Q_320000 YLSY 004-2019全气动事故驱动系统
国能内蒙古电力蒙西新能源有限公司_企业报告(业主版)

配件信息

配件名称
WP10/M3000空气压缩机改制管路 六角头螺栓-细牙 增压中冷器 蒸发器-压缩机连接管(M3000、WP10) 压缩机-冷凝器连接管(M3000、WP10) 发动机右前支架 12/3800/紫 加强翻转油缸 支架总成 卡箍 橡胶软管 六角头螺栓 保险杠前托架总成(左) 卡箍 高压软管 左连接件总成 发动机右后托架 SCB_前簧右前支架 螺杆 六角头螺栓 六角头螺栓 软管接头(见0010) 轴用弹性挡圈34*2.5 D00471 卡套式变径直通接头体 铅封线 气压信号灯开关 开口型扁圆头抽芯铆钉 六角薄螺母 六角薄螺母 TZ_小垫圈 平垫圈 高压软管总成 挂车接头(明水) 起动机电线束(8*4) 七通分气节头 管子12三通管接头/贮气筒 左前照灯总成(整体式) 夹板 SCB_支板总成 2型全金属六角锁紧螺母 压力弹簧 盲盖 簧片螺母--ST4.8-2-MAN183-B1 后钢板弹簧总成(重弹) 紧固带总成 膨胀箱总成 轴套 PT P0 六角头螺栓 垫板 六角头螺栓 转向油泵 不锈钢金属软管 六角头螺栓 支架
附件
电器系统电器系统 电器系统源自传动系统 动力系统附件
动力系统 转向系统
190003559386 179100770391 116003840071 Q150B1045 Q5101440 Q41216 Q351B14T15 Q40110 Q151B1460 AZ9100369009 199100760099 DZ9118470026 DZ9100360458 81.90490.0622 DZ91189777021 DZ93259535331 81.41723.0064 81.90820.0500 Q3721024 DZ1643840011 AZ9100360067 81.25260.6101 DZ9100610027 DZ9114550043 DZ9100360158 DZ9112230166 DZ9114593001 DZ9003532122 DZ9100318032 81.97470.0098 DZ9114519901 81.41303.0080 DZ9100360505 DZ9100940120 DZ9112952088 DZ91189430004 DZ9118470223 DZ93259537002 DZ95319470001 DZ91189762022 DZ13241110017 DZ93259190952 DZ93259820026 DZ95259952073 Q33414T13F2 DZ93259470031 Q40205 190003559497 188000520017 121300050086 199100680021 199114360123 81.90713.0695 DZ9114360400 SZ904000832 DZ9112952068
CST手册

4 2
1
3
5 2
4
2
1 3
4
图 1.1.1 - 1 K 型 CST 输入轴与输出轴是平行的
手册编号: #61408351- Ver01
第一章 第 3 页 共 87 页
机械部分
z 直角轴型(KR 型) 当输入轴与输出轴成 90
1.2 安装......................................................................................................................... 16 1.2.1 开箱验收 ...................................................................................................... 16 1.2.2 安装基础 ...................................................................................................... 