焊接工时
焊接工时定额标准

前言:为了力求工时定额的公平、公正、合理、平衡,保证时间核定标准的统一性,同时便于快速计算焊接时间,并增强焊接工时核算依据的透明度,工艺部根据国家相关工时定额标准,结合楚天原有的工时定额标准和现行实际情况,特制订此方案与标准。
1 、一般类零件的结构焊接时间
一般类零件的结构定义
一般类结构零件:是指常规产品的(外表件有电器箱体、门、台板罩)(结构件有机架、板类支撑架、方管类支撑架、圆柱体类、等结构件零件
不锈钢材料焊接外表件(见表1)
圆柱体焊接件(见表2)
表2(圆柱体焊接加工材料:不锈钢,碳钢)焊接工时标准
机架焊接结构件(见表3)
表3(机架焊接加工材料:不锈钢,碳钢)焊接工时标准
机架断焊焊接结构件(见表4)
表4(机架断焊接加工材料:不锈钢,碳钢)焊接工时标准
方管框架焊焊接结构件(见表5)
表5(方管框架焊接加工材料:不锈钢,碳钢)焊接工时标准
注:根据结构的焊接情况按上表所表列相应的数据,计算工时间定额时,特殊情况的结构焊接需要根据现场观察核实调整
工艺设计部 2018年1月31日编制: 会审: 批准:。
焊接标准工时(MOD法)(OK版)

重复 左手分解动 次数 作 左手时 右手分解动作 间(s)
1MOD=0.129s 正常值。能量消耗最小动作 正常值。能量消耗 正常值。能量消耗最小动作 1MOD=0.129s 1MOD=0.12s 快速值,比正常值快7%左右 1MOD=0.1s 高效值。熟练工人的高水平动 作时间值
右手 MOD 时间 (s) 正常时间 (s) 快速时间 (s) 高效时间 (s)
序号
工位分解动作
左手动作
动作符号
MOD
右手动作
动作符号
总MOD
1
取涂锡带盒
1
协助右手取 伸手\寻找\抓取\移动\ 涂锡带盒 放下
M3/M2/E2/M1/M1
9
1.161
拿取涂锡带盒
伸手\寻找\抓取\移动\放 下
M4/E2/G3/M3/M1
1
等待右手放 流程卡
等待延迟
BD
0
0
放流程卡
伸手\抓取\放下\收回
M3/E2/G1/M2
8
1.032
8
1.03
0.96
0.80
4
调整模板位置/检查硅片
1
移动模板
移动\调整
M3/E2/M2/D3/M1
11
1.419
检查硅片
伸手\移动
M3/G1/M2
6
0.774
11
1.42
1.32
1.10
5
拿取镊子(左手)和烙铁 (右手)
132
117.88
114.84
112.20
9
移动模板
3
移动\握住\调整镊子\ 移动\收回
M3/M2/M3/M1
焊接切割工时表
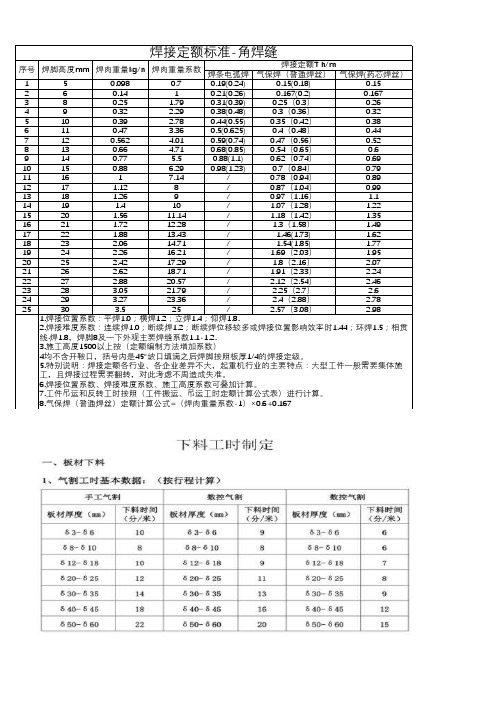
焊条电弧焊气保焊(普通焊丝)气保焊(药芯焊丝)150.0980.70.19(0.24)0.15(0.18)0.15260.1410.21(0.26)0.167(0.2)0.167380.25 1.790.31(0.39)0.25(0.3)0.26490.32 2.290.38(0.48)0.3(0.36)0.325100.39 2.780.44(0.55)0.35(0.42)0.386110.47 3.360.5(0.625)0.4(0.48)0.447120.562 4.010.59(0.74)0.47(0.56)0.528130.66 4.710.68(0.85)0.54(0.65)0.69140.77 5.50.88(1.1)0.62(0.74)0.6910150.88 6.290.98(1.23)0.7(0.84)0.79111617.14/0.78(0.94)0.891217 1.128/0.87(1.04)0.991318 1.269/0.97(1.16) 1.11419 1.410/ 1.07(1.28) 1.221520 1.5611.14/ 1.18(1.42) 1.351621 1.7212.28/ 1.3(1.58) 1.491722 1.8813.43/ 1.46(1.73) 1.621823 2.0614.71/ 1.54(1.85) 1.771924 2.2616.21/ 1.69(2.03) 1.952025 2.4217.29/ 1.8(2.16) 2.072126 2.6218.71/ 1.91(2.33) 2.242227 2.8820.57/ 2.12(2.54) 2.462328 3.0521.79/ 2.25(2.7) 2.62429 3.2723.36/ 2.4(2.88) 2.782530 3.525/ 2.57(3.08) 2.981.焊接位置系数:平焊1.0;横焊1.2;立焊1.4;仰焊1.8.2.焊接难度系数:连续焊1.0;断续焊1.2;断续焊位移较多或焊接位置影响效率时1.44;环焊1.5;相贯线·焊1.8,焊脚8及一下外观主要焊缝系数1.1-1.2.3.施工高度1500以上按(定额编制方法增加系数)4均不含开鞍口,括号内是45°坡口填满之后焊脚按照板厚1/4的焊接定级。
