1、品质检验标准点胶作业SMD-001
SMD生产工艺流程图
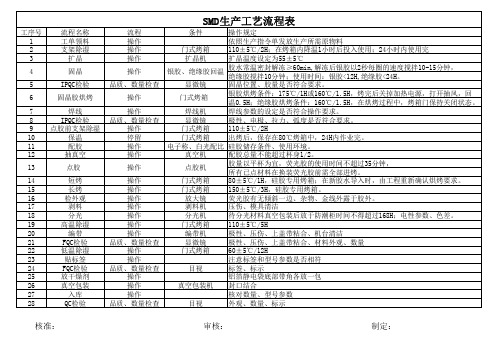
SMD生产工艺流程表工序号流程名称流程条件操作规定1工单领料操作依照生产指令单发放生产所需原物料2支架除湿操作门式烤箱110±5℃/2H;在烤箱内降温1小时后投入使用;24小时内使用完3扩晶操作扩晶机扩晶温度设定为55±5℃4固晶操作银胶、绝缘胶回温胶水常温密封解冻≥60min,解冻后银胶以2秒每圈的速度搅拌10-15分钟,绝缘胶搅拌10分钟;使用时间:银胶<12H,绝缘胶<24H。
5IPQC检验品质、数量检查显微镜固晶位置、胶量是否符合要求。
6固晶胶烘烤操作门式烤箱 银胶烘烤条件:175℃/1H或160℃/1.5H,烤完后关掉加热电源,打开抽风,回温0.5H;绝缘胶烘烤条件:160℃/1.5H,在烘烤过程中,烤箱门保持关闭状态。
7焊线操作焊线机焊线参数的设定是否符合操作要求。
8IPQC检验品质、数量检查显微镜极性、电极、拉力、弧度是否符合要求。
9点胶前支架除湿操作门式烤箱110±5℃/2H10保温停留门式烤箱出烤后,保存在80℃烤箱中,24H内作业完。
11配胶操作电子称、白光配比硅胶储存条件、使用环境。
12抽真空操作真空机配胶总量不能超过杯身1/2。
13点胶 操作点胶机胶量以平杯为宜,荧光胶的使用时间不超过35分钟,所有已点材料在换装荧光胶前需全部进烤。
14短烤操作门式烤箱80±5℃/1H,硅胶专用烤箱;在新胶水导入时,由工程重新确认烘烤要求。
15长烤操作门式烤箱150±5℃/3H,硅胶专用烤箱。
16检外观操作放大镜荧光胶有无倾斜一边、杂物、金线外露于胶外。
17剥料操作剥料机压伤、模具清洁18分光操作分光机待分光材料真空包装后放于防潮柜时间不得超过168H;电性参数、色差。
19高温除湿操作门式烤箱110±5℃/5H20编带操作编带机极性、压伤、上盖带粘合、机台清洁21FQC检验品质、数量检查显微镜极性、压伤、上盖带粘合、材料外观、数量22低温除湿操作门式烤箱60±5℃/12H23贴标签操作注意标签和型号参数是否相符24FQC检验品质、数量检查目视标签、标示25放干燥剂操作铝箔静电袋底部带角各放一包26真空包装操作真空包装机封口结合27入库操作核对数量、型号参数28QC检验品质、数量检查目视外观、数量、标示核准: 审核: 制定:。
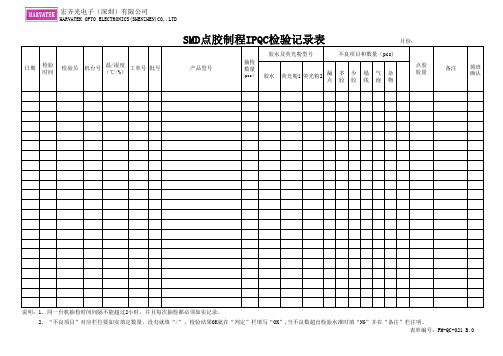
FM-QC-021 SMD点胶制程IPQC检验记录表B0
宏齐光电子(深圳)有限公司
HARVATEK OPTO ELECTRONICS(SHENZHEN)CO,.LTD 胶水荧光粉1荧光粉2
漏
点多胶少胶塌线气泡杂物表单编号:FM-QC-021 B.0 SMD点胶制程IPQC检验记录表 月份:
批号产品型号抽检数量
(pcs)点胶胶量备注领班确认胶水及荧光粉型号
不良项目和数量(pcs)说明:1、同一台机抽检时间间隔不能超过2小时,并且每次抽检都必须如实记录。
2、“不良项目”对应栏位要如实填定数量,没有就填“/”,检验结果OK就在“判定”栏填写“OK”,当不良数超出检验水准时填“NG”并在“备注”栏注明。
日期检验
时间检验员机台号温/湿度(℃/%)工单号。
注塑、涂装、电镀、硅胶、IML产品品质通用检验标准

