TEP工艺验证方案
注塑工艺验证方案
注塑工艺验证方案1 验证目的对注塑工艺进行验证、确认有效控制,以保证在模具、机器型号不变的一定的生产条件下,生产出符合标准要求的医疗器械产品。
评价注塑工艺参数改变对注塑产品的外观、集合形状的影响,以确定最佳注塑工艺参数,为编制定机、定模具的注塑工艺卡确定工艺依据。
2验证要求2.1 验证依据:图纸:外套PQ-CT-02-06相关产品标准:2.2 验证项目:注塑压力(%);料筒温度(℃);冷却时间(S)2.3 验证参与部门和人员技术部质保部负责人:注塑车间生产主管:2.4 验证条件3 验证试验验证按图示程序进行:3.1 试验工艺参数设置 < 注塑工艺参数排列表>3.2 试验方法:3.2.1 按〈注塑工艺参数排列表〉将始注温度、始注射压力组成试验参数组开始进行试注射。
3.2.2 根据设备说明书及常规经验进行组合设计升温、升压试验:a)料筒温度外套加工参数:芯杆加工参数:b)注射压力:注射压力保持在45-46%c)保压时间外套:25.5s,芯杆:25.5sd)冷却时间外套:21-23s,芯杆:18-19s3.2.3 试验记录每组试验由车间工艺试验员做试验数据记录,由检验员记录产品成型质量情况,直至产品合格及达到最佳质量状态,即可确定最佳注塑组合工艺参数值。
4验证结果分析评价:4.1 检验评价巡检员对每组试注塑产品均作外观及几何尺寸的检验,作出该模产品符合规定要求及图纸的情况和检验结论,并在附件3《注塑工艺参数验证排列表》上签注验证评价意见。
4.2 车间试验评价注塑车间工艺试验员依据《注塑工艺参数验证排列表》记录的产品合格情况,择定最佳注塑组合工艺参数,在《注塑工艺参数验证排列表》上签注验证评价意见。
5验证结果的报告和反馈5.1试验结束后,注塑车间工艺验证员据《注塑工艺参数验证排列表》将择定的最佳注塑组合工艺参数写入注塑编写《注塑工艺验证试验报告》,交质管部签署验证意见后报送技术部。
5.2 技术部依据车间和品管部试验评价意见做最后验证确认结论后,进行以下文件准备:对新产品,将工艺验证最佳参数值编制该产品的注塑工a)艺过程卡;b)对老产品中存在的工艺卡与记录不符合的,据此修改和更换工艺过程卡。
tep枕头工艺流程
tep枕头工艺流程TEP枕头工艺流程枕头是我们生活中经常使用的睡眠用品之一,对于我们的睡眠质量和健康至关重要。
而TEP枕头是近年来新兴的一种枕头,它通过特殊的工艺流程,使枕头的质感更加舒适,并具有一定的健康功能。
下面我们来介绍一下TEP枕头的工艺流程。
首先,TEP枕头的制作材料是聚酯纤维,并经过特殊的加工处理。
这些聚酯纤维原料首先要进行定量称重,确保每个枕头的使用量相同。
然后,将这些聚酯纤维原料放入一个称量机中,根据产品的要求设定合适的称量比例,确保每个枕头的质量稳定。
接着,将称量好的聚酯纤维倒入搅拌机中,加入适量的水和一些特殊的添加剂。
这些添加剂主要有植物精油和抗菌剂,能够有效地减少枕头使用过程中产生的细菌和异味。
然后,打开搅拌机,对混合物进行均匀搅拌,确保每个纤维都受到充分的渗透和润湿。
随后,将混合好的聚酯纤维料放入模具中,模具的形状可以根据用户的需要进行设计和调整。
模具中的聚酯纤维料要进行压实,确保枕头的形状和密度,避免太松或者太硬。
然后,将模具中的聚酯纤维料放入干燥机中,进行高温高压的热处理,以使纤维料更加坚固和耐用。
接下来,经过热处理的TEP枕头材料进入一个专门的机器中,经过切割与细化。
这个机器可以根据需要将枕头材料切割为不同的尺寸和形状,以满足不同用户的需求。
然后,将这些切割好的TEP枕头材料送入下一道工序中。
最后,将切割好的TEP枕头材料进行装配,装入枕套中。
枕套可以选择不同的面料和款式,以满足用户的个性化需求。
装配好的TEP枕头要进行质量检查,确保每个产品都符合相应的标准和要求。
合格的产品进行包装,然后经过质检部门的检验,打上合格的标签,成品TEP枕头可以进入市场销售。
总的来说,TEP枕头的制作工艺流程主要包括原料称量、混合搅拌、模具压实、热处理、切割与细化、装配和质量检查等几个环节。
这些环节都需要工人们仔细操作,并严格把控每个环节的质量,以保证生产出高质量的TEP枕头产品。
通过这样的工艺流程制作出的TEP枕头,不仅具有舒适的质感,还能够提供更好的睡眠体验,并具备一定的健康功能,成为用户睡眠时的好伙伴。
环丙氨嗪预混剂工艺验证报告+环丙氨嗪预混剂生产工艺规程验证方案
环丙氨嗪预混剂生产工艺验证报告1、目的:制定环丙氨嗪预混剂生产工艺过程验证的验证报告。
2、描述:环丙氨嗪预混剂工艺规程是我公司根据农业部公告1960号环丙氨嗪预混剂项下有关内容制订的,在此验证之前已对空调净化系统、生产设备设施、计量器具等进行了验证;所用原辅料、包装材料经检验合格,在验证结果基础上,本验证报告对环丙氨嗪预混剂生产工艺验证结果进行报告。
3、职责:3.1质量管理部门职责:对验证结果进行检查、检验。
审阅批准报告。
3.2生产部门职责:起草,实施验证,收集验证资料、数据汇签验证报告。
3.3设备部门职责:做好设备操作维护。
4、验证测试及其结果4.1过筛4.1.1标准:应符合要求。
4.1.2结果:符合要求。
4.2混合4.2.1标准:含量、均匀度应符合要求。
4.2.2结果:30kg时混合15分钟符合要求。
4.3分装4.3.1标准:分装装量应符合要求。
4.3.2结果:符合要求。
4.4包装4.4.1标准:包装质量应符合要求。
4.4.2结果:符合要求。
4.5成品4.5.1标准:成品应符合内控质量标准。
4.5.2结果:符合要求。
5、收率:应符合限度5.1结果:符合限度6、结论:该工艺经整个生产过程验证确认,结果符合兽药GMP要求,可以批准使用。
7、验证周期为两年。
若工艺参数、方法、原辅料、设备改变时需重新验证。
、8、验证报告记录附后。
工艺验证小组:组长:环丙氨嗪预混剂生产工艺验证方案目的:制定环丙氨嗪预混剂生产过程验证的一系列文件,用以验证环丙氨嗪预混剂生产过程的可靠性和重现性。
适用范围:环丙氨嗪预混剂生产过程的关键工序。
责任人:验证小组成员、生产操作人员、化验员。
1 验证的目的及要求。
环丙氨嗪预混剂工艺规程是我公司根据农业部公告1960号环丙氨嗪预混剂项下有关内容制订的,在此验证之前已对生产设备设施、计量器具等进行了验证;所用原辅材料、包装材料经检验合格,本验证方案对环丙氨嗪预混剂生产工艺中有可能影响产品质量的关键工序进行验证,也是对以上各系统联合起来的复验证,以证明在规定的工艺条件下,能始终如一生产出合格的产品。
