衬衣流水线规划
服装服装生产流水线设计与管理

服装生产流水线设计与管理引言服装生产流水线是现代服装制造业中必不可少的一环,通过合理的设计和高效的管理可以大大提高生产效率和降低成本。
本文将介绍服装生产流水线的设计和管理要点,帮助读者了解如何优化生产流程,提高服装生产效率。
设计流程第一步:确定需求在设计服装生产流水线前,首先需要明确生产的服装种类和数量以及生产周期。
根据不同的服装种类,可以确定所需的设备和工位数量,以及流程的先后顺序。
第二步:工段划分和工位布局根据服装的生产流程,将整个生产过程划分为不同的工段,例如裁剪、缝纫、整烫等。
然后根据每个工段的工序要求,确定每个工段所需的工位数量和布局。
工位之间应该有合理的间距,以确保工人能够顺利完成任务,并保持工作效率。
第三步:设备选型和安装根据生产需求和工段划分,确定所需的设备种类和数量。
在选择设备时,应考虑设备的生产能力、可靠性和维护成本等因素,并确保设备与工位布局相适应。
安装设备时,应确保设备能够正常运行,并与其他设备和工位连接良好。
第四步:流程优化和调试在生产流水线正式投入使用之前,应进行流程优化和调试。
通过分析每个工序的耗时和效率,找出影响生产效率和质量的短板,并采取相应的改进措施。
同时,对整个流程进行模拟和调整,以确保流水线的顺畅运作。
管理要点人员培训和分工在服装生产流水线的管理中,人员培训和分工是至关重要的。
工人需要接受相关的培训,掌握各个工序的操作技巧和质量要求。
同时,应根据工人的技能水平和经验,合理分配任务,以提高工作效率和质量。
进度跟踪和协调为了确保生产流水线的顺利运行,需要进行进度跟踪和协调。
通过制定详细的生产计划,并及时跟踪和调整生产进度,以确保生产任务按时完成。
同时,各个工段之间需要进行良好的协调,避免生产中的瓶颈和延误。
质量控制和检验服装生产流水线的质量控制和检验是确保产品质量的重要环节。
应制定质量控制标准,建立质量检验点,并进行全程质量监控。
对于有疑问的产品,应进行详细的检验和评估,并及时采取相应措施。
服装服装生产设计之流水线排布

服装生产设计之流水线排布引言在现代服装生产中,高效的流水线排布是确保生产效率和质量的重要因素。
良好的流水线排布能够减少物料运输时间和生产过程中的浪费,并提高工人的工作效率。
本文将介绍服装生产中流水线排布的基本原理,并通过案例分析来探讨如何优化流水线排布以提高生产效率。
流水线排布的基本原理流水线排布是一种基于物料连续流动的生产方式。
相比于传统的离散生产方式,流水线排布能够减少物料的运输时间和等待时间,从而提高生产效率。
服装生产的流水线排布通常由以下几个步骤组成:1.原材料准备:将服装生产所需的原材料进行分类、检验和准备,确保原材料的质量和数量满足生产的要求。
2.剪裁和缝纫:将原材料按照设计要求进行剪裁和缝纫,制作成服装的各个部件。
3.组装和质检:将剪裁和缝纫好的部件进行组装,并进行质量检验,确保服装的质量符合标准。
4.熨烫和包装:对组装好的服装进行熨烫和包装,使其具备销售的外观和质量。
案例分析:优化流水线排布以提高生产效率为了通过优化流水线排布来提高生产效率,我们可以考虑以下几个方面:1. 优化物料存储和运输方式优化物料存储和运输方式可以减少物料处理和运输的时间,提高物料的供应效率。
我们可以考虑设置更高效的物料存储区域,如使用货架和托盘来存放和运输物料,以减少物料的移动和处理时间。
2. 合理安排工作站合理安排工作站可以减少工人的移动和等待时间,提高工人的工作效率。
我们可以根据工序和工人的专业性将工作站进行分组,并合理安排不同工序之间的距离和工作人员的配备,从而减少工人的移动和等待时间。
3. 使用自动化设备使用自动化设备可以提高生产效率和质量的一致性。
我们可以考虑引入自动化剪裁机和缝纫机等设备来替代人工操作,从而提高剪裁和缝纫的效率和质量。
4. 设计合理的工作流程和质检机制设计合理的工作流程和质检机制可以确保生产过程的顺利进行和产品质量的控制。
我们可以通过优化工作流程和引入自动化质检设备来降低生产过程中的错误率和质量问题,并及时发现和解决潜在的问题。
服装流水线生产完整版
生产的实施过程
