无缝安全气囊仪表板气囊区弱化线的加工工艺
安全气囊气体发生器检测线工艺流程

安全气囊气体发生器检测线工艺流程下载提示:该文档是本店铺精心编制而成的,希望大家下载后,能够帮助大家解决实际问题。
文档下载后可定制修改,请根据实际需要进行调整和使用,谢谢!本店铺为大家提供各种类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by this editor. I hope that after you download it, it can help you solve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you! In addition, this shop provides you with various types of practical materials, such as educational essays, diary appreciation, sentence excerpts, ancient poems, classic articles, topic composition, work summary, word parsing, copy excerpts, other materials and so on, want to know different data formats and writing methods, please pay attention!第一部分:引言。
安全气囊是汽车上的重要安全装置之一,而安全气囊的核心部件之一就是气体发生器。
安全气囊的制作流程

安全气囊的制作流程
1.设计:首先需要进行设计,确定气囊的形状、大小、厚度等参数,以及气囊的材料和结构。
2.材料准备:根据设计要求,准备气囊所需的材料,通常使用的是聚酯纤维或尼龙布等材料。
3.裁剪:将准备好的材料按照设计要求进行裁剪,通常需要使用专业的裁剪机器。
4.缝制:将裁剪好的材料进行缝制,通常需要使用专业的缝纫机器,缝制时需要注意缝线的质量和密度。
5.安装:将制作好的气囊安装在汽车的安全气囊系统中,通常需要进行测试和调试,确保气囊能够正常工作。
6.质检:对制作好的气囊进行质量检测,确保气囊符合相关的安全标准和要求。
7.包装:将质检合格的气囊进行包装,通常需要使用专业的包装机器,以保证气囊在运输和储存过程中不受损坏。
安全气囊线激光弱化工艺

安全气囊线的激光弱化工艺一.概述随着汽车技术的不断发展,对仪表板这样的集安全性、功能性、舒适性与装饰性于一身的零件的要求越来越高,特别是它的安全性。
按照安全性来分,仪表板可分为无气囊仪表板和附气囊仪表板(针对副驾驶)。
目前国内只有少数中高档次的轿车配备气囊仪表板,随着人们对安全性的重视,客户对附有气囊的仪表板的需求加大,主机厂也将此作为买点之一。
为了让气囊正常开启,多在气囊上方设计一气囊盖板,在打开时释放气囊。
在气囊盖板与仪表板匹配处存在可视装接线,现有的国内的车型主要有PASSAT B5系列,SAIL系列,SAIL系列,通用的GL8等等。
为美观起见,近年越来越多车型的仪表板被设计为整体式安全气囊(Integrated airbag)仪表板,既无可视装接线,又能保证气囊正常开启。
其中有一种在仪表板本体上加工出一条安全气囊线的无缝气囊仪表板,在大众去年推出的新车型POLO和即将投产的Touran ,以及上海通用新近推出的凯越(EXCELLE)均得到了采用。
今后,这种无缝安全气囊仪表板的应用将越来越广泛,因此,其加工工艺将成为仪表板专业制造商必须掌握的关键技术。