工艺验证方案范文

工艺验证方案范文工艺验证是指对产品生产过程中的工艺参数进行验证、调整和优化,以确保产品能够满足设计要求,并达到一致的质量水平。
工艺验证是制定和改进工艺方案的重要环节,旨在降低生产成本、提高生产效率和保证产品质量。
下面是一个1200字以上的工艺验证方案。
一、引言工艺验证是指在生产过程中对工艺参数进行验证、调整和优化,以保证产品能够满足设计要求,并达到一致的质量水平。
有效的工艺验证方案可以降低生产成本、提高生产效率和保证产品质量。
本文将介绍一个工艺验证方案,以保证产品加工的一致性和稳定性。
二、工艺验证目标1.确定关键工艺参数和控制点。
2.评估工艺参数的稳定性和一致性。
3.优化工艺参数,使产品达到最佳性能。
4.验证工艺参数的合理性和准确性。
三、工艺验证步骤1.确定关键工艺参数和控制点首先,通过分析产品的工艺流程和特性,确定关键工艺参数和控制点。
关键工艺参数是影响产品性能和质量的关键因素,而控制点是对关键工艺参数进行监测和控制的位置。
2.评估工艺参数的稳定性和一致性在生产过程中,通过收集相关数据和样本,评估工艺参数的稳定性和一致性。
稳定性分析可以通过统计方法进行,例如计算均值、标准差和过程能力指数等。
一致性分析可以通过方差分析和假设检验等方法进行。
3.优化工艺参数基于稳定性和一致性的评估结果,优化工艺参数,使产品达到最佳性能。
优化方法可以采用试验设计和统计分析等技术,例如响应面法和正交试验设计等。
4.验证工艺参数的合理性和准确性通过验证实验,验证工艺参数的合理性和准确性。
验证实验应该采用典型样本和工艺条件,并进行多次重复测试和分析。
验证结果应该与设计要求进行比较和评估,以确定工艺参数是否能够满足产品要求。
四、工艺验证方案的关键因素1.数据收集和分析能力工艺验证需要大量的数据收集和分析能力,以评估工艺参数的稳定性和一致性。
因此,工艺验证方案中需要包括数据收集和分析的方法和技术,例如抽样方法、统计分析和软件工具等。
工艺验证方案模板
Verification department (department):验证科室(部门):Verify completion date:验证完成日期:Validity:有效期:Index 目录1.Purpose目的 (5)2.Scope范围 (5)3.Responsibility职责 (5)3.1 AAA responsibilities AAA的职责 (5)3.2 XXX responsibilities XXX的职责 (6)4.Regulation and Guidance 法规和指南 (8)5.Abbreviations缩略语 (9)6.Protocol Description方案说明 (11)7.Product And Process Description产品和工艺描述 (14)7.1 Product specification (14)7.2 Drug approval No. (14)7.3 Standard Followed: (14)7.4 Raw Materials and Adjuvants原辅料情况 (14)7.5 Process description: (16)7.6 Process Recipe工艺处方: (21)7.7 List of Production Plants生产车间一览 (26)7.8 List of Production Equipment 生产设备一览 (29)7.9 Process Flow Diagram 工艺流程图 (33)7.10 CPP Identification CPP确认 (34)7.11 Validation Plan验证计划 (49)8.Validation prerequisite验证先决条件 (51)8.1 Personal Identification人员确认 (51)8.2 Process Documentation Verification 生产文件确认 (51)8.3 Training Verification 培训确认 (52)8.4 System and Equipment Instruments Calibration Verification 系统和设备仪表校验确认.. 528.5 System and Equipment Instruments Calibration Verification 生产相关验证状态确认 (53)8.6 Test Instruments Calibration Verification 测试仪器和仪表校验确认 (53)8.7 Testing Method Validation Verification检验方法验证的确认 (54)8.8 Raw Material and Excipient Verification原辅料确认 (54)9.Sampling Plan and Evaluation Criteria取样计划及评估标准 (56)10.Sample Coding Method样品编码原则 (70)11.Process Validation Test Execution 工艺验证执行 (72)11.1 Liquid Preparation 液体配制 (72)11.2 Cell Resurrection and Passage细胞复苏及传代 (74)11.3 Harvest liquid test 收获液检测 (81)11.4 Clarification Filtration Efficacy Test 澄清过滤效果检测 (83)11.5 UF Concentration 1 Efficacy Test超滤浓缩1效果检测 (83)11.6 Ammonium sulfate precipitation efficacy test 硫酸铵沉淀效果检测 (84)11.7 Potassium bromide extraction efficacy test 溴化钾提取效果检测 (85)11.8 First density gradient centrifugation efficacy test 一次密度梯度离心效果检测 (86)11.9 Second density gradient centrifugation efficacy test 二次密度梯度离心效果检测 (87)11.10 UF Concentration 2 Efficacy Test 超滤浓缩2效果检测 (88)11.11 