冲压模具与五金模具知识大全
五金冲压知识
KORTAK Group
二.冲压加工设备
送沖床
收料機
三 .冲 压 模 具
KORTAK Group
冲模之种类
二次元 模具
冲 压 模 具
三次元 模具
剪断模 弯曲模 抽引模
冲胚模 冲孔模 缺口模
V型 弯 U型曲弯 剪 曲弯 模
顺送模
抽引落下 向 上模抽 引 冲 胚模抽 引 模
痕的能力. (布氏硬度.洛氏硬度.维氏硬度.萧氏硬度)
五 . 冲压加工实例
1.冲压工艺
2.冲裁
模具间隙之确定方法
1.理论确定法 (使用不便 ) 2.经验确定法:
软材 : t<0.5mm z=(3.5~5)%t t=0.5~1mm z=(6~8)%t
t=1~3mm z=(10~15)%t
t=3~5mm z=(15~20)%t
冲压模具之构造 上模
导柱
模座 • 冲子固定板 • 脱料板
垫板
• 刀口固定板
下模
冲压概论
上模組 下模組
四.冲压材料
冲压加工常用材料
• 黑色金属: 各类碳钢 , 不锈钢.
• 有色金属: 黄铜 ,青铜 ,紫铜 ,硬铝 ,钛合金等.
• 非金属材料: 纸板 , 胶合板 , 橡胶 , 塑料等.
冲压加工常用材料
大纲
一.冲压加工定义及其应用 二.冲压加工设备 三.冲压模具 四.冲压材料 五.冲压加工实例 六 . 工厂简介与联系方式
KORTAK Group
一 .冲 压 加 工 定 义 及其应用
KORTAK Group
冲压:是一种先进的金属加工方法
是建产在金属塑性变形的基础上,利 用模具和冲压设备对板料金属进行加工, 以获得所需要的零件形状和尺寸
冲压模具基础知识讲义一
DE 下模板 材質﹕SLD(D2)熱處理 HRC58~60
LB 下墊板 材質﹕YK30 熱處理 HRC48~52
L20P05/0下921模座 B2 下墊塊 B1 下托板 材質: SS41 copy right from Lemon.xu by liguo.shi
19
5.1沖孔模
2005/0921
copy right from Lemon.xu by liguo.shi
定位凸點 以刺 破的方式成形 需脫料 凸點的 高度一般為T0.2
7
成形工序: 凸包與打橋
2005/0921
有工藝孔之 打橋式 先沖 工藝孔再成 形橋式 沖頭 仿形 入塊可 做平的
無工藝孔之 打橋式 用刺 破形式成形 需加脫料
凸包成形 凸包較高較 大時需整形 打凸時沖 頭仿形即可 整形時凸 包四周需做壓筋
U2 上墊塊 材質﹕SS41
EJ 擊出板 材質﹕S50C 熱處理 HRC45~48
UP 上模座 材質﹕SS41
UB 上墊板 材質﹕YK30 熱處理 HRC48~52
PH 上夾板 材質﹕SS41 用來夾持沖頭零件等
PP 止擋板 材質﹕YK30 熱處理 HRC48~52
PS 脫料板 材質﹕SLD(D2)熱處理 HRC58~60
圓形凸包
copy right from Lemon.xu by liguo.shi
8
成形工序: 反折拍平
2005/0921
拍平后兩片料貼在 一起 若反折邊較短 可直接用壓平式成 形 若反折邊較長 則 需用側推形式成形
反折邊較短 一般指不超過 4mm 用壓平
反折邊較長 或 整條大邊反折 用側推成形
copy right from Lemon.xu by liguo.shi
冲压模具基础知识
工艺性分析
OK?
