搅拌摩擦焊设及其研究进展
搅拌摩擦焊镁铝异种材料研究现状
随着现代制造技术的不断进步,材料焊接技术也在不断发展。
搅拌摩擦焊作为一种新型的焊接方法,因其低能耗、无污染、高效率等优点而备受关注。
在工业界和学术界,对搅拌摩擦焊技术的研究也越来越深入。
一、搅拌摩擦焊简介1. 搅拌摩擦焊的原理和特点搅拌摩擦焊是一种无熔金属的固态焊接方法,通过机械搅拌和摩擦加热的方式将材料焊接在一起。
与传统的熔化焊接方法相比,搅拌摩擦焊具有温度低、热影响区小、焊接变形小等优点。
2. 搅拌摩擦焊的应用领域搅拌摩擦焊技术已广泛应用于航空航天、汽车制造、铁路交通等领域,尤其在焊接铝合金、镁合金等轻金属材料方面具有独特优势。
二、搅拌摩擦焊镁铝异种材料研究现状1. 镁铝异种材料的特点镁铝异种材料因其密度低、强度高、耐腐蚀等特点,被广泛应用于航空航天、汽车制造等领域。
然而,由于镁铝材料的化学性质和熔点差异较大,传统的焊接方法往往难以实现良好的焊接效果。
2. 搅拌摩擦焊镁铝异种材料的研究现状为解决镁铝异种材料的焊接难题,学术界和工业界进行了大量的研究。
目前,搅拌摩擦焊镁铝异种材料的研究已取得了一定进展,但仍存在一些挑战。
3. 研究现状的主要问题(1)焊接接头的组织和性能不稳定,需要进一步优化工艺参数和焊接头形貌。
(2)搅拌摩擦焊镁铝材料的金属间化合物生成机理和影响因素尚不清楚,需要深入研究。
(3)焊接接头的力学性能、耐腐蚀性能等方面还需要进一步评估和提升。
三、未来研究方向1. 优化焊接工艺参数针对搅拌摩擦焊镁铝异种材料存在的问题,未来研究可以进一步优化焊接工艺参数,包括搅拌转速、下压力、焊接速度等,以获得更稳定的焊接接头组织和性能。
2. 深入研究金属间化合物形成机理金属间化合物的生成对搅拌摩擦焊接头的性能具有重要影响,未来的研究可以针对金属间化合物的形成机理和影响因素进行深入探讨,为优化焊接工艺提供理论依据。
3. 综合评价焊接接头性能未来的研究还可以从焊接接头的力学性能、耐腐蚀性能等方面进行综合评价,探索提升镁铝异种材料搅拌摩擦焊接头综合性能的途径。
镁合金搅拌摩擦焊技术的研究进展
镁合金搅拌摩擦焊技术的研究进展*周 楠,戚文军,王海艳,农 登,宋东福(广东省工业技术研究院金属加工与成型技术研究所,广州510650)摘要 搅拌摩擦焊技术是近十几年发展起来的,适合于低熔点合金的一种新型焊接方法。
由于镁合金具有密度小、比强度高、尺寸稳定性好等特点,目前镁合金的搅拌摩擦焊已经引起了越来越多的关注。
综述了国内外镁合金搅拌摩擦焊接技术的研究现状,包括镁合金与同种及异种合金的连接技术,并展望了镁合金搅拌摩擦焊技术的发展趋势。
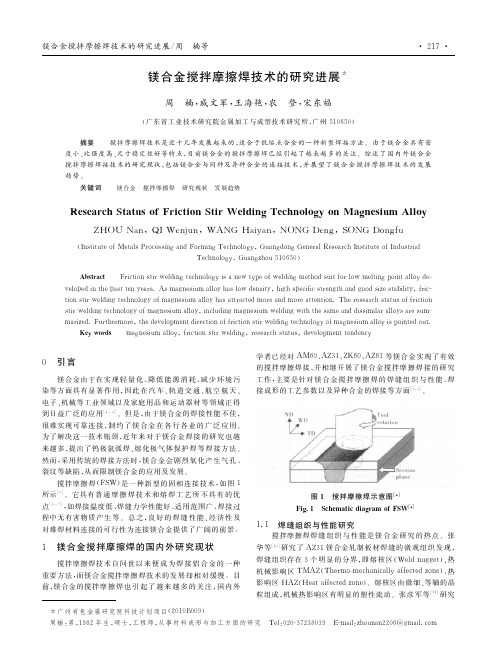
关键词 镁合金 搅拌摩擦焊 研究现状 发展趋势Research Status of Friction Stir Welding Technology on Magnesium AlloyZHOU Nan,QI Wenjun,WANG Haiyan,NONG Deng,SONG Dongfu(Institute of Metals Processing and Forming Technology,Guangdong General Research Institute of IndustrialTechnology,Guangzhou 510650)Abstract Friction stir welding technology is a new type of welding method suit for low melting point alloy de-veloped in the past ten years.As magnesium alloy has low density,high specific strength and good size stability,fric-tion stir welding technology of magnesium alloy has attracted more and more attention.The research status of frictionstir welding technology of magnesium alloy,including magnesium welding with the same and dissimilar alloys are sum-marized.Furthermore,the development direction of friction stir welding technology of magnesium alloy is pointed out.Key words magnesium alloy,friction stir welding,research status,development tendency *广州有色金属研究院科技计划项目(2010B009) 周楠:男,1982年生,硕士,工程师,从事材料成形与加工方面的研究 Tel:020-37238039 E-mail:zhounan2206@gmail.com0 引言镁合金由于在实现轻量化、降低能源消耗、减少环境污染等方面具有显著作用,因此在汽车、轨道交通、航空航天、电子、机械等工业领域以及家庭用品和运动器材等领域正得到日益广泛的应用[1-3]。
搅拌摩擦焊研究现状及创新设想

搅拌摩擦焊研究现状及创新设想张晶(天津机电职业技术学院,天津)摘要:搅拌摩擦焊是近二十年来新兴的焊接技术,和传统焊接技术相比,具有高效和环保的优势。
同时由于是固相连接,可以有效解决以往难焊甚至不能焊的金属,使得我国在航空、航天和船舶等领域的制造水平大幅提升。
本文就搅拌磨擦焊的基本原理,揭示了其研究现状,主要是焊接设备的现状,并对未来的发展趋势做一些探讨,希望可以拓展思路,更加深入的开展对该技术的应用。
关键词搅拌摩擦焊FSW 设备创新前言近几年来,搅拌摩擦焊的出现受到国际焊接科学技术领域的极大关注,被认为是从基础研究到实际应用的重大科技成就,同时也对人们科学利用摩擦起到了促进作用。
目前,在摩擦焊基础上已发展起来的多种摩擦加工技术,材料的摩擦加工具有低耗能、无污染、高效率、加工质量好等优点,因而应用前景广阔。
搅拌摩擦焊(FSW)作为一种快速发展的新型固相焊接方法,正在成为世界范围内的热点焊接方法。
该方法自发明以来就受到制造工业关注,现正在逐渐成为轻合金金属的主导焊接方法,在新型飞机、空间飞行器、舰船、高速列车、汽车、电子、电力以及能源等行业得到推广应用。
一、搅拌摩擦焊基本原理搅拌摩擦焊(Friction Stir Welding)是基于摩擦焊接技术一种固相焊接技术,1991年由英国焊接研究所(TWI)发明。
其原理是一个非耗损的搅拌头旋转扎入焊接工件的连接界面,当搅拌头向前沿着焊缝移动时,塑化金属在机械搅拌和顶锻作用下形成致密的固相联接。
焊接过程中没有弧光、烟尘等污染,是一种高效、环保的绿色技术。
图1搅拌摩擦焊原理示意图二、.搅拌摩擦焊研究现状1.异种金属焊接应用异种材料连接结构具有两种材料综合的优异性能,在航空航天、空间技术、核工业、微电子、汽车、石油化工等领域得到了广泛的应用,因此对异种材料焊接的深入研究有着十分重要的意义。
搅拌摩擦焊对材料的适应性很强,几乎可以焊接所有类型的铝合金材料,另外,它也是镁合金、锌合金、铜合金、铅合金以及铝基复合材料等材料的板状对接或搭接的优先选择。
谈搅拌摩擦焊技术

成功案例介绍及经验总结
01
成功案例一
某航空制造企业成功应用搅拌摩擦焊技术,实现了铝合金材料的可靠连
接。通过合理的工艺参数设置和操作规范,获得了高质量的焊接接头,
提高了生产效率。
02
成功案例二
某轨道车辆制造企业采用搅拌摩擦焊技术,实现了不锈钢车体结构的快
速、高效连接。通过优化工艺参数,降低了焊接变形和应力,提高了焊
