热镀锌质量检验报告
热镀锌质量检验报告20220930014752.docx

热镀锌质量检验报告252.docx范本1:一、项目概述本项目是对热镀锌产品质量进行检验和评估,旨在确保产品达到设计和标准要求。
本文档详细描述了热镀锌质量检验的步骤和方法。
二、质量检验方法1. 样品准备1.1 确定样品数量和选择方式;1.2 样品的标识和记录。
2. 外观检验2.1 检查热镀锌的表面是否平整;2.2 检查热镀锌层的均匀性;2.3 检查是否存在划痕或气泡。
3. 尺寸检验3.1 测量热镀锌产品的长度、宽度和厚度;3.2 检查尺寸是否符合设计要求。
4. 化学成分检验4.1 采集样品进行化学成分分析;4.2 检查热镀锌产品的成分是否符合标准规定。
5. 机械性能检验5.1 测试热镀锌产品的硬度、屈服强度和伸长率;5.2 检查机械性能是否满足要求。
6. 耐蚀性检验6.1 进行盐雾试验,评估热镀锌产品的耐腐蚀性能;6.2 检查产品的腐蚀程度。
三、检验结果与评估1. 根据检验数据和标准要求,对热镀锌产品进行评估;2. 对不合格的产品提出整改意见和建议;3. 给予合格产品合格证书。
附件:本文档未涉及附件。
法律名词及注释:1. 热镀锌:将钢材浸入热镀锌槽中进行镀锌处理,以增加钢材的耐腐蚀性能。
2. 标准要求:根据国家标准或行业标准对热镀锌产品的质量要求进行规定。
范本2:一、项目简介本文档是热镀锌质量检验报告,用于评估热镀锌产品是否符合设计要求。
本文档详细描述了对热镀锌产品进行的各项检验内容和方法。
二、质量检验步骤1. 样品准备1.1 确定样品数量和选取方式;1.2 标识并记录样品信息。
2. 外观检验2.1 检查热镀锌产品表面是否有划痕、气泡等缺陷;2.2 检查热镀锌层的均匀性。
3. 尺寸检验3.1 测量热镀锌产品的长度、宽度和厚度;3.2 检查尺寸是否符合设计要求。
4. 化学成分检验4.1 采集热镀锌产品样品进行化学成分分析;4.2 检查热镀锌产品的化学成分是否符合标准规定。
5. 机械性能检验5.1 测试热镀锌产品的硬度、屈服强度和伸长率;5.2 检查机械性能是否满足要求。
镀锌钢板进场质量检验表

检验单位意见
□同意进场 □同意进场,但需送检符合才准使用 □退场。
□其他意见:,签名:20 年月 日
施工单位确认
□同意检验单位意见。
□不同意监理意见,理由:□检查结果有异议;□其他意见。
签名:20 年月 日
5
规格
□0.5mm、□0.6mm、□0.75mm、□1.0mm
□符合
□不符合
6
标志
1、标志应醒目、牢固,字迹应清晰、规范、不褪色。2、标志应包括如下内容:供方名称或供方商标、标准号、牌号、规格、重量及能够追踪从钢材到冶炼的识别号码。3、标志可以采用喷印、压印、粘贴标签、挂吊牌等方法。
□符合
□不符合
7
镀锌钢板进场质量检验表
工程名称
进场时间
20 年月 日
拟使用部位
空调风管镀锌钢板
检查数量/批次
/ 1
序号
检验内容
检验标准
检验结果
单项判定
1
品牌
鞍钢
□符合
□不符合
2
生产厂家
鞍山钢铁集团公司
□符合
□不符合
3
产地
辽宁省鞍山市
□符合
□不符合
4
出厂符合证/质量证明书/性能检验(测)报告
□有/□有/□有
□符合
□不符合
表面质量