焊接工时定额标准(发布版-焊接)
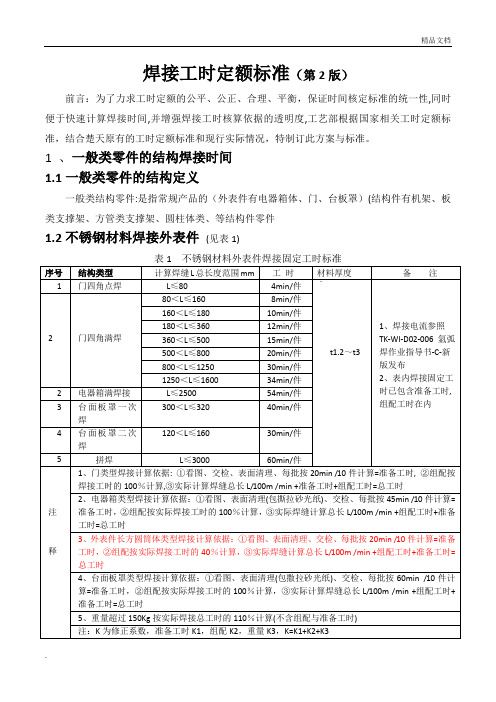
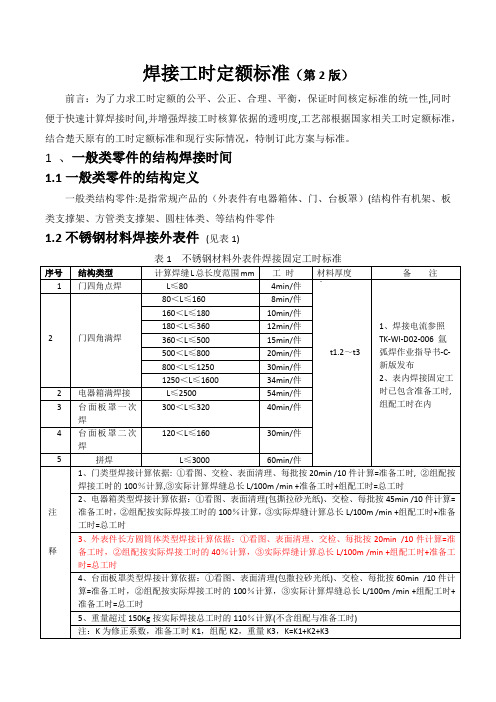
焊接工时定额标准(第2版)
前言:为了力求工时定额的公平、公正、合理、平衡,保证时间核定标准的统一性,同时便于快速计算焊接时间,并增强焊接工时核算依据的透明度,工艺部根据国家相关工时定额标准,结合楚天原有的工时定额标准和现行实际情况,特制订此方案与标准。
1 、一般类零件的结构焊接时间
1.1一般类零件的结构定义
一般类结构零件:是指常规产品的(外表件有电器箱体、门、台板罩)(结构件有机架、板类支撑架、方管类支撑架、圆柱体类、等结构件零件
1.2不锈钢材料焊接外表件(见表1)
表1 不锈钢材料外表件焊接固定工时标准
1.3圆柱体焊接件(见表2)
1.4机架焊接结构件(见表3)
1.5机架断焊焊接结构件(见表4)
表4(机架断焊接加工材料:不锈钢,碳钢)焊接工时标准
1.6方管框架焊焊接结构件(见表5)
表5(方管框架焊接加工材料:不锈钢,碳钢)焊接工时标准
注:根据结构的焊接情况按上表所表列相应的数据,计算工时间定额时,特殊情况的结构焊接需要根据现场观察核实调整
工艺设计部
2018年1月31日
编制: 会审: 批准:。
电焊焊接工时定额标准
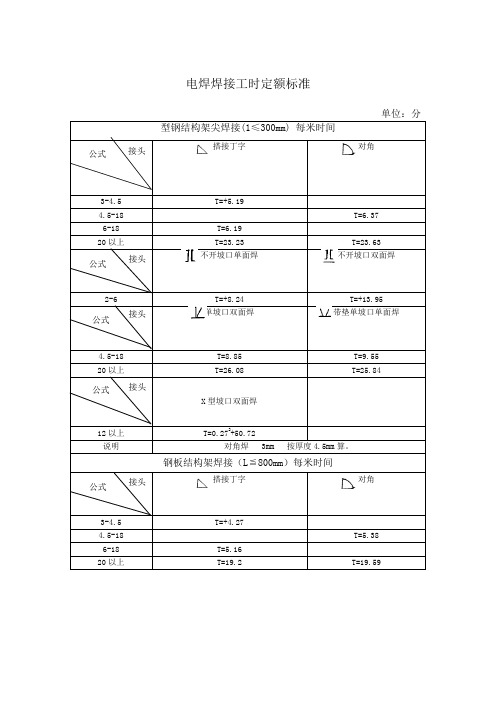
电焊焊接工时定额标准单位:分型钢结构架尖焊接(1≤300mm) 每米时间搭接丁字对角3-4.5 T=+5.194.5-18 T=6.376-18 T=6.19 20以上T=23.23 T=23.63不开坡口单面焊不开坡口双面焊2-6T=+8.24 T=+13.95单坡口双面焊带垫单坡口单面焊4.5-18 T=8.85 T=9.55 20以上T=26.08T=25.84X 型坡口双面焊12以上 T=0.272+50.72说明对角焊 3mm 按厚度4.5mm 算。
钢板结构架焊接(L ≦800mm )每米时间搭接丁字 对角3-4.5 T=+4.274.5-18 T=5.386-18 T=5.16 20以上T=19.2T=19.59接头公式公式 接头公式 公式 公式 接头接头接头不开坡口单面焊不开坡口双面焊2-6 T=+6.78 T=+11.58单坡口双面焊 带垫单坡口单面焊4.5-18 T=7.48 T=7.91 20以上 T=21.48 T=21.36 20以上T=26.08T=25.84X 型坡口双面焊 12以上 T=0.242+36.26说明对角焊 3mm 按厚度4.5mm 算。
自动焊接时间准终:在平地上25分,在转台上144分。
T=自动焊接时间特征吊装工件校头尾按板拉焊线吊装焊机轨道校焊机轨道装焊药调正出线头开关电源 调速试机 清扫焊药返工件合计 总计第一层 10 3.5 1.5 2 2 1.5 3.5 0.5 3 3 10 40.5 121第二层 1 1.5 3.5 0.5 3 3 11.5 第三层 1 1.5 3.5 0.5 3 3 11.5 第四层 1 1.5 3.5 0.5 3 3 11.5 第五层 1 1.5 3.5 0.5 3 3 11.5 第六层 1 1.5 3.5 0.5 3 3 11.5 第七层 1 1.5 3.5 0.5 3 3 11.5 第八层11.5 3.5 0.53311.5辅助时间说明本时间是根据不同钢板厚度确定焊接层次的如板厚50mm 焊接层次为8层,时间为121分。
焊接加工工时

9.0 10.0 10.0 11.0 12.0 13.0 14.5 15.0 17.0