THANKS
谢谢您的观看
汽车制造领域
车身结构的连接
搅拌摩擦焊技术可用于汽车车身结构的连接,提高车身的强度和刚度。
新能源汽车电池托盘的焊接
搅拌摩擦焊技术还可用于新能源汽车电池托盘的焊接,提高电池托盘的稳定性和安全性。
轨道交通领域
轨道车辆的制造
搅拌摩擦焊技术可用于轨道交通领域中轨道车辆的制造,提高车辆的稳定性和安全性。
地铁车辆车体的焊接
搅拌摩擦焊技术还可用于地铁车辆车体的焊接,提高车体的强度和刚度。
新能源领域
太阳能板的焊接
搅拌摩擦焊技术可用于新能源领域中太 阳能板的焊接,提高太阳能板的稳定性 和效率。
VS
风力发电机叶片的焊接
搅拌摩擦焊技术还可用于风力发电机叶片 的焊接,提高叶片的稳定性和安全性。
03
搅拌摩擦焊技术工艺流程与设 备
,能够产生摩擦热和塑性变形,实现材料的连接。
控制系统
02 用于控制搅拌头的旋转速度、压力和焊接时间等参数
,确保焊接过程的稳定性和可控性。
焊接夹具
03
用于固定待焊接的材料,确保焊接过程的稳定性和精
度。
设备选型与维护
设备选型
根据生产需求和预算等因素,选择适合的搅拌摩擦焊设备,包括搅拌头的类型、尺寸和 控制系统等。
搅拌摩擦焊技术应用现状及其发展趋势
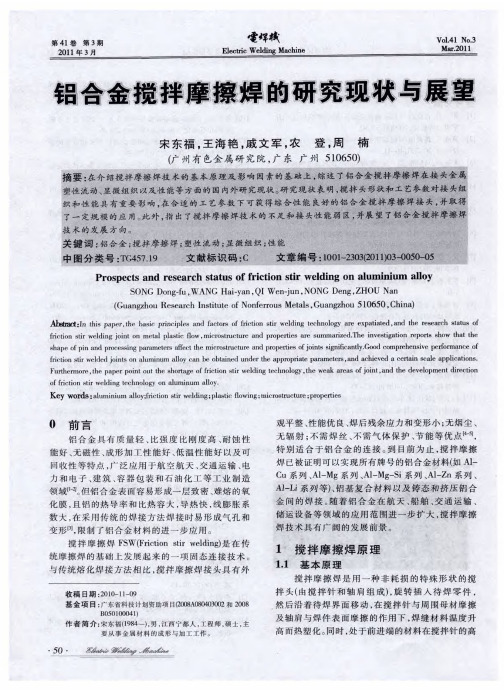
搅拌摩擦焊技术应用现状及其发展趋势摘要:搅拌摩擦焊是利用一种特殊形式的搅拌头边旋转边前进,通过搅拌头与工件的摩擦产生热量,摩擦热使该部位金属处于热塑性状态,并在搅拌头的压力作用下从其前端向后部塑性流动,从而使待焊件压焊为一个整体。
本文简述了搅拌摩擦焊的工作原理及优缺点,重点分析了搅拌摩擦焊技术在航空航天、汽车、船舶、电力电子、轨道交通、国防军工以及其它领域的应用现状及发展趋势。
关键词:搅拌摩擦焊;航空航天;汽车;轨道交通;应用;发展趋势引言搅拌摩擦焊作为一项革命性新型焊接技术,其有效解决了轻合金材料焊接方法问题,可达成铝、镁、铜等轻质合金材料高效、优质、绿色的非熔化连接。
中国发展和应用搅拌摩擦焊是时代的召唤,是我们所需肩负的重要使命。
由此可见,对搅拌摩擦焊技术应用现状与发展趋势开展研究,既有着十分重要的现实意义,又有着十分重要的战略意义。
一、工作原理搅拌摩擦焊,本质上是一种固相焊接,它需要借助一个非自耗的搅拌头(一般包括四部分,分别是搅拌针、轴肩、过渡部分和夹持部分)。
首先将待焊工件刚性固定,接着将搅拌针高速旋转着插入到被焊工件内部,直到轴肩下压到被焊工件内,然后搅拌针沿着焊接方向与工件做相对运动,在摩擦热和塑形变形热的作用下,焊缝两侧金属在搅拌针的牵引下进行塑性流动,在搅拌针的搅拌和轴肩的锻压共同作用下,形成焊接接头。
二、优缺点搅拌摩擦焊的优点:1)固态焊接技术,没有材料熔化;2)高质量,高效率,低成本;3)可实现多种接头形式的焊接;4)焊件中残余应力低,残余变形小;5)搅拌摩擦焊接头强度高,断裂韧度高;6)焊缝为细晶组织,没有气孔、裂纹、夹渣等缺陷,节省修理费用;7)操作简单,便于实现自动化。
搅拌磨擦焊存在的主要缺点:由于焊缝不形成增强焊波,难以用于填角焊等焊接,其接头形状有限;焊接形式受限,曲线焊接操作较难;焊缝的始端与终端有残孔。
三、缺陷(1)搅拌摩擦焊过程属于热力复合作用过程,通常在焊缝正下方存在刚性支撑,在开展难以提供刚性支撑的工件焊接时,难度十分大。
搅拌摩擦焊研究现状

搅拌摩擦焊研究现状第一篇:搅拌摩擦焊研究现状搅拌摩擦焊技术在国内外的发展状况搅拌摩擦焊的技术特点是焊接金属不熔化,焊缝为锻造的细晶组织,并且作业环境不受限,适合于大型结构的焊接,同时工艺参数少、参数裕度大,焊接质量稳定,是一项高效、低成本、环保的固相焊接新技术。
正是由于搅拌摩擦焊所具有的这些技术特色和优点,这项技术被称之为焊接技术的一场革命,也使得这项技术从发明至今的短短十几年内,得到了其它焊接方法从未有过的快速发展,尤其是在国外,搅拌摩擦焊技术发展和工业应用的速度之快令人瞠目结舌。
首先表现在搅拌摩擦焊应用的材料上,除了各种铝合金、镁合金和铜合金以外、钛、钢甚至高温合金等高熔点高热强金属材料的搅拌摩擦焊技术研究甚至工业应用也已经开始。
当前,搅拌摩擦焊单道一次焊透铝板的能力为最厚100mm、最薄0.5mm,焊接铜板最厚达50mm,焊钛合金最厚达25mm。
从焊接方法的发展来看,搅拌摩擦焊已从最初的一体式搅拌头焊接方法发展衍生出了分体搅拌头(可回抽搅拌头,固定轴肩搅拌头)式搅拌摩擦焊、双焊接头(同面共主轴反向旋转,双面双主轴)搅拌摩擦焊、双轴肩搅拌摩擦焊、高转速搅拌摩擦焊以及搅拌摩擦点焊等。
由于搅拌摩擦焊是通过搅拌工具施加的运动和作用力使被焊材料形成焊缝的,焊接过程中的作用力很大,因此焊接设备本身刚性一般都很大、很笨重。
但国外搅拌摩擦焊设备已从最初的类铣床结构发展出了动龙门动横梁多轴联动搅拌摩擦焊设备、机器人搅拌摩擦焊设备、移动式搅拌摩擦焊设备甚至便携式搅拌摩擦焊设备。
焊接设备的发展,也使搅拌摩擦焊的适用对象从简单规则形状焊缝发展到了空间曲线焊缝的焊接和外场的维修补焊。
最后,从工业应用来看,搅拌摩擦焊已在先进国家的航空、航天、兵器、电力电子、石油化工、船舶、轨道交通、汽车等制造领域得到了大量应用,应用部位已从非承力、次承力结构发展到关键承力结构上,搅拌摩擦焊在国外铝、镁等轻合金结构制造上正在成为主导甚至必选的制造技术手段。
铝合金搅拌摩擦焊的研究现状与展望
而搅拌针下面的金属只受到流动金 属的挤压作 用 。
件
Ki nn rha s C 77 在 0 5铝 合 金 搅 拌 摩 擦 焊 接 头 横 截 面 观 察 到 “ 葱 瓣 ”状 花 纹 , 析 认 为 高 速 旋 转 洋 分 的搅 拌头 产生 摩擦 热使 搅拌 针 周 围的金 属塑 化 , 并 在 搅 拌 头 旋 转 着 前 进 的 作 用 使 热 塑 化 金 属 沿 搅 拌 头 的 返 回 端 被 挤 向 搅 拌 针 后 方 , 洋 葱 瓣 ”状 的 花 “
接 板
搅 拌 针
纹 即 为 焊 缝 区金 属 塑 性 流 动 的 结 果 。 柯 黎 明 姬 过 镶嵌 标 识 材 料 的方 法 对 比 L 1/ 2 F6 ̄1 I 铝 合 金 在 光 滑 和 带 螺 纹 搅 拌 头 焊 接 条 件 下 焊 缝 接 头 的形 貌 , 为 搅 拌 针 表 面 的 螺 纹 是 焊 缝 金 属 在 轴 认 向 流 动 的 主 要 驱 动 力 , 塑 化 金 属 沿 螺 纹 轴 向 向 上 当 或 向 下 流 动 时 , 螺 纹 的 热 塑 化 金 属 “ 口 ” 形 在 入 处
直径 、 拌 针直 径 、 转 速度 、 接 速度 、 向压力 、 搅 旋 焊 轴
黄 永 德 _通 过 在 L 2铝 合 金 中镶 嵌 铜 箔 作 为 】 q YI
标 识 材 料 方 法 研 究 了 搅 拌 摩 擦 点 焊 的 金 属 塑 性 流
动 。 为 塑 化 金 属 在 搅 拌 针 螺 纹 向下 的 压 力 和 轴 肩 认 顶 锻 压 力 作 用 下 , 螺 旋 状 向 焊 点 底 部 流 动 , 动 以 运
到焊 点底 部后 受底 板 和周 同未 塑化 金属 的 阻碍 , 从
搅拌摩擦焊的研究现状及前景展望

搅拌摩擦焊的研究现状及前景展望搅拌摩擦焊应用广泛,具有成本低、高性能以及高效率等特性,在不同领域得到了广泛的应用。
本文将对搅拌摩擦焊的研究现状以及应用进行详细的分析。
标签:搅拌摩擦焊;研究现状;应用英国焊接研究所发明的搅拌摩擦焊(Friction Stir Welding,简称FSW),曾经于1991年获得世界范围内专利保护,它是一项非常奇特的新型固相焊接技术,也是焊接技术史上从发明到将其应用到工业中时间最短的一项焊接技术,其曾被称作是“世界焊接史上的第二次革命”。
搅拌摩擦焊与其他传统的焊接技术相比较而言,其具有成本低廉、不会造成污染、焊接后变形较小以及高效等特点,这些特点是其他焊接技术无法企及的。