Chromatography purification product test 层析纯化产物检测 (90)12.Bulk Determination原液检验 (92)13.Process Validation Summarization工艺验证总结 (93)14.PV Report工艺验证报告 (94)14.1 Process Validation Report 工艺验证报告 (94)14.2 Process Validation Analysis and Evaluation 工艺验证分析与评价 (94)15.Requirements on Execution Records 执行记录要求 (95)16.Deviation Handling 偏差处理 (95)17.Change Handling 变更处理 (95)18.Test Form测试表 (96)表格1 缩略语 (9)表格2原辅料质量标准表 (11)表格3物料消耗表1 (21)表格4物料消耗表2 (21)表格5所用液体配料表 (22)表格6生产车间一览表 (26)表格7主要生产设备一览表 (29)表格8工艺风险分析表 (33)表格9工艺时间表 (49)表格10取样计划表 (56)表格11样品编码原则 (70)表格12配液取样检测信息表 (72)表格13复苏和传代取样表 (74)表格14复苏和传代样品编码 (80)表格15收获液标准 (81)表格16澄清过滤标准 (83)表格17超滤浓缩1标准 (83)表格18硫酸铵沉淀标准 (85)表格19溴化钾提取标准 (86)表格20一次密度梯度离心标准 (87)表格21二次密度梯度离心标准 (88)表格22超滤浓缩2标准 (89)表格23纯化产物标准 (90)表格24原液标准 (92)表格25测试表列表 (96)1. Purpose目的This purpose of this process validation is to provide documented evidence to show that the combination of the personnel, materials, equipment, methods, environmental conditions and the other related utilities XXX Co., LTD (XXX) can ensure the consistent production of products conforming to the enterprise internal standards and the national standards, and the processes are reliable and conforming to the GMP requirements. The process validation and the test results are to be documented based on this validation protocol.本工艺验证用于提供文件化的证据,证明XXX疫苗一室生产XXX原液的人员、材料、设备、方法、环境条件以及其它有关公用设施的组合可以始终如一的生产出符合企业内控标准及国家法定标准的产品,工艺稳定可靠,符合GMP要求,工艺验证的过程和检查的结果将按照该验证方案进行记录。
PET无菌验证

PET线无菌验证方案1、目的及要求1.1本方案规定了PET设备无菌验证的必备程序。
1.2本方案用于以下几种情况:1.2.1新安装PET线无菌验证时;1.2.2PET线大修后无菌验证时;1.2.3PET线与无菌环境相关联部位进行改造,更换时;1.2.4PET线出现严重质量问题需要重新验证时。
1.3本方案包括S1—S7过程,只有在新PET线安装后无菌验证时需要全部完成,其余情况适用时可根据设备维修情况减少过程。
1.4所有过程及结果必须记录。
报告品控经理,并存档备查。
2、实验前准备2.1无菌验证执行之前,需制定验证流程及时间进度表,并告知所有相关方,必要时需与外方工程师确认合同中规定的验证内容。
验证前需对以下情况进行确认:2.1.1了解机器安装进度a.确认微生物方面内容b.微生物实验室内部确认c.微生物仪器确认(液体取样器,气体取样器,超净台移液枪,振荡器等)2.1.2确认水处理参数,保证供水质量稳定(主要为硬度,微生物,电导率,pH等)2.1.3设备安装。
大修完毕后,关注CIP/SIP/COP/SOP的运作,主要为化学品浓度(CIP、COP实验,连续三次化学品浓度稳定在范围之内),SIP温度参数确认,取样时间,顺序以及取样要与生产、设备部门、外方共同确认。
实验程序S1 着色测试检验灌装机内部清洗是否有死角。
进行着色测试前,运行Cop/SOP,记录下喷头类型及位置。
通过图纸对比来确认可能喷不到的点以及染色液准备:52g可溶性淀粉(可用其他增稠剂代替),2g胭脂红(可用其他食品级色素代替,数量可调整,以清洗着色为准),2L纯净水溶解煮沸后待用。
对微生物实验中的杀菌锅、灌注系统、UHT系统的SIP温度及UHT保持管末端温度使用温度测试条进行验证。
观察残留,调整喷头位置到最佳状态,再次着色,调整到无着色残留为止。
S2 贴片测试:检验灌装机SOP效果准备材料:移液枪(1ml,0.1ml,0.01ml,推荐准备1~9ml移液枪一把)以及枪头各100个,细菌悬浮液(枯草芽孢杆菌),钢片50片,可购买或自制,自制规格为长x宽x厚=50x20x(1~2)mm,一端带孔,孔径6mm,100ml带盖玻璃瓶(作洗脱液盒)50个,不锈钢托盘3个,铝箔纸5卷、平皿、TSA培养基(胰酪胨大豆琼脂、枯草芽孢杆菌专用琼脂),3M胶带、扎带、针筒(1ml、10ml各一个)、振荡器、摇床、三角瓶以制备培养基及无菌水,以及其他微生物实验仪器耗材等。
工艺验证方案范文
