浅析PH2800电铲铲杆焊接检修工艺
P&H2800电铲铲杆断裂修复工艺

P&H2800电铲铲杆断裂修复工艺摘要:根据P&H2800电铲铲杆的材质和工作条件分析其断裂原因,制订修复焊接工艺,恢复其使用性能。
关键词:电铲铲杆断裂分析修复工艺序言安太堡矿1985年从美国进口13台P&H2800电铲设备,在挖掘过程中,其工作环境恶劣,受力情况复杂,特别是安装在大臂上的叉杆结构主要受力部件--铲杆,由于司机操作不当,维修保养时现场焊接质量不佳等,更导致了铲杆在疲劳断纹之外的一些脆性断裂或叉杆的严重变形,铲杆的故障也是电铲可用率下降的一个主要原因。
根据P&H公司的有关资料得知,铲杆的材质为ASTMA514(即通常的T-1)钢板,这是一种低合金高强度结构钢板。
1.铲杆运行中存在的问题。
1.1铲杆叉杆变形严重,主要是铲杆张口处向内收缩严重,影响铲杆与大臂的装配。
1.2叉杆根部等危险点经常发生疲劳裂纹。
经常发现铲杆根部箱形结构三面断裂。
由于现场焊接工艺规程不能很好执行,导致在原来的焊缝及近缝区重新开裂。
1.3焊接在铲杆上的推压齿条由于承受突然的冲击载荷,经常性的出现齿牙打掉或整体性地齿牙严重磨损变形,这一般需要更换新齿条(1J365D2)。
1.4齿条装焊:推压齿轮通过铲杆上齿条与铲杆的连接焊缝将推压动力传递到铲杆上,因此齿条与铲杆的焊缝是直接的主要受力焊缝,其装配焊接工艺的设计很重要。
齿条一般为分段的铸造或锻造齿条,与铲杆的焊缝型式也有多种。
段与段之间无焊缝,直接装与铲杆上,焊缝采用断续焊形式。
这种焊缝型式的优点是易于更换齿条,焊接工作量小,但是强度往往不足,容易造成齿条与铲杆剥离,同时断续焊缝起弧、收弧点太多,极易导致缺陷的产生,会引起应力集中;再者每段齿与相邻的齿条有一定间隙,造成段与段之间力的传递不连续,使铲杆受循环载荷,容易造成铲杆的疲劳断裂。
段与段之间先对接焊好后,再往铲杆上装焊,而且采用满焊形式。
虽然焊接工作量比前一种形式有所增加,但它克服了前一种形式的诸多缺点,现在基本采用这种设计及装配焊接方案。
PH2800XPB电铲开门绳轮技术改造

置的性能,机械停机时间缩短,维修成本减少。
4 开门绳装置改造前后的经济比较
由表1、表 2 可以得出,改造后 7 台电铲每天因 开门绳装置故障的停机时间由改前的 5.6 h 减少为 0.15 h,每台电铲由 0.8 h 减少到 0.02 h,因停机时间 减少每台电铲每月可以多创造 27.24 万元效益;改 造后开门绳、销轴、耐磨衬套的消耗量也大大减少, 节约了配件成本;同时节省了维修量及维修成本。
2 原开门绳轮的机构分析与存在缺陷
2.1 原开门绳轮机构 原开门绳轮机构如图 2 所示,01 为开门绳架的
收稿日期:2010-12-27 作者简介:张晓峰(1975-),山西朔州人,毕业于太原理 工大学机制专业,高级工程师,从事过吊车、钻机、电铲的设 备维修管理工作,现任平朔露天设备维修中心主任助理兼安 家岭电铲车间经理。
用,减少了维修成本,同时为矿山创造了更多的经济效益。
关键字:PH2800XPB 电铲;开门绳轮;改造
中图分类号:TD 422.2+1
文献标识码:B
文章编号:1671 - 9816(2011)03 - 0043 - 02
1引言
安家岭露天煤矿现有 7 台 PH2800XPB 电铲。电铲 的每次卸载物料都与开门结构分不开。而开门绳装置是 开门的主要动力传递方式,所以开门绳装置是电铲中 的一个重要的机构,也是属于日常维护中重要的对象。
开门绳消耗
数量 / 根 5 4 7 6 5 7 34
5.67 0.19
销轴、耐磨 衬套更换 / 个
3 0 1 0 1 2 7 1.17 0.04
(4)保证开门电机在额定工作范围,减少了电机
的故障次数,也保证了设备的可用率的发挥。
(5)原来的耐磨衬套与销轴之间的滑动摩擦改 为现在销轴与轴承的滚动摩擦后,提升了开门绳装
电铲故障及处理方法

电铲行走时,行走齿轮联轴器有响声
行走联轴器的内齿或外齿磨损
保证内、外齿润滑良好;更换齿轮联轴器。
24
电铲行走时,行走不动,超过负荷
行走抱闸没有打开。
调整抱闸松紧度。
25
行走减速箱内有异响
齿轮磨损过限,或有掉齿的
更换齿轮。
减速箱缺油或油泵不上油。
定期检查油泵泵油情况;及时注油或修理
26
行走齿轮咬合不良或磨损
斗栓弯曲。
更换斗拴。
35
斗底板自开
斗栓端部磨损。
更换斗栓或斗栓端部堆焊。
铲斗斗前臂插斗栓的方孔磨损
用镍铬合金的焊条补焊斗栓方孔
开底链子紧,使斗栓插入长度过少
松开开底链子,使斗栓插入适当。
插斗栓的方孔给油过多。
当自开时,可用沙子防止自开。
36
斗底板关不上
斗栓偏,插不入孔。
加垫调整销轴来调整斗底横梁
斗栓插不进方孔,偏于外面。
更换磨损的闸轮。
制动器闸带磨损过限,超过厚度50%。
防止油质落在闸轮上。清楚油垢。
47
制动器打不开
气缸皮碗翻个或损坏。
将抱闸油缸活塞杆取出,拧下螺帽,将皮碗修好,即可继续使用。
气缸漏风
更换气缸皮碗
制动器弹簧弹力过大。
调整弹簧的拉杆到适当位置为止。
气压低或无气压
修理空压机或检查气路
制动器杠杆不起作用。
柱塞泵的活塞杆上的压缩弹簧不起作用,
检查弹簧弹性是否疲乏,更换弹簧。
柱塞泵偏心轮磨损。
更换。
油质脏。
更换润滑油。
34
打开斗底板困难
斗栓过长。
缩短开底链子,增加固定螺丝圈,调整斗栓孔。
PH2800XPB电铲起重臂修复工艺探讨

