操作过程分析表
过程分析工作表(乌龟图)6i
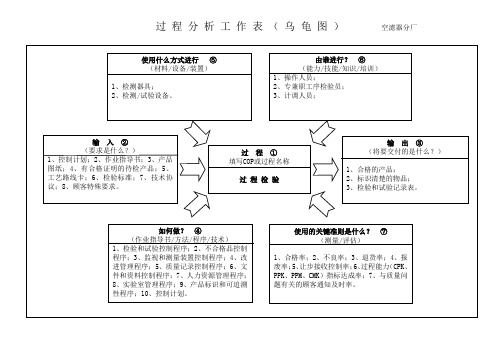
使用什么方式进行 ⑤ (材料/设备/装置) 1,检测器具; 2,检测/试验设备.
空滤器分厂
由谁进行? 由谁进行? ⑥ (能力/技能/知识/培训) 1,操作人员; 2,专兼职工序检验员; 3,计调人员;
输 入 ② (要求是什么?) 1,控制计划;2,作业指导书;3,产品 图纸;4,有合格证明的待检产品;5, 工艺路线卡;6,检验标准;7,技术协 议;,顾客特殊要求.
使用的关键准则是什么? 使用的关键准则是什么? ⑦ (测量/评估) 1,控制计划编制,发行及时率; 2,控制计划更新,修订及时率; 3,控制计划回收,销毁及时率; 4,控制计划编制出错差错率;
过 程 分 析 工 作 表 ( 乌 龟 图 )
使用什么方式进行 ⑤ (材料/设备/装置) 1,审核通知; 2,电话; 3,检测量具/试验设备. 由谁进行? ⑥ 由谁进行? (能力/技能/知识/培训) 1,审核组成员; 2,相关技术人员.
�
空滤器分厂
输 入 ② (要求是什么?) 1,过程流程图;2,产品图;3,DFMEA, PFEMA;4,特殊特性;5,从相似零件/ 产品得到的经验;6,项目组对过程的了 解; 设计评审; 优化方法 7, 8, (如: QFD, DOE 等) ;9,顾客特殊要求.
过 程 ① 填写COP或过程名称 控制计划管理
使用的关键准则是什么? 使用的关键准则是什么? ⑦ (测量/评估)
1,与质量和交付问题有关的顾客通知及时率;2, 与质量和交付问题有关的供应商通知及时率;3, 产品审核不符合要求规定之异常处理的纠正/预 防措施验证/确认执行状况;4,产品封存后之返 工/返修处理情况执行率;5,产品审核之成本目 标控制达成率;6,产品审核计划达成率.
工艺操作及作业过程(状态)风险分析、评价、控制表

用力过猛或注意力不集中
进行简单包扎到医院救治
3
2
7
D
——
罐盖子卡子掉落
砸伤
穿防砸鞋
卡子磨损及时更换
送医院救治
3
1
7
D
——
电动葫芦挂钩松脱或料包挂绳断裂
落物掉落致使伤人
按电动葫芦SOP操作,点动葫芦下严禁站人
及时停止吊装作业,并将人员远离次区域更换绳索及维修电动葫芦
送医院救治
3
1
7
D
——
使用前检查
电缆绝缘层老化有开裂现象及时更换
触电后及时就医
1
2
7
E
——
未穿戴防护用品
盐酸灼伤氯甲烷中毒
提高班组职工自我安全意识,日常检查督促穿戴齐全防护用品
检查并严肃考核,加强培训教育
