多种型材下料单
长风门窗软件高级版doc
长风第六代门窗软件----开启门窗极速设计下料新时代!■绘图优势①绘图时可任意设置窗型框、梃、扇、压线的角度、随意设置扇的开启方向。
②整体窗型颜色快速渲染变换,颜色不限可随意添加,自动生成三维立体拐角效果及开启三维展示效果等。
③绘制窗型时可以像CAD一样任意标注每一个分割尺寸,并在图形上还可以任意标注字符、标线、备注文字等。
④窗扇可灵活设置是否带金刚网、纱网、转接框、格条、执手、合页、百叶和开启效果。
⑤因软件绘图灵活可实现提推拉窗、折叠窗、漂移窗、折叠门、地弹门等多种类型的绘制及计算,并且可保存至常用窗型库,真正达到能画就能算的目的。
⑥可以灵活绘制添加玻璃内置各条样式,窗扇可以任意添加横竖扇中梃以满足类似仿古窗等高端客户出图效果,⑦异型窗能够任意绘制而不是模块固化选择,异型窗设计一直是门窗设计者比较头疼的问题,解决异型窗灵活随意设计问题也是当下大部分使用者的迫切需求。
⑧组合窗拐角效果可以根据角度和视觉要求随意修改自动跟随显示图形的最佳效果。
⑨软件绘图灵活可以一键自动等分玻璃而不是借用计算器工具自行输入。
⑩窗型分割尺寸任意输入,没有顺序限制,整窗可以实现标注墙体、标高、文字、线条、矩形框的显示。
⑪可以随意设置中梃标注位置以及随意绘制扇中梃,而不是软件自带几种固化模块选择。
⑫异形玻璃也可以显示压线,可以自动生成异性玻璃加工单,并能够完美导出CAD。
■功能优势①软件绘制窗型灵活方便,根据角度不同可以灵活处理各种不同角度的计算公式。
②开放的后台公式客户可根据自己需求自行灵活编辑修改,软件可控性强,不受任何限置。
③软件可任意设置中梃左右上下标注,可灵活自动处理标注位置的计算公式。
④中梃自动平分玻璃、自动识别、自动冲齐,减少客户输入尺寸的繁琐性。
⑤框、梃等主材可以设置多种材料,客户可随意选用,减少配置系列灵活方便。
⑥型材绑定功能可实现系列型材之间相互绑定,可随意编辑公式,简单明了,可以有效解决复杂系列产品下单时部分材料无法计算的问题。
某项目框架式玻璃幕墙材料下单实操

某项目框架式玻璃幕墙材料下单实操1幕墙下料的操作步骤是什么??第一步:了解幕墙所需下单的材料种类及名称;第二步:了解幕墙材料下单的顺序;第三步:钢材下单的方式方法。
第四步:铝型材下单的方式方法。
第五步:辅材下单的方式方法。
第六步:后置埋件、预埋件的下单方式方法及加工图的绘制。
第七步:连接件的下单方式方法及加工图的绘制。
第八步:横竖龙骨的下单方式方法及加工图的绘制。
第九步:五金件下单的方式方法第十步:面板的下单方式方法及加工图的绘制。
幕墙所需下单的材料种类及名称(以铝合金明框玻璃幕墙为例)1,钢材:10槽钢连接件、接地钢插芯、10mm厚钢板后置埋件。
2,铝型材:铝合金立柱、铝合金横梁、铝合金压板、铝合金装饰扣盖、U型封边条、开启扇边框、开启扇扇框、地弹门横框、地弹门竖框、铝合金扣条。
3,辅材:M12化学锚栓组件、M12螺栓组件、M6螺栓组件、自攻自钻钉、密封胶、胶条、美纹纸、焊条。
4,面材:6+12a+6(low-e)双钢化中空玻璃。
幕墙材料下单的顺序(以铝合金明框玻璃幕墙为例)下单顺序应等同施工顺序,自内而外,什么叫自内而外,意思就是埋件-连接件-竖龙骨-横龙骨-玻璃。
钢材的规格一般为6米每支,钢材的表面处理方式为热浸镀锌和氟碳漆两种。
钢材提料的表现形式是excel表格+CAD加工图如下图所示钢件加工图的表现形式是excel表格+CAD加工图如下图所示截图钢材的数量是怎么统计出来的呢??这个才是核心问题。
我们以连接件的加工材料12#槽钢为例:我们打开招商中心CAD图纸,来看下我们要下单的这个12#槽钢在哪个位置,cad节点剖面演示截面位置、加工件长度。
单件长度125mm,每一个固定点两个连接件,共有——个连接件,换算6000mm每支的槽钢需要——支槽钢,配合图纸演示识图。
首先介绍后置埋件加工图的绘制,钢件加工图的表现形式为三视图,啥是三视图?如下图所示:后置埋件的实物图片如下左图所示:结合实物图片认识三视图。
型材下料表的生成
第16卷第3期2002年6月 华 东 船 舶 工 业 学 院 学 报(自然科学版)Journal of East China Shipbuilding Institute(Natural Science Edition)Vo1116No13J un.2002文章编号:1006-1088(2002)03-11-05T ribon M1型材下料表的生成王庆丰,朱 骏,王炬成(华东船舶工业学院船舶与土木工程系,江苏镇江212003)摘 要:在用先进造船软件Tribon的新版本M1进行船舶船体生产设计后,对如何生成符合船厂生产信息中的型材下料表进行了全面的论述。
关键词:生产设计;生产信息;平面建模;曲面建模;型材下料表中图分类号:U662;U671.2 文献标识码:A0 引 言Tribon M1系统是Tribon Solution公司推出的造船CAD/CAM集成系统的最新版本。
现在国内的许多用户都准备将Tribon系统软件升级到M1版本,但由于该版本较以前版本有很大不同,故在建模后的生产信息抽取过程中发现一些以前没有遇到的新问题。