工艺验证方案范文一、项目背景1.1产品概述1.2工艺要求1.3工艺验证的目的和重要性二、工艺验证计划2.1工艺验证的步骤2.1.1工艺验证的准备工作2.1.1.1定义验证的范围和目标2.1.1.2确定验证的方法和技术2.1.1.3制定工艺验证计划和时间表2.1.2工艺验证的实施2.1.2.1工艺试制2.1.2.2工艺参数的确定2.1.2.3工艺的可靠性和稳定性测试2.1.3工艺验证的数据分析和总结2.1.3.1数据的采集和整理2.1.3.2数据的分析和总结2.2工艺验证的时间计划2.3工艺验证的资源需求三、工艺验证的方法和技术3.1实验方法和技术3.1.1工艺试制3.1.2数据采集和分析3.2仪器设备和试剂的选择与准备3.3实验操作规范四、工艺验证的指标和标准4.1工艺验证指标的确定4.2工艺验证标准的制定五、工艺验证的结果分析5.1数据的分析方法5.2数据的分析结果5.3结果的讨论和总结六、质量控制和改进措施6.1工艺参数的控制6.2工艺的优化和改进6.3工艺的稳定性和可追溯性七、风险评估和处理方案7.1工艺验证中可能出现的风险7.2风险评估和分析7.3风险的处理和控制措施八、工艺验证的管理和文件记录8.1工艺验证计划和报告的编制8.2工艺验证数据的记录和归档九、工艺验证的有效性评估9.1工艺验证的效果评估9.2工艺验证的改进和进一步优化以上是一个工艺验证方案的基本构架,具体内容可以根据实际情况进行调整,确保方案的可行性和有效性。
在实施工艺验证过程中,需要遵循实验室安全操作规范和质量管理体系要求,确保验证结果的准确性和可靠性。
同时,还需要与相关部门和人员进行密切合作,进行交流和协调,共同完成工艺验证的目标。
PET瓶子食品内包材紫外杀菌验证方案

江门量子高科生物股份有限公司UV杀菌线灭菌一生糖瓶子验证方案----生产三课2010年12月UV杀菌线灭菌一生糖瓶子验证方案□公用系统□设备□清洁□工艺□制水系统□成本□其他_____________ 验证小组:组长:彭辉跃(生产部)签名/日期:组员:谢景强(工程部)签名/日期:李业宏(生产部)签名/日期:郑海源(质保部)签名/日期:莫建文(质保部)签名/日期:杨竞辉(质保部)签名/日期:冯坚良(质量管理委员会)签名/日期:报告:杨竞辉签名/日期:部门:质保部日期:2010-12-26目录一.验证背景 (4)二.验证目的 (4)三.验证范围 (4)四.验证地点 (4)五.验证对象 (4)六.验证设备 (4)七.验证试验所评估的指标 (4)八.验证试验的阶段分布 (4)九.验证过程 (5)十.验证结果汇总 (8)十一.验证结论 (9)十二.验收成员 (9)十三.实施安排 (9)十四.验证结果审批 (10)十五.验证证书 (11)一、验证背景第三生产车间一生糖生产线准备投入生产,对内包材的消毒效果进行验证。
二、验证目的验证一生糖生产线的内包材的紫外线灯杀菌的效果。
三、验证范围一生糖新生产紫外杀菌输送线四、验证地点第三生产车间内五、验证对象一生糖瓶子六、验证设备紫外杀菌输送线所需仪器名称型号规格用途秒表液晶显示测试物体进出灭菌箱内所需时间七、验证试验所评估的指标1000cfu/cm2以内的细菌到<10cfu/cm2的杀菌率为100%八、验证试验的阶段分布阶段起止日期验证实验分布验证内容1 2010-11-30 输送带的速度输送带的速度2 2010-12-2 对包材UV杀菌线进行试提速杀菌验证取干净空瓶进行菌液涂抹,其中一半进行杀菌验证,另外一半作阳性对照。
3 2010-12-5 观察并记录验证结果计算提速后的杀菌率,确定有效性。
4 2010-11-26~2010-12-4 对来料空瓶的微生物含菌量进行收集数据检测连续3批来料空瓶的微生物含菌量,收集数据,制作曲线图。
PET瓶无菌灌装技术的工艺要求和验证结果
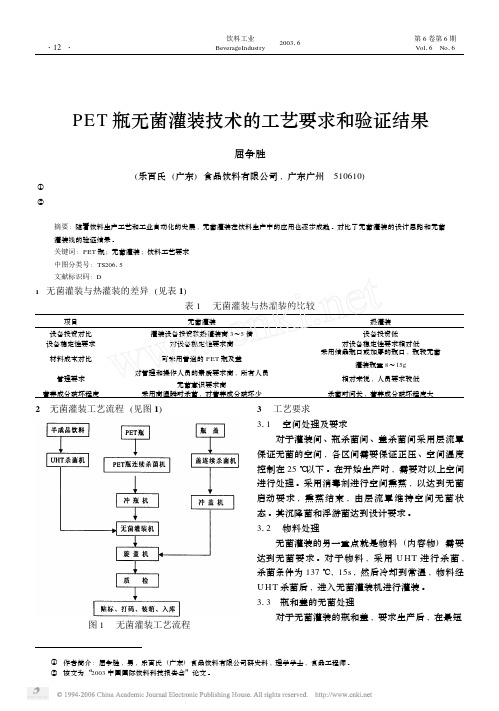
① 作者简介 : 屈争胜 , 男 , 乐百氏 (广东) 食品饮料有限公司研发科 , 理学学士 , 食品工程师 。 ② 该文为 “2003 中国国际饮料科技报告会”论文 。
第 6 卷第 6 期 Vol16 No16
屈争胜
:
PET 瓶无菌灌装技术的工艺要求和验证结果
·13 ·
的时间使用 , 同时 , 在运输和储存过程 , 尽量减少 储存时间 , 并避免和外界空气的接触 。瓶和盖采用 消毒剂进行长时间杀菌 , 灭菌后的瓶和盖 , 倒掉消 毒液 , 用无菌水冲洗消毒液 , 再采用无菌空气吹干 瓶内和盖内 , 供灌装机使用 。 314 设备要求
为保证设备在启动时达到无菌状态 , 在启动 时 , 对设备表面采用消毒液进行喷雾消毒 , 设备内 部采用高温水进行灭菌 , 灭菌后的设备 , 采用无菌 水循环运行 , 对设备进行无菌保护 。若进行灌装 , 则由物料替代无菌水 , 则可以灌装 。 315 人员要求
ry
200316
第Vo6l1卷6 第N6o1期6
Technological requirements f or aseptic f ill ing f or PET bottles and verif ication concerned‘
QU Zheng2sheng ( Robust ( Guangdong) Food and Beverage Co1 , Ltd1 , Guangzhou 510610 , Guangdong , China)
0
0
采用滤膜法进行检测 , 流量为 25L/ min , 抽气
旋盖头 5
5
0
0
时间 10min , 滤膜在培养基上培养 , 结果见表 2 。
表 2 浮游菌检测结果
塑工艺验证方案
塑工艺验证方案一、验证目的。
咱们这次搞这个注塑工艺验证啊,就是想确定咱们现在这套注塑工艺是不是真的靠谱,能不能稳定地生产出质量杠杠的产品。
要是这个工艺不行,那产品质量就没保障,咱们可不能让这种情况发生,得把好这个关。
二、验证范围。
这次验证涵盖咱们厂里头用这个注塑工艺生产的[具体产品名称]。
从原料开始,一直到成品出来,这整个过程都在咱的验证范围内。
不管是注塑机的操作参数,还是模具的使用情况,咱都得好好瞅瞅。
三、验证小组及职责。
# (一)验证小组。
由生产部门的老张负责牵头,成员有质量部门的小李、技术部门的小王,还有操作注塑机的熟练工小赵。
# (二)职责。
老张(生产部门):就像个大管家一样,整体协调验证工作的进行。
安排验证的时间、人员,保证整个验证过程顺顺当当的,要是中间出了啥岔子,他得赶紧想办法解决。
小李(质量部门):这可是质量的把关人。
他要负责制定产品质量的标准,然后按照这个标准去检查生产出来的产品是不是合格。
要是产品有啥质量问题,他得第一时间指出来,然后和大家一起分析为啥会这样。
小王(技术部门):技术大神就是他了。
他得研究注塑工艺的参数,看看这些参数设置得合不合理。
要是不合理,他就得调整参数,直到找到最佳的设置,让产品质量达到最好。
小赵(操作工人):小赵可是直接和注塑机打交道的人。
他要严格按照规定的操作流程来操作注塑机,在操作过程中要是发现机器有啥不对劲的地方,得马上报告。
而且他还得记录下操作过程中的一些关键数据,这些数据对咱们分析工艺很重要呢。