无缝安全气囊线的加工工艺有许多种,比如注塑成型、热刀、金属或超声波冷刀、冷铣和激光等,其中激光弱化工是近年刚刚兴起的,更为先进的工艺。
右图为德国JENOPTIK公司用于弱化安全气囊线的激光弱化系统。
二.工艺简介激光弱化工艺就是使用利用激光所具有的高能,加工无缝安全气囊线的工艺。
激光发生器将所产生的激光聚焦在约0.2 mm 的范围内,形成具有高能量的激光束,激光束通过激光头,以定频脉冲的形式,打在仪表板上,其焦点处的材料在吸收激光的高能后迅速汽化,形成穿透或不穿透(根据需要)的小孔,这些小孔区域的材料厚度变薄,断裂强度降低,从而能在受到外界冲击时,优先断裂。
这样的许多顺序排列的微孔的组合,就是我们通常所说的安全气囊线(Airbag line)。
汽车仪表板激光弱化设备的设计及弱化工艺研究

华中科技大学硕士学位论文汽车仪表板激光弱化设备的设计及弱化工艺研究姓名:***申请学位级别:硕士专业:光学工程指导教师:***20090514AbstractWith the continuous development of automotive technology and the people of their security requirements, more and more cars are equipped with a co-pilot airbag. For the purpose of opening airbag normally, there is a cover on the top of it for release the airbag. There is a visible assembly line between the cover and instrument panel. In recent years, more and more instrument panel is designed as integrated airbag for the beautiful and comfortable of cars. The airbag can be opened through the weakening line on the instrument panel. Weaken the instrument panel by laser is developed with automotive technology and laser technology. Laser can be used for processing a large aspect ratio micro-hole or line because of its high energy density, non-contact process and the advantages of small heat-affected. It is very suitable for processing of the weakened line of the instrument panel.For the purpose of the engineering application, we designed the laser weakening system for the instrument panel, so that it can used in the production line. Through the analysis and choice, we use