钢板及钢带表面不应有漏镀、镀层脱落、肉眼可见裂纹等影响用户使用的缺陷。
□符合
□不符合
8
厚度允许偏差
□符合
□不符合
9
复检
根据规范或当地质监部门要求,确定是否复检及送检要求、检测指标、送检程序。
热镀锌钢筋检验检测规范

热镀锌钢筋检验检测规范1.主题内容及使用范围为了保证电力器材热浸镀锌钢筋质量符合现行国标,特指定本检验规范及检验方法。
1.1执行本规范必须在健全质检科质量管理制度的基础上认真执行监督检查,对镀锌件做重点抽检。
2.质检员对镀锌件质量逐项进行外观检查,并应符合下列要求:2.1镀锌件表面应具有适用性光滑。
2.2搭接处不应有毛刺、滴瘤和多余结块,非搭接处允许有毛则和多余结块,但高度超过1毫米,面积又比较大时要返工重新镀。
2.3不得有过酸洗或镀锌缺陷。
2.4不得附着飞溅锌渣、锌灰等影响使用光洁。
2.5不得有锌渣堵。
2.6黑件在镀锌前熔渣、焊后药皮及油垢等必须彻底清除干净。
3.镀锌附着量锌层厚度3.1镀锌件度小于5毫米时,锌附着量应不低于460g/m2及锌厚度应不低于65微米。
3.2镀锌件厚度人于等于5老米时,锌附着量应不低于610g/m2及锌层厚度不低于86微米。
3.3镀锌件锌层应均匀,用硫酸铜溶液浸蚀4次不露铁。
3.4镀锌件的锌层应与基本金属结构牢固,经锤击试验,锌层不脱落不凸起。
4.试验方法4.1锌附着量测定采用测厚仪测出锌层厚度。
4.2锌层均匀性测定采用硫酸铜溶液浸蚀。
4.3锌层附着性测定采用伍击试验。
5.铁塔规定5.1铁塔铁附件镀锌附着量和锌层均匀性,附着性应做抽样试验,不符合本规定技术要求的为不合格品。
5.2镀锌件锌层厚瘦用测厚仪测试,质检员对每批来料在检查中随机抽取5角钢镀锌件12件;5<<8:角钢镀锌件6件、板材6件:S28角钢镀锌件4件,被测试的钢每面测试三点计12点。
板材每面测试6点。
测试位置应离开端头或边缘20毫米以上,并应均匀在侧面内。
6.镀锌件锌层均匀性试验方法(硫酸铜试验)6.1镀锌厂家每次点火溶锌正式渡后,通知我厂二至三班内进行硫校铜试验,从检查批中抽取代表件性的角钢镀锌件三件做试验。
6.2将准备好的试样,至于18C士2C的溶液中浸泡一分钟,此时不许搅动溶液,亦不得移动试件。
钢材检测报告

产 品 质 量 证 明 书
兹 位 贵 方 制 造 之 钢 管 , 业 经 本 厂 质 量 部 门 依 据 产 品 标 准 、 技 术 条 件 及 合 同 规 定 检 验 合 格 , 特 发 此 证 。
产 品 名 称 :热镀锌方矩钢管 执 行 标 准 :Q/HZD01-2010 母材化学成分(%) 序 号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 H(mm)×B(mm)×壁厚(mm) ×长度(mm) 40*60*3 30*30*2.5 30*30*2.0 20*20*1.5 80*80*3.5 材质 件/根 表面 质量 合格 合格 合格 合格 合格 合格 C 0.14 0.16 0.16 0.12 0.12 0.12 Mn 0.32 0.33 0.33 0.30 0.30 0.30 Si 0.16 0.17 0.17 0.15 0.15 0.15 P 0.022 0.023 0.023 0.020 0.020 0.020 S 0.023 0.024 0.024 0.021 0.021 0.021