四、验证内容。
# (一)注塑机设备检查。
1. 在开始注塑之前,咱们得先把注塑机好好检查一遍,就像医生给病人做全面检查一样。
看看注塑机的各个部件是不是都正常,有没有松动或者损坏的地方。
比如说那个螺杆,要是它有磨损了,那注塑的过程就可能出问题,所以得特别仔细地看看。
2. 检查注塑机的温度控制系统。
这个可重要了,温度控制不好,塑料就不能很好地融化和成型。
就像咱们做饭,火候掌握不好,饭就做不好吃是一个道理。
工艺验证方案(范例) (6)

工艺验证方案(范例)
工艺验证方案的目的是验证生产过程的稳定性和可靠性,确保产品符合设计要求和质量标准。
以下是一个范例工艺验证方案,供参考:
1. 目标:验证生产工艺的可重复性、稳定性和一致性,确保产品质量达到设计要求。
2. 产品:以某一新产品为例,进行工艺验证。
3. 测试标准:根据产品的设计要求和质量标准,制定相应的测试标准和检测方法,包括产品的外观质量、尺寸、性能等指标。
4. 测试设备:准备所需的测试设备和工具,确保其准确性和稳定性。
5. 样品选择:从生产线上随机选择一定数量的样品进行测试,确保样品具有代表性。
6. 工艺参数:确定需要验证的关键工艺参数,例如温度、压力、速度等。
7. 实施方案:设置合适的实验组织和工艺流程,按照设定的工艺参数进行生产,保持和监控关键工艺参数的稳定性和一致性。
8. 数据收集和分析:记录每个样品的测试结果和关键工艺参数,进行数据的统计和分析,查看产品的稳定性和一致性。
9. 结果评估:根据测试结果评估工艺的可靠性和稳定性,找出可能存在的问题并采取相应的改进措施。
10. 结论和建议:根据工艺验证的结果,得出结论并提出建议,包括生产工艺的优化、工艺参数的调整等。
11. 文件和报告:编制工艺验证报告,包括验证目的、方法、结果、结论等内容,以便于记录和复查。
12. 追踪和确认:随着生产的继续进行,对工艺的稳定性和一致性进行追踪和确认,确保产品持续符合设计要求和质
量标准。
请注意,上述范例仅作为参考,实际的工艺验证方案需要
根据具体产品和工艺进行细化和调整。
TEP项目实施方案
TEP项目实施方案TEP项目实施方案文档项目概述TEP(Technology Enablement Program)项目是一个旨在促进企业数字化转型的计划,该计划旨在通过使用最新的技术和最佳实践来实现,改变企业在当今数字时代的运作方式。
该项目的目标是建立一个可持续的数字化生态系统,其中包括跨部门间的紧密联系和深度合作,还需要利用数据分析、自动化和数字化工具来提高生产力和质量。
最终,该项目的成果将带来更灵活的企业,更快的时间到市场,以及更高的客户满意度。
实施步骤1. 确定目标和成果在TEP项目实施前,必须制定一个明确的目标和期望结果。
项目团队需要与利益相关者进行充分的沟通,并确立一个全面的项目范围。
确定项目所要实现的目标和关键绩效指标,以确保在实施期间,所有活动都有一个共同的方向。
2. 创建项目团队项目团队应该由各个部门的代表人员组成,从而确保在整个项目过程中,所有方面的需求和利益都得到了平衡和满足。
项目团队应该包括项目经理、技术专家、业务专家、财务专家等人员。
同时,这个团队需要确定代表各方面利益的项目发言人。
3. 制定项目计划在制定项目计划前,必须先完成项目范围定义和工作分解结构(WBS)的制定。
将任务分成小块并确定任务先后顺序是非常重要的,因为它有助于项目团队更好地掌握项目进展情况。
在项目计划编制过程中,需要考虑到时间、资源、成本等方面的限制,以实现项目的进度控制和成本控制。
4. 确定关键里程碑里程碑是项目管理中的重要时间节点。
通过确定关键里程碑,可以更好地控制项目进度、协调跨部门合作、识别风险和问题,并最终实现项目目标。
5. 管理风险风险管理应该是项目实施过程中的一个重要部分。
风险管理的重点是预测可能影响项目目标实现的事件,并采取措施以减轻或消除潜在的负面影响。
在项目实施期间,项目团队需要定期评估风险,采取相应的措施,从而避免计划中的延误和增加成本。
6. 确定关键绩效指标关键绩效指标(KPI)应该是衡量项目成功的量化评估标准。
TEP工艺验证方案
TEP工艺验证方案起草:部门:部门:年月日部门:部门:年月日部门:部门:年月日部门:部门:年月日审核:部门:部门:年月日部门:部门:年月日部门:部门:年月日部门:部门:年月日批准:部门:部门:年月日实施日期:年月日凯华制药有限公司2003年9月目录1 产品介绍2 验证介绍2.1 验证目的2.2 验证范围2.3 验证类型2.4 验证日期与相关批号2.5 验证小组成员及职责3 工艺相关配套设备、设施3.1 概述3.2 设备3.3 计量仪器3.4 水系统3.5 精烘包4 工艺及关键工艺参数4.1 工艺简介4.2 工艺流程图、溶剂流程图4.3 关键工艺参数、关键原料讨论4.4 关键工艺参数、关键原料一览表5 质量和收率标准5.1 关键原料质量标准5.2 中间体质量标准5.3 成品质量标准5.4 收率标准6 其他验证相关内容6.1 取样方案6.2 稳定性考察方案6.3 偏差及处理6.4 人员培训6.5 供应商审计7 验证合格判定8偏差及处理9验证结果的审核、评价、批准或拒绝10 附件1 产品介绍TEP是我司生产的外用滴眼剂,主要用于青光眼的治疗。
其结构如下:本品是一全合成药物,化学反应步骤为两步。
本品于2002年7月年在我司研发中心开发成功,2003年5月顺利通过中试生产,计划在近期进行工艺验证后正式投入商业化生产。
生产车间为102车间,预计批量为40KG左右。
本品的开发情况详见附件APPENDIX1:“TEP 实验室小试报告(CW-DEV-TEP-001)”和附件APPENDIX2:“TEP 中试报告(CW-DEV-TEP-002)”。
2 验证介绍2.1验证目的通过对生产TFP工艺的在车间进行商业化规模的完整验证,确认该工艺的稳定性和可靠性,确保用该工艺生产的TFP符合其质量标准。
2.2验证范围该工艺验证的范围包括从起原料TFP-1到最终得到符合质量标准TFP的全过程。
具体包括:氢化、缩合、重结晶、干燥、打粉、包装入库。
浅谈PET片材抗菌性能的工艺及实验验证方法
浅谈 PET片材抗菌性能的工艺及实验验证方法摘要:随着人们对食品安全要求的日益增长,许多特殊性能的包装产品应运而生,本文介绍的是关于对具有抗菌性能的PET包装片材的研究,通过不同的实验确保其抗菌效果和力学性能,以确保食品安全性能。