发生烧伤及时就医
1
2
7
E
——
上下楼梯精力不集中
人员跌滑
穿戴防护用品
进行急救
及时就医
1
1
2
E
——
液压车转移L-3630用力过猛
管路法兰处泄露
无法正常保压,盐酸气外溢伤人
正常巡检,穿戴防护眼镜;无纸记录仪
管路有泄露及时停止加压反应,并对泄露点及时维修更换
停止置换人员有伤亡及时救治
3
1
7
D
——
氮气阀门内漏
压力过高导致罐体爆裂或连接处泄漏盐酸
安全阀,压力报警设施
及时泄压并更换阀门
停止作业并将伤亡人员及时送医急救
1
2
2
E
——
氮气阀门开度过大未注意压力导致罐内压力过大
过程分析工作表(乌龟图)4
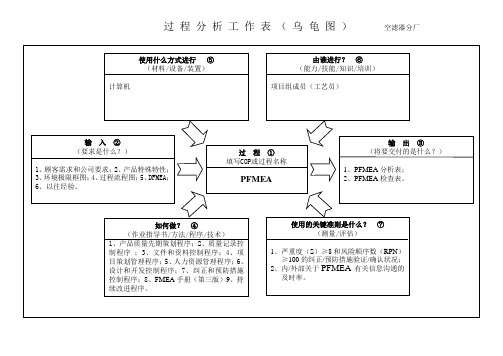
过 程 分 析 工 作 表 设备/装置) 计算机 由谁进行? 由谁进行? ⑥ (能力/技能/知识/培训) 项目组成员(工艺员)
使用的关键准则是什么? 使用的关键准则是什么? ⑦ (测量/评估) 1、MSA 年度分析计划达成率; 2、MSA 分析成本目标控制率; 3、MSA 分析结果不符合要求规定的异常处 理的纠正/预防措施验证/确认执行率。
过 程 分 析 工 作 表 ( 乌 龟 图 )
使用什么方式进行 ⑤ (材料/设备/装置) 1、通讯工具; 2、服务工具; 3、交通工具; 4、传真。
输 出 ③ (将要交付的是什么?) 符合和满足顾客要求的满意服务质量
如何做? 如何做? ④ (作业指导书/方法/程序/技术) 1、服务管理程序;2、来访/走访规定; 3、 质量记录控制程序;4、文件和资料控制程 序;5、不合格品控制程序;6、纠正和预防 措施控制程序;7、人力资源管理程序;8、 服务协议。
使用的关键准则是什么? 使用的关键准则是什么? ⑦ (测量/评估) 1、严重度(S)≥8 和风险顺序数(RPN) ≥100 的纠正/预防措施验证/确认状况; 2、内/外部关于 PFMEA 有关信息沟通的 及时率。
过 程 分 析 工 作 表 ( 乌 龟 图 )
使用什么方式进行 ⑤ (材料/设备/装置) 1、MSA 软件 2、检测量具/试验设备 3、计算机 由谁进行? 由谁进行? ⑥ (能力/技能/知识/培训) 1、测量系统分析人员 2、操作人员 3、工艺员
空滤器分厂
输 入 ② (要求是什么?) 1、 顾客需求和公司要求; 产品特殊特性; 2、 3、 环境极限框图; 过程流程图; DFMEA; 4、 5、 6、以往经验。
过程分析表
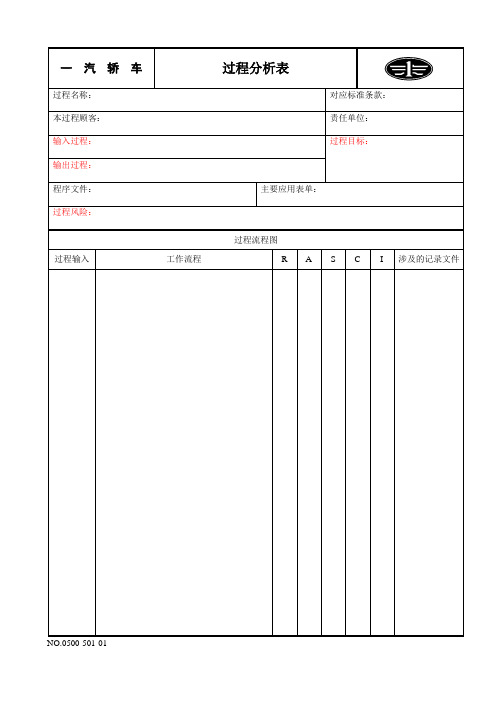
