FANUC硬件接口及连接
Fanuc机器人IO接口和UIUO接口配置

Fanuc机器人IO接口和UIUO接口配置Fanuc机器人提供了多种IO接口和UIUO接口配置选项,以满足不同用户的需求。
在本文档中,我们将介绍Fanuc机器人IO接口和UIUO接口的配置方法。
IO接口配置Fanuc机器人的IO接口用于与外部设备进行通信,如传感器、执行器等。
以下是Fanuc机器人IO接口配置的步骤:1. 打开Fanuc机器人的控制面板,并进入IO接口配置菜单。
2. 在菜单中选择要配置的IO接口编号。
Fanuc机器人通常有多个IO接口可供选择。
3. 根据需要配置每个IO接口的输入和输出端口。
输入端口用于接收外部设备的信号,输出端口用于向外部设备发送信号。
4. 配置每个端口的信号类型和参数。
根据外部设备的要求,选择适当的信号类型和参数设置。
5. 完成配置后,保存并退出IO接口配置菜单。
UIUO接口配置Fanuc机器人的UIUO接口用于与用户界面设备进行通信,如操作面板、触摸屏等。
以下是Fanuc机器人UIUO接口配置的步骤:1. 打开Fanuc机器人的控制面板,并进入UIUO接口配置菜单。
2. 在菜单中选择要配置的UIUO接口编号。
Fanuc机器人通常有多个UIUO接口可供选择。
3. 根据需要配置每个UIUO接口的输入和输出端口。
输入端口用于接收用户界面设备的信号,输出端口用于向用户界面设备发送信号。
4. 配置每个端口的信号类型和参数。
根据用户界面设备的要求,选择适当的信号类型和参数设置。
5. 完成配置后,保存并退出UIUO接口配置菜单。
需要注意的是,Fanuc机器人的IO接口和UIUO接口的配置可能因机型和软件版本而有所不同。
请参考Fanuc机器人的用户手册或咨询Fanuc技术支持,以获得详细的配置指导。
以上就是Fanuc机器人IO接口和UIUO接口配置的简要介绍。
希望本文档能对您的工作有所帮助。
如有其他问题,请随时与我们联系。
FANUC DEVICENET配置说明

FANUC DeviceNet IO 配置说明一、硬件连接1.系统要求a.FANUC Device Net 接口板b.FANUC R-J3iC 控制柜c.DeviceNet 接口设备d. 5 芯Phoenix 接口*2+专用电缆+120Ω电阻*2e.系统软件——DeviceNet Interface(J753)2.连线图以WAGO750-346 I/O 模块为例,硬件连接如下:图 1. DeviceNet 连接由于FANUC 按照I/O 个数进行分配,所以WAGO 数字量模块可以单块(750-402,750-504)的加入,无须凑齐8 位的倍数加入。
但是在机器人识别时,仍按照8 的整数倍分配I/O。
配置的最后几位I/O 无法使用。
3.MAC 地址设置接口板和I/O 设备均需要设置MAC 地址,DeviceNet 链中所有设备必须都有唯一的MAC 地址。
后续软件配置中需要使用,必须配置正确。
a.FANUC 接口板MAC 地址设置以单通道DeviceNet 接口板SST-DN3–104 为例:接口板MAC 地 址拨码开关 (DIP )图 2. 接口板MAC 地址设置b. Device Net I/O 设备 MAC 地址设置以 WAGO (750-346)模块为例:图 3. WAGO (750-346)MAC 地址设置二、 软件设置完成硬件连接后,开始软件配置。
必须确保机器人先于 DeviceNet设备上电,否则有很大几率出现设备无法连接的问题。
1. 进入 MENUS->I/O->DeviceNet 界面。
将当前使用的接口卡激活(ONLINE )。
如果出现无法激活的情况,请检查接口卡的MAC 地址设置。
确保DIP 开关号与插槽号(RACK)相一致。
图4. 激活DeviceNet 接口卡2.板卡激活后,按DIAG 键进入诊断界面,开始寻找外部I/O 设备。
如果不确定外部设备的MAC 地址,点击BROWSE 键可以自动寻找外部设备。
fanuc接口及连接
1
60 2009-04-15
梯形图地址分配
如果支持I/O Link 的β放大器作为一个 I/O Link 从单元使用,I/O 地址在CNC 侧的PMC 中指定。 因为从单元的数据输出为16 字节,所 以输入/输出点数必须设为128 点。 模块名称设为PM16I(输入)和PM16O (输出), BASE 设为0,SLOT 设为1。
1 23 2009-04-15
分离型绝对脉冲编码器的电池(6VDC)
一个电池单元可以使六个绝对脉冲编码器的 当前位置值保持一年。 当电池电压降低时,在LCD 显示器上就会出 现APC 报警3n6~3n8(n:轴号)。当出现 APC 报警3n7 时,请尽快更换电池(通常应 该在出现该报警后2 到3 周内更换),这取决 于使用的脉冲编码器的数量。 如果电池电压降低太多,脉冲编码器的当前 位置就可能丢失。在这种情况下接通控制器 的电源, 会出现APC 报警3n0(请求返回参 考点报警)。更换电池后,应立即进行机床 返回参考点操作。因此,建议不管有无APC 报警,每年更换一次电池。
R: 为每单位长度的导线的电阻[Ω/m] m: 0V 电线的数量(=5V 导线的数量) L: 电线长度[m]
因此, L ≤m/R 一般电缆最长为50m。当使用两个手摇脉冲发 生器时,电缆最长为38.37m;当使用三个手 摇脉冲发生器时,最长为25.58m。
1 36 2009-04-15
高速跳转信号(HDI)的连接口
18I系统允许的主轴配置
1
42 2009-04-15
串行主轴接口
1
43 2009-04-15
1
44 2009-04-15
模拟主轴接口
1
45 2009-04-15
FANUC系统硬件介绍
a
16
新0IC系统后视图
BEIJING-FANUC
a
17
新0IC系统硬件功能
BEIJING-FANUC
a
18
新0IC系统的主板型号
BEIJING-FANUC
a
19
新0IC系统主板插头定义
BEIJING-FANUC
a
20
轴卡电源的安装位置
BEIJING-FANUC
a
21
新0IC的FROM/SRAM卡安装位置
高速高精度复合型多轴多系统控制的纳米级CNC
FANUC Series 30i/31i/32i-MODEL A
●5轴加工机、复合加工机、多轴多路径的尖端机床
a
6
I/O单元
FANUC I/O Link
DI/DO 1024/1024
机械侧 I/O
机床操作盘
分散 I/O 0i用I/O模块
BEIJING-FANUC
a
14
2.存储数据类型
BEIJING-FANUC
NC内有SRAM和FROM 2个存储区,并分别存储有以下数据.