关键字:PET;片材;PETG;抗菌;前言:随着经济社会的发展,人们对食品安全与环境友好的要求越来越高,性能更高、环境更友好的抗菌材料的研发迫在眉睫。
高分子抗菌材料一直是抗菌领域的热门话题,而PET聚酯材料乃是整个高分子领域的佼佼者,研发PET抗菌复合片材就具有很大的必要性和价值。
1.抗菌材料分析1.1环境:通常我们所谓的抗菌材料指的就是能杀菌或者破坏微生物生存条件的这一类材料的一个总称。
研究学者们合成出了另外一类高分子抗菌材料,即在聚合物中直接引入抗菌基团,而且这类抗菌高分子材料甚至可以弥补有机、无机和天然抗菌剂的各种不足之处,如易挥发、抗菌性能不稳定、容易渗入人和动物表皮等缺陷,同时还具有提高现有抗菌剂效率,延长抗菌剂使用寿命,减少有害抗菌剂残留毒性等优点。
1.2抗菌材料:纳米材料具有量子尺寸效应、体积效应、表面效应等很多优点,根据杀菌抗菌的机理不同,将具有抗菌功能的各种纳米材料可分为两大类:一类是载有银离子的纳米抗菌材料,抗菌机理是银离子与细菌接触后,到达微生物细胞壁,带正电荷的银离子吸附在带负电荷的细胞壁上,依靠库仑力使两者牢固吸附,银离子穿透细胞壁进入细胞内使细菌细胞发生破坏而死亡;另外一类为载有ZnO材质的纳米抗菌材料,纳米ZnO具有以下优点,一个是即效性好,ZnO是半永久维持抗菌效果的抗菌剂,不像其他抗菌剂会随着溶出致使抗菌效果下降;二是安全性高,ZnO可用于各种食品添加剂中,同时与皮肤接触不会对皮肤产生任何不良影响。
目前,可以采购现有的ZnO抗菌母粒或者使用纳米ZnO与PETG按照一定比例配比,再用造粒机进行造粒得到抗菌母粒。
1.抗菌PET复合片材2.1.1实验条件抗菌试验条件按照国家抗菌塑料—抗菌性能试验方法和抗菌效果规定的实验条件进行试验。
工艺验证方案
工艺验证方案下载文档收藏1工艺验证方案体外诊断试剂质量管理体系文件北京生物医学科技有限公司生产工艺验证方案类别:验证方案编号:部门:XXXXXX 诊断试剂盒(AAAA)工艺验证小组页码:共 23 页,第 1 页 XXXX (XXXX) XXXX(XXXX)诊断试剂盒(AAAA)工艺验证方案 AAAA)版次:□新订□ 替代: 年月日制定人: 审批会签: (验证小组) 批准人:生效日期:年年月月日日共 23 页,第 1 页北京易斯威特生物医学科技有限公司生产工艺验证方案目录一. 目的┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈3 二、范围┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈3 三、职责┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈3 1、验证委员会┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈3 2、工艺验证小组┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈3 3、设备科┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈4 4、生产部┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈4 5、质量检验部┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈4 四、验证内容┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈4 1、文件┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈4 2、方案概要┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈5 3、验证步骤┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈5 五、时间进度表┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈10 六、验证周期┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈11 七、验证结果评价和建议┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈11 八、附件┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈11 共 23 页,第 2 页北京易斯威特生物医学科技有限公司生产工艺验证方案一、目的为评价 XXXXXX 诊断试剂盒(AAAA)的原辅料、包装材料以及生产设备能否满足生产工艺要求,原辅料、中间品及成品的检验方法和质量标准是否符合工艺规定,其主配方和生产工艺规程是否具有可行性,以及生产过程中可能影响产品质量的各种生产工艺变化因素,根据生产工艺要求制定本验证方案,对其整个生产过程进行验证,以保证在正常的生产条件下,生产出质量合格、均一、稳定的 XXXXXX 诊断试剂盒。
tep枕头工艺流程
tep枕头工艺流程
《tep枕头工艺流程》
tep枕头是一种采用特殊技术生产的枕头,它采用了一系列精密的工艺流程来保证枕头的质量和舒适度。
下面我们将介绍tep枕头的工艺流程。
首先,tep枕头的原材料是经过精心挑选的高品质天然乳胶,这种乳胶具有优秀的弹性和耐久性。
在生产过程中,原材料首先会进行严格的质量检查,只有通过检验的原材料才能够进入下一步的加工环节。
接下来,经过特殊工艺处理的乳胶会被注入到枕头的模具中,通过温度和压力的控制,乳胶会逐渐形成成型,并且保持其良好的弹性和透气性。
然后,tep枕头会经过数次的加工和修整,以确保枕头的外形和质感完美无缺。
在这个环节中,工匠们会用心地对每一款枕头进行细致的研磨和修整,以确保每一款tep枕头都能够达到最高标准的品质。
最后,tep枕头经过严格的质量检验,只有通过检验的产品才会被包装和销售出去。
通过这一系列的工艺流程,tep枕头保证了产品的质量和舒适度,成为了消费者信赖的选择。
总之,tep枕头的工艺流程经过了严格的规范和专业的制作,
每一款产品都经过了精心的打造和质量检验,以确保每一位消费者都能够享受到最舒适的睡眠体验。
薄膜包衣工序验证方案
