持顾客零件批准过程要求所规定的过程能力或绩效,并对过程变更生效日期的记录。
145.14如顾客要求时,相关数据的收集由研发中心、品保部、生产部使用顾客要求的表格进行数据收集过程能力改进过程变更记录6.相关文件《统计过程控制参考手册》7.相关记录7.1 Xbar-R 图/ P 图成本控制程序来料检验控制程序。
SQP质量验厂要求及标准SQP Standard requirement

0
0
Are there adequate environmental controls for the building?If the product under assessment requires environmental controls, ensure that the supplier has controlled and verified temperature at critical areas. If environmental control is inadequate, the answer is NO. If environmental control is not applicable to the production, the answer is N/A.
是否有清洁用化学品清单。这些用来清洁的化学品应该有合适的批准程序批准,有MSDS数据。如果发现任何没有在清单中的化学品,或则没有MSDS,答案就应该是“No”
1
0
0
Is storage of chemicals used in the facility adequate?Ensure that all chemicals are stored in a manner consistent with the instructions per their MSDS sheets. Additionally, ensure that the method ofstorage is in such a manner to eliminate product contamination. Answer is NOif storage conflicts with either requirement above.
SQP验厂所需文件总结分析全面版
DG(SQP全面版)验厂所需文件1.营业执照,厂区平面图,2.品保科架构图/职责3.质量手册/质量目标及方针/产品安全目标及方针4.设备清单,设备维护保养计划,设备维修及保养记录(可不用做点检)5.程序文件\管理制度\岗位职责(从总经理到清洁员也要)\ 文件发放记录.(要最新的,包括更改,做废)---不能出现二套不一样的资料6.质量方面的证书(ISO9000)7.内部审核(计划表/检查表/报告/及改善措施追踪/改善后的效果确认) ——最好出个通告8.管理评审(计划表/报告/及改善措施追踪/改善后的效果确认)——最好出个通告9.与行业产品安全相关的法律法规的收集(按出口国家来分别收集)——像重金属测试等10.内部/测试程序(步骤)/或外部的测试报告(从原材料,半成品,最终品.)——缩率测试(特别是针织品)、拉力测试、尖边尖角的测试、甲醛含量、色劳度等.11.风险评估程序(规定多长时间一次)/评估表(风险等级及改进措施)/评估报告(按程序规定的时间做)——要做到从采购开始,到原材料,生产车间的整个环节,到成品出货,到运输,及客户,到最终消费者的风险都要做预先评估.12.合格供应商名单(最新的)/供应商管理程序(选定及评估)/初次评估记录(要有数据)/供应商的年度绩效考核(也就是年度评估,要有仓库记录数据)/采购程序/采购合同(采购合同开始就要注明必须要给此批货的原辅料的测试报告,如没注明那就得要立保证书)13.来料检验记录/生产过程的检验记录/不合格品的控制程序(检验台也不能出现不合格品)/不良率分析表14.客户投诉记录/程序(怎么沟通与处理)/召回程序,15.应急计划——生产过程突发事件(停水,停电,自然灾害等因素)可能会影响无法如期交货,在这种情况下怎么确保实时出货.16.利器收发记录/入库记录/领料记录/更换记录(车间要当天发放并收回.有几人要用就发几把)17.断针记录/入库及领用(专人去仓库更换断针,记录要放仓库保管)/台帐(车间收发员也要),18.产前会议记录/品质周会/大货的试产记录19.原料的虫害控制(要有记录)/原辅料检验程序与AQL标准(标准里明确可接受范围%比例)20.卫生管理制度/检查记录(包括车间,厂区所有范围及周围)----日检21.测量仪器设备校验证书/校验计划/内校员证书/计量仪器清单(检测面料的磅精确0.01g)22.培训制度/记录(新进员工培训/品质部培训)/年度培训计划表/考核制度.23.化学品管理制度/清单(包括灭四害的药及品牌与生产商)24.包装后入库检验程序/抽检AQL标准.25.