Z字形排车 它又叫“丰”字型生产线,或是前推后拉式生产线。是由IE员把一件产品通过各工序操作时间和操作动作、以及设备、人员配置给予科学合理的拆分和组合为一个单元一个单元的平衡生产,达到一件产品在同一时间生产,而且保持不积压半成品、不过剩生产。做到单元同步的生产方式。
U型单件流水/细胞式生产方式 所谓“细胞式生产方式”(Cell Manufacturing),是指由一个或者少数几个作业人员承担和完成细胞内所有工序的生产方式。细胞式生产方式以手工作业为主,不使用传送带移动生产对象,根据需要也使用一些简单的机械和自动化工具。由于用于细胞式生产方式的作业台的布局,往往成U字型,很象个体户的售货摊儿,所以在日本也被称之为“U字型生产方式”或“货摊儿生产方式”。
此时的处理方法是,生产小组长要加大第一道工序的投入量和积极拉动最后工序,同时强调品质问题,根据节拍时间计算出当天的目标产量,找出员工工序调配安排及产量最低的工序,找出产量低的原因,及时解决,以提高效率(一般产量低的主要原因有员工对工序的不熟练)。
如果生产线平衡,量又达到目标时,但是小组的产量还有提高的空间。
1、确定面料、辅料以及机器设备是否有问题。 理论上只要生产设施设备齐全,生产的过程中只要平衡率提高了,人均产量也提高了,单位产品的生产成本也随之下降, 2、下单中各款式生产时的人机排位问题。 款式性质依据客户对产品的质量要求,同时结合自身对车间各班的了解情况,进行合理的分配,并固定人员生产,促生产进度及现场的监督收尾工作。 3、确定工序与工序之间是否有传接的错误,即是否出现倒流的情况。 出现此类问题积极应对,自己不能处理时,要及时请求上级(车间主任)或者IE帮助解决。 针对有倒流的情况,首先找出前后工序的差异,从(是否可调,是否影响相关工位的正常作业)评估其对生产的影响情况。选出合理的解决方案。
服装厂车间流水线现场管理方法
服装厂车间流水线现场管理方法1不能按时交出品质、数量都达标的成品如果您工厂的流水线经常流不通、堆货,请首先解决这个问题:车间的前道部门,能在必要的时间内,运送必要数量到生产线吗?如果此问题得不到足够的重视,那么请照常运行流水,直至停线,让问题暴露出来!JIT的原则就是生产、运输的过程要适时、适量,下部门是上部门的客户,从始至终都要贯彻。
2堆货、积压习以为常,设备也可能不适合流水线的运作举个洗衣机的例子:你需要洗一件衬衣吗?你要么等到堆积了一堆脏衣服了再洗要么浪费很多的水只洗一件?按旧的习惯,你可能会把一堆脏衣服一起洗。
而精益的解决方法,就是用适合洗单件或少量衣服的工具洗,不会浪费水,也不会让衣服发霉变臭:这只需要一些辅助的自动化工具(比如可采用自动输送带、吊挂系统等设备,让您不敢再堆货,因为堆货成本太高力而精益生产中的3P(生产准备流程)原则存在就是为了建造适合流水线的设备规划和布局。
3员工可能会抵制这种改变那又怎样呢?这就需要对员工进行精益知识的培训。
这个借口很无力。
组长要学会激励员工,只有解决了这个问题,您工厂才可以持续的向前进。
4员工并不是多能工,不能同时进行两件以上的工作您在限制员工的潜能,也没有充分的发挥其潜能,我为此感到很失望。
您只有给予员工多样性的工作才能让员工感到充满乐趣、士气高涨。
这就需要您激励员工学习新的东西。
您觉得呢?5较长的转款时间,阻止了单件流的正常运行单件流水要顺畅,不堆货,需要把产前工作做好,工序的拆分做好,有条件的工厂可通过GSD∖GST(标准工时软件)安排工序。
6车工之间的工序间距离太远,难以一次只传递一件7流水线要有适量的缓冲裁片流水组下班前,如果没有做缓冲(放1~3套裁片到员工位置的胶篮里),第二天上班时,如果线上的出现不良品或物料不足,容易造成停产等待。
8工序的周期时间不稳定,造成员工操作不平衡第一步是检查工序的周期时间,您可以直接观察工序、将工作细分、剔除浪费,然后合并工作。
服装生产流水线设计与管理

〔三图表表示方法
〔四排列填写方法
大
小大大Leabharlann 大大小不同的材料组合
同样大小的材料组合
〔四排列填写方法
〔五编排次序
〔1准备产品实样. 〔2确定大身衣片组合数、组合次序及编 排位置. 〔3有大身开始分析,按工序次序依次编排 . 〔4半成品须待装配时才可插入排列. 〔5列出总加工时间明细表.