35.0 40.0 中缸底点焊2人操作12.0 50.0 中缸底点焊2人操作.17.0 65.0 中缸底点焊2人操作.18.0 75.0 中缸底点焊2人操作.18.0 90.0 说明:其他规格分体活柱焊接工时可以参照缸底焊接工时标准制定。
吊环 接头座 通液管 通液管煨弯 短护罩 长护罩 马鞍块
0.7 1.5 2.0 8.0 1.5 2.5 1.5
21.0 21.0 27.0 32.0 38.0 45.0
12.0-11.0 14.0-13.0 17.0-15.0 22.0-20.0 23.0-21.0 35.0-33.0 55.0-40.0
立柱点焊2人操作15.0 立柱点焊2人操作18.0 立柱点焊2人操作20.0 立柱点焊2人操作20.0焊接加Βιβλιοθήκη 工时标准表焊接加工工时标准表
单位:分钟 缸径 φ63 φ63 φ80 φ100 φ100 φ110 φ125 φ125 φ125 φ140 φ160 φ180 φ200 φ210 φ230 φ250 φ280 φ320 φ360 φ400 备 注 外径 φ83 φ89 φ102 φ121 φ127 φ133 φ146 φ152 φ159 φ168 φ194 φ219 φ245 φ245 φ273 φ299 φ325 φ373 φ426 φ475 缸底焊接 耳轴焊接 缸口焊接 (两次焊) 3.0 3.2 4.0 4.5 5.0 5.2 5.5 8.0 9.0 5.0 10.0 17.0 20.0 20.0 25.0 30.0 40.0 55.0 70.0 85.0 中缸底焊接 柱头柱塞焊接(单 道焊缝) 备注
缸径 φ230 φ250 φ250 φ280 φ320 φ360 φ380 φ400 中缸堆焊 毛坯外径 φ232 φ245 φ245 φ267 φ299 φ351 焊接 堆焊长度 30-50mm 60-80mm 110-130mm 85-100mm 60-80mm 110-120mm 堆焊高度 8-10mm 7-10mm 8-15mm 10-15mm 12-17mm 8-10mm 中缸堆焊体积(cm3) 100-130 120-150 200-300 90-100 300-500 900-1000 工时 20.0-30.0 50.0-60.0 60.0-80.0 85-95 700-90.0 100.0-120.0
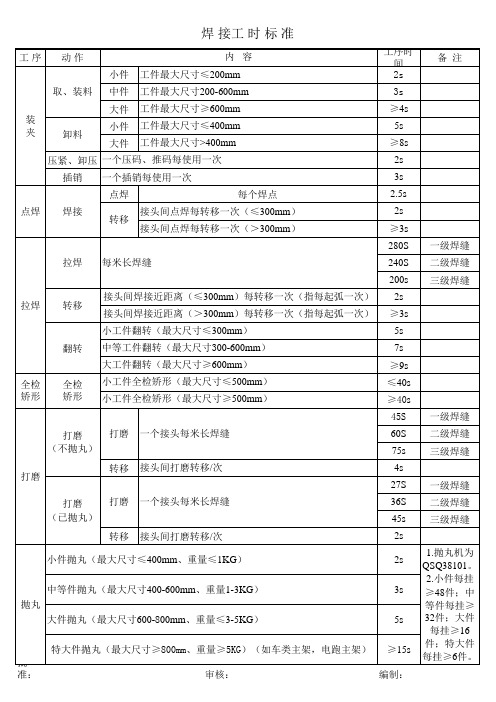
焊接标准工时表
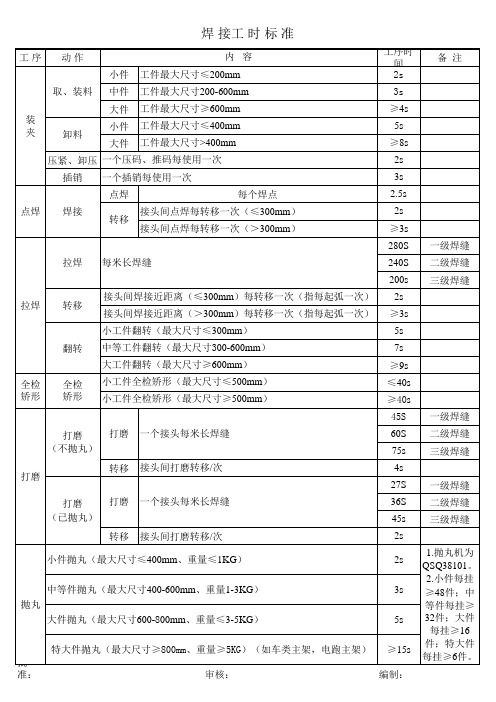
工序 动作 小件 取、装料 装 夹 中件 大件 卸料 小件 大件 内 容 工件最大尺寸≤200mm 工件最大尺寸200-600mm 工件最大尺寸≥600mm 工件最大尺寸≤400mm 工件最大尺寸>400mm 工序时间 2s 3s ≥4s 5s ≥8s 2s 3s 每个焊点 接头间点焊每转移一次(≤300mm) 接头间点焊每转移一次(>300mm) 2.5s 2s ≥3s 280S 拉焊 每米长焊缝 接头间焊接近距离(≤300mm)每转移一次(指每起弧一次) 接头间焊接近距离(>300mm)每转移一次(指每起弧一次) 小工件翻转(最大尺寸≤300mm) 翻转 中等工件翻转(最大尺寸300-600mm) 大工件翻转(最大尺寸≥600mm) 全检 矫形 全检 矫形 小工件全检矫形(最大尺寸≤500mm) 小工件全检矫形(最大尺寸≥500mm) 打磨 转移 打磨 转移 一个接头每米长焊缝 接头间打磨转移/次 一个接头每米长焊缝 接头间打磨转移/次 240S 200s 拉焊 转移 2s ≥3s 5s 7s ≥9s ≤40s ≥40s 45S 打磨 (不抛丸) 打磨 打磨 (已抛丸) 60S 75s 4s 27S 36S 45s 2s 2s 3s 5s ≥15s 编制: 1.抛丸机为 QSQ38101。 2.小件每挂 ≥48件;中 等件每挂≥ 32件;大件 每挂≥16 件;特大件 每挂≥6件。 一级焊缝 二级焊缝 三级焊缝 一级焊缝 二级焊缝 三级焊缝 一级焊缝 二级焊缝 三级焊缝 备 注
压紧、卸压 一个压码、推码每使用一次 插销 点焊 焊接 一个插销每使用一次 点焊 转移