注塑、涂装、电镀、硅胶、IML产品品质通用检验标准1. Purpose目的为使本公司产品能达到并维持一定的品质水准,并清晰地向客户阐明所提供产品的品质标准及检验方法,特制定本标准.2. Scope范围本公司提供给客户的注塑制品、涂装制品、IML制品的品质规格要求.3. Definitions定义3.1抽样方案:采用国家标准GB2828.1-2003idt国际标准ISO2859-1:1999计数型抽样检验程序单次抽样为本公司出货检验抽样标准。
合要求.MAJ重缺点:对产品组装功能、外观有影响,或两个轻缺点构成一个重缺点.MIN轻缺点:产品有一定瑕疵,但不影响产品外观、组装、功能者.3.2 外观等级分类及定义:A面: 产品正常工作状态下可见的表面,通常包括顶面、前面B面: 产品正常工作状态下不直接可见的表面,通常包括侧面和背面C面: 产品正常工作状态下不可见的表面,通常包括底面和内部3.3 检查基准:3.3.1 照度: 400~800 Lux光线的照明下, 以45度角,视力在1.0或以上无色盲的检查者进行检查。
3.3.2 A级面50cm的距离观察5秒钟以内发现不了缺点时判定为接受B.C级面50cm的距离观察3秒钟以内发现不了缺点时判定为接受(注:客户没有特别指示时缺点距离定为20mm,C面一般不作外观要求).3.3.3 跟外观不良限收样板比较检查,基准值以下判定为接受3.3.4 跟设计承认样品比较检查, 基准值以下判定为接受3.3.5 跟设计承认书及图面比较检查(外观及尺寸关联事项)4. Note 注意事项:4.1 本《通用品质检查标准》为我司所供应的注塑、喷涂、电镀、硅胶及IML制品之基本检测项目标准。
如客户要求比本标准更高的品质标准、或更严的抽样方案、或新增品质检查项目等,我们将以客户的检验标准为依据。
则产品价格将据品质成本的增加而有所变化.4.2 客户指定的供应商所供的物料或是客户直接提供的物料,按客户要求进行检验(或免检),如发生品质问题,需及时反馈。
SMT点胶作业规范
2.气压调试OK后正常情况下不可随便
1.检查出胶是否正常。
2.红胶 3.擦拭纸(无尘布)
修改
作业说明:
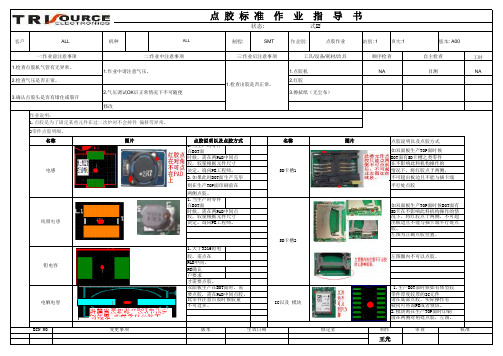
1.点胶是为了固定某些元件在过二次炉时不会掉件 偏移等异常。
2零件点胶明细。
名称 电感
图片
点胶说明以及点胶方式 1.当生产时零件 在BOT面 时候,需在两PAD中间点 胶,较量根据元件尺寸
决定。询问PE工程师。
要点胶,需在PAD中间点胶。 此零件注意点胶时候胶量 不可过多。
SD卡槽2 IC以及 模块
ECN NO
变更事项
版本
生效日期
修定者
顺序检查 NA
自主检查 目测
工时 NA
点胶说明以及点胶方式 如双面板生产TOP面时候 BOT面有SD卡槽之类零件 在不影响此料机构操作的 情况下,将红胶点于两侧, 不可超出板边且不能与插卡端 平行处点胶
如双面板生产TOP面时候BOT面有 SD卡在不影响此料机构操作的情 况下,将红胶点于两侧,不可超 出板边且不能与插卡端平行处点 胶。 左图为正确点胶位置。
左图圈内不可以点胶。
1.生产BOT面时候如有体型较
零件厚度较厚的IC元件 请在底部点胶。实际操作有 疑问可咨询PE或者领班。 2.模块则在生产TOP面时印刷 前在两侧对角处点胶,左图。
制作
审查
核准
王光
2.如果此时BOT面生产完毕
名称 SD卡槽1
则在生产TOP面印刷前在
线圈电感
两侧点胶。 1.当生产时零件 在BOT面 时候,需在两PAD中间点 胶,较量根据元件尺寸 决定。询问PE工程师。
图片
钽电容 电解电容