NO.0500-501-01
表格说明
一、用途:
用于分析公司经营管理过程的凭证;其目的主要是为了后续管理文件的策划、职能的分配等管理制度的建立提供依据。
适用于公司所属各单位/专业系统的管理过程分析及优化。
二、传递路线:
由公司各单位/专业系统编制并提供给综合管理部组织系统科,由其保存。
三、填写说明:
1、填报说明:此表应由公司二级经理人员填写
2、填写说明:
—“过程名称”:按过程策划确认的过程名称填写。
—“对应标准条款”:应追溯到国家管理标准。
—“本过程顾客”:据实填写;应含外部及内部顾客,其中内部顾客应细化至二级经理级单位。
—“责任单位”:按过程策划确认的责任单位填写。
—“输入过程”“输出过程”“过程目标”“程序文件”“过程风险”:据实填写。
—“主要应用表单”:原则上应满足“过程目标”所需的相关数据测量的需要。
—“过程输入”:与“输入”相对应,是“输入”内容的细化,并匹配到对应的程序节点上。
—“工作流程”:按程序节点据实描述,其中流程符号及对应含义如下:
:开始
/结束
:正向流:逆向流
:过程描述:决策/判断/审核(批)
:引用文件:记录:跨页连接
—“R”“A”“S”“C”“I”:
分别为“负责(负责/执行/实施)”“决策(批准和进行决策)”“支持(支持/协助/分担部分的工作,有一定的责任)”“咨询(提供咨询,有限制的参与)”“告知(开展的重要环节或开展的结果告知)”
应按流程节点据实填写,原则上应细化至二级经理级单位并用相应的部门代码表示。
—“涉及的记录文件”:按节点据实填写。
过程分析图(表格模板、doc格式)
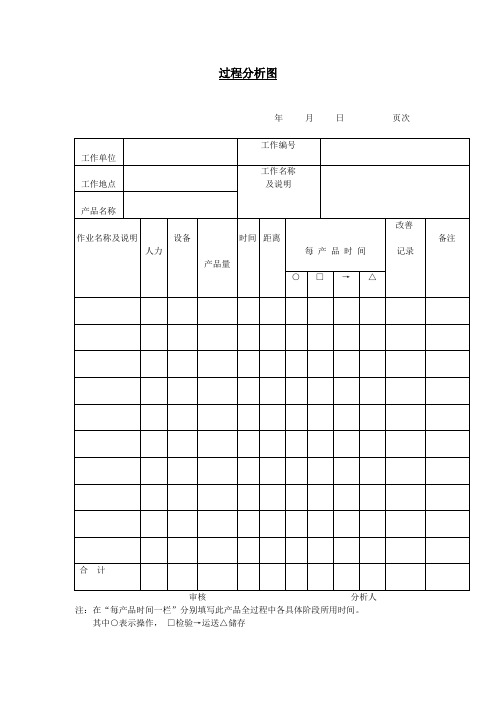
年月日页次
工作单位
工作编号
工作地点
工作名称
及说明
产品名称
作业名称及说明
人力
设备
你相信“人若有志,就不会在半坡停止。”就学习的阶段性而言,你处在初中的半山腰;就你进步的阶段而言,你也处在半山腰,这座右铭包含了你对自己的鼓励,希望你能真正意义上的做到勇往直前!
1、树立综合的、开放的课程观综合的课程观要求我们走出以往的学科教学模式尤其是说教式德育模式,尊重学生的生活,根据其实际需要组织教学活动,引导他们在生活中饶有兴趣地学习、探究、体验,在学习中愉快地生活、成长,获取对社会的整体认识,形成自己的价值观和道德观。产品量
时间
距离
你相信“人若有志,就不会在半坡停止。”就学习的阶段性而言,你处在初中的半山腰;就你进步的阶段而言,你也处在半山腰,这座右铭包含了你对自己的鼓励,希望你能真正意义上的做到勇往直前!