the robot to catch the instrument panel and fixed the laser head. This thesis mainly introduced the selection and property for the laser and robots, the fixture for the instrument panel are designed in this paper, Optical System are using a Reflection Mirrors and a focusing mirror, and introduced the circulating water system and pneumatic system. According to the requirements of the factory, we designed the layout of the laser weakening systemWith the completer of Equipment installation, we analysis the issue that impact the depth of weakening, such as laser power, duty, frequency, speed, focus position and the pressure of the blow air. Make experiment and analysis the data, we found that the depth of weakening increases with the increasing of laser power, and decreases with the increasing of speed. The frequency and speed affect the performance of the weakening line. The focus position is appropriate at -1mm. The pressure of the blow air is appropriate at 0.35Mpa.The stability of the experiment can be controlled in ±0.1mm. Finally, we found the appropriate parameters for the laser weakening system.Key words:laser weakening instrument panel独创性声明本人声明所呈交的学位论文是我个人在导师指导下进行的研究工作及取得的研究成果。
汽车塑胶仪表板弱化工艺
汽车塑胶仪表板弱化工艺众所周知,无缝安全气囊仪表板的生产工艺过程并不复杂,生产过程中的关键点在于控制表皮弱化的残余厚度和切割成形的精度。
如残余厚度过厚,气囊爆破时,仪表板本体不能顺利炸开,气囊不能顺利弹出,难以保证前排乘员的安全;如残余厚度过薄,仪表板表面就能够看到划痕,影响仪表板的美观和整体性。
目前弱化工艺主要有以下几种:-铣刀切割工艺(包括I/P表皮、骨架和发泡层)-水切割工艺(包括I/P表皮、骨架和发泡层)-激光切割工艺(包括I/P表皮、骨架和发泡层)-模内注塑弱化(仅弱化表皮)-激光弱化(仅弱化表皮)-冷刀弱化(仅弱化表皮)-热刀弱化(仅弱化表皮)对于外观效果,不是所谓的哪种比较好,只是控制的残留厚度的问题。