1B.O大 T面于时32需16要钽点电 胶,需点在 备 PAD注中:间钽。电容由 P是E确否认有点胶,客 户要求 才需要点胶。 双面板生产在BOT面时,需
SMD焊接外观检验标准

SMD板卡外观检验标准ZDK-PCP-SMD-01 SMD板卡外观检验标准
目录
0 修改记录
1 目的范围
2 职责
3 管理内容和方法
4 相关文件
5 质量记录
0 修改记录
1 目的范围
1.1 目的:本标准规定了SMD外观检验的检查项目、检查方法、和品质标准,提供顾客良好品质保证,对内提供生产及工程部门改进品质的资料。
1.2 范围:适用于本公司生产的SMD线路板,如该产品有其他特殊规定,应依特殊规定执行。
2 职责
SMD板卡外观检验标准由品质部负责执行
3 管理内容和方法
1 OK
4 相关文件
5质量记录
不良品卡
SMD板卡外观检验日报表SMD板卡外观检验周报表SMD板卡抽样检验记录SKD检验标签。
001-塑胶件外观检验标准

ShenZhen KaiJuYuan Technology CO.,Ltd1.0 目的:确定检验作业条件,确定抽样水准,明确检验方法,建立判定标准,以确保产品品质2.0 范围:本规范适用于深圳凯聚源科技有限公司产品验证、生产组装所需塑胶制品的成品、部品及其表面的喷油、印刷。
3.0 责任:本规范由工程部制定,品管部负责实施和维护。
4.0 应用文件:MIL-STD-105E II 抽样计划表(国家标准GB2828-87一般检查水平II)、工程图纸、工程样板。
5.0 检验标准:1、MIL-STD-105E II表(国家标准GB2828-87一般检查水平II),正常检验、单次抽样计划,AQL订定为CRI=0、MAJ=0.65 、MIN=1.5。
2、相关抽样标准或判定标准,可视品质状况或客户要求等做修正。
6.0 定义:6.1缺点分类:6.1.1 严重缺陷(CRI):可能对机器或装备的操作者造成伤害;潜在危险性的效应,会导致与安全有关的失效或不符合政府法规;影响机械或电气性能,产品在组装后或在客户使用时会发生重大品质事件的。
6.1.2 主要缺陷(MAJ):性能不能达到预期的目标,但不至于引起危险或不安全现象;导致最终影响产品使用性能和装配;客户很难接受或存在客户抱怨风险的。
6.1.3 次要缺陷(MIN):不满足规定的要求但不会影响产品使用功能的;客户不易发现,发现后通过沟通能使客户接受的。
6.2塑胶品不良描述:6.2.1 异色点:与本身颜色不同的杂点或混入树脂中的杂点暴露在表面上。
6.2.2 气纹:由于种种原因,气体在产品表面留下的痕迹。
6.2.3 缩水:材料冷却收缩造成的表面下陷。
6.2.4 水纹:射胶时留在产品表面的水波浪的纹路。
1/86.2.5 拉伤:开模时分模面或皮纹拖拉产品表面造成的划痕。
6.2.6 变形:产品出现的弯曲、扭曲、拉伸现象。
6.2.7 顶白:颜色泛白,常出现在顶出的位置。
6.2.8 烧焦:塑胶燃烧变质,通常颜色发黄,严重时碳化发黑。
点胶设备校验规程
5.质量记录
5.1校验计划
5.2校验记录
删除检查项目,规范7
签名
日期
拟制
审核
标准化
更改标记
更改内容
签字
日期
批准
名称
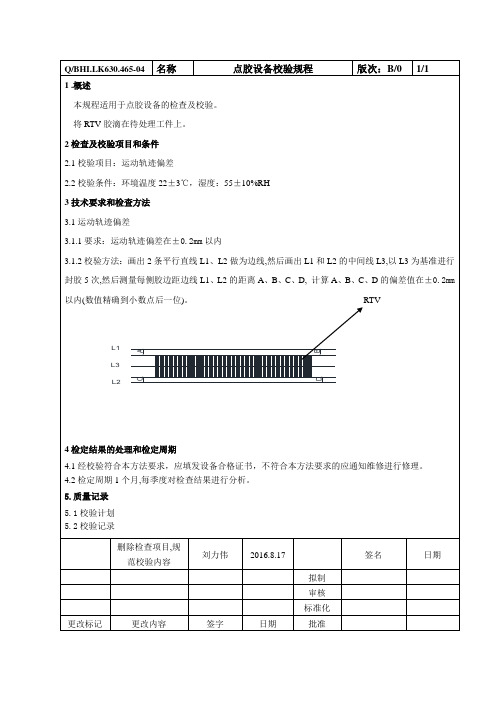
点胶设备校验规程
版次:B/0
1/1
1 .概述
本规程适用于点胶设备的检查及校验。
将RTV胶滴在待处理工件上。
2检查及校验项目和条件
2.1校验项目:运动轨迹偏差