车间的工艺单(要有复核人签名或弄个章盖)/设计图纸板样(要有复核人签名或弄个章盖)——设计部跟实验室(设计时可以做上去)26.个人用品管理制度27.产品质量事故管理规定(事故定界)首次会议记录:首先审核员在会议首选描述了这个SQP它是有两个版(基础版/全面版)基础板审的跟FCCA差不多,也会比FCCA审的东西要多,全面版的是从采购合同开始到原材料到半成品到成品制作中的每个环节,到入库,到出库到运输到客户到送到消费者为止中间预先评估联想出其中所可能会发生的所有质量安全风险.所以说有很多不同于FCCA,审核也就是照这样来推理出来的,这就是他们的审核思路.不完全是在乎产品的批次号,到产品有问题到召回到追溯.这不是最重点.这个要9000要求文件还要多,还要细,还要全.给我们的具体思路如下:1.基础设施-----基础设施的建立进入车间要有可洗手的洗手台提供,进车间要洗手,要戴帽子(包装部必须要)前面的还可以控制不一定要.2.建立制度----从建立一个工厂首先要考虑建立一个品质目标及方针与产品安全目标与方针,全面的规章制度,质量手册,程序文件,各岗位职责(从总经理直至清洁工的也要有岗位职责)3.人员招聘及培训----那就要招人了,招了人首先要做入职培训,关键岗位的人员要有进来要依据考核制度进行技术能力考核,(涉及到培训计划的制定,培训了肯定要能力考核,再就要记录在案)4.收集法律法规----以上的都建立起来了,再就会有编制作业指导书,管理层要收集产品所涉及的所有的法律法规有什么检测要求,要打印出来成册保存,及时收集更新.去意大利只要做个扣子及拉链的拉力测试,去美国的还要有缩率测试,(童装里用的钮扣,拉链等小金属件必需要做尖边尖角的测试,重金属含量,甲醛含量.色劳度等)最好是做个培训5.原料测试----再说执行要从采购开始签合同最好注明要有各种测试报告提供,没注明就得立下保证书也行,(厂家的就是重金属含量,甲醛含量.色劳度等这些供应商自己有设备测试就不会多麻烦工厂自己做就麻烦多了.6.利器控制----到车间制作过程利器控制(戒刀是禁止车间使用的)折的小片片是无法控制的,7.质量控制----到车间要有的检验过程这中间就要关注不良品区分控制,8.内部测试----到内部的测试(原料进来前,车间制成中要有测试)或外部测试9.检验记录----再到成品的入库检,接着就出货时出货抽检或客户验货报告(单做质量可不用做日报表)10.风险评估----做了段时间的工厂要做产品从原材料到消费者之间的每个环节过程中多多少少肯定会有质量事故出现,得做风险评估,11.内部审核----以后过程中肯定自己要对之前的执行情况做内审(这内审比9000内容要细,要多,要细分到每个车间,做一个审查表做记录,) 对上次内审的问题作结论,要包括对风险评估做的报告问题, 然后就要对这次审查的问题做分析调查,整改措施,跟踪实施的结果做确认)这是对车间员工用的, 要有年度内审计划表,首次跟末次会议记录及会议签到,出个通告.12.管理评审----最后就是针对管理体系的一个整个大方位的执行情况做管理评审(包括号今年的内审报告,加上内审的内容)管理评审只是要有一个计划然后加个评审报告,再就审查的问题做分析,改进措施,结果要确认.(评审是没有调查表的)-要有年度内审计划表,首次跟末次会议记录及会议签到,出个通告。
3.D-FMEA产品潜在失效模式及效应分析(SQP验厂)

4
3
使用性 能
使用不灵活,不便于穿戴或脱 顾客抱怨,甚至退货 卸 降低外观质量,顾客严重不 满意,引发退货 由于产品尺寸不能满足要 求,造成无法使用或达不到 预期效果,消费者不方便
6
▽
1、材料选用不当 2、过程管控失效 1、材料选用不当 2、过程管控失效
2
5
产品色差
4
▼
2
组装过程检验记录,拉力测试报告
4
20
NA
顾客抱怨,甚至退货
6
▼ 颜色、色差
1
要求供应商签订环保保证书,要 求采购按照供应商环境物质管理 规范进行采购环保绿色的物料
供应商签订环保保证书,第三方有害物 质测试报告
4
24
NA
产品易破损
对产品使用产生影响,顾客 抱怨,退货
4
▼
产品的材质成份等性能不 满足使用要求
1
1、对产品的材质进行管控。 来料检验报告\成品检验报告\供应商提 2、要求供应商提供产品测试报告 供测试报告 1、对产品的材质进行管控。 来料检验报告\成品检验报告\供应商提 2、要求供应商提供产品测试报告 供测试报告\成品测试报告 要求供应商签订环保保证书,要 求采购按照供应商环境物质管理 规范进行采购环保绿色的物料
项目:手部防护用品 审核人:
子项目:滑雪手套 核心小组: 编制日期:2015.6.3
金属异物未管控导致流入 ▼ 产品中,对最终顾客造成 伤害 1 制定金属管理程序,对金属工具 特别是利器进行管控。防止流入 产品中。
制程责任部门:品质部、生产部、业务部、采购部 发行日期:2015.6.4