左右对称的同工序可省略,合并排列.
4
中 工
4
机工
平缝机
5、6、7、9、10、
2
序
5
机工
平缝机
12、15、16、17、
2
编
6
机工
平缝机
21、23、31、32、33
2
号
7
机工
平缝机
19、20、27、29
2
参 见
8
手工
熨斗
24、25、28、30、47、48
2
男
9
手工
熨斗
36、38、39、40、41、42、52
2
式
10
机工
平缝机
55、60、62
二、流水线工人数与日产量
1、已知流水线的节拍可以计算出在流水线上工人数〔N和该 流水线的日产量〔M N = T / τ 或 M = R / τ,
2、已知日产量〔M和产品的额定工时〔T可以计算出工人 数:N = T·M / R.
3、根据产品的种类和工位的特定可以判断出人均占地面积 〔H1,即单位工人的使用面积,包括设备,通道等占地的面 积,如大衣的流水线中,普通流水线的缝纫工占地为7.3平 方米,吊挂式的缝纫工占地为6.6 平方米. 已知车间面积〔S可得出所需的工人数量:N = S / H1
查衫组流水线改造合理化建议
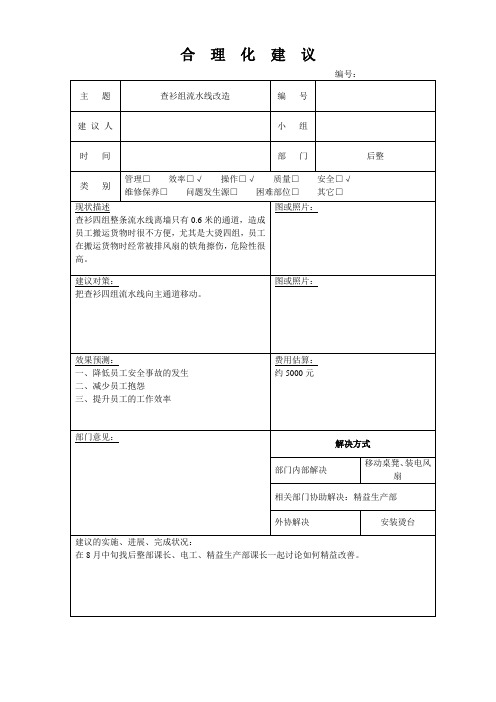
图或照片:
效果预测:
一、降低员工安全事故的发生
二、减少员工抱怨
三、提升员工的工作效率
费用估算:
约5000元
部门意见:
解决方式
部门内部解决
移动桌凳、装电风扇
相关部门协助解决:精益生产部
外协解决
安装烫台
建议的实施、进展、完成状况:
在8月中旬找后整部课长、电工、精益生产部课长一起讨论如何精益改善。
合理化建议
编号:
主题
查衫组流水线改造
编号
建议人
小组
时间
部门
后整
类别
管理□效率□√操作□√质量□安全□√
维修保养□问题发生源□困难部位□其它□
现状描述
查衫四组整条流水线离墙只有0.6米的通道,造成员工搬运货物时很不方便,尤其是大烫四组,员工在搬运货物时经常被排风扇的
服装生产流水线工序合并与平衡的研究(1)
3 实例说明
本文实例如图 1 所示, 衬衫领子加工共分 n= 10 道工序, 即( j = 1, 2, ∋, 10) ; 按最小工作地要求 合并为 m= 4 个工作地, 即( i = 1, 2, ∋, 4) 。按工序 合并的基本规则首先要保证合 并后各工作地作业 时间均衡, 理想的方案是各工作地的作业时间均接 近生产线流水节拍。因此, 理想的约束条件 bi 即为 流水线节拍 , 其技术系数 aij 就应当是 j 工序的作 业时间, 而 X ji 则为该工序是否 安排在该工作地的 概率, 称之为合并概率。
服装生产流水线工序 合并与平衡规 则的制定 与算法设计是 CAP P 系统开发中的关键技术之一, 而实际上影响服装生产流水线 工序合并与平衡的 因素是比较复杂的。本文就其中工序平衡算法( 即 目标函数) 与合并规则( 即约束条件) 所作的研究是 解决该问题的有效途径之一, 对服装 CAPP 系统的 研究开发具有一定的指导意义。
工序合并与平衡处理后还 要计算工作地 的工 序负荷率, 以保证流水线作业的均衡性。其计算结 果( F1 = F3 = F 4 = 98% , F2 = 102% ) 还是比较理 想的。
2 工序合并与平衡原则及其算法
如前所述, 流水 线设计时, 工序的合并与 平衡 是非常重要的, 由表 1 可见其合理程度也是流水线 设计成功与否的关键, 而且, 诸多工艺参数也以此 为基础。工序合并与平衡并非随心所欲, 它受服装 款式、加工设备、生产习惯等因素的影响, 一般应遵 循以下原则进行。 2. 1 工序合并与平衡的规则
表 1 衬衫领工艺参数及工序 合并平衡表
工作地 1 2 3 4 5 6 7 8 9 10
F
30* 15* 54* 36* 72* 18* 18* 24* 24* 48* 336 %
网络定制男衬衫生产流水线的模块化设计
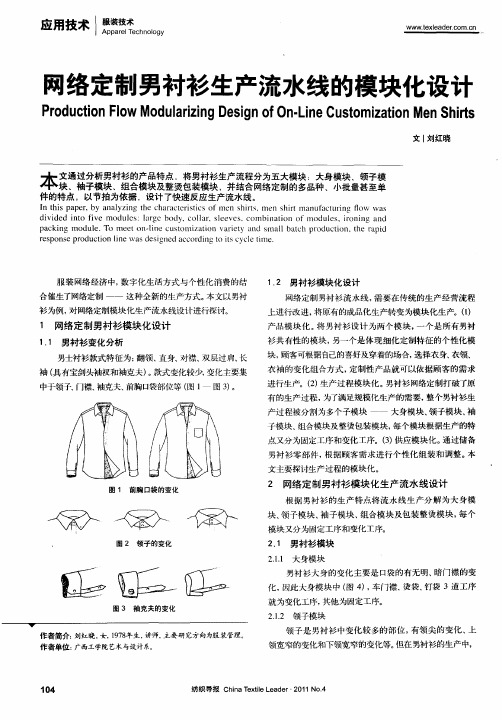
1 网络定制男衬衫模块化设计
1 1 男衬衫变化分析 .
男士衬衫 款式 特征 为 : 翻领 、 直身、 对襟 、 层过 肩、 双 长
