Dl5018水利水电工程钢闸门制造安装及验收规范范本
闸门及拦污栅安装
闸门及拦污栅安装
8.2.1 基本要求
1.闸门、拦污栅在安装前,应按本标准第7章进行复查。
2.分节闸门组装成整体后,还应满足下列要求:
1)节间如采用螺栓连接,则螺栓应均匀拧紧,节间橡皮的压缩量应符合设计要求。
2)节间如采用焊接,则应采用经试验并评定合格的焊接工艺,按规范有关规定进行焊接和检验,焊接时应采取措施控制变形。
3.闸门安装位置应与埋件和土建采用同一测量基准。
4.闸门安装后,其关门和开门位置,主横梁应保持水平。
8.2.2 闸门止水检查项目:
1.止水橡皮的螺孔位置与门叶或止水压板上的螺孔位置一致,孔径应比螺栓直径小1.0mm,并严禁烫孔。
2.止水橡皮表面应光滑平直,其厚度允许偏差为±1.0mm,其余外形尺寸的允许偏差为设计尺寸的2%。
3.止水橡皮接头胶合应紧密,宜采用生胶热压,接头处不得有错位、凹凸不平和疏松现象。
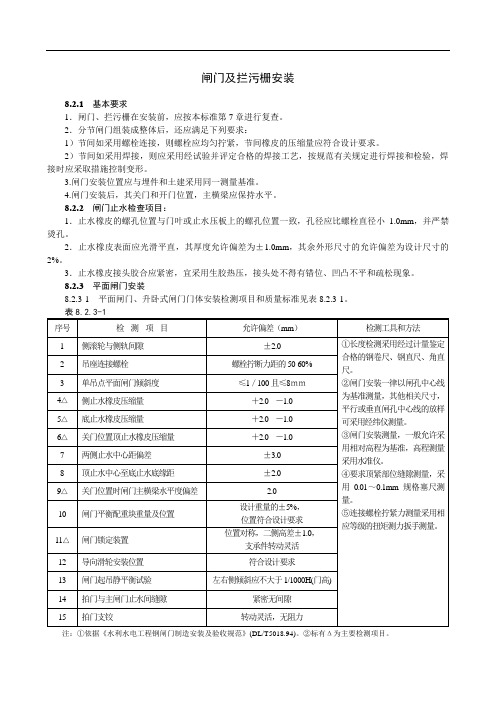
8.2.3 平面闸门安装
8.2.3-1 平面闸门、升卧式闸门门体安装检测项目和质量标准见表8.2.3-1。
表8.2.3-1
注:①依据《水利水电工程钢闸门制造安装及验收规范》(DL/T5018.94)。②标有Δ为主要检测项目。
8.2.3-2 横拉式闸门安装检测项目和质量标准见表8.2.3-2。
注:①标有Δ为主要检测项目。
注:①依据《水利水电工程钢闸门制造安装及验收规范》(DL/T5018-94)。②标有Δ为主要检测项目。
注:①依据《水利水电工程钢闸门制造安装及验收规范》(DL/T5018-94)。②标有Δ为主要检测项目。
8.2.6 拦污栅安装
1.检查项目:
1)栅体分节在现场拼接的一、二类焊缝及外观检查见附表9.6。
水利水电工程钢闸门设计规范word版本
水利水电工程钢闸门设计规范
Hydraulic and Hydroelectric Engineering
Specification for Design of steel Gate
DL/T5013—95
主编单位:
批准部门:
1总则
1.0.1为在水利水电工程钢闸门设计中贯彻执行国家的技术经济政策,确保质量,做到技术先进、经济合理、运行安全,特制定本规范。
1.0.2本规范适用于水利水电工程钢闸门(含拦污栅)的设计。
设计钢闸门时,尚须符合现行的国家和水利水电行业标准有关规定。
1.0.3水利水电工程的钢闸门,按其工作性质主要可分为:
(1)工作闸门:系指承担主要工作并能在动水中启闭的闸门;
(2)事故闸门:系指当闸门的下游(或上游)发生事故时,能在动水中关闭的闸门;当需快速关闭时,也称为快速闸门;这种闸门宜在静水中开启;
(3)检修闸门:系指水工建筑物和机械设备等检修时用以挡水的闸门,这种闸门宜在静水中启闭。
1.0.4设计闸门时,应根据具体情况分别具备下列有关资料:
(1)水利枢纽的任务和水工建筑物的布置;
(2)闸门的孔口尺寸和运用条件;
(3)水文、泥沙、水质、漂浮物和气象方面的情况;
(4)有关闸门的材料、制造、运输和安装等方面的条件;
(5)地质、地震和其他特殊要求等。
1.0.5闸门孔口尺寸和设计水头的选定,应符合附录A“闸门孔口尺寸和设计水头系列标准”的规定。
1.0.6本规范采用容许应力方法进行结构验算。凡未确规定的计算方法,只要能准确、可靠、简便地求得结构内力及应力,计算方法可酌情选择。
2总体布置
Dl5018水利水电工程钢闸门制造安装及验收规范
DL/T5018-94
水利水电工程钢闸门制造安装及验收规范
Hydraulic and hydroeleclric engineering
specification formanufacture,
installation and acceptance of steel gate