16 1.2.3 联轴器安装 .................................................................................................. 16 1.2.4 联轴器的对中 .............................................................................................. 16
活性炭吸附脱附催化燃烧结构设计CAD图

起重机调压调速原理及操作简介
Vg
V
V
0
速度给定
PID 调节 移相触发 晶闸管
Vf
M
电动机
F/V 转换
转子频率反馈
制动单元
图 1-3 控制系统原理框图
闭环控制的原理见图1-3。 ∆V = Vg −V f ,当△V>0 时,PID 控制输出V 增加,
晶闸管导通角增加,定子电压升高,电机加速;当△V<0 时,PID 控制输出V 减小, 晶闸管导通角减小,定子电压降低,电机减速;当△V=0 时,PID 控制输出V 不变,
在控制器工作前,控制器的安全电路对三相电源进行检测,如错相、缺相,严重 相不平衡,严重欠电压、速度反馈线开路等控制器不工作。
电源频率的变化将引起电机速度的变化,控制器系统设计时规定频率最大变化是 2%。这就是说,在正常情况下,当电源频率高于51Hz 或低于49Hz时控制器不启动。
通电延时电路可以防止操作人员快速点动,促使有效地使用慢速。加到电机的所 有电压改变时是等变率变化的,保证恒定平稳地加速和减速,防止对电机和齿轮箱 的机械冲击。在两个运行方向上,从三档到全速档,电机也是等变率加速。两个转
转子频率反馈
采用转子频率反馈作为速度反馈,是最简单、最可靠、 最经济的反馈方法。
无需测速发电机和编码器测速 1、无需对电机轴进行机械改动。 2、无需额外的安装工作和费用。 3、不需要测速环节的经常性维修。 4、不需额外连接,使得系统简化可靠。
晶闸管换向
、晶闸管换向,无需外部换向接触器,不再受机械联锁 故障的困扰
、简化系统设计,降低系统成本
消防检测工程概况
编号:建筑消防设施检测项目概况表工程名称:委托单位:(盖章)填写日期:广东建筑消防设施检测中心有限公司编制公司地址:广州体育西路天河体育中心2号楼二楼联系电话:38798079(直线)、38798888转21或22投诉电话:38798079、38798888转66 传真号码:38796449说明一、委托单位需提供如下资料:1、消防设施工程施工图或竣工图纸;2、隐蔽工程中间验收记录、系统试压冲洗记录、系统调试测量记录(包括回路绝缘电阻、接地电阻等);3、火灾报警系统编码表或编码图;4、竣工验收前的消防设施检测,需提供《建筑工程消防设计审核意见书》复印件;网上备案的消防工程,需提供《建筑工程消防设计备案受理凭证》。
5、年度消防设施检测,需提供《建筑消防验收意见书》复印件;6、消防产品的合格证。
二、如有需要,我公司可派人协助客户填写有关消防设施统计表格。
为更好地向客户提供消防检测服务,请如实按下列表格所列内容填写:二、单项设备统计表三、消防设备登记表注:按中消认(2001)005号令消防产品未获形式认证或认可产品,不得生产、销售使用。
(3类产品2003.3.1实施,6类产品2003.5.1实施。