2.2校验条件:环境温度22±3℃,湿度:55±10%RH
3技术要求和检查方法
3.1运动轨迹偏差
3.1.1要求:运动轨迹偏差在±0.2mm以内
3.1.2校验方法:画出2条平行直线L1、L2做为边线,然后画出L1和L2的中间线L3,以L3为基准进行封胶5次,然后测量每侧胶边距边线L1、L2的距离A、B、C、D,计算A、B、C、D的偏差值在±0.2mm以内(数值精确到小数点后一位)。RTV
4检定结果的处理和检定周期
4.1经校验符合本方法要求,应填发设备合格证书,不符合本方法要求的应通知维修进行修理。
SMT通用SOP作业书

作业指导书红胶使用记录表通用作业指导书,图示仅供参考!设备/治工具静电手套东莞立德电子有限公司DONG GUAN LEADER ELE. INC MANUFACTURER &EXPORTER DRAWN BY制图CHECK BY审查APPROVED核肖洪正锡膏使用记录表.通用作业指导书,图示仅供参考!设备/治工具静电手套冰箱东莞立德电子有限公司DONG GUAN LEADER ELE.INC MANUFACTURER &EXPORTERTANG XIA CHINADRAWN BY制图CHECK BY审查APPROVED BY肖洪正2009/05/15检查PCB的绿油是否良好,不能有铜箔裸露.检查PCB是否印字不清、断字、切割移位等不良。
作业示意图PCB的板号PCB的版本号PCB的耐温等级燃烧等级作2.网板张力测试依“钢网张力测试作业指导书”作业。
3.选择与PCB定位孔径相符之网印机定位针,把定位针固定调整OK后,第一次必须网印2则必须清洗网板后再做调整。
拿取PCB时只可垂直拿取,不可带有拖的动作路板,检查是否有印字不清、断字、切割移位等不良后式网印(按自动开关),设置好刮刀的刮印次数10.在印刷每片PCB时应注意刮刀中间是否有红胶,片板及时将刮刀两旁的红胶刮到中间,11. 网板清洗依“钢网清洗作业指导书”进行作业。
网印机参数设定表机器型号刮刀速度刮刀压力气压值HS-3040TP-SMT 2~6档0.15~0.3MPa 0.15~0.3MPa0.46~0.54MPa0.46~0.54MPa东莞立德电子有限公司DONG GUAN LEADER ELE.INC MANUFACTURERDRAWN BY图CHECK BY审查宋亚茹依SMT料站表核对料盘上料號规格是否与盘内实物一致;更換站位是否與機器提示站位一致。
依“上料作業流程”作業。
根据物料表,将所需料盘装入料枪中。
根据机器报警站位与SMT料站表,经OK的料站位装入机器指定換料位置。
SMD检验规范

X > 30% W
製作:MES 1998/12/2 REV:00
SMT 品質檢驗規範 -- CHIP膠量
標準 允收 拒收
紅膠未沾焊墊
紅膠沾焊墊
製作:姚景彬 1998/12/2 REV:00
SMT 品質檢驗規範 -- 金手指沾錫
標準 允收 拒收 拒收
B ≦ 1mm
鍍金PAD
A C = 1/5 L
L
SMT 品質檢驗規範 -- CHIP上下偏移
標準 允收 拒收
X≦ 30% W
X> 30% W
W
製作:姚景彬 1998/12/2 REV:00
SMT 品質檢驗規範 -- MELF上下偏移
標準 允收 拒收
X≦ 30% W
X> 30% W
W
製作:姚景彬 1998/12/2 REV:00
SMT 品質檢驗規範 -- CHIP左右偏移
負極
製作:MES 1999/1/12 REV:00