利器管理记录\利器检查表,玻璃检查表
1
1、定期对产品的有害物质进行测 试; 2.关注法律法规的更新,及时评 估是否对产品产生影响。
SQPAudit验厂注意事项(精)

SQP Audit 验厂注意事项采购部:1. 建立新供应商评鉴2. 建立合格供应商清单3. 工厂需对合格供应商需定期依 CQDS 进行再次评分,并区分成 ABC 三种等级4. 以上做法需写入供应商管理程序文件中, 并有 C 级厂商辅导或更换的做法5. 需對所採購的化學品进行 MSDS 蒐集,并要求供应商签署有物质禁用协议仓库部:1. 进料仓库需规划,允收、待验、待退区域,要有标示2. 成品倉庫需要安装灭蚊灯3. 所有進料物料需要有物料季度管制标签, 并要 IQC 需在标签上面盖章表示品质合格,方可入库4. 各项货架、货品放置需离墙壁 50cm 的距离,仓库边的窗户需有防晒遮阳。
5. 化学品仓的二次容器、 MSDS 、灭火器、劳保用品需齐备,仓管对于物料的酸硷性要能识别,不能酸硷物料混放。
6. 要有温湿度计及每日的温湿度点检记录。
生产部:1. 各制程需设置,红色的不良品放置箱,并在箱上有明确标示。
2. 各制程需有独立的良品区域与不良品区域,并且标示清楚。
3. 所有物料半成品不可放置地面,最低要求需用纸皮垫底。
4. 生产部各制程半成品需有半成品标示标签。
5. 需有生活用具(包括:茶杯、雨傘、飲水機等放置區,且生活用具不得靠近生產線。
6. 生产的各种有参数控制的设备, 需有参数控制校对表, 并贴在机台控制区域,以便核对于查询。
7. 生产的共种设备上的设备保养表,需由机修人员进行保养的确认, 并要每日都需要进行日常维修保养, 并保留记录。
8. 各種機器需保持清洁,尤其是与产品接触到的生产区域。
9. 特别注意尖锐利器管理, 所有刀片需使用没有褶痕的刀片, 所有刀片、剪刀需進行编号、并绑在生产工位,并做好分到到具体使用人员的分发回收记录。
所有尖锐利器需有每日的收发记录,并有专人管理发放,发放记录一定要记录到发放到单个使用者。
10. 生产部成品包装线需对所有人员的穿著注意,需带手套、头套、并且不能配戴首饰,请要求所有包装人员佩戴帽子。
SQP(GMP)记录和部分程序文件责任表
责任人&完成日期①质量手册里必须要有质量目标和质量方针的规定②质量目标和质量方针要张贴在车间③负责人要给员工培训品质方针和品质目标(审核员会在现场或查资料的时候抽查)虫鼠害的控制程序①第三方,与有资质的第三方签服务合同;灭虫灭鼠记录表②自测的话,要有培训的资质证明杀虫及效果评估③每个季度进行一次灭虫灭鼠,并做好记录防止霉变的控制程序(虫害霉变控制程序)①记录粘贴在现场明显的地方&防霉变巡查的记录②记录要求霉变巡查每周一次温湿度控制程序自测,每个车间、仓库都必须悬挂当月的记录表&温湿度记录表利器控制程序①利器要每天收发,而且要有相应的收发记录,收发记录包括&利器收发记录表从仓库收发利器给车间主任,车间主任收发利器给员工②一定要是专人管理危害分析控制程序参照模板做&危害源评估记录识别出CCP人力资源控制程序①培训内容:&新员工培训内容:厂规厂纪、质量目标和质量方针、利器和化学品的安全使用、劳保用品的使用以及其他内容;①收集和检查新员工培训资料,在职培训记录(各个部门)在职培训内容:以车间为单位进行培训,内容包括岗位技能、知识、责任,员工对质量管理充分了解,质量及安全意识注意事项检查结果costco-SQP(GMP)记录和部分程序文件责任表序号1 2 3程序和记录清单质量目标4 5 6②电工、机械工程师、机械操作工、质检人员、测试人员的技能培训&定期培训资料② 每种培训都必须要有考核成绩,也就是成绩汇总表③年度培训计划表③ 每种培训一定要有相应的试卷,做试卷要用黑色签字笔或原珠笔④验厂当天提供的花名册④ 要有培训人员的亲自签名⑤ 考试的方式有笔试、口试和实操⑥ 特殊工种不能内训的可以通过外训,外训人员必须有相关证书⑦花名册里出现的人员必须要有入职培训资料,在职培训根据实际确认⑧年度培训计划表要与所有的培训资料对应得上⑨新员工入职,要有培训试卷出货控制程序书&出货准时性记录采购合同/采购订单① 要有对方的回签 ③相关采购标准件摆放在仓库里采购规格说明(参考样品)②资料的源头,给审核员看的订单必须要有供应商控制程序①《供应商名册》要包括合格跟不合格供应商&②至少每三个月评估一次①供应商名册③供应商控制程序中应有对新供应商的选择、评估的规定②合格供应商名册③供应商评估记录&跟踪评估记录④外发供应商评估记录910811准时性记录及准时性比率的统计及跟踪评估记录⑤供应商配合协议书顾客投诉控制程序&①客户投诉记录表②客户投诉的纠正预防措施表有关设备控制的程序① 每台机器设备都必须有设备点检表&①设备清单② 每台机器设备要有一个维修卡,记录机器维修的时间和内容②设备维修保养年度计划③设备都必须要有编号,每台设备需要张贴标示卡,标示③设备清洁及维护保养记录卡要含有设备的名称、编号、维护日期④设备维修申请单和维修单⑤机器配件清单⑥模具清单⑦电工的工具清单⑧生产过程中使用到的工具清单① 仪器清单① 仪器必须送外校正② 仪器年度校正计划表② 送外校正的正书必须是管方的① 测试仪器定期校准报告③ 仪器清单只能出现已经校准并且合格的仪器名称,验厂当天不能出现的仪器必须收藏起来。