DL/T5018—94
主编单位:中国水利水电长江葛洲坝工程局机电建设公司
批准单位:中华人民共和国电力工业部
1 总则
2 引用标准
3 一般规定
4 焊接
5 焊后消除应力热处理
6 螺栓连接
7 表面防腐蚀
8 闸门和埋件制造
9 闸门和埋件安装
10 拦污栅制造和安装
11 验收
附录A 常用金属材料性能(补充件)
附录B 焊接工艺评定机械性能试板的制备、试样尺寸、
试验方法及合格标准(补充件)
附录C 焊接工艺评定报告推荐格式(参考件)
附录D 高强度螺栓连接面无机富锌漆配方(参考件)
附录E 高强度螺栓紧固力及力矩计算表(参考件)
附录F 涂装前钢材表面除锈等级(摘自GB8923—88)(补充件)附录G 大气露点计算表(参考件)
附录H 金属涂层厚度和结合性能的检查(补充件)
附录1 常用滑道支承材料(补充件)
附录J 止水橡皮的物理机械性能(补充件)
附录K 闸门高强度环氧势料配制与特性
附加说明
中华人民共和国电力工业部
关于发布《水利水电工程钢闸门制造
安装及验收规范》电力行业标准的通知
电技[1994] 675号
《水利水电工程钢闸门制造安装及验收规范》电力行业标准,经部审查通过,批准为推荐性标准,现予发布。该标准编号为DL/T5018-94,自 1995年3月 1日起实施。
DLT5018-94
中华人民共和国行业标准
DL/T5018-94
水利水电工程钢闸门制造安装及验收规范
Specification for manufacture,installation and acceptance of steel gate in hydraulic and hydroelectric engineering
1994-11-14发布
1995-03-01实施
中华人民共和国电力工业部发布
中华人民共和国行业标准
主编单位:中国水利水电长江葛洲坝工程局机电建设公司
批准部门:中华人民共和国电力工业部
中华人民共和国电力工业部
关于发布《水利水电工程钢闸门制造安装及验收规范》电力行业标准的通知电技[1994]675号《水利水电工程钢闸门制造安装及验收规范》电力行业标准,经部审查通过,批准为推荐性标准,现予发布。该标准编号为DL/T5018-94,自1995年3月1日起实施。原规范《水工建筑物金属结构制造、安装及验收规范》(SLJ、DLJ201-80)废止。
请将执行中的问题和意见告电力部水电站金属结构及启闭机标准化技术委员会(挂靠在北京水电勘测设计研究院)。
本标准由中国电力出版社负责出版发行。
一九九四年十一月十四日
目次
1总则
2引用标准
3一般规定
4焊接
5焊后消除应力热处理
6螺栓连接
7表面防腐蚀
8闸门和埋件制造
9闸门和埋件安装
10拦污栅制造和安装
11验收
附录A常用金属材料性能(补充件)
附录B焊接工艺评定机械性能试板的制备、试样尺寸、试验方法及合格标准(补充件)
附录C焊接工艺评定报告推荐格式(参考件)
附录D高强度螺栓连接面无机富锌漆配方(参考件)
Dl5018水利水电工程钢闸门制造安装及验收规范详解
DL/T5018-94
水利水电工程钢闸门制造安装及验收规范
Hydraulic and hydroeleclric engineering
specification formanufacture,
installation and acceptance of steel gate
DL/T5018—94
主编单位:中国水利水电长江葛洲坝工程局机电建设公司
批准单位:中华人民共和国电力工业部
1 总则
2 引用标准
3 一般规定
4 焊接
5 焊后消除应力热处理
6 螺栓连接
7 表面防腐蚀
8 闸门和埋件制造
9 闸门和埋件安装
10 拦污栅制造和安装
11 验收
附录A 常用金属材料性能(补充件)
附录B 焊接工艺评定机械性能试板的制备、试样尺寸、
试验方法及合格标准(补充件)