SMT 品質檢驗規範 -- SOT23左右偏移
標準 允收 拒收
W
X≦ 30%12/2 REV:00
標準 允收 拒收
W
X≦ 30% W
X> 30% W
製作:姚景彬 1998/12/2 REV:00
SMT 品質檢驗規範 -- SOT23上下偏移
標準 允收 拒收
X≦ 30% W W
X> 30% W
製作:姚景彬 1998/12/2 REV:00
SMT 品質檢驗規範 -- SOT23歪斜
標準 允收 拒收
防焊漆覆蓋
沾錫於 沾錫 C區角落, 凸出PAD, 或點狀 並超過PAD 沾錫於C區, 間距50%, 且沾錫面積 或沾錫面積 >C區50% C區50%
SMD元件焊接外观检验标准
A
不良﹕ A.在元件端頭的焊接面有粘膠 B.粘膠在焊接前侵蝕到銅箔
圓柱形元件粘附要求
基本符合﹕銅箔㆖未看到粘膠
核准 日期
審核 日期
不良﹕銅箔或粘頭有粘膠
制作 日期
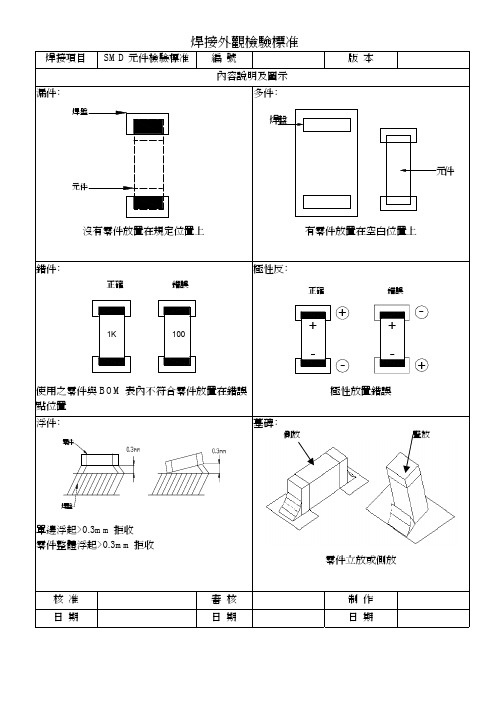
焊接外觀檢驗標准
焊接項目 SMD 元件檢驗標准
編號
版本
內容說明及圖示
元件安裝--焊前焊后指導
元件定位
裝配件邊緣間隔
不可接受
a. 元件裝配后與裝配件邊緣之間距小于3.0mil(除非有特殊說明)
LAND
良﹕元件焊接于銅箔㆗心線㆖。 良﹕元件焊接于銅箔㆗心線㆖。
不良﹕偏移大于寬度之25%
元件異向偏移
不良﹕偏移大于寬度之25%
LAND
COMPONENT
LAND
LAND COMPONENT
LAND 良﹕元件焊接于銅箔㆗心線㆖。
不良﹕零件和銅箔終端之接觸面 小于0.010"(0.254mm)
0.010"min
A H C
W B
W D
核准 日期
審核 日期
制作 日期
CHIP COMPONENT
最低要求﹕除非有設計要求,引腳或連接端相距至少0.005". TYPICAL:0.010"(0.25mm)
不可接受﹕ 元件的引腳或連接端短路﹐或相隔距離 小于0.005"或設計寬度之50%(以大者為准)。
核准 日期
審核 日期
制作 日期
焊接項目
焊接外觀檢驗標准
SMD 元件檢驗標准
焊接項目
漏件﹕
焊盤
焊接外觀檢驗標准
SMD 元件檢驗標准 編 號 內容說明及圖示 多件﹕
焊盤
SMD元件焊点检验标准
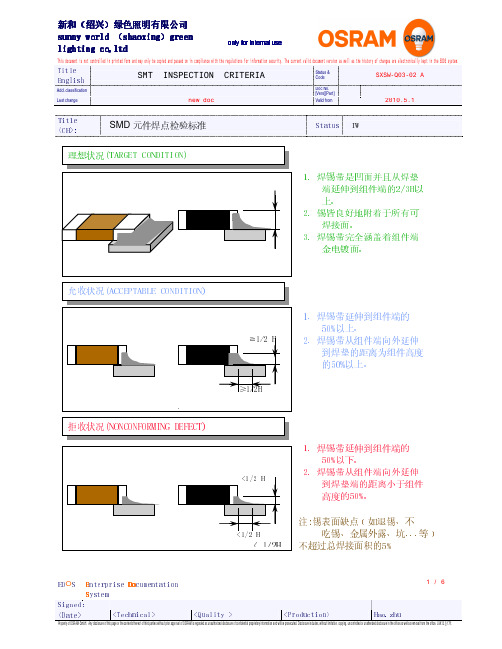
This document is not controlled in printed form and may only be copied and passed on in compliance with the regulations for information security. The current valid document version as well as the history of changes are electronically kept in the EDOS system.SMTINSPECTIONnew docCRITERIAAdd. classification Last changeProperty of OSRAM GmbH. Any disclosure of this page or the contents thereof of third parties without prior approval of OSRAM is regarded as unauthorized