摘
要 :对 P H 2 8 0 0 X P B电铲起 重臂 结构件 焊接 修 复 的 可行性 和修 复 工 艺进行 了分析 和论 证 , 并
在理 论与 试验 的基础 上制 定 出了焊接 修 复工 艺, 在 实际的 焊接修 复 工作 中获得 了满意 的效 果。
分结 构 的局部 刚度 ,起 重 臂 中部 原 始设 计 为 四腹板
挖掘 设备 , 电铲起 重臂作 为主要 的受力 部件 , 在 电铲 的运行 和操作 过程 中 ,起到 支撑 、推压 和 提升 的作 用, 同时承受 着 冲击载 荷 和 自身 与勺 杆 、 铲 斗 的重力 载 荷 ,以及挖 掘 过程 中产生 的弯 矩和偏 载 挖掘 时形
Ke y wo r ds: P H 28 0 0XPB e x c a v a t o r ;bo o m ;t e c h n o l o y g
P &H 2 8 0 0 X P B电铲 是平 朔安 家 岭露 天矿 的主要
合 实现 勺杆 的推压 和抽 拉运 动 ,为 加强 推压 机 构部
堆 积 的残 留油 污及 泥土 ,显 现构 件原 始 轮廓 状态 及 外表 。 再 对 整体 进行 氧气 烘烤及 喷砂 处 理 , 显 现 原始
金属板 材 表层及 结 构焊 道 , 以有利 于探 伤 检查 , 同时
决 定 对起 重 臂 开裂 严 重 部位 采 取局 部 换 板并 加 固 、 对 侧板 和齿 轮箱 内部 裂纹 进行 刨焊 的修 复工 艺对其 进 行修 复 , 并测 量使 其达 到原 尺寸装 配要 求 , 满足 现
结构, 而 且将 推压 减 速箱体 放 置于其 中 , 使 其与 起 重
PH2800XPB电铲提升滚筒修理工艺探讨
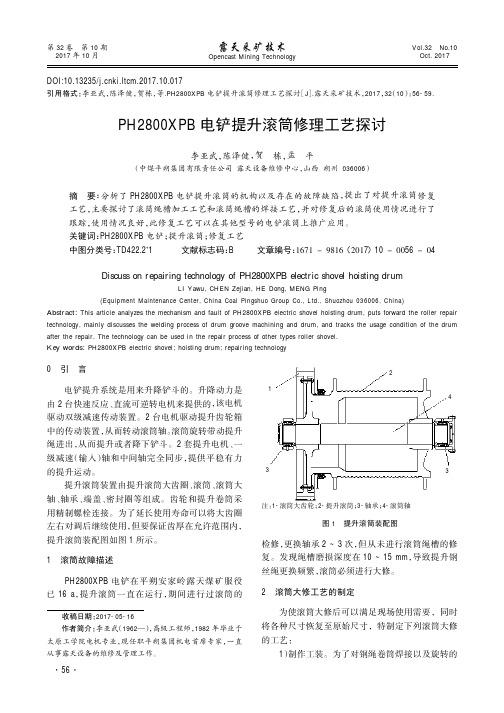
图1提升滚筒装配图132340引言电铲提升系统是用来升降铲斗的。
升降动力是由2台快速反应、直流可逆转电机来提供的,该电机驱动双级减速传动装置。
2台电机驱动提升齿轮箱中的传动装置,从而转动滚筒轴。
滚筒旋转带动提升绳进出,从而提升或者降下铲斗。
2套提升电机、一级减速(输入)轴和中间轴完全同步,提供平稳有力的提升运动。
提升滚筒装置由提升滚筒大齿圈、滚筒、滚筒大轴、轴承、端盖、密封圈等组成。
齿轮和提升卷筒采用精制螺栓连接。
为了延长使用寿命可以将大齿圈左右对调后继续使用,但要保证齿厚在允许范围内,提升滚筒装配图如图1所示。
1滚筒故障描述PH2800XPB 电铲在平朔安家岭露天煤矿服役已16a ,提升滚筒一直在运行,期间进行过滚筒的检修,更换轴承2~3次,但从未进行滚筒绳槽的修复。
发现绳槽磨损深度在10~15mm ,导致提升钢丝绳更换频繁,滚筒必须进行大修。
2滚筒大修工艺的制定为使滚筒大修后可以满足现场使用需要,同时将各种尺寸恢复至原始尺寸,特制定下列滚筒大修的工艺:1)制作工装。
为了对钢绳卷筒焊接以及旋转的DOI:10.13235/ki.ltcm.2017.10.017引用格式:李亚武,陈泽健,贺栋,等.PH2800XPB 电铲提升滚筒修理工艺探讨[J ].露天采矿技术,2017,32(10):56-59.PH2800XPB 电铲提升滚筒修理工艺探讨李亚武,陈泽健,贺栋,孟平(中煤平朔集团有限责任公司露天设备维修中心,山西朔州036006)摘要:分析了PH2800XPB 电铲提升滚筒的机构以及存在的故障缺陷,提出了对提升滚筒修复工艺,主要探讨了滚筒绳槽加工工艺和滚筒绳槽的焊接工艺,并对修复后的滚筒使用情况进行了跟踪,使用情况良好,此修复工艺可以在其他型号的电铲滚筒上推广应用。
关键词:PH2800XPB 电铲;提升滚筒;修复工艺中图分类号:TD422.2+1文献标志码:B文章编号:1671-9816(2017)10-0056-04Discuss on repairing technology of PH2800XPB electric shovel hoisting drumLI Yawu,CHEN Zejian,HE Dong,MENG Ping(Equipment Maintenance Center,China Coal Pingshuo Group Co.,Ltd.,Shuozhou 036006,China)Abstract:This article analyzes the mechanism and fault of PH2800XPB electric shovel hoisting drum,puts forward the roller repair technology,mainly discusses the welding process of drum groove machining and drum,and tracks the usage condition of the drum after the repair.The technology can be used in the repair process of other types roller shovel.Key words:PH2800XPB electric shovel;hoisting drum;repairing technology收稿日期:2017-05-16作者简介:李亚武(1962—),高级工程师,1982年毕业于太原工学院电机专业,现任职平朔集团机电首席专家,一直从事露天设备的维修及管理工作。
浅谈PH2800电铲回转减速箱检修工艺