2017年SQP现场整理要求

包装部
1、生产部成品包装线需对所有人员的穿著注意,需带手套、头套、并且不能配戴首饰,所有包装人员佩戴帽子(发网);
2、包装车间与成品仓安装灭蚊灯,并做好灭蚊灯清洁记录;
3、配备老鼠笼,做好老鼠笼检查记录;
化学品
管理
1、化学品要单独存放(车间使用化学品柜),专人保管,存放和使用区域要有二次容器、数据安全资料表即MSDS;
7.2不使用的机器设备,应作出状态标识
(A、维修;B、暂停;C、停机待修;D、坏机);
7.3生产的各种有参数控制的设备,需有参数控制校对表,并贴在机台控制区域,以便核对于查询;
7.4关键设备:检针机(请看“利器管理部分”)。
8、剪刀,刀具等利器工具要有每日分发,回收记录表,现场利器要有管控,编号并用绳子缚住系在工作台面,不允许使用断裂,破损的利器工具,也不允许使用无柄的刀片;每个地方都必须检查到位;
3.1各制程需设置红色的不良品放置箱,并在箱上有明确标示“不合格品”;
3.2各制程需有独立的良品区域与不良品区域,并且标示清楚;
3.3车间所有物料、半成品不可放置地面,最低要求需用纸皮垫底
4、生产各工序都在相应的位置张贴有该工序的作业指导书,在相应的工序提供了给员工参考对照用的首件样板(至少需要QC签名确认);
9
水杯绝对不可以放置于工作台面或者机器上。必须提供水杯架。
10
产品和物料要离墙50cm,不能直接放在地上(要摆放在卡板上)。
11
车间要张贴“禁止饮食”、“禁止吸烟”等标语。
12
物料与产品的检验状态要有标识。
二、现场整理要求部门注Fra bibliotek事项仓库
1、区域划分:待检区、不合格区(红色线)、合格区,且必须张贴有明显标识;
SQO验厂审核清单(quick)
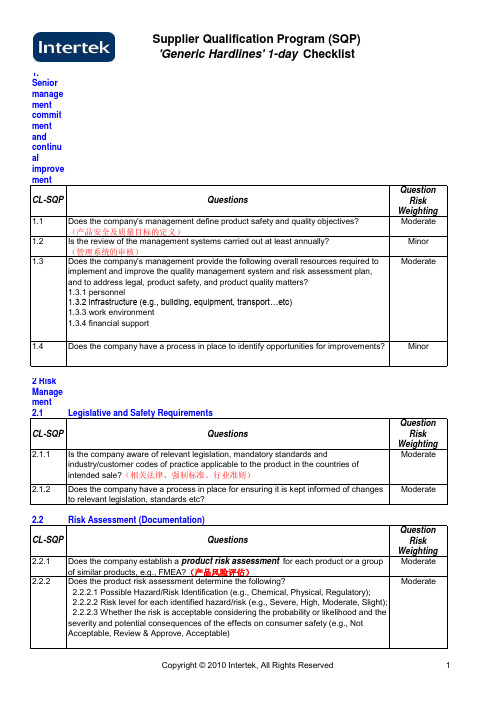
1. Senior management commitment and continual improvementCL-SQP QuestionsQuestionRisk Weighting1.1Does the company's management define product safety and quality objectives?(产品安全及质量目标的定义)Moderate 1.2Is the review of the management systems carried out at least annually?(管理系统的审核)Minor 1.3Does the company's management provide the following overall resources required toimplement and improve the quality management system and risk assessment plan,and to address legal, product safety, and product quality matters?1.3.1 personnel1.3.2 infrastructure (e.g., building, equipment, transport…etc)1.3.3 work environment1.3.4 financial supportModerate1.4Does the company have a process in place to identify opportunities forimprovements?Minor2 Risk Management2.1Legislative and Safety RequirementsCL-SQP QuestionsQuestionRisk Weighting2.1.1Is the company aware of relevant legislation, mandatory standards andindustry/customer codes of practice applicable to the product in the countries ofintended sale?