小件抛丸(最大尺寸≤400mm、重量≤1KG) 中等件抛丸(最大尺寸400-600mm、重量1-3KG) 抛丸 大件抛丸(最大尺寸600-800mm、重量≤3-5KG) 特大件抛丸(最大尺寸≥800mm、重量≥5KG)(如车类主架,电跑主架) 批准: 审核:
钢结构工时定额(两篇)2024

钢结构工时定额(二)引言概述:钢结构是现代建筑中常用的结构形式之一,它具有高强度、轻质、耐久等特点,因此在许多工程项目中被广泛应用。
钢结构工时定额是对钢结构施工过程中所需工时的一项统计和计量工作,它对于管理和控制施工进度具有重要的作用。
本文将从安装工时、焊接工时、脚手架搭设工时、防腐工时以及质量检验工时等五个方面详细阐述钢结构工时定额。
正文内容:第一部分:安装工时1.安装前的准备工作:a.制定安装方案和施工图纸;b.安排安装人员和设备;c.准备所需材料和工具等。
2.钢构件安装工时:a.安装前的准备工作时间;b.钢构件的起吊和定位时间;c.钢构件的连接和固定时间。
3.设备安装工时:a.设备运入安装现场的时间;b.设备安装调试的时间;c.设备的试运行时间。
第二部分:焊接工时1.准备工作:a.准备焊接设备和材料;b.清理和准备焊接接头的工作。
2.焊接工时计算:a.焊缝长度和数量的测量;b.焊接工艺选择,并计算所需焊接时间;c.焊后处理和清理的时间。
3.焊接质量检验时间:a.对焊缝进行外观检查;b.对焊缝进行无损检测(如超声波检测);c.缺陷处理和修补的时间。
第三部分:脚手架搭设工时1.脚手架搭设前的准备工作:a.脚手架搭设方案的制定;b.脚手架搭设所需材料和工具的准备;c.安排搭设人员的时间。
2.脚手架搭设工时计算:a.搭设各种脚手架的时间;b.脚手架的拆除时间。
3.脚手架质量检验和维护时间:a.搭设完成后的质量检验;b.脚手架的维护和保养时间。
第四部分:防腐工时1.表面处理工时:a.对钢结构表面进行清理和除锈的时间;b.表面涂漆或喷涂涂料的时间。
2.涂装工时:a.涂料施工层数和涂料类型的选择;b.涂装的时间和涂料干燥的时间。
3.防腐涂层质量检验和维护时间:a.对涂层进行外观检查;b.定期检测涂层的附着力和防腐性能。
第五部分:质量检验工时1.初次验收工时:a.对施工质量进行初次验收的时间;b.缺陷整改的时间。
工时计算方法大全(各机床工时、各工序工时)
工时计算方法(各机床工时、各工序工时)生产效率:是衡量生产单位或部门管理绩效的一个指标,体现生产单位或部门的管理能力,即总标准工时与生产总工时的百分比。
为了准确快捷填写生产计划表,现将需计算之工时与相关注意事项做说明。
为了提高生产效率,结合其定义,使工时定额更加合理、准确、科学,现结合本单位实际情况,参考国家相关政策标准,制定此工时计算方法。
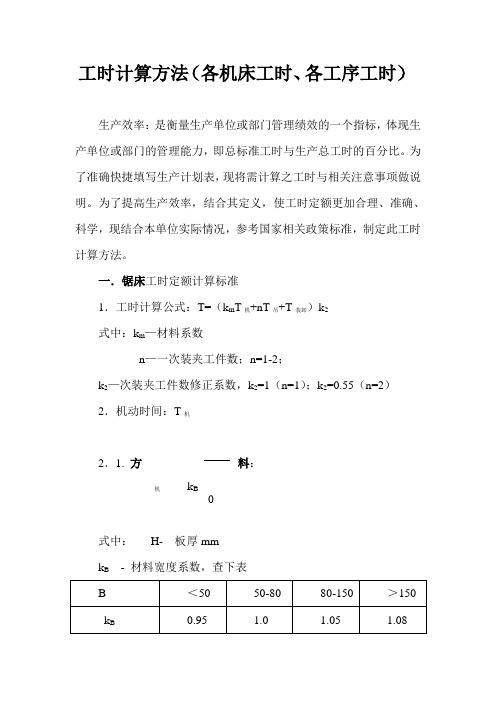
一.锯床工时定额计算标准1.工时计算公式:T=(k m T 机+nT 吊+T 装卸)k 2 式中:k m —材料系数n —一次装夹工件数;n=1-2;k 2—次装夹工件数修正系数,k 2=1(n=1);k 2=0.55(n=2) 2.机动时间:T 机 2.1. 方料:式中: H- 板厚mm k B - 材料宽度系数,查下表T 机=k BH22.2.棒料:式中D —棒料外径 mm2.3. 管料:式中d 0—管料内径;mm2.4..方管:式中:H—方管外形高mm ;H 0—方管内腔高mm ; B 0—方管内腔宽mm ;3.吊料时间:4.装卸料时间及其它时间:T机=D24T 机=D —d 02 2410000T 机=H—H 0*B 0208000T吊=L 1000 T装卸LD综上所述:方料:T=(0.12+n0.0519H+0.001L )k 2-0.00013 H 0*B 0 (min ) 圆料:T=(0.12+n0.0429D+0.001L )k 2-0.0001 d 02 (min ) n —一次装夹工件数;n=1-2;k 2—次装夹工件数修正系数,k 2=1(n=1);k 2=0.55(n=2)二.剪板冲压折弯工时定额计算标准1..剪板工时定额计算方法剪板单件工时定额:a —每块工时系数、见表b —剪角次数剪板工时系数表=0.12+1800840T =k *a+b a3注:准备工时按100件基数计算,每件0.2,共计200分剪板毛刺工时:T=0.3 + 处理长度/400剪板校正T校=k*T材料系数K=1~1.52.冲压每冲一次工时3..