镀锌 层均 匀性 合格 合格 合格 合格 合格 合格
锌层重量 g/m² 合格 合格 合格 合格 合格 合格
备注
Q235 Q235 Q235 Q235 Q235 Q235
2件 5件 1件 1件 1件 2件
1、本页共(6)条记录:手写或改写无效;本证明书维嘉产品质量章无效。 备注 2、我厂按Q/HZD01-2010生产的方矩形钢管;本产品保证在标准(合同)规定条件下使用。 3、运输装卸中造成的产品缺陷不予保证;请注意保存此质保书,遗失不补。
本公司已通过ISO9001国际质量管理体系认证 并获中华人民共和国特种设备制造许可证 许可证编号:TS2710855-2015 编 号: 合 同 号: A
热镀锌质量检验报告

热镀锌质量检验报告热镀锌质量检验报告本报告旨在对热镀锌产品的质量进行详细的检验和评估。
以下是对热镀锌质量检验的详细内容:一、产品基本信息1. 产品名称:热镀锌产品2. 产品规格:根据客户要求提供3. 产品批次:根据实际生产情况提供4. 生产单位:(填写生产单位名称)二、检测项目及标准一次检验项目:1. 外观质量1.1 表面光滑度:使用触觉和目视检查是否存在明显划痕、凹槽数目和深浅程度等问题。
1.2 涂层附着力:按照像关标准使用拉剪或者冲击试验检测涂层与基材的附着力。
1.3 锌层均匀性:测量锌层在不同位置的厚度,确保锌层均匀性符合相关标准。
1.4 涂层外观:检查涂层表面是否均匀、无气泡、裂纹、锈蚀等问题。
二次检验项目:1. 锌层厚度:使用摄像测厚仪对锌层厚度进行测量,确保符合相关标准。
2. 锌层结构:使用显微镜对锌层的结构进行观察,确保锌层结构均匀、致密。
3. 锌层成份:采用能谱仪或者化学分析方法对锌层的成份进行分析。
三、检测结果及评定1. 检测结果说明:根据以上检测项目的检验结果,列出各项指标的具体数值,并进行说明。
2. 评定结果:根据相关标准和合同要求,对产品的检测结果进行评定,判断产品是否合格。
四、检验结论根据检测结果和评定,给出产品的最终检验结论。
五、存在的问题及建议列出检测过程中发现的问题,并提出改进和建议。
六、附件1. 相关图表、照片:包括热镀锌产品的外观、涂层附着力检测、锌层厚度测量等照片。
2. 检测报告表:包括各项具体检测指标的数值和评定结果。
七、法律名词及注释1. 法律名词1:注释12. 法律名词2:注释2。
镀锌钢管质量检验报告

镀锌钢管质量检验报告一、概述本报告旨在评估镀锌钢管的质量,以确保其符合相关标准和规定。
镀锌钢管广泛应用于建筑、交通、工业等领域,其质量直接影响到工程的安全性和可靠性。
因此,对其质量进行严格检验至关重要。
二、检验目的通过本检验,我们旨在评估以下方面的镀锌钢管质量:1、壁厚:检查镀锌钢管的壁厚是否符合设计要求,以保障其承载能力和使用寿命。
2、镀锌层厚度:检测镀锌层的厚度是否足够,以防止腐蚀和保护钢管。
3、表面质量:检查镀锌钢管的表面是否有缺陷,如划痕、凹陷、气泡等。
4、力学性能:测试镀锌钢管的力学性能,如抗拉强度、屈服强度、延伸率等。
三、检验方法本次检验采用以下方法:1、壁厚测量:使用千分尺或超声波测厚仪测量镀锌钢管的壁厚。