(相关法律、强制标准、行业准则)Moderate2.1.2Does the company have a process in place for ensuring it is kept informed of changesto relevant legislation, standards etc?Moderate 2.2Risk Assessment (Documentation)CL-SQP QuestionsQuestionRisk Weighting2.2.1Does the company establish a product risk assessment for each product or a groupof similar products, e.g., FMEA?(产品风险评估)Moderate 2.2.2Does the product risk assessment determine the following?2.2.2.1 Possible Hazard/Risk Identification (e.g., Chemical, Physical, Regulatory);2.2.2.2 Risk level for each identified hazard/risk (e.g., Severe, High, Moderate,Slight);2.2.2.3 Whether the risk is acceptable considering the probability or likelihood andthe severity and potential consequences of the effects on consumer safety (e.g., NotAcceptable, Review & Approve, Acceptable)Moderate2.2.3Does the company conduct a process risk assessment of hazards potentiallyintroduced during the production, packaging or storage processes?(过程风险评估)Moderate2.2.4Does the process risk assessment identify the following?2.2.4.1 A list of potential risk or hazards in the production process2.2.4.2 Control points to manage the identified risk to acceptable level2.2.4.3 Accept / reject limits defined for each control2.2.4.4 Corrective action to be taken where a CCP is out of control2.2.4.5 Responsibility of Control Points2.2.4.6 Records of monitoring & reviews ModerateSupplier Qualification Program (SQP) 'Generic Hardlines' 1-day Checklist3 Management System3.2General Documentation Requirements3.10Business Continuity PlanningThe company shall have procedures in place to identify methods of ensuring business continuity in the case of major incidents/threats to a business.4. Site Standards and Facilities5. Product Control5.6 Product Transport, Storage and Distribution5.8 Product ClaimsThe company shall have procedures in place to validate any declared product information or6. Product Conformity Assessment7. Process ControlCopyright © 2010 Intertek, All Rights Reserved11。
COSTCO QMS及GMP验厂审核标准培训教材

5
MAIN AUDIT METHODS 主要审核方式
Management staff interview管理人员访谈 On-site inspection现场审核