a
15
2.BOOT系统
BEIJING-FANUC
BOOT系统是在接通电源时把存放在FROM存储器中的各种软 件转送(安装)到系统作业用DRAM存储器中的一种软件.
在FROM/SRAM模块上的闪存卡里,存储的软件有CNC系统 软件,伺服软件,PMC管理软件和PMC梯形图。在开机时这 些软件(CNC的管理软件)从FROM先登陆到DRAM模块和伺 服卡的RAM后再开始执行。如果存储在FROM/SRAM模块的 软件被破坏就发生ROM奇偶性报警.
随着电子技术和计算机技术以及IT技术的发展,目前,这些机床与
fanuc系统硬件连接图

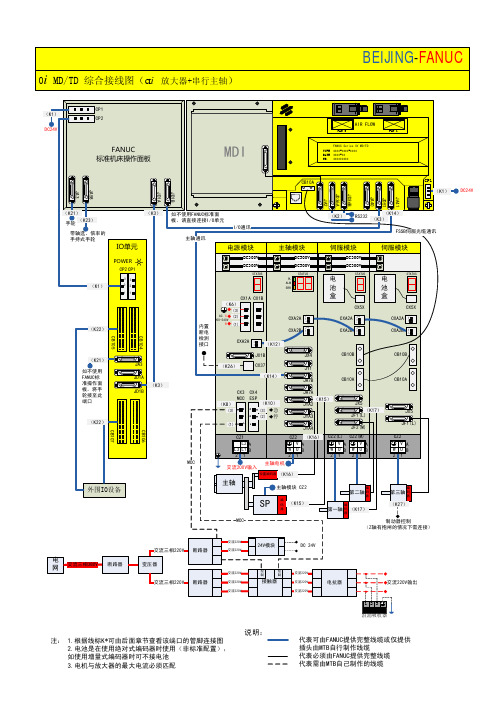
说明:代表可由FANUC 提供完整线缆或仅提供插头由MTB 自行制作线缆代表必须由FANUC 提供完整线缆代表需由MTB 自己制作的线缆注: 1.根据线标K*可由后面章节查看该端口的管脚连接图2.电池是在使用绝对式编码器时使用(非标准配置),如使用增量式编码器时可不接电池3.电机与放大器的最大电流必须匹配综合接线图(i说明:代表可由FANUC 提供完整线缆或仅提供插头由MTB 自行制作线缆代表必须由FANUC 提供完整线缆代表需由MTB 自己制作的线缆注: 1.根据线标K*可由后面章节查看该端口的管脚连接图2.电池是在使用绝对式编码器时使用(非标准配置),如使用增量式编码器时可不接电池3.电机与放大器的最大电流必须匹配说明:代表可由FANUC 提供完整线缆或仅提供插头由MTB 自行制作线缆代表必须由FANUC 提供完整线缆代表需由MTB 自己制作的线缆注: 1.根据线标K*可由后面章节查看该端口的管脚连接图2.电池是在使用绝对式编码器时使用(非标准配置),如使用增量式编码器时可不接电池3.电机与放大器的最大电流必须匹配说明:代表可由FANUC 提供完整线缆或仅提供插头由MTB 自行制作线缆代表必须由FANUC 提供完整线缆代表需由MTB 自己制作的线缆注:1.根据线标K*可由后面章节查看该端口的管脚连接图2.电池是在使用绝对式编码器时使用(非标准配置),如使用增量式编码器时可不接电池3.电机与放大器的最大电流必须匹配DC24Vii ipositioncoder24V24V接近开关制动插脚,制动插脚i 电源i 电源。
FANUC硬件接口及连接

电压不要超出上 z 述范围。 z 允许的输入瞬间中断持续时间: z 10ms(输入幅值下降100%时) z 20ms(输入幅值下降50%时)
有垂直轴时的注意事项
z 机床有垂直轴时,应选择电压持续时间长的 DC 电源,以减小断电(或电源出现故障)时 垂直轴的下落量。
与标准MDI 单元的连接
z MDI单元分T 系列和M系列 z 9″CRT/MDI 单元 z 7.2″LCD/MDI 单元 z 8.4″LCD/MDI 单元 z 独立式MDI 单元 z 有英文显示和符号显示 z 有全键与标准型之分
与I/O 设备的连接
z I/O 设备是用来将CNC 的程序、参数等 各种信息,通过外部设备输入到CNC 中,或从CNC 中输出给外部设备。 (JD36A、JD5A)
z 1. I/O Link 连接的从属I/O 单元断电, z 显示单元断电(电源为24VDC), z CNC 控制单元断电(24VDC), z 分离型检测器接口单元断电(24VDC)。 z 2. 伺服放大器功率电源(200VAC)和
分离型检测器(直线光栅尺)电源断电。 z 3. 机床的电源(200VAC)断电。
分离型绝对脉冲编码器的电池(6VDC)
z 一个电池单元可以使六个绝对脉冲编码器的 当前位置值保持一年。
z 当电池电压降低时,在LCD 显示器上就会出 现APC 报警3n6~3n8(n:轴号)。当出现 APC 报警3n7 时,请尽快更换电池(通常应 该在出现该报警后2 到3 周内更换),这取决 于使用的脉冲编码器的数量。
电源接通顺序
z 1. 机床的电源(200VAC)。 z 2. 伺服放大器的控制电源(200VAC)。 z 3. I/O Link 连接的从属I/O 设备; z 显示器的电源(24VDC); z CNC 控制单元的电源; z 分离型检测器(光栅尺)的电源; z 分离型检测器接口的单元(24VDC)
FANUC硬件线路连接图
说明:
代表可由FANUC提供完整线缆或仅提供
注:1.根据线标K*可由后面章节查看该端口的管脚连接图
说明:
说明:
代表可由FANUC 提供完整线缆或仅提注:1.根据线标K*可由后面章节查看该端口的管脚连接图
2.电池是在使用绝对式编码器时使用(非标准配
说明:
代表可由FANUC 提供完整线缆或仅提注:1.根据线标K*可由后面章节查看该端口的管脚连接图
2.电池是在使用绝对式编码器时使用(非标准配
说明:
代表可由FANUC提供完整线缆或仅提供注: 1.根据线标K*可由后面章节查看该端口的管脚连接图
插头由MTB自行制作线缆
说明:
代表可由FANUC 提供完整线缆或仅提供插头由MTB 自行制作线缆
注: 1.根据线标K*可由后面章节查看该端口的管脚连接图
2.电池是在使用绝对式编码器时使用(非标准配置),