附录C 焊接工艺评定报告推荐格式(参考件)
附录D 高强度螺栓连接面无机富锌漆配方(参考件)
附录E 高强度螺栓紧固力及力矩计算表(参考件)
附录F 涂装前钢材表面除锈等级(摘自GB8923—88)(补充件)附录G 大气露点计算表(参考件)
附录H 金属涂层厚度和结合性能的检查(补充件)
附录1 常用滑道支承材料(补充件)
附录J 止水橡皮的物理机械性能(补充件)
附录K 闸门高强度环氧势料配制与特性
附加说明
中华人民共和国电力工业部
关于发布《水利水电工程钢闸门制造
安装及验收规范》电力行业标准的通知
电技[1994] 675号
《水利水电工程钢闸门制造安装及验收规范》电力行业标准,经部审查通过,批准为推荐性标准,现予发布。该标准编号为DL/T5018-94,自 1995年3月 1日起实施。
DLT-5018-2004-水电水利工程钢闸门制造安装及验收规范
DLT-5018-2004-水电水利工程钢闸门制造安装及验收规范
ICS 27.140
F 22
备案号:J385—2004
中华人民共和国电力行业标准
DL / T5018—2004
代替DL/T5018—1994
水电水利工程
钢闸门制造安装及验收规范
Specification for manufacture installation and acceptance of steel gate in hydraulic and
hydroelectric engineering
II
III
3.4 标志、验收、包装及运输 (6)
4 焊接 (7)
4.1 焊接工艺评定 (7)
4.2 焊工资格 (12)
4.3 焊接的基本规定 (12)
4.4 焊缝检验 (17)
4.5 焊缝返修与处理 (19)
4.6 焊后消除应力热处理 (20)
5 螺栓连接 (21)
5.1 螺孔制备 (21)
5.2 螺栓制备 (22)
5.3 螺栓紧固 (23)
6 表面防腐蚀 (24)
6.1 表面预处理 (24)
IV
6.3 涂料涂层质量检查 (25)
6.4 金属喷涂 (26)
6.5 金属涂层质量检查 (27)
7 闸门和埋件制造 (28)
7.1 零件和单个构件制造 (28)
7.2 铸钢件和锻件 (31)
7.3 埋件制造 (36)
7.4 平面闸门制造 (40)
7.5 弧形闸门制造 (45)
7.6 人字闸门制造 (50)
8 闸门和埋件安装 (53)
8.1 埋件安装 (53)
8.2 平面闸门安装 (60)
V
8.4 人字闸门安装 (62)
8.5 闸门试验 (65)
闸门和启闭机安装方案
闸门和启闭机安装方案
本项目闸门、启闭机全部安装项目包括闸门门叶和门槽埋件、启闭机机械和电气设备,以及与本合同项目有关的拉杆、锁定装置、移动式启闭机轨道、基础埋件等附属设施。
1、施工进度安排
根据合同的控制性工期要求2013年5月15日厂房尾水闸门具备下闸挡水条件,根据厂房土建的施进度同时进行门槽、闸门及启闭机的安装具体进度计划见《木里河上通坝水电站调压井、压力管道及厂房工程施工进度》。
2、施工资源配置
金属结构的安装人员与设备配置同钢管安装统一考虑,根据工程情况调节使用,具体详细情况见压力钢管安装人员、设备配置表。
3、闸门、启闭机安装通用技术要求
3.1、引用标准
水利水电工程钢闸门制造安装及验收规范DL/T5018
水利水电工程启闭机制造、安装及验收规范DL/T5019
碳钢焊条GB/T5117
低合金钢焊条GB/T5118
不锈钢焊条GB/T983
水工金属结构焊接通用技术条件SL36
钢熔化焊对接接头射线照相和质量分级GB/T3323
钢焊缝手工超声波探伤方法和探伤结果分级GB/T11345
涂装前钢材表面锈蚀等级和除锈等级GB/T8923
水工金属结构防腐蚀规范SL105
起重设备安装工程施工及验收规范GB/T50278