搅拌摩擦焊的这些特性使其得到了广泛的应用,其主要应用于结构制造领域,例如航空、航天、汽车以及船舶等领域。
基于此,文章将从焊接材料、工艺参数、焊接技术等原理对搅拌摩擦焊进行详细的研究分析,并且对搅拌摩擦焊未来的发展趋势进行探讨。
1 搅拌摩擦焊的原理分析及其优缺点(1)搅拌摩擦焊的原理分析。
搅拌摩擦焊的搅拌头的特征是圆柱状并且其轴肩是非常特殊的,搅拌头以合适的速度插入到被焊构件的焊接处,并且以一定的速度向前匀速移动,被焊构建与搅拌头之间由于一定的摩擦力度而产生相应的热度,当温度达到一定水平时,其将会使得搅拌头附近区域的材料软化,从而以实现热塑化的目的。
当搅拌头由于受到某种力度时,将会渐渐的向前缓慢前行,这时候热塑化后的材料将由搅拌头的前部向后部移动,并且位于搅拌头处的轴肩将会产生锻造压力,固相连接就会在这种压力之下而实现。
在搅拌焊接的过程中,需要注意的是被焊构件需要进行牢固固定,而且需要在焊缝的背面加上衬垫以防止由于搅拌头的力度而导致构建以及塑性金属流失。
(2)搅拌摩擦焊的优缺点分析。
搅拌摩擦焊的优点主要有以下几个方面:第一,由于搅拌摩擦焊采用的技术原理是固相焊接技术,从而不会导致材料融化的现象发生;第二,,搅拌摩擦焊具有质量过硬、操作起来效率高以及不需要高昂的成本;第三,搅拌摩擦焊没有特定的接头形式,其支持多种规格形式不一的焊接方式;第四,采用搅拌摩擦焊技术,在焊接过程中产生的残余应力较小,从而残余应力对构件所带来的变形影响较小;第五,采用搅拌摩擦焊技术进行焊接后所产生的焊缝的组织为细晶组织,从而没有其他传统焊接技术所带来的裂纹、气孔等缺陷,这将大大减少后续的维修费用;第六,搅拌摩擦焊操作起来较为简单,能够非常方便的就实现自动化技术。
搅拌摩擦焊焊缝腐蚀研究进展

搅拌摩擦焊焊缝腐蚀研究进展252?材料导报2007年11月第21卷专辑Ⅸ搅拌摩擦焊焊缝腐蚀研究进展耿学文,朱丽娟,贺春林,范希会,才庆魁(1沈阳大学机械工程学院,沈阳110044;2曲阜师范大学物理工程学院,曲阜273165)摘要搅拌摩擦焊是一项新型固态连接技术,近年来在航空航天,汽车工业等领域得到了广泛应用.其工艺特性导致各焊缝微区组织和应力状况不同,从而展现出不同的腐蚀行为.综述了近年来国内外搅拌摩擦焊焊缝腐蚀行为的研究进展,分析了影响焊缝腐蚀的因素,展望了发展趋势.关键词搅拌摩擦焊腐蚀综述ResearchDevelopmentofWeldCorrosionBehaviorofFrictionStirWelding GENGXuewen,ZHULijuan,HEChunlin,FANXihui,CAIQingkui(1SchoolofMechanicalEngineering,ShenyangUniversity,Shenyang110044;2SchoolOfPhysicalScience&Technology,QufuNormalUniversity,Qufu273165) AbstractAsanewsolid-statejoiningtechnique,frictionstirwelding(FSW)hasbeenappliedi naerospace,au—tomotiveindustriesandotherareasrecently.TheFSWprocessresultsindifferentmicrostruct uresandstressdistribu—tionsatdifferentweldzones,whichexhibitdifferentcorrosionbehaviorscorrespondingly.In thisarticle,recentresearch developmentofweldcorrosionbehaviorofFSWisreviewed.Theinfluencefactorsareanalyz edandthedevelopingtrendisprospected.Keywordsfrictionstirwelding,corrosionbehavior,review0前言搅拌摩擦焊(Frictionstirwelding,FSW)是由英国焊接研究所(Theweldinginstitute,]r,Ⅳ1)于1991年提出的一种固态连接方法,是世界焊接技术发展史上自发明到工业应用时间跨度最短和发展最快的一项固相连接新技术.摩擦热摩擦摩搅拌作用——●朝性流动——接合图1V的示意图及焊接原理[.]与传统的熔焊相比,FSW具有如下优点L3]:①几乎没有焊接变形和收缩;②接合部位几乎不变色;③不用焊条和保护气体;④不会发生溅射和烟气,也没有紫外线和红外线等有害光线;⑤因为是机械结合,接头组织与母材组织相近,没有熔焊时容易发生的气孔和裂纹等;⑥可以仰焊;⑦焊接原理简单(如图1所示[3j),焊接因素少,管理容易.FSW可进行铝,镁,铜,钛,钢铁,金属基复合材料以及异种金属材料等的连接_4],具有广阔的工业应用前景和发展潜力,近年来在航空航天,船舶,汽车,列车,家电制造等领域得到了广泛应用_5'.FSW焊缝的腐蚀行为是工程界普遍关注的热点问题_2],尤其是对航空航天结构,抗腐蚀性是评定其使用性能极为重要的指标之一[9j.目前国内对FSW焊缝腐蚀行为及机理的研究才刚刚起步[10,11],国际上也尚未进行深入系统的研究[12~.1FSW焊缝腐蚀研究的现状.目前国内外对FSW焊缝腐蚀行为的研究主要集中在以下几个方面:(1)高温腐蚀;(2)应力腐蚀;(3)腐蚀疲劳;(4)局部腐蚀.表1给出了一些实验所用材料及腐蚀液.1.1高温腐蚀高温腐蚀是金属材料在高温下与环境介质发生反应引起的破坏,高温腐蚀过程中,腐蚀锈皮与基体金属之间,锈皮的不同层次以及锈皮中不同相之间,由于结构上存在着差异,将在界面*辽宁省自然科学基金(20052003);辽宁省科技基金(2004221010)资助耿学文:男,1983年生,硕士研究生E-mail:******************贺春林:通讯联系人,男,1964年生,博士,教授E-mail:***************搅拌摩擦焊焊缝腐蚀研究进展/耿学文等?253?上产生结构内应力.内应力常使锈皮发生破裂,粉化,鼓泡,开裂或剥落,从而使高温腐蚀加速].Arivazhagan等I_】2J对AISI4140一AISI304FSW焊缝熔盐热腐蚀行为的研究发现:界面处元素的内扩散和金属问化合物的形成,导致焊接区较基体金属更易于受到热腐蚀.在焊接区内,随温度升高低合金钢AISI4140侧比304不锈钢侧的焊接区更易遭受热腐蚀,表现为:腐蚀锈皮更厚,也更易剥落,且厚锈皮的剥落导致反应速率出现波动.氧化反应遵循抛物线规律;随烧熔(Burn-off)长度的增加和温度的升高,腐蚀加剧;选择最佳烧熔长度可使金属间化合物的数量减少,微观组织均匀,热生成相含量降到最低,从而使耐热腐蚀性能得到改善.表1部分实验所用材料及腐蚀液材料2519A5A06腐蚀溶液备注参考文献AISI4140一AISI304AA7075一从6056EAW5083H321.EN-AW5059H321(A/ustar)7050A-T74512219一T873,5~NaCI25'C,腐蚀20~90天[11]№z从I/H*I'~m(.)熔盐0冷,3,5KNaClAA7075在前向边[14]3.5NaC1121~C/24h~[17]NaC/H2OeF190含0.12Sc铸态7050A①铸态……焊后1h/48o℃~1h/1DO℃②经451过时效处理③经24}l/扎处理,沸水淬火,再自[20]3 475℃均质固溶处理,5NaCI然时效约3个月AA2024一髓3,5NaCl[21]304不锈钢Fez(S04)3+H2S04[22]AISI430-AISI3040,5md/LH2SO4+0,5mol/LHCl[23]gXCO(4mole/LNaC0.5md/LAA7108T79KN一0.1mol/LHNO3焊后自然时效30天[24] 稀释到15)n98mol/L,NaCI+0.09.