2、镀锌层厚度测量:使用涂层测厚仪测量镀锌层的厚度。
3、表面质量检查:使用放大镜或手电筒检查镀锌钢管的表面,观察是否存在缺陷。
4、力学性能测试:取样送专业实验室进行抗拉强度、屈服强度和延伸率的测试。
四、检验结果经过上述检验,我们得出以下1、壁厚:所有镀锌钢管的壁厚均符合设计要求。
2、镀锌层厚度:镀锌层的厚度符合标准,且镀锌层均匀、连续。
3、表面质量:所有镀锌钢管的表面均无明显缺陷,如划痕、凹陷、气泡等。
4、力学性能:送检的镀锌钢管样品均表现出良好的力学性能,抗拉强度、屈服强度和延伸率均符合标准。
五、结论根据本次检验的结果,我们可以得出以下所检测的镀锌钢管质量符合相关标准和规定,可以满足工程的要求。
建议在后续使用中加强质量监控,以确保安全可靠。
对于不合格的产品,应进行返工或报废处理,严禁流入市场。
度镀锌钢管检验报告一、引言镀锌钢管是一种广泛应用于建筑、水利、电力、化工等领域的金属管道材料。
为了确保其质量和安全性,需要进行严格的检验。
本报告将对一批度镀锌钢管进行详细的检验和分析,以评估其性能和质量。
二、检验目的本次检验旨在确定度镀锌钢管的质量和性能,包括外观、尺寸、重量、化学成分、力学性能等方面。
镀锌板质量证明书

购货单位收货单位昆山炅悦昆山正阳镀锌有限责任公司执行标准 gb/t13793-2008 质保书编号合同号车号苏e39713 业务员:检查单位:购货单位收货单位昆山炅悦昆山正阳镀锌有限责任公司执行标准 gb/t13793-2008 质保书编号合同号车号苏e39713 业务员:检查单位:购货单位收货单位昆山炅悦昆山正阳镀锌有限责任公司执行标准 gb/t13793-2008 质保书编号合同号车号苏e39713 业务员:检查单位:篇二:镀锌板企业标准攀枝花钢铁有限责任公司企业标准连续热镀锌钢板及钢带q/72322100x.003-2004 1 范围本标准规定了连续热镀锌钢板及钢带的定义、分类和代号、技术要求、试验方法、检验规则、包装、标志和质量证明书等。
本标准适用于以冷连轧钢带为基板,通过连续热镀锌方法生产的冷成形用和一般结构用热镀锌钢板及钢带(以下简称钢板和钢带)。
2 规范性引用文件下列文件所包含的条文,通过在本标准中引用而构成为本标准的条文。
本标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
gb/t222—1984 钢的化学分析用试样取样法及成品化学成分允许偏差 gb/t223.11—1991 钢铁及合金化学分析方法过硫酸铵氧化容量法测定量 gb/t223.23—1994 钢铁及合金化学分析方法丁二酮肟分光光度法测定量 gb/t223.32—1994 钢铁及合金化学分析方法次磷酸钠还原—碘量法测定砷量 gb/t223.50—1994 钢铁苯基荧酮—溴化十六烷基胺直接光度法测定锡量gb/t223.53—1987 钢铁及合金化学分析方法火焰原子吸收分光光度法测定铜量gb/t223.62—1988 钢铁及合金化学分析方法乙酸丁酯萃取光度法测定磷量 gb/t223.62—1988 钢铁及合金化学分析方法高碘酸钠(钾)光度法测定锰量 gb/t223.68—1997 钢铁及合金化学分析方法管式炉内燃烧后碘酸钾滴定法测定硫含量gb/t223.71—1997 