块, 顾客 可根据 自 己的喜好及穿着的场 合, 选择 衣身、 衣领 、 衣 袖 的变 化组 合方 式 , 定制 性 产品就 可以依 据顾 客 的需 求
进行生 产。() 产过 程模 块 化 。 2生 男衬衫 网络定制打 破 了原 有 的生产 过程 , 为了满 足规模化 生产 的需要 , 整个男衬衫 生 产 过程 被分割 为多个子模 块 ~ 大身模 块 、 子模块 、 领 袖 子模 块 、 组合模块 及整烫包装 模块 , 个模块根 据生产 的特 每
应用技术 Ip技 e 装e A alc 服r h p术 T
n l gy oo
WWW. xl de .om . a t ea r e c c
网络定制男衬衫生产流水线的模块化设计
P o u t nFo Mo uaiigD sg f -ieCu tmiainMe hr r d ci lw d lr n e ino Ln so z t nS is o z On o t
服 装 网络经 济 中, 字化 生活方 式 与个 性化 消费 的结 数 合 催生了网络定制 一 一 这种 全新 的生产方式 。 文以男衬 本 衫 为例 , 网络定制模 块 化生 产流 水线设 计进行探讨。 对
1 2 男衬衫模块化设计 .
网络定制 男衬 衫流 水 线 , 要在 传统 的生 产 经营流 程 需 上进行 改进 , 原有的成品化 生产转 变为模 块化 生 产。() 将 1 产 品模 块 化 。 男衬衫 设 计为 两个 模 块 , 个是 所有 男衬 将 一 衫 共有性 的模 块 , 另一 个是体 现 细化 定制特 征 的个 性化 模
M_服装公司衬衫生产车间布局优化研究
0引言在世界经济快速发展的今天,制造业是国民经济的中流砥柱,是一个国家经济持续发展的不竭动力。
在激烈的竞争中,提高企业的竞争力,不仅要提高销售能力和产品质量,还必须提高生产效率,缩短产品的生产和销售周期[1-3]。
目前,一些制造业生产企业的现场管理存在一定问题,例如在前期的建设中,并没有注意到设备的布局,而是按照经验进行布局,但是随着订单的增多,车间内的材料堆放得越来越乱,生产流程中的反复操作,以及在生产车间中的人与物之间的交叉,使生产效率越来越低,限制企业的发展[4-5]。
SLP 是一种重要的生产设施规划方法,其通过对生产流程和物流量的详细分析,利用各作业单元之间的关系图车间作业单元区域进行合理布局[6],保证生产顺利进行,达到优化整个生产体系的目的。
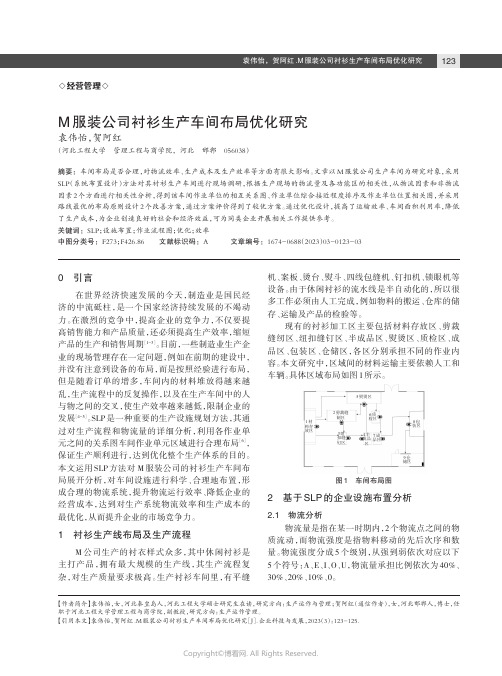
本文运用SLP 方法对M 服装公司的衬衫生产车间布局展开分析,对车间设施进行科学、合理地布置,形成合理的物流系统,提升物流运行效率、降低企业的经营成本,达到对生产系统物流效率和生产成本的最优化,从而提升企业的市场竞争力。
1衬衫生产线布局及生产流程M 公司生产的衬衣样式众多,其中休闲衬衫是主打产品,拥有最大规模的生产线,其生产流程复杂,对生产质量要求极高。
生产衬衫车间里,有平缝机、案板、烫台、熨斗、四线包缝机、钉扣机、锁眼机等设备。
由于休闲衬衫的流水线是半自动化的,所以很多工作必须由人工完成,例如物料的搬运、仓库的储存、运输及产品的检验等。
现有的衬衫加工区主要包括材料存放区、剪裁缝纫区、纽扣缝钉区、半成品区、熨烫区、质检区、成品区、包装区、仓储区,各区分别承担不同的作业内容。
本文研究中,区域间的材料运输主要依赖人工和车辆。
具体区域布局如图1所示。
2剪裁缝制区1材料存放区5熨烫区6质检区7成品区8包装区4半成品区3纽扣缝钉区9仓储区图1车间布局图2基于SLP 的企业设施布置分析2.1物流分析物流量是指在某一时期内,2个物流点之间的物质流动,而物流强度是指物料移动的先后次序和数量。
服装生产线搭建与优化
服装生产线搭建与优化随着时尚行业的不断发展,服装生产线的搭建和优化变得越来越重要。
一个高效的生产线可以提高生产效率、降低成本,并确保产品质量的稳定性。
本文将探讨服装生产线的搭建和优化,以帮助企业提高竞争力。
一、生产线布局与设备选择在搭建服装生产线之前,首先需要进行生产线布局的规划。
生产线布局应考虑到原材料的进出、工序的顺序、设备的摆放等因素。
合理的布局可以减少物料的运输距离和时间,提高生产效率。
在选择设备时,需要根据产品类型和生产需求来确定。