说明:
代表可由FANUC 提供完整线缆或仅提供插头由MTB 自行制作线缆
注: 1.根据线标K*可由后面章节查看该端口的管脚连接图
2.电池是在使用绝对式编码器时使用(非标准配置),DC24V
i
i i
position
coder
24V
24V
接
于
为制动插脚于,
为制动插脚
i
电源故障检测
i
电源故障检测
i
i i。
【发那科FANUC机器人】机器人硬件介绍(NEW)
Process IO
2021/2/9 Tuesday
对应分线器接线端子
24V+
2021/2/9 Tuesday
Process IO
Process IO
2021/2/9 Tuesday
Process IO
2021/2/9 Tuesday
Process IO
2021/2/9 Tuesday
2021/2/9 Tuesday
马达 (编码器,电机,包闸机构) 减速机
J3轴结构简介
机器人本体硬件概况/机器人本体
2021/2/9 Tuesday
马达 (编码器,电机,包闸机构) 减速机
J4轴结构简介
机器人本体硬件概况/机器人本体
2021/2/9 Tuesday
马达 (编码器,电机,包闸机构) 减速机
1、Teach pendant 1)点动机器人 2)编写机器人程序 3)试运行程序 4)生产运行 5)查阅机器人的状态 (I/O设置,位置
显示屏 指示灯 急停开关 使能开关 键盘 DEADMAN SW
电源供应器 操作面板
风扇 变压器
电池
IO单元
背板(基板)
主板
R-J3i C控制器
外围设备
示教器 外围急停信号
内部处理信号
Process IO
允许控制器接受 指令使能信号
程序选择信号
程序选择闸门保护信号
机器人程序选择 反馈信号
2021/2/9 Tuesday
REMOTE CONDITION
仿真
2021/2/9 Tuesday
本节内容结束
2021/2/9 Tuesday
机器人本体硬件概况/机器人本体
FANUC硬件接口

CP1A 供电输入
主控制板
CN2 软键接口 CA55 MDI 面板接口
JD36A 和JD36B 接口,RS232接口,与电脑连接
JA40 模拟输出/高速接口 JD1A 串行主轴/编码器接口 JA7A
模拟主轴位置编码器接口/ 主轴伺服驱动
OI I/O LINK 接线
电源和主轴模块
电源接口:
CX1A 外部200VAC电源输入CX1B 到主轴驱动的CX1A CX3
CX4
TB2 外部200VAC电源
TB1 到主轴驱动的TB1
JX1B 到主轴驱动JX1B 主轴驱动接口:
CX1A 电源模块200VAC电源输入JA7B 从控制单元JA7A过来
JA7A 到下一个主轴的JA7B
CX2A 从电源模块过来
CX2B 到主轴的CX2A
JX1A 从电源模块JX1B过来
JY2 位置编码器
TB2 主轴电机
TB1 到伺服驱动TB2
伺服驱动接口:
COP10B 从控制单元COP10B(FSSB)过来COP10A 到下一个伺服的COP10A
CX2A 从主轴模块的CX2B过来
CX2B 到下一个伺服的CX2A
JX1A 从主轴模块JX1B过来
JF1 伺服电机编码器
TB2 伺服电机
伺服电机位置接口:
CP11A 24V供电
COP10B 从最后一个伺服驱动的COP10A过来COP10A 到下一个模块的COP2B
CNF1
JF101 轴1位置编码器
JF102 轴2位置编码器
JF103 轴3位置编码器
JF104 轴4位置编码器
TA4A 绝对位置电池。
FANUC 0I系统的连接与调试

C)伺服电机动力线和反馈线都带有屏蔽,一定要将屏蔽做接地处理,并且信号线和动力线要分开接地,以免由于干扰产生报警。如下所示:
D)对于PSM的MCC(CX3)一定不要接错,CX3的1,3之间只是一个内部触点,如果错接成200V,将会烧坏PSM控制板。如下图所示正确接法。
・按[SETING]软键。(若显示警告信息,请重新设定)。
・在轴设定画面上,指定关于轴的信息,如分离型检测器接口单元的连接器号。
・按[SETING]键(若显示警告信息,重复上述步骤)。此时,应关闭电源,然后开机,如果没有出现5138报警,则设定完成。
・首先把3111#0 SVS设定为1显现伺服设定和伺服调整画面。翻到伺服参数设定画面,如下图示,设定各项(如果是全闭环,先按半闭环设定)。
FANUC系统的连接与调试
第一节硬件连接
简要介绍了0IC/0I Mate C的系统与各外部设备(输入电源、放大器,I/O等)之间的总体连接,放大器(αi系列电源模块,主轴模块,伺服模块,βis系列放大器,βiSVPM)之间的连接以及和电源,电机等的连接,和RS232C设备的连接。最后介绍了存储卡的使用方法(数据备份,DNC加工等)。
G)对于I/O Link[JD1A]是连接到I/O模块或机床操作面板的,必须连接。
H)存储卡插槽(在系统的正面),用于连接存储卡,可对参数、程序、梯形图等数据ቤተ መጻሕፍቲ ባይዱ行输入/输出操作,也可以进行DNC加工。
1)伺服/主轴放大器的连接
以上是以0iC带主轴放大器为例的连接图。
