EM2-(手入)已到(TM)图纸文件已分信息统计完成12-5下午
2M误码测试仪SmartClass_E1_Datacom产品资料
ITU INV223-1, ITU223-1, QBF, QRSS, LIVE
用户位模式(3-32位)
用户字节模式(1-64字节)
主要结果
丢失告警,LOS秒
代码错误计数,代码错误率,时钟滑动、帧
滑动、LOF告警、LOF秒、AIS告警、AIS
秒、RDI告警、RDI秒、MF AIS告警、MF
AIS秒、MF RDI告警、MF RDI秒
数据通信
• DTE仿真、DCE仿真和监测模式 • IX.21、V.24 (RS-232)、V.35、
V.36(RS-449)、EIA-530接口选项 • 环路延迟 • 帧中继 (可选项) • G.703同向、反向与集中式接口测试
其它
• VT-100终端仿真(可选项) • 远程控制(可选项)
主要特性
● 易于使用,重量轻,结构坚固,适用于 E1/数据通信业务安装和 维护
逆ARP, Ping长度
封装
NLPID, 以太网类型
结果分类
帧中继(DLCI,链接,Ping, LMI, DLCI列
表,跟踪)和数据通信
其他软件选项
VT-100 (可选项) 具有此选项的仪器可以仿真一个VT-100终端 并通过仪器9引脚RS232接口连接到网络设 备上。 远程控制(可选项) 用户可以利用此选项使用命令行通过串行接 口来控制测试仪。此选项有命令指导信息。
JDSU SmartClass E1是用于安装和开通E1和数据通信业务的手持现场测试仪,为E1和 数据通信信号分析提供多种测试模式。做为一个经济且简易使用的解决方案, SmartClass E1具有智能自动配置(AutoConfig)特性和一个大的便于读取结果的彩色 屏幕,为运营商和承包商现场技术人员提供重量轻、坚固耐用、电池供电的测试仪,是 一种理想的测试工具。同时,此设备还可以满足移动运营商在构建E1基础设施时的各 种需求。
TM301使用说明书

ห้องสมุดไป่ตู้用户手册
TM系列振动变送保护表 安装 操作 维护
TM-CAT-CHI-5.4-8815 COPY RIGHT PROVIBTECH 2008
派利斯公司---- TM系列变送保护表使用手册
传真: (+1-281)-754-4972, 电子邮箱: pvt@ 网址:
1
派利斯公司---- TM系列变送保护表使用手册
传真: (+1-281)-754-4972, 电子邮箱: pvt@ 网址:
II. TM202 轴位移变送表技术说明............................................................................................................... 23 III. 订货指南................................................................................................................................................... 25 IV.现场接线图................................................................................................................................................ 26 V. 安装 ............................................................................................................................................................ 28 VI. 现场操作................................................................................................................................................... 29 VII. 标定程序(专业工程师操作)................................................................................................................... 31
sms学习笔记
摘自水动力数值模拟 nmap 2005-06-06 15:47/ccb/index.cgi恩,最近放下了mike21,改成琢磨sms了。
sms感觉上手简单一些刚开始作了一个实例,是一个概化的河床水动力学的。
1、制作散点地形文件。
比如我有一个河段,分成11个断面(包括上下游断面),每个断面有15个点,把这些10*15个点的地形按照每个断面排列,保存为*.xyz文件(本例中为test01.xyz)。
2、导入网格。
在sms中导入test01.xyz,会出现数据导入对话框,就是“file import wizard step 1 of 2",缺省就好了,”下一步“,这一步需要设置一下,”sms data"中改为mesh,确定“mapping options"中的"triangulate dat"这个选项选中,这是确定你的散点数据能够生成三角形网格,”完成“。
如果这一步生成的网格不满意,就需要进行网格的修改优化。
如果刚开始学习怕麻烦,可以采用规则间距的散点来生成质量较好的网格。
3、确定上下游边界恩,这个步骤我也是琢磨了好久,一直没有办法翻译Nodestring的意思(呵呵,太笨了)。
单击”create nodestring",在边界岸边单击,然后按住shift键在对岸上双击。
至于先单击哪一岸,有一条规则:面向下游从右到左(from right to left when looking downstream),就是面向下游时先点右岸然后点击左岸。
对另一边界做同样操作。
至于哪一个边界先进性也有条规则:对于分汊河道先进行整个河段的那一个边界。
(which spans across the whole river section)如果是没有分汊,估计也没有必要区分那一边界先进行。
4、赋边界条件首先选定要设置边界条件的边界,单击工具栏的“select Nodestring" 这时你的边界上会出现标记(我的sms是一个字母G),单击在G与边界的交界处稍向下一些,字母会变为B,表示已被选中边界,此时边界上会在两端出现箭头,如果按照3步的规则,箭头应该指向下游,如果不是也不要紧,菜单”Nodestrings“有个选项可以反转箭头方向。
夏米尔-EDM说明

140 000 705/E/01.2004 Ver. C1. 安装4 日志本ROBOFORM 350•550维护手册编辑信息本文件是由夏米尔的 F. Zaslawski构思和编写的。
技术数据来源于夏米尔的 C. Chapatte管理的电火花产品生产线。
感谢夏米尔的 Messrs. P. Simon, O. Bruyere等的协作支持。
由Edipresse Imprimeries S. A./ Réunise 输入和制作。