例如,对于大批量生产相似产品的企业,可以考虑自动化设备,如自动裁剪机、自动缝纫机等。
而对于小批量生产或多品种生产的企业,则可以选择柔性生产设备,如多功能缝纫机、多功能裁床等。
二、流程优化与标准化流程优化是提高生产效率的关键。
通过分析生产过程中的瓶颈和问题,可以找到改进的方向。
例如,可以使用工艺优化软件来模拟和优化生产流程,找到最佳的工序安排和生产节奏。
标准化是确保产品质量的重要手段。
制定并执行标准化操作规程,可以减少人为因素对产品质量的影响。
同时,标准化还有助于提高生产线的稳定性和可维护性,降低故障率和停机时间。
三、人员培训与技能提升一个高效的生产线需要有熟练的操作人员。
因此,进行人员培训和技能提升是不可或缺的。
培训内容应包括操作技能、质量控制、设备维护等方面。
通过培训,可以提高员工的专业素养和工作效率,减少错误和损耗。
此外,还可以通过激励机制来激发员工的积极性和创造力。
例如,设立奖励制度,对表现优秀的员工给予奖励和晋升机会,以激励他们更加努力地工作。
四、信息化管理与数据分析信息化管理是现代服装生产线的必备条件。
通过引入信息化系统,可以实现对生产过程的实时监控和管理。
例如,可以使用生产管理软件来跟踪订单进度、库存情况等信息,以便及时调整生产计划。
数据分析是优化生产线的重要工具。
通过收集和分析生产数据,可以发现生产线中存在的问题和瓶颈,并采取相应的改进措施。
例如,可以通过数据分析来确定生产效率低下的原因,并采取措施改进工艺或设备。
衬衣流水线规划
衬衣生产厂规划目录第一章、设计任务第二章、款式分析第三章、生产工艺流程设计第四章、工序分析第五章、流水线编制方案第六章、设备明细表第七章、定员设计第一章:设计任务设计任务:年产28万件衬衫流水线第二章: 款式分析基本款式选择传统的男式长袖衬衫作为典型产品。
其款式为:有领座的翻领.左前胸装贴袋.开袖衩.装袖克夫.圆下摆.如下图所示。
款式变化主要是:(1)门襟(明门襟、暗门襟、异色面料做门襟等);(2)上领(即翻领,尺寸大小变化、领尖变化等);(3)下领(即领座、领角造型变化等);(4)口袋(单袋、双袋、有袋盖、无袋盖、绣花等)(5)腰身(直身、收腰等);(6)下摆(平摆、圆摆等);(7)袖克夫(平角、圆角等);(8)面料(对格对条,斜条纹面料,功能性面料等)第三章、生产工艺流程设计1.工艺流程订单→打样→裁剪→缝制→整烫→检验→包装→成品出厂2.裁剪工艺流程进料(拆包)→验布→量门幅→铺料→排料→开裁→验片→分包→编号→扎包→送缝纫加工3.缝制工艺流程前衣片加工验收发料→后衣片加工→衣片检验→衣片缝合→锁眼,钉扣袖子加工领子加工→检验→送整烫包装4. 整烫工艺流程剪线头→吸线头→熨烫→挂吊牌→小包装→大包装→成品出厂第四章、工序分析第五章、缝制流水线编制方案从工艺流程图和工序分析,我们可以清楚的看到衬衣生产中固定工序与变化工序。
前中道工序(前衣片,后衣片,袖子,领子)由于款式的变化,车位安排需根据款式调整,而后道工序(衣片缝合)则是固定不变的,因此我们可以按照后道工序制定每天的定额任务,合理调配前中道工序,固定前中道工序中基本工序,按款式工艺要求增设合理的流动工序,做到及时准确的保证后道工序的供应。
1.领子工序2.前后片工序3.袖子工序4.缝合工序第六章、设备明细表建议:领子,克夫用全自动模板机2台第七章、定员设计裁剪工段定员整烫包装工段定员。
XX服装厂关于男士衬衫流程改进与优化(简单的结合IE法)
CHANGZHOU INSTITUTE OF TECHNOLOGY毕 业 论 文题目:南京晶桥服装厂生产流程分析与优化二级学院(直属学部): 经济与管理学院 专业: 工商管理 班级: 08管一 学生姓名: 易怀兵 学号: 08060235 指导教师姓名: 方文辉 职称: 讲师 评阅教师姓名: 金中坤 职称: 讲师2012年5月KC020-1摘要近年来企业对精益制造的重视程度越来越高,特别是一些中小型民营企业,普遍存在生产能力利用不合理,浪费或生产能力不足的状态。
对企业的生产线进行生产流程分析与优化能够有效的解决企业生产能力不足或者利用不合理的现状,解决中小企业生产力问题,提高企业竞争力。