P 2 0 电铲 是黑黛 沟露天 矿的主采 剥离 改备, H 80 已经在 矿 服 役 P 年 了, 儿 近 年来 因为产量 的扩增 , 使得该铲 在大 负荷超 期运转 的情 况 F 故障率 咧 显上 , 升, 均每 年 两次长 时 间停机 检 修, 平 其主 要 故障均 n其凹转 减 速箱 的 故障 引 1 起 。依据 多次 P 2 0 H 8 0电铲 的损坏 、检修 经验 , 结 r 套针 对各 种形 式 总 损坏, 我们进行 了详细 的损坏原 分析, _ 了相 对完整 的检 修 I艺, 回转 日制定 ¨ 及
.
1回转 减速箱 损坏 形式 及 原因分 析 引起 回转 减速 箱故障 的 主要 原因有 两个方 面: ‘ 、 转立 轴断 裂后 致使 回转减 速箱 输 出轴 内花键损 坏 。二 、是 箱 内间隙 当或 润滑 不 良, 使轴 承 致 磨损 、 齿轮 损 坏 等 故 障 的 发 生 。 P 20 H 8 O电铲 回转 减速 箱 由 上、 F 箱体组 成, 三级减速 。它的特 点 两 属 是集两 套减速 装置 于一箱 内, 两台减 速箱 的组 合 。通 常我 们称 前 一减速 装 是 置为一 级箱, 另一 为二级 箱 。经统 计分 析, 巾 轴 承损 坏 导致 凹转减速 箱 故障 的故障率 为4 % 输入 一轴 故障 率为1 % 传动 一 0, O, 轴齿 轮掉齿 故障率 占2 % 输 出 O, 轴花键变 形损 坏故 障率 占 2 % 其他 原因 故障 率 占 1 。 O, 9 06 由此可 以看 出轴承 的状 况在很大 程度 上 决定 了P18o [ o 电铲 回转减速 箱 的 2 寿 命 。导致 轴承 损 坏 的原 因主 要有 如 下儿 项 : 、粘度 良。2、轴 的挠度 1 过 大 。3、润滑 不 良。4、载荷 过 大 。 而其 直 接 导致 的 结 果 有 : 持架 损 保 坏 、剥皮 、内外圈碎裂 等 等。 2回转减 速箱 各种 掼坏 形式 的检 修工 艺 () 承属 于精密 配件, 堕损坏 便无 修复 价值 1轴 一 为防 止因轴承 损坏 而导致 回转减速 箱 故障, 需要在 安装轴承 I , 意 以下  ̄注 , J -
PH2800电铲铲杆旁弯变形的校正

所减小, 尚未达到标准使用范围, 但 而采取相同办法
进行 校正 已经无 法起 到校 正作用 。经 过技术 人 员分 析 ,认 定是 由于铲 杆上 焊装 的直 型推 压齿 条 刚性 较 大, 阻碍 了校正 的进行 。 决 定采取 破坏 铲杆结 构的 故
因主要 包括 :1 ( )电铲 铲杆 由于常年 的超 负荷运 行 , 降低 了铲杆 材质 的力学 性能 ,引发疲 劳变形 ;2 因 () 电铲 司机在 转载 运行过 程 中 , 作失 误 , 操 导致铲杆 与
同的校正变形能力。 由于铲杆是 内侧旁弯变形 , 故决
定采 用线状 加热 的方 式 。 3 校正检 修工艺步 骤 () 1经过 技 术人 员研 究决 定 因铲杆 左侧 未 发 生
部焊接上下 2 1 个 6 0槽钢作为支撑平台 ,用于放置 圆钢和液压千斤顶。槽钢与右侧铲杆 留有约 3 一 O
5 m 的空 隙 , 0m 如图 3 示 。 所
省阜新煤 炭 工业学 院露天机械 专业 ,机 械工程 师、机修 技 师, 现任 神华准格 尔能 源有 限公司设备检修 中心机修 车间主
法与机械 校正 法所起 的作 用及 工艺步骤 。
关键 词 : 杆 ; 铲 旁弯 变形 ; 型推 压 齿条 ; 直 火焰校 正 中图分类号 :D421 T . 2 文献标 识码 : B
,
文章编号 :6 1—9 1 2 1) 6 —0 5 17 8 6( 0 1 0 0 6—0 2
P 20 H 80电铲是从美国引进的成套设备,是斗容
型 推压齿 条焊 接而成 。 采用矩形 截 面箱形结 构 , 内有 加 强筋板 , 用低合金 高 强度钢 板焊接 而成 。 采 两根 铲
金属工件局部进行加热,再冷却后用产生的收缩变 形 来校 正工件 变形 。即在弯 曲工件 上 的较高部 位进 行有 目的的局部加热再冷却使其收缩 ,用产生的较 大收缩 应力使 工件加 热区两侧 产生 反变形 ,超 过加
电铲铲杆裂纹修复工艺