目录1. 安装介绍 1.3−电源连接 1.4电加工液 1.5防火 1.6−保护 1.6−电气危险 1.6维护 1.7−磁盘存放 1.7−调整 1.7−废弃物处理工作场地选择−运输至工作场地 1.8−电火花加工中心描述 1.8−工作场地尺寸-整体尺寸 1.9工作场地的设备-外部连接 1.0−电源 1.0机床的运输和拆包装 1.11拆包装指南 1.12拆包装指南MC(机床) 1.12拆包装指南RTC(旋转自动电极交换装置) 1.13拆包装前的注意事项 1.14设备的安装 1.15 ROBOFORM350•550 机床安装检查表单 1.17附录 1.18使用前仓储 1.18安装地土壤特征 1.18ROBOFORM 350 机床数据表单 1.19 ROBOFORM 550 机床数据表单 1.214.日志第一章1.安装介绍 1.3−电源连接 1.4电加工液 1.5防火 1.6−保护 1.6−电气危险 1.6维护 1.7−磁盘存放 1.7−调整 1.7−废弃物处理工作场地选择−运输至工作场地 1.8−电火花加工中心描述 1.8−工作场地尺寸-整体尺寸 1.9工作场地的装备-外部连接 1.0−电源 1.0机床的运输和拆包装 1.11拆包装指南 1.12拆包装指南MC(机床) 1.12拆包装指南RTC(旋转自动电极交换装置) 1.13拆包装前的注意事项 1.14设备的安装 1.15 ROBOFORM350•550 机床安装检查表 1.17附录 1.18使用前仓储 1.18安装地土壤特征 1.18ROBOFORM 350 机床数据表 1.19 ROBOFORM 550 机床数据表 1.21介绍ROBOFORM350•550 电火花机是高精密的电火花蚀除机床。
BIM软件Revit机电综合管线图教程
.管线综合第 1 章Revit MEP 绪论本章将重点介绍Revit MEP 软件的应用优势及软件界面,用Revit MEP 和Navisworks 软件进行水、暖、电模型搭建和碰撞检查的流程,是对本书整体知识架构的总结和介绍。
本章还介绍了Revit MEP 软件中帮助文件的使用方法,为读者学习和掌握Revit MEP 软件提供了有力的支持。
1.1 Revit MEP 软件的优势建筑信息模型(Building Information Model)是以三维数字技术为基础,集成了建筑工程项目各种相关信息的工程数据模型。
BIM 是一种技术、一种方法、一种过程,BIM 把建筑业业务流程和表达建筑物本身的信息更好地集成起来,从而提高整个行业的效率。
随着以Autodesk Revit 为代表的三维建筑信息模型(BIM)软件在国外发达国家的普及应用,国内外先进的建筑设计团队也纷纷成立BIM 技术小组,应用Revit 进行三维建筑设计。
Revit MEP 软件是一款智能的设计和制图工具,Revit MEP 可以创建面向建筑设备及管道工程的建筑信息模型。
使用Revit MEP 软件进行水暖电专业设计和建模,主要有以下优势:1.1.1 按照工程师的思维模式进行工作,开展智能设计Revit MEP 软件借助真实管线进行准确建模,可以实现智能、直观的设计流程。
Revit MEP 采用整体设计理念,从整座建筑物的角度来处理信息,将给排水、暖通和电气系统与建筑模型关联起来,为工程师提供更佳的决策参考和建筑性能分析,。
借助它,工程师可以优化建筑设备及管道系统的设计,进行更好的建筑性能分析,充分发挥BIM 的竞争优势,促进可持续性设计。
同时,利用Revit 与建筑师和其他工程师协同,还可即时获得来自建筑信息模型的设计反馈。
实现数据驱动设计所带来的巨大优势,轻松跟踪项目的范围、进度和工程量统计、造价分析。
1.1.2 借助参数化变更管理,提高协调一致利用Revit MEP 软件完成建筑信息模型,最大限度地提高基于Revit 的建筑工程设计和制图的效率。
EM-AL 系列设定点输出扩展卡说明书
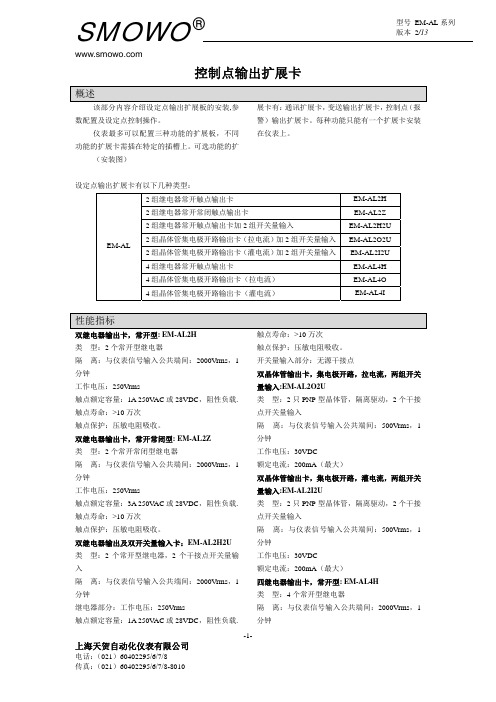
控制点输出扩展卡 概述该部分内容介绍设定点输出扩展板的安装,参数配置及设定点控制操作。
仪表最多可以配置三种功能的扩展板,不同功能的扩展卡需插在特定的插槽上。
可选功能的扩展卡有:通讯扩展卡,变送输出扩展卡,控制点(报警)输出扩展卡。
每种功能只能有一个扩展卡安装在仪表上。
(安装图)设定点输出扩展卡有以下几种类型:EM-AL 2组继电器常开触点输出卡EM-AL2H 2组继电器常开常闭触点输出卡EM-AL2Z 2组继电器常开触点输出卡加2组开关量输入EM-AL2H2U 2组晶体管集电极开路输出卡(拉电流)加2组开关量输入EM-AL2O2U 2组晶体管集电极开路输出卡(灌电流)加2组开关量输入EM-AL2I2U 4组继电器常开触点输出卡EM-AL4H 4组晶体管集电极开路输出卡(拉电流)EM-AL4O 4组晶体管集电极开路输出卡(灌电流)EM-AL4I性能指标双继电器输出卡,常开型:EM-AL2H类型:2个常开型继电器隔离:与仪表信号输入公共端间:2000Vrms,1分钟工作电压:250Vrms触点额定容量:1A 250V AC或28VDC,阻性负载. 触点寿命:>10万次触点保护:压敏电阻吸收。
双继电器输出卡,常开常闭型:EM-AL2Z类型:2个常开常闭型继电器隔离:与仪表信号输入公共端间:2000Vrms,1分钟工作电压:250Vrms触点额定容量:3A 250V AC或28VDC,阻性负载. 触点寿命:>10万次触点保护:压敏电阻吸收。
双继电器输出及双开关量输入卡:EM-AL2H2U 类型:2个常开型继电器,2个干接点开关量输入隔离:与仪表信号输入公共端间:2000Vrms,1分钟继电器部分:工作电压:250Vrms触点额定容量:1A 250V AC或28VDC,阻性负载. 触点寿命:>10万次触点保护:压敏电阻吸收。
开关量输入部分:无源干接点双晶体管输出卡,集电极开路,拉电流,两组开关量输入:EM-AL2O2U类型:2只PNP型晶体管,隔离驱动,2个干接点开关量输入隔离:与仪表信号输入公共端间:500Vrms,1分钟工作电压:30VDC额定电流:200mA(最大)双晶体管输出卡,集电极开路,灌电流,两组开关量输入:EM-AL2I2U类型:2只PNP型晶体管,隔离驱动,2个干接点开关量输入隔离:与仪表信号输入公共端间:500Vrms,1分钟工作电压:30VDC额定电流:200mA(最大)四继电器输出卡,常开型: EM-AL4H类型:4个常开型继电器隔离:与仪表信号输入公共端间:2000Vrms,1分钟工作电压:250Vrms触点额定容量:3A 250V AC或28VDC,阻性负载. 触点寿命:>10万次触点保护:压敏电阻吸收。
2#BT转炉本体电气非标订货图纸

2M误码仪说明书资料(000002)
6.
二、系统设置及修改
(一)、开机,进入初始状态
CT321B 2M Error Tester Comtest
按动任意键,进入主菜单界面 HDB3 PRBS BEC: BER: 0dB 2∧15-1(INV) 00000 00000
图4 (二)、按动设置键,进入修改状态,在修改项目处有光标闪烁
HDB3 PRBS BEC: BER:
0dB 2∧15-1(NOR) 00000 00000
图7 (五)、按动设置键,修改结束,光标消失,仪表显示确认后的 设置状态, HDB3 PRBS BEC: BER: 0dB 2∧15-1(NOR) 00000 00000
图8
9.
二 、误码测试及G.821分析
(一)、在图8状态下,按动开始/结束键,在屏幕左上角显示“#”, 表示测试开始:
图 27
18.
(三)在图24状态下,按动开始/结束键,即可观察此时帧开销及 复帧定位信号。
举例如下: HDB3 FAS: NFAS 00-0000 -30dB ?0011011 ???????? 00-0011
图 28
五、在图24状态下按动功能键,返回图4画面 六、其它 (一)在测试过程中若出现告警信息,则告警指示灯亮 (二)在测试过程中除“开始/结束” 键、“ “ + ” 键外,其它键均被锁死,以免误操作。 ” 键和
#HDB3 PRBS BEC: BER:
0dB 2∧15-1(NOR) 00000 00000
图9 (二)、若需插入单个误码,请按+键
# HDB3 PRBS BEC: BER:
0dB 2∧15-1(NOR) 00001 1.627E-07
图 10 10.