因此,分析企业生产力不足及浪费的现状及问题,寻找加强改进的方法,对促进企业发展有十分重要的现实意义。
本文结合在南京晶桥服装厂掌握的具体资料:比如生产设施布局等,从该企业生产车间布局及生产流程中发现存在不合理和资源浪费等现象,采用5W1H,ECRS分析法和价值流图析法等方法进行合理的分析,通过对该企业某一生产车间流程分析,找出影响该车间生产的瓶颈环节,从而根据这些瓶颈环节提出合理改进或调整该公司的生产流程。
提高该企业的生产效率,节约资源,减少浪费等。
关键词:生产能力流程分析与优化设施布局分析ⅠThe production process analysis and optimization of NanjingJingQiao clothing factoryAbstractThe emphasis of corporate about lean manufacturing are more and more high on in recent years, especially small and medium-sized private enterprises, the production capacity of the irrational use are widespread, the production capacity of the state are waste or shortage.To analysis and optimization production line, is an effective solution to the lack of production or use of unreasonable status quo. In order to solve the problem of SME productivity, improve the competitiveness of enterprises.Therefore, the analysis of the current situation and problems of lack of business productivity and wasted, can looking for ways to enhance improved very important practical significance to the promotion of enterprise development.In this paper, specific information in Jing Qiao clothing factory in Nan Jing: Such as production facilities layout and so on, to find the unreasonable and a waste of resources from the production plant layout and production process, use 5W1H, ECRS analysis and value flow graph analysis method and other methods of rational analysis, through the enterprise of a production workshop process, find out the impact of the workshop production bottlenecks, reasonable these bottlenecks to improvements or adjust the company's production process. Improve the productivity of the enterprise, saving resources, reducing waste, etc.Key words:production capacity process analysis and optimizationlocation analysisⅡ目录一、引言 (1)二、文献综述 (1)(一)国外研究动态 (1)三、晶桥服装厂设施布局以及生产流程现状 (3)(一)晶桥服装厂有限公司简介 (3)(二)收集该车间生产资料 (3)四、对南京市晶桥服装厂某一车间的生产流程进行分析 (5)(一)整理该车间生产资料 (5)(二)对该车间生产流程进行合理分析(5W1H分析法) (7)五、对该生产流程进行合理改进及提出优化措施(ECSR四原则) (12)(一)设施布局的重新优化 (12)(二)生产流程的优化措施 (14)(三)对影响生产运作其他因素进行改进 (15)(四)对优化后的流程进行试验分析 (15)六、结束语 (17)致谢参考文献一、引言现今制造业的三大要素是:信息技术(IT),供应链管理(SCM)和制造技术。
服装生产设计之流水线排布
(三)标准分析图
上下加边
ZAPP工艺分解流程图
底垫
62" 32 35" 33 20"34 63" 35
底垫上下侧加边划印 订上下侧加边商标连剪 下固定布点印 下侧加边拼下固定布
上限=46 ÷0.85=54“
下限=2×46-54=38“
那么在排布时注意最高工时不能超出53“
最低不能低于38“,也就是说在排布时必需在38”至53“之间排布。
改善后:
47” 47” 48” 40” 48”
51” 50” 47” 40” 49”
以上瓶颈工时为:51“ 瓶颈总工时为:51“×10人=510” 平衡率(编制效率):
例:下面是底垫分析图,我们来排布
单元1
底垫
划印
左扶 手
划印
滚边
单元4
组装工序
单元2
跨带
点印 滚边
单元3
右扶 手
划印
滚边
)
第一 :将分析图上划印工序提出先行排布(划印工序总工时除以平均工时,计算出 所需人数)如:平均工时:45“ 上限:51” 下限:39“
底垫面划印 20“ 左扶手划印 30“ 跨带点印 18“ 右扶手点印 10“ 合计:92” 92 ÷45 =2.04(人) 在排布时我们可排为46秒一人 则为:92 “÷2人=46秒 每人工时为46”
拷包拼缝18” 拷套管两头 36“ 加强布拷边 12”
篷头接头 20” 篷头松紧封口 56“
套管剪拉松紧 45” 套管拼 合 46“
底垫夹里拉丙纶带三根 1/2
衬衣系列销售方案
一、方案背景随着我国经济的快速发展,人们的生活水平不断提高,对于穿着的要求也越来越高。
衬衣作为日常穿着的重要单品,其市场需求持续增长。
为了满足消费者多样化的需求,提升品牌形象,提高销售额,特制定本衬衣系列销售方案。
二、目标市场与定位1. 目标市场:本衬衣系列主要针对25-45岁的职场人士,以及追求品质生活的年轻消费者。
2. 市场定位:以“时尚、舒适、品质”为核心,打造具有独特风格和文化内涵的衬衣品牌。
三、产品策略1. 产品线规划:本衬衣系列包括商务正装、休闲时尚、运动风等多种风格,满足不同消费者的需求。
2. 产品特点:- 采用优质面料,保证透气、舒适、耐磨;- 设计简约大方,注重细节,展现独特品味;- 颜色搭配丰富,满足不同场合的穿着需求;- 适中的价格,性价比高。
四、价格策略1. 基于成本加成定价法,确保产品利润空间;2. 根据不同款式、面料和工艺,设定不同的价格区间;3. 实施会员制度,会员享有优惠价格和积分兑换权益;4. 定期推出促销活动,如买一送一、满减等,吸引消费者购买。
五、渠道策略1. 线上渠道:- 建立官方网站,展示产品信息,提供在线购买、咨询等服务;- 利用电商平台(如天猫、京东等)开设旗舰店,扩大销售范围;- 开展社交媒体营销,提高品牌知名度和影响力。
2. 线下渠道:- 在繁华商圈、商务区等地设立专卖店,提升品牌形象;- 与商场、超市等合作,设立专柜,扩大销售网络;- 定期举办新品发布会、时尚秀等活动,吸引消费者关注。
六、推广策略1. 广告宣传:- 投放电视、报纸、网络等媒体广告,提高品牌知名度;- 制作宣传片、海报等,在公共场所进行展示。
2. 线上推广:- 利用搜索引擎优化(SEO)、搜索引擎营销(SEM)等手段,提高网站排名;- 开展社交媒体营销,如微博、微信、抖音等,与消费者互动,提升品牌好感度。
3. 线下活动:- 举办新品发布会、时尚秀等活动,邀请明星、网红等参与,提高活动影响力;- 联合商场、超市等举办促销活动,吸引消费者购买。