钢铁及合金化学分析方法管式炉内燃烧后重量法测定碳含量gb/t228—2002 金属拉伸试验方法 gb/t232—1999 金属弯曲试验方法gb/t5027—1999 金属薄板和薄带塑性应变比(r值)试验方法 gb/t5028—1999 金属薄板和薄带拉伸应变硬化指数(n值)试验方法 gb/t247—1997 钢板和钢带验收、包装、标志及质量证明书的一般规定 gb/t1839—2003 钢铁产品镀锌层质量试验方法gb/t2975—1998 钢及钢产品力学性能试验取样位置及试样制备 gb/t6397—1986 金属拉伸试验试样 gb/t8170—1987 数值修约规则en10142-2000 冷成形用低碳连续热镀锌钢板及钢带 en10147-2000 结构用连续热镀锌钢板及钢带13 定义本标准采用下列定义:连续热镀锌钢板:在连续热镀锌生产线上把冷轧钢带浸入熔融的锌液中镀锌并经横切以平板状供货的平直板材。
热镀锌角钢质量证明书检测报告
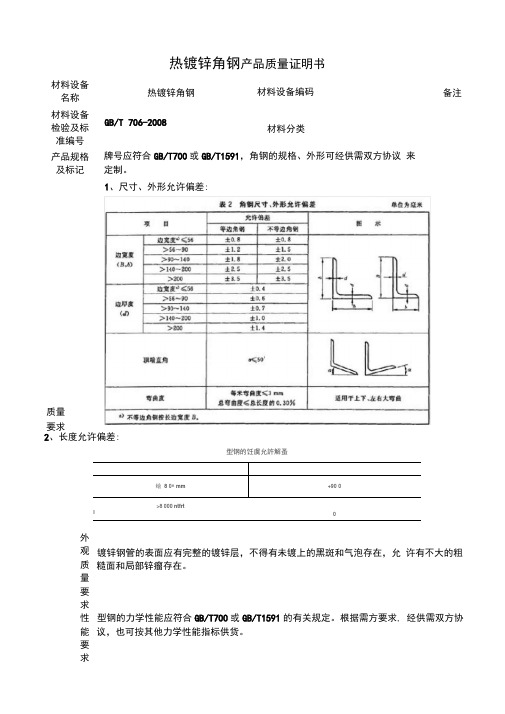
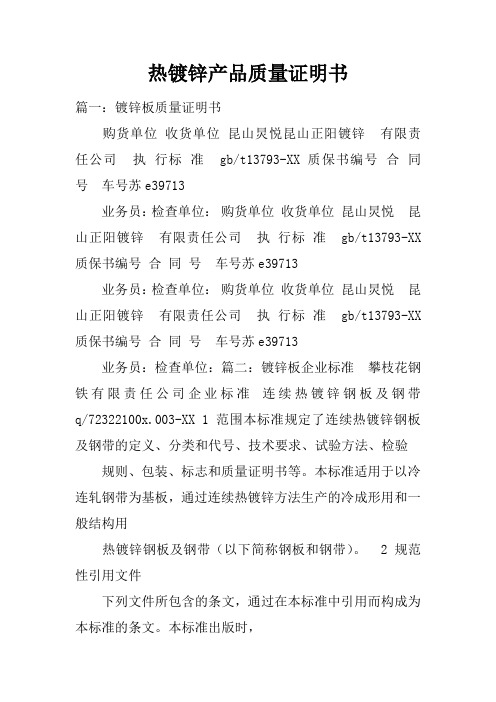
热镀锌角钢产品质量证明书
牌号应符合GB/T700或GB/T1591,角钢的规格、外形可经供需双方协议 来定制。
2、长度允许偏差:
型钢的饪虞允許解蚤
绘 8 0^ mm
+90 0
>8 000 ntfrt
I
镀锌钢管的表面应有完整的镀锌层,不得有未镀上的黑斑和气泡存在,允 许有不大的粗糙面和局部锌瘤存在。
型钢的力学性能应符合GB/T700或GB/T1591的有关规定。
根据需方要求, 经供需双方协议,也可按其他力学性能指标供货。
材料设备
名称 热镀锌角钢
材料设备编码
备注
材料设备 检验及标 准编号 GB/T 706-2008
材料分类
质量
要求
1、尺寸、外形允许偏差:
产品规格 及标记
外
观 质 量 要 求
性 能 要 求。
热镀锌质量检验报告
热镀锌质量检验报告报告编号:XXXXX检验单位:XXXXX公司检验日期:XXXX年XX月XX日1.检验目的和背景热镀锌是一种常用的防腐涂层方法,在许多行业中广泛应用。
本次检验的目的是评估热镀锌涂层的质量,确保其符合相关标准和要求。
2.检验方法和标准本次检验采用以下方法和标准:2.1锌层厚度测量:采用非破坏性测量方法,符合GB/T4956-2003标准。
2.2涂层结构分析:采用金相显微镜对样品进行观察,符合GB/T1771-2024标准。
2.3膜重测量:采用电子天平测量锌层的重量,符合GB/T213-2024标准。
3.检验结果和分析3.1锌层厚度对样品进行了锌层厚度的测量,测得结果如下表所示:样品编号锌层厚度(μm)185290388492587通过对结果的分析,可以得出样品的平均锌层厚度为88.4μm。
根据相关标准的要求,热镀锌的锌层厚度应在80-120μm之间,因此,样品的锌层厚度符合要求。
3.2涂层结构分析通过金相显微镜对样品的涂层结构进行了观察和分析。
结果显示,涂层结构均匀致密,无明显缺陷和气孔现象,符合相关标准的要求。