-mol/sH2(,AMG11o;一.'..,:(26}浓HNOa,1m0l,LNaCl…一…注:材料栏中"一"代表异种焊接1.2应力腐蚀(SCC)产生应力腐蚀必须具备几个条件:特定环境(包括介质成分,浓度,杂质和温度),足够大的拉伸应力,特定的合金成分和组织(包括晶粒大小,晶粒取向,形态,相结构;各类缺陷,加工状态等)].这些条件的不同搭配导致不同研究者的实验结果差别较大:文献[10~16]指出焊缝的抗Scc能力接近或优于基体金属,而文献[17,18]却给出了相反的结果.邱寿昆等l_1指出:在3.5NaC1溶液中2519A铝合金板FSW焊缝的SCC不敏感.周永杰等_11]对5A06铝合金薄板的FSW,TIG和气焊对接焊焊缝的应力腐蚀行为的对比研究表明:FSW焊缝抗SCC能力明显高于气焊焊缝,超过了熔焊.断口特征主要为沿晶脆性断裂,部分区域出现穿晶断裂,呈现块状花样.类似地,Zucchi等口列发现:AA5083FSW焊缝抗SCC能力明显优于M,并且焊缝相对于基体为阴极,腐蚀电流密度较小.慢应变速率试验(SSRT)显示:在EXCO和3.5NaC1+0.3g/IH02溶液中,焊缝的应力腐蚀均不敏感.这与应变速率为10S时,Srinivasan等对AA7O75一AA6056在3.5NaC1溶液中焊缝腐蚀的研究结果一致l1.Srinivasan["]同时指出:应变速率为10/s时,焊缝区出现溶解辅助的应力腐蚀;当应变速率从10/s降到10./s时,焊缝的断裂位置从AA6056合金的TMAZ/HAZ区(热机械影响区/热影响区)变为AA7O75合金的TMAZ/HAZ区,这表明AA7075合金在NaC1溶液中有较强的SCC敏感性,尤其是在低应变速率测试条件下.与此相同,Lumsden等8J研究表明,AA7050一T7651的FSW焊缝在0.6mol/LNaC1溶液中进行SS—RT时,其延伸率明显低于大气中的数值,表示溶液中焊缝SCC敏感性较高.这是因为焊核区与不完全再结晶区间的界面最敏感,断裂路径易于扩展,产生晶间断裂.Frankel等l1I_在0.5mol/LNaC1溶液中进行了长达20天的U形弯曲实验,发现即使在外加60mV电压进行极化的情况下,5454Al的FSW焊缝对SCC仍不敏感.Paglia等l1]采用恒延伸速率方法对2219一T87FSw焊缝在大气和3.5wtNaC1溶液中沿横断面方向进行拉伸发现:2219一T87FSW焊缝和母体材料的环境开裂敏感性都较低;尽管焊缝各微区的微结构不同,但焊缝各微区与母材的环境开裂敏感性基本相同.然而,浸泡实验结果却表明,焊缝的耐蚀性高于基体金属.这可能是因为FSW过程中晶内沉淀相的重溶和粗化有利于焊缝耐蚀性的提高.但采用同样方法,Paglia等[1] 在研究7050A1合金板FSW焊缝时却发现,浸泡腐蚀实验结果与拉伸试验时环境辅助开裂位置之间具有良好的对应关系. 1.3腐蚀疲劳腐蚀疲劳是金属在腐蚀环境下的疲劳行为.金属腐蚀疲劳性能的好坏与环境温度,溶解氧量,盐分和介质的pH值等都有一定的关系.Czechowski[.]对EN—AW5083H321和EN—AW5059H321(Alustar)合金焊缝FSW的研究表明:3.5wtNaC1溶液中5083合金FSW焊缝的疲劳寿命较大气中大大缩短,裂纹萌生点增多,且常通过电化学溶解和氢溶解影响裂纹扩展; Alustar合金FSW焊缝耐疲劳性优于MIG;FSW焊缝疲劳裂纹贯穿焊核区,疲劳区呈解理断裂.Pao等[20j研究了7050铝合金FSW焊缝腐蚀疲劳裂纹生长情况.实验发现,由于高的裂纹闭合水平,FSW焊缝热影响区的疲劳裂纹生长速率非常低,而△K(疲劳裂纹扩展门槛值)远高于母材;在大气中,FSW焊核区的疲劳裂纹生长速率稍高于母材;在高kaK(应力强度因子)和中间△K区域,FSW焊核区及HAZ区在3.5NaC1溶液中的疲劳裂纹生长速率比大气中的高2倍;焊接时晶界敏化,导致焊缝在3.5%NaC1溶液中出现晶间断裂.1.4局部腐蚀FSW的独特性造成各微区晶粒大小,晶粒取向,形态,相结构,各类缺陷浓度,原始晶界残留数量及分布,沉淀物的化学成分及析出位置,无沉淀物析出区的宽度和电位等存在差异,从而影响局部腐蚀敏感度的变化.254材料导报2007年11月第21卷专辑ⅨSquillace等[2比较了AA2024-T3FSW和TIC,对接焊焊缝的抗点蚀能力.实验表明在同等条件下两种焊接方式的母材都具有明显的点蚀倾向,而焊核区和热影响区却呈现钝化行为, 其中FSW样品的这种差别较小;后向边的抗点蚀能力明显优于前向边,这一点与Park等[2.]对304不锈钢的研究结果相吻合.Satyanarayana等[2.发现:奥氏体和铁素体不锈钢的FSW焊缝的抗点蚀能力较差,但略高于母材.Wadeson等[2发现AA71O8T79FSW时焊缝区敏化,.r) (MgZn2)沉淀相分布不均匀导致晶间腐蚀,造成HMAZ区的棱角腐蚀敏感性相对较强.而Paglia等[2却发现在3.5NaC1溶液中7075一T6A1FSW焊缝的HAZ区腐蚀敏感性和环境开裂敏感性最高,这可能与晶界上贫铜区的宽度有关.2影响FSW焊缝腐蚀的因素通常,影响FSW焊缝腐蚀的因素主要有焊接参数(包括焊针旋转速度,焊接速度和轴肩部压力),焊前和焊后热处理制度,焊缝不同微区微结构及残余应力的差异,被焊材质以及服役环境等.目前,这方面的研究还非常少,且不够深入.2.1焊接参数焊接参数的选择直接决定了焊缝各微区化学成分,金属组织和金属物理状态的均匀性,使相应的腐蚀位置发生变化.Ja—riyaboon等[2.详细研究了焊接参数(旋转速度和焊接速度)对高强铝合金AA2024一T351FSW焊缝腐蚀行为的影响.实验结果表明,腐蚀位置主要受旋转速度的影响.旋转速度较低时,焊核区产生局部晶间腐蚀;旋转速度较高时,晶界敏化,腐蚀主要发生在热影响区;而阴极反应的加强使焊核区成为阴极而免受腐蚀.FSW时晶界敏化使焊区成为阳极,导致晶间腐蚀.2.2焊后热处理制度焊后热处理可以改变沉淀相的大小,数量及分布,从而影响焊缝的腐蚀行为.Paglia等[1]对铸态7050铝合金板FSW焊缝的研究结果表明:铸态合金的T7451过时效处理和24h/475℃均质化处理导致了Als(Sc,Zr)和晶粒内及晶粒边界上沉淀物的长大.当长大到临界尺寸时,环境腐蚀开裂敏感性提高,产生准晶间断裂.Jariyboon等[2.]的研究也表明:过时效处理导致粗大S相(AlaCuMg)的沉淀,促进了焊核区阴极反应.实验还发现,焊后热处理并不能显着提高抗腐蚀性,但改变了腐蚀发生的位置,腐蚀发生在整个焊区,各微区的腐蚀程度相当.Wadeson 等[2指出:AA71O8T79FSW焊缝焊后自然时效并不能使焊缝区获得与母材接近的耐腐蚀性.而此前有报道[2指出:局部热处理(稳定化处理+回归时效和再时效)可以有效恢复抗SCC 能力.2.3焊缝不同微区组织结构及力学性能的差异FSW时各焊缝微区受力状态和热量输入的不同,导致焊缝各区域晶粒存在状态(图2[26]),残余应力大小及类型,沉淀相的尺寸及分布,元素扩散机制等方面的差异,从而影响不同微区的腐蚀行为,但有关组织结构对腐蚀行为的影响尚缺乏系统的研究l2.此外焊接材质,服役环境及焊前热处理制度等对焊缝的腐蚀行为也有一定的影响.图2为2024一T351铝合金FSW焊缝不同区域横截面的典型组织.图2(a)为基体合金;(b)为热影响区HAZ;(c)为焊核的前向边和热机械影响区TMAZ,(d)为焊核的前向边和热机械影响区TMAZ~(e)为焊核.一_一ARO.Scra图22024—1'351铝合金FSW焊缝不同区域横截面的典型组织]3结语近年来,FSW在航空航天,汽车,铁路,造船等诸多领域得到了广泛应用,深入研究其各种工艺参数,焊接缺陷,组织结构及接头形式和焊后处理等因素对其腐蚀行为及使用寿命的影响规律,可以为工程构件制造领域推广和应用FSW技术,建立合理有效的腐蚀与防护评定规范提供重要依据.