网络定制男衬衫生产流水线的模块化设计
全屋定制_网络定制男衬衫生产流水线的模块化设计本文通过分析男衬衫的产品特点,将男衬衫生产流程分为五大模块:大身模块、领子模块、袖子模块、组合模块及整烫包装模块,并结合网络定制的多品种、小批量甚至单件的特点,以节拍为依据,设计了快速反应生产流水线。
Inthispaper,byanalyzingthecharacteristicsofmenshirts,menshi rtmanufacturingflowwasdividedintofivemodules:largebody,coll ar,sleeves,combinationofmodules,ironingandpackingmodule.Tom eeton-linecustomizationvarietyandsmallbatchproduction,therapidres ponseproductionlinewasdesignedaccordingtoitscycletime.服装网络经济中,数字化生活方式与个性化消费的结合催生了网络定制――这种全新的生产方式。
本文以男衬衫为例,对网络定制模块化生产流水线设计进行探讨。
1网络定制男衬衫模块化设计1.1男衬衫变化分析男士衬衫款式特征为:翻领、直身、对襟、双层过肩、长袖(具有宝剑头袖衩和袖克夫)。
款式变化较少,变化主要集中于领子、门襟、袖克夫、前胸口袋部位等(图1―图3)。
1.2男衬衫模块化设计网络定制男衬衫流水线,需要在传统的生产经营流程上进行改进,将原有的成品化生产转变为模块化生产。
(1)产品模块化。
将男衬衫设计为两个模块,一个是所有男衬衫共有性的模块,另一个是体现细化定制特征的个性化模块,顾客可根据自己的喜好及穿着的场合,选择衣身、衣领、衣袖的变化组合方式,定制性产品就可以依据顾客的需求进行生产。
(2)生产过程模块化。
男衬衫网络定制打破了原有的生产过程,为了满足规模化生产的需要,整个男衬衫生产过程被分割为多个子模块――大身模块、领子模块、袖子模块、组合模块及整烫包装模块,每个模块根据生产的特点又分为固定工序和变化工序。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
衬衣生产厂规划
目录第一章、设计任务
第二章、款式分析
第三章、生产工艺流程设计第四章、工序分析
第五章、流水线编制方案第六章、设备明细表
第七章、定员设计
第一章:设计任务
设计任务:年产28万件衬衫流水线
第二章: 款式分析
基本款式选择传统的男式长袖衬衫作为典型产品。
其款式为:有领座的翻领.左前胸装贴袋.开袖衩.装袖克夫.圆下摆.如下图所示。
款式变化主要是:
(1)门襟(明门襟、暗门襟、异色面料做门襟等);
(2)上领(即翻领,尺寸大小变化、领尖变化等);
(3)下领(即领座、领角造型变化等);
(4)口袋(单袋、双袋、有袋盖、无袋盖、绣花等)
(5)腰身(直身、收腰等);
(6)下摆(平摆、圆摆等);
(7)袖克夫(平角、圆角等);
(8)面料(对格对条,斜条纹面料,功能性面料等)
第三章、生产工艺流程设计
1.工艺流程
订单→打样→裁剪→缝制→整烫→检验→包装→成品出厂
2.裁剪工艺流程
进料(拆包)→验布→量门幅→铺料→排料→开裁→验片→分包→编号→扎包→送缝纫加工
3.缝制工艺流程
前衣片加工
验收发料→后衣片加工→衣片检验→衣片缝合→锁眼,钉扣
袖子加工
领子加工
→检验→送整烫包装
4. 整烫工艺流程
剪线头→吸线头→熨烫→挂吊牌→小包装→大包装→成品出厂
第四章、工序分析
第五章、缝制流水线编制方案从工艺流程图和工序分析,我们可以清楚的看到衬衣生产中固定工序与变化工序。
前中道工序(前衣片,后衣片,袖子,领子)由于款式的变化,车位安排需根据款式调整,而后道工序(衣片缝合)则是固定不变的,因此我们可以按照后道工序制定每天的定额任务,合理调配前中道工序,固定前中道工序中基本工序,按款式工艺要求增设合理的流动工序,做到及时准确的保证后道工序的供应。
1.领子工序
2.前后片工序
3.袖子工序
4.缝合工序
第六章、设备明细表
建议:领子,克夫用全自动模板机2台
第七章、定员设计
裁剪工段定员
整烫包装工段定员。