表面蒙皮残余厚度的精度是保证安全气囊能否在膨胀后0.08s内打开的关键。
因此,残余厚度的公差要求是非常严格的,国际上通行的标准将残余厚度控制在±0.1mm以内。
表皮弱化的加工周期视不同产品的具体情况而不同,如北京现代摩比斯的实际加工周期约为55s。
残余厚度必须是非常精确的。
根据材料弹性和物理性能,要求机器能保证的误差范围±0.05毫米。
1、表皮弱化汽车仪表板的表面蒙皮一般采用PVC、ABS、TPO、TPU等材料,经过吸塑或搪塑成型,厚度一般在1.0~1.5mm左右(根据仪表板的设计和材料而定)。
表皮弱化就是在吸塑成型后的仪表板软表皮内表面进行半透性切割,使得切割后的表皮仍保留一定的残余厚度,蒙皮的外表面看不出切割的痕迹。
残余厚度根据不同车型的设计要求及表皮材料的弹性等物理性能的不同而有所差异,切割形状一般为U形或者H形。
2、注塑骨架和发泡层弱化发泡复合后的仪表板半成品,对已经弱化的表皮所对应的位置的注塑骨架和发泡层还需要弱化。
仪表板的材料和形状决定了适于用铣刀弱化,保证注塑骨架和发泡层弱化的精度,保证气囊安全功能的实现。
3、注塑仪表板的弱化硬塑仪表板材料多使用PP,仪表板骨架的材料主要有PC/ABS、PP、SMA、PPO(PPE)等改型材料。
仪表板气囊区域弱化浅析
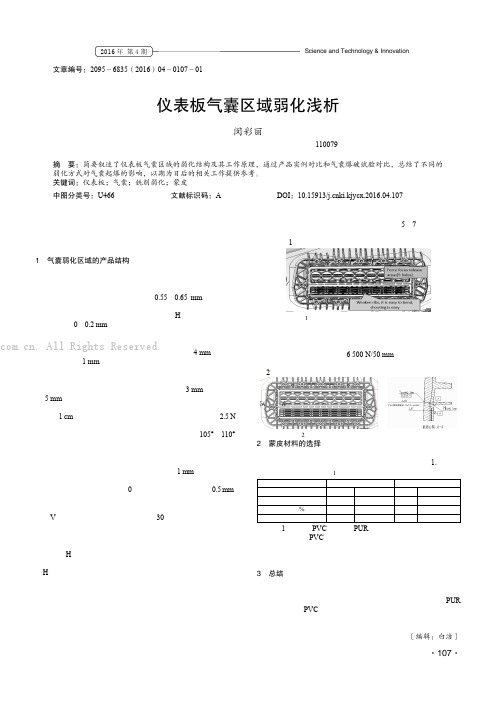
Science and Technology & Innovation ┃科技与创新·107·文章编号:2095-6835(2016)04-0107-01仪表板气囊区域弱化浅析闵彩丽(沈阳金杯江森汽车内饰件有限公司,辽宁 沈阳 110079)摘 要:简要叙述了仪表板气囊区域的弱化结构及其工作原理,通过产品实例对比和气囊爆破试验对比,总结了不同的弱化方式对气囊起爆的影响,以期为日后的相关工作提供参考。
关键词:仪表板;气囊;铣削弱化;蒙皮中图分类号:U466 文献标识码:A DOI :10.15913/ki.kjycx.2016.04.107通常情况下,高端汽车内饰使用的是半硬质仪表板。
仪表板本体包括骨架、发泡和蒙皮。
半硬质仪表板气囊区域的产品结构是决定气囊展开情况的主要因素之一。
只有仪表板气囊区域的产品结构合理,在发生危险时气囊才能正确展开,保护车上人员的生命安全。
由此可知,气囊区域是整个仪表板结构设计的关键。
1 气囊弱化区域的产品结构 1.1 表皮激光弱化残余厚度为了保证遇到突发状况时气囊能够顺利展开,可对仪表板表皮作激光弱化处理,并且涂上润滑脂,以确保弱化区域在任何温度下都能够分离。
弱化的残余深度为0.55~0.65 mm ,在设计相关部件时,要充分考虑蒙皮的软硬度等因素,保证在各种光线下都看不到弱化线。
一般可将弱化线设计成“H ”形,并且将其位置度控制在0~0.2 mm 的范围内,进而控制蒙皮的位置度。
1.2 铣削弱化深度和剩余宽度骨架和发泡可以采取铣削的方式弱化。
通常,仪表板骨架需要铣削成断续的线,而且需要铣透。
当骨架为4 mm 左右时,可以铣入发泡1 mm ,即在气囊起爆时,发泡受力断裂。
另外,铣削的断续线要在同一方向,如果方向不一致,就会导致起爆张力不一致。
如果不能将起爆张力作用于激光弱化线上,就会出现表皮剥离的情况。
正常的铣削剩余宽度为3 mm ,如果它大于5 mm ,就会导致弱化不充分,起爆时不容易爆开。
硬质仪表台副驾侧气囊框设计及弱化线调整基本原则

AC 及弱化线调整基本原则
左子良
(湖南智点智能新能源汽车有限公司 412000)