电气装置安装工程起重机电气装置施工及验收规范GB/T50256
水利水电基本建设工程单元工程质量等级评定标准金属结构及启闭机械安装工程(试行)SDJ249.2
在执行本合同时,对于所有材料、安装施工工艺等均遵照国家或行业最新标准和规程规范执行。
3.2、一般要求
1、安装前对设备安装所需的具备资料清点,具体所需资料如下:
dl/t501894水利水电工程钢闸门制造安装及验收规范
水利水电工程钢闸门制造安装及验收规范
DL/T5018-94
条文说明
编制说明
1 总则
2 引用标准
3 一般规定
4 焊接
5 焊后消除应力热处理
6 螺栓连接
7 表面防腐蚀
8 闸门和埋件制造
9 闸门和埋件安装
10 拦污栅制造和安装
11 验收
补充说明
(l)将原规范中内容陈旧的、重复性的、工艺措施性的条款计13条予以删除。这些条款的序号为:第1.O.2、 2.2.2、 2.3.1、 2.3.4、3.1.9、3.3.3、 3.3.4、 3.3.5、 3.5.4、3.6.1、 3.6.2、 3.6.3、 6.4.4条。
(2)完全保留、继续使用的条款共计61条,这些条款,在修编说明中一一予以注明。
(3)将原规范中有关条款计72条,有的在内容上予以综合或补充,有的在文字上予以订正,修订成新的规范后为63条。
(4)新增条文82条。修编说明中除简述其依据和说明之外,也一一
予以注明。
(5)附录11个。
1 总则
1.0.1 按SL01-92《水利水电技术标准编写规定》,明确修编标准的目的。
本条为新增条文。
1.0. 2 提出本规范的主题内容。
本条为新增条文。
1.0.3 原规范第1.0.1条中规定适用范围包括压力钢管和启闭机,本规范适用范围相对狭窄一些,因此专业化更强。
1.0. 4 对工程质量与验收,除执行本规范相关条款之外,应参照执行行业内有关标准规定。
本条为新增条文。
2 引用标准
本规范提出直接引用和必须配合使用的标准共38项。
3 一般规定
3.1 技术资料将原规范第2.1.2条中的“主要配套设备出厂合格证”,改为标准件和非标准件质量证书。3.1.2 将原规范第2.1.2条中的“起重设备安装图纸和安装说明书”改为“水工建筑物及闸门与启闭机关系图”。
水利水电工程钢闸门制造安装及验收规范
水利水电工程钢闸门制造安装及验收规范
概述我公司生产的系列闸门包括:铸铁镶铜升杆(暗杆)式(圆形、方形及矩形)闸门、不锈钢(圆形、方形及矩形)闸门、不锈钢渠道闸门等;系列堰门有:垂直升降式铸铁(不锈钢)堰门、不锈钢旋转式堰门。根据闸门规格的大小及业主的要求配套单吊点(双吊点)手动或手电两用启闭机。二、安装1、在安装各种型号的闸门、堰门过程中,首先应对闸门、堰门安装处的土建尺寸按图进行验收,如不符合安装及图纸设计要求,则应对土建进行修整,以满足设备安装要求。2、在安装时先将闸门(堰门)安全起吊放至安装位置上,再进行闸门(堰门)就位校正,要求如下:闸门(垂直升降堰门)门框导轨铅垂线偏差不大于1/1000mm,闸门(垂直升降堰门)水平度偏差不大于1/500mm;旋转堰门的侧板铅垂线偏差不大于1/1000mm,堰板水平度偏差不大于1/500mm。校正结束后,将基础螺栓与预埋板焊接,焊接焊缝应无虚焊、漏焊、焊缝高度8~10毫米,或采用膨胀螺栓固定。3、大型闸门(堰门)在安装时:门框上部横向螺栓不得高于门框密封面,当其高于密封面时,必须予以切割,否则会造成闸门门板的铜密封面损坏,及不能提升门板。连接上部副导轨时,必须保证副导轨上的铜条与门框上的铜条在同一平面上,不得高于或低于门框铜条,侧面导向槽也应与门框导向槽垂直对齐;在连接副导轨时,副导轨下部与门框同宽,上部稍大于下部导向的2~4毫米,两导向不得同向倾斜或者歪斜,以确保闸板上下运行灵活自如。4、安装丝杆和启闭机时应注意:丝杆与启闭机垂直度