薄膜包衣工序验证方案一、引言薄膜包衣工序是药物制剂中常用的一种包衣方式,通过包覆一层薄膜来改善药物的稳定性、控制药物的释放速率以及提高药物的口服适应性。
为确保薄膜包衣工序的稳定性和可靠性,需要进行相关的验证,本文旨在详细介绍薄膜包衣工序验证方案。
二、目的本验证方案旨在验证薄膜包衣工序的执行是否符合规范和要求,确保包衣工序能够稳定、可靠地进行。
具体验证内容包括包衣工艺参数的合理性和稳定性,包衣膜的质量评价以及包衣质量的一致性评估。
三、验证内容薄膜包衣工序的验证主要包括以下内容:1. 包衣工艺参数验证通过验证包衣工艺参数的合理性和稳定性,确保在不同批次和不同设备上的包衣结果具有一致性。
具体验证项目包括: - 包衣剂的喷雾流量、喷雾角度和喷雾速度的合理性验证; - 包衣机转速和震荡频率的合理性验证; - 包衣膜固化温度和时间的合理性验证。
2. 包衣膜的质量评价包衣膜的质量评价是验证薄膜包衣工序的关键环节,包括薄膜的均匀性、结膜度、韧性和厚度等指标的评价。
具体验证项目包括: - 包衣膜的外观检查,包括颜色、光泽和平整度的评估; - 包衣膜的均匀性评价,通过测量不同位置的薄膜厚度来评估其均匀性; - 包衣膜的结膜度评价,通过测量包衣膜的附着强度来评估其结膜度; - 包衣膜的韧性评价,通过测量包衣膜的拉伸强度和拉伸率来评估其韧性;- 包衣膜的厚度评价,通过测量包衣膜的厚度来评估其厚度分布的一致性。
3. 包衣质量一致性评估包衣质量的一致性评估是验证薄膜包衣工序的重要环节,通过对不同批次的包衣样品进行包衣膜质量评价,评估包衣质量的一致性。
具体验证项目包括: - 不同批次的包衣样品的质量评价,包括外观、均匀性、结膜度、韧性和厚度等指标的评价; - 对包衣样品的质量指标进行统计分析,评估包衣质量的一致性。
四、验证方法薄膜包衣工序的验证可采用以下方法进行: - 对包衣工艺参数的验证可通过实验设计和数据分析来进行,包括合理性验证和稳定性验证; - 对包衣膜的质量评价可采用物理测试方法进行,包括外观检查、厚度测量、拉伸强度测试等; - 对包衣质量的一致性评估可采用统计分析方法,包括方差分析、均匀性检验等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
TEP工艺验证方案起草:部门:部门:年月日部门:部门:年月日部门:部门:年月日部门:部门:年月日审核:部门:部门:年月日部门:部门:年月日部门:部门:年月日部门:部门:年月日批准:部门:部门:年月日实施日期:年月日凯华制药有限公司2003年9月目录1 产品介绍2 验证介绍2.1 验证目的2.2 验证范围2.3 验证类型2.4 验证日期与相关批号2.5 验证小组成员及职责3 工艺相关配套设备、设施3.1 概述3.2 设备3.3 计量仪器3.4 水系统3.5 精烘包4 工艺及关键工艺参数4.1 工艺简介4.2 工艺流程图、溶剂流程图4.3 关键工艺参数、关键原料讨论4.4 关键工艺参数、关键原料一览表5 质量和收率标准5.1 关键原料质量标准5.2 中间体质量标准5.3 成品质量标准5.4 收率标准6 其他验证相关内容6.1 取样方案6.2 稳定性考察方案6.3 偏差及处理6.4 人员培训6.5 供应商审计7 验证合格判定8偏差及处理9验证结果的审核、评价、批准或拒绝10 附件1 产品介绍TEP是我司生产的外用滴眼剂,主要用于青光眼的治疗。
其结构如下:本品是一全合成药物,化学反应步骤为两步。
本品于2002年7月年在我司研发中心开发成功,2003年5月顺利通过中试生产,计划在近期进行工艺验证后正式投入商业化生产。
生产车间为102车间,预计批量为40KG左右。
本品的开发情况详见附件APPENDIX1:“TEP 实验室小试报告(CW-DEV-TEP-001)”和附件APPENDIX2:“TEP 中试报告(CW-DEV-TEP-002)”。
2 验证介绍2.1验证目的通过对生产TFP工艺的在车间进行商业化规模的完整验证,确认该工艺的稳定性和可靠性,确保用该工艺生产的TFP符合其质量标准。
2.2验证范围该工艺验证的范围包括从起原料TFP-1到最终得到符合质量标准TFP的全过程。
具体包括:氢化、缩合、重结晶、干燥、打粉、包装入库。
需要全程跟踪关键原料、中间体、成品的质量、关键工艺参数、各步收率等,并且要进行三批成品的常温和加速稳定性考察。
与本工艺相关的设备、厂房设施、水、分析仪器等的验证或确认工作,将在其他文件中体现。
2.3 验证类型在本验证方案起草、审核、批准后,将按照该方案首次进行三个批号的生产和验证工作。
该验证属于前瞻性验证。
2.4 验证日期与相关批号20031007:2003年9月20日~2003年10月04日20031008:2003年10月10日~2003年10月24日20031109:2003年10月31日~2003提11月14日2.5 验证小组成员及职责3 工艺相关配套设备、设施3.1 概述根据该工艺的要求,需要在验证开始之前确保设备确认、仪器校验、水系统的确认、验证和正常运作、精烘包的确认、验证和正常运作。
3.2设备根据该工艺的要求,并与设备部门协商,确定附件APPENDIX11:“TFP关键确认表”中所罗列设备为关键设备,需要在正式开始工艺验证(2003年9月27日)之前完成其设备确认工作,并填写该设备确认表。
3.3 计量仪器根据该工艺的要求,并与计量部门、设备部门、生产部门、分析部门等协商,要求确保需要在整个工艺验证过程中(2003年9月~2003年11月),所有与本验证有关的计量仪器处于校验有效状态。
附件APPENDIX12:“关键计量仪器校验合格确认表”罗列了一些关键计量仪器,在验证开始以前需要填写该表。
3.4 水系统根据该工艺的要求,并与生产部门、设备部门、水站、分析部门等协商,需要确保水系统的确认、验证工作到位,整个工艺验证过程中水系统能正常运作。
验证开始以前需要填写附件APPENDIX13:“水系统确认表”。
3.5 精烘包根据该工艺的要求,并与生产部门、设备部门、分析部门等协商,需要确保精烘包的HV AC系统确认、洁净度验证工作到位,整个工艺验证过程中精烘包能正常运作。
验证开始以前需要填写附件APPENDIX14:“精烘包确认表”。
4 工艺及关键工艺参数4.1 工艺简介本工艺以TFP-1为起始原料,经过氢化、缩合两步化学反应,以及精制、干燥、打粉等步骤,最后包装入库。