Document review文件审核
Workers interview, focus on warehouse person, inspectors, production persons, etc. 工人访谈, 主要关注仓库人员,检验人员,生产人员等。
Special checkpoints except QMS 除了QMS以外的特别检查点
Identified frequent NC经常出现的不符合项
2
Costco Factory Capability Audit combines both quality management systems as well as good manufacturing practices Since on Dec. 8, 2014(before that, it was QMS audit). 厂能力审核自2014年12月8日 起 是结合了质量管理体系和良好生产规范要求的审核(在此之前, 只是质 量管 理体系审核) All Costco factories will be audited by a 3rd party. Factory or supplier apply audit from Costco. The 3rd party lab assignment is random. Assigned third party quote, arrange schedule, conduct audit within 30 work days. 所有Costco的工厂都要经过第三 方审核。 Costco协调员会随意指定公证行进 行审核。工厂或中间商直接向 Costco申请审核. 第三方报价,排期,实施审核,要求30天内完成。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
SQP
1、产品可追溯性模拟演练报告
2、量测设备清单,校正报告
3、质量方针的合法性和安全性
4、质量方针每个人能回答出来
5、质量方针和目标评审记录
6、生产工艺流程图
7、管代任命书
8、主要人员任命书
9、关键岗位人员及后备人员任命书
10、利器管控负责人任命书
11、内审和管理评审要做的很细
12、虫害控制:外包协议、资质、杀虫记录
13、工厂玻璃分布统计表、定期检查记录
14、生产、仓库每月卫生评分表
15、厂区卫生检查记录
16、洗手间用品配置、卫生检查记录
17、客户满意度调查表,客户满意度分析
18、客户投诉清单,纠正预防措施报告
19、产品召回模拟演练报告
20、突发事件处理记录表
21、质量目标分解及月统计表,产品交期统计表
22、客户样品清单
23、岗位说明书
24、环境方针与标准
25、不良品统计表,不良品趋势分析
26、产前会议记录
27、试产报告
28、法律法规行业清单
29、新员工培训计划、培训记录、考核试卷
30、员工绩效考核方案
31、化学品清单(CSA编号)
32、危费转移五联单、危费品放置环境避雨、防火
33、产品风险评估(重点)
34、生产过程危害因素、工艺风险评估,风险评估要划分到负责人;
(重点)
35、机器设备清单、设备点检表、设备保养表
36、供应商采购合同,调查表,供应商每月评定一次
37、成品、原料第三方测试报告
38、利器管制
39、玻璃制品、易碎品管制
40、检验区域、包装区域、仓库光线照明度要求
41、包装区、仓库安装防爆灯管
42、设备停用做停用标识
43、样品测试记录
44、每款产品做测试计划(分打样、产前、试产、量产阶段)(重点)
45、每款产品做控制计划(重点)
46、车间温湿度监控
47、QC组织架构图、联系电话
48、应急计划(停电、机台关键零配件清单、储存台账)
49、厂区蜘蛛网、虫蝇清理、门窗卫生清理
50、包装区域人员戴手套,头发戴帽子
51、员工不能佩戴首饰
52、客供物料提供客供物料清单
53、供应商合同中明确“产品召回处置办法”
54、要求工厂装灭蚊灯、老鼠笼
55、客户样品收发记录
56、包材避光,产品不能靠墙,物料堆积限高;窗户关闭,所有物
料不能放地上。
57、客人在仓库抽检样品、测试后样品如何处置(程序文件)
58、调查员工需要做哪些培训(员工培训需求调查表)
59、风险评估培训记录
60、产品变更控制程序
61、工艺变更控制程序
62、珠宝首饰控制程序
63、易碎品控制程序
64、质量事故定义和报告控制程序
65、替岗管理程序
66、法律法规及其他要求控制程序
67、化学品控制程序
68、虫害控制程序
69、产品风险控制程序
70、紧急采购控制程序
71、产前会议控制程序
72、应急计划程序
73、废弃物管理程序
74、建筑物外面结构检查程序
75、厂区环境卫生管理制度(规定打扫卫生用哪些工具、化学品)
76、产品打样控制程序。