偏差不大于1/1000mm。启闭机底板水平度偏差不大于1/500,确保丝杆与启闭机输出孔同轴度偏差不大于2mm,调整结束后将启闭机底板于平台预埋钢板焊固。5、以上部件安装结束后,在二次浇筑之前,必须对门框与门板得密封面间隙进行调整。间隙调整要求按建设部行业标准进行验收。验收范围在0.08mm~0.10mm范围以内即可。~ 1 / 2 ~ 6、调整间隙方法如下:A:闸门(堰门)安装以后,在门框反面用塞尺进行检查,如达不到要求应在闸门(堰门)正面松开相应部位的基础螺栓之螺母,然后用斜铁在门框与土建之间进行调整。B:如在楔块间隙偏大,在闸门正面把楔块再做进一步调整,直至符合标准要求为止。7、待以上工作全部结束后,方可进行二次浇注,二次浇注必须密实无渗漏、门框与土建处浇足抹平。在二次浇注结束后,应将砂浆溅入门板与门框密封面上的砂浆清理干净,以确保闸门密封效果。等以上工作全部完工并在二次浇注混凝土凝固后,方可进行通电调试。另安装时不要将门体互换,由于闸门(堰门)在出厂前均经过配对铲削碾磨,以确保闸门(堰门)的密封性能。
水利水电工程钢闸门制造安装及验收规范
水利水电工程施工质量检验及评定规程标准应用指南:
《水利水电工程施工质量检验及评定规程标准应用指南》是为了适应当前水利水电建设快速发展和贯彻《水利水电工程施工质量检验与评定规程》、《水利水电建设工程验收规程》、《水土保持工程质量评定规程》等工程质量检验评定和验收规程规范的需要而编写的。
内容简介:
《水利水电工程施工质量检验及评定规程标准应用指南》共分五章,主要内容有:水利水电工程建设简介,水利水电工程施工质量检验,水利水电工程施工、安装、调试专业简介,水利水电工程施工验收与质量检验及评定标准简介,水利水电建设工程执行标准中注意的问题。另外,附录中还收入了《水利水电工程施工质量检验与评定规程》(SL176-2007)、《堤防工程施工质量评定与检验规程(试行)》(SL239-1999)、《水利水电建设工程验收规程》(SL223-2008)、《水土保持工程质量评定规程》(SL336-2006)、《建筑工程施工质量验收统一标准》(GB50300-2001)、《电气装置安装工程质量检验及评定规程》(DL/T5161.1-5161.17-2002)、《工程建设标准强制性条文(水利工程部分)》(2004年版)、《工程建设标准强制性条文(电力工程部分)》(2006年版)(第二篇水力发电及新能源工程)等20个国标及水利电力行业标准。
目录:
前言
第一章水利水电工程建设简介
第一节概述
第二节我国水利水电工程项目管理
第二章水利水电工程施工质量检验
第一节概述
第二节质量检验的必备条件、步骤、原则与方法
第三节质量检验应注意的问题
水电水利工程钢闸门制造安装及验收规范

水电水利工程钢闸门制造安装及验收规范
9"!:*%,("$%%’
!#范围
本标准规定了水电水利工程闸门!包括拦污栅"下同#制造$安装的技术要求及验收标准%
本标准适用于大$中型水电水利工程闸门的制造$安装及验收%小型水利水电工程亦可参照执行%
$#规范性引用文件
下列文件中的条款通过本标准的引用而构成为本标准的条款"凡是注明日期的引用文件"其随后所用的修改单!不包括勘误的内容#或修订版均不适用于本标准%然而"鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本%凡是不注日期的引用文件"其最新版本适用于本标准%
;<&:$$(#金属材料室温拉伸试验方法
;<&:$$1#金属夏比缺口冲击试验方法!=>?@!6,’(#
;<&:$&$#金属材料弯曲试验方法!=>?@!6+’&(#
;<&:-11#优质碳素结构钢
;<&:+%%#碳素结构钢
;<&:1(&#不锈钢焊条!A=>8B!@&80!8*.’#
;<&:1(*#气焊$手工电弧焊及气体保护焊焊缝坡口的基本形式与尺寸
;<&:1(-#埋弧焊焊缝坡口的基本形式和尺寸