折弯工时定额计算方法折弯工时定额:t2=Σa i折弯工时定额系数表注:规格栏中,为折弯长度,a为每折一刀的工时(理论计算:每刀0.15分×折1.5=0.225+0.2=0.425→0.5)↓准备工时三.风割焊接工时定额计算标准1.风割工时公式:修磨工时含补焊工时: T 修磨 = T 风割 /22.焊接单件工时: T 焊接=T 工件装卸+T 点焊+ T 全焊 2.1 装卸工件工时:T 工件装卸=(T 01+0.2n )B式中:T 01—装卸基本工时;(取T 01=0.2); n-- 工件数 B-- 重量系数(见表)2.2. 点焊单件工时:T 点焊= T 02+0.1J+0.1N式中:T 02—点焊基本工时;J —点焊数;N —点焊时工件翻转次数;2.3. 全焊单件工时:T 全焊= T 03+0.1M+0.1N+L Σ/200+0.2NC 式中:T 03—全焊基本工时;M —焊缝段数;N —全焊时工件翻转次数;L Σ--焊缝长 NC---焊接参数调节次数注:小件装卸与点焊工时合并,统称点焊工时; 重量系数(B )T风割=风割长度×3+1.5V1、飞溅按焊接工时的二分之一计算+0.12、校正按焊接工时的二分之一计算+0.13、有辅助工帮助表卸模,从焊接工时中分取三分之一4、焊接有准备工时按每项20分钟5、点焊螺母按0.5分钟一个四.钻床工时定额1、T=kT机+ T装卸其中k—难度系数有工差要求k=1.5 有深度要求k=1.1 扩孔及攻丝k=0.82、机动时间:T机注:L/D≥8时,须另增排屑时间60%。
焊接工时定额标准(发布版-焊接)(第2版)
焊接工时定额标准(第2版)
前言:为了力求工时定额的公平、公正、合理、平衡,保证时间核定标准的统一性,同时便于快速计算焊接时间,并增强焊接工时核算依据的透明度,工艺部根据国家相关工时定额标准,结合楚天原有的工时定额标准和现行实际情况,特制订此方案与标准。
1 、一般类零件的结构焊接时间
1.1一般类零件的结构定义
一般类结构零件:是指常规产品的(外表件有电器箱体、门、台板罩)(结构件有机架、板类支撑架、方管类支撑架、圆柱体类、等结构件零件
1.2不锈钢材料焊接外表件(见表1)
表1 不锈钢材料外表件焊接固定工时标准
1.3圆柱体焊接件(见表2)
1.4机架焊接结构件(见表3)
1.5机架断焊焊接结构件(见表4)
表4(机架断焊接加工材料:不锈钢,碳钢)焊接工时标准
1.6方管框架焊焊接结构件(见表5)
表5(方管框架焊接加工材料:不锈钢,碳钢)焊接工时标准
注:根据结构的焊接情况按上表所表列相应的数据,计算工时间定额时,特殊情况的结构焊接需要根据现场观察核实调整
工艺设计部
2018年1月31日
编制: 会审: 批准:。
焊接工时定额标准(发布版-焊接)(第版)

焊接工时定额标准(第2版)
前言:为了力求工时定额的公平、公正、合理、平衡,保证时间核定标准的统一性,同时便于快速计算焊接时间,并增强焊接工时核算依据的透明度,工艺部根据国家相关工时定额标准,结合楚天原有的工时定额标准和现行实际情况,特制订此方案与标准。
1 、一般类零件的结构焊接时间
1.1一般类零件的结构定义
一般类结构零件:是指常规产品的(外表件有电器箱体、门、台板罩)(结构件有机架、板类支撑架、方管类支撑架、圆柱体类、等结构件零件
1.2不锈钢材料焊接外表件(见表1)
表1 不锈钢材料外表件焊接固定工时标准
1.3圆柱体焊接件(见表2)
1.4机架焊接结构件(见表3)
1.5机架断焊焊接结构件(见表4)
表4(机架断焊接加工材料:不锈钢,碳钢)焊接工时标准
1.6方管框架焊焊接结构件(见表5)
表5(方管框架焊接加工材料:不锈钢,碳钢)焊接工时标准
注:根据结构的焊接情况按上表所表列相应的数据,计算工时间定额时,特殊情况的结构焊接需要根据现场观察核实调整
工艺设计部
2018年1月31日
编制: 会审: 批准:
[此文档可自行编辑修改,如有侵权请告知删除,感谢您的支持,我们会努力把内容做得更好]。
手工焊接标准工时

5.0s
磁片電容
<二點拖焊>
24/10=2.4s
電容 (Φ≧25.0mm)
6.0s
電容 (25.0mm>Φ≧12.5mm)
5.0s
電容 (12.5mm>Φ≧8.0mm)
4.0s
電容 (8.0mm>Φ≧5.0mm)
4.0s
電容 (Φ<5.0mm)
4.0s
二極管 (5400)