注意:A)PSM、SPM、SVM(伺服模块)之间的短接片(TB1)是连接主回路的直流300V电压用的连接线,一定要拧紧,如果没有拧的足够紧,轻则产生报警,重则烧坏电源模块(PSM)和主轴模块(SPM)。
FANUC调机说明

内容提要第一节:硬件连接简要介绍了0IC/OI Mate C的系统与各外部设备(输入电源,放大器,I/O等)之间的总体连接,放大器(αi系统电源模块,主轴模块,伺服模块,βis系列放大器,βiSVPM)之间的连接以及和电源,电机等的连接,和RS232C设备的连接。
最后介绍了存储卡的使用方法(数据备份,DNC加工等)。
第二节:系统参数设定简单介绍发伺服参数初始化,基本参数的意义和设定方法,各种型号伺服电机及主轴电机的代码表,有关模拟主轴及串行主轴的注意点,主轴常用的参数说明,常用的PMC信号表,模具加工用(0IMC)机床高速高精度加工参数设定。
第三节:伺服参数调整详细介绍伺服参数初始化步骤,伺服参数优化调整,全闭环控制的参数设定及调整,振动抑制调整。
第四PMC调试步骤简单介绍了由电脑中编辑完成的梯形图和系统中的PMC梯形图之间的转换,不同类型的PMC(如:SA1格式的要转换为SB7的格式)之间的转换方法,各种I/O单元及模块的地址分配方法。
第一节硬件连接目前北京FANUC出厂的OiC/C包括加工中心/铣床用的OIMC/0i-Mate-MC和车床用的OITC/0i-Mate-TC,各系统一般配置如下:系统型号用于机床放大器电机0iC最多4轴0iMC 加工中心,铣床αi系列的放大器αi,αIs系列0iTC 车床αi系列的放大器αi,αIs系列0i Mate C 最多3轴0i Mate MC 加工中心,铣床βi系列的放大器βi,βIs系列0i Mate TC 车床βi系列的放大器βi,βIs系列注意:对于0i Mate-C,如果没有主轴电机,伺服放大器是单轴型(SVU),如果包括主轴电机,放大器是一体型(SVPM),下面详细介绍基本高度步骤。
1、核对按照订货清单和装箱单仔细清点实物是否正确,是否有遗漏、缺少等。
如果不一致,请立即和FANUC联系。
2、硬件安装和连接1)在机床不通电的情况下,按照电气设计图纸将CRT/MDI单元,CNC主机箱,伺服放大器,I/O板,机床操作面板,伺服电机安装到正确位置。
发那科FANUC硬件接口及连接

与手摇脉冲发生器的连接
使用手摇脉冲发生器时的电缆长度 手摇脉冲发生器和脉冲编码器一样使用5V 直 流电源。电缆电阻引起的电压降不能超过 0.2V(5V 对0 的压降)。 0.2 ≥(0.1 × R ×2L)/M 其中: 0.1:为电源给手动脉冲编码器的电流,等于0.1A。
I/O模块外形图
I/O模块型号规格
I/O模块耗费电流
I/O 模块连接插脚图
DI 信号和接收器
DI 信号基本上是属于漏极型。有些DI 信号既可以被设为漏极型又可以被设为 源极型。 I/O 板为可选接收器提供了一个公共信 号。公共信号连接到0V 还是24V 决定 了DI 信号是漏极型的还是源极型的。 源极型的DI 信号从安全观点来看是不可 取的,因为若输入信号线地,它就会保 持和触点闭合相同的状态,所以推荐所 有的DI 信号都设置为漏极型。 将公共端信号连接在0V 或24V,不能悬 空。
RS-232-C通讯电缆
9芯PC 1 2 3 4 5 6 7 8 9 25NC 1 2SD 3RD 4RS 5CS 6DR 7SG 8CD 20ER 20(0-MC) 9SD 8RD 20RS 19CS 18DR 17SG 16CD 5ER 20(0I) 11SD 1RD 15RS 5CS 3DR 16SG 7CD 13ER
电缆卡紧及屏蔽
CNC 需要进行屏蔽的电缆必须进行卡 紧。 目的是为了支撑电缆和电缆屏蔽。保证 CNC 系统操作的稳定性, 将电缆外层剥掉一块露出屏蔽层。用电 缆卡子夹紧此处,并卡在地线板上。
外部24VDC 电源(稳压电源)指标:
高速跳转信号(HDI)的连接
发那科数控系统的硬件连接

任务实施一: 任务实施一: 完成数控系统、X轴放大器、(Y轴放大器)、 Z轴放大器的FSSB总线的连接。
任务实施二:完成 的连接。 任务实施二:完成I/O LINK 的连接。
任务实施三:完成伺服电机、 任务实施三:完成伺服电机、伺服放大器的连接
3) 主电源连接 主电源是用于伺服放大器动力电源。
4) 输出接伺服电机连接
5) 伺服电机反馈(编码器)的连接
6) 急停与MCC 连接 该部分主要用于对伺服主电源的控制与伺服放大 器的保护,如发生报警、急停等情况下能够切断 伺服放大器主电源。
(1)急停控制回路 急停控制回路一般有两个部分构 成,一个是PMC 急停控制信号 X8.4;另外一路是伺服放大器的 ESP 端子,这两个部分中任意一 个断开就出现报警,ESP 断开出 现SV401 报警,X8.4 断开出现 ESP 报警。但这两个部分全部是 通过一个元件来处理的,就是急 停继电器KA1。 (2) 伺服上电回路 伺服上电回路是给伺服放大器主 电源供电的回路,伺服放大器的 主电源一般采用三相220V 的交 流电源,通过交流接触器接入伺 服放大器,交流接触器的线圈受 到伺服放大器的CX29 的控制, 当CX29 闭合时,交流接触器的 线圈得电吸合,给放大器通入主 电源。