;<&:,,($#形状和位置公差#通则$定义$符号和图样表示法!=>?@!6’
’
,
1
-
+
,,%,
!;<":,,(’#形状和位置公差#未注公差值#=>?@!6$+-(C $!;<":,$&,#钢结构用高强度大六角头螺栓$大六角螺母$垫圈技术条件;<":,*1,#低合金高强度结构钢#A =>
@!6’1*%!;<":,(%%.$#极限与配合#基础#第$部分%公差$偏差和配合的基本规定;<":,(%,#极限与配合#公差带与配合的选择#=>?@!6,($1!;<":$1+%#中厚钢板超声波检验方法
Dl水利水电工程钢闸门制造安装及验收规范
水利水电工程钢闸门制造安装及验收规范H y d r a u l i c a n d h y d r o e l e c l r i c e n g i n e e r i n g s p e c i f i c a t i o n f o r m a n u f a c t u r e,i n s t a l l a t i o n a n d a c c e p t a n c e o f s t e e l g a t e D L/T5018—9 4
主编单位:中国水利水电长江葛洲坝工程局机电建设公司
批准单位:中华人民共和国电力工业部
1总则
2引用标准
3一般规定
4焊接
5焊后消除应力热处理
6螺栓连接
7表面防腐蚀
8闸门和埋件制造
9闸门和埋件安装
10拦污栅制造和安装
11验收
附录A常用金属材料性能(补充件)
附录B焊接工艺评定机械性能试板的制备、试样尺寸、
试验方法及合格标准(补充件)
附录C焊接工艺评定报告推荐格式(参考件)
附录D高强度螺栓连接面无机富锌漆配方(参考件)
附录E高强度螺栓紧固力及力矩计算表(参考件)
附录F涂装前钢材表面除锈等级(摘自GB8923—88)(补充件)
附录G大气露点计算表(参考件)
附录H金属涂层厚度和结合性能的检查(补充件)
附录1常用滑道支承材料(补充件)
附录J止水橡皮的物理机械性能(补充件)
附录K闸门高强度环氧势料配制与特性
附加说明
中华人民共和国电力工业部
关于发布《水利水电工程钢闸门制造
安装及验收规范》电力行业标准的通知
电技[1994]675号
《水利水电工程钢闸门制造安装及验收规范》电力行业标准,经部审查通过,批准为推荐性标准,现予发布。该标准编号为DL/T5018-94,自1995年3月1日起实施。
水工金属结构制造与安装施工方案
水工金属结构制造与安装施工方案
第一部分工程内容
主要为钢闸门及启闭机的安装,全部安装项目包括闸门门叶、门槽埋件、启闭机等,以及与本项目有关的基础埋件及一期砼插筋制安等。安装工作还包括合同规定的各项设备调试和运转工作,以及试运转所必需的各种临时设施的安装。第二部分执行标准和规程规范
1、《起重设备安装工程施工及验收规范》GB50278—98
2、《钢焊缝手工超声波探伤方法和探伤结果分析》GB11345—89
3、《钢结构高强度螺栓连接的设计、施工及验收规程》JGJ82—91
4、《水利水电工程钢闸门制造、安装及验收规范》DL/T5018—94
5、《水利水电工程启闭机制造、安装及验收规范》DL/T5019—94
7、《钢熔化焊接接头射线照相和质量分级》GB3323—87
8、《涂装前钢材表面锈蚀等级和除绣等级》GB8923—88
9、《水工金属结构防腐蚀规范》SL105—95
第三部分主要项目施工方案
一、钢闸门门叶现场拼装及安装
(一)闸门现场拼装
1、闸门运至工地后,对所有安装门体零部件进行清点、检查各构件在运输过程中是否损伤变形,有情况报监理人。对在检查发现损伤、缺陷或零件掉失等情况进行修整,补充零件后才准许进行安装
2、门叶拼装,在现场搭设临时平台,编制安装工艺报告,制定防止焊接变形的措施,经监理人认可后,再对单元进行拼焊成整体的施工。