EM12快速入门指南

智能望远镜快速入门指南一.安装三部曲:调水平、朝天顶、指正南1.调水平:将经纬台装在三脚架上,分别调节脚长,使经纬台上的水泡居中;2.朝天顶:装上望远镜,先对准地面上尽量远一些的目标,如:大楼或树木,慢慢转动调焦轮,直到能清晰地看到目标为止。
再将望远镜指向天顶(要竖立,不能斜),同时旋紧另一边的黑色手轮,将望远镜固定在朝天顶的位置上;(初学时或望远镜焦距较长时,请先看一遍后面的附注)3.指正南:转动经纬台,使经纬台上的黑色箭头▲指向南方(允许有较大误差);二.操作三部曲:开电源、看菜单、再确认4.开电源:2秒钟后,液晶屏上出现“零位……A90°00′Z180°0.0′”, 其中Z180°0.0′为方位角;如果不懂显示屏中英文字母分别代表什么,可按手控盒最下面一排的左按键,会提供帮助。
按▲或▼可翻页。
开电源前,先看一看后面的“如何设置控制器?”5.看菜单:按一下液晶屏下方3个键中的左键,屏中会显示2行:一行是闪动着的“自动寻星”,一行是“地面目标”;6.再确认:如果你想观测天体,而非地面目标,你只要按一下“确认键(右键)”,将进入闪动着的“自动寻星”。
显示屏上会出现2行:一行闪动着的“行星、太阳、月亮”,一行“深空天体”;再次按右键确认,将进入“水星、金星”,按箭头键▲或▼,可选择“火星、木星、土星、太阳、月亮…”。
如果你想观测“木星”,只要按箭头键▲或▼,直到显示屏上出现闪动着的“木星”为止,再按一下“确认键”,望远镜便自动指向木星;三.调校三部曲:定速度、记方位、重归零7.定速度:一般情况,目标不太会出现在视场中,因为经纬台上的黑色箭头不可能正好指向正南。
手控盒最下面有3个按键,按一下右键,显示屏中右上方会出现“2X、6X、64X、256X、MAX”,一般可设定在256X;8.记方位:记下此时的方位角A,譬如:A=160°20″;按住中间4个箭头键中的左(或右),按3-10秒钟,看看木星是否进入望远镜视场。
2M误码仪设备操作指引
2M的概念和测试方法技术文档2M的概念和测试方法技术文档目录一、2M的概念 (1)二、几个重要的概念 (1)三、BE和BER (1)四、编码错误和HDB3 (1)五、传输系统的传输特性: (2)六、可利用时间 (2)七、ES、SES和UAS (2)八、LOS、AIS、LOF和RAI (2)九、仪表面板的指示灯: (3)十、环回测试法 (3)十一、各种环回解析 (3)十二、环回测试拓扑图 (4)一、2M的概念E1的一个时分复用帧(其长度T=125us)共划分为32相等的时隙,时隙的编号为CH0~CH31。
其中时隙CH0用作帧同步用,时隙CH16用来传送信令,剩下CH1~CH15和CH17~CH31 共30个时隙用作30个话路。
每个时隙传送8bit,因此共用256bit。
每秒传送8000个帧,因此PCM一次群E1的数据率就是 2.048Mbit/s。
一条E1是2.048M的链路,用PCM编码。
一个E1的帧长为256个bit,分为32个时隙,一个时隙为8个bit。
每秒有8k个E1的帧通过接口,即8K*256=2048kbps。
每个时隙在E1帧中占8bit,8*8k=64k,即一条E1中含有32个64K。
二、几个重要的概念传输系统的比特错误(也称之为误码)特性:由于传输系统传输的信息都是二进制的数字信号,加之传输系统受外界的影响,因此,信号从A 地传输到B 地产生错误是必然的。
只是由于传输系统的质量以及受外接影响程度地不同,产生错误的程度不同而已。
信号从A 地传输到B 地产生的错误越少,表明传输系统的传输质量越好。
传输系统对被传输的信号每产生一个错误,就称为有一个比特错误或称为一个误码。
三、BE和BER误码计数(BE)或称比特错误-在测试的时间内,测试到的总错误数。
误码率(BER)或称比特错误率-在测试时间内,测试到的误码数与已经测试的比特数的比值。
例如:仪表已经测试的比特数为10000 个,已经测试到的误码数为3 个,误码率=3/10000;同样可以表述为:1×10-4,或3E-4。
西门子MAXUMII在线色谱MMI中文图解手册

TrainingManual西门子MAXUMII在线色谱MMI中文图解手册Revision2007-6-10 PI&PA Technical Service Center页面位置:M-1页面说明:查看菜单页面。
这个菜单提供用户一些简单的浏览页面,功能相对较少。
页面位置:M-1-1页面说明:选择分析仪页面。
这里可查看或远程连接控制网络上的色谱分析仪。
操作该功能时请不要重复按任何按键,否则将会造成死机。
页面位置:M-1-2页面说明:查看、确认、清除色谱的报警信息。
对于多次发生的报警将无法直接清除,请检查该故障并根据具体情况处理。
页面位置:M-1-3-工艺次序页面说明:流路次序-工艺次序页面。
正常分析时需要激活此页面并运行色谱分析仪。
页面位置:M-1-3-标定次序页面说明:流路次序-标定次序页面。
切换到标定次序页面,再按“设置激活”键可激活当前次序,运行色谱将进行标定动作。
页面位置:M-1-4页面说明:检测器和实时谱图页面。
这里可查看检测器信号值,也可查看实时谱图。
页面位置:M-1-5页面说明:查看分析结果与色谱图页面。
页面位置:M-1-5-查看谱图页面说明:查看谱图页面。
请利用切换通道、显示谱图、谱图缩放等功能查看谱图信息。
页面位置:M-1-5-查看结果页面说明:查看分析结果页面。
这里可查看每个循环周期的各组份存储值。
谱图无故障时存储值将作为最终结果发送到DCS。
页面位置:M-1-6页面说明:自动确认页面。
在无自动确认功能配置的色谱内该功能不可用。
页面位置:M-1-7页面说明:自动标定页面。
在无自动标定功能配置的色谱内该功能不可用。
页面位置:M-2页面说明:维护菜单主页面。
用户日常维护时需要进入此菜单。
页面位置:M-2-1页面说明:选择分析仪页面。
这里可查看或远程连接控制网络上的色谱分析仪。
操作该功能时请不要重复按任何按键,否则将会造成死机。
页面位置:M-2-2页面说明:查看、确认、清除色谱的报警信息。
EM235接线图

技术交流最新业绩S7-200模拟量EM235编程实例经验作者:东日电子文章来源:东日电子更新时间:2008-10-9 15:00:34西门子S7-200模拟量编程本文以EM235为例讲解S7-200模拟量编程,主要包括以下内容:1、模拟量扩展模块接线图及模块设置2、模拟量扩展模块的寻址3、模拟量值和A/D转换值的转换4、编程实例模拟量扩展模块接线图及模块设置EM235是最常用的模拟量扩展模块,它实现了4路模拟量输入和1路模拟量输出功能。
下面以EM235为例讲解模拟量扩展模块接线图,如图1。
图1图1演示了模拟量扩展模块的接线方法,对于电压信号,按正、负极直接接入X+和X -;对于电流信号,将RX和X+短接后接入电流输入信号的“+”端;未连接传感器的通道要将X+和X-短接。
对于某一模块,只能将输入端同时设置为一种量程和格式,即相同的输入量程和分辨率。
(后面将详细介绍)EM235的常用技术参数:模拟量输入特性模拟量输入点数4输入范围电压(单极性)0~10V 0~5V 0~1V0~500mV 0~100mV 0~50mV图2可见,模拟量到数字量转换器(ADC)的12位读数是左对齐的。
最高有效位是符号位,0表示正值。
在单极性格式中,3个连续的0使得模拟量到数字量转换器(ADC)每变化1个单位,数据字则以8个单位变化。
在双极性格式中,4个连续的0使得模拟量到数字量转换器每变化1个单位,数据字则以16为单位变化。
EM235输出数据字格式图3给出了12位数据值在CPU的模拟量输出字中的位置:图3数字量到模拟量转换器(DAC)的12位读数在其输出格式中是左端对齐的,最高有效位是符号位,0表示正值。
模拟量扩展模块的寻址每个模拟量扩展模块,按扩展模块的先后顺序进行排序,其中,模拟量根据输入、输出不同分别排序。
模拟量的数据格式为一个字长,所以地址必须从偶数字节开始。
例如:AIW0,AIW2,AIW4……、AQW0,AQW2……。
HL线切割控制编程系统使用说明