)检测依据(依据国家有关消防规范)参考文献:(1) 建筑消防设施检测技术规程(GA503-2004)(2) 建筑设计防火规范(GB50016-2006)(3) 高层民用建筑设计防火规范(GB50045-95)[2005年版](4) 火灾自动报警系统设计规范(GB50116-98)(5) 火灾自动报警系统施工及验收规范(GB50166-2007)(6) 火灾报警控制器(GB4717-2005)(7) 火灾显示盘通用技术条件(GB17429-98)(8) 可燃气体报警控制器技术要求和试验方法(GB16808-1997)(9) 可燃气体探测器(GB15322-2003 GB15322.1-2003)(10) 低压配电设计规范(GB50054-95)(11) 消防应急灯具(GB17945-2000)(12) 民用建筑电气设计规范(JGJ 16-2008)(13) 自动喷水灭火系统设计规范(GB50084-2001)[2005年版](14) 水喷雾灭火系统设计规范(GB50219-95)(15) 自动喷水灭火系统施工及验收规范(GB50261-2005)(16) 通风与空调工程施工质量验收规范(GB50243-2002)(17) 防火门(GB12955-2008)(18) 防火卷帘(GB14102-2005)(19) 人民防空工程设计防火规范(GB50098-2009)(20) 人民防空工程施工及验收规范(GB50134-2004)(21) 二氧化碳灭火系统设计规范(GB50193-93)[1999年版](22) 气体灭火系统施工及验收规范(GB50263-2007)(23) 七氟丙烷(HFC-227ea)洁净气体灭火系统设计规范(DBJ15-23-1999)(24) 石油化工企业设计防火规范(GB50160-2008)(25) 石油库设计规范(GB50074-2002)(26) 低倍数泡沫灭火系统设计规范(GB50151-92)[2000年版](27) 高倍数、中倍数泡沫灭火系统设计规范(GB50196-93)[2002年版](28) 泡沫灭火系统施工及验收规范(GB50281-2006)(29) 干粉灭火系统设计规范(GB50347-2004)(30) 干粉灭火系统部件通用技术条件(GB16668-1996)(31) 固定消防炮灭火系统设计规范(GB50338-2003)(32) 地铁设计规范(GB50157-2003)(33) 汽车库、修车库、停车场设计防火规范(GB50067-97)(34) 建筑灭火器配置设计规范(GB50140-2005)(35) 手提式灭火器第一部分:性能和结构要求(GB4351.1-2005)(36) 灭火器维修与报废规程(GA95-2007)(37) 推车式灭火器(GB8109-2005)(38) 消防安全疏散标志设计、施工及验收规范(DBJ/T15-42-2005)(39) 消防安全标志设置要求(GB15630-1995)(40) 储罐区防火堤设计规范(GB50351-2005)(41) 大空间智能型主动喷水灭火系统技术规程(CECS 263:2009)(42) 细水雾灭火系统设计、施工及验收规范(DBJ/T15-41-2005)(43) 细水雾灭火系统及零部件性能要求及试验方法(DB44/251-2005)(44) 吸气式感烟火灾探测报警系统设计、施工及验收规范(DBJ15-48-2005)(45) IG-541气体灭火系统设计、施工及验收规范(DBJ/T15-40-2005)(46) 气体灭火系统设计规范(GB50370-2005)(47) 厨房设备灭火装置技术规程(CECS233:2007)(48) 厨房设备灭火装置(GA498-2004)(49) 建筑工程消防验收评定规则(GA836-2009)(50) 消防联动控制系统(GB16806-2006)(51) 注氮控氧防火系统技术规程(CECS189:2005)。
QSDL 32001-2009 190系列燃气机
下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改 单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本部分达成协议的各方研究是否可使 用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本部分。
GB 191 包装储运图示标志 GB/T 1859 往复式内燃机 辐射的空气噪声测量工程法及简易法 GB/T 3821 中小功率内燃机 清洁度测定方法 GB 4556 往复式内燃机 防火 GB/T 6072.1 往复式内燃机 性能 第 1 部分:标准基准状况,功率、燃料消耗和机油消耗的标定及