笔者在基于实船(25500T散货船、1180TEU)的基础上,对这些问题进行了较好的解决。
本文通过对比新旧版本生成型材下料文件的不同,讨论了在Tribon M1上生成中文型材下料表的全过程,并对其内容作了具体的说明。
1 抽取型材下料文件111 新旧版本对比Tribon M1同以前版本一样提供自动生成型材下料文件的程序,但在抽取过程中与以前版本有很大区别。
一是它不分平面建模和曲面建模,都使用同一个程序SF628D[1],而以前版本中是用两个程序SF800D和SF801D[2];二是生成的结构文件名不同,Tribon M1生成的文件为零件名.lst[1],而以前版本平面模抽取后得到manstiff+运行号.lst,曲面模抽取后得到manlong+运行号.lst[2];三是文件的内容不同,例如当以分段单位抽取时,Tribon M1根据该分段中的型材类型生成多个文件,但以前版本只生成一个文件;四是抽取步骤不同。
下料问题
关于一维下料问题的研究摘要:“下料问题”是把相同形状的一些原材料分割加工成若干个不同规格大小的零件的问题.此类问题在工程技术和工业生产中有着重要和广泛的应用.在生产实践中通常要求解决用料最省、浪费最少等问题.下料问题即是其一。
属最优化研究范畴.一维下料问题是生产实践中常见的问题,优化下料要求最大限度地节约原材料,提高原材料的利用率。
本文介绍了两种方法,其一提出分支定界算法优化一维下料问题,并用MATLAB编写程序,通过计算机来完成这一复杂的过程。
另一种方法-lingo,针对单一原材料的一维下料问题, 建立了整数规划模型, 然后将模型转化为求解最优下料方式问题; 利用lingo进行编程, 实现循环调用得到一维下料问题的局部最优解。
实际上本文就是给出了解决适当规模下料问题的求解方法.该方法既可手工演算又可通过计算机求解。
在实践中可以借鉴使用.Abstract: The “℃utting Stock Problem”is a problem of dividing raw materials in the same shape into several parts in different shapes. This kind of problem has important and wide appliance in engineering and industry production.Being living to give birth to in the practice requires use to anticipate to save most usually and Squanders at least and so on ,First of all Immediate future the cutting stock problem is ,The category optimization is researched the category 。
幕墙设计下料问题

幕墙设计下料问题1、石材幕墙下料石材幕墙是我们设计中最为常见的幕墙种类之一。
随着城市建筑的不断丰富和发展,当前的石材幕墙有造型越来越复杂的趋势,例如北京新京润、汇福健康论坛等项目。
这一方面是建筑市场的要求,另一方面也是由石材在建筑行业的应用历史和其灵活多变的加工性能来决定的。
下面具体结合北京新京润工程的局部石材幕墙谈一谈下料过程中的一些经验:(1)对于类似上图中的异形石材,首先要全面放样,重点要考虑转角和阳台等凸起部位,确保进出部位的尺寸足够调整。
(2)石材开槽宽度7mm或6mm,同时要保证开槽后不得有崩裂、偏斜等现象,槽口应打磨尖角,槽内光洁。
(3)在做石材提料单的时候,必须准确测量加工尺寸,保证下料准确。
特别是遇到如下图形式的石材,更需要我们下料准确,否则现场根本不能处理这种磨边,无法满足其外饰面要求。
(4)石材提料单中一定注明石材的表面处理方式以及有效厚度,根据石材合同,按不同的石材种类、表面处理方式和加工方式,将石材分类做单,以便于厂家的分类加工运输和结算;同时要详细标注每页提料单所对应的石材编号图,以便相应部门供货及安装分拣。
1.1 通过对此部位下料,我个人感觉是否可以将节点继续进行深化,比如在底部利用1.5mm的镀锌钢板进行封修,这样可以有效避免从地面返上的潮气将钢框氧化。
原节点改后节点2、铝板和铝型材提料(1)铝板加工图和提料单:除了供应商为个别特定的厂家外,铝板加工图中应给出角片位置数量,由铝板厂家一并提供;对于复杂的铝板,要通过三维放样,利用三视图投影将复杂铝板的造型表达清晰,同时给出轴测图,以便于自己对照检验和车间理解制作,减少不必要的后期频繁的电话解释或补充说明,提高工作效率;铝板尽可能做成折边盒板,以提高铝板的平整度,如下图;铝板提料单中必须注明基材代号,每块铝板也必须给出经甲方确认的准确色号。
节点图铝板加工图铝板轴视图(2)铝型材提料单:在铝型材提料单中一定要在技术说明或其他相应的位置准确填写铝型材材料代号、表面处理方式(喷涂的要给出喷涂面积)、色卡号,线重等必要信息,同时保证型材套材利用率不低于97%。
铝合金门窗工艺下料清单表格
锁(套)
接单人:
调度人:
下料员/已完成日期
纱窗颜色
防撞垫/堵头