每产品时间
改善
记录
备注
○
□
→
△
合计
审核分析人
注:在“每产品时间一栏”分别填写此产品全过程中各具体阶段所用时间。
其中○示操作,□检验→运送△储存
过程分析表
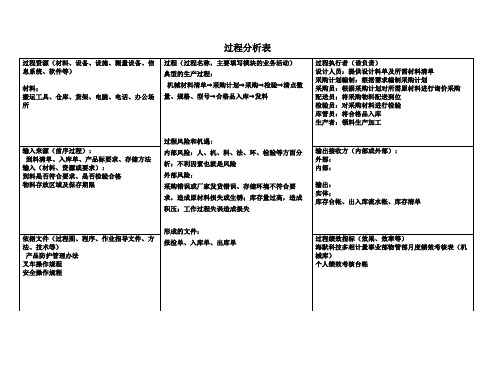
库管员:将合格品入库
生产者:领料生产加工
输入来源(前序过程):
到料清单、入库单、产品标要求、存储方法
输入(材料、资源或要求):
到料是否符合要求、是否检验合格
物料存放区域及保存期限
输出接收方(内部或外部):
外部:
内部:
输出:
实体;
库存台帐、出入库流水帐、库存清单
依据文件(过程图、程序、作业指导文件、方法、技术等)
产品防护管理办法
叉车操作规程
安全操作规程
过程绩效指标(效果、效率等)
海默科技多相计量事业部物管部月度绩效考核表(机械库)
个人绩效考核台帐
过程分析表
过程资源(材料、设备、设施、测量设备、信息系统、软件等)
材料;
搬运工具、仓库、货架、电脑、电话、办公场所
过程(过程名称,主要填写模块的业务活动)
典型的生产过程:
机械材料清单采购计划采购检验清点数量、规格、型号合格品入库发料
过程风险和机遇:
内部风险:人、机、料、法、环、检验等方面分析:不利因素也就是风险
外部风险:
采购错误或厂家发货错误、存储环境不符合要求,造成原材料损失或生锈;库存量过高,造成积压;工作过程失误造成损失
形成的文件:
报检单、入库单、出库单
过程执行者(谁负责)
设计人员:提供设计料单及所需材料清单
采购计划编制:根据需求编制采购计划
采购员:根据采购计划对所需原材料进行询价采购配送员:将采购物料配送到位
动 素 分 析 表精选全文

可编辑修改精选全文完整版动素分析表序号要素作业左手动作动素记号右手动作改善点左手眼右手1拧第一个垫脚伸手到底板等待减少可以避免的耽搁探讨用专业的工具进行装配避免长时间的拿住工件2 持住底板伸手到垫脚3 持住底板拿起垫脚4持住底板+移动到底板,调整方位5持住底板将垫脚对准底板孔6持住底板#把垫脚插入孔中7持住底板伸手到螺丝刀8持住底板拿起螺丝刀9持住底板移动到底板,调整方位10持住底板将螺丝刀抵住螺帽11 伸手到螺栓将螺丝刀抵住螺帽12 拿起螺栓将螺丝刀抵住螺帽13 移动到底板,调整方位将螺丝刀抵住螺帽14 将螺栓拧上螺杆#将螺丝刀抵住螺帽15 持住螺栓#用螺丝刀拧紧螺帽减少第三类动作16拧 第 二 个 垫 脚拿住底板移动到桌面 17 转动底板到下一位置放下螺丝刀 18 伸手到底板等待 19 持住底板伸手到垫脚20持住底板拿起垫脚21持住底板移动到底板,调整方位22持住底板将垫脚对准底板孔 23 持住底板 #把垫脚插入孔中 24 持住底板伸手到螺丝刀25持住底板拿起螺丝刀26持住底板移动到底板,调整方位27持住底板将螺丝刀抵住螺帽 28 伸手到螺栓将螺丝刀抵住螺帽 29 拿起螺栓将螺丝刀抵住螺帽 30移动到底板,调整方位将螺丝刀抵住螺帽 31 