190 系列燃气机
1 范围
本标准规定了 190 系列燃气机(包括 1190 系列、4190 系列、6190 系列和 12V190 系列,以下简称燃气 机)的术语和定义、产品分类、技术要求、试验方法、检验规则及标志、包装、运输、贮存等的要求。
本标准适用于 190 系列燃气机的生产与制造。
2 规范性引用文件
3 术语和定义
下列术语和定义适用于本标准。 3.1
动力空压安装确认方案
动力中心空气压缩系统安装确认方案OE/STP/32/VAP IQ/01/001(00)石药集团欧意药业有限公司2011年10月动力中心空气压缩系统安装确认方案目录1、目的 (01)2、范围 (01)3、确认组织及职责 (01)4、确认说明 (01)5、设备描述 (02)6、确认前的检查 (02)7、安装确认 (03)8、确认总结、评价与建议 (08)1. 目的本安装确认方案的目的是测试、检查和证明压缩空气系统是按照相应设计要求进行安装的,设备能够满足GMP 要求。
安装确认的测试和检查的结果将按照该验证方案进行记录。
对空气压缩系统设备及管路和其他辅助配套设施的安装进行检查,确认空气压缩系统设备及管路的安装状况符合设备安装图纸和设备装配图及管路布置图,能满足我公司提出的要求。
2.范围本方案确定了动力中心空气压缩系统的安装确认。
3.确认组织及职责3.1 确认方案和确认报告的起草、审核和批准由动力中心设备工程师起草,由动力中心主任、质量管理部验证管理员、质量管理部经理、技改设备部经理审核、由质量副总批准。
3.2 确认方案的培训由技改设备部设备管理员组织,由动力中心设备工程师对相关人员进行培训。
3.3 确认的组织实施和确认过程中的变更和偏差由动力中心设备工程师组织实施确认,确认过程中的变更和偏差由动力中心提出,质量管理部验证管理员负责组织评估。
3.4验证相关部门及负责人4. 确认说明4.1数据的收集和填写本方案中所有表格和文字均应用蓝色签字笔或蓝色钢笔填写,每次测试完成,应由试验执行人员签字并填写日期,如表格由一人以上完成,则每人都应签上姓名及日期,每个表格都应由审核人进行审核并签名,并有审核人在结论栏内填写结果及问题。
如需要,可以另附附录填写。
所有的打印输出及其它支持数据必须注明具体试验名称,并对其签字、标明日期,然后作为附录附在本方案后。
其它记录填写要求按照《记录控制程序》执行。
4.2 确认开始前的准备工作确认工作开始前必须保证确认方案已经过批准。
YC-04AVC自动电压控制系统出厂验收报告(聂英丽)
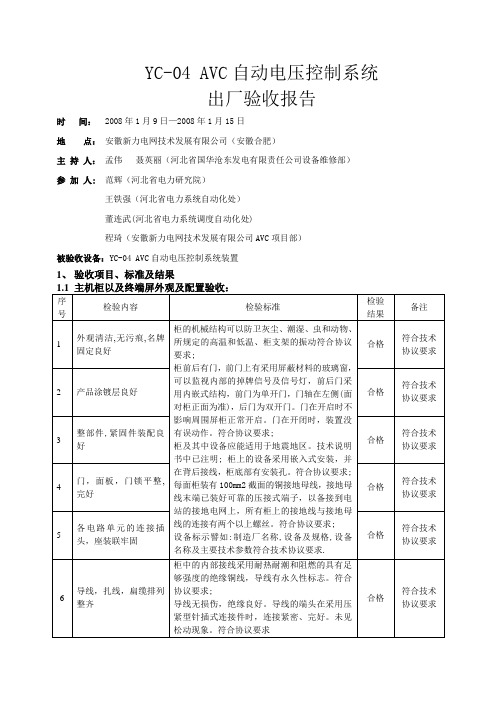
YC-04 AVC自动电压控制系统
出厂验收报告
时间:2008年1月9日—2008年1月15日
地点:安徽新力电网技术发展有限公司(安徽合肥)
主持人:孟伟聂英丽(河北省国华沧东发电有限责任公司设备维修部)
参加人: 范辉(河北省电力研究院)
王铁强(河北省电力系统自动化处)
董连武(河北省电力系统调度自动化处)
程琦(安徽新力电网技术发展有限公司AVC项目部)
被验收设备:YC-04 AVC自动电压控制系统装置
1、验收项目、标准及结果
1.2主机柜以及终端屏安全性检查:
1.3主机通电检测:
1.4终端屏通电测试:
1.5 #1机执行终端功能测试(开入量及开出量测试):
1.6 #2机执行终端功能测试(开入量及开出量测试):
1.7 系统整组测试:
2、验收过程中发现的问题:
1.主机柜2D6:500kV段24V电源,没有预留二期工程端子,后来出厂前已经增加备用端子;
2.主机柜以及执行终端柜内接地铜排与盘柜之间的连接为直接连接,提出需要经绝缘子连接,厂家
出厂前已经按照要求增加连接绝缘子.
3.原来设计图纸上端子排没有留有不少于10%的备用端子,提出后厂家已经增加了备用端子排.
4.后台机组MMI原先没有确定摆放位置,所以光纤收发器在执行终端屏内没有安排固定位置,后来我们考虑现场实际,在执行终端屏里增加了一个插座,以及固定光纤收发器的铁板.