技术员: 框制作人员/已完成日期
框重量
芯重量
角码
组角片
上/下轮
玻璃是否已报/日 期
资料员: 扇制作人员/
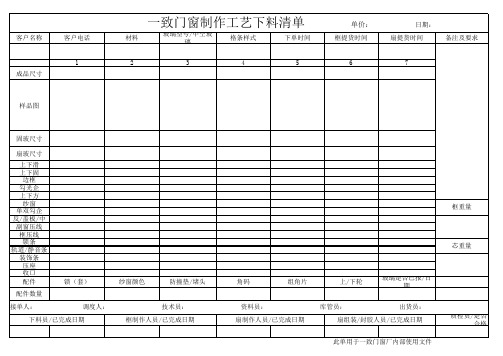
此单用于一致门窗厂内部使用文件
质检员/是否 合格
客户名称
客户电话
1 成品尺寸
一致门窗制作工艺下料清单
材料
玻璃型号/中空玻 璃
格条样式
下单时间
2
3
4
5
单价: 框提货时间
日期:
扇提货时间
备注及要求
6
7
样品图
固玻尺寸
扇玻尺寸
上下滑 上下固 边框 勾光企 上下方 纱窗 单双勾企 反/盖板/中 副窗压线 框压线 锁条 轨道/静音条 装饰条 压座 收口
配件
配件数量
下料工艺

一、下料通用工艺1 范围本通用工艺规定了下料的工艺规则,适用于本公司的产品材料的下料。
2 下料前的准备2.1 看清下料单上的材质、规格、尺寸及数量等。
2.2核对材质、规格与下料单要求是否相符。
材料代用必须严格履行代用手续。
2.3 查看材料外观质量(疤痕、夹层、变形、锈蚀等)是否符合有关质量规定。
2.4 将不同工件所用相同材质、规格的料单集中,考虑能否套料。
2.5 号料2.5.1 端面不规则的型钢、钢板、管材等材料号料时必须将不规则部分让出。
钢材表面上如有不平、弯曲、扭曲、波浪等缺陷,在下料切割和成形加工之前,必须对有缺陷的钢材进行矫正。
2.5.2 号料时,应考虑下料方法,留出切口余量。
2.5.3 有下料定尺挡板的设备,下料前要按尺寸要求调准定尺挡板,并保证工作可靠,下料时材料靠实挡板。
3 下料3.1剪板下料3.1.1钢板、角钢、扁钢下料时,应优先使用剪切下料。
钢板、扁钢用龙门剪床剪切下料,角钢用冲剪机剪切下料。
3.1.2 用剪床下料时,剪刃必须锋利,并应根据下料板厚调整好剪刃间隙,其值见下表3.1.3 剪切最后剩下的料头必须保证剪床的压料板能压牢。
3.1.4 下料时应先将不规则的端头切掉。
3.1.5 切口断面不得有撕裂、裂纹、棱边。
3.1.6 龙门剪床上的剪切工艺3.1.6.1 首先清理工件并划出剪切线,将钢板放至剪床的工作台面上,使钢板的一端放在剪床台面上以提高它的稳定性,然后调整钢板,使剪切线的两端对准下刀口,控制操作机构将剪床的压紧机构先将钢板压牢,接着进行剪切。
剪切狭料时,在压料架不能压住板料的情况下可加垫板和压板,选择厚度相同的板料作为垫板。
3.1.6.2 剪切尺寸相同而数量又较多的钢板、型材时,利用挡板(前挡、后挡板和角挡板)定位,免去划线工序。
3.1.6.3 利用挡板进行剪切时,必须先进行试剪,并检验被剪尺寸是否正确,然后才能成批剪切。
3.2 气割下料3.2.1 气割时,看清切割线条符号。
铝型材加工工艺流程
铝型材加工工艺流程产前准备→领取材料→下料→冲孔铣加工→型材保护→检验→入库1 产前准备1.1 生产部接到设计部发放铝型材加工图及综合目录明细表,计划中心发放生产任务计划通知单后,详细核对各表单上数据是否一致。
1.2 按图纸及明细表编制工序卡,下发铝型材加工图及工序卡到相关操作者。
2 领取材料2.1 生产部按明细表开材料领用单。
2.2 按单领用材料,确认型号、规格、表面处理方式及数量。
3 下料3.1 用德国产DG104 型双头斜准切割机,按加工图尺寸下料。
3.2 下料时型材要靠紧定位面,夹紧装置把型材夹正、夹紧,型材长度过长时须增加支撑防止因重力产生的变形。
3.3 切割时注意保护铝材装饰面。
3.4 在明显处贴标识,填写对应工程名,工序号,图纸号,操作者名,及检查员检验结果,切割后的半成品应堆放整齐,以便下一道工序的使用。
3.5 切割机要经常性地保养,切割机使用时锯片必须经常注油。
3.6 工作台面必须保持干净,避免切割时的铝屑与铝材磨擦,造成划痕。
4 铝材冲孔、铣加工4.1 冲孔使用国产XCT-1100A 型冲床,冲孔前接上电源开关让设备空转无异常后开始安装冲压模具。
4.2 模具须专业人员安装,安装时调整上下模间隙,用废料进行试冲合格后开始冲压。
4.3 铝材冲孔后,切口必须平整、光滑。
4.4 冲孔过程中,应时常检查上模中的料落是否退出,模具是否松动,如有问题必须做好相应措施解决。
4.5 铣加工使用国产ZX32 钻铣床或德国产加工中心,按加工图进行加工,注意保护装饰面。
4.6 在明显处贴标识,填写对应工程名,工序号,图纸号,操作者名,及检查员检验结果。
5 型材保护5.1 铝材擦拭干净后进行贴膜保护,贴在铝材上的塑料膜两端的超出部分不宜过长,以免浪费。
5.2 贴膜后的铝材应光滑,不能有皱痕与裂口。
5.3 贴膜完毕,应按要求堆放。
6 检验6.1 核对各工序有无漏加工,检验员有无漏检,标识上有无漏项。
6.2 按加工图检验,不合格品返修,返修仍达不到图纸要求的报废。
铝型材下料尺寸公差规范

铝型材下料尺寸公差规范1. 引言铝型材是一种常见的工业材料,广泛应用于建筑、汽车、电子等领域。
在使用铝型材进行加工和制造时,下料尺寸公差的控制非常重要。
本文将介绍铝型材下料尺寸公差的规范。
2. 下料尺寸公差的定义下料尺寸公差是指铝型材在加工和制造过程中,其实际尺寸与设计尺寸之间的允许偏差范围。
公差的设定旨在保证下料后的铝型材在装配和使用中能够满足设计要求,并且能够与其他零件正确配合。