将螺栓拧上螺杆#将螺丝刀抵住螺帽32持住螺栓#用螺丝刀拧紧螺帽33拧第三个垫脚拿住底板拿住底板34转动底板转动底板35 等待放下螺丝刀36 伸手到底板等待37 持住底板伸手到垫脚38持住底板拿起垫脚39持住底板移动到底板,调整方位40持住底板将垫脚对准底板孔41持住底板#把垫脚插入孔中42持住底板伸手到螺丝刀43持住底板拿起螺丝刀44持住底板移动到底板,调整方位45持住底板将螺丝刀抵住螺帽46 伸手到螺栓将螺丝刀抵住螺帽47 拿起螺栓将螺丝刀抵住螺帽48 移动到底板,调整方位将螺丝刀抵住螺帽49 将螺栓拧上螺杆#将螺丝刀抵住螺帽帽51拧第四个垫脚等待放下螺丝刀52 拿住底板拿住底板53 转动底板转动底板54 伸手到底板等待55 持住底板伸手到垫脚56持住底板拿起垫脚57持住底板移动到底板,调整方位58持住底板将垫脚对准底板孔59持住底板#把垫脚插入孔中60持住底板伸手到螺丝刀61持住底板拿起螺丝刀62持住底板移动到底板,调整方位63持住底板将螺丝刀抵住螺帽64 伸手到螺栓将螺丝刀抵住螺帽65 拿起螺栓将螺丝刀抵住螺帽66 移动到底板,调整方位将螺丝刀抵住螺帽67 将螺栓拧上螺杆#将螺丝刀抵住螺帽帽69拧第一根接线拿住底板拿住螺丝刀70移动底板移动螺丝刀71 拿住底板放下螺丝刀72 放下底板等待73 等待伸手至按钮74 等待拿起按钮75 伸手至接线拿住按钮76 拿起接线拿住按钮77 将线头移动至孔处拿住按钮78 拿住按钮并按紧线头伸手到螺杆79 拿住按钮并按紧线头拿起螺杆80拿住按钮并按紧线头移动至按钮,调整方位81拿住按钮并按紧线头将螺杆对准按钮孔82拿住按钮并按紧线头#将螺杆插入按钮孔83拿住按钮并按住螺杆伸手到螺丝刀84拿住按钮并按住螺杆拿起螺丝刀85拿住按钮并按住螺杆移动至按钮,调整方位拿住按钮并按住螺杆杆87拿住按钮并按住螺杆#用螺丝刀拧紧螺杆88拧第二根接线拿住按钮并按住螺杆移动至桌面89拿住按钮并按住螺杆放下螺丝刀90 放下按钮伸手至另一根接线91伸手至螺杆拿起接线92拿起螺杆移动至螺杆93将螺杆对准线头拿住线头94将螺杆插入线头#拿住线头95等待将插入螺杆的线头移动至左手96拿住插入螺杆的线头拿起按钮97将螺杆对准孔拿住按钮98将螺杆插入孔拿住按钮99 拿住按钮并按紧螺杆伸手到螺丝刀100拿住按钮并按紧螺杆拿起螺丝刀101拿住按钮并按紧螺杆移动至按钮,调整方位拿住按钮并按紧螺杆杆103拿住按钮并按紧螺杆#用螺丝刀拧紧螺杆104拧第一个接线螺杆伸手按钮至桌面拿住螺丝刀105 放下按钮拿住螺丝刀106 等待放下螺丝刀107等待伸手至另一按钮108等待拿起按钮109等待移动至左手110 拿住按钮伸手至接线111拿住按钮拿起接线112拿住按钮移动至按钮113拿住按钮将线头对准孔114拿住按钮将线头放在孔上115 拿住按钮并按紧线头伸手至螺杆116拿住按钮并按紧线头拿起螺杆117拿住按钮并按紧线头移动至按钮118拿住按钮并按紧线头将螺杆对准孔120拿住按钮并按紧螺杆伸手到螺丝刀121拿住按钮并按紧螺杆拿起螺丝刀122拿住按钮并按紧螺杆移动至按钮,调整方位123拿住按钮并按紧螺杆将螺丝刀对准螺杆124拿住按钮并按紧螺杆#用螺丝刀拧紧螺杆125拧第二个接线螺杆拿住按钮螺丝刀移动到桌面126 