摘要 :为探究汽车硬质仪表台的副驾侧隐藏式安全气囊在仪表板上的安装结构,对结构中的弱化线、气囊安装框焊接筋和翻转铰链等结构进行了分析,为提高新开发 车型副驾侧气囊爆破试验成功率提供理论依据。 关键词 :仪表板弱化 ;副气囊 ;结构设计 中图分类号 :U463 文献标识码 :A
图 7 两侧弱化线的位置
裂而不会沿弱化线断裂(图 5 和图 6)。左右两侧弱化线 D、E 的 位置为气囊安装框侧壁边缘朝外侧偏移,偏移值 M 为 3 ~5 mm, 此结构使气囊安装框对仪表板弱化部分能起支撑作用,预防仪表 板弱化线区域塌陷,详见图 5 及图 7。 3.2 弱化线的尺寸设计
弱化线的宽度和弱化加工工艺有密切联系,而且针对不同位 置的弱化线,弱化线残留厚度也不一样。参照图 6 及表 1。
4 结束语
仪表台副驾侧隐藏式安全气囊安装框设计的关键因素是铰链 旋转中心、焊接筋和弱化线三者的相对位置关系。以铰链旋转中 心为基准点,根据铰链的运动轨迹特点,逐步确定焊接筋及弱化 线的位置。后续的新车型开发应着重校核上述三者的相对位置关 系,才能减少气囊爆破试验的周期和费用。
【参考文献】 [1] 陈 文 彬 . 浅 谈 汽 车 硬 质 仪 表 板 乘 员 侧 气 囊 框 设 计 [J]. 内 燃 机 与 配 件 ,2019(11):192-194. 作者简介 : 左子良,本科,助理工程师,研究方向为汽车内饰仪表板设计开发工作。
试验开始后由于气囊袋的迅速弹出(图 2),气囊安装框的 铰链绕旋转中心迅速翻转,最终击打到仪表台上。一般会设置 3 种温度下的点爆试验,温度分别为 -35℃、25℃和 80℃。
无缝安全气囊仪表板撕裂线的结构分析与优化

无缝安全气囊仪表板撕裂线的结构分析与优化袁智军;王辉;刘华官;危学兵;华林;房飞【摘要】本文中以目前常用的硬质PP仪表板为对象,基于LS-DYNA平台建立安全气囊点爆和撕裂线区域头部碰撞过程的计算模型,根据气囊点爆和仪表板低速头碰要求,采用正交试验方法并结合台架试验深入探究铣刀弱化无缝气囊仪表板撕裂线设计参数对弱化区强度和气囊展开的影响.结果表明,对仪表板弱化区的影响程度依次为撕裂线的间距、残厚和宽度,确定的最佳设计参数组合为撕裂线残厚0.8mm,间距15mm,宽度1.5mm.本研究为无缝气囊撕裂线的结构分析与优化提供了理论依据.【期刊名称】《汽车工程》【年(卷),期】2016(038)008【总页数】5页(P1025-1029)【关键词】仪表板;撕裂线;正交试验;结构分析;优化【作者】袁智军;王辉;刘华官;危学兵;华林;房飞【作者单位】武汉理工大学,现代汽车零部件技术湖北省重点实验室,武汉430070;上汽通用五菱汽车股份有限公司,柳州545007;武汉理工大学,现代汽车零部件技术湖北省重点实验室,武汉430070;上汽通用五菱汽车股份有限公司,柳州545007;上汽通用五菱汽车股份有限公司,柳州545007;武汉理工大学,现代汽车零部件技术湖北省重点实验室,武汉430070;上汽通用五菱汽车股份有限公司,柳州545007【正文语种】中文无缝安全气囊仪表板撕裂线的强度必须控制在合理范围内。
若撕裂线强度太大,气囊点爆时展开不及时,难以保证前排乘员的安全。
若撕裂线强度太小,低速冲击后仪表板表面可能会凹陷或碎裂,导致尖角、棱边等暴露在乘员的头碰区域。
因此,为使仪表板弱化区能同时满足点爆展开和低速头碰测试要求,撕裂线的设计尤为重要。
铣刀弱化工艺适用范围广,投资成本低,加工灵活性高,正在成为硬质仪表板、软质仪表板骨架和泡沫弱化的重要方法。
文献[1]中通过工艺试验得出铣刀弱化残余厚度和气囊框铰链结构对无缝安全气囊仪表板强度的影响。
激光弱化工艺介绍