disclosure of confidential proprietary information and will be prosecuted. Disclosure includes, without lim itation, copying, uncontrolled or unattended disclosure in the office as well as removal from the office. U.W.G. § 17ff.uhz.oaH>noitcudorP<> ytilauQ<S S metsyS S oD oD E E noitatnemucoD esirpretnE oD E>lacinhceT<>etaD< :dengiSS DEO%5的积面接焊总过超不 H2/1 < H 2/1< ﹞等...坑、露外属金、锡吃 不、锡退如﹝点缺面表锡:注 。
SMD红胶制程检验标准
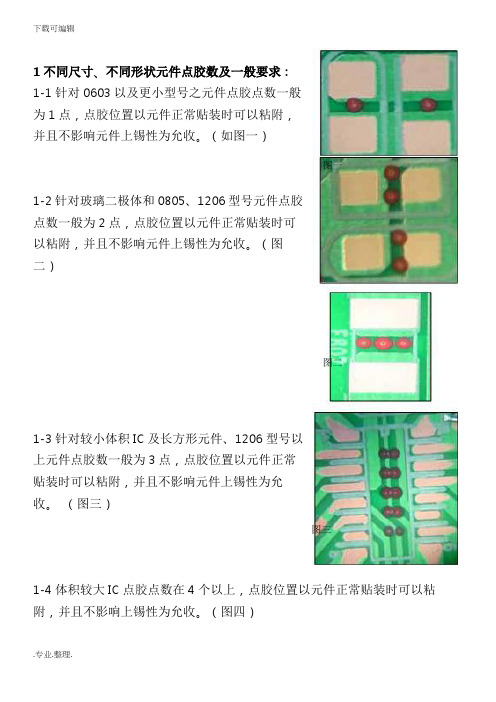
1不同尺寸、不同形状元件点胶数及一般要求:1-1针对0603以及更小型号之元件点胶点数一般为1点,点胶位置以元件正常贴装时可以粘附,并且不影响元件上锡性为允收。
(如图一)图一1-2针对玻璃二极体和0805、1206型号元件点胶点数一般为2点,点胶位置以元件正常贴装时可以粘附,并且不影响元件上锡性为允收。
(图二)图二1-3针对较小体积IC及长方形元件、1206型号以上元件点胶数一般为3点,点胶位置以元件正常贴装时可以粘附,并且不影响元件上锡性为允收。
(图三)图三1-4体积较大IC点胶点数在4个以上,点胶位置以元件正常贴装时可以粘附,并且不影响上锡性为允收。
(图四)2 chip 0603、0805、1206点胶规格示范2-1标准(PREFERRED)2-1-1胶并无偏移。
2-1-2胶量均匀。
2-1-3胶量足,推力满足SMT红胶推力测试SOP。
(图五)2-2允收(ACCEPTABLE)2-2-1 A为胶中心。
B为锡垫中心。
C为偏移量。
P为焊垫宽。
C<1/4P2-2-2 胶量均匀。
2-2-3 胶量足,推力满足SMT红胶推力测试SOP。
(图六)图四五图五图六2-3拒收(NOT ACCEPTABLE)2-3-1胶量不足。
2-3-2两点胶量不均匀。
2-3-3推力不满足SMT红胶推力测试SOP。
(图七)3 CHIP 0603、0805、1206零件贴片规范3-1标准(PREFERRED):3-1-1零件在胶上无偏移。
(图八)3-2允收(ACCEPTABLE):3-2-1 C为偏移量。
W为元件宽图七图八P 为焊垫宽。
横、纵向偏移量C<1/4W 或T<1/4P3-2-2零件引脚延伸至焊盘上的部份的宽度(J)不小于3-2-3零件引脚和焊盘用于吃的空间(T)最少是SMD 零件厚度(H)的 45%.(图九)3-3拒收(NOT ACCEPTABLE ): 3-3-1 P 为焊垫宽 W 为零件宽 C 为偏移量横、纵向C>1/4W 或1/4P(图十)4 SOT 零件点胶规范 4-1标准(PREFERRED ) 4-1-1胶量适中。
SMD成品检验判定标准