2 5 2 ・2 0 1 5 年版 ) 工程技术
电铲铲 杆裂纹修复工 艺
赵树峰 刘玉琴
内蒙古 包钢钢联股份有 限责任公 司巴润矿 业分公 司 内蒙古 包头 0 1 4 0 8 0
摘 要 :本文以太重电铲 为例对铲杆过程 中产生 的裂纹进行 了分析 ,然后基于挖补法对铲杆裂纹进行焊接修复 ,其 中,重点 阐述 了焊接 过程和焊接要 点,特 别是焊接过后 的热处理 。 关键词 :铲杆 修 复 挖 补法 中 图分 类 号 : T G4 4 文 献 标 识 码 :A 文 章 编 号 : 1 6 7 1 . 5 5 8 6( 2 0 1 5 )2 9 . 0 2 5 2 . 0 l
在 以往 的电铲铲杆进行铲杆裂纹修 复时, 由于焊接应 力集 中、焊缝与热影响区金属机械性能低、残 余金属缺 陷等 因素导 致产生 肉眼无法观察到 的微裂纹 。挖 补焊接工艺是将 工件 的局 部大面积严重裂纹等缺陷全部清除掉,而形成 窗 口,再制作 一 块填充塞块 ,并将其放置窗 口处进行焊接的一种修复工艺。挖 补法 由于补上去的材料是新材料 ,没有疲 劳现 象 , 以后 作业 过 程 中此处不易开裂 。原设计齿条过渡处应力集中,而挖 补后使 此处 的受力面为形成面 ,有效减少了应力集中现象,能在较 短 的时间里 ,用较低 的修复成本,使设备恢 复正常工 作。 1 铲杆裂纹情况 太重 电铲 是太 原重工设备,为公司的矿 山生产 发挥着非常 重要 的作用 。长期高频率运行过程 中,铲杆与齿条过渡的镶接 处,常常会产 生裂纹 ,甚至发生断裂 。在矿 山生产过程中,铲 杆承载 自身、铲斗 以及岩石 、煤炭等庞大重载物载荷,受到拉 应力及 电铲旋转产生 的扭 曲应力作用 。电铲长期高负荷运行过 程 中,铲杆箱型梁钢结构不 同位置逐渐产生金属疲劳裂纹,甚 至裂 纹集 中部位发 生断裂损坏 。电铲作业 时此处拉应力和扭 曲 应力的急剧增 大,使得构件产生可见裂纹或断裂 。铲杆基体与 齿条接镶 处是 圆弧过渡 ,在外力作用下 ,在 圆弧过渡的局部范 围内,应 力急剧增大 ,使得构件在作业过程中经常间断性开裂 2 挖 补 焊 的工 艺 程 序 由于多次焊接 开裂 ,说明以前采 用的焊接 方法 已不适应使 用要求,必须采用 新的方案 。采用挖补焊法 ,即在保证设备原 尺寸形状 之下,除掉 开裂部位疲劳损伤 的金属 ,补充与基体相 符合的金 属材料 的焊接方法 。由于铲杆与齿条接镶处是 圆弧过 渡 ,当在 外力 作用下 ,在 圆弧过渡 的局部范 围内,应力急剧增 大,使得 构件产 生可见裂纹 ,如要减小这个位置的应力集 中, 就必须改变 原来 的圆弧过渡结构 在结合面采取平滑过渡 ,以 减少应力集中。 2 . 1 焊接方法及焊接参数 、材料 焊接 方法采 用 C O 2 气 体保护 焊焊接 ,平焊 和横焊 为主 , 采用 多层 多 道堆 焊焊 接方 法 。焊 材选 用 L W- 8 1 Ni l焊 丝。使 用L i n c o l n DC . 6 0 0焊机及 配套 L N. 7移动送丝机 ,用纯度高于 9 9 . 9 5 % 的C O , 气体 为焊接保护 。所有焊缝位 置制作对称 “ x” 型破 口,破 口角度 范围 4 2 。s / 1 3曼4 5 。 。利用风动磨光机 、 直磨机等工具对破 口做表面 处理直至清理干净 ,修整破 口平面 度,磨光破 口两侧 边缘 5 0i n l n范围 内防锈层等杂物。 2 . 2 焊 缝 热 处 理 工 艺 为 了得到优质焊接质量 ,焊接大型结构件或超厚度钢件 时 候必须采取适当的措施严格控制焊前预热 、焊 后保温 、焊缝层 间温度等热处理工艺 。预热温度控制在 1 0 0~ 1 2 0 ℃,预热 时 间约 4 0 mi n ;焊后保温温度控制在 2 0 0~ 2 4 0 ℃ ,焊后保温 0 . 5 h后采取车间厂房 内空冷法冷 却 ( 环境温度 1 5 ℃)。焊接过程 中焊缝层间温 度控 制在 1 5 0~ 1 7 5  ̄ C,全程使用 R a y t e k R a y g e r S T T M6 0测温 仪监控焊缝温度变化 。 2 . 3 焊 接 过 程 1台焊机打底焊接 ,焊接完 毕后立即选用风镐 、风 动扁铲 等工具敲击方式一方面焊缝焊接应力得到 良好 的释 放,一方面 有效的清除药皮等焊缝间杂物;观察检测焊缝是否发生裂纹, 如有将清除缺陷,选择合理的方式重新焊接;打底焊接完毕后 开始使用 2台焊机在焊缝 的两边 同时相对方 向焊接第二层直至 焊接完毕,焊接完毕每一道焊缝都得进行敲击;全部焊接完毕 后 ,利用角 向磨光机对焊缝进行磨光焊缝表面,消除焊缝表面 应力等焊接缺陷 ,使焊缝焊接应力得到均匀的分布,避免材料 热影 响区形 成焊接缺 陷。必须 留焊 缝余高约 0 . 5 ~2 mi l l ,对整 条焊缝起 到细化 晶粒 ,减 少焊接应力作用 。挖补材料为 1 6 Mn 钢 ,由 ( c)3块组成 ,并且 c 3块两侧用 刨床 刨 v 型 坡 口, 其 中 C块 4面刨坡 口。 对 B 进行 焊接 ( 立 焊 ),碳 弧气 刨将 开裂处 刨掉 ,将 铲 杆刨掉部分两边开坡 口,然后用角磨机打磨 ,直到打磨 出金属 光泽为止 。将焊缝两侧油污、锈清理干净 ,并用着色探伤法确 认 内外坡 中及其两侧无裂纹存在。将 B两块对接于铲杆两侧 , 采用较小 电流连弧焊 ,每焊一边后必须在焊道末尾点焊 ,防止 产生裂纹 。 每 焊完一层 ,用气动扁铲将药皮打净 , 再 焊下一层 , 依次焊接至完毕 。 为了控制 焊接 应力变形 , 全过程 B两边 同步 , 对称焊接 。 焊 C块 ( 平焊和横焊 )。将准备好 的 C块置于铲杆顶端 , 将 四周对接好 ,加 固点焊 ,焊接方 法同上。先焊铲杆两侧与 B 连接部位 ,使用 L W- 7 1 T M 焊丝打底 ,至焊接完毕 ,焊接过程 同焊 B两块 过程 。 所有 焊接 完毕后,用磨光机对每个焊缝进行表面处理 。然 后 在焊缝两 侧各 5 0 m m 范围 内进行 超声波探 伤 ,保证 焊接质 量合格 。 2 . 4 焊机后处理 释放焊缝 部位 形成的焊接应力是提高焊接质量 以及延长 日 后大臂使用寿命 的关键步骤 。采用全新 的超 厚度钢板堆焊焊接 方法 ,每道焊缝保证一次成型 并严格控制每道焊缝长度单 次成 型,不 允许 间断或连接 ,每道焊缝 宽度 1 2~ 1 5 mm,形成每 道焊缝后必采取风动锤锤击 除药皮等杂物 , 同时释放焊接应力 。 严格控制焊缝形成过程 中的热输入线能量 以及焊前 、 焊后预热 、 保 温温 度,热输 入值 Q = I . 5~ 1 . 7 k J / mm。焊 接前 做超 声波探 伤和磁粉探伤 ,确 定裂纹分部 区域 ;气刨裂纹后做着色探伤 , 确 保裂 纹清 除干 净;焊接 完毕后做超 声波探伤和磁粉探伤 ,确 保 焊接 无缺 陷。经过 各阶段的精密无损探伤后确诊本 次焊接成 功。 结束 语 目前,采用挖补法的焊接工艺 ,不仅提高 了参与人 员的技 术水平 ,经 跟踪探伤 检查还 未出现裂 纹,解决 了太重 电铲这 样大型设备在焊接修理方面的技术难题 ,提 高了生产 效率 。 参考文献
矿用1004型电铲铲具斗杆连接工艺的改进和铲具的裂纹与焊接

新
疆
有
色
金
属
第 1 期
矿 用 10 4型 电铲 铲 具 斗杆 0 连 接 工艺 的改进 和铲 具 的裂 纹 与焊 接
梁京 华
( 疆有 色金属 工业 集 团稀有金 属有 限责任 公 司 可可托海 新
8 60 ) 3 3 0
10 0 4电铲 ( 掘机 ) 三 号脉 露天 采 矿及供 矿 的 挖 是
() 斗杆 的裂 纹和 断裂处 的焊接 修 复采用 V型 匹 配 原 则 。 1对 斗 杆和连 接 筒的材 料 为 国产 A6 3 3 D低 合金 高强 和 I 坡 口。开 口采 用碳 弧气 刨 , 裂 纹 刨 透 , 在 型 将 并 其化 学 成分 、 力学 性 能 , 表 2 见 。这 种 钢具 能施 工前 的裂 纹终 止 前 1 0mm 处 钻 一 个 8 ~ 1 度结 构 钢 , O
腹板焊接而 成( 2 , 与齿条 、 板 , 头焊接而成 。 图 )再 挡 端
铲斗赴 )2 接萤 连
( 把 原 出厂 的铲具 总 成解 体 , 1 ) 在连 接 筒两 侧 与 两 斗杆 之间加 1 0mm 厚 的运 输 带 衬 垫 , 用螺 栓 牢 再 靠 连接 。 ( 在 连 接 筒后 端 面 加 装 一 个 长 5 2 ) 0mm, 3 宽 O mm, 2 高 0mm 的橡 胶 衬垫 ( 夹 具 固定 在 连 接筒 后 用 端 面上 ) 0 4电铲在缩 铲具 时 , 接筒 经 常与 大臂 。1 0 连 相撞 , 此橡胶 衬板 用于减轻 连接 筒的 冲击 载荷 。
斗杆 上 的齿 条通 过与 掘进齿 轮啮合 , 由卷扬 机提 供 动力 , 铲具 实 现 伸 缩 并 传 递 推 压 动力 , 电铲 ( 掘 挖
电铲悬臂根部断裂修复的工艺创新