未来FSW焊缝腐蚀研究应该集中在以下几个方面:(1)用局部电化学方法对不同环境下FSW焊缝各微区及焊缝表面的腐蚀行为进行深入研究.(2)焊接参数(旋转速度,焊接速度和搅拌肩压力)对腐蚀行为的影响.(3)力学性能及微观组织结构与腐蚀行为间的相关性.(4)焊前及焊后热处理制度对腐蚀行为的影响规律.(5)用先进观察检测手段对腐蚀缺陷进行识别和定位,例如Zumpano和MeoL2.采用一种新的检测方法,模拟了异种FSW 焊缝应力腐蚀裂纹的识别和定位,效果较好.参考文献1ThomasWM,NicholasED,NeedhamJC,eta1.Friction stirbuttweldingEP].British:GBPat,9125978.8.1991—09—062栾国红,胡煌辉,柴鹏.搅拌摩擦焊一一新型列车制造新技术[J].电力机车与城轨车辆,2006,29(4):403户取征二郎,等.铝合金车体的焊接组装——新的摩擦搅拌焊技术(FSW)和最近的车体技术[J].铝合金车体的焊接组装,2003,2:14MishraRS,MaZY.Frictionstirweldingandprocessing[J].MaterSciEngR,2005,50:15KalleeSW,NicholasED,ThomasWM.Industrialisation offrictionstirweldingforaerospacestructures[C].Struc—turesandTechnologiesChallengesforFutureLaunchers, ThirdEuropeanConference,Strasbourg,France,2001搅拌摩擦焊焊缝腐蚀研究进展/耿学文等?255?6SakanoR.MurakamiK,Y amashitaK,eta1.Developmentofoffriction-stir-weldedAA705 0一T7651EJ].MaterSciF0一spotFSWrobotsystemforautomobilebodymembers[C].rum,2003,426—432:2867 Proc.3rdInternationalSymposiumofFrictionStirWelding,19CzechowskiA/LLow-cyclef atigueoffrictionstirweldedA1-Kobe.Japan,2001MgalloysEJ].JMaterProcTechn,2005,164—165:10017DavenportJ,KalleeSW,WyldeJG.EuropefollowsJapan20PaoPS,GillSJ,FengCR,eta1.C orrosion-fatiguecrackintofrictionstirwelding[J].RailwayGazetteInternational,growthinfrictionstirweldedA17 050EJ].ScrMater,2001,2001,(11):77745:6058TonyAnderson.Newdevelopmentsinthealuminiumship一21SquillaceA,FenzoAD,GiorleoG,eta1.Acomparisonbe—buildingindustry口].Svetsaren,2003,(1):5tweenFSWandTIGweldingtechniques:modificationsof9刘秀晨,安成强,崔作兴,等.金属腐蚀学EM].北京:国防工microstructureandpittingcorrosionresistanceinAA2024一业出版社,2002T3buttjoints[J].JMaterProcTechn,2004,152:971o邱寿昆,贺地求,周古昕.2519铝合金搅拌摩擦焊焊缝组织22ParkSHC,SatoYS,KokawaH,eta1.Corrosionresist一与性fl~EJ].铝加工,2006,2:5anceoffrictionstirwelded304stainlesssteel[J].ScrMa—ll周永杰,孙德超,邢丽,等.5A06铝合金搅拌摩擦焊接头组ter,2004,51:101织和应力腐蚀行为分析rJ]-国外金属加工,2004,25(3):4523SatyanarayanaVV,ReddyGM,MohandasT.Dissimilar12ArivazhaganN,SinghS,PrakashS,eta1.Hightemperaturemetalfrictionweld ingofauste nitic-ferriticstainlesssteelscorrosionstudiesonfriction-weldeddissimilarmetalslJ1.1J1.JMaterProcTechn,2005,160 :128MaterSciEngB,2006,132:22224WadesonDA,ZhouX,ThompsonGE,eta1.Corrosionbe 一13ZucchiF.TrabanelliG.GrassiV.Pittingandstresscorro—haviouroffrictionstirweldedAA7108T79aluminiumalloy sioncrackingresistanceoffrictionstirweldedAA5083[J].[J].CorrosSci,2006,48:887 MaterCorros,2001,52:85325PagliaCS,CarrollMC,PittsBC,eta1.Strength,corro一14SrinivasanPB,DietzelW,eta1.Stresscorrosioncrackingsion,andenvironmentallyassist edcrackingofA7075一T6susceptibilityoffrictionstirweldedAA7075一AA6056dis—frictionstirweld[J].MaterSciForum,2002,396—402:1677similarjointEJ].MaterSciEngA,2005,392:29226JariyaboonM,DavenportAJ,AmbatR,et a1.Theeffectof15FrankelGS.XiaZ.Localizedcorrosionandstresscorrosionweldingparametersonthecorr osionbehaviouroffriction crackingresistanceoffrictionstirweldedaluminumalloystirweldedAA2024一T351『J1.CorrosSci,2007,49:8775454[J].Corrosion,1999,55:13927MeratiA,SardaK,RaizenneD,eta1.FrictionStirWeldin g16PaiaCS,BuchheitRG.Microstructure,microchemistryandProcessingII[M].TMS,Warr endale,PA,USA,2003. andenvironmentalcrackingsusceptibilityoffrictionstir77welded2219一T87厂J1.MaterSciEngA,2006,429:10728ZumpanoG,Meo/VLAnewnonlinearelastictimerever sal17PagliaCS.JataKV,eta1.Acast7050frictionstirweldacousticmethodfortheidentification