拿住按钮放下螺丝刀127拿住按钮伸手至另一根接线128拿住按钮拿起接线129拿住按钮移动至按钮130拿住按钮将线头对准孔131拿住按钮将线头放在孔上132 拿住按钮并按紧线头伸手至螺杆133拿住按钮并按紧线头拿起螺杆134拿住按钮并按紧线头移动至按钮135拿住按钮并按紧线头将螺杆对准孔137拿住按钮并按紧螺杆伸手到螺丝刀138拿住按钮并按紧螺杆拿起螺丝刀139拿住按钮并按紧螺杆移动至按钮,调整方位140拿住按钮并按紧螺杆将螺丝刀对准螺杆141拿住按钮并按紧螺杆用螺丝刀拧紧螺杆142拧第一个旋钮移动按钮至桌面拿住螺丝刀143放下按钮拿住螺丝刀144伸手至底板移动至桌面145 拿住底板放下螺丝刀146拖动底板至身前移动至底板147伸手至按钮持住底板148 拿起按钮持住底板149 移动至底板持住底板150 将按钮对准孔持住底板151将按钮插入孔#持住底板152 托住按钮伸手至旋钮153 托住按钮拿起旋钮154托住按钮将旋钮对准按钮155托住按钮并按紧底板#将旋钮拧紧按钮156拧第二个旋钮等待伸手至另一按钮157伸手至按钮拿起按钮158 拿住按钮持住底板159 将按钮对准孔持住底板160 将按钮插入孔#持住底板161 托住按钮伸手至旋钮162托住按钮拿起旋钮163托住按钮移动至底板164托住按钮将旋钮对准按钮165托住按钮并按紧底板#将旋钮拧紧按钮166将接线与交流器连接等待移动至交流器167等待拿起交流器168等待移动至底板169等待放好交流器170 拿起接线等待171将接线与交流器连接将接线移动至螺杆拿起螺杆172放于螺帽下拿住螺杆173 拿住接线放下螺杆174 拿住接线伸手至螺丝刀175拿住接线拿起螺丝刀176拿住接线移动至螺杆177拿住接线对准螺杆178 拿住接线并按住交流器#拧紧螺杆179持住交流器移动至桌面180 持住交流器放下螺丝刀181持住交流器拿起另一接线182持住交流器将线头放于螺帽下183持住交流器和接线伸手至螺丝刀184持住交流器和接线拿起螺丝刀185持住交流器和接线移动至交流器186持住交流器和接线将螺丝刀对准螺杆187 持住接线并按住交流器#拧紧螺杆188拿住交流器移动至桌面189拿住交流器放下螺丝刀190等待伸手至螺杆191等待拿起螺杆192等待移动螺杆193拿住底板拿住底板194移动地板移动底板195 将底板与交流器底孔对准拿住螺杆196持住底板将螺杆对准孔197 持住底板#将螺杆插入孔内198持住交流器伸手至螺母199持住交流器拿起螺母200持住交流器移动至交流器201持住交流器将螺母对准螺杆202持住交流器#将螺母拧入螺杆203拿住底板拿住底板204转动底板转动底板205 持住底板伸手至螺杆206持住底板拿起螺杆207持住底板移动至交流器208 将底板与交流器底孔对准拿住螺杆209持住底板将螺杆对准孔210 