8.5s
二極管 (4001)
焊線到馬達接地腳
7.0s
執補錫帶整理元件(點數以總點數的5%計算)
3N
注: 1>.需要手工焊接模的工位另需增加實測裝模時間和拿放烙鐵時間.
N為焊點數
6.5s
二極管 (4148)
5.0s
穩壓二極管
5.0s
三極管(與9011-9015、8050、8550、39
04-3906、945、1015、1815等管腳大小相
6.0s
同三)管 (882方形) (三點分開焊)
7.0s
焊電池片到PCB板上 (858XX系列)
2.5s
電線端點焊接
(線粗≧22#)
4.5s
手工焊接标准工时
零件種類
有鉛標準工時(秒) 無鉛標準工時(秒) 說明
色環電阻(1W以上)
6.0s
色環電阻(1W)
6.0s
色環電阻(1/2W)
5.0s
色環電阻(1/4W)
4.5s
色環電阻(1/8W)
4.0s
條電容 (224)
4.5s
條電容 (104)
4.5s
條電容 (223)
4.0s
磁片電容
<二點分開焊>
(N+3)s
焊接标准工时表
5s
批 准:
特大件抛丸(最大尺寸≥800mm、重量≥5KG)(如车类主架,电跑主架) ≥15s
审核:
编制:
1.抛丸机为 QSQ38101。 2.小件每挂 ≥48件;中 等件每挂≥ 32件;大件
每挂≥16 件;特大件 每挂≥6件。
小工件翻转(最大尺寸≤300mm)
5s
中等工件翻转(最大
大工件翻转(最大尺寸≥600mm) 小工件全检矫形(最大尺寸≤500mm) 小工件全检矫形(最大尺寸≥500mm)
≥9s ≤40s ≥40s
45S 一级焊缝
打磨
打磨 一个接头每米长焊缝
(不抛丸)
60S 二级焊缝 75s 三级焊缝
焊 接工 时 标 准
工序 动作
内容 小件 工件最大尺寸≤200mm
工序时
间 2s
备注
取、装料 中件 工件最大尺寸200-600mm
3s
大件 工件最大尺寸≥600mm
≥4s
装 夹
卸料
小件 工件最大尺寸≤400mm
5s
大件 工件最大尺寸>400mm
≥8s
压紧、卸压 一个压码、推码每使用一次
2s
插销 一个插销每使用一次
3s
点焊
每个焊点
2.5s
点焊 焊接
接头间点焊每转移一次(≤300mm)
2s
转移
接头间点焊每转移一次(>300mm)
≥3s
280S 一级焊缝
拉焊 每米长焊缝
240S 二级焊缝
200s 三级焊缝
拉焊
转移 翻转
接头间焊接近距离(≤300mm)每转移一次(指每起弧一次) 2s
接头间焊接近距离(>300mm)每转移一次(指每起弧一次) ≥3s
(完整)氩弧焊、埋弧焊、焊条电弧焊焊接工时
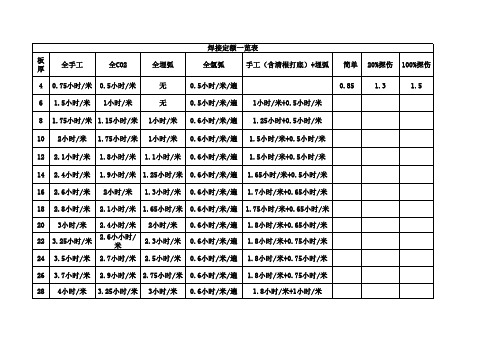
板厚全手工全CO2全埋弧全氩弧手工(含清根打底)+埋弧 简单20%探伤100%探伤40.75小时/米0.5小时/米无0.5小时/米/遍0.85 1.3 1.56 1.5小时/米1小时/米无0.5小时/米/遍1小时/米+0.5小时/米8 1.75小时/米 1.15小时/米1小时/米0.6小时/米/遍 1.25小时+0.5小时/米102小时/米 1.75小时/米1小时/米0.6小时/米/遍 1.5小时/米+0.5小时/米12 2.1小时/米 1.8小时/米 1.1小时/米0.6小时/米/遍 1.5小时/米+0.5小时/米14 2.4小时/米 1.9小时/米 1.25小时/米0.6小时/米/遍 1.65小时/米+0.5小时/米16 2.6小时/米2小时/米 1.3小时/米0.6小时/米/遍 1.7小时/米+0.65小时/米18 2.8小时/米 2.1小时/米 1.65小时/米0.6小时/米/遍 1.75小时/米+0.65小时/米203小时/米 2.4小时/米2小时/米0.6小时/米/遍 1.8小时/米+0.65小时/米22 3.25小时/米2.6小小时/米2.3小时/米0.6小时/米/遍 1.8小时/米+0.75小时/米24 3.5小时/米 2.7小时/米 2.5小时/米0.6小时/米/遍 1.8小时/米+0.75小时/米26 3.7小时/米 2.9小时/米 2.75小时/米0.6小时/米/遍 1.8小时/米+0.75小时/米284小时/米 3.25小时/米3小时/米0.6小时/米/遍 1.8小时/米+1小时/米焊接定额一览表30 4.25小时/米 