原料TFP-1在氢气作用下,以PD/C为催化剂进行还原,过滤后以盐酸酸化,浓缩、洁净后获得中间体TFP-2;TFP-2碱化后,与另一原料TFP-3缩合,结晶后析出TFP粗品,并用自来水进行淋洗甩滤;TFP粗品用乙醇-水进行重结晶,并用乙醇洗涤滤饼,经干燥、打粉后获得TFP成品。
本工艺目前批量为40KG左右。
精制、干燥、打粉、内包装等步骤都在洁净度为100,000级的精烘包内完成。
本工艺使用的设备都为专用设备,使用的的溶剂包括乙醇和DMSO,这些溶剂都没有进行回收再利用。
参见附件APPENDIX13:TFP工艺规程(CW-SOP-TFP-001-002)4.2 工艺流程图、溶剂流程图参见附件APPENDIX4:TFP工艺流程图,附件APPENDIX5:TFP溶剂流程图。
4.3 关键工艺参数、关键原料讨论4.3.1 第一步:氢化工艺描述:将,乙醇,钯炭投入500-L不锈钢压釜中,开启搅拌。
排真空至(),充入氢气至,如此用氢气置换三次。
加热至,开始向高压釜通氢气,保持温度,压力。
随时补充氢气来保持压力。
当不再需要氢气来维持压力时,终止反应。
整个反应历时小时。
排空残留的氢气,反应液降温至室温,过滤去除钯炭。
将反应液移入500L搪玻璃反应罐。
用1N 盐酸调节反应液PH值到4,1N盐酸用量大约为2L。
浓缩反应液()直到溶剂被蒸出。
反应液降温至,放置小时。
离心至干,得白色滤饼TFP-2。
关键原料论述:TFP-1是本工艺的起始原料,同时它也是构成成品TFP的主要片段之一。
从以往实验室小试、中试以及生产情况来看,TFP-1中存在的杂质比较稳定,并且都能在下面的反应中被除去,不会参与反应生成其它新的杂质。
但是如果TFP-1生产工艺发生变化而使其杂质情况发生变化,对成品的影响就是未知数,因此,将该原料列为关键原料,需要对该产品质量统计、供应商审计,固定供应商和生产工艺。
该步反应的其他原料只要控制其质量符标准就对工艺没有影响,不作为关键原料。
关键工艺参数论述:氢化反应的温度和压力属于该步反应的关键参数。
这两个参数是保证反应能快速顺利进行并且不造成安全问题的基础。
温度或压力过低,将使反应进行缓慢且不彻底,影响中间体TFP-2的质量和收率;但如果压力过高,从安全生产的角度来讲会有隐患,同时,这两个参数在实际生产操作中比较不容易控制,需要全程仔细监控,避免过高或过低。
氢化反应时间“小时“不是关键参数,衡量氢化反应完全的标准是在不通氢气的条件下反应罐的压力不随时间变化而降低。
“小时”只是给出一个时间范围,是否达到该时间范围取决于对氢化反应的温度和压力的控制是否到位。
但建议在本验证过程中仍然统计该参数,观察其波动范围,作为间接考察关键参数氢化反应的温度和压力的指标之一。
结晶温度和时间“小时”不是关键参数,因为其不影响中间体的质量,只是影响收率,同时,这两个参数也比较容易控制和测量。
但建义在本验证过程中仍然统计该参数。
其它的工艺参数都比较容易控制和测量,并且不会对产品的质量造成直接的影响,因此不作为关键参数,也不需在本验证中进行统计分析。
4.3.2 第二步:缩合工艺描述:将上步制得的TFP-2(以干品计)和投入500L搪玻璃反应罐中,开启搅拌,用调节PH至11,氢氧化钠用量大约为2L。
搅拌下在反应罐中加入TFP-3(摩尔比),碳酸钠,碘化钾。
加热至,保温反庆不少于10小时。
将反应液降温至,静置小时。
甩滤,其间用共饮用水彻底淋洗滤饼三次并甩干。
得白色TFP 滤饼,约为。
关键原料论述:TFP-3是本艺的关键原料。
由于生产工艺的问题,该原料中存在一些同系物,主要是多一个的化合物,见下图。
由于该杂质与TFP-3具有非常相似的反应性能,因此会与TFP-2发生反应并生成比较难以除去的杂质。
原料TFP-3中的杂质TFP-3-CH2需要严格控制。
原料TFP-3中的其它杂质,虽然有的甚至比TFP-3-CH2含量还要高,但由于可以在反应中被除去,因此只要控制其符合企业标准。
原料TFP-3的的质量需要进行统计分析,供应商需要审计。
该步反应的其它原料都不属于关键原料。
关键工艺参数论述:缩合反应温度和时间“不少于10小时”是保证反应能快速顺利进行、获得合格TFP粗品的基础。
温度过低或时间过短,反应进行就不彻底,影响TFP粗品的质量和收率;温度过高,会有副反应发生。
缩合反应温度在实际生产操作中需要仔细控制,以免不必要的副反应发生,该参数是本步反应的关键参数。
反应时间参数由于比较容易控制,因此不作为关键参数,但同样需要进行统计和分析。
TFP-2和TFP-3的物料配比()是一个关键配比,TFP-3过少,会造成少量TFP-2未反应;TFP-3过多,会在TFP-2的羟基位置上发生副反应。
因此这两种物料的配比需要仔细控制,TFP-2的折纯需要引起注意。
结晶温度和时间“小时”不是关键参数,因为其不影响中间体的质量,只是影响收率,同时,这两个参数也比较容易控制和测量。
但建议在本验证过程中仍然统计该参数。
其它的工艺参数都比较容易控制和测量,并且不会对产品的质量造成直接的影响,因此不作为关键参数,也不需在本验证中进行统计分析。
工艺描述:把滤饼移入若干个托盘,干燥。
托盘内物料不应结块,厚度不参超过2厘米。
干燥小时。
得白色TFP,约为。
关键原料论述:无关键原料。
关键工艺参数论述:本步反应的干燥工艺参数温度、时间“小时”、真空度“不小于”是关键参数,它们直接影响干燥效果,从而影响成品的质量。
干燥工艺将单独进行验证,参见验证方案“CW-DV-TFP-006-00-01”工艺描述:将合格的TFP用带325目不锈钢筛的振荡过筛器过筛,操作在磨粉/过筛室进行。
不能通过筛网的大的结块转入振荡过筛器重新过筛。
将过筛的物料移入专用周转桶,称重。
关键原料论述:无关键原料。
关键工艺参数论述:无关键工艺参数。
4.4 关键工艺参数、关键原料一览表根据4.3的讨论,现疳本工艺所有关键原料、关键工艺参数、或需要进行统计的非关键原料、非关键工艺参数总结如下:3 工艺相关配套设备、设施3.1 概述根据该工艺的要求,需要在验证开始之前确保设备确认、仪器校验、水系统的确认、验证和正常运作、精烘包的确认、验证和正常运作。
3.2 设备根据该工艺的要求,并与设备部门协商,确定附件APPENDIX11:“TFP关键设备确认表”中所罗列设备为关键设备,需要在正式开始工艺验证(2003年9月27日)之前完成其设备确认工作,并填写该设备确认表。
3.3 计量仪器根据该工艺的要求,并与计量部门、设备部门、生产部门、分析部门等协商,要求确保需要在整个工艺验证过程中(2003年9月~2003年11月),所有也本验证有关的计量仪器处于校验有效状态。