3、验收结论:
此次被验收的A VC自动电压控制系统满足合同和技术协议的要求,可以出厂交货。
报告人:孟伟聂英丽(设备部) 2008年2月3日。
中标明细
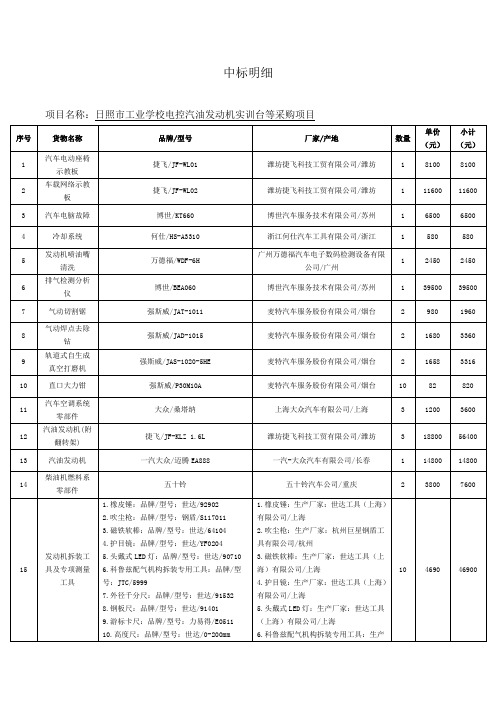
3480
20880
44
拆装工具(与所选电气零部件相配套)
博世/208接线盒
博世汽车服务技术有限公司/苏州
8
3800
30400
45
发动机各系统示教板
捷飞/JF-WL07
潍坊捷飞科技工贸有限公司/潍坊
1
22800
22800
46
安全气囊示教板
捷飞/JF-WL08
潍坊捷飞科技工贸有限公司/潍坊
1
8680
8680
1
39500
39500
7
气动切割锯
强斯威/JAT-1011
麦特汽车服务股份有限公司/烟台
2
980
1960
8
气动焊点去除钻
强斯威/JAD-1015
麦特汽车服务股份有限公司/烟台
2
1680
3360
9
轨道式自生成真空打磨机
强斯威/JAS-1020-5HE
麦特汽车服务股份有限公司/烟台
2
1658
3316
10
12400
34
转向系、前桥总成
大众/桑塔纳
上海大众汽车有限公司/上海
1
820
820
35
车身电器总成
大众/桑塔纳
上海大众汽车有限公司/上海
6
298
1788
36
自动变速器试验台
捷飞/JF-WL04
潍坊捷飞科技工贸有限公司/潍坊市
1
18100
18100
37
干磨系统
路贝狮/F套装
庞贝捷漆油贸易(上海)有限公司
5.塞尺:生产厂家:上海捷科工具有限公司/上海
6.钢直尺规格:生产厂家:世达工具(上海)有限公司/上海
浅谈某320MW机组汽轮机主机阀门全行程活动试验

浅谈某320MW机组汽轮机主机阀门全行程活动试验摘要:本文结合东方汽轮机厂的 N320型汽轮机实际情况,全面讲述了如何开展汽轮机主汽阀全行程活动试验.根据主汽阀门的实际配置情况,分别地详细讲述了开关型和调节型主汽阀门、高压和中压主汽阀门的全行程活动试验的动作原理、试验条件和试验过程,着重论述了如何对试验程序进行优化,通过对试验程序的合理优化,提高试验的可靠性从而达到运行人员能顺利地开展全行程活动试验,提高汽轮机运行安全性的目的。
关键词:汽轮机;主机阀门;全行程试验。
1概述该厂主机为东方汽轮机厂生产的 N320—16.7/537/537 型(合缸),亚临界、中间一次再热、双缸双排汽、高中压合缸凝汽式汽轮机。
DCS 、DEH系统采用和利时分散控制系统 MAC6.5.3。
近年来,汽轮机超速事故仍有发生,而完善汽轮机防止超速的各项措施,才能进一步降低事故的发生。
汽轮机高中压主汽门及调门定期活动试验是最为常规但尤为重要的一项措施。
一般情况下,机组带负荷运行时,主汽门和中调门保持全开,不参与调节。
通过逐个改变高压调门的开度,达到调节机组负荷的目的。
这些长期不活动的阀门容易出现阀门卡涩的情形,极易造成汽轮机失去控制甚至引发重大超速事故,对电力系统的安全稳定运行带来极其不利的影响。
为避免运行中以及停机期间阀门卡涩造成汽轮机超速事故等异常,根据《火力发电厂汽轮机数字电液控制系统运行维护与试验技术规程》GB/T 35729-2017相关要求需在运行中定期进行相关试验,以验证主汽门、调门无卡涩现象,目前该厂320MW机组未设计全行程试验功能,部分行程活动试验活动开度在15%,不能验证阀门是否全行程灵活无卡涩,为保障阀门可靠动作,不发生卡涩导致的超速异常事件,需增加阀门全行程活动试验功能。
以便运行中进行定期试验,保证阀门无卡涩,保障DEH系统安全稳定,提升机组安全性、可靠性。