3. 下料尺寸公差的标注方法在图纸或工艺文件中,下料尺寸公差通常采用国家标准或行业标准中所规定的符号和标注方法进行标识。
常见的标注方法有以下几种:•基本尺寸加减法:–单向加减法:使用加号(+)和减号(-)表示上下偏差范围;–双向加减法:使用双竖线(||)表示上下偏差范围。
•公差带宽法:–使用公差带宽表来标注尺寸与公差范围的对应关系。
•公差等级法:–使用公差等级符号(如IT、IT6等)来表示公差范围。
具体使用哪种标注方法,取决于具体的标准和要求。
4. 铝型材下料尺寸公差的规范铝型材下料尺寸公差的规范通常由设计部门或相关标准制定机构制定,以确保铝型材的加工和制造符合设计要求。
具体规范包括以下几个方面:•材料尺寸公差:–铝合金型材的强度、密度、热胀冷缩等性能会随着温度、湿度和时间的变化而发生变化。
因此,在下料过程中,需要考虑材料性能的影响,设定适当的尺寸公差范围。
•几何尺寸公差:–包括长度、宽度、高度、直径、孔径等几何尺寸的公差控制。
常见的几何尺寸公差包括直线度、平行度、垂直度、圆度、同轴度等。
•位置尺寸公差:–包括位置、对称、平行、垂直、偏移等位置尺寸的公差控制。
通过控制位置尺寸公差,确保铝型材在装配和使用中能够正确定位。
•表面质量公差:–表面质量公差用于控制铝型材表面的光洁度、粗糙度、平面度等。
这些表面质量参数直接影响到铝型材的外观和表面功能。
以上规范通常由国际标准化组织(ISO)、中国国家标准委员会和相关行业标准制定机构制定。
下料工艺规程与要求

1范围本工艺规定了下料的工艺规则,适用于本公司的产品材料的下料。
2下料前的准备2.1看清下料单上的材质、规格、尺寸及数量等。
2.2核对材质、规格与下料单要求是否相符。
材料代用必须严格履行代用手续。
2.3查看材料外观质量(疤痕、夹层、变形、锈蚀等)是否符合有关质量规定。
2.4将不同工件所用相同材质、规格的料单集中,考虑能否套料。
2.5号料2.5.1端面不规则的型钢、钢板、管材等材料号料时必须将不规则部分让出。
钢材表面上如有不平、弯曲、扭曲、波浪等缺陷,在下料切割和成形加工之前,必须对有缺陷的钢材进行矫正。
2.5.2号料时,应考虑下料方法,留出切口余量。
2.5.3有下料定尺挡板的设备,下料前要按尺寸要求调准定尺挡板,并保证工作可靠,下料时材料靠实挡板。
3下料3.1剪板下料3.1.1不锈钢板、钛板下料时,应使用剪切下料。
3.1.2用剪床下料时,剪刃必须锋利,并应根据下料板厚调整好剪刃间隙。
3.1.3剪切最后剩下的料头必须保证剪床的压料板能压牢。
3.1.4下料时应先将不规则的端头切掉。
3.1.5切口断面不得有撕裂、裂纹、棱边、较大的毛刺。
3.1.6利用挡板进行剪切时,必须先进行试剪,并检验被剪尺寸是否正确,然后才能成批剪切。
3.2手工气割下料3.2.1气割时,看清切割线条符号。
3.2.2切割前,将工件分段垫平(不能用砖和石块),将工件与地面留出一定的间隙利于氧化铁渣吹出。
3.2.3将氧气调节到所需的压力。
对于射吸式割炬是否有射吸能力,如果割炬不正常时,应检查修理,否则禁止使用。
3.2.4预热火焰的长度应根据板材的厚度不同加以调整,火焰性质均应采用中性火焰,即打开切割氧时火焰不出现碳化焰。
3.2.5气割不同厚度的钢板时,要调节切割氧的压力,而同一把割炬的几个不同号码嘴头应尽量不经常调换。
3.2.6切割速度应适当。
速度适当时,熔渣和火花垂直向而去;速度太快时,产生较大的后拖量,不易切透,火花向后面,造成铁渣往上面,容易产生回火现象。
幕墙下料流程和内容
幕墙下料流程和内容
幕墙下料流程主要包括以下步骤:
1. 确定设计方案:根据建筑师和设计师的要求,确定幕墙的外观设计、功能和结构要求。
2. 选择材料:根据设计方案和相关标准,选择合适的材料,如玻璃、铝型材、钢材等。
3. 确定下料尺寸:根据设计方案和材料规格,计算出每种材料的下料尺寸。
4. 下料:使用切割机、激光切割机等设备,按照计算出的下料尺寸,对材料进行切割。
5. 加工:对切割后的材料进行进一步加工,如钻孔、攻丝等,以满足设计要求。
6. 检验:对加工后的材料进行质量检验,确保符合设计要求。
7. 组装:将加工后的材料按照设计要求进行组装,形成完整的幕墙结构。
8. 安装:将组装好的幕墙结构安装在建筑上。
幕墙下料的内容主要包括以下方面:
1. 根据设计方案和相关标准,确定合适的材料规格和下料尺寸。
2. 计算每种材料的下料尺寸,并编写下料清单。
3. 根据下料清单,对材料进行切割、加工和检验。
4. 对加工后的材料进行质量检验,确保符合设计要求。
5. 编写组装清单,将加工后的材料按照设计要求进行组装。
6. 编写安装清单,将组装好的幕墙结构安装在建筑上。
生产下料清单

序号件号零件名称材料牌号型材名称型号
下料长度数量备注
Q235B 槽钢63X40X4.5X7.5t 23030
Q235B 槽钢
Q235B 角钢Q235B 槽钢
序号件号零件名称材料牌号材料名称材料厚度
下料宽度下料长度数量备注钢板1511021020
序号件号
零件名称材料牌号材料名称材料外径
材料内径下料长度下料数量备注无缝管D35d2011251