HL线切割控制编程系统《HL线切割控制编程系统》、《Towedm线切割编程系统》、《HL线切割控制卡》、《HL线切割控制卡产品设计》和《HL商标》分别取得中华人民共和国国家知识产权局发明专利、中华人民共和国国家版权局着作权和国家工商行政管理总局商标登记。
任何单位或个人未经许可,均不得进行复制、翻版,或部分复制、翻版专利登记保护的内容。
任何单位或个人销售或者使用复制、翻版或假冒HL产品,都将会受到法律的制裁。
中华人民共和国国家版权号:2004SR06657一、系统简介:HL系统是目前国内最广受欢迎的线切割机床控制系统之一,它的强大功能、高可靠性和高稳定性已得到行内广泛认同。
HL-PCI版本将原HL卡的ISA接口改进为更先进的PCI接口,因为PCI接口的先进特性,使得HL-PCI卡的总线部份与机床控制部分能更好地分隔,从而进一步提高HL系统的抗干扰能力和稳定性。
而且安装接线更加简单、明了,维修方便。
HL-PCI卡对电脑配置的要求不高,而且兼容性比ISA卡更好。
不需硬盘、软盘也能启动运行。
二、主要功能:1、一控多功能,可在一部电脑上同时控制多达四部机床切割不同的工件,并可一边加工一边编程。
2、锥度加工采用四轴/五轴联动控制技术。
上下异形和简单输入角度两种锥度加工方式,使锥度加工变得快捷、容易。
可作变锥及等圆弧加工。
3、模拟加工,可快速显示加工轨迹特别是锥度及上下异形工件的上下面加工轨迹,并显示终点坐标结果。
4、实时显示加工图形进程,通过切换画面,可同时监视四台机床的加工状态,并显示相对坐标X、Y、J和绝对坐标X、Y、U、V等变化数值。
5、断电保护,如加工过程中突然断电,复电后,自动恢复各台机床的加工状态。
系统内储存的文件可长期保留。
6、可对基准面和丝架距作精确的校正计算,对导轮切点偏移作U向和V向的补偿,从而提高锥度加工的精度,大锥度切割的精度大大优于同类软件。
7、浏览图库,可快速查找所需的文件。
8、钼丝偏移补偿(无须加过渡圆),加工比例调整,坐标变换,循环加工,步进电机限速,自动短路回退等多种功能。
模具制造执行管理系统MES-M2标准版
模具制造执行管理系统MES-M2标准版模具企业之间的市场竞争,其竞争的核心要素是企业之间交期、质量和成本三个要素竞争力的综合较量,而其背后则反映了模具企业是否建立起了一个高效运作的管理机制和管理系统。
设计开发的模具制造执行管理系统MES-M2,是帮助模具企业建立一个高效规范的信息管理平台与管理系统。
该系统主要以模具生产制造过程管理为核心,围绕模具售前报价和订单管理;基础规范与项目管理;设计与工艺管理;生产调度与可视化排程,生产过程的动态监控;试模管理;采购与库存管理;模具制造成本实时监控管理等八个主要方面提供实时动态信息管理等功能,通过集中的协调与管理,实现网络化环境下制造资源共享,制造能力集成,制造过程协同,以提升模具制造企业整体的快速响应能力。
从而保证模具交期,质量以及成本等控制要素,帮助模具企业增强盈利能力,提高竞争力。
企业管理虽然有一定的规律与模式可循,但是,在具体管理过程中,受企业规模,所属行业,国家宏观政策与经济形势,产品特点以及管理者风格影响很大。
我们深知有句管理古训:管理无定式。
所以,我们始终坚持:标准化模块加客户个性化定制开发为的核心业务模式。
针对每一个客户,我们都在专业资深咨询顾问深入调研与挖掘客户真实需求的基础上,与客户探讨研究满足客户实际需要的个性化量身打造的企业管理解决方案。
避免在企业管理方面采取“一刀切”的管理模式,为客户打造真正属于自己的管理体系与管理平台,通过适合企业自身管理体系的建立,真正帮助客户提高管理效率和管理竞争力。
模具企业制造信息管理系统MES-M2标准版功能模块包括:OA办公管理,销售管理,项目管理,设计管理,采购管理,库存管理,生产管理,外协管理,质量管理,设备管理,知识管理以及系统权限与流程设置管理等十二个功能模块。
各模块功能介绍:1)销售管理:主要包括客户信息管理,报价管理,模具订单管理,账款管理以及销售统计分析等五个主要方面管理内容。
本模块主要是把与模具销售有关的五个主要方面进行系统化信息化管理。
FANUC M指令代码之欧阳德创编

FANUC M指令代码M代码说明 M00 程序停 M01 选择停止 M02 程序结束(复位) M03 主轴正转 (CW) M04 主轴反转(CCW) M05 主轴停 M06 换刀M08 切削液开 M09 切削液关M16 刀具入刀座 M28 刀座返回原点 M30 程序结束(复位) 并回到开头 M48 主轴过载取消不起作用 M49 主轴过载取消起作用 M60 APC 循环开始M80 分度台正转(CW) M81 分度台反转 (CCW) M98 子程序调用 M99 子程序结束G代码FANUC车床G代码G代码解释G00定位(快速移动)G01直线切削 G02顺时针切圆弧(CW,顺时钟)G03逆时针切圆弧 (CCW,逆时钟)G04暂停 (Dwell)G09停于精确的位置 G20英制输入 G21公制输入 G22内部行程限位有效G23内部行程限位无效 G27检查参考点返回 G28参考点返回 G29从参考点返回 G30回到第二参考点 G32切螺纹 G40取消刀尖半径偏置 G41刀尖半径偏置 (左侧)G42刀尖半径偏置 (右侧)G50修改工件坐标;设置主轴最大的 RPMG52设置局部坐标系 G53选择机床坐标系 G70精加工循环 G71内外径粗切循环 G72台阶粗切循环 G73成形重复循环 G74Z 向步进钻削 G75X 向切槽 G76切螺纹循环 G80取消固定循环 G83钻孔循环 G84攻丝循环 G85正面镗孔循环 G87侧面钻孔循环 G88侧面攻丝循环 G89侧面镗孔循环 G90(内外直径)切削循环 G92切螺纹循环 G94(台阶) 切削循环G96恒线速度控制 G97恒线速度控制取消 G98每分钟进给率 G99每转进给率支持宏程序编程FANUC铣床G代码G代码解释G00顶位 (快速移动)定位 (快速移动)G01直线切削 G02顺时针切圆弧 G03逆时针切圆弧 G04暂停 G15/G16极坐标指令 G17XY 面赋值 G18XZ 面赋值 G19YZ 面赋值 G28机床返回原点 G30机床返回第2和第3原点 *G40取消刀具直径偏移 G41刀具直径左偏移G42刀具直径右偏移 *G43刀具长度 + 方向偏移*G44刀具长度 - 方向偏移 G49取消刀具长度偏移*G53机床坐标系选择 G54工件坐标系1选择G55工件坐标系2选择 G56工件坐标系3选择G57工件坐标系4选择 G58工件坐标系5选择G59工件坐标系6选择 G73高速深孔钻削循环G74左螺旋切削循环 G76精镗孔循环 *G80取消固定循环 G81中心钻循环 G82反镗孔循环 G83深孔钻削循环 G84右螺旋切削循环 G85镗孔循环G86镗孔循环 G87反向镗孔循环 G88镗孔循环G89镗孔循环 *G90使用绝对值命令 G91使用增量值命令 G92设置工件坐标系 *G98固定循环返回起始点 *G99返回固定循环R点 G50G51 比例缩放 G68G69坐标系旋转支持宏程序编程M代码说明M00程序停 M01选择停止 M02程序结束(复位)M03主轴正转 (CW)M04主轴反转 (CCW)M05主轴停 M06换刀 M08切削液开 M09切削液关M30程序结束(复位) 并回到开头 M48主轴过载取消不起作用 M49主轴过载取消起作用 M94 镜象取消 M95X坐标镜象 M96Y坐标镜象 M98子程序调用 M99子程序结束SIEMENS铣床 G代码地址含义 D 刀具刀补号 F 进给率(与G4 一起可以编程停留时间)G G功能(准备功能字)G0 快速移动 G1 直线插补 G2 顺时针圆弧插补 G3 逆时针圆弧插补 CIP 中间点圆弧插补 G33恒螺距的螺纹切削 G331 不带补偿夹具切削内螺纹G332 不带补偿夹具切削内螺纹. 