3.5小时/米3小时/米0.6小时/米/遍 1.8小时/米+1小时/米32 4.5小时/米 3.75小时/米 3.25小时/米0.6小时/米/遍2小时/米+1.25小时/米34 4.75小时/米4小时/米 3.5小时/米0.6小时/米/遍2小时/米+1.5小时/米365小时/米 4.25小时/米 3.5小时/米0.6小时/米/遍 2.25小时/米+1.75小时/米38 5.25小时/米 4.5小时/米 3.75小时/米0.6小时/米/遍 2.25小时/米+2小时/米40 5.5小时/米 4.75小时/米 3.75小时/米0.6小时/米/遍 2.3小时/米+2小时/米42 5.75小时/米5小时/米4小时/米0.6小时/米/遍 2.5小时/米+2小时/米456小时/米 5.25小时/米4小时/米0.6小时/米/遍 2.75小时/米+2.25小时/米50 6.5小时/米 5.5小时/米 4.25小时/米0.6小时/米/遍3小时/米+2.25小时/米557小时/米 5.75小时/米 4.3小时/米0.6小时/米/遍 3.25小时/米+2.35小时/米607.25小时/米6小时/米 4.5小时/米0.6小时/米/遍 3.5小时/米+2.5小时/米。
结构件焊接组对工时计算标准
焊接组对工时计算标准为统一理论计算作业时间,现作临时规定如下:一、焊接工序作业时间分为:1、工序分析分为:加工:组装或分解数种零件以及使原材料变形、变质的程序。
搬运:使物体移动,大致可分为机械搬运和人工搬运。
检查:用测定仪器等与基准进行比较,大致可分为数量的检查和质量的检查。
停滞:原材料和零部件没有经过加工、搬运和检查就被一直放置的状态,和工件加工没有直接关系的动作,完全可以去除的时间。
辅助:原材料和零部件没有经过加工、搬运和检查,但工人在进行部件加工中必不可少的动作,和工件加工有间接关系的动作,可以减少、但不能完全消除。
2、加工时间包括:组对、焊接、预热、矫形、打磨、刷防飞溅剂、清理、配焊、试装、分解等;组对时吊装也按作业时间处理。
3、搬运:零件从其他位置搬到加工地点附近,工件吊运至变位机并夹紧,工件的翻转,工序间的转移。
4、检查:组对前的零件检查,工件组对中、后的自检,矫形、焊接后时的自检,配合质保的检查。
5、停滞:停工等件,工序间的等待,等天车、喝水、休息、不合格零部件的返修、更换,6S、设备保养、早会时间6、辅助:准备工具、安装工装夹具、准备劳保用品,更换气体、清理焊枪、校形时两次烘烤之间的冷却时间。
二、组对作业时间:1、凡大于15kg的物料搬运均按行车吊装计算,吊装一件4分钟;2、凡不大于15kg的物料搬运均按人工搬运计算,吊装一件1分钟;3、定位焊一处1分钟(焊30mm,间隙300mm)4、火焰校正一处2分钟;5、机械校正一处5分钟;6、清理焊枪每2m 一次每次0.5min三、焊接作业时间1、焊丝0.2mm,电流:250-280A,电压:28-30V,熔敷率:0.92-0.98, 焊接速度按下表计算:2、有变位机,每变位一次2分钟,连续焊除外;3、没有变位机,没吊装变位一次8分钟;4、布置工作场地:30min,休息与生理时间:35min。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1.00
1.09
1.18
14-16
0.22
0.29
0.40
0.49
0.63
0.72
0.82
0.92
1.10
1.20
1.31
1.41
18-20
0.27
0.35
0.48
0.59
0.76
0.87
0.99
1.11
1.32
1.45
1.58
1.70
22-24
0.32
0.42
0.57
0.70
0.90
1.04
1.86
2.39
2.76
3.13
3.50
4.19
4.59
4.98
5.38
45
0.98
1.29
1.76
2.15
2.78
3.20
3.63
4.06
4.86
5.32
5.78
6.24
50
1.16
1.54
2.10
2.56
3.30
3.81
4.32
4.83
5.78
6.33
6.88
7.43
55-56
1.32
1.74
2.37
2、焊接定额单位为H/米,以焊缝长度计算。
3、双面角焊缝按一面焊缝长度计算,工时取工时定额1.2系数计算。
4、碳弧气刨清根取工时定额的0.1系数.