2 全行程活动试验的研究2.1研究思路1、在原有部分行程试验的基础上,自主新增一套全行程试验功能组态,与原有逻辑相互独立,互不影响。
Q_120000 XCY-FH-2019机械静电光解复合式餐饮业油烟净化设备范填写标准名称
GB/T6388 运输包装收发货标志
GB/T9969.1 工业产品使用说明书总则
GB/T13306 标牌
GB/T16157 固定污染源排气中颗粒物测定与气态污染采样方法
HJ/T62
饮食业油烟净化设备技术要求及检测技术规范
3 术语和定义
本标准采用的术语和定义引用 HJ/T62 中第三章的规定
4. 技术要求
ቤተ መጻሕፍቲ ባይዱ
2
Q/120000 XCY-FH-2019
属低压水银放电管,发出的紫外线波长主要为 170nm 及 184.9nm。 4.1.5 机械静电光解复合式餐饮业油烟净化设备分离和收集的油污,废水不得直接 排放造成二次污染,机械静电光解复合式餐饮业油烟净化设备更换下的活性炭滤料 等固体废物应集中处理,不得造成二次污染。 4.1.6 具有完整的技术资料,包括设计说明、图纸、企业标准等。 4.1.7 产品外观应平整光洁,便于安装、保养与维护。 4.2 检测技术要求 4.2.1 在实验室测试条件下, 机械静电光解复合式餐饮业油烟净化设备在额定处理 风量条件下的油烟净化效率应满足表 1 的要求。对于运行使用时间小于 1 年的设备 净化效率检测,其检测值应按表 1 乘以运行时间修正数 K 进行修正。
5.1.2 绝缘电阻:用精度为 500V 或 1000V 的绝缘电阻表(兆欧表)测试电场本体两 极板之间的绝缘电阻,测试结果应符合 4.2.4 条规定。
3
Q/120000 XCY-FH-2019
5.1.3 接地电阻:用精度为 2.5 级的万用表测量金属外壳至接地螺栓间的电阻。 5.1.4 油烟采样分析用各种设备和仪器以及检测方法按 GB18483-2001 附录 A 的规定 进行。 5.1.5 油烟净化设备外观用目测方法检测。 5.1.6 油烟净化设备出口烟气含水率,按照 GB/T16157 第 5 章的规定用称重法测定, 一般情况下用干湿球温度计或冷凝法进行测定。 5.1.7 油烟净化设备净化效率的计算:
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
无锡市企业标准
Q/320000YLSY004-2019
全气动事故驱动系统
2019-12-12发布2019-12-12实施毅联实业无锡有限公司发布
目录
前言 (3)
1范围 (4)
2规范性引用文件 (4)
3型号与基本参数.....................................................................4-6 4技术要求..............................................................................6-7 5检验方法 (7)
6检验规则..............................................................................7-8 7标志、包装、运输及贮存 (8)
前言
本产品目前尚无国家标准和行业标准,为了保证产品质量,本公司特制定出本企业标准,作为组织生产和检验产品的依据,其中的各项技术要求将随企业的技术进步及产品的改进而修改。
本标准由毅联实业无锡有限公司提出。
本标准起草单位:毅联实业无锡有限公司。
本标准主要起草人:于传新