退刀 CT 带切线的过渡圆弧插补 G4 快速移动 G63快速移动 G74 回参考点 G75 回固定点 G25 主轴转速下限 G26 主轴转速上限 G110 极点尺寸,相对于上次编程的设定位置 G110 极点尺寸,相对于当前工件坐标系的零点 G120 极点尺寸,相对于上次有效的极点G17* X/Y平面 G18Z/X平面 G19 Y/Z平面 G40 刀尖半径补偿方式的取消 G41 调用刀尖半径补偿, 刀具在轮廓左侧移动 G42 调用刀尖半径补偿, 刀具在轮廓右侧移动 G500 取消可设定零点偏置 G54 第一可设定零点偏置 G55 第二可设定零点偏置 G56 第三可设定零点偏置 G57 第四可设定零点偏置G58 第五可设定零点偏置 G59 第六可设定零点偏置 G53 按程序段方式取消可设定零点偏置 G60* 准确定位 G70 英制尺寸 G71* 公制尺寸 G700 英制尺寸,也用于进给率FG710公制尺寸,也用于进给率FG90* 绝对尺寸 G91 增量尺寸 G94* 进给率F,单位毫米/分 G95 主轴进给率F,单位毫米/转 G901 在圆弧段进给补偿“开”G900 进给补偿“关”G450 圆弧过渡 G451 等距线的交点 I插补参数 J 插补参数 K 插补参数 I1 圆弧插补的中间点J1 圆弧插补的中间点 K1 圆弧插补的中间点 L 子程序名及子程序调用 M 辅助功能 M0 程序停止 M1 程序有条件停止 M2程序结束 M3 主轴顺时针旋转M4 主轴逆时针旋转 M5 主轴停 M6 更换刀具 N 副程序段 : 主程序段 P 子程序调用次数 RET 子程序结束 S 主轴转速,在G4 中表示暂停时间 T 刀具号 X 坐标轴 Y 坐标轴 Z 坐标轴 CALL 循环调用 CHF 倒角,一般使用 CHR 倒角轮廓连线 CR圆弧插补半径 GOTOB 向后跳转指令 GOTOF 向前跳转指令RND 圆角支持参数编程SIEMENS802S/CM 固定循环循环说明 LCYC82钻削,沉孔加工LCYC83深孔钻削 LCYC840带补偿夹具的螺纹切削 LCYC84不带补偿夹具的螺纹切削LCYC85镗孔 LCYC60线性孔排列 LCYC61圆弧孔排列 LCYC75矩形槽,键槽,圆形凹槽铣削SIEMENS802DM/810/840DM 固定循环循环说明CYCLE82中心钻孔 CYCLE83深孔钻削 CYCLE84性攻丝 CYCLE85铰孔 CYCLE86镗孔 CYCLE88带停止镗孔 CYCLE71端面铣削 LONGHOLE 一个圆弧上的长方形孔 POCKET4环形凹槽铣削POCKET3矩形凹槽铣削 SLOT1一个圆弧上的键槽SLOT2环行槽SIEMENS车床 G 代码地址含义 D 刀具刀补号 F F 进给率(与G4 一起可以编程停留时间)G G功能(准备功能字)G0 快速移动 G1 直线插补 G2 顺时针圆弧插补 G3 逆时针园弧插补 G33 恒螺距的螺纹切削 G4 快速移动 G63 快速移动 G74 回参考点 G75 回固定点 G17 (在加工中心孔时要求)G18* Z/X平面 G40 刀尖半径补偿方式的取消 G41 调用刀尖半径补偿, 刀具在轮廓左侧移动 G42 调用刀尖半径补偿, 刀具在轮廓右侧移动 G500 取消可设定零点偏置 G54 第一可设定零点偏置 G55 第二可设定零点偏置 G56 第三可设定零点偏置 G57 第四可设定零点偏置 G58 第五可设定零点偏置 G59 第六可设定零点偏置 G53 按程序段方式取消可设定零点偏置G70 英制尺寸 G71* 公制尺寸 G90* 绝对尺寸 G91 增量尺寸 G94* 进给率F,单位毫米/分 G95 主轴进给率F,单位毫米/转 I 插补参数 I1 圆弧插补的中间点 K1 圆弧插补的中间点 L 子程序名及子程序调用 M 辅助功能 M0 程序停止 M1 程序有条件停止M2 程序结束 M30 M17 M3 主轴顺时针旋转 M4 主轴逆时针旋转 M5 主轴停 M6 更换刀具 N 副程序段 : 主程序段 P 子程序调用次数 RET 子程序结束 S主轴转速,在G4 中表示暂停时间 T 刀具号 X 坐标轴Y 坐标轴 Z 坐标轴 AR 圆弧插补张角 CALL 循环调用 CHF 倒角,一般使用 CHR 倒角轮廓连线 CR 圆弧插补半径 GOTOB 向后跳转指令 GOTOF 向前跳转指令 RND 圆角支持参数编程SIEMENS 801、802S/CT、 802SeT 固定循环循环说明 LCYC82 钻削,沉孔加工 LCYC83 深孔钻削LCYC840 带补偿夹具的螺纹切削 LCYC84 不带补偿夹具的螺纹切削 LCYC85 镗孔 LCYC93切槽循环LCYC95 毛坯切削循环 LCYC97 螺纹切削SIEMENS 802D、810D/840D 固定循环循环说明CYCLE71平面铣削 CYCLE82中心钻孔YCLE83深孔钻削CYCLE84刚性攻丝CYCLE85铰孔CYCLE86镗孔CYCLE88带停止镗孔CYCLE93切槽CYCLE94退刀槽形状E..FCYCLE95毛坯切削CYCLE97螺纹切削HNC车床G代码G代码解释 G00定位 (快速移动)G01直线切削 G02顺时针切圆弧 (CW,顺时钟)G03逆时针切圆弧 (CCW,逆时钟)G04暂停(Dwell)G09停于精确的位置 G20英制输入 G21公制输入 G22内部行程限位有效 G23内部行程限位无效 G27检查参考点返回 G28参考点返回G29从参考点返回 G30回到第二参考点 G32切螺纹 G36直径编程 G37半径编程 G40取消刀尖半径偏置 G41刀尖半径偏置 (左侧)G42刀尖半径偏置 (右侧)G53直接机床坐标系编程 G54—G59坐标系选择 G71内外径粗切循环 G72台阶粗切循环G73闭环车削复合循环 G76切螺纹循环 G80内外径切削循环 G81端面车削固定循环 G82螺纹切削固定循环 G90绝对值编程 G91增量值编程 G92工件坐标系设定 G96恒线速度控制 G97恒线速度控制取消 G94每分钟进给率 G95每转进给率支持参数与宏编程HNC铣床G代码G代码组别解释*G0001定位(快速移动)G01直线切削 G02顺时针切圆弧 G03逆时针切圆弧 G0400暂停 G0716虚轴指定G0900准停校验 *G1702XY 面赋值 G18XZ 面赋值G19YZ 面赋值 G2008英寸输入 *G21毫米输入G22脉冲当量 G2403镜像开 *G25镜像关 G2800返回到参考点 G29由参考点返回 *G4007取消刀具直径偏移 G41刀具直径左偏移 G42刀具直径右偏移 G4308刀具长度 + 方向偏移 G44刀具长度 - 方向偏移 *G49取消刀具长度偏移 *G5004缩放关G51缩放开 G5200局部坐标系设定 G53直接机床坐标系编程 *G5414工件坐标系1选择 G55工件坐标系2选择 G56工件坐标系3选择 G57工件坐标系4选择 G58工件坐标系5选择 G59工件坐标系6选择 G6000单方向定位 *G6112精确停止校验方式 G64连续方式 G6805旋转变换 *G69旋转取消 G7309高速深孔钻削循环 G74左螺旋切削循环 G76精镗孔循环 *G80取消固定循环 G81中心钻循环 G82反镗孔循环 G83深孔钻削循环 G84右螺旋切削循环 G85镗孔循环 G86镗孔循环 G87反向镗孔循环 G88镗孔循环 G89镗孔循环*G9003使用绝对值命令 G91使用增量值命令G9200设置工件坐标系 *G9414每分钟进给 G95每转进给 *G9810固定循环返回起始点 G99返回固定循环R点支持参数与宏编程HNC M指令M代码说明 M00程序停 M01选择停止 M02程序结束(复位)M03主轴正转(CW)M04主轴反转 (CCW)M05主轴停 M06换刀M07切削液开 M09切削液关 M98子程序调用M99子程序结束KND100铣床G代码G代码组别解释 G0001定位 (快速移动)G01直线切削 G02顺时针切圆弧G03逆时针切圆弧 G0400暂停 G1702XY 面赋值G18XZ 面赋值 G19YZ 面赋值 G2800机床返回原点 G29从参考点返回 *G4007取消刀具直径偏移G41刀具直径左偏移 G42刀具直径右偏移*G4308刀具长度 + 方向偏移 *G44刀具长度 - 方向偏移 G49取消刀具长度偏移 *G5314机床坐标系选择 G54工件坐标系1选择 G55工件坐标系2选择 G56工件坐标系3选择 G57工件坐标系4选择 G58工件坐标系5选择 