型材
板材
车件材料
1
01
斜板
订单号
A-BBBB-CCCC
编制(日期)审核(日期)批准(日期)会签(日期)
厦门鑫丰佳机械有限公司
下料清单
零件长度材料用量/件购料长度2302357050零件厚度零件宽度零件长度料耗长度料耗宽度购料规格10100200220120880X550X12零件外径零件长度材料用量/件零件数量购料规格D3*******D35*1125。
某项目框架式玻璃幕墙材料下单实操
某项目框架式玻璃幕墙材料下单实操1幕墙下料的操作步骤是什么??第一步:了解幕墙所需下单的材料种类及名称;第二步:了解幕墙材料下单的顺序;第三步:钢材下单的方式方法。
第四步:铝型材下单的方式方法。
第五步:辅材下单的方式方法。
第六步:后置埋件、预埋件的下单方式方法及加工图的绘制。
第七步:连接件的下单方式方法及加工图的绘制。
第八步:横竖龙骨的下单方式方法及加工图的绘制。
第九步:五金件下单的方式方法第十步:面板的下单方式方法及加工图的绘制。
幕墙所需下单的材料种类及名称(以铝合金明框玻璃幕墙为例)1,钢材:10槽钢连接件、接地钢插芯、10mm厚钢板后置埋件。
2,铝型材:铝合金立柱、铝合金横梁、铝合金压板、铝合金装饰扣盖、U型封边条、开启扇边框、开启扇扇框、地弹门横框、地弹门竖框、铝合金扣条。
3,辅材:M12化学锚栓组件、M12螺栓组件、M6螺栓组件、自攻自钻钉、密封胶、胶条、美纹纸、焊条。
4,面材:6+12a+6(low-e)双钢化中空玻璃。
幕墙材料下单的顺序(以铝合金明框玻璃幕墙为例)下单顺序应等同施工顺序,自内而外,什么叫自内而外,意思就是埋件-连接件-竖龙骨-横龙骨-玻璃。
钢材的规格一般为6米每支,钢材的表面处理方式为热浸镀锌和氟碳漆两种。
钢材提料的表现形式是excel表格+CAD加工图如下图所示钢件加工图的表现形式是excel表格+CAD加工图如下图所示截图钢材的数量是怎么统计出来的呢??这个才是核心问题。
我们以连接件的加工材料12#槽钢为例:我们打开招商中心CAD图纸,来看下我们要下单的这个12#槽钢在哪个位置,cad节点剖面演示截面位置、加工件长度。
单件长度125mm,每一个固定点两个连接件,共有——个连接件,换算6000mm每支的槽钢需要——支槽钢,配合图纸演示识图。
首先介绍后置埋件加工图的绘制,钢件加工图的表现形式为三视图,啥是三视图?如下图所示:后置埋件的实物图片如下左图所示:结合实物图片认识三视图。
下料问题(cutting stock problem)

下料问题(cutting stock problem) 实用下料问题摘要针对一维下料优化问题,由于使用传统的规划求解,计算量很大,而且很难求出最终结果,所以我们采用种新的优化思想方法——启发式多层次逐层优化方法,并结合贪心算法解决此问题, 基本思想是在求解时,尽可能多的重复使用最优的一种方法进行下料,直到所涉及到的某种零件需求加工完;然后对剩余的零件重复上步的操作,直到所有剩余的零件数目均减小至零为止。
原问题的最优解就是各个序列优化问题所求得的最优下料方式的总和,由于题目中有四天和六天的时间约束,所以分为两个阶段:无时间约束搜寻下料方式和有交货时间限制的下料方式逐步优化,利用Mathematica求得结果:完成任务所需原材料数:811,利用率:97.60%,废料总长度为:58012.5mm此时所用方案64种,具体见附录。
最终求得只需9天便可完成全部53套零件的加工任务。
具体的一维下料问题的下料方式数,耗材量,废料长度,利用率如下表所示:对于二维下料问题,下料方式要满足零件长,宽方向上的套裁,我们通过降维启发式方法即根据题目中宽度单一的特点,我们将原料按照组合50、50,组合50、30、20,组合35、35、30,组合30、30、20、20,以及组合20、20、20、20、20方案将原料切割成3000*50,3000*35,3000*30,3000*20四种“标准件”,转化成了等宽度单一料长的一维下料优化问题,即可通过使用第一题中的启发式多层次逐层优化方法,首先考虑无时间条件约束的情况,我们将这一过程分为两个阶段来实现。
同一维下料问题类似,在有时间约束时,我们将交货时间紧促的零件排在优先位置加工,如此得到结果:所需原料数:458,下料方式数为:66,利用率为:97.71%一、题的重述1. 背景“下料问题(cutting stock problem)”是把相同形状的一些原材料分割加工成若干个不同规格大小的零件的问题,此类问题在工程技术和工业生产中有着重要和广泛的应用。
铝合金门窗70与76、80与87型有何不同?及下料计算公式
铝合金门窗70与76、80与87型有何不同?及下料计算公式要想准确计算铝合金门窗成本,一般要考虑以下几个方面:1、铝合金门窗的总面积,您家的是:门:2.16平方米+窗:1.68平方米(吉祥数字呀)2、铝合金门窗的型材颜色,有的彩铝价格更多。
3、铝合金门窗的玻璃类型,不同的玻璃价格不等。
4、非标的价格一般多一点,因为制作工艺要求更高。
5、其它配置,比如,锁具是一般的还是特好的。
6、铝合金门与窗的计价一样的。
7、最要一点,您家的铝合金门窗用的是什么厚度的铝合金材料,边框(专业术语为“光企”)宽度多少,厚的、宽的材料好、多当然价格就多了。