全气动事故驱动系统
1范围
本标准规定了全气动事故驱动系统的型号与基本参数、技术要求、检验标准、检验方法、检验规则、标志、包装包装、运输及贮存。
本标准适用于冶金生产设备技术领域中转炉倾动机、氧枪提升、副枪提升、顶枪提升、脱硫搅拌装置提升、钢包回转的全气动事故驱动系统(以下简称产品)。
2规范性引用文件
下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅注明日期的版本适用于本文件。
凡是不注明日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB11345-1989钢焊缝和超声波探伤方法和探伤结果分级
YB/T036.11-1992冶金设备制造通用技术条件焊接件
YB/T036.16-1992冶金设备制造通用技术条件热处理件
YB/T036.17-1992冶金设备制造通用技术条件机械加工件
YB/T036.18-1992冶金设备制造通用技术条件装配
YB/T036.19-1992冶金设备制造通用技术条件涂装
YB/T036.20-1992冶金设备制造通用技术条件管道与容器防锈
YB/T036.21-1992冶金设备制造通用技术条件包装
YBJ207-85冶金机械设备安装工程施工及验收规范液压、气动和润滑GB6067起重机械安全规程
GB/T13306标牌
3型号与基本参数
3.1产品型式
产品如图1所示,一种全气动事故驱动系统,包括气动马达3、气动离合器5、一次减速机7、主气控柜2、减速机4、气电双控制动器6及远程控制柜1,气动马达3的动力输出端与减速机4的动力输入端连接,减速机4的动力输出端与气动离合器5的动力输入端连接,气动离合器5的动力输出端与一次减速电机的一端输入高速轴连接,气电双控制动器6连接于一次减速机7的另一端输入高速轴与主驱动电机11之间,主气控柜2通过主气路8与气动马达3连接,主气控柜2通过两条控制气路9与气动离合器5及气电双控制动器6连接,远程控制柜1与主气控柜2通过气路连接。
全气动事故驱动系统结构图
1-远程控制柜;2-主气控柜;3-气动马达;4-减速机;5-气动离合器;6-气电双控制动器;7-一次减速机;8-主气路;9-控制气路;10-限位开关;11-主驱动电机
3.2
产品型号
3.3产品基本功能
产品的基本功能应符合表1的规定。
表1产品基本功能序号功能项目描述
1动力气源系统全气动操作,无需任何其他动力源。
2工作压力4~16bar 范围内,系统工作正常3互锁机构事故驱动与常规生产两套动力源互锁。
4压力显示气源压力和操作压力显示。
5压力试验
10bar 试验压力下,管道各焊缝及管路接口无泄漏,无变形
6启动操作启动操作2秒内气动离合器啮合。
7主气路阀在离合器啮合2~4秒钟内打开。
8主气路阀打开2~4秒钟内,气动制动器打开。
9系统控制负载在指定位置自动停止。
10停止操作停止操作2秒钟内,气动制动器抱死。
11气动制动器抱死2~4秒钟内,主气路阀关闭。
12主气路阀关闭2~4秒钟内,气动离合器脱离。
13
系统运行中任何时刻,急停操作可使系统2秒钟内停止并复位。
4技术要求
4.1产品应符合本标准的要求,并按照经规定程序批准的图样和技术文件制造。
4.2同一型号产品的零件、部件均应达到互换的要求(图样和技术文件规定的选
配件除外)。
4.3机械加工件的质量应符合YB/T 036.17-1992的规定。
4.4热处理件的质量应符合YB/T 036.16-1992的规定。
4.5管道焊接件的质量应符合GB11345-1989的规定。