andlocalisationofwithscandium:microstructure,corrosionandenvironmentalstresscorrosioncrackinginwe ldedplate-likestructures——assistedcracking口].MaterSciEngA,2006,424:196AsimulationstudyEJ].IntJSolidsStruct,2007,44(11—18LumsdenJB,PollockG,MahoneyMW.Corrosionbehavior12):3666(上接第248页)[J].MaterDesign,1998,19:2537OcaCG,MorrisDG,ChaoJ,eta1.Obtainin【ggoodductility15GuoHongbo,XuHuibin,BiXiaofang,eta1.PreparationofinanFeA1intermetallic[J].MaterSciEng,2003,339:232A12Oa—YSZcompositecoatingbyEB-PVD[J].MaterSci8胡传顺,王福会,吴维.热障涂层研究进展[J].航空制造技Eng,2002,325:389术,2000,12(3):16016HassDD,GrovesJF,etal_Reactivevapordepositionof9PeterGreil.Advancedengineeringceramics[J]?AdvEngmetaloxidecoatingsrJ].S urfCoa tTechn,2004,146:85,2002m,甚.,r].,.17wasGs,F.eckeT.f0mationandfractureinmicrolami一10李健,韦习成.物理气相沉积新技术的进展[J].材料保护,……~………………………2000,(1):91nates[J].ThinSolidFilms,1996,286:111FukeI.PrabhuV,putationa1mode1forpredic一18PalatnidLS,KomnikYFGasturbinebladeandvanecaat—tingcoatingthicknessinelectronbeamphysicalvapordepo—ingtechonolgg[J].PhysMetalMetallogr,1989,49:115sition[J].JManufacturingProcesses,2005,7(2):14019MovchenBA.DemchishinA V_Stud yofstructureand12Rhys-JonesTN_Theuseofthermallysprayedcoatingsforpropertiesofthickvacuurncond ensatesofnicke1,titanium, compressorandturbneapplcatonnaeroengnesLJJ?untungsten.aluminun1oxideandzirconiumdioxideEJ].FizTe…chn,.19…90,…(42…………..Meta1…11ved,1969,28:8313阎洪?物理气相沉积的原理及应用[J].材料导报99.o刘景,曾岗,;伟,等.PVD制备NI-2o.3c4.6(23.9g20VIUtdlIU14MovchenM,position,structureandproper一2.1A1薄板微观组织结构研究[J].铸造技术,2006,27 tiesofgradientthermalbarriercoatingproducedbyEB-PVD(12):1322。
水下搅拌摩擦焊研究进展

价值工程0引言搅拌摩擦焊(Friction Stir Welding ,FSW )是一项由英国研究所发明的新型固相连接技术,是通过搅拌针旋转,将金属塑化流动焊接在一起的一项技术。
母相在焊接过程中不融化,避免了产生气孔、裂缝等缺陷[1]。
作为一种新型技术非常适合用于各种有色金属的焊接,但焊接时必不可免地因为温度过高产生金属间化合物,金属间化合物是引起焊缝脆性断裂的主要因素。
水下搅拌摩擦焊(Underwater Friction Stir Welding ,UFSW )是一种将焊接件完全浸入水中焊接的方式,有利于降低焊接温度,减少金属间化合物的形成,提高焊接接头的质量[2-3]。
基于水下搅拌摩擦焊的实际应用价值和巨大发展潜力,文中对水下搅拌摩擦焊的研究进展进行概述,简要阐明了水下搅拌摩擦焊在铝合金、镁/铝合金的研究进展,以及不同的工艺参数对焊缝的影响,为未来的研究和实际运用提供参考。
1铝合金水下搅拌摩擦焊研究铝合金密度低、重量轻、比强度高、比模量高且导电导热性好,常用于追求轻质承载结构的领域,如航空航天、轨道交通、汽车船舶等。
随着船舶、海下工程的发展,铝合金的水下搅拌摩擦焊得到极大的运用[8]。
Mohd Atif Wahid 等人[4]对3铝合金6082-T6水下摩擦搅拌焊展开研究,开发一种数学模型,以优化水下摩擦搅拌焊接工艺参数以获得最大抗拉强度。
结果表明,搅拌头直径(d ),搅拌速度(ω),焊接速度(v )和搅拌速度的二阶项(ω2),会显著影响接头的抗拉强度;在焊接参数的情况下,样品最大拉伸强度为241MPa ,是基体材料强度的79%,比常规搅拌焊接接头的拉伸强度高10.7%。
Emad Eldin Kishta 等人[5]研究了4mm 厚度的5083船用铝合金的水下搅拌摩擦焊接,测量并分析了焊接合金样品的空隙率,显微硬度和拉伸性能。
研究表明与常规的FSW 相比,UFSW 需要更高的转速才能产生高质量的焊缝;与基体材料相比,UFSW 样品中搅拌的材料中的空隙率明显降低,几乎为基体材料的1/3;UFSW 样品的拉伸强度非常接近基体材料的拉伸强度,且UFSW 样品的伸长率是基体材料伸长率约两倍。
搅拌摩擦焊技术应用现状和发展趋势
万方数据搅拌摩擦焊接过程中,接头温度峰值始终处于材料熔化点以下(约为材料熔点的0.8),不会出现材料熔化,从而避免了常规熔焊工艺中因熔化一凝固现象的存在所造成的各种焊接缺陷。
所以,搅拌摩擦焊是一种固相焊接技术。
接头材料在高温软化状态下,由于搅拌图1搅拌摩擦焊基本原理及工艺过程头的挤压而形成牢固的锻造细晶组织(与此不同的是,熔焊接头通常为晶粒粗大的铸造组织)。
与其他焊接方法相比,搅拌摩擦焊具有以下特点:(1)搅拌摩擦焊是一种固相连接技术,接头性能优异。
(2)焊前不需要开坡口,可以节省焊前准备工时。
(3)焊接过程中不需要保护气,也不需要填充材料。
(4)焊接过程容易实现自动化,可以实现全位置焊接,接头质量一致性好。
(5)焊接热输入小,从而导致焊接变形小、接头残余应力水平低,是一种低应力,小变形焊接技术。
(6)焊接过程中无飞溅、无弧光,无辐射,是一种绿色焊接技术。
(7)焊接效率高、能耗低,是一种高效焊接技术。
搅拌摩擦焊技术的这一系列特点使其对于以铝合金为代表的轻金属结构焊接具有非常重要的意义,在航空、航天、船舶、列车、汽车以及电力、电子等领域具有非常广阔的应用前景。
:.搅拌摩擦焊技术应用现状搅拌摩擦焊作为一种轻合金材料连接的优选焊接E口!唑堡笙!塑壁董皇塑型参磊加工热加工www,machinist.com,cn技术,已经从技术研究迈向高层次的工程化和工业化应用阶段,如在美国的宇航制造工业、北欧的船舶制造工业和日本的高速列车制造等领域,搅拌摩擦焊技术都得到了广泛应用。
搅拌摩擦焊技术1995年(通过申请专利)进入中国,但是这项技术在中国真正获得发展却是在2002年以后——中心成立以来的这几年时间,它是以中国自主研制的第一台专机搅拌摩擦焊设备的交付使用为标志的。
2002年以来,搅拌摩擦焊技术已被迅速推广到国内的航空、航天、船舶、电力、电子以及汽车等领域,并在几十种产品型号中得到应用。