现在的窗户基本上都是80的和70的,76就是70型的,76指的是窗口截面的纵向宽度,计算公式也不是千篇一律的,70型的要看是不是国标的,80型的还要看哪个厂家出的,至于门的制作更简单了,只要用心很好做的。
以下的制作经验得出的公式,仅供参考:70型的到哪里基本都一样的,70型铝合金的下料尺寸一:没有上梁的窗户1:边框=窗户的高度2:上下滑=窗户的宽度―2公分3:勾光启=边框―5.2公分4;上下方=上下滑÷2+0.5公分(三个扇子的见例外尺寸)5:玻璃高=勾光启―9.3公分6:玻璃宽=上下方-6公分(三个扇子的中间大扇子-7公分)7:纱扇子高度=边框-5公分8:纱扇子宽度=上下方+1公分二:带上梁的窗户1:边框=窗户的高度2:上.中.下=窗户的宽度―2公分3:勾光启=划线的数-1.2公分4:上下方=上中下÷2+0.55:插板.中立=边框-划线数-7公分6:扣线横长=径里-0.6公分7:扣线竖长=中立.插板-1公分(扣线切角)8:玻璃高=划线数-10.5公分(也=勾光启-9.3公分)9:玻璃宽同上10:纱扇子高=划线数-0.5公分11:纱扇子宽同上三:三个扇子的例外尺寸(非标料要靠自己去量和计算)1:三扇子的小扇上下方=(下滑+9)÷4-1.8公分2:三扇子的大扇子上下方=(下滑+9)÷23:小扇子的玻璃高同上4:大扇子的玻璃高同上,宽=上下方-7公分80型铝合金的下料尺寸一:没有上梁的窗户1:边框高=窗高2:上下滑=窗户宽-3公分(鲁和的-3.5公分)3:勾光启=边框-5.3公分4:上下方=上下滑÷2-4.7公分(三扇子的大扇子宽=上下滑÷2-2公分,小扇子宽=上下滑÷4-4.7公分)5:玻璃高=勾光启-7.6公分6:玻璃宽=上下方-0.5公分7;纱扇子高=边框-7.5公分8:纱扇子宽=上下滑÷2二:带上梁的窗户1:边框=窗高2:上中下=窗宽-3公分(鲁和的-3.5)3:勾光启=边框-上梁满外数-1.8公分4:上下方=上中下÷2-4.7公分(三扇子同上)5:插板,中立=上梁满外-7.2公分7:扣线横长=上中下-3.8公分8:扣线竖长=中立插板数-0.2公分9:纱扇子高里挂=边框-上梁满外-4公分纱扇子高外挂=边框-上梁满外-1.3公分10:纱扇子宽同上87型就是80型三开子的小扇上下方=(下滑+9)÷4-1.8公分三开子的大扇子上下方=(下滑+9)÷2小开子的玻璃高同上大开子的玻璃高同上,宽=上下方-7公分至于门的制作公式都是自己量料计算出来的,比如单扇门的上下方=门口净里数-1.2,时间长了不用计算从心里就可以记住的下料公式建议现场操作,因材料薄厚、配件不同,不在现场操作更正是不行的。
套料

一、下料通用工艺1 范围本通用工艺规定了下料的工艺规则,适用于本公司的产品材料的下料。
2 下料前的准备2.1 看清下料单上的材质、规格、尺寸及数量等。
2.2核对材质、规格与下料单要求是否相符。
材料代用必须严格履行代用手续。
2.3 查看材料外观质量(疤痕、夹层、变形、锈蚀等)是否符合有关质量规定。
2.4 将不同工件所用相同材质、规格的料单集中,考虑能否套料。
2.5 号料2.5.1 端面不规则的型钢、钢板、管材等材料号料时必须将不规则部分让出。
钢材表面上如有不平、弯曲、扭曲、波浪等缺陷,在下料切割和成形加工之前,必须对有缺陷的钢材进行矫正。
2.5.2 号料时,应考虑下料方法,留出切口余量。
2.5.3 有下料定尺挡板的设备,下料前要按尺寸要求调准定尺挡板,并保证工作可靠,下料时材料靠实挡板。
3 下料3.1剪板下料3.1.1钢板、角钢、扁钢下料时,应优先使用剪切下料。
钢板、扁钢用龙门剪床剪切下料,角钢用冲剪机剪切下料。
3.1.2 用剪床下料时,剪刃必须锋利,并应根据下料板厚调整好剪刃间隙,其值见下表钢板厚度mm 4 5 6 7 8 9 10剪刃间隙 mm 0.15 0.2 0.25 0.3 0.35 0.4 0.45 钢板厚度mm 11 12 13 14 15 16 20剪刃间隙mm 0.5 0.55 0.6 0.65 0.7 0.75 0.83.1.3 剪切最后剩下的料头必须保证剪床的压料板能压牢。
3.1.4 下料时应先将不规则的端头切掉。
3.1.5 切口断面不得有撕裂、裂纹、棱边。
3.1.6 龙门剪床上的剪切工艺3.1.6.1 首先清理工件并划出剪切线,将钢板放至剪床的工作台面上,使钢板的一端放在剪床台面上以提高它的稳定性,然后调整钢板,使剪切线的两端对准下刀口,控制操作机构将剪床的压紧机构先将钢板压牢,接着进行剪切。
剪切狭料时,在压料架不能压住板料的情况下可加垫板和压板,选择厚度相同的板料作为垫板。
下料操作规范.精讲

焊接壳体******-02-31-2015/1 版******有限企业下料操作规范第1页共11页总则:本守则规定了本企业产品全部的下料准备工序的规范。
备料的一般要求:各种类材在领用后,下料前均应检查其外观质量,若有曲折变形、锈蚀等,均应先行校订、去污、除去锈迹,检查合格后方可进行下料业。
凡是受压元件的资料,如板材、管材,锈蚀严重的,以出现显然且集中的大片麻点应实时向查验员反响,经检查将不合用制作容器的部分残料剔除,而后按工艺要求进行下料。