整体式无缝安全气囊的激光弱化工艺延锋伟世通技术中心内饰一科谢晶2006.4.18主要内容激光弱化设备介绍(以德国JENOPTIK生产的型号为LSA 46的激光弱化设备为例)激光弱化工艺的基本原理无缝安全气囊的激光弱化形式工艺参数调整方法简介机器人程序现有激光弱化产品及其定位方式汇总(一)激光弱化设备介绍设备型号:LSA 46激光系统型号:VOTANA设备组成:激光发生系统机器人系统信息反馈系统激光冷却系统排气过滤系统安全保护系统等激光弱化设备图示:系统工作原理图示:(1)激光发生系统激光发生器:二氧化碳激光发生器制造商:世界最大的激光发生器制造商ROFIN公司型号:DC 015激光波长:10.6µm额定功率:1500W频率:2-5000HZ发生气体:以二氧化碳为主的混合气体,其中6%CO、和少量的He、Xe、N等成分。
94%CO2换气:每72小时换一次气,每次换气消耗量为0.3L。
(2)机器人系统机器人:ABB公司的铰接机器人型号:IRB4400主要功能:a、抓牢工件b、根据所安装的夹具的不同,选择不同的程序并运行(共32组可选)c、控制PLC单元和工业计算机的数据交换激光弱化过程中机器人运行路径示意:(3)信息反馈系统信息反馈主要包括:来自机器人(Robot)的反馈信息来自工作传感器(Working Sensor)的反馈信息参照传感器(Reference Sensor)的反馈信息工作传感器和参照传感器结构图示:工作传感器和参照传感器的控制原理示意(二)激光弱化工艺的基本原理激光弱化工艺:利用激光所具有的高能加工无缝安全气囊线的工艺。
激光发生器将所产生的激光聚焦在约0.2 mm 的范围内,形成具有高能量的激光束,激光束通过激光头以定频脉冲的形式打在仪表板上。
其焦点处的材料在吸收激光的高能后迅速汽化,形成穿透或不穿透(根据需要)的小孔,这些小孔区域的材料厚度变薄,断裂强度降低,从而能在受到外界冲击时优先断裂;同时辅助气体将熔化或氧化物吸出形成加工面。
安全气囊弱化工艺 (激光弱化,热刀弱化,冷刀弱化)
chuck
安全气囊弱化工艺主要有三种,激光弱化、冷刀弱化、热刀弱化。
}? c% L8\
1:激光弱化 hH%f WB2(
原理:材料被激光热量汽化产生弱化线,采用传感器探测和控制残余厚度。
] ; b+f@
缺点:目前探测器灵敏度不够。
弱化线附近的材料由于受热容易降解,且受材料种类和颜色的影响。
F 激光工艺本身产生毒气和沉积,粘在部件上的污物需要昂贵的清理。
T34Z#PFwe
采购成本高。
目前使用教少。
(pd~ 2 !;C
2:热刀工艺 gwXm o M5
p /
原理:预热刀嵌进工件表面,然后移到某个位置来确定残余厚度。
{9x>@
缺点:剩余区域可能受到压缩和变形,而使残余厚度发生急剧变化。
i Dh C_F|
剩余材料受热易发生降解,工件易被强化。
.c 0u# #/0
1,As
采购成本低,使用较少。
v H
3:冷刀/超声刀艺 ? K:. Pa
原理:安装在冷刀附近的感应传感器测量刀尖与夹具之间的距离并记录下来。
根据这些数据,决定残余缺点:需要大量的传感器和测量装置。
t,* 1 =S 5
采购成本低。
使用广泛。
F u 5Y<*x
冷刀/超声刀弱化,国GEISS公司是行业领导者。
d, Oag x
色的影响。
FC K yKn
据这些数据,决定残余厚度是否因干扰而需要补偿。
dga4|7-MY。
汽车仪表板搪塑表皮弱化工艺