持住底板#将螺杆插入孔内211持住交流器伸手至螺母212持住交流器拿起螺母213持住交流器移动至交流器214持住交流器将螺母对准螺杆215持住交流器#将螺母拧入螺杆216持住螺母伸手至螺丝刀217持住螺母拿起螺丝刀218持住螺母移动至交流器219持住螺母对准螺杆220持住螺母#拧紧螺杆221持住底板移动至桌面拧 交 流器 螺 杆222 持住底板放下螺丝刀 223 转动底板伸手至螺杆224持住底板拿起螺杆225持住底板移动至交流器226将底板与交流器底孔对准拿住螺杆 227 持住底板将螺杆对准孔 228 持住底板 #将螺杆插入孔内 229 持住交流器伸手至螺母230持住交流器拿起螺母231持住交流器移动至交流器232持住交流器将螺母对准螺杆 233 持住交流器 #将螺母拧入螺杆 234 持住螺母伸手至螺丝刀235持住螺母拿起螺丝刀 236持住螺母移动至交流器 237持住螺母对准螺杆 238持住螺母#拧紧螺杆239拧交流器螺杆持住底板移动至桌面240持住底板放下螺丝刀241转动底板伸手至螺杆242持住底板拿起螺杆243持住底板移动至交流器244 将底板与交流器底孔对准拿住螺杆245持住底板将螺杆对准孔246 持住底板#将螺杆插入孔内247持住交流器伸手至螺母248持住交流器拿起螺母249持住交流器移动至交流器250持住交流器将螺母对准螺杆251持住交流器#将螺母拧入螺杆252持住螺母伸手至螺丝刀253持住螺母拿起螺丝刀254持住螺母移动至交流器255持住螺母对准螺杆256持住螺母#拧紧螺杆257持住底板移动至桌面258持住底板放下螺丝刀合计类别第1类第2类第3类记号#U合计→合计合计左手 6 13 9 21 5 8 62 8 9 13 30 11 4182197 右手29 37 38 79 24 2823528 38 37135 50 55。
过程分析工作表乌龟图
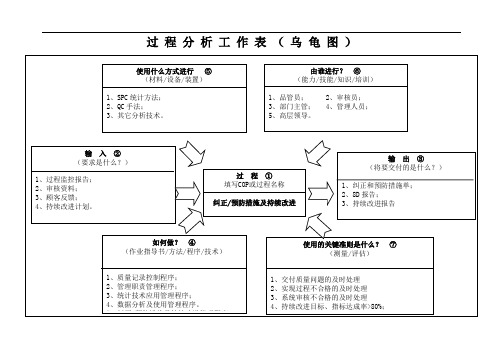
纠正/预防措施及持续改进
输出③ (将要交付的是什么?)
1、纠正和预防措施单; 2、8D 报告; 3、持续改进报告
如何做? ④ (作业指导书/方法/程序/技术)
1、质量记录控制程序; 2、管理职责管理程序; 3、统计技术应用管理程序; 4、数据分析及使用管理程序。 5、纠正/预防措施及持续改进管理程序; 6、不合格品控制程序。
过程分析工作表(乌龟图)
使用什么方式进行 ⑤ (材料/设备/装置)
1、SPC 统计方法; 2、QC 手法; 3、其它分析技术。
由谁进行? ⑥ (能力/技能/知识/培训)
1、品管员; 3、部门主管; 5、高层领导。
2、审核员; 4、管理人员;
输入② (要求是什么?)
1、过程监控报告; 2、审核资料; 3、顾客反馈; 4、持续改进计划。
使用的关键准则是什么? ⑦ (测量/评估)
1、交付质量问题的及时处理 2、实现过程不合格的及时处理 3、系统审核不合格的及时处理 4、持续改进目标、指标达成率>80%; 5、持续改进目标、指标未达成纠正/预防按时执行