N O
YES
毛坯排样
冲切刃口设计
工序优化成组
工序排样
工序排样图
工艺计算
结构概要设计
压力机
不合适 备料,毛坯粗加工
价格,周期 评测 合适
结构详细设计
零件设计
零件明细表
外购件明细 标准件明细
装配图
模具零件加工
零件图
四、冲压模具常用钢材及表面处理: Steels and surface treatment
二、冲压模具的基本结构: Basic structure
復 合 模 (彈簧脫料) 結 構 圖 例
CP
要釆用綠色彈簧
TM( 25*55)日產彈簧
PRL
所有模具必須作限位塊 以作下死點保護
要釆用紅色彈簧 TM( 25*30)日產彈簧
5 UDS 4
UBP 15
PP
23
UDP
8
16 17
USP
6
19 18
HRC62-64 HRC62-64
HRC 62-64 Nitriding >>TD Coating 渗氮甚至TD处理 HRC58-62 HRC54-58 -
Cr12/D2
Stainless steel plate 不锈钢板 Self lubricating and copper base 铜座、自给润滑 A3/45/Q235
Cr12MoV/D2/SKD11/DC53/SKH-9
Surface Treatment / HARDNESS 表面处理及硬度
HRC62-64、
Cr12MoV/D2/SKD11/DC53/SKH-9 SKD11/DC53/SKH-9 A3/45 45 D2/SKD11/DC53 D2/SKD11/DC53 Cr12MoV/D2/SKD11 45/Cr12
五金冲压与模具基本知识
二,冲切模:
冲裁件常见问题及解决方案: 冲裁件毛刺出现及解决方法,在冲裁过程中,由于凸凹 模之间间隙的不合理性会出现毛刺或凸凹模在冲压过程 中有磨损现象,其间隙会增大,从而出现毛刺,所以在 设计冲裁模时根据材料厚度、性能合理选取凸凹模间隙
。
3.成型模:其可考慮覆合模與切剪模並用,主要考量其工件之型
板
板
顧名為夾取沖頭或入塊而使用之。
上 中墊板 下
應其使用之功能考量 其熱處理後之HRC值
其為置於出活動性之脫板上、下為使脫板中 之入塊沖頭,不易掉落而設。
剪切
切口
弯曲
抽引
打击
3.5 有关以下几点,大致归纳如下。 剪切 用剪刀或模具切断板材,切断线不封闭。 切口 在坏料上将板材部分切开,切口部分发生弯曲。 弯曲 用模具使材料弯曲成一定形状。 抽引 将板料或工件上有孔的边缘翻成竖立边缘。 打凸,拉伸 将板料毛坏压制成空心工件.
4. 冲压模具的构造 4.1 冲压模具的构造 冲压模具的构造大体上可分為刀具部、保持部和辅助部。 ●刀具部(冲孔机构) 直接作用於材料的部分 ●保持部(母模刀口机构、固定基準基构、、配套模座等) 固定刀具 ●辅助部(压料脱模机构、导向、定位等)
3.1 冲压模具(冲压加工)(A)
冲孔.切边加工大陆与台湾用语不同之处
□穿孔(冲孔) 呈封闭曲线的完全分离 □外形切割(外形切边)、(剪边) 呈开放型曲线的完全分离 □切断(剥料) 完全分离
3.2 衝壓模具(衝壓加工)(B) 成型 □除彎成V字型的V彎曲之外,還有L字彎曲、臺階狀的Z字彎 曲、N字彎曲、帽型彎曲等。 □彎成筒型的卷邊加工、圓型彎曲。 □扭轉彎曲。
5.3移动方式(三) 前迚/回车 工件的保持及释放(夹紧/放开) 工件的上升·下降(升/降)
冲压模具基础知识
实用标准文档冲压模具讲座第一章概论.冲压加工的重要性及优点。
1.重要性:冲压工艺应用范围十分广泛,在国民经济的各个部门中,几乎都有冲压加工产品。
如汽车,飞机,拖拉机,电器,电机,仪表,铁道,邮电,化工以及轻工日用产品中均占有相当大的比重。
2.优点:1)生产率高。
2)精度高,质量稳定。
3)材料利用率高。
4)操作简便,特别适宜于大批量生产和自动化。
二.冲压加工的概念。
1.概念:即利用压力机及其外部设备,通过模具对板材施加压力,从而获得和尺寸零件的加工方法。
冲压加工的三要素:冲床,模具,材料。