G59工件坐标系6选择G7309高速深孔钻削循环 G74左螺旋切削循环G76精镗孔循环 *G80取消固定循环 G81钻孔循环(点钻) G82钻孔循环(镗阶梯孔) G83深孔钻削循环 G84攻丝循环 G85镗孔循环 G86钻孔循环 G87反向镗孔循环 G88镗孔循环 G89镗孔循环 *G9003使用绝对值命令 G91使用增量值命令 G9200设置工件坐标系 *G9810固定循环返回起始点 *G99返回固定循环R点KND100车床G代码G代码组别解释 G0001定位 (快速移动)G01直线切削 G02顺时针切圆弧 (CW,顺时钟)G03逆时针切圆弧 (CCW,逆时钟)G0400暂停(Dwell)G10偏移值设定 G2006英制输入 G21公制输入 G2700检查参考点返回 G28参考点返回G29从参考点返回 G31跳跃机能 G3201切螺纹G36X轴自动刀偏设定 G37Z轴自动刀偏设定G4007取消刀尖半径偏置 G41刀尖半径偏置 (左侧)G42刀尖半径偏置 (右侧)G5000坐标系设定G54工件坐标系 G55---G59工件坐标系 G7000精加工循环 G71内外径粗切循环 G72台阶粗切循环G73成形重复循环 G74端面深孔加工循环 G75外圆、内圆切削循环 G76切螺纹循环 G9001(内外直径)切削循环 G92切螺纹循环 G94(台阶) 切削循环G9612恒线速度控制 G97恒线速度控制取消G9805每分钟进给率 G99每转进给率KND100 M指令 M代码说明 M00程序停 M01选择停止 M02程序结束(复位)M03主轴正转(CW)M04主轴反转 (CCW)M05主轴停 M06换刀M08切削液开 M09切削液关 M10卡紧 M11松开M32润滑开 M33润滑关 M98子程序调用 M99子程序结束GSK980车床G代码G代码组别功能 G0001定位(快速移动) *G01直线插补(切削进给) G02圆弧插补CW(顺时针) G03圆弧插补CCW (逆时针) G04 00暂停,准停 G28 返回参考点 G32 01螺纹切削 G50 00坐标系设定 G65 00 宏程序命令 G70 00 精加工循环G71外圆粗车循环 G72端面粗车循环 G73封闭切削循环 G74端面深孔加工循环 G75外圆,内圆切槽循环 G90 01外圆,内圆车削循环 G92螺纹切削循环 G94 端面切削循环 G96 02恒线速开G97恒线速关 *G98 03每分进给 G99每转进给支持参数与宏编程GSK980T M指令M代码说明 M03主轴正转 M04主轴反转 M05主轴停止 M08冷却液开 M09冷却液关(不输出信号) M32润滑开 M33润滑关(不输出信号) M10备用 M11备用尖(不输出信号)M00程序暂停,按‘循环起动’程序继续执行M30程序结束,程序返回开始GSK928 TC/TE G代码G代码功能 G00定位(快速移动) *G01直线插补(切削进给) G02圆弧插补CW(顺时针) G03圆弧插补CCW (逆时针) G32攻牙循环 G33 螺纹切削G71外圆粗车循环 G72端面粗车循环 G74端面深孔加工循环 G75外圆,内圆切槽循环 G90 外圆,内圆车削循环 G92螺纹切削循环 G94 外圆内圆锥面循环 G22局部循环开始 G80局部循环结束 *G98 每分进给 G99每转进给 G50设置工件绝对坐标系 G26X、Z轴回参考 G27X轴回参考点 G29Z轴回参考点支持参数与宏编程GSK928 TC/TE M指令M代码说明 M03主轴正转 M04主轴反转 M05主轴停止 M08冷却液开M09冷却液关(不输出信号) M32润滑开 M33润滑关(不输出信号) M10备用 M11备用尖(不输出信号) M00程序暂停,按‘循环起动’程序继续执行 M30程序结束,程序返回开始GSK990M G代码G代码组别解释 G0001定位(快速移动)G01直线切削 G02顺时针切圆弧 G03逆时针切圆弧 G0400暂停 G1702XY 面赋值G18XZ 面赋值 G19YZ 面赋值 G2800机床返回原点 G29从参考点返回 *G4007取消刀具直径偏移G41刀具直径左偏移 G42刀具直径右偏移*G4308刀具长度 + 方向偏移 *G44刀具长度 - 方向偏移 G49取消刀具长度偏移 *G5314机床坐标系选择 G54工件坐标系1选择 G55工件坐标系2选择 G56工件坐标系3选择 G57工件坐标系4选择 G58工件坐标系5选择 G59工件坐标系6选择G7309高速深孔钻削循环 G74左螺旋切削循环G76精镗孔循环 *G80取消固定循环 G81钻孔循环(点钻) G82钻孔循环(镗阶梯孔) G83深孔钻削循环 G84攻丝循环 G85镗孔循环 G86钻孔循环 G87反向镗孔循环 G88镗孔循环 G89镗孔循环 *G9003使用绝对值命令 G91使用增量值命令 G9200设置工件坐标系 *G9810固定循环返回起始点 *G99返回固定循环R点本页第二页GSK990M M指令M代码说明 M00程序停 M01选择停止 M02程序结束(复位)M03主轴正转(CW)M04主轴反转 (CCW)M05主轴停 M06换刀M08切削液开 M09切削液关 M10卡紧 M11松开M32润滑开 M33润滑关 M98子程序调用 M99子程序结束GSK928MA G代码G代码解释 G00定位(快速移动)G1直线切削 G02顺时针切圆弧 G03逆时针切圆弧 G04延时等待 G17XY 面赋值G18XZ 面赋值 G19YZ 面赋值 G28机床返回原点G29从参考点返回 *G40取消刀具直径偏移 G41刀具直径左偏移 G42刀具直径右偏移 *G43刀具长度 + 方向偏移 *G44刀具长度 - 方向偏移 G49取消刀具长度偏移 *G53机床坐标系选择 G54工件坐标系1选择 G55工件坐标系2选择 G56工件坐标系3选择 G57工件坐标系4选择 G58工件坐标系5选择 G59工件坐标系6选择 G73高速深孔钻削循环 G74左螺旋切削循环 G80取消固定循环G81钻孔循环(点钻) G82钻孔循环(镗阶梯孔) G83深孔钻削循环 G84右旋攻牙循环 G85镗孔循环 G86钻孔循环 G89镗孔循环 *G90使用绝对值命令 G91使用增量值命令 G92设置浮动坐标系 *G98固定循环返回起始点 *G99返回固定循环R点 G10 G11圆凹槽内粗铣 G12 G13全圆内精铣 G14 G15外圆精铣 G22系统参数运算(模态) G23判参数值跳转 G27机械零点检测 G28经中间点快速定位到程序 G31快速返回R基准面G34 G35矩形凹槽内精铣 G38 G39矩形外精铣GSK928MA M指令M指令解释 M0程序停止。
配管二维图说明

7.3 设计专业代码设计专业代码见表7.3-1。
表7.3-1 设计专业代码及名称7.4 文件种类号设计文件种类及代码见表7.4-1。
表7.4-1 设计文件种类及代码7.5 文件编号举例以下所示为天然气处理厂脱硫脱碳装置(1)油气加工专业第1张图纸。
BBPF – 60A1/A2 –11 PR (1) -DR- 01①②③④⑤⑥⑦其中:①巴格德雷合同区域第二天然气处理厂②60A1:天然气处理厂—A1标段60A2:天然气处理厂—A2标段③脱硫脱碳装置的单元号为1100单元。
④加工专业的专业代码。
⑤第―1‖套脱硫脱碳装置。
⑥图纸类文件的文件种类号。
⑦第1张图纸。
特别说明:1)以上示例为A1标段、A2标段中完全相同的主体工艺装置(脱硫脱碳、脱水、脱烃装置)的文件编号说明,对于两个标段内共有的装置或系统(如总图、给排水系统等),同时使用相同的图纸,文件编号与以上示例相同,但在说明书和相应的图纸中体现各部分的内容。
2)对于A1标段和A2标段中各自独立的装置,其文件编号的子项目号只体现所在标段的子项目号,其他编制格式同以上示例。
8 说明书和图纸的格式8.1 说明书正文编排格式要求8.1.1 章节编排及格式说明书章节编排要求见表8.1-1。
表8.1-1 说明书章节编排要求注:①章(节、条、款)号与章(节、条、款)名称间空两格,如―4.1.1.2 说明书‖;②表格或图片有多条备注时,应保持备注编号对齐。
8.1.2 文章格式文章格式要求如表8.1-2。