布置任务:现场认识FANUC Oi布置任务:现场认识FANUC Oi-C系统主板接 口。 步骤: 步骤: 学生使用六角扳手打开系统后板; 1)学生使用六角扳手打开系统后板; 观察系统接口,掌握每个接口的作用。 2)观察系统接口,掌握每个接口的作用。
主轴指令信号连接: 发那科的主轴控制采用两种类型,分别是 模拟主轴与串行主轴,模拟主轴的控制对 象是系统JA40 口输出0-10V的电压给变频 器,从而控制主轴电机的转速。 思考:主轴正反转如何控制的?
FANUC数控系统硬件的连接ppt

Fanuc数控系统硬件的未来展望
更加智能化
云端化
绿色环保
多轴联动
未来的Fanuc数控系统硬件将更 加智能化,具备更高级别的自动 化和自适应性,能够更好地适应 各种复杂应用场景。
随着云计算技术的发展,Fanuc 数控系统硬件将逐渐实现云端化 ,实现数据集中管理和远程监控 ,提高设备运行效率和生产效益 。
屏蔽措施
为了防止电磁干扰,信号线应采取屏蔽措施,如使用屏蔽电 缆或穿管铺设。
硬件设备的兼容性
匹配型号
Fanuc数控系统与硬件设备必须匹配型号,以确保系统的稳定性和可靠性。不匹配的硬件设备可能导致系统故 障或降低性能。
兼容性检查
在连接硬件设备之前,应检查其与Fanuc数控系统的兼容性。可以通过查阅产品手册或联系供应商来获取兼容 性信息。
电源与接地
电源稳定
Fanuc数控系统需要稳定的电源供应,以保证其正常运转。电源波动可能会 导致系统故障或精度降低。
接地良好
为了防止静电和电磁干扰,Fanuc数控系统必须接地。接地不良会导致系统运 行不稳定,甚至损坏系统。
信号线的连接
正确连接
信号线是传输控制指令和反馈信息的重要通道。必须正确连 接信号线,避免信号丢失或错误。
《fanuc数控系统硬件的连 接》
2023-10-29
目 录
• Fanuc数控系统硬件介绍 • Fanuc数控系统硬件连接流程 • Fanuc数控系统硬件连接注意事项 • Fanuc数控系统硬件常见故障及解决方案 • Fanuc数控系统硬件发展趋势与展望 • Fanuc数控系统硬件应用案例分享
01
要点一
总结词
要点二
详细描述
采用Fanuc数控系统硬件的企业成功降低维护成本,同 时优化设备性能。
FANUC 0i-D主控单元的接口及硬件连接

CNC单元与多主轴模块连接
2020/9/20
FANUC 0i-D主控单元的接口及硬件连接
二、FANUC 0i-D CNC单元的接口及硬件连接 3、模拟主轴接口JA40 如果采用非FANUC公司主轴电机,则可以采用变频器驱动。变频 器和CNC之间通过JA40接口连接,这时CNC通过JA40接口给变频器提供 -10V~+10V模拟指令信号。CNC、变频器、主轴电机连接图如图所示。
2020/9/20
CNC、变频器、主轴电动机的连接
FANUC 0i-D主控单元的接口及硬件连接
二、FANUC 0i-D CNC单元的接口及硬件连接 4、I/O Link接口JD51A
对于数控机床各坐标轴的运动控制,即在用户加工程序中的G、F指 令部分,由数控系统控制实现;而对于数控机床顺序逻辑动作,即在用 户加工程序中用M、S、T指令部分,由PMC控制实现。其中包括主轴速度 控制、刀具选择、工作台更换、转台分度、工件夹紧与松开等。这些来 自机床侧的输入、输出信号与CNC之间是通过I/O Link建立信号联系的。
8、伺服放大器接口COP10A
伺服放大器SVM通过COPI0A、COP10B接口接受CNC发出的进给运动速度和位移指令 信号,对传送过来的信号进行转换和放大处理,驱动各轴伺服电动机运转,实现刀具 和工件之间的相对运动。FANUC数控系统与伺服放大器接口之间的连接采用FSSB (FANUC Serial Servo Bus)。对于FANUC单台伺服放大器,有驱动一轴的,有驱动两 轴的,有驱动三轴的。CNC、伺服放大器、伺服电机之间的连接如图所示。
数控机床调试与维修
Debugging and Maintenance of NC Machine Tool
FANUC系统硬件介绍

2.Series 0i-C系统构成
BEIJING-FANUC
系统构成
以太网 10 base T/100 base TX
I/F和B型相同
Series 0i-C
Internet
PC
7.2“ LCD/MDI(单色) 8.4 “ LCD /MDI (彩色) 10.4“LCD(彩色)+MDI
伺服放大器 ai series
4.急停的连接
BEIJING-FANUC
4.电机制动器的连接
BEIJING-FANUC
4.通过RS232和电脑的连接
BEIJING-FANUC
4.通过RS232和电脑的连接
BEIJING-FANUC
5.系统规格
0i Mate-C CNC 0i-C FS-30i,FS16i,18i,21i - B βi SVPM ( 一体化结构 ) αi 伺服放大器
BEIJING-FANUC