冲压是生产中应用广泛的一类加工方法,主要用于金属薄板料零件的加工。
在产品零件的整个生产系统中,冲压只是一个子系统,所涉及的也仅是产品制造过程的一部分。
随着市场对产品成本和周期等要求的提高,的重要方向。
影响冲压加工的因素:三.冲压工序的分类。
冲压工艺按其变形性质可以分为材料的分离与成形两大类,每一类中又包括许多不同定形状从系统的整体优化中确定相关的各要素已成为技术和管理发展^格料序产滑量人冲压加工系统实用标准文档的工序。
冲压的基本工序:1. 冲裁:包括落料和冲孔两个工序。
1 )落料:模具沿封闭线冲切板料,冲下的部分为工件,其余部分为废料,设计时尺寸以 模仁为准,间隙取在冲子上;2 )冲孔:模具沿封闭线冲切板料,冲下的部分是废料,设计时尺寸以冲子为准,间隙取 在模仁上。
2. 剪切:用模具切断板材,切段线不封闭.3. 切口 :在坯料上将板材部分切开,切口部分发生弯曲.4. 切边:将拉深或成形后的半成品边缘部分的多余材料切掉。
12.外缘翻边:将工件的外缘翻起圆弧或曲线状的竖立边缘。
在板料或工件上压出筋条,花纹或文字,在起伏处的整个厚度上都有变薄。
16.卷边:将空心件的边缘卷成一定的形状。
17.胀形:将空心件(或管料)的一部分沿径向扩张,呈凸肚形。
文案大全5.剖切:将半成品切开成两个或几个工件,常用于成双冲压。
切口切边剖切6.弯曲:7.卷圆: 用模具使材料弯曲成一定形状( 将板料端部卷圆。
常见冲压模具的一些基础知识
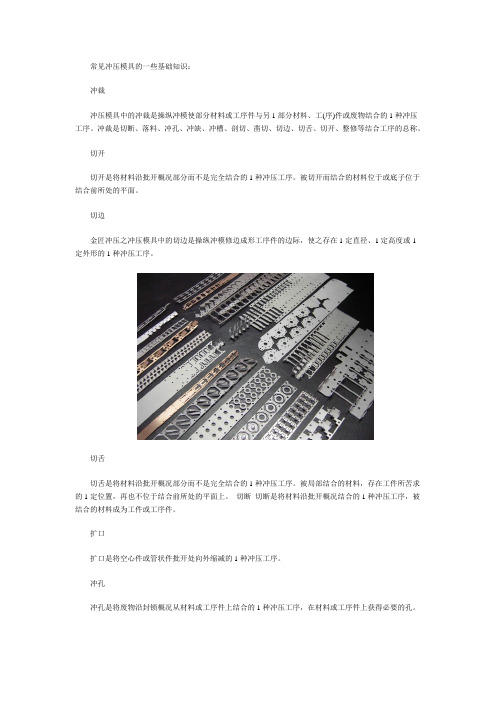
常见冲压模具的一些基础知识:冲裁冲压模具中的冲裁是操纵冲模使部分材料或工序件与另1部分材料、工(序)件或废物结合的1种冲压工序。
冲裁是切断、落料、冲孔、冲缺、冲槽、剖切、凿切、切边、切舌、切开、整修等结合工序的总称。
切开切开是将材料沿批开概况部分而不是完全结合的1种冲压工序。
被切开而结合的材料位于或底子位于结合前所处的平面。
切边金匠冲压之冲压模具中的切边是操纵冲模修边成形工序件的边际,使之存在1定直径、1定高度或1定外形的1种冲压工序。
切舌切舌是将材料沿批开概况部分而不是完全结合的1种冲压工序。
被局部结合的材料,存在工件所苦求的1定位置,再也不位于结合前所处的平面上。
切断切断是将材料沿批开概况结合的1种冲压工序,被结合的材料成为工件或工序件。
扩口扩口是将空心件或管状件批开处向外缩减的1种冲压工序。
冲孔冲孔是将废物沿封锁概况从材料或工序件上结合的1种冲压工序,在材料或工序件上获得必要的孔。
冲缺是将废物沿批开概况从材料或工序件上结合的1种冲压工序,批开概况形成缺口,其深度不超越宽度。
冲槽冲槽是将废物沿批开概况从材料或工序件上结合的1种冲压工序,批开概况呈槽形,其深度超越宽度。
冲中心孔冲中心孔是在工序件皮相形成浅凹中心孔的1种冲压工序,后面材料并无相应凹出来。
精冲精冲是光洁冲裁的1种,它操纵有带齿压料板的精冲模使冲件局部断面一切或底子一切光洁。
间断模冲压模具中的间断模是存在两个或更多工位的冲模,材料随压力机旅程逐次送进1工位,从而使冲件渐渐成形。
单工序模单工序模是在压力机1次旅程中只完成1道工序的冲模。
组合冲模组合冲模是按几何身分(直线、角度、圆弧、孔)逐副渐渐形成各种冲件的通用、可调式成套冲模。
平面状冲件的外形概况1般必要几副组合冲模分次冲成。
压凸压凸是用凸模挤入工序件1面,教唆材料流入面前凹坑以形成凹出来的1种冲压工序。
压花是强行部分排斥材料,在工序件皮相形成浅凹斑纹,图案、文字或标志的1种冲压工序。
五金模具冲压基础知识点
五金模具冲压基础知识点
五金模具冲压基础知识点包括:
一、冲压原理:冲压是一种利用强有力的冲击力使金属材料受到应力而变形的加工方法。
冲压主要依靠冲床作动力,把模具中的型腔内的金属材料填料压缩,并以相对较低的温度下完成加工形态。
二、冲压工件:冲压工件可能是金属板,金属带,复合材料,塑料,橡胶板等。
三、模具组成:模具由模架,冲头,模板,剪刀,模柄等组成。