1.搅拌摩擦焊技术在航天型号产品研制中的应用由于轻量化的需要,航天领域大量采用了铝合金结构——最适合采用搅拌摩擦焊技术,从而使搅拌摩擦焊技术最早在火箭、航天飞机等宇航产品中得到推广。
搅拌摩擦焊
搅拌摩擦焊(Friction Stir Welding,简称FSW)是英国焊接研究所(The Welding Institute)于1991年发明的专利焊接技术。
搅拌摩擦焊除了具有普通摩擦焊技术的优点外,还可以进行多种接头形式和不同焊接位置的连接。
挪威已建立了世界上第一个搅拌摩擦焊商业设备,可焊接厚3—15mm、尺寸6×16的Al船板;1998年美国波音公司的空间和防御实验室引进了搅拌摩擦焊技术,用于焊接某些火箭部件;麦道公司也把这种技术用于制造Delta运载火箭的推进剂贮箱。
下面主要介绍搅拌摩擦焊的方法、过程、特点以及搅拌摩擦焊在中国的发展现状。
2.搅拌摩擦焊的原理搅拌摩擦焊方法与常规摩擦焊一样.搅拌摩擦焊也是利用摩擦热作为焊接热源。
不同之处在于.搅拌摩擦焊焊接过程是由一个圆柱体形状的焊头(welding pin)伸入工件的接缝处,通过焊头的高速旋转,使其与焊接工件材料摩擦,从而使连接部位的材料温度升高软化.同时对材料进行搅拌摩擦来完成焊接的。
焊接过程如图所示。
在焊接过程中工件要刚性固定在背垫上,焊头边高速旋转.边沿工件的接缝与工件相对移动。
焊头的突出段伸进材料内部进行摩擦和搅拌,焊头的肩部与工件表面摩擦生热,并用于防止塑性状态材料的溢出,同时可以起到清除表面氧化膜的作用。
在焊接过程中,焊头在旋转的同时伸入工件的接缝中,旋转焊头与工件之问的摩擦热,使焊头前面的材料发生强烈塑性变形,然后随着焊头的移动,高度塑性变形的材料流向焊头的背后,从而形成搅拌摩擦焊焊缝。
搅拌摩擦焊对设备的要求并不高,最基本的要求是焊头的旋转运动和工件的相对运动,即使一台铣床也可简单地达到小型平板对接焊的要求。
但焊接设备及夹具的刚性是极端重要的。
焊头一般采用工具钢制成,焊头的长度一般比要求焊接的深度稍短应该指出,搅拌摩擦焊缝结束时在终端留下个匙孔。
通常这个匙孔可以切除掉,也可以用其它焊接方法封焊住。
关于在搅拌摩擦过程中界面原子的运动现在仍处于研究阶段。
谈搅拌摩擦焊技术研究与应用

CATALOGUE 目录•搅拌摩擦焊技术简介•搅拌摩擦焊技术研究现状•搅拌摩擦焊技术在不同领域的应用•搅拌摩擦焊技术的前景展望与发展趋势•结论搅拌摩擦焊是一种新型的焊接方法,其核心是利用搅拌头与工件之间的摩擦热和塑性变形热,使工件局部加热至塑性状态,并在搅拌头的强烈搅拌作用下实现材料的连接。
与传统的熔焊方法不同,搅拌摩擦焊过程中不涉及熔化,因此可以避免熔焊过程中出现的元素烧损、接头组织性能恶化等问题。
高效节能接头质量高适用范围广操作简单ABCD航空航天领域汽车制造领域其他领域轨道交通领域搅拌摩擦焊技术的应用范围搅拌摩擦焊技术的研究进展搅拌摩擦焊技术自发明以来,经过多年的研究和发展,已经在多个领域得到广泛应用。
在科研方面,研究者们不断探索新的搅拌摩擦焊技术,提高其焊接质量和效率。
在应用方面,搅拌摩擦焊技术已经应用于航空、航天、汽车、船舶等领域,取得了良好的效果。
010203搅拌摩擦焊技术的优势与局限搅拌摩擦焊技术的研究热点与挑战总结词搅拌摩擦焊技术在航空航天领域的应用具有广泛性和重要性。
要点一要点二详细描述搅拌摩擦焊技术在该领域主要用于制造飞机和火箭等关键部件,如铝合金和钛合金的焊接。
相比传统焊接方法,搅拌摩擦焊技术具有更高的焊接质量和更快的焊接速度,提高了生产效率,降低了制造成本。
此外,搅拌摩擦焊技术还具有较好的接头强度和耐腐蚀性,使得飞机和火箭等关键部件的寿命更长、安全性更高。
航空航天领域总结词搅拌摩擦焊技术在汽车制造领域的应用日益增多,成为汽车制造的重要焊接方法之一。
详细描述搅拌摩擦焊技术在该领域主要用于制造汽车车身、底盘和发动机等关键部件,如低碳钢、铝合金和不锈钢的焊接。
相比传统焊接方法,搅拌摩擦焊技术具有更高的焊接质量和更快的焊接速度,提高了生产效率,降低了制造成本。
此外,搅拌摩擦焊技术还具有较好的接头强度和耐腐蚀性,使得汽车的关键部件更加可靠、耐用。
总结词搅拌摩擦焊技术在船舶制造领域的应用具有广泛性和重要性。
搅拌摩擦焊及其研究现状(傅志红)

·6 ·
焊接 2002 (11)
专题综述
搅拌摩擦焊及其研究现状
中南大学机电学院 (长沙市 410083) 傅志红 黄明辉 周鹏展 贺地求
摘要 搅拌摩擦焊是 20 世纪 90 年代初发明的一种固相连接技术 ,可以焊接通常熔焊方法难以焊接的铝合 金 、钛合金等 ,并且具有一系列独特的优点 。介绍了搅拌摩擦焊的工艺过程 ,分析了搅拌摩擦焊的特点 、焊缝组织 和性能以及影响搅拌摩擦焊的因素 ,综述了搅拌摩擦焊的国内外研究现状 。
焊核区的金相组织是明显的等轴晶粒 ,并且非常细小 ,晶 粒尺寸取决于所焊合金及焊接过程 ,但普遍小于 10 级 ,焊核区 的硬度比时效强化和加工硬化的母材要高 。 2. 2 搅拌摩擦焊焊缝性能
搅拌摩擦焊是一种固相连接方法 ,整个过程是在固态下完 成的 ,不会得到铸造组织 ,避免了采用熔化焊时因熔化而造成 的孔隙 、微裂纹 、变形和残余应力 ,也不会有任何元素损失 ,因 此 ,焊缝性能高 。
由于搅拌摩擦焊的焊接温度较低 ,焊接后结构的变形量和 残余应力比熔化焊小得多 。同时 ,由于不存在熔焊过程中接头 部位大范围的热塑性变形过程 ,焊后接头的内应力小 、变形小 , 基本可实现板件的低应力无变形焊接[3~6 ] 。 1. 2. 3 焊接成本低 、效率高
搅拌摩擦焊的现状与发展
搅拌摩擦焊的现状与发展搅拌摩擦焊的现状与发展中国工程院院士(研究员)关桥高级工程师栾国红2 搅拌摩擦焊在国外的发展搅拌摩擦焊作为一种轻合金材料连接的优选焊接技术,已经从技术研究,迈向高层次的工程化和工业化应用阶段,形成了一个新的产业: 搅拌摩擦焊设备的制造、搅拌摩擦焊产品的加工.如在美国的宇航制造工业、北欧的船舶制造工业、日本的高速列车制造等制造领域,搅拌摩擦焊得到了广泛的应用,均已形成新兴产业。
2.1搅拌摩擦焊在铝合金结构制造中取代传统熔焊搅拌摩擦焊已成功地实现了鋁合金、镁合金构件制造大规模的工业化应用。
下面列举一些典型的应用实例。
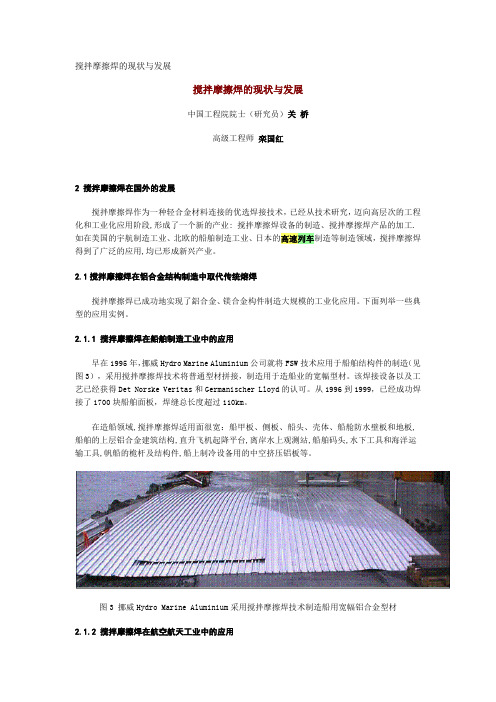
2.1.1 搅拌摩擦焊在船舶制造工业中的应用早在1995年,挪威Hydro Marine Aluminium公司就将FSW技术应用于船舶结构件的制造(见图3),采用搅拌摩擦焊技术将普通型材拼接,制造用于造船业的宽幅型材。
该焊接设备以及工艺已经获得Det Norske Veritas和Germanischer Lloyd的认可。
从1996到1999,已经成功焊接了1700块船舶面板,焊缝总长度超过110km。
在造船领域,搅拌摩擦焊适用面很宽:船甲板、侧板、船头、壳体、船舱防水壁板和地板,船舶的上层铝合金建筑结构,直升飞机起降平台,离岸水上观测站,船舶码头,水下工具和海洋运输工具,帆船的桅杆及结构件,船上制冷设备用的中空挤压铝板等。
图3 挪威Hydro Marine Aluminium采用搅拌摩擦焊技术制造船用宽幅铝合金型材2.1.2 搅拌摩擦焊在航空航天工业中的应用航空航天飞行器铝合金结构件,如飞机机翼壁板、运载火箭燃料储箱等,选材多为熔焊焊接性较差的2000及7000系列鋁合金材料,而搅拌摩擦焊可以实现这些系列铝合金的优质连接,国外已经在飞机、火箭等宇航飞行器上得到应用。
采用搅拌摩擦焊提高了生产效率,降低了生产成本,对航空航天工业来说有着明显的经济效益。
波音公司首先在加州的HuntingtonBeach工厂将搅拌摩擦焊应用于Delta II运载火箭4.8米高的中间舱段的制造(纵缝,厚度22.22毫米,2014铝合金),该运载火箭于1999年8月17日成功发射升空。
2024铝合金搅拌摩擦焊研究共3篇