3、从事现场安装焊缝的焊工,必须持有有关部门签发的有效合格证书。焊工中断焊接工作6个月以上者,应重新进行考试。无损检测人员必须持有国家专业部门签发的资格证书。评定焊缝质量应由Ⅱ级或Ⅱ级以上的检测人员担任。各类焊缝的外观检查和无损控伤检查必须符合DL/T5018规范和GB3323、GB11345标
水利水电工程钢闸门及启闭机安装施工技术标准和要求
水利水电工程钢闸门及启闭机安装施工技术标准和要求
. 一般规定
.. 应用范围
本章规定适用于本合同各种钢闸门及启闭机的安装。其安装项目包括各类钢闸门及其拦污栅和门(栅)槽,以及各种型式启闭机设备及其承载平台和基础埋件等。闸门及其启闭机安装项目见表—。
.. 承包人责任
()承包人应负责接收发包人提供的设备,根据供货合同和设备到货清单进行检查和验收,并负责设备的运输、保管和贮存。
()承包人应负责本合同全部项目的现场安装工作,包括设备试验和试运转,以及提供安装所需的人工、材料、设备和检测器具。
()在设备安装和维修期内,承包人应承担全部安装设备的维护保养和缺陷修复工作。.. 主要提交件
()安装措施计划。
承包人应在钢闲门及启闭机安装前,将本合同项目的安装措施计划提交监理人批准。其内容包括:
)安装场地及主要临时建筑设施布置及说明。
)设备运输和吊装方案。
)闸门和启闭机的安装方法和质量控制措施。
)闸门和启闭机的试验和试运转工作大纲。
)安装进度计划。
)监理人要求提交的其他资料。
()设备交货计划。
承包人应按监理人批准的安装进度计划,并根据本合同设备安装进度要求,编制一份要求发包人提供的设备交货计划,提交监理人批准。
.. 引用标准
()《钢结构用高强度大六角头螺栓、大六角螺母、垫圈技术条件》(GB/ T —)。
()《金属熔化焊焊接接头射线照相》(GB/T —)。
()《无损检测人员资格鉴定与认证》(GB/T —)。
()《液压传动-油液-固体颗粒污染等级代号》(GB/T —)。
()《金属和其他无机覆盖层热喷涂操作安全》(GB —)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
DL/T5018-94
水利水电工程钢闸门制造安装及验收规范
Hydraulic and hydroeleclric engineering
specification formanufacture,
installation and acceptance of steel gate
DL/T5018—94
主编单位:中国水利水电长江葛洲坝工程局机电建设公司
批准单位:中华人民共和国电力工业部
1 总则
2 引用标准
3 一般规定
4 焊接
5 焊后消除应力热处理
6 螺栓连接
7 表面防腐蚀
8 闸门和埋件制造
9 闸门和埋件安装
10 拦污栅制造和安装
11 验收
附录A 常用金属材料性能(补充件)
附录B 焊接工艺评定机械性能试板的制备、试样尺寸、
试验方法及合格标准(补充件)
附录C 焊接工艺评定报告推荐格式(参考件)
附录D 高强度螺栓连接面无机富锌漆配方(参考件)
附录E 高强度螺栓紧固力及力矩计算表(参考件)
附录F 涂装前钢材表面除锈等级(摘自GB8923—88)(补充件)附录G 大气露点计算表(参考件)
附录H 金属涂层厚度和结合性能的检查(补充件)
附录1 常用滑道支承材料(补充件)
附录J 止水橡皮的物理机械性能(补充件)
附录K 闸门高强度环氧势料配制与特性
附加说明
中华人民共和国电力工业部
关于发布《水利水电工程钢闸门制造
安装及验收规范》电力行业标准的通知
电技[1994] 675号
《水利水电工程钢闸门制造安装及验收规范》电力行业标准,经部审查通过,批准为推荐性标准,现予发布。该标准编号为DL/T5018-94,自 1995年3月 1日起实施。
请将执行中的问题和意见告电力部水电站金属结构及启闭机标准化技术委员会(挂靠在北京水电勘测设计研究院)。