SMD LAMP成品检验判定标准发行日期: 2009.11.13线弧扭曲,不良(10X镜下确认)OK样本灯杯內气泡直径小于0.1mm,沒有与金线,晶片相接触,带Lens 产品,Lens部份汽泡如图:Lens1/2以上1.在Lens1/2以下气泡小于0.1mm未接触晶片、金线Lens1/2以下2.在Lens1/2以上汽泡小于0.1mm且不在晶片正上面可接收(仅限一处)品管部修订次数修 订日 期审 核日 期审核/日期可接受.不良说明及图示序号项目不良项目作成部门编写/日期 4.19气泡4外观4.18线弧 不良批准/日期B A CD气泡直径小于0.1mm 且沒有与金线,晶片接触.气泡与晶片,金线接触cbaSMD LAMP成品检验判定标准发行日期: 2009.11.13将整个灯平面分为4部分,任何部分有1处少墨不得超过此部分面积的20%如有2处(任何部分)以上少墨则不得少于总面积的10%.(如根据客要求不须涂油墨,则不适于此规格)1.灯仔剥离后,最大允许剥离处缺口:4.24元件 W: 0.1mmX0.1mm(长X深入)剥离不良2.不允许有残留的支架突出在剥离处.所Tapping的灯仔混有与其型号不同的灯仔不接受.所贴灯仔方向与<<产品规格书>>或<<作业指导书>>不一致不接受.影响包裝露元件,不接收.盖带与载带有缝隙或用手轻泞载带后,盖带与贴带有缝隙,不接收.盖带紧拉力过后,载带上残留有盖带,不接受.注:所有外观检查如无注明用10X镜的显微镜,则距离灯仔30cm目视.作成部门 品管部编写/日期审核/日期批准/日期修订次数修 订日 期审 核日 期项目序号TAPING产品检验判定标准序号盖带松4.22 少油墨外观发现有载带变形则不接收不良说明及图示混料方向贴错1,3,4:阴极(有晶片); 2:阳极(无晶片)不良项目贴带胶纸破外观不良项目项目4 4.23极性不良不良说明及图示1外观载带变形卷轴变形外观发现有卷轴变形则不接收w1234正極負極正極負極更多免费资料下载请进:。
SMD焊点质量检验标准2-SMD零件偏移

SMD零件偏移1片狀零件引足之SMD零件偏移(1)允收极限1)零件引足延伸至焊盘上的部份的宽度(J)不小于0.26mm.2)零件引足和焊盘用于吃的空间(T)最少是SMD零件厚度(H)的45%.或(T)最少是焊盘宽度(W)的1/4.拒收1)引足偏出焊盘內侧.2)零件引足超出焊盘外侧2片狀零件引足之SMD零件偏移(2)允收1)零件引足偏出焊盘部份(H)小于引足宽度(W)的25%.拒收1)零件引足纵向偏出焊盘部份(H)大于引足宽度的25%.2)零件引足橫向超出焊盘(J>0).3圆形零件引足之SMD零件偏移允收1〕零件引足与焊盘的接触点在焊盘的中心.允收极限1)零件引足偏出焊盘部份小于零件引足(圆形)直径的25%.2)零件引足偏移,但引足偏出焊盘內侧部份小于引足宽度的50%.3)引足偏向焊盘外侧,但未超出焊盘外侧.拒收1)引足纵向偏出焊盘部份大于引足直径的25%.2)引足橫向偏出焊盘外侧.注:为明了起见,焊點上的锡已被省往.4冀形零件引足SMD零件偏移(1)允收极限1)引足吃锡部份顶端偏出焊盘,但其长度小于吃锡部份(L)总长度的25%.2)引足吃锡部份跟部偏向焊盘边缘,但未超出焊盘.拒收1)引足吃锡部份顶端偏出焊盘,且其长度大于吃锡部份(L)总长度的25%.2)引足吃锡部份跟部超出焊盘.注:为明了起见,焊点上的锡已被省往.5冀形零件引足之SMD零件偏移(2)允收1)冀型零件引足超出焊盘,但超出焊盘之长度小于零件足长度(吃锡部份)的25%,且零件足与四面之线路铜箔或焊点之距离大于0.38mm.