工艺 / 工装 / 謦目 , 诠斯 , 趁溺 , 维髓 , 改造 E霞墼i 弱§ 口
电 铲悬臂根部断 裂修复的 工艺创新
李 刚志, 谢芳
栾川龙宇钼业有限公司 , 河南 洛 阳 4 7 l 5 0 0
摘
要: 某电铲悬臂根 部断裂难 以修复 , 导 致无法使 用 , 并长期 闲置。 文 中介绍 了一种基于找正理论的悬臂修 复工 艺, 该
机械工 程师 2 0 1 4 年第7 期 2 6 9
解 决方 寨
瑟夏g百 叵盈 工艺 , 工装 , 鼍目 , 诌颤 , 柚麓 , 维信 , 改造
出口 机械欧 美认证电气安 全通用标准的比 较
文 斌
( 华 生 电机 ( 广东 ) 有限公司 , 广东 深圳 5 1 8 l 2 5)
艺, 致使价值 2 0 余万元的悬臂长m t l ; q 闲置 , 造成极大的浪
费。 经 过研 究探 讨 , 对 多种 修复 方案进 行 分析 , 确 定采用悬 臂根部 整体 更换 丁 艺对 电铲进 行修 复 , 修 复效 果 良好 。
1 存在 问题 分析
, . 』 悬臂 结 构及 受 力分 析
工 艺可 以很 好地 解决 悬臂断裂修复 的问题 , 且 操作 简单 , 具有很好 的推广应用价值。 关 键词 : 电铲悬臂 ; 断裂 : 修 复
中图分 类号 : T G 4 5 7
文献标 志 码 : B
文章 编 号 : 1 0 0 2 — 2 3 3 3 ( 2 0 1 4 ) 0 7 — 0 2 6 9 — 0 2
『 } 1 于悬臂轮廓尺寸大 ( 长 1 0 . 5 m x 宽0 . 8 n i X i 。  ̄ ’ ] ‘ 1 . 5 I l 1 ) ,
2800XP电铲斗杆的焊修实践

不应有的损失。采场2 电铲斗杆经过严格按照修 } 理程序施工, 现已经正常使用一年多, 其设备仍保持 完好, 故障率 下降, 效果明显, 从而节约了大量维修
盆
年
卷
第 12
J白
期 月
犷 业研究 与开发
MI N R & D NI G
V226 D 10 o N , o - 0 l . . 1
文章编号 : 0 一 7320 ) 一 08 0 1 5 26 (010 02 一 2 0 6
20X 80 P电铲斗杆的焊修实践
王学中, 王文斌
rc . a k
Ky r : e Bc t ; a wln e W d So l u er Rpi ei o s hv ; k o d e r d g
1 概
述
20X 电 铲是准格尔煤炭工业公司黑岱沟露 80 P 天 煤矿的主要装载设备, 其斗容大, 作业效率高, 承 担着采场年产 60 t 0 万 的装载任务, 生产中发挥了
两侧同时焊接, 最后焊齿条尾端 (功 用磁粉探伤仪检查长焊缝有无裂纹, 1 如
3 齿条的焊修
电 铲使用到一定年限后, 需要更换齿条。完成 此项Z作, 需要采取相应措施才能保证其技术要求, 具体程序和步骤如下。 () 斗杆焊修完成后, 1当 用电弧气刨清除全部 旧齿条, 但不能伤及本体。 () 2 打磨气刨后的表面, 待安装新齿条。
( 准格尔煤炭工业公司, 内蒙古 呼和浩特 600) 030 摘 要: 由于电铲的作业条件恶劣, 冲击负 载频繁, 其斗杆、 齿条等零部件容易受到损坏。文章介绍 了斗杆、 齿条焊 修的程序、 步骤和注意事项。 关扭词: 电铲; 斗杆; 焊修 中圈分类号:D422 4 T 47 1 2 .' ;D 0 文献标识码: B o RpiWe i f t BceR d t 20X Soe f a e r ln o h u t o h 80 P v d g e k o f r e h l WA G e hn , 叭N og 肠 GWe- n N X - uz nb i ge CaCr. H ho, e M noa 30C i ) e ol p , oht I r gl 600 , a r o n n o i0 h n a r evom n ad n fqet ipc d i bi l dd v h s nin et bi r uny a e w l e g e, e a h r y r n eg e l m t he o n a te v isb ct ua . ea , bc t ad r k b e i d a d Tu h soe uj t s e Ep iy t u er n t a c e l a g . s h s e o g s cl h k o l e d h c a e n a y e h s m p ed l侧山山 ] x u s sp ad c tn f r a w ln o t bcer a t a r s p e a e c r , s p a is e i e i f u t n h e e t n r uo o p r d g h k o d d e e r e d e
PH2800XPB电铲起重臂修复工艺探讨

PH2800XPB电铲起重臂修复工艺探讨贺栋;张宁【摘要】对PH2800XPB电铲起重臂结构件焊接修复的可行性和修复工艺进行了分析和论证,并在理论与试验的基础上制定出了焊接修复工艺,在实际的焊接修复工作中获得了满意的效果.【期刊名称】《露天采矿技术》【年(卷),期】2015(000)007【总页数】3页(P56-58)【关键词】PH2800XPB电铲;起重臂;工艺【作者】贺栋;张宁【作者单位】中煤平朔集团有限公司露天设备维修中心,山西朔州036006;中煤平朔集团有限公司露天设备维修中心,山西朔州036006【正文语种】中文【中图分类】TD422.2+1P&H2800XPB电铲是平朔安家岭露天矿的主要挖掘设备,电铲起重臂作为主要的受力部件,在电铲的运行和操作过程中,起到支撑、推压和提升的作用,同时承受着冲击载荷和自身与勺杆、铲斗的重力载荷,以及挖掘过程中产生的弯矩和偏载挖掘时形成的扭矩作用,加之工作环境极为恶劣,在多年的使用过程中造成起重臂不同部位出现不同程度的磨损、疲劳裂纹,致使电铲不能正常工作。
而随着焊接技术的不断发展,矿山现场通过焊接方法来修复磨损等失效部件的工艺已获得了越来越广泛的应用[1]。
为能在最短的时间内完成修复工作,恢复生产,减少经济损失,经技术人员现场鉴定,决定对起重臂开裂严重部位采取局部换板并加固、对侧板和齿轮箱内部裂纹进行刨焊的修复工艺对其进行修复,并测量使其达到原尺寸装配要求,满足现场采掘工作的需求。
1)起重臂属于变截面的箱形梁结构。
其中部主要是推压机构部分,通过推压齿轮与勺杆齿条的啮合实现勺杆的推压和抽拉运动,为加强推压机构部分结构的局部刚度,起重臂中部原始设计为四腹板结构,而且将推压减速箱体放置于其中,使其与起重臂有机地成为一个整体,使得中部一些构件既属于减速箱体,又属于起重臂本体[1]。
因此,中部可以看做为起重臂的中心受力部位,电铲长时间的作业过程中,会极易造成起重臂中部磨损,焊道及母板易出现隐形疲劳裂纹,使之实际承载力下降,进而发展成显性开裂,更甚者从中部断裂,导致电铲无法作业而停机待修。
大型矿用电铲斗杆现场检查与检修方法