下料后应进行标志移植,并经查验员确认,方可转下工序。
1、型材锯切下料:1.1 各种类材下料前,第一应检查资料的直线度,及其余因运输、吊装等原由原由造成的变形缺点,本工种能校订者,先将型材校订,而后方可下料。
如没法修复的缺点则应避开缺点下料,以保证产品的后续工序正常进行。
1.2 为节俭原资料可采纳长短搭配法排料,尽可能减少料头尺寸。
1.3 锯切下料时,为提升效率,能够成捆下料,但一定保证质量要求,切口端面需机加的保证留有切合工艺规定的余量,切口端不再加工的应保证图纸及工艺规定的尺寸公差,如图纸及工艺未作规定的按IT14 级精度要求履行。
1.4 经锯切下料的工件,一定除去锯切毛刺。
1.5 工件应按生产计区分类摆放在便于吊装、运输的架、台等工用具上,有清楚明确的表记。
2工具和安全2.1 采纳砂轮切割机下料时应先检查砂轮片有无裂纹,影响安全的隐患,夹紧机构能否牢靠,保证无误后方可运行操作。
2.2 操作时人员应在砂轮旋转切线方向的外侧,下料时,使劲平均、安稳,严禁为了下料速度而猛压操控手柄造成事故。
2.3 使用带锯床进行型材下料时,第一应作好机床的平时保护养护工作,检查带锯条能否尖利,机床的液压系统、工件夹紧机构能否正常。
2.4 操作时锯条应充足浇注冷却润滑液,以延伸带锯条的使用时间,提升切断面的质量。
3板材的下料3.1 合理利用板材,依据生产任务,将全部同规格的下料部件集中一同下料,将各样部件大小搭配,排样套料。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
外光勾 1256 1256
下方 564.5 564.5
纱扇横 604.5 604.5
中柱扣板 449 449
1 2 1 2 名称 1 2 边中封 1047 1045 上下滑 1132.5 1119.5
宽 2352 2326 扇玻高 855 853 里光勾 949 947 宽 1495 1477 扇玻高 700 707 里光勾 794 801 宽 2000 2000 扇玻高 1078 1078 1078 1078 里光勾 1172 1172 宽 2007 2005 扇玻高 748 748 740 740 里光勾 842 834
名称 1 2 449 449
边中封 1829 1829
上顶 12 2 画线
里口 纱扇立 1220 1230 1220 1230 上亮玻宽 上亮玻高 580.5 444 580.5 444
名称 1 2
边中封 1829 1829
上顶 1247 1247
上下滑 1247 1247
纱扇横 539 529 539 529 扇玻宽 492 492
门框里横 888 888
482 482
473 473
810 810 B 上顶 872 872 东 西 单扇外开 沙门里开 边封C 边封 D90*44管 A 边封 1853 1853 门立 1983 1983 CD边封 2885 2885 门下方 339.5 339.5 上下滑 842 842 沙门立 2015 2015
高 1047 1045 扇玻宽 500.25 493.75 外光勾 963 961 高 892 899 扇玻宽 652.5 643.5 外光勾 808 815 高 1900 1900 扇玻宽 566.3333 648.3333 566.3333 648.3333 外光勾 1186 1186 高 940 932 扇玻宽 568.6667 650.6667 568 650 外光勾 856 848
1东 2
宽 856 856 总宽
高 1853 1853
里口 1220 1220
纱扇立 1230 1230 总高CD 2885 2885 门玻宽 332.5 332.5
A 1818 962 1818 962 门里口高 门板高 门玻高 1 1990 1000 929 2 1990 1000 929 门在左 单玻 1 2 里光勾 1242 1242 沙门下方 823 823 外光勾 1260 1260 门上亮高 769 769 下方 362 362 门上亮宽 872 872 纱扇横 402 402 扇玻高 1148 1148
里口 纱扇立 1350 1360 1350 1360 上亮玻宽 上亮玻高 777.75 465 620.5 333 下方 761.75 604.5 纱扇横 801.75 644.5 中柱扣板 470 338
1 2 1 2 画线 上下滑 1176 1180
里口 纱扇立 1280 1290 1280 1290 上亮玻宽 上亮玻高 1137 524 1141 529 下方 529 531 纱扇横 569 571 中柱扣板 529 534
下方 659.5 650.5
纱扇横 699.5 690.5
里口 纱扇立 1150 1160 1150 1160 上亮玻宽 上亮玻高 928 585 928 585 画线 下方 纱扇横 573.3333 613.3333 573.3333 613.3333 里口 820 812 1242 中柱扣板 590 590 纱扇立 830 822
宽 3 967 门玻宽 门玻高 336 1039 上中下 扇光勾 879 2093
U槽宽 859
门板高 878