搪塑表皮气囊区域热刀弱化工艺工艺概述:随着现代汽车工业的发展,人们越来越追求美观、舒适、安全,装有安全气囊的搪塑表皮仪表板的应用也越来越广泛,尤其在中高档轿车中将取代硬塑仪表板.在仪表板的生产中,搪塑表皮气囊区域的热刀弱化工艺也愈来愈被人们重视,它影响着整个仪表板本体的美观、安全气囊的正常爆破等.工艺简介:搪塑表皮的热刀弱化,就是用特殊刀口的热刀加热到140℃左右,在搪塑表皮的气囊区域切割表皮,使表皮的残余厚度在0.2mm到0.4mm之间(如下图示),在气囊爆破时,气囊就延着该弱化位置正常打开,保证人员安全.操作流程:主要工艺参数:热刀设定温度:170±5℃保压时间:0.5-2.0s弱化区域设备简介:∙加热系统:整个热刀分成四块(右图),通过四个独立的电加热系统控制(左图),可以分别设置相应的温度,一般选择相同的温度,设置的温度与热刀的实际温度有差距,表皮的弱化温度在140±5℃ ,热刀的温度影响着表皮弱化后的残余厚度.∙抽真空系统:为了使表皮正确定位,表皮的各边角应紧贴在胎模上, 需有足够的真空度吸附表皮,负压一般控制在-0.9bar 左右(见右图),并且表皮各部分分块控制,有利于表皮的局部铺平.∙液压系统:热刀切割表皮是通过液压系统自动进行的(见右图),先是热刀经油缸传动下降,切完表皮后自动上升.工艺对产品质量的影响:∙搪塑表皮弱化位置偏差的影响1234在搪塑表皮热刀弱化操作时,搪塑表皮放入定型模内,若未将表皮各边角抚平,表皮各边角在胎模内没有正确定位,或表皮没有完全吸附在胎模上,或胎模本身的位置放置未与上面的热刀对应,而热刀的位置是相对固定的,经弱化后,表皮弱化的位置与发泡后上体塑料骨架气囊区域切割的位置不对应,有位置的偏移,使得气囊爆破时爆破的方向有偏差,气囊打开时表皮断裂处不均衡,并拉扯周边的表皮,在低温爆破是可能有小块的表皮或泡沫飞出,如下图示:位置偏差表皮残余厚度的影响通过更换热刀限位块来控制表皮的残余厚度,同时热刀的温度高低,保压时间的长短也影响表皮的残余厚度.当弱化深度不够时,使得气囊爆破时难以扯断弱化区域的表皮,并拉扯气囊周边的表皮,如下图示,当残余厚度太薄(0.10mm),发泡时可能从弱化位置跑料,影响外观,选择限位块厚度0.35mm,残余厚度应在0.27mm左右时,仪表板表面无跑料痕迹,且高低温气囊爆破时爆破状态良好.只有选择合适厚度的限位块,调整好弱化工艺参数(热刀温度、保压时间),才能得到合适残余厚度的表皮,使得气囊正常爆破.热刀弱化限位块0.2mm 热刀弱化限位块0.35mm拉扯表皮∙热刀温度的影响在搪塑表皮热刀弱化时,热刀口的温度一般在控制在140℃左右,设置温度在170℃左右,随着温度的升高,相同的限位块弱化出的表皮残余厚度越薄(见下表),对仪表板的外观和气囊爆破有很大的影响.限位块为0.2mm时不同热刀温度对表皮残余厚度的影响热刀切割表皮时,热刀在最低位置停留的时间即是保压时间,保压时间的长短影响表皮的残余厚度,一般选择在0.5s,保压时间越长,表皮的残余厚度越薄(见下表),对仪表板的外观和气囊爆破有很大的影响.不同保压时间对表皮残余厚度的影响搪塑表皮气囊区域热刀弱化工艺在整个仪表板的生产中起着承上启下的作用,搪塑表皮只有经过正确的热刀弱化才能生产出合格的仪表板,尤其对无缝气囊的正常爆破起着决定性的作用.。
无缝安全气囊线的加工工艺
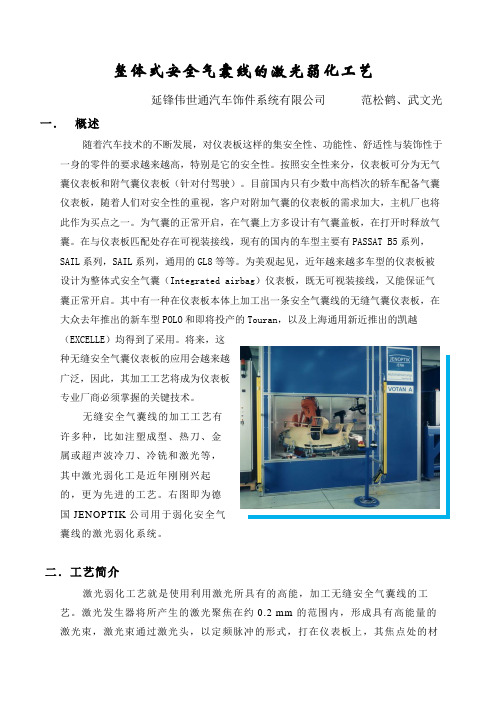
整体式安全气囊线的激光弱化工艺延锋伟世通汽车饰件系统有限公司范松鹤、武文光一.概述随着汽车技术的不断发展,对仪表板这样的集安全性、功能性、舒适性与装饰性于一身的零件的要求越来越高,特别是它的安全性。
按照安全性来分,仪表板可分为无气囊仪表板和附气囊仪表板(针对付驾驶)。
目前国内只有少数中高档次的轿车配备气囊仪表板,随着人们对安全性的重视,客户对附加气囊的仪表板的需求加大,主机厂也将此作为买点之一。