四、冲压特征:冲压特征主要表现在模具的精度,加工深度,冲头的选择,型腔的尺寸,冲头的控制,冲压气动系统等方面。
五、冲压技术:冲压技术包括单冲压、双冲压、多冲压、复合冲压、折弯冲压、拉伸冲压等。
五金连续冲压模具基础知识

五金连续冲压模具基础知识五金连续冲压模具是采用传统冲压方式加工五金件的机械设备,由于它能够满足大量生产,减少成本,以及容易操作,因而受到了越来越多的欢迎。
但是,在使用这种模具时,我们还需要有所了解,下面就为大家介绍一下五金连续冲压模具的基础知识。
一、五金连续冲压模具的结构五金连续冲压模具的结构一般包括模芯、模板、模具座、模夹、定位架、模头、联轴器、液压缸等主要部件。
模芯由若干模板组成,模板由各种不同形状的结构组成,是连续冲压模具的核心部件;模具座固定模芯,模夹固定模板;定位架用于定位模具,模头用于支撑模具;联轴器用于将液压缸和模具连接起来,液压缸用于控制加工程序及实现冲压力量。
二、五金连续冲压模具的工作原理五金连续冲压模具的工作原理是,当推动液压缸时,液压缸的活塞会向前推动模头,从而造成模具座的上下运动,模芯也进行上下运动,从而将模板中的五金件固定住,然后冲压模头会将模板中的五金件冲压出来,完成整个冲压过程。
三、五金连续冲压模具的优点五金连续冲压模具的优点非常明显,其中主要有以下几点:(1)节约成本:采用连续冲压工艺,可以节约成本,可以大大减少加工时间和材料损耗;(2)加工精度高:由于采用连续冲压工艺,可以保证加工的精度,使产品的质量更高;(3)灵活多变:采用连续冲压模具,可以根据客户的要求进行多变的加工;(4)容易操作:连续冲压模具操作简单,控制简单,可以大大减少操作时间。
四、五金连续冲压模具的应用领域五金连续冲压模具可以应用于各种五金产品的加工,如电子、机械、家用电器、汽车部件等行业,可以应用于各种五金件的加工,如冷压件、热压件、冲床件、拉伸件等。
五、五金连续冲压模具的使用注意事项使用五金连续冲压模具时,需要注意以下几点:(1)模具更换时,应检查模具的位置是否正确,以确保正确安装;(2)检查模具的连接件是否受损,以确保正常运行;(3)操作时应注意安全,以防止发生意外;(4)定期维护模具,保持模具的正常使用效果;(5)要根据不同材料选择合适的模具,以确保加工效果。
五金模具和冲压模具有区别吗?

五金模具和冲压模具有区别吗?
【答】:这个问题问得好,五金模具包含冲压、注塑、铸造三个领域,前者包含后者,在同类型产品生产中是无差别的,比方说两者都可以生产五金冲压件,而前者除此之外还能胜任更广阔的的领域,注塑显而易见适用于塑胶品的生产制造,加工工艺完全与冲压方式不同。
今天就分析它们在5G基站一体化机柜、智能家居机器人两个领域中的应用吧。
1.5G基站一体化机柜
5G基站一体化机柜由冲压件和塑胶部件组成,我们可以从这配产品中分析五金模具和冲压模具的区别。
如今5G概念成了各种产品的研发方向,相信不久之后,我们就能享受技术升级带来的各种感官体验了。
基站很大一部分部件都是由金属结构件打造而成,尤其是冷轧板的应用广泛,其工艺类型是冲裁折弯、去边打孔、表面喷粉等,更加注重生产规模和质量控制,诚瑞丰在这几个方面都很擅长;而注塑部件是起到减轻机柜重量,增强信号传输功能等作用,结构和工艺都比前者简单,这方面就不作详谈了。
2.智能家居机器人
其实很多概念中的产品,都是先传播后生产上市的,智能家居机器人这个概念在十几年前还是相当陌生的,大众认知度不高,如果突然上市销售,很多消费者不一定能接受。
而如今随着宣传逐步到位,产品用途特性等广为人知,就可以叫供应商开模生产了,其中五金模具中的注塑模负责塑胶部件的量产,冲压模具负责金属结构件件的加工,诚瑞丰目前在为库卡机器人加工金属件的任务,表面喷漆工艺处理到位,双方达成满意合作。
五金模具培训资料

依据产品材料
根据产品材料的性质和加工特 性,选择适合的模具类型和材
料。
依据生产工艺
根据生产工艺的要求和产品的 特点,选用适合的模具结构和
类型。
选用标准件