用途 伺服放大器(FSSB) MDI 伺服检查板 RS-232C串口 RS-232C串口 模拟输出/高速DI I/O Link 串行主轴/位置编码器 DC24V-输入
3.控制装置结构
RISC板(18i-MB) 高精度轮廓控制功能 子CPU板(18i-TB) 双系统控制用子CPU · 2~6轴控制 · 主轴串行接口 · 主轴模拟输出 上料器控制板 上料器控制功能 · 2/4轴控制 · PMC-SA1 · 电池保护存储器 数据服务器板 数据服务器功能(ATA I/F) 主板 CNC控制用CPU · 电源回路 · 电池保护存储器 · 2~6轴控制 · 主轴串行接口 · LCD显示控制 · MDI接口 · I/O链路 · PMC-SB7 · 主轴模拟输出 (选项) · 高速DI · RS-232C×2 · 存储卡接口 · 以太网
Fanuc机器人devicenet连接配置

Devicenet连接简介:机器人做主站万可现场总线适配器做远程终端1,硬件: A full-slot motherboardSST-DN3-104 daughterboard万可device net现场适配器750-346,数字输入模组750-402,数字输出模组750-531终端模块750-600。
24伏开关电源。
2,软件:机器人安装devicenetinterface, device net slave(做主站可以不要)软件。
3,现场总线接法:1,0V 黑色2,24V 红色3,CAN_H 白色4,CAN_L 蓝色5,DRAIN 灰色现场总线适配器接法与机器人接法一致1,前六位二进制码,设置MC ID;2,后两位二进制码,设置波特率,125k,250k,500k机器人MC ID与波特率在软件中设置。
4,机器人TP设置:1)配置与连接device net接口子板Press MENUS、Select I/O、Press F1, [TYPE]、Select Device Net、(在子板上有PID拨码开关,设置第几块板)2) press F4, DETAIL配置子板:Board DetailBoard: 1 Status:OFFLINEScanner type: SST 5136-DN-104Motherboard: Full-slot1 MAC-ID: 02 Baud-rate: 125 KB3 Board auto-restart: OFF4 Input resume state (rack 81): LASTSlave Operation:Slave Status: OFFLINE5 SLAVE ErrorSeverity: WARN6 Size of output from master: 0 bytes7 Size of input to master: 0bytespress PRVE,EXIT;移动光标,press F4, ONLINE3)在线搜寻网络设备,press NEXTPressF3,DIAG、(WAGO远程终端得MC ID为1;)Press F4, QUERY、If the query issuccessful,如下:Device Net DeviceInfo 1/8Board: 1Mac Id: 11 Baud-rate: 125 KB2Device name: 750-3463 Vendor Id:404 Device Type: 125 ProductCode: 3466 I/O Mode: POLL7 Digital inputs: 248 Digital outputs:169 Analog inputs: 010 Analogoutputs: 211 COS/CYC Ack: YES12 Analog First: NO13 Input Data Offset (bytes): 04)在用户定义列表中增加网络设备设置信息,Press F3,ADD_DEF、5)为机器人主站创建设备列表,press F3,DEV_LSTDevice List Screen6)机器人重新启动,机器人根据设备列表为远程设备自动分配I/O7)移动光标使远程终端750-346 ONDevice ListScreen。
FANUC数控系统硬件的连接

FANUC i系列机箱共有两种形式,一种是内装式,另
一种是分离式。
内装式CNC与LCD的实装
FANUC i系列分离式系统
FANUC 0i-TD系统结构示意图
数控系统主机硬件
发那科0iD 数控系统主机方框图
FANUC 0i系统各板插接位置图
三、FANUC数控系统硬件连接
FANUC 0i系统各板插接位置实物图
FANUC的PMC地址分配大致如下: X……MT输入到PMC的信号,如接近开关、急停信号等。 Y……PMC输出到MT的信号。 F……CNC输入到PMC的信号,是固定的地址。 G……PMC输出到CNC的信号,也是固定的地址。 R、T、C、K、D、A为PMC程序使用的内部地址。
0i用I/O模块是配置FANUC系统的数控机床使用最为广泛的I/O模块 ,如图所示,采用4个50芯插座连接的方式,分别是COB104/COB105/ COB106/COB107。