大型矿用电铲斗杆现场检查与检修方法张玉华;孙兆胜【摘要】大型矿用电铲是大型露天矿开采的主要设备.斗杆是推压机构中的重要件之一.经过生产运行使用,斗杆经常发生焊道裂纹及扭曲变形,齿条齿面磨损超限,齿条与斗杆连接部的焊道也发生开裂.以太原重工WK-10B电铲为例,详细论述了斗杆的现场检查方法及现场检修规程.【期刊名称】《露天采矿技术》【年(卷),期】2015(000)003【总页数】3页(P50-52)【关键词】斗杆;检查方法;齿条;检修方法【作者】张玉华;孙兆胜【作者单位】神华宝日希勒能源有限公司,内蒙古呼伦贝尔028000;神华宝日希勒能源有限公司,内蒙古呼伦贝尔028000【正文语种】中文【中图分类】TD422随着我国经济的飞速发展,对铝材料的需求与日俱增,带动电解铝工业发展势头迅猛。
带导向轮复杂多功能钢吊车梁作为电解铝厂房中的主要构件之一,其工作环境较恶劣,竖向荷载和横向荷载的作用方式与普通吊车区别较大,对结构设计增加了难度。
电解铝车间一般较大,吊车梁数量较多,所以吊车梁体系的用钢量造价,成为决定电解铝厂房工程造价主要因素。
随着计算机优化技术和结构优化设计理论的进一步发展,为了推动电解铝工业的进一步发展,降低电解铝厂房建设的工程造价,进行带导向轮复杂多功能钢吊车梁体系结构优化设计成为一条行之有效的途径。
对吊车梁的合理设计和降低其工程造价有一定的实际意义。
由中铝国际沈阳铝镁设计院提供的吊车资料,复杂多功能吊车的吊车参数[1]见表1。
吊车荷载是动力荷载,在对承受动力荷载的结构时,首先绘制出结构的内力包络图,然后根据包络图的绝对最大弯矩和绝对最大剪力[2],确定吊车荷载的作用位置。
在对吊车梁体系优化设计时,需重点验算吊车梁的强度,尤其是吊车梁体系疲劳强度。
还需重点验算钢吊车梁的刚度,包括竖向挠度和水平挠度。
重点考虑2种荷载工况[2]。
1)荷载工况1。
吊车荷载作用下达到绝对竖向最大弯矩。
采用阴极吊车和多功能吊车组合进行吊车梁体系的优化设计,跨度为6.2 m时,对应的荷载作用及位置如图1。
吊斗铲VRC铲斗焊接修复工艺的研究与应用

吊斗铲 VRC 铲斗焊接修复工艺的研究与应用摘要:吊斗铲VRC铲斗所用结构件材料均采用强度较高的钢板,在运行过程中,经常产生不同程度的裂纹。
普通的焊接工艺达不到铲斗特性需求,导致裂纹频繁开焊,重复焊接修复,无法满足设备正常运行要求。
所以通过实践总结出一套具有针对性的焊接修复工艺,不仅可以降低工人的劳动强度,也可以有效提高吊斗铲VRC铲斗的使用寿命,提高设备生产效率。
关键词:VRC铲斗;金属疲劳;CO气体保护焊;焊接修复20引言8750-65型迈步式吊斗铲是准能公司露天煤矿抛掷爆破倒堆工艺的主采设备,主要对煤层上部岩石进行剥离。
吊斗铲配套使用的VRC铲斗,全部为钢结构,自重80吨,容量90立方米。
铲斗主体框架由厚度为50mm-100mm的焊达400型钢板制作而成,框架内部采用厚度30mm的威达700型钢板填充。
铲斗在满负荷使用过程中,经常产生不同程度的裂纹,填充钢板裂纹可现场临时焊接,不影响设备运行;若主体框架裂纹,普通的焊接工艺达不到铲斗特性需求,导致裂纹频繁开焊,不得不重复焊接修复,无法满足设备正常运行要求。
所以一种针对性的焊接修复工艺不仅可以降低工人的劳动强度,也可以有效提高设备经济性。
1吊斗铲VRC铲斗裂纹分析吊斗铲VRC铲斗连带索具自重达100吨以上,作业过程中频繁与岩石撞击,其外力作用引起铲斗本体开裂。
如果是大能量的单次冲击,会产生突发性裂纹,一般属于脆性断裂裂纹,以极快的速度扩展,由于速度很快,产生的塑性变形来不及抗衡裂纹的扩展,所以导致脆性断裂。
脆性断裂裂纹具有不能被及时发现、不能预先控制等弊端。
如果铲斗在作业中被小能量多次冲击,即会产生疲劳裂纹。
疲劳是指小能量多次冲击而产生裂纹并扩展断裂。
铲斗某个部位承受不同的交变应力集中作用,长时间重复工作,局部区域产生微小裂纹,继续承载运行后,裂纹逐渐扩大发展到表面,有时候甚至断裂。
此疲劳裂纹早期不易发现,生产过程中需对铲斗应力集中区域加强检查力度,发现裂纹后及时进行维修,避免故障扩大。
PH2800XP电铲铲唇耐磨材料的研制与应用
第30 卷第10 期2009 年10 月煤矿机械Coal Mine MachineryVol.30No.10Oct. 2009工艺·装备PH2800XP 电铲铲唇耐磨材料的研制与应用刘志学1,程巨强1,李少春2(1.西安工业大学材料与化工学院,西安710032;2.陕西省渭河煤化集团有限公司,陕西渭南714000)摘要:根据露天煤矿大型电铲铲唇的工作条件和性能要求,研制了一种PH2800XP电铲铲唇用耐磨材料ZG30CrMnSiNi2,研究了不同的热处理工艺对其组织和力学性能的影响。
结果表明,900℃奥氏体化淬火、正火后随回火温度的提高,试验材料的强度和硬度逐渐降低,冲击韧度先降后升,350℃回火出现脆性,冲击韧度达到最低值,超过350℃回火冲击韧度升高。
正火、淬火后200℃回火具有较高的强度和一定冲击韧度,550℃以上回火具有良好的强韧性配合,研制的PH2800电铲铲唇经过露天煤矿的应用,取得良好的应用效果。
关键词:ZG30CrMnSiNi2;铲唇;热处理;力学性能中图分类号:TG142.72文献标志码:A文章编号:1003-0794(2009)10-0091-03Development and Application of Bucket Lip Resistant Materials ofPH2800XP ExcavatorL IU Zhi -xu e1,CHENG Ju - qian g1,LI Shao -c hun2(1. M aterial S cience and Chem ical Engineering College,Xi’an Technological University, Xi’an 710032,C hina; 2.S hanxiWeihe C hemical Corporation Group,Weinan714000,C hina)A b s trac t:Aiming at the work conditions and propertie s requireme nt of buc ke t lip mate ria ls of large-scal e excavator in strip coal mine,ZG30CrMnSiNi2wear resista nt mate ria ls for buc ke t lip of PH2800 XP excavator has be e n deve loped.The effect of different he at trea t on mic rostructur e and prope rtie s of test ma te ria l was studie d.The results show:with inc reasing tem pering tem pe ra tur e a fter norma lizing orquenching at 900 ℃, strength and hardness of the bucket lip materials gradually decrease and toughness increase after decrease, the tempering brittleness appears at 350 ℃and toughness of the materials of bucket lip reaches lowest value. Tempered above 350 ℃the toughness increases. The test steel has better strength and certainly impact toughness normalizing or quenching at 900 ℃and tempered at 200 ℃, upwards of tempering at 550 ℃, the test material has best matching of strength and toughness. The good application result of wear resistant materials for bucket lip of PH2800 XP excavator in opencast coal mine was obtained.K e y w ord s:ZG30CrMnSiNi2;buc ke t lip;hea t trea tme nt;mec ha nica l prope rties0 前言PH2800XP是引进美国P&H公司大型电铲,斗容范围达25.2m3,是大型露天煤矿常用的挖掘设备之一。
关于电铲作业故障的预防及维修研究