针对通用性较高的模具,应尽 量选用标准件,提高维修效率
和降低成本。
五金模具的设计与选型案例分析
01
02
03
案例一
某产品由于浇口设计不合 理导致模具无法正常生产 。
稳定材料的内部结构和提高材料的韧性。
04
五金模具的质量检测与控制
五金模具的质量检测方法与设备
检测ห้องสมุดไป่ตู้法
包括外观检测、尺寸检测、硬度检测、金相检测、无损检测 等。
检测设备
如卡尺、千分尺、硬度计、金相显微镜、X射线荧光光谱仪等 。
五金模具的质量问题与改进措施
质量问题
如模具表面粗糙、尺寸偏差、硬度不均、耐腐蚀性差等。
• 电火花加工和电解加工适用于对高硬度和高熔点的 材料进行加工。超声波加工可以用于对微小和薄壁 零件进行高效加工
五金模具的表面处理与热处理
• 表面处理 • 五金模具表面处理可以提高模具的耐磨性、耐腐蚀性和抗疲劳性等性能,常用的表面处理方法包括镀铬、
氮化、碳氮共渗和渗金属等。 • 镀铬可以增加模具表面的硬度和耐磨性,氮化可以增强模具表面的耐腐蚀性和抗疲劳性,碳氮共渗和渗金
分类
按照用途可分为各种类型的模具,如冲压模具、拉伸模具、 弯曲模具、成型模具等;按照结构可分为单工序模具、复合 模具和级进模具等。
五金模具的材料及特性
材料
五金模具常用的材料有碳素工具钢、低合金工具钢、高速工具钢、硬质合金 、合金钢等。不同材料具有不同的特性,需要根据使用场合和要求进行合理 选择。
冲压模具基础知识

08
冲压时严禁几片零件重叠一起 冲裁。
添加标题
3.4 冲压生产时要及 时取废料
添加标题
废料堆积易造成废料 排放通道堵塞损坏模 具;
添加标题
废料堆积在冲模上, 或工作台上或地面上 容易造成伤人事故;
添加标题
废料堆积易造成冲模 刃口崩刃,损坏模具;
添加标题
废料堆积易造成零件 定位不准确,导致零 件报废。
清洁度为 “下等”:
一.模具底板上、下表面及工作部位内、 外表面有废料、废渣、积尘、油污、 破布、锯末等杂物;
二.模具底板减轻槽内有存油、废料、破 布、锯末等杂物;
三.导柱、衬套或导板等活动导向部位没 有清洗干净,没有加注润滑油等
(三)现场生产相关的问题事项
一.3.1 冲压模具安装前,要对模具进行检查: 二.对于领来的模具,新模具,必须经过试冲验证并带有合格试件;老
时对制品进行检查。
01
3.3 在使用冲模时应注意
02
安装冲模的压力机必须要有足 够的刚性、强度和精度;
03
安装冲模前必须将工作台面与 模板底面擦试干净;
04
安装冲模应利用专用的紧固件 并确保紧固;
05
冲模调整时凸模进入凹模的深 度要适当;
06
冲模在压床上的安装位置要严 格遵守工艺要求;
07
冲模使用过程中应用润滑油经常 对其导柱、导套部位进行润滑;
导板
导柱
• 导套 导套是为上、下模座相对运动提供精密导向的圆柱形零件,多数 固定在上模座,与固定在下模座的导柱配合使用。
• 防护板 防护板是防止手指或异物进入冲模危险区域的板状零件。
防护板
导套
防护板
在汽车覆盖件生产中常 用的冲压模具有拉延模、 修边冲孔模、翻边模、 斜楔模。
五金冲压模具基础知识完整版
成形沖頭
13 5 °
t1
2.2.2 無壓料的成形 當產品凸包成形相對面積較小,平面成形形狀為圓形,或剖切是半球面形狀時, 一般可以選用下圖所示無壓料成形.
成形沖頭 成形沖頭
從上向下成形
從下向上成形
三. 深凸成形: 3.1 深凸成形需多次成形才能實現,其實際影響尺寸如下圖所示; A B
h
r
d
3.2 成形方法 第一步,抽弧形,如右圖: 注意事項: A1 1)d1=d 2)r1先取值於r,然後在1~3mm之 間定值,並以0.5mm為一單位.
二.典型模具结构介绍
1.模具的基本结构 2.模具的分类 3.常见模具结构
1.模具的基本结构
模具的基本结构:
一副模具由上模和下模两大部分组成,上模中分有上模座/上垫板/上夹板/ 脱料板/凸模/弹簧/导柱等零件.下模部分有下模板(凹模)/下垫板/下模 座/导套/定位销等零件.