4.6结构焊接件的质量应符合YB/T 036.11-1992的规定。
4.7所有零件(包括外购件、协作件、标准件)应经质量检验部门验收合格后方可进行装配。
4.8产品的防锈质量应符合YB/T 036.20-1992的规定。
4.9产品装配质量应符合YB/T 036.18-1992的规定。
4.10产品在允许工作压力和正常润滑条件下,运转应灵活、可靠,各项性能指标应符合
表1的规定。
4.11产品涂装质量应符合YB/T 036.19-1992的规定。
4.12
产品安全要求应符合GB6067的规定。
4.13产品的安装施工规范应符合YBJ207-85的规定。
4.14产品管路及元件应在10bar试验压力下进行气压试验,各焊缝及管路接口无泄漏,
无变形。
5检验方法
5.1产品的性能检验按本标准中的表1规定项目进行。
5.2产品的安全要求按GB6067的规定进行检查。
5.3产品的外观质量用目测法检验。
6检验规则
6.1检验分类
产品检验分出厂检验和型式检验.出厂检验由生产企业质量检验部门进行,型式检验由法定产品质量监督检验机构进行。
6.2出厂检验
6.2.1产品应经出厂检验合格,并附有证明产品质量合格的技术文件方可出厂。
6.2.2产品出厂检验由生产企业根据具体的产品制定的检验规范进行,检验项目见表3。
6.2.3产品出厂检验采取全检方式进行,出现不合格项即判定该件产品为不合格。
6.3型式试验
6.3.1在有下列情况之一时,产品应进行型式检验:
a)研制的新产品(包括老产品转厂);
b)产品在设计、工艺或使用的材料等方面有重大变更时;
c)正常生产时,每三年进行一次;
d)长期停产后,恢复生产时;
e)出厂试验结果与上次型式试验有较大差异时;
f)用户在订货合同中要求做型式试验,并作为产品验收论据时;
g)产品质量监督机构或用户按规定提出时行型式检验的要求时。
6.3.2型式检验的样品,应从出厂检验合格中随机抽取。
6.3.3型式检验的项目见表3,并根据检验结果按6.7的规定对检验批做出合格与否的判定。
6.4产品的检验项目及质量特性类别
按检验项目对产品质量和使用性能的影响程度,将质量特性类别分为A、B、C三类,其中A类的影响程度最为严重,B类和C类依次递减.产品的检验项目及质量特性类别见表3。
表3产品检验项目及质量特性类别
序号检验项目质量特
性类别
技术要求检验方法
检验类型
出厂检验型式检验
1工作压力A 4.10 5.1√√2互锁机构A 4.10 5.1√√3压力显示A 4.10 5.1√√4气压试验A 4.10 5.1√√5启动操作A 4.10 5.1√√6停止操作A 4.10 5.1√√7安全性A 4.12 5.2—√8产品外观质量B 4.1、4.8、4.11 5.3√√9产品标志B7.1目测检查√√10产品包装B7.2目测检查√√注:检验类型中标“√”的为必检项目,标“—”的为可不检测项目。
7标志、包装、运输及贮存
7.1产品标志
产品的显著位置上应有符合GB/T13306规定的标志,其内容包括:
a)制造企业名称或商标;
b)产品名称、型号:
c)序列号;
7.2产品包装
7.2.1产品包装应符合YB/T036.21-1992的规定。
其内容应包括
a)企业名称、地址和电话标识
b)运输标志:轻放、防水、向上、堆码重量
c)产品型号、序列号、装箱数量
7.2.2产品装箱还应附有下列文件:
a)装箱单;
b)产品合格证;
c)产品使用说明书。
7.3产品运输和贮存。
7.3.1产品应放在干燥、没有有害物质浸蚀的仓库内。
7.3.2产品装运、长期贮存时应有防雨水、防潮、防晒、防腐蚀等保护措施。