关于电铲作业故障的预防及维修研究发布时间:2023-02-15T08:17:10.868Z 来源:《科技新时代》2022年9月18期作者:王延钢[导读] 由于作业的环境比较恶劣,电铲经常超负荷运转,对自身的使用寿命造成严重影响。
王延钢鞍钢集团本钢矿业南芬露天铁矿,辽宁省本溪市 117014 摘要:由于作业的环境比较恶劣,电铲经常超负荷运转,对自身的使用寿命造成严重影响。
所以,需要建立一套科学有效的电铲设备管理机制,加强对电铲日常管理力度,并依据实际情况制定保养计划和维护计划,安排专职人员负责各项制度、计划的实施,对电铲设备日常的维护和保养工作进行落实,对维护和保养情况进行定期检查,同时做好设备运行和保养记录。
关键词:电铲故障维修—、电铲故障影响因素分析1.环境因素电铲采掘面的硬度和电铲作业的坡度对于电铲的使用有很大的影响。
采掘面的硬度大时,导致推压机构、提升机构、回转机构承受冲击力较大,影响设备使用寿命,尤其是斗齿、提升钢丝绳等。
当行走坡度较大时,行走制动器会受到严重的损坏,也会对中央枢轴、回转辊子的运行有一定损伤。
2.操作因素司机的操作对于设备的使用有很大的影响。
司机不按照正确操作将致使电气元件和机械元件产生不同程度的损坏,导致故障率提高。
3.检修质量设备运行后,由于检修人员检修不到位,不能有效地预防故障发生设备出现故障时,检修人员的技能水平不够,在修复时工艺流程不完善导致故障的发生。
4.设备的缺陷随着电铲设备的运行,一些部件、机构不能满足生产需求,导致故障率逐步增高,给检修带来很大的困难。
二、电铲生产故障的措施1.改善作业环境目前二号矿穿孔爆破的方式使岩石松散达到电铲的采掘要求。
对于生产过程中电铲避免不了的降坡或坡度作业,计划部和生产办制定台阶作业的方式,由工程设备处理一个个平台,降低坡度,有效保障设备的生产效率[1]。
2.提升司机作业水平要求电铲司机在每个工作流程要平稳过渡,并且熟练掌握操作台的按钮。
农机修理中常用修复工艺简介