473 473 473 473
1084 1084 B 上顶
624 624
1064 1064
1东 1西 2东 2西 1 2 1 2
东
888 888
西
边封C 边封
D边封
宽 1130 1110 1130 1110 总宽 3220 3220 门里口高 2100 2100
A CD边封 2850 2850 门下方 347.5 347.5
上下滑 1116 1096 1116 1096 沙门立 2125 2125
画线 里光勾 1272
下方 499 489 1272 1290 499 489 沙门下方 门上亮高 扇玻高 839 624 1178 839 624 1178
1342 外光勾 1290
里口 927 925
纱扇立 937 935
下方 507.25 500.75 里口 772 779
纱扇横 547.25 540.75 纱扇立 782 789
1 2 1 2 名称 1 2 590 590 边中封 892 899 935 上顶 1437 1419 935 1 2 3扇 1 中 2 中 中下方 上下滑 655.3333 1942 655.3333 1942 上下滑 1437 1419
高 1980 1848 扇玻宽 754.75 597.5 外光勾 1386 1386 高 1969 1974 扇玻宽 522 524 外光勾 1316 1316 高 1829 1829 扇玻宽 557.5 557.5 外光勾 1256 1256 高 1829 1829 扇玻宽 557.5 557.5
名称 1 2 449 449
边中封 1969 1974 1215
上顶 2381 2389 1215
1 2 1 2 画线 上下滑 1247 1247
里口 纱扇立 1220 1230 1220 1230 上亮玻宽 上亮玻高 1208 444 1208 444 下方 564.5 564.5 纱扇横 604.5 604.5 中柱扣板 449 449
边立 3042 2937
上中下 3258 2852
宽 3346 2940 门玻高 1400 1 1356 2 1356 675 边玻高 1 1389 736 2 1389 门板画线 800 800 90光 扇光勾 门下方 776.5 2210 747.5 675 2210 646 680 1 2 宽 2711 扇玻高 793 高 1452 扇玻宽 590 767 422 门里口 外光勾 899 高 2922 上亮玻宽 866 门下方 343
赛斯德90 470 784.75 338
627.5 1 2 1 2 画线 上下滑 1641.5 1327
名称 1 2
边中封 1980 1848 529 1144 534
上顶 3312 2683 1148
宽 3370 2741 扇玻高 1278 1278 1442 里光勾 1372 1372 宽 2439 2447 扇玻高 1208 1208 1372 里光勾 1302 1302 宽 1305 1305 扇玻高 1148 1148 1312 里光勾 1242 1242 宽 1305 1305 扇玻高 1148 1148 1312 里光勾 1242 1242
名称 1 2
边中封 1900 1900
1 2 3扇 1 中 2 中 中下方 上下滑 657.6667 1949 657 1947
名称 1 2
边中封 940 932
下方 纱扇横 575.6667 615.6667 575 615
710 605
781.5
1400 776.5 736 1553 1350 上亮柱 710 605
高 3042 2937 门玻宽 740.5 639 边玻宽 764.5 663
里口 2200 2200 上亮玻宽 768.5 667 固板 726 726
门板高 800 800 上亮玻高 699 594 门板高 678 678
沙门光勾 沙门下方 固光勾 2220 775.5 2200 2220 674 2200 里口 985 上亮玻宽 763 763 767 A下口 467 BC边口 855 855
高 1883 1883 1883 1883 A 980 980 门板高 1000 1000
里口 1250 1250 1250 1250
纱扇立 1260 1260 总高CD 2850 2850 门玻宽 340.5 340.5
门玻高 1039 1039
1东 1西 2东 2西 1 2
边封 1883 1883 1883 1883 门立 2093 2093
1东 2 1 2
门框里横 872 872 扇玻宽 355 355
1200----1300=950 1400----1500=1100 1600----1700=1150 1800----1900=1280 2000以上=1300
2
1
432
A 90线横 90线立 985 里光勾 887
上亮玻高 422 422 70线横 767 767 纱扇横 637 门板高 1000 下方 597
B 中横B上顶中横c上顶边封 786 786 1452 690 879 赛斯德 48 46 两扇平开 边立 外开 2922
C
中封 上下滑 1312
纱扇立 875 里口 2100 上亮玻高 679 U槽高 2100