3.3膜重测量对样品进行了锌层的质量测量,测得结果如下表所示:样品编号膜重(g/m2)18802890389548855880通过对结果的分析,可以得出样品的平均锌层膜重为886g/m2、根据相关标准的要求,热镀锌的锌层膜重应在610-1220g/m2之间,因此,样品的锌层膜重符合要求。
3.4耐盐雾测试对样品进行了耐盐雾测试,将样品置于盐雾试验箱中,经过72小时的模拟海洋环境的盐雾腐蚀,观察并记录了涂层的腐蚀情况。
结果显示,样品的涂层表面未出现明显的腐蚀现象,符合相关标准的要求。
4.结论与建议通过对样品的热镀锌质量检验,得出以下结论:4.1锌层厚度符合要求,平均值为88.4μm;4.2涂层结构均匀致密,无明显缺陷和气孔现象;4.3锌层膜重符合要求,平均值为886g/m2;4.4样品的涂层经过耐盐雾测试,未出现明显的腐蚀现象。
热镀锌产品质量证明书
热镀锌产品质量证明书篇一:镀锌板质量证明书购货单位收货单位昆山炅悦昆山正阳镀锌有限责任公司执行标准 gb/t13793-XX 质保书编号合同号车号苏e39713业务员:检查单位:购货单位收货单位昆山炅悦昆山正阳镀锌有限责任公司执行标准 gb/t13793-XX 质保书编号合同号车号苏e39713业务员:检查单位:购货单位收货单位昆山炅悦昆山正阳镀锌有限责任公司执行标准 gb/t13793-XX 质保书编号合同号车号苏e39713业务员:检查单位:篇二:镀锌板企业标准攀枝花钢铁有限责任公司企业标准连续热镀锌钢板及钢带q/72322100x.003-XX 1 范围本标准规定了连续热镀锌钢板及钢带的定义、分类和代号、技术要求、试验方法、检验规则、包装、标志和质量证明书等。
本标准适用于以冷连轧钢带为基板,通过连续热镀锌方法生产的冷成形用和一般结构用热镀锌钢板及钢带(以下简称钢板和钢带)。
2 规范性引用文件下列文件所包含的条文,通过在本标准中引用而构成为本标准的条文。
本标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
gb/t222—1984 钢的化学分析用试样取样法及成品化学成分允许偏差 gb/t223.11—1991钢铁及合金化学分析方法过硫酸铵氧化容量法测定量 gb/t223.23—1994 钢铁及合金化学分析方法丁二酮肟分光光度法测定量gb/t223.32—1994 钢铁及合金化学分析方法次磷酸钠还原—碘量法测定砷量 gb/t223.50—1994 钢铁苯基荧酮—溴化十六烷基胺直接光度法测定锡量gb/t223.53—1987 钢铁及合金化学分析方法火焰原子吸收分光光度法测定铜量gb/t223.62—1988 钢铁及合金化学分析方法乙酸丁酯萃取光度法测定磷量 gb/t223.62—1988 钢铁及合金化学分析方法高碘酸钠(钾)光度法测定锰量 gb/t223.68—1997 钢铁及合金化学分析方法管式炉内燃烧后碘酸钾滴定法测定硫含量 gb/t223.71—1997 钢铁及合金化学分析方法管式炉内燃烧后重量法测定碳含量gb/t228—XX 金属拉伸试验方法 gb/t232—1999 金属弯曲试验方法 gb/t5027—1999 金属薄板和薄带塑性应变比(r值)试验方法 gb/t5028—1999 金属薄板和薄带拉伸应变硬化指数(n值)试验方法 gb/t247—1997 钢板和钢带验收、包装、标志及质量证明书的一般规定 