3.伺服检测口[CA69],不需要连接。 4.电源线一般有两个接口,一个为+24V输入(左),另一个+24V 输出(右),每根电源线有三个管脚,电源的正负不能接反,具体接线 如下:
(1)24V (2)0V (3)保护地
5.RS232接口,它是与电脑通讯的连接口,共有两个,一般接左边, 右边为备用接口,如果不与电脑连接,则不用接此线(推荐使用存储卡 代替RS232口,传输速度及安全性都比串口优越)。
1.电源接口CP1 电源要求:DC24V±10%(21.6—26.4V)
数控系统电源电路图
2)通讯接口RS-232-C、JD36A、JD36B
可以通过RS232口与输入输出设备(电脑)等相连,用来将CNC程序 、参数等各种信息,通过RS232电缆输入到NC中,或从NC中输出给输入/ 输出设备的接口。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
通过I/O Link 连接FANUC 伺服单元β系列
可以连接的最大单元数
控制单元可以连接支持I/O Link 的β放 大器的最大数目是由该控制单元提供的 FANUC I/O Link 点数来决定的。 对于0i 系列,FANUC I/O Link的I/O点 数为1024/1024。 一个支持I/O Link 的β放大器在FANUC I/O Link中占用128 个输入/输出点。 如果没有其它单元与控制单元相连,支 持I/OLink 的β放大器最多可连8 个。
内置I/O 卡的连接插脚图
I/O LINK连接
I/O LINK电缆超过10米,要用光缆及其适配器连接
I/O Link 的电缆连接
+5V 端子用于光缆I/O Link 适配器,当用普通电缆连接时无需使用。 若不用光缆I/O Link 适配器,无需+5V 接线。
输出电压:+24V±10%(21.6V~26.4V) (包括电压波动和噪声,见下图。) 输出电流:连续负载电流必须大于CNC 的耗 散电流 (在强电柜内允许 的最高温度下)。 负载的波动(包括突变电流): 由于外部输出或其它因素使负载波动时输出 电压不要超出上 述范围。 允许的输入瞬间中断持续时间: 10ms(输入幅值下降100%时) 20ms(输入幅值下降50%时)
电源关断顺序
1. I/O Link 连接的从属I/O 单元断电, 显示单元断电(电源为24VDC), CNC 控制单元断电(24VDC), 分离型检测器接口单元断电(24VDC)。 2. 伺服放大器功率电源(200VAC)和 分离型检测器(直线光栅尺)电源断电。 3. 机床的电源(200VAC)断电。
接地系统中的注意事项
在CNC 控制单元中仅在一处将信号地 与框架地(FG)连接起来。 系统地的电阻应该为100Ω 或更小(3 级接地)。 系统地的电缆必须有足够的横截面积以 保证安全地将系统故障(比如短路)时 的过载电流导入地下。 (通常,它的横截面积至少与交流电源 线的横截面积相同或更大。) 使用带有接地线的交流电源线,以保证 供电时地线接地。
CNC 与外围设备的连接
与显示单元/MDI 单元的连接
9″CRT/MDI 7.2″/8.4″和10.4″ LCD/MDI
与标准MDI 单元的连接
MDI单元分T 系列和M系列 9″CRT/MDI 单元 7.2″LCD/MDI 单元 8.4″LCD/MDI 单元 独立式MDI 单元 有英文显示和符号显示 有全键与标准型之分
R: 为每单位长度的导线的电阻[Ω/m] m: 0V 电线的数量(=5V 导线的数量) L: 电线长度[m]
因此, L ≤m/R 一般电缆最长为50m。当使用两个手摇脉冲发 生器时,电缆最长为38.37m;当使用三个手 摇脉冲发生器时,最长为25.58m。
高速跳转信号(HDI)的连接口
梯形图地址分配
如果支持I/O Link 的β放大器作为一个 I/O Link 从单元使用,I/O 地址在CNC 侧的PMC 中指定。 因为从单元的数据输出为16 字节,所 以输入/输出点数必须设为128 点。 模块名称设为PM16I(输入)和PM16O (输出), BASE 设为0,SLOT 设为1。
与I/O 设备的连接
I/O 设备是用来将CNC 的程序、参数等 各种信息,通过外部设备输入到CNC 中,或从CNC 中输出给外部设备。 (JD36A、JD5A) 手持文件盒(便携3″软磁盘驱动器) 是0i 系统的I/O 设备之一。I/O设备的接 口遵循RS-232C 标准,因此0i 系统可以 和任何RS-232-C 接口设备连接。
独立增量编码器接线
串行接口
分离型绝对检测器用电池连接
机床I/O接口概况
0i 系统有内置的I/O 板用于机床接口I/O。内置I/O 板DI/DO 的点 数为96/64 点。内置DI/DO 板必须根据下表用PMC 梯形图指定 为I/O Link的第一从属装置。 CNC 发生了内部系统报警,或 CNC 与操作面板I/O模块的通讯 失败,I/O 模块的所有DO 信号都断开。
高速跳转信号(HD求
电路结构
输入特性 绝对最大额定值 输入电压范围 Vin:-3.6~ +13.6V