表8.1-2 文章格式要求注:①通过表格属性指定表格―最小行高‖、―0.7cm‖,表格边框均采用1/2磅线宽;②表格或图片有多条备注时,保持第一行与表格或图片对齐的同时,应保持备注编号对齐;③表格占用两页或多页时,应设置在表格工具栏中勾选―标题行重复‖;④表格(图片)号与表格(图片)名称间空两格,如―表8.1-1 说明书章节编排要求‖;8.2 制图软件及图幅8.2.1 图纸的格式8.2.1.1 各专业制图采用AutoCAD 2006及以上版本软件作图,加工、给排水、热工和仪表专业的PID图采用PIW软件绘制,加工、给排水、热工专业采用Autocad软件进行设备建模和三维配管;8.2.1.2 各专业不需带比例的设计图纸(如流程图等)应采用A2号图纸绘制,设备平、竖面布置图、管道平面布置图、总平面布置图等需要带比例的图纸在A2号图无法表示清楚时,可以采用A1号图纸。
凯思图纸管理系统EDM
中科院北京凯思软件集团凯思图纸管理系统技术白皮书中科院北京凯思软件集团北京凯思博宏公司一、当前产品设计领域信息化建设的现状近年来,特别是自九十年代以来,各级政府及各类企业都相继推出和实施了围绕经济和社会发展的信息化工程。
在机械制造加工行业,随着“甩图板”工程的迅猛发展,CAD应用及企业信息化建设方面业已取得了有目共睹的巨大成效,为企业今后在信息化建设领域的发展打下了良好的基础。
这种趋势必将随着经济和社会的进一步发展而不断发展。
到目前,CAD在相当一部分的企业已经历了从认识、了解到全面地应用的阶段,而且积累了大量的电子图纸资料。
但是,绝大部分企业在产品设计的信息化领域还只是停留在单纯使用CAD软件进行产品设计的阶段。
使用CAD进行产品的设计仅能解决产品设计的电子信息化问题。
企业内部的网络化建设也只是实现电子图纸资料的传递与共享,图纸资料的管理基本处在一个落后于信息化时代要求的状态。
主要具体表现在如下几个方面:一、图纸资料管理模式陈旧。
大多数企业的CAD电子图纸文件还是以把打印出来的图纸或文件等纸张保存备档到资料室的形式来对图纸资料进行管理的,而设计人员为了使用方便又将电子文件保留在自己的电子保存介质(软盘、硬盘)上。
这种原始的管理方式势必造成一种图纸资料保存的混乱局面:电子文档与图纸资料同时保存,个人硬盘与资料室共同保存,不同部门混合保存等等。
这样的管理方式使得设计图纸资料的查找往往是人为的,困难的,极大的降低了产品数据信息的使用效率;二、图纸文件毫无保密性和安全性。
鉴于上述状况的存在,如果企业对图纸资料同时又缺乏一个行之有效的管理手段或管理手段不能得到严格执行,必将导致图纸文件资料的管理基本上处于失控状态。
由于电子文件的易操作性,所以电子图纸资料文件可以很容易地被任意的拷贝、篡改以至删除,其后果是拷贝文件导致企业图纸文件资料的泄密、被篡改的图纸文件至使生产的产品不合格、删除的文件延误了生产的正常运行等等;三、产品数据信息利用率低。
基于二维EMD的故障诊断方法研究
《基于二维EMD的故障诊断方法研究》摘要:EMD是一种自适应性的、适于处理非平稳、非线性的信号问题的方法,将EMD方法与马氏距离、神经网络结合进行故障诊断可以充分发挥各自优势,高效故障诊断,EMD进行图像边缘特征提取是图像处理理论及应用研究的重要内容之一,本文针对工程实际,对基于EMD 的故障诊断方法进行了深入研究,对二维EMD做了一个基础研究,结果表明,基于EMD的诊断方法可靠性高,首先把信号去噪,滤除背景噪声,再进行二维EMD分解,得到二维的各模式分量的特征向量BIMF,并求解原始信号的特征向量,计算原始信号各特征向量与BIMF的马氏距离,选择距离小的那些BIMF分量,作为代表信号特征的二维模式分量输入神经网络中,使故障分类姚海妮殷凤兰【摘要】伴随我国制造业的迅猛发展,机械设备的状态监测及故障诊断备受重视,滚动轴承是工程实际应用中常见又极易损坏的零部件之一,对其进行故障诊断具有重要的社会价值,其中,非平稳信号的故障特征的取得及故障模式的识别是对滚动轴承摩擦磨损故障诊断的关键。
EMD是一种自适应性的、适于处理非平稳、非线性的信号问题的方法,将EMD方法与马氏距离、神经网络结合进行故障诊断可以充分发挥各自优势,高效故障诊断。
EMD进行图像边缘特征提取是图像处理理论及应用研究的重要内容之一,本文针对工程实际,对基于EMD 的故障诊断方法进行了深入研究,对二维EMD做了一个基础研究,结果表明,基于EMD的诊断方法可靠性高。
【关键词】二维EMD;故障诊断;BIMF分量1.前言故障诊断可以了解和掌握设备在运行过程中的状态,早期发现故障,了解故障发展趋势,它在工程实际应用中发挥很大的作用。
二维EMD可以实现对图像的去噪、滤波,提取图像的熵值、能量,可用提取图像的细节特征信息,对图像进行二维分解,还可以对图像重构。
基于EMD、马氏距离的故障诊断技术,将EMD马氏距离和神经网络结合可以优势互补辨别故障类型、对故障准确的定位。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
SG(1) SG(1) SG(1) SG(1) SG(1) SG(1) SG(1) SG(1) SG(1) SG(1) SG(1) SG(1) ห้องสมุดไป่ตู้G(1) SG(1) SG(1) SG(1) SG(1) SG(1) SG(1) SG(1) SG(1) SG(1) SG(1) SG(1) SG(1) SG(1) SG(1) SG(1)
83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110
FQS-420652-JT7 FQS-420652-JT9 0426GJB407C330 FQS-420719-SM1 FQS-420780-JT1 FQS-420780-JT2 FQS-420780-QD1 FQS-420740-TC2 FQS-420700-JT1 FQS-420700-JT10 FQS-420700-JT11 FQS-420700-JT12 FQS-420700-JT14 FQS-420700-JT15 FQS-420700-JT15 FQS-420700-JT16 FQS-420700-JT17 FQS-420700-JT19 FQS-420700-JT2 FQS-420700-JT21 FQS-420700-JT22 FQS-420700-JT25 FQS-420700-JT26 FQS-420700-JT27 FQS-420700-JT28 FQS-420700-JT29 FQS-420700-JT3 FQS-420700-JT4
111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135 136 137 138
27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54
FQS-420600-QD1 FQS-420641-TC4 FQS-420641-TC5 FQS-420641-TC6 FQS-420641-TC9 FQS-420652-JT1 FQS-420652-JT10 FQS-420652-JT11 FQS-420652-JT11 FQS-420652-JT12 FQS-420652-JT13 FQS-420652-JT14 FQS-420652-JT15 FQS-420652-JT16 FQS-420652-JT17 FQS-420652-JT18 FQS-420652-JT2 FQS-420652-JT20 FQS-420652-JT21 FQS-420652-JT22 FQS-420652-JT23 FQS-420652-JT23 FQS-420652-JT24 FQS-420652-JT27 FQS-420652-JT28 FQS-420652-JT29 FQS-420652-JT3 FQS-420652-JT30