gb/t1839—XX 钢铁产品镀锌层质量试验方法 gb/t2975—1998 钢及钢产品力学性能试验取样位置及试样制备 gb/t6397—1986 金属拉伸试验试样gb/t8170—1987 数值修约规则en10142-XX 冷成形用低碳连续热镀锌钢板及钢带en10147-XX 结构用连续热镀锌钢板及钢带13 定义本标准采用下列定义:连续热镀锌钢板:在连续热镀锌生产线上把冷轧钢带浸入熔融的锌液中镀锌并经横切以平板状供货的平直板材。
镀锌板材质报告单

镀锌板材质报告单1. 引言本报告旨在对镀锌板材质进行详细分析和评估。
镀锌板作为一种常见的金属材料,在工业和建筑领域得到广泛应用。
通过了解其特性和性能,我们可以更好地了解其适用范围和优势。
2. 材质介绍镀锌板是由普通碳结构钢经过热镀锌工艺制成的。
热镀锌是将钢材浸入熔融的锌液中,形成一层锌铁合金的涂层,从而提高钢材的耐腐蚀性和耐候性。
镀锌板具有以下特点:•良好的耐腐蚀性:锌涂层可以有效防止氧气和水分的侵蚀,从而延长钢材的使用寿命;•优异的耐候性:锌涂层可以抵抗紫外线、高温和恶劣气候条件下的侵蚀,适用于户外环境;•良好的可塑性:镀锌板易于加工成各种形状和尺寸,满足不同应用场景的需求;•良好的焊接性能:镀锌板可与其他金属材料进行焊接,扩大了应用范围。
3. 生产工艺镀锌板的生产工艺主要包括以下几个步骤:3.1 表面处理镀锌板生产的第一步是对钢材表面进行处理。
在清理脱脂的过程中,去除表面的油污和杂质,确保涂层的附着力。
3.2 预处理在预处理阶段,钢材经过酸洗和热处理等工艺,以去除钢材表面的氧化物和锈蚀物,为后续热镀锌做准备。
3.3 热镀锌热镀锌是将经过预处理的钢材浸入熔融的锌液中进行镀锌。
在高温下,锌液会与钢材表面发生化学反应,形成一层锌铁合金涂层。
该涂层具有良好的附着力和均匀性。
3.4 修整和检验镀锌板经过热镀锌后,需要进行修整和检验。
修整主要是对板材的边缘、表面和尺寸进行处理,确保其符合规定的要求。
检验包括外观质量、厚度、镀层质量等方面的检测。
4. 应用领域镀锌板由于其良好的耐腐蚀性和耐候性,在工业和建筑领域得到广泛应用。
以下是一些典型的应用领域:4.1 建筑领域•建筑屋面和外墙:镀锌板可以作为防水层和外墙装饰材料,具有良好的耐候性和装饰效果;•钢结构构件:镀锌板可以用于制作各种钢结构构件,如梁、柱等,提高其耐腐蚀性和使用寿命;•防护设施:镀锌板可以用于制作防护栏杆、护栏等设施,保护人员和设备的安全。
4.2 汽车制造•汽车外壳和零部件:镀锌板可以用于制作汽车外壳和零部件,提高其耐腐蚀性和结构强度;•燃油箱和排气管:镀锌板可以作为燃油箱和排气管的材料,抵抗化学腐蚀和高温。
热镀锌质量检验报告

热镀锌质量检验报告一、引言热镀锌是一种常见的防腐蚀处理方法,通过将铁制品浸入熔融的锌中,形成一层均匀且致密的锌铁合金层。
热镀锌处理可以有效延长铁制品的使用寿命,并在一定程度上提高其耐候性和抗腐蚀能力。
本文将对热镀锌质检过程进行详细介绍。
二、材料和方法1. 样品准备:从生产线上随机抽取若干热镀锌产品作为样品。
2. 目视检查:对样品进行目视检查,检查外观缺陷、锌层均匀性、表面光洁度等方面的条件。
3. 试验方法:a) 镀层厚度测量:使用非破坏性测量仪器,如