为气囊的正常开启,在气囊上方多设计有气囊盖板,在打开时释放气囊。
在与仪表板匹配处存在可视装接线,现有的国内的车型主要有PASSAT B5系列,SAIL系列,SAIL系列,通用的GL8等等。
为美观起见,近年越来越多车型的仪表板被设计为整体式安全气囊(Integrated airbag)仪表板,既无可视装接线,又能保证气囊正常开启。
其中有一种在仪表板本体上加工出一条安全气囊线的无缝气囊仪表板,在大众去年推出的新车型POLO和即将投产的Touran,以及上海通用新近推出的凯越(EXCELLE)均得到了采用。
将来,这广泛,因此,其加工工艺将成为仪表板专业厂商必须掌握的关键技术。
无缝安全气囊线的加工工艺有许多种,比如注塑成型、热刀、金属或超声波冷刀、冷铣和激光等,其中激光弱化工是近年刚刚兴起的,更为先进的工艺。
右图即为德国JENOPTIK公司用于弱化安全气囊线的激光弱化系统。
二.工艺简介激光弱化工艺就是使用利用激光所具有的高能,加工无缝安全气囊线的工艺。
激光发生器将所产生的激光聚焦在约0.2 mm 的范围内,形成具有高能量的激光束,激光束通过激光头,以定频脉冲的形式,打在仪表板上,其焦点处的材料在吸收激光的高能后迅速汽化,形成穿透或不穿透(根据需要)的小孔,这些小孔区域的材料厚度变薄,断裂强度降低,从而能在受到外界冲击时,优先断裂。
许多这样的顺序排列的微孔的组合,就是我们通常说的安全气囊线(Airbag line )。
汽车仪表板气囊区域表皮的热刀弱化工艺对气囊爆破的影响
汽车仪表板分为硬质和软质两种,软质仪表板在中、高档车上的应用较多,且在副驾驶侧带有无缝安全气囊。
软质仪表板的结构分为3层,即表皮、中间发泡层和塑料骨架。
必须对仪表板副驾驶侧气囊区域的表皮进行弱化,当车发生高速碰撞时,气囊爆破能沿着弱化线顺利打开,且没有小的碎片飞出,可以保护人员安全。
表皮的弱化方式有很多种,如热刀、冷刀、激光等,下面仅讨论热刀弱化工艺。
表皮热刀弱化工艺概述 在副驾驶侧装有无缝安全气囊软质仪表板的生产过程中,气囊区域表皮的热刀弱化工艺非常重要,因为它影响着整个仪表板本体表面的美观、安全气囊的正常爆破等。
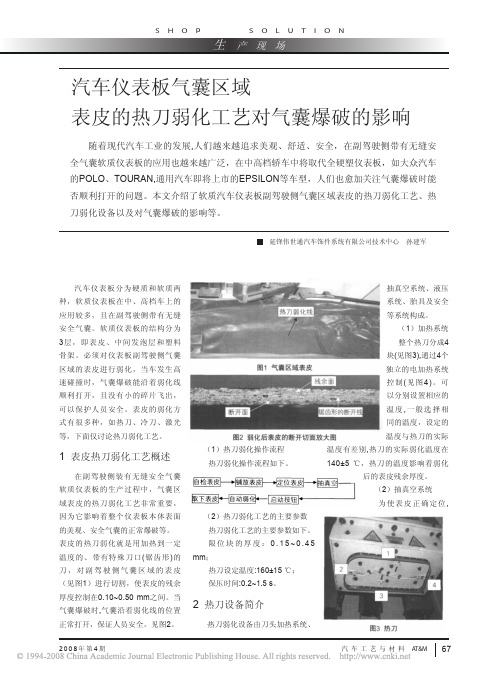
表皮的热刀弱化就是用加热到一定温度的、带有特殊刀口(锯齿形)的刀,对副驾驶侧气囊区域的表皮(见图 )进行切割,使表皮的残余厚度控制在0. 0~0.50 mm之间。
当气囊爆破时,气囊沿着弱化线的位置正常打开,保证人员安全。
见图2。
( )热刀弱化操作流程热刀弱化操作流程如下。
(2)热刀弱化工艺的主要参数热刀弱化工艺的主要参数如下。
限位块的厚度:0. 5~0.45mm;热刀设定温度: 60± 5 ℃;保压时间:0.2~ .5 s。
2热刀设备简介热刀弱化设备由刀头加热系统、抽真空系统、液压系统、胎具及安全等系统构成。
( )加热系统整个热刀分成4块(见图3),通过4个独立的电加热系统控制(见图4)。
可以分别设置相应的温度,一般选择相同的温度,设定的温度与热刀的实际温度有差别,热刀的实际弱化温度在40±5 ℃,热刀的温度影响着弱化后的表皮残余厚度。
(2)抽真空系统为使表皮正确定位,汽车仪表板气囊区域表皮的热刀弱化工艺对气囊爆破的影响随着现代汽车工业的发展,人们越来越追求美观、舒适、安全,在副驾驶侧带有无缝安全气囊软质仪表板的应用也越来越广泛,在中高档轿车中将取代全硬塑仪表板,如大众汽车的POLO、TOURAN,通用汽车即将上市的EPSILON等车型,人们也愈加关注气囊爆破时能否顺利打开的问题。