农机修理中常用修复工艺简介顾春雷摘要:对农机修理中电镀、刷镀、喷镀、等离子弧喷涂、等离子喷焊等常用修复工艺的技术特点、优缺点、适用范围等做了详细的介绍,有利于提高人们对农机零件修复工艺的认识。
关键词:农机;修理;修复工艺1电镀和刷镀电镀法主要有镀铬和镀钢等。
用于金属的电镀层是在温度15~105℃的電解条件下获得的,对基体金属的性质没有什么影响,且镀层与基体金属间有较高的结合强度,但镀层的力学性能随着镀层的厚度增加而变坏。
所以电镀修理法受到零件磨损程度的限制。
一般镀铬厚度为0.01~0.03mm,而镀钢厚度为0.05~5mm范围内。
电镀法应用广泛,如:在滚动轴承外圈表面上和轴瓦的外表面上镀铜,用来增加轴承和轴承座的过盈量。
在蜗轮和蜗杆的螺纹表面镀铜,可增加啮合的平滑性;镀锡和镀铅锡合金于轴瓦工作表面,可补偿轴瓦耐磨合金的磨损,且增加磨合效果。
也可采用镀锌、镀镉等方式进行防腐处理。
电刷镀是一种特殊的电镀,又称涂镀、快速电镀、快速笔涂电镀、擦镀、选择性电镀等。
电刷镀基本原理也和电镀一样,刷镀时将工件作为阴极,浸过镀液的镀笔作为阳极。
将工件和阳极分别接在刷镀电源上的正负极,然后将镀笔放在工件的被镀部位,进行相对运动,即可得到所需的金属镀层。
刷镀的优点:①镀积速度快,为电镀的5~20倍;②镀层具有良好的力学性能和物理化学性能,硬度高、耐磨性和结合强度好;③设备简单,方便灵活,可到现场进行局部解体或不解体刷镀,被镀零件的尺寸和形状不受限制;④镀层尺寸精确,根据需要可方便的选用刷镀层种类和调整镀层硬度,采用安培小时计监控镀层厚度,精度可达±0.01mm,一般情况下镀后零件不需机加工;⑤一台设备,只改变镀液种类,就可镀多种金属和合金层。
安全可靠,环境污染小;⑥耗电量小,仅为电镀的几十分之一;⑦对零件的热输入小,基体金属不会发生变形。
电刷镀适合范围:①恢复磨损和加工超差的零件;②新零件的保护层,用于防磨、防蚀等;③大型精密零件(如曲轴、机体平面、油缸等)局部擦伤、划痕、凹坑的修复;④改善轴承与配合面的过盈配合性能;⑤修复有缺陷的电镀件和电镀无法完成的零件,如盲孔、狭缝及无法入槽的零件。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
直 型齿 条无 法正 常 咬合 ,造 成铲 杆直 型齿条 严重 磨
损 , 至发 生断齿 现象 。 甚
敷率
r- 1
焊
/ A
/gh k "
墓
送 丝 速 度 电
/r-r i q e a n a
围
() 2行走齿轮安装精度存在较大误差 , 导致行走
齿轮 在运转 过程 中与直 型齿 条无 法正 常咬合 ,造 成 铲杆直 型齿 条受力 挤压 变形 、 严重 磨损 , 甚至 发生 断
() 4未能及时进行铲杆 的直 型齿条 润滑 ; 操作不 当 等人 为因素造成铲 杆在挖掘或 运行过程 中异 常受力 ,
导致铲杆发生直型齿条磨损失效 、 或铲杆出现裂 纹 。
2 焊接 检修工 艺 的制定
P 20 H 80电铲铲杆 直 型推压 齿条 原 为整 体结构 ,
采用 焊 接工 艺将 其 安装 在 铲 杆 的方 形箱 式母 体上 。 但 经相 关技术 人员 分析发 现 ,整体 式 的直型 齿条 在 焊 接安 装过程 中容 易发生 变形 , 且变 形不易 控 制 , 故 与 国 内相关齿 条供应 厂家 技术员 研究 决定 将 整体直
收稿 日期 :00 0 — 8 2 1— 8 2 业学校露天机械 化专业, 为神 华准 能公 司房屋 物业管理公司 现
技 术 员。
效果 良好, 焊接过程 中 C : O 电弧的穿透力强、 抗锈能 力强、 焊缝含氢量低 、 焊接低合金钢时冷裂纹的倾向
() 2 焊接工 艺选择 。 在焊 接过 程 中为 了能更好 的
起 重臂 鞍座处 由减速器 带动 的推压 齿轮 与铲 杆上 的
直型齿 条 啮合 传 动 , 使铲 斗完 成挖 掘和装 卸动作 。
1 铲杆 损坏 失效 的形 式及 原 因
P 20 H 8 0电铲 铲 杆 发 生损 坏 失 效 的形 式 主要 有
2 : 种 ①方形箱式的铲杆主体产生裂纹 ; ②铲杆两侧 推压 直 型齿条发 生磨 损 、 断齿等 。 致铲杆 发生 损坏 导
齿 现象 。
/g h - k  ̄ r ̄
( ) 自动 C : 体保 护焊 的优 点 。C : 体 1半 O气 O气 保 护焊 较其他 焊接 方法 有生产 效 率高 、焊接 成本 低 ( 为焊 条 电弧焊接 的 4 % ~5%)耗 能低 、 接保 护 0 0 、 焊
() 3 长时 间 的加 载运 转 , 致方 形箱式 铲杆 母体 导 金 属 出现微小 疲劳 裂纹 , 裂纹 的进一步 拓展 , 微 最终
・8 4・
露天采矿技术 21年第1 01 期
・ 眶罪
浅析 P 20 H 80电铲铲杆焊 接检修工 艺
高颖峰
( 内蒙古呼和浩特 薛家湾神 华准格 尔能 源有 限责任公 司房屋 物业 管理 公司 ,内蒙古 呼和 浩特 0 0 0 ) 13 0
摘 坏 失效后 的检修 工 艺 , 并对 铲杆 发 生推 压齿 条破
型齿条 进行结 构改进 , 整体 直齿条 分段铸 造 , 将 再分 段 焊接 安装在 铲杆上 ,以减少直 型齿 条在 焊 接过程 中所 产 生 的焊 接变形 。 依 据铲 杆及 直型推 压齿 条 的材质 ,直 型推压 齿
杆下盖 板上 焊有 直型 推压齿 条 。 电铲 工作 时 , 固定 在
程 中金 属 飞溅 较 多 ,特别 是 当焊 接工 艺参 数 匹 配不 当时 , 为严 重 。 时飞 溅 损失量 达 到焊 丝熔 化量 的 更 有 3 % 4%, 0 0 飞溅 增加 了焊 丝及 电能 消耗 , 降低 焊 接 生产 率 和增加 焊 接成本 。 当飞溅金 属 粘 到导 电 嘴和
减小 焊接应 力 , 增加焊 缝 的焊接 质量 , 故选 择 多层多
作者简介: 高颖峰(9 1 )男,93 17一 , 19 年毕业 于阜新煤炭 工 小 等优点 。
露 大 米 致 不
道焊接 工艺 。
2 1 年第 1 01 期。
・ 9・ 4
( ) 自动 C : 体保 护 焊接 的缺 陷 。 焊 接过 3半 O气 在
P 20 H 80电铲 是从 美 国引进 的成 套设 备 , 斗容 为 2. I ,是 黑岱 沟露天 煤矿 岩土剥 离 的主要 挖掘 装 52T I , 载设 备 。铲杆 的长度 约 961、 约 27I、 . 1宽 1 . l 高约 1 l . 3 n,由低合 金 高强 度钢 铲杆 基 体与 铸 钢直 型推 压齿 l
条 焊接 而成 。推 压齿 轮副 是 电铲 铲斗 的唯一 传 动部 件 。P 2 0 H 80电铲铲 杆采 用矩 形截 面箱形 结构 , 内有 加 强筋板 , 采用 低合 金高 强度钢 板焊 接而成 。 根铲 两 杆 由矩形 组合箱 形截 面 的连接横 梁连成 一整 体 。铲
导 致铲杆 出现较大 的裂纹 损坏 。
喷 嘴 内壁 上 ,会造 成送 丝 和送气 不 畅 而影 响 电弧稳
定 和降低 保护 作用 , 化焊 缝成 形 。 到焊 件 表面上 恶 粘 又增 加焊 后清 理工 序 。 风能 力较 弱 , 抗 室外 作业 需有 防风 措施 。在熔 池 金属 内部 存在 有溶 解 不 了 的或过 饱 和 的气体 , 当这些 气体 来不 及从 熔 池 中逸 出 时 , 便
的主要原 因包括 :
条 的焊接 方法选 择 了 C : 体保 护焊 ,焊 丝选用 气 O气
保护 、 钛基 、 微合 金 的通用 药芯 焊丝 L 7T 主要 W一 1 M,
技术 参数见 表 1 。
表 1 焊丝 的技术参数
焊 化
/u n n
( ) 杆或 铲 杆 直 型齿 条 在焊 接安 装 过程 中存 1铲 在较 大 的尺寸偏 差 ,导致行 走齿 轮在运 转 过程 中与
损 、失效的情况进行 了详细原 因的分析 ,描 述 了更换推 压齿条及铲杆进行焊接修复的工艺过程 ,表 明了
P 20 H 8 0电铲铲杆 焊接检 修 工 艺的重要性 。
关键 词 : O 气体保 护焊 ; 芯焊丝 ; C2 药 直型推 压 齿条 中图分类号 :P2 7 T 0 文 献标 识码 : B 文章编号 :6 1— 9 1 2 1 )O 17 86(0 1 1—0 4 —0 08 2