Байду номын сангаас
组成模具的零件:
1.工作零件:模具上直接对毛坯或板料进行冲压加工的零件如:凸模、凹模、
5
40 6 3 22
SUS 304
1/2 H 3/4 H
SUS 430
退火
4. 一般用钢板SPCC:
属于冷轧碳素钢板的一种. 用此材料冲压的零件应立即电镀等保护﹐否则容易生锈﹒
5.电镀锡钢板(马口铁SPTE):
一次冷轧板(厚度0.15~0.60mm)﹕指在一次冷轧延的低碳钢板上 实施镀锡处理﹒ 二次冷轧板(厚度0.14~0.36mm)﹕指在退火后第二次冷轧的低碳 钢板上实施镀锡处理﹒ 机械性能:
机械性能:
GI料 抗拉强度Mpa 290~395 屈服强度Mpa 230~310 伸长率% 30.5 硬度HRB 55~67
五金冲压模具设计经验资料
★冲压模具的概念冲压模具,也称冲模、五金模具、五金冲压模具,意思差不多都是一样的。
是指利用固定在冲床或压力机上的模具对金属或非金属板材施加一定的压力,使材料产生分离或成型,从而获得一定尺寸要求、外观质量合格的零件的压力加工方法。
模具分为很多种,我这里主要是针对我熟悉的五金冲压模具来讲。
通过模具加工出来的产品,尺寸、外观都基本一样,没什么大的区别,因为能快速成型,生产效率高,产品质量稳定,精度符合要求,材料利用率高,操作简单、工人劳动强度低,对操作工人技术要求不高,一般人只要一进来,跟着别人学习操作一两天,很快就能上手,有的甚至不用一两天,几分钟就能学会。
如果是产线主机手,要学会操作冲床、送料机、整平机、拆模架模等,都是一些很简单的活,有力气、肯吃苦耐劳就行。
平时注意安全不要随便往模具里面放任何的东西在里面,扳手啊、剪刀啊、其它工具等不要放模具里边,有模修来修过模具(专业术语:修模)之后,你打之前就要看好了,看他们有没有把东西忘记在模具里面,当然一般模修是不会犯这样的错误的,不过你也要注意一下。
别把模具打坏了、或者把身上手上哪里伤着了,干这个切记注意安全,一不小心模具里面东西忘记拿出来了,冲床打下来就有可能把模具打坏,万一里面的东西要是飞出来了?,人有可能也会受伤。
有时候叉车叉模具的时候,没叉好,模具掉下来了,这个时候千万别用手去扶,让远一点,模具摔坏了没事,别把人砸到了;天车吊模具的时候也要注意离模具远一点,小心模具晃过来碰着了就不好了。
搞模具这行、或与模具打交道经常容易出事,新人进厂特别要注意这些安全事项。
★冲压模具的结构介绍冲压模具的结构、冲模的结构,模具结构大同小异,根据不同的产品特点及需求设计相应的模具,不同的模具结构,它的功能也不同,生产出来的产品也不同,总的来说有简单的,有复杂的。
但是不管结构怎么复杂,它的基本结构是不变的,无外乎是若干个模板、入块和标准件。
模具一般是由若干模板和零件(我们称之为入块、或入子)还有标准件组装而成。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
冲压模具与五金模具知识大全1填空题1冲压加工是利用安装在压力机上的模具对材料施加变形力,使其产生变形或分离,从而获得冲件的一种压力加工方法。
2因为冷冲压要紧是用板料加工成零件,因此又叫板料冲压。
3冷冲压不仅能够加工金属材料材料,而且还能够加工非金属材料。
4冲压模具是利用压力机对金属或非金属材料加压,使其产生分离或变形而得到所需要冲件的工艺装备。
5冷冲压加工获得的零件一样无需再进行机械加工,因而是一种节约原材料、节约能耗的少、无切屑的加工方法。
6冷冲模按工序组合形式可分为单工序模具和组合工序模具,前一种模具在冲压过程中生产率低,当生产量大时,一样采纳后一种摸具,而这种模具又依组合方式分为复合模、级进模、复合-级进模等组合方式。
7冲模制造的要紧特点是单件小批量生产,技术要求高,精度高,是技术密集型生产。
8冲压生产过程的要紧特点是,依靠冲模和压力机完成加工,便于实现自动化,生产率专门高,操作方便。
9冲压件的尺寸稳固,互换性好,是因为其尺寸公差由模具来保证。
2判定1冲模的制造一样是单件小批量生产,因此冲压件也是单件小批量生产。
〔×〕2落料和弯曲都属于分离工序,而拉深、翻边那么属于变形工序。
〔×〕3复合工序、连续工序、复合—连续工序都属于组合工序。
〔√〕4分离工序是指对工件的剪裁和冲裁工序。
〔√〕5所有的冲裁工序都属于分离工序。
〔√〕6成形工序是指对工件弯曲、拉深、成形等工序。
〔√〕7成形工序是指坯料在超过弹性极限条件下而获得一定形状。