本标准由电力出版社负责出版发行。
一九九四年十一月十四日
DL/T5018-94
1 总则
1.0.1 为了保证水利水电工程钢闸门(包括拦污栅,下同)制造和安装质量,制定本规范。
1.0. 2 本规范规定了水利水电工程钢闸门制造和安装及验收的技术要求。
1.0. 3 本规范适用于大、中型水利水电工程钢闸门的制造和安装及验收,小型水利水电工
程亦可参照执行。如有特殊情况或要求,由设计单位提出补充要求。1.0.4 工程质量评定与验收,除本规范另有规定者外,应参照执行SDJ249《水利水电基本建设工程单元工程质量等级评定标准》与SD184《水利基本建设工程验收规程》有关规定。
2 引用标准
GB 700 碳素结构钢
GB 1591 低合金结构钢
GB 699 优质碳素结构钢技术条件
GB 4237 不锈钢热轧钢板
GB 11352 一般工程用铸造碳钢件
GB 5680 高锰钢铸件技术条件
GB 3274 普通碳素结构钢和低合金结构钢热轧厚钢板技术条件
GB 5117 碳钢焊条
、 GB 5118 低合金钢焊条
GB 983 不锈钢焊条
GB1 300 焊接用钢丝
GB 5293 碳素钢埋弧焊用焊剂
GB 12470 低合金钢埋弧焊用焊剂
GB 8110 二氧化碳气体保护焊用钢焊丝
SL 36 水工金属结构焊接通用技术条件
GB 985 气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式与尺寸 GB 986 埋弧焊焊缝坡口的基本形式和尺寸
GB 46751 焊接性试验斜Y型坡口焊接裂纹试验方法
GB 46753 焊接性试验T型接头焊接裂纹试验方法
GB 2649~2654 焊接接头机械性能试验方法
ZBJ 74003 压力容器用钢板超声波探伤
GB3323 钢熔化焊接接头射线照相和质量分级
GB 11345 钢焊缝手工超声波探伤方法和探伤结果的分级
GB 3965 钢制压力容器磁粉探伤
GB1 50 《钢制压力容器》附录H《钢制压力容器渗透探伤》
GB/T1231 钢结构用高强度大六角头螺栓、大六角螺母、垫圈技术条件
GB 3633 钢结构用扭剪型高强度螺栓连接副技术条件
GB 8923 涂装前钢材表面锈蚀等级和除锈等级
GB 9793 热喷涂锌及锌合金涂层
GB 9794 热喷涂锌及锌合金涂层试验方法
GB 9795 热喷涂铝及铝合金涂层
GB 9796 热喷涂铝及铝合金涂层试验方法
Q/ZB 71 锻件通用技术条件
GB 6414 铸件尺寸公差
GB 1800~1804 公差与配合
GBll82~1184 形状与位置公差
DL 5017 压力钢管制造安装及验收规范
SDJ13 水利水电工程钢闸门设计规范
3 一般规定
3.1 技术资料
3.1.1 闸门制造前,应具备下列资料:
(1)设计图样和技术文件,设计图样包括总图、装配图及零件图。
(2)主要钢材、焊材及防腐材料质量证书。
(3)标准件和非标准协作件质量证书。
3.1.2 闸门安装前应具备下列资料:
(1)设计图样和技术文件,设计图样包括总图、装配图、零件图、水工建筑物图及闸门与启闭机关系图。
(2)闸门出厂合格证。
(3)闸门制造验收资料和质量证书。
(4)发货清单。
(5)安装用控制点位置图。
3.1.3 闸门制造与安装必须按设计图样和有关技术文件进行,如有修改应有设计修改通知书。
3.2 材料
3.2.1 闸门使用的钢材必须符合图样规定,其性能应符合附录 A中的现行有关标准的规定,并应具有出厂质量证书。如无质量证书或钢号不清应予复验,复验合格方可使用。
3.2.2 钢板如需超声波探伤,则应按 ZBJ 740O3《压力容器用钢板超声波探伤》标准执行。
碳素钢应符合该标准规定的Ⅳ级要求;低合金钢应符合Ⅲ级要求。3.2.3 焊接材料(焊条、焊丝、焊剂)必须具有出厂质量证书。焊条的