主轴单元的连接
0I系统允许的主轴配置
I/O模块外形图
I/O模块型号规格
I/O模块耗费电流
I/O 模块连接插脚图
DI 信号和接收器
DI 信号基本上是属于漏极型。有些DI 信号既可以被设为漏极型又可以被设为 源极型。 I/O 板为可选接收器提供了一个公共信 号。公共信号连接到0V 还是24V 决定 了DI 信号是漏极型的还是源极型的。 源极型的DI 信号从安全观点来看是不可 取的,因为若输入信号线地,它就会保 持和触点闭合相同的状态,所以推荐所 有的DI 信号都设置为漏极型。 将公共端信号连接在0V 或24V,不能悬 空。
RS-232-C通讯电缆
9芯PC 1 2 3 4 5 6 7 8 9 25NC 1 2SD 3RD 4RS 5CS 6DR 7SG 8CD 20ER 20(0-MC) 9SD 8RD 20RS 19CS 18DR 17SG 16CD 5ER 20(0I) 11SD 1RD 15RS 5CS 3DR 16SG 7CD 13ER
电缆卡紧及屏蔽
CNC 需要进行屏蔽的电缆必须进行卡 紧。 目的是为了支撑电缆和电缆屏蔽。保证 CNC 系统操作的稳定性, 将电缆外层剥掉一块露出屏蔽层。用电 缆卡子夹紧此处,并卡在地线板上。
外部24VDC 电源(稳压电源)指标:
与I/O 设备的连接
RS-232-C 串行接口
RS-232-C 接口通常使用如下的信号。
RS-232-C 接口信号的意义
RS-232-C 口和I/O设备之间的连接
动力电源的接通、断开
控制单元的信号接地方法
噪音抑制器
强电柜中要用到线圈和继电器。当这些设备 接通/断开时由于线圈自感应会产生很高的脉 冲电压。 导线中的脉冲电压会对电子线路产生干扰 选择由电阻和电容组成的灭弧装置,这种灭 弧装置被称为CR 灭弧装置。(在交流中使用) (电阻在限制脉冲电压的峰值时有用。但不 能限制脉冲电压突然升高的电流,所以推荐 使用CR 灭弧器。) 灭弧器的电容和电阻参考值由静态线圈的直 流阻值和电流来决定。
控制单元电源的接通、断开ON/OFF 电路B
电源接通顺序
1. 机床的电源(200VAC)。 2. 伺服放大器的控制电源(200VAC)。 3. I/O Link 连接的从属I/O 设备; 显示器的电源(24VDC); CNC 控制单元的电源; 分离型检测器(光栅尺)的电源; 分离型检测器接口的单元(24VDC)
控制单元的电源连接电缆
存储器后备电池(3VDC)
零件的程序,偏置量和系统参数存储在控制单元的 CMOS 存储器中。上述数据在主电源切断时由后备电 池供电保持。 用后备电池可以使存储器中的内容保存一年。 当电池电压降低时,在显示器上就会出现“BAT” 字 样的系统报警,并且电池报警信号输出给PMC。当这 一报警信息出现时,请尽快更换电池。 通常,电池应该在2-3 周内更换,这依据系统的配置 而定。 如果电池电压下降很多,存储器的内容就不能继续被 保持。在这种情况下接通控制单元的电源,就会因为 存储器的内容的丢失而出现935 报警(ECC 错误)。 在更换电池后全部清除存储器内容,重新输入必要的 数据。更换控制单元的电池时,一定要保持控制单元 的电源为接通状态。 如果在电源断开的情况下断开存储器的电池,存储器 的内容就会丢失。
18I系统允许的主轴配置
串行主轴接口
模拟主轴接口
位置编码器接口
与伺服放大器连接
系统连接电缆分类及布线处理
接地
(1) 信号地系统(SG) 信号地(SG)提供了电信号系统的参 考电压(0V)。 (2) 框架地系统 框架地系统(FG)用于安全方面,并 且抑制内部和外部噪声。在框架地系统 中,将单元的外壳框架、面板和单元之 间接口电缆的屏蔽连接在一起。 (3) 系统地系统 系统地系统用来将设备和单元的框架地 系统和大地连接起来。
分离型绝对脉冲编码器的电池(6VDC)
一个电池单元可以使六个绝对脉冲编码器的 当前位置值保持一年。 当电池电压降低时,在LCD 显示器上就会出 现APC 报警3n6~3n8(n:轴号)。当出现 APC 报警3n7 时,请尽快更换电池(通常应 该在出现该报警后2 到3 周内更换),这取决 于使用的脉冲编码器的数量。 如果电池电压降低太多,脉冲编码器的当前 位置就可能丢失。在这种情况下接通控制器 的电源, 会出现APC 报警3n0(请求返回参 考点报警)。更换电池后,应立即进行机床 返回参考点操作。因此,建议不管有无APC 报警,每年更换一次电池。
硬件接口及连接
硬件概要
硬件连接(0i 、16I、18I、21I系列总连接图)显示器分离型
电柜外部的环境要求
与手摇脉冲发生器的连接
使用手摇脉冲发生器时的电缆长度 手摇脉冲发生器和脉冲编码器一样使用5V 直 流电源。电缆电阻引起的电压降不能超过 0.2V(5V 对0 的压降)。 0.2 ≥(0.1 × R ×2L)/M 其中: 0.1:为电源给手动脉冲编码器的电流,等于0.1A。
与伺服放大器及分离检测器连接
连接插头的分布位置
直线尺接线
对于A/B的光 栅尺,如移 动方向(极 性)不对, 可将PCA和 PCA*对调, PCB和PCB* 对调