拒收1〕零件足与四面之线路铜箔或焊点之距离小于0.38mm.6SMD零件翻转6-1拒收6-1-1SMD零件底部翻转180°为上外表,焊点焊接良好,但其規格标示无法识別6-1-2SMD零件翻转90°侧面向上(竖立).6-1-3SMD零件侧立而导致一焊接端未吃锡(墓碑效应).7SMD零件浮高7-1允收极限SMD零件浮起,高度(H)未超过mm且兩零件引足吃锡良好.8焊点锡裂拒收SMD零件焊点有裂开或裂痕.9焊点冷焊拒收SMD 零件焊点外表粗糙,不光滑,分层或有层次感. 10焊点锡洞10-1允收10-1-1焊锡略有下陷,但其下陷局部可目视,且成圆滑弧面. 10-1-2最大直径应小于焊点尺寸的1/10,且同一焊盘上 锡洞个数不多于1个,同一块板上总数不多于6个,且无 规律性出现.10-1-3锡洞未触及零件引足及焊盘、元件足. 10-2拒收10-2-1锡洞触及到焊盘.10-2-2锡洞底部可目视.11锡珠11-1拒收11-1-1锡珠直径大于0.13mm.11-1-2锡珠直径小于0.13mm,但在600mm2范围內锡珠个数大于2个.11-1-3锡珠与SMT 零件本体或足距或线路铜箔距离小于 1mm.11-1-4零件引足及本体上沾附有锡珠及锡渣;在600mm2范圍內,锡珠个數超过2个12SMD 零件本体破损12-1允收12-1-1SMD 零件本体边缘侧棱处有破损现象,此破损局部之长度小于零件长度的20%,宽度小于本体宽度的10%,深度小于本体高度的10%.12-2拒收12-2-1零件本体破损(破裂)宽度大于零件本体宽度的10%.:12-2-2零件本体破损(破裂)长度大于零件本体长度的20%. l<20%L 10%W 10%T L。
SMD各工序的品质要点

SMD各工序的品质要点SMD部教材《SMD各工序的品质要点》培训对象﹕新进作业员版本﹕第1版主讲﹕SMD课长授课时间﹕1小时本部门工序分为喷砂(毛边粗处理)、刮毛边、冲压、镀锡、全检、摆盒子、包装。
一:喷砂注意品質要点:1、喷砂时喷枪口不要离产品太近,枪口离产品大约5㎝-8㎝,喷射时间不要太长,大约3秒-10秒,如时间喷太长或枪口离产品太近造成产品烧焦、叶片歪。
2、产品要轻拿轻放,以免PIN歪、叶片歪、叶片刮伤。
二:刮毛边注意的品質要点:1、BOBBIN类:刮毛边人员需把产品轻放到台面上,不能用丢的方式以免叶片歪,端子碰伤叶片,每换一箱产品都需拿一模进行自检,看各部位毛边是否很难刮掉,比较难处理的产品跟当班组长或课长反映,用刀片刮水口不要刮伤到叶片,如方法不正确把叶片刮伤到,需把刮伤严重的产品挑出报废,依管制表上品保注明的不良点处理,对于有缺料的半成品如产品有PIN脚,把PIN扳歪,以便在全检时挑出。
2、CASE类:作业员在刮毛边前先看管制表核对实物与管制表上的品名是否相符,依管制表上品保注明的不良问题点处理,注意产品是否有缺料、粘模、水口大,产品表不能有太大的印痕、缩水、刮伤,表面要求光亮,需把产品上的水口刮除,不可刮伤产品,产品上不能留有毛边屑。
三:冲压、镀锡注意的品質要点:1、冲压作业员每次冲压第一模产品需自检产品PIN脚是否有冲到位,BASE位是否有压伤。
冲压50模冲压作业员自检产品是否有异常。
2、如产品有异常需挑选模号分开处理的,冲压作业员在冲压过程中挑选干净。
3、任何一种产品每冲压5模需用抹布抹上下模具一次,防止产品上沾金属物。
4、镀锡人员每镀20模自检产品PIN尖是否有上锡,BASE位是否有沾到锡渣,如发现不良及时知会技术员调整镀锡机。
四:全检注意的品質要点;1、全检时注意缺料、毛边、叶片歪、端子压伤、产品是否有沾到锡屑、锡渣、PIN针是否有吃锡。
2、如前制程未发现的问题后制程及时反映出来,减少不良品。