2024铝合金搅拌摩擦焊研究共3篇2024铝合金搅拌摩擦焊研究12024铝合金搅拌摩擦焊研究摘要:随着机械制造行业的不断发展,越来越多的铝合金产品被广泛应用。
搅拌摩擦焊作为一种新兴的接合技术,具有与传统的接合技术相比更加显著的优势。
为了深入探究2024铝合金搅拌摩擦焊的焊接特性,本文开展了一系列实验,分析了焊接热影响区、焊缝组织结构等性能指标。
关键词:2024铝合金,搅拌摩擦焊,焊接特性,金相分析1、引言搅拌摩擦焊技术是一种新兴的固态接合技术,在汽车、航空航天、船舶制造等领域有着广泛的应用。
相较于传统的接合技术,搅拌摩擦焊具有焊接速度快、焊缝强度高、热影响区小等优势,因此备受关注。
其中,铝合金产品的制造领域,搅拌摩擦焊技术也得到了越来越广泛的应用。
2024铝合金是一种常用的高强度铝合金。
它有良好的耐腐蚀性、加工性和低密度等优点,被广泛应用于航空航天、船舶制造等领域。
因此,研究2024铝合金的搅拌摩擦焊技术,具有重要的现实意义和科学价值。
2、实验方法本实验采用了直径为10mm、厚度为2mm的2024铝合金板材作为实验材料。
在实验过程中,我们针对不同的搅拌头转速、焊接速度和夹紧力等参数,开展了一系列的实验测试。
通过实验得出了不同参数下,2024铝合金搅拌摩擦焊的焊接性能指标。
3、实验结果通过对实验结果的分析,我们得出了以下几个结论:(1)随着搅拌头转速的提高,搅拌时间会减少,焊接中的热影响区域也会缩小。
但是,如果转速太高,会导致合金材料的塑性变差,焊接强度反而会降低。
(2)增加焊接速度可以提高焊接效率,但是过快的焊接速度会导致焊缝表面燃烧和氧化,降低焊接强度。
(3)夹紧力对焊接强度的影响非常大。
夹紧力过小,会出现焊缝错位、拉伸断裂等问题,严重影响焊接质量。
夹紧力过大,会增加合金材料的塑性变形,进而影响焊接强度。
(4)通过金相显微镜的观察,我们发现焊接区域的金相组织结构非常致密,焊接区域的显微硬度与母材相近。
搅拌摩擦焊技术发展现状与趋势

究 及 应用技 术 开发 正全 面 系统展 开 。 工程科技领 域 中的创新源于 实践 ,搅拌摩擦焊是
一 项 技术工 程 化应 用与 技 术不 断 创 新 发展 相 辅 相成 的 典 型 例证 ,在 焊 接 科 学 技 术 应 用 发 展 史 上 具 有 里 程 碑 意 义 。 当前 国 内外 针 对 搅 拌 摩 擦 焊 连 接 机 理 、工 艺 技 术 、创新性技术方法 、专用装备开展了大量 的探索研究 和应用 技术 研 发 工 作 ,至今 已经 形 成 多 种 基 于 搅 拌 摩 擦 焊基 本原 理 的衍 生新 技 术方 法 ,如 搅 拌 摩擦 点 焊 、静 轴 肩搅 拌摩 擦 焊 、双 轴肩 搅 拌 摩擦 焊 、复合 热 源搅 拌 摩 擦 焊 、机器 人搅 拌摩 擦焊 等 。
在 国内 ,以中航工业北京航 空制 造工程研究所 为 代表的一些科研机构早在 1996年就开展了 FSW 探索 性 研究 工作 。2002年 ,北 京 航 空 制 造 工 程 研 究 所 与英 国焊接 研 究所 合 作 成 立 中 国搅 拌 摩 擦 焊 中心 ,从 此 搅 拌 摩擦 焊在 基础 理论 研究 、应 用技 术 研 发 、专 用 装备 和 工 业产 品 开发 制 造 等 领 域 都 得 到 了快 速 发 展 ,并 且 逐 渐在航天 、航空、船舶、电子能源等领 域得到工业化推 广应用 。目前 ,国内已先后有 30多家单位 (高等院校 、 企业、科研机构 )获得 了该项技术的专利使用权 ,在 国 家相关科研计划 的支持下 (如 国家科技 支撑计划 、自 然科学基金 、973计划 、o4重大专项等),专项的基础研
关键词 : 搅拌摩擦焊 搅拌摩擦点焊 静轴肩搅拌摩擦焊 双轴 肩搅拌摩 擦焊 中图分类号 : TG4
搅拌摩擦焊搅拌头研究综述

搅拌摩擦焊搅拌头研究综述搅拌摩擦焊搅拌头研究综述搅拌摩擦焊( Friction Stir Welding, 简称FSW) 是由英国焊接研究所( The Welding Institute, 简称TWI) 于1991 年提出的一种固态连接方法。
通过搅拌针和轴肩与工件间的摩擦热, 在搅拌针的附近形成塑性软化层, 软化层在搅拌头高速旋转的作用下填充入搅拌针后方所形成的空腔内, 从而实现可靠的连接。
与弧焊、激光焊、电子束、钎焊和扩散连接等传统焊接方法相比, 搅拌摩擦焊具有焊接温度低、接头残余应力小、焊接工件变形小,晶粒细小, 疲劳性能、拉伸性能和弯曲性能良好、无尘烟、无气孔、无飞溅、节能、无需焊丝、焊接时不需使用保护气体、焊接后残余应力和变形小等优点。
由于搅拌摩擦焊的焊接温度低于合金元素的熔点, 从而避免了合金内易挥发性元素和低熔点元素的损失, 接头内不易形成气孔和热裂纹等焊接缺陷。
由于搅拌摩擦焊的这些优点, 搅拌摩擦焊接头的力学性能较高, 并且能一次完成较长、较大截面、多方位的焊接, 操作便于机械化、自动化, 所消耗的成本也较低。
搅拌摩擦焊最初用于铝合金, 随着研究的深入, 搅拌摩擦焊不仅可以用于铝合金的焊接, 还可以用于铜、钛等其它金属以及不同金属之间的焊接。
搅拌头是搅拌摩擦焊的关键, 最优搅拌头是搅拌摩擦焊获得高质量接头的前提。
搅拌头主要由轴肩和搅拌针两部分构成, 其几何形貌和尺寸不仅决定着焊接过程的热输入方式, 还影响焊接过程中搅拌头附近塑性软化材料的流动形式, 对于给定板厚的材料来说,焊接质量和效率主要取决于搅拌头的形貌和几何设计。
因而设计合理的搅拌头是提高焊接质量、获得高性能接头的前提和关键。
1 轴肩研究现状轴肩在焊接过程中主要起两种作用: 1通过与工件表面间的摩擦, 提供焊接热源; o提供一个封闭的焊接环境, 以阻止高塑性软化材料从轴肩溢出。
常见的几种轴肩形貌如图1 所示, 它们都是在搅拌针和轴肩的交界处中间凹入。
搅拌摩擦焊的现状与发展
搅拌摩擦焊一、搅拌摩擦焊的定义搅拌摩擦焊(Friction Stir Welding-FSW)是英国焊接研究所1991年的一项杰出的发明。
可以说,是焊接工艺上的一颗明星。
1,1 搅拌摩擦焊定义搅拌摩擦焊是一种在机械力和摩擦热作用下的固相连接方法。
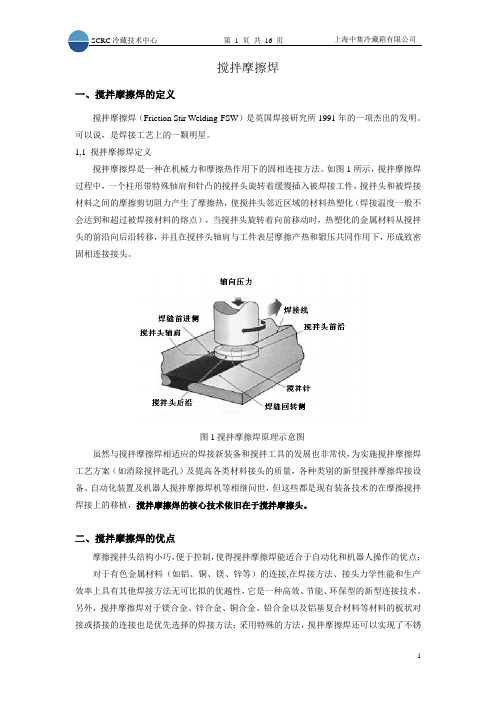
如图1所示,搅拌摩擦焊过程中,一个柱形带特殊轴肩和针凸的搅拌头旋转着缓慢插入被焊接工件,搅拌头和被焊接材料之间的摩擦剪切阻力产生了摩擦热,使搅拌头邻近区域的材料热塑化(焊接温度一般不会达到和超过被焊接材料的熔点),当搅拌头旋转着向前移动时,热塑化的金属材料从搅拌头的前沿向后沿转移,并且在搅拌头轴肩与工件表层摩擦产热和锻压共同作用下,形成致密固相连接接头。
图1搅拌摩擦焊原理示意图虽然与搅拌摩擦焊相适应的焊接新装备和搅拌工具的发展也非常快,为实施搅拌摩擦焊工艺方案(如消除搅拌匙孔)及提高各类材料接头的质量,各种类别的新型搅拌摩擦焊接设备、自动化装置及机器人搅拌摩擦焊机等相继问世,但这些都是现有装备技术的在摩擦搅拌焊接上的移植,搅拌摩擦焊的核心技术依旧在于搅拌摩擦头。
二、搅拌摩擦焊的优点摩擦搅拌头结构小巧,便于控制,使得搅拌摩擦焊能适合于自动化和机器人操作的优点;对于有色金属材料(如铝、铜、镁、锌等)的连接,在焊接方法、接头力学性能和生产效率上具有其他焊接方法无可比拟的优越性,它是一种高效、节能、环保型的新型连接技术。
另外,搅拌摩擦焊对于镁合金、锌合金、铜合金、铅合金以及铝基复合材料等材料的板状对接或搭接的连接也是优先选择的焊接方法;采用特殊的方法,搅拌摩擦焊还可以实现了不锈钢、钛合金甚至高温合金的优质连接,不过成本较高。
搅拌摩擦焊发明初期主要解决厚度1.2~6毫米的铝合金板材焊接问题;1996年,用FSW 技术解决了6~12毫米的铝、镁、铜合金的连接.1997年实现了12~25毫米厚铝合金板的搅拌摩擦焊,并且在宇航结构件上得到应用.1999年搅拌摩擦焊可以焊接50毫米厚的铜合金及75毫米厚度的铝合金零件和产品。