5、通风状态较差的焊缝焊接取工时定额2-2.5系数计算。
规格(长度)
<250
250-400
400-500
500-600
600-700
700-800
800-900
2.07
2.35
2.63
3.15
3.45
3.74
4.04
34-35
0.70
0.92
1.25
1.53
1.98
2.28
2.59
2.89
3.46
3.79
4.12
4.45
36-38
0.77
1.01
1.38
1.69
2.17
2.51
2.84
3.18
3.81
4.17
4.53
4.89
40-42
0.84
1.11
1.52
1.18
1.32
1.58
1.73
1.88
2.03
25
0.38
0.50
0.69
0.84
1.09
1.25
1.42
1.59
1.90
2.08
2.26
2.44
26-28
0.49
0.65
0.88
1.08
1.39
1.60
1.82
2.03
2.43
2.66
2.89
3.12
30-32
0.63
0.84
1.14
1.39
1.80
2、焊接定额单位为H/件,规格为配件焊缝长度总和。
3、双面角焊缝按一面焊缝长度计算,工时取工时定额1.2系数计算。
4、碳弧气刨清根取工时定额的0.1系数。
5、通风状态较差的焊缝焊接取工时定额2-2.5系数计算,工艺要求厚板焊接预热取工时定额0.05系数计算。
6、焊接位置:30mm以下的立焊、横焊取工时定额1.5倍计算;30-50mm立焊、横焊取工时定额1.8倍计算;50mm以上立焊、横焊取工时定额2倍计算。
2.89
3.73
4.31
4.88
5.45
6.53
7.15
7.77
8.40
60
1.49
1.96
2.68
3.27
4.22
4.87
5.51
6.16
7.38
8.08
8.79
9.49
70
1.83
2.41
3.29
4.02
5.19
5.99
6.78
7.58
9.08
9.94
10.81
11.67
80
2.19
2.90
3.95
>100
3.51
4.63
6.32
7.72
9.96
11.49
13.02
14.56
17.43
19.09
20.75
22.41
备注:1、焊接定额为手工平角焊缝(以角度以35±3°全熔透焊缝为基准),不作探伤要求的取工时定额0.8系数、部分熔透乘系数0.6、不用坡口角焊缝取0.5系数。小车埋弧焊盖面取工时定额0.05计算。
900-1000
1000-1100
1100-1200
1200-1300
1300-1400
>1500
定额
板厚
<10
0.15
0.20
0.28
0.34
0.44
0.50
0.57
0.64
0.76
0.84
0.91
0.98
按长焊缝定额计算
10--13
0.18
0.24
0.33
0.41
0.52
0.60
0.68
0.76
4ห้องสมุดไป่ตู้83
6.22
7.18
8.14
9.10
10.89
11.93
12.97
14.00
90
2.61
3.45
4.70
5.75
7.41
8.55
9.69
10.83
12.97
14.20
15.44
16.67
100
3.08
4.07
5.55
6.78
8.74
10.09
11.43
12.78
15.30
16.76
18.22
19.67
一、长焊缝焊接(1.5米以上)
板厚
(打底厚度)
≤12
14-16
18-20
22-24
25
26-28
30-32
定额
0.70
0.81
0.97
1.01
1.39
1.78
2.30
板厚
(打底厚度)
34-35
36-38
40-42
45
50
55-56
60
定额
2.53
2.79
3.07
3.56
4.23
4.78
5.41
板厚
(打底厚度)
70
80
90
100
>100
定额
6.65
7.98
9.50
11.21
12.77
备注:
1、焊接定额为手工平角焊缝打底(角度以35±3°全熔透、要求探伤),不作探伤要求的取工时定额0.8系数、部分熔透乘系数0.6、不用坡口角焊缝取0.5系数、手工盖面25mm以下,取工时定额0.05计算、25mm以上取工时定额0.1计算。小车埋弧焊盖面取工时定额的0.08计算。