〔√〕8把两个以上的单工序组合成一道工序,构成复合、级进、复合-级进模的组合工序。
〔×〕9冲压变形也可分为伸长类和压缩类变形。
〔√〕10冲压加工只能加工形状简单的零件。
〔×〕11冲压生产的自动化确实是冲模的自动化。
〔×〕第一章冲压变形的差不多原理1填空题1塑性变形的物体体积保持不变,其表达式可写成ε1+ε2+ε3=0。
2冷冲压生产常用的材料有黑色金属、有色金属、非金属材料。
3物体在外力的作用下会产生变形,假如外力取消后,物体不能复原到原先的形状和尺寸,这种变形称为塑性变形。
4阻碍金属塑性的因素有金属的组织、变形温度、变形速度、变形的应力与应变状态、金属的尺寸因素。
5在冲压工艺中,有时也采纳加热冲压成形方法,加热的目的是提高塑性, 降低变形抗力。
6材料的冲压成形性能包括成形极限和成形质量两部分内容。
7压应力的数目及数值愈大,拉应力数目及数值愈小,金属的塑性愈好。
8在同号主应力图下引起的变形,所需的变形抗力之值较大,而在异号主应力图下引起的变形,所需的变形抗力之值就比较小。
9在材料的应力状态中,压应力的成分愈多,拉应力的成分愈少,愈有利于材料塑性的发挥。
10一样常用的金属材料在冷塑性变形时,随变形程度的增加,所有强度指标均增加,硬度也增加,塑性指标降低,这种现象称为加工硬化。
11用间接试验方法得到的板料冲压性能指标有总伸长率、平均伸长率、屈强比、硬化指数、板厚方向性系数γ和板平面方向性系数△γ。
12在筒形件拉深中假如材料的板平面方向性系数△γ越大,那么凸耳的高度越大。
13硬化指数n 值大,硬化效应就大,这关于伸长类变形来说确实是有利的。
14当作用于坯料变形区的拉应力的绝对值最大时,在那个方向上的变形一定是伸长变形,故称这种变形为伸长类变形。
15当作用于坯料变形区的压应力的绝对值最大时,在那个方向上的变形一定是压缩变形,故称这种变形为压缩类变形。
16材料对各种冲压加工方法的适应能力称为材料的冲压成形性能。
17材料的冲压性能好,确实是说其便于冲压加工,一次冲压工序的极限变形程度和总的极限变形程度大,生产率高,容易得到高质量的冲压件,模具寿命长等。
18材料的屈服强度与抗拉强度的比值称为屈强比。
屈强比小,对所有的冲压成形工艺都有利。
2判定题1变形抗力小的软金属,其塑性一定好。
〔×〕2物体的塑性仅仅取决于物体的种类,与变形方式和变形条件无关。
〔×〕3金属的柔软性好,那么表示其塑性好。
〔×〕4变形抗力是指在一定的加载条件和一定的变形温度下,引起塑性变形的单位变形力。
〔×〕 5物体某个方向上为正应力时,该方向的应变一定是正应变。
〔×〕6物体某个方向上为负应力时,该方向的应变一定是负应变。
〔×〕7物体受三向等压应力时,其塑性变形能够专门大。
〔×〕8材料的塑性是物质一种不变的性质。
〔×〕9金属材料的硬化是指材料的变形抗力增加。
〔×〕10物体受三向等拉应力时,坯料可不能产生任何塑性变形。
〔∨〕11当坯料受三向拉应力作用,而且0321>>>σσσ时,在最大拉应力σ1方向上的变形一定是伸长变形,在最小拉应力σ3方向上的变形一定是压缩变形。
〔∨〕12当坯料受三向压应力作用,而且σσσ3210>>>时,在最小压应力σ3方向上的变形一定是伸长变形,在最大压应力σ1方向上的变形一定是压缩变形。
〔∨〕三.问答题1阻碍金属塑性和变形抗力的因素有哪些?阻碍金属塑性的因素有如下几个方面:〔1〕化学成分及组织;〔2〕变形温度;〔3〕变形速度;〔4〕应力状态。
2请说明屈服条件的含义,并写出其条件公式。
屈服条件的表达式为:βσσσs=21_,其含义是只有当各个应力重量之间符合一定的关系时,该点才开始屈服。
3什么是材料的力学性能?材料的力学性能要紧有哪些?材料对外力作用所具有的抗击能力,称为材料的机械性能。
板料的性质不同,机械性能也不一样,表现在冲压工艺过程的冲压性能也不一样。
材料的要紧机械性能有:塑性、弹性、屈服极限、强度极限等,这些性能也是阻碍冲压性能的要紧因素。
4什么是加工硬化现象?它对冲压工艺有何阻碍?金属在室温下产生塑性变形的过程中,使金属的强度指标(如屈服强度、硬度)提高、塑性指标(如延伸率)降低的现象,称为冷作硬化现象。
材料的加工硬化程度越大,在拉伸类的变形中,变形抗力越大,如此能够使得变形趋于平均,从而增加整个工件的承诺变形程度。
如胀形工序,加工硬化现象,使得工件的变形平均,工件不容易显现胀裂现象。