FQX44300001N00144GN FQS-420641-TC4 FQS-420641-TC5 FQS-420641-TC6 FQS-420641-TC9 FQ443000601N00144DS FQX44300610N00144DS FQX44300611N00144DS FQX44300611N00144DS FQX44300612N00144DS FQX44300613N00144DS FQX44300614N00144DS FQX44300615N00144DS FQX44300616N00144DS FQX44300617N00144DS FQX44300618N00144DS FQX44300602N00144DS FQX44300620N00144DS FQX44300621N00144DS FQX44300622N00144DS FQX44300623N00144DS FQX44300623N00144DS FQX44300624N00144DS FQX44300627N00144DS FQX44300628N00144DS FQX44300629N00144DS FQX44300603N00144DS FQX44300630N00144DS
FQX44300631N00144DS FQX44300632N00144DS FQX44300633N00144DS FQX44300635N00144DS FQX44300636N00144DS FQ443000637N00144DS FQX44300638N00144DS FQX44300639N00144DS FQX44300604N00144DS FQX44300640N00144DS FQX44300641N00144DS FQX44300642N00144DS FQX44300543N00144DS FQX44300544N00144DS FQX44300545N00144DS FQX44300546N00144DS FQX44300547N00144DS FQX44300548N00144DS FQX44300549N00144DS FQX44300605N00144DS FQX44300550N00144DS FQX44300551N00144DS FQX44300552N00144DS FQX44300553N00144DS FQX44300554N00144DS FQX44300555N00144DS FQX44300556N00144DS FQX44300606N00144DS
SG(1) SG(1) SG(1) 稳压器(2) 稳压器(2) 稳压器(2) 稳压器(2) 稳压器(2) 稳压器(2) 稳压器(2) 稳压器(2) 稳压器(2) 稳压器(2) 稳压器(2) 稳压器(2) 稳压器(2) 稳压器(2) 稳压器(2) 稳压器(2) 稳压器(2) 稳压器(2) 稳压器(2) 稳压器(2) 稳压器(2) 稳压器(2) 稳压器(2) 稳压器(2) 稳压器(2)
FQX44300607N00144DS FQX44300609N00144DS FQX50001330B40703GN FQX44502005N00144SD FQX44580101N00144SS FQX44580102N00144SS FQX44580202N00144SS FQX44590C01N00144DD FQX44500101N00144DS FQX44500110N00144DS FQX44500111N00144DS FQX44500112N00144DS FQX44500114N00144DS FQX44500115N00144DS FQX44500115N00144DS FQX44500116N00144DS FQX44500117N00144DS FQX44500119N00144DS FQX44500102N00144DS FQX44500121N00144DS FQX44500122N00144DS FQX44500125N00144DS FQX44500126N00144DS FQX44500127N00144DS FQX44500128N00144DS FQX44500129N00144DS FQX44500103N00144DS FQX44500104N00144DS
序号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26
文件类别
图册(文件)编号 FQS-420680-JT2 FQS-420680-JT1 FQS-420691-SM1 FQS-420600-JT19 FQS-420600-JT20 FQS-420600-JT18 FQS-420600-JT21 FQS-420600-JT1 FQS-420600-JT10 FQS-420600-JT11 FQS-420600-JT12 FQS-420600-JT13 FQS-420600-JT14 FQS-420600-JT15 FQS-420600-JT2 FQS-420600-JT22 FQS-420600-JT25 FQS-420600-JT25 FQS-420600-JT26 FQS-420600-JT3 FQS-420600-JT4 FQS-420600-JT5 FQS-420600-JT6 FQS-420600-JT7 FQS-420600-JT8 FQS-420600-JT9
55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82
FQS-420652-JT31 FQS-420652-JT32 FQS-420652-JT33 FQS-420652-JT35 FQS-420652-JT36 FQS-420652-JT37 FQS-420652-JT38 FQS-420652-JT39 FQS-420652-JT4 FQS-420652-JT40 FQS-420652-JT41 FQS-420652-JT42 FQS-420652-JT43 FQS-420652-JT44 FQS-420652-JT45 FQS-420652-JT46 FQS-420652-JT47 FQS-420652-JT48 FQS-420652-JT49 FQS-420652-JT5 FQS-420652-JT50 FQS-420652-JT51 FQS-420652-JT52 FQS-420652-JT53 FQS-420652-JT54 FQS-420652-JT55 FQS-420652-JT56 FQS-420652-JT6
物项编码 (设备位 主设备名称 号) FQX44380102N00144SS SG(1) 文件编码 FQX44380101CS3244SS FQX44302005N00144SS FQX44300119N00144DS FQX44300120N00144DS FQX44300118N00144DS FQX44300121N00144DS FQX44300101N00144DS FQX44300110N00144DS FQX44300111N00144DS FQX44300112N00144DS FQX44300113N00144DS FQX44300114N00144DS FQX44300115N00144DS FQX44300102N00144DS FQX44300122N00144DS FQX44300125N00144DS FQX44300125N00144DS FQX44300126N00144DS FQX44300103N00144DS FQX44300104N00144DS FQX44300105N00144DS FQX44300106N00144DS FQX44300107N00144DS FQX44300108N00144DS FQX44300109N00144DS SG(1) SG(1) SG(1) SG(1) SG(1) SG(1) SG(1) SG(1) SG(1) SG(1) SG(1) SG(1) SG(1) SG(1) SG(1) SG(1) SG(1) SG(1) SG(1) SG(1) SG(1) SG(1) SG(1) SG(1) SG(1)