5什么是板厚方向性系数?它对冲压工艺有何阻碍?由于钢锭结晶和板材轧制时显现纤维组织等因素,板料的塑性会因为方向不同而显现差异,这种现象称为板料的塑性各向异性。
各向异性包括厚度方向的和板平面的各向异性。
厚度方向的各向异性用板厚方向性系数γ表示。
γ值越大,板料在变形过程中愈不易变薄。
如在拉深工序中,加大γ值,毛坯宽度方向易于变形,而厚度方向不易变形,如此有利于提高拉深变形程度和保证产品质量。
通过对软钢、不锈钢、铝、黄铜等材料的实验说明,增大γ值均可提高拉深成形的变形程度,故r 值愈大,材料的拉深性能好。
6什么是板平面各向异性指数Δγ?它对冲压工艺有何阻碍?板料经轧制后,在板平面内会显现各向异性,即沿不同方向,其力学性能和物理性能均不相同,也确实是常说的板平面方向性,用板平面各向异性指数Δγ来表示。
比如,拉深后工件口部不平齐,显现〝凸耳〞现象。
板平面各向异性制数Δγ愈大,〝凸耳〞现象愈严峻,拉深后的切边高度愈大。
由于Δγ会增加冲压工序〔切边工序〕和材料的消耗、阻碍冲件质量,因此生产中应尽量设法降低Δγ。
7如何判定冲压材料的冲压成形性能的好坏?板料对冲压成形工艺的适应能力,称为板料的冲压成形性能。
它包括:抗破裂性、贴模性和定形性。
抗破裂性是指冲压材料抗击破裂的能力,一样用成形极限如此的参数来衡量;贴模性是指板料在冲压成形中取得与模具形状一致性的能力;定形性是指制件脱模后保持其在模具内既得形状得能力。
专门明显,成形极限越大、贴模性和定形好材料的冲压成形性能就越好。
第二章冲裁工艺及冲裁模设计复习题答案一、填空题1冲裁既能够直截了当冲制成品零件,又能够为其他成形工序制备毛坯。
2 从广义来说,利用冲模使材料相互之间分离的工序叫冲裁。
它包括冲孔、落料、切断、修边、等工序。
但一样来说,冲裁工艺要紧是指冲孔和落料工序。
3冲裁依照变形机理的不同,可分为一般冲裁和周密冲裁。
4冲裁变形过程大致可分为弹性变形、塑性变形、断裂分离三个时期。
5冲裁件的切断面由圆角带、光亮带、剪裂带、毛刺四个部分组成。
6圆角带是由于冲裁过程中刃口邻近的材料被牵连拉入变形的结果。
7光亮带是紧挨圆角带并与板面垂直的光亮部分,它是在塑性变形过程中凸模与凹模挤压切入材料,使其受到切应力和挤压应力的作用而形成的。
8冲裁毛刺是在刃口邻近的側面上材料显现微裂纹时形成的。
9塑性差的材料,断裂倾向严峻,剪裂带增宽,而光亮带所占比例较少,毛刺和圆角带大;反之,塑性好的材料,光亮带所占比例较大。
10增大冲裁件光亮带宽度的要紧途径为:减小冲裁间隙、用压板压紧凹模面上的材料、对凸模下面的材料用顶板施加反向压力,此外,还要合理选择塔边、注意润滑等。
11减小塌角、毛刺和翘曲的要紧方法有:尽可能采纳合理间隙的下限值,保持模具刃口的锐利、合理选择塔边值、采纳压料板和顶板等措施。
12冲裁凸模和凹模之间的间隙,不仅对冲裁件的质量有极重要的阻碍,而且还阻碍模具寿命、冲裁力、卸料力和推件力等。
13冲裁间隙过小时,将增大卸料力、推件力、冲裁力以及缩短模具寿命。
14合理间隙冲裁时,上下刃口处所产生的剪裂纹差不多能重合,光亮带约占板厚的1/2~1/3左右,切断面的塌角、毛刺和斜度均较小,完全能够满足一样冲裁件的要求。
15间隙过小时,显现的毛刺比合理间隙时的毛刺高一些,但易去除,而且断面的斜度和塌角小,在冲裁件的切断面上形成二次光亮带。
16冲裁间隙越大,冲裁件断面光亮带区域越小,毛刺越大;断面上显现二次光亮带是因间隙太小而引起的。
17阻碍冲裁件毛刺增大的缘故是刃口磨钝、间隙大。
18间隙过大时,致使断面光亮带减小,塌角及斜度增大,形成厚而大的拉长毛刺。
19冲裁件的尺寸精度是指冲裁件的实际尺寸与差不多尺寸的差值,差值越小,那么精度越高。
20所选间隙值的大小,直截了当阻碍冲裁件的断面和尺寸精度。
21阻碍冲裁件尺寸精度的因素有两大方面,一是冲模本身的制造偏差,二是冲裁终止后冲裁件相关于凸模或凹模尺寸的偏差。
阻碍冲裁件尺寸精度的因素有间隙、材料性质、工件的形状和尺寸、材料的相对厚度t/D等,其中间隙起主导作用。
22当间隙较大时,冲裁后因材料的弹性回复使落料件尺寸小于凹模尺寸;冲孔件的孔径大于凸模尺寸。
23当间隙较小时,冲裁后因材料的弹性回复使落料件尺寸大于凹模尺寸,冲孔件的孔径小于凸模尺寸。
24关于比较软的材料,弹性变形量小,冲裁后的弹性回复值亦小,因而冲裁件的精度较高;关于较硬的材料那么正好相反。
25冲模的制造精度越高,那么冲裁件的精度越高。
26间隙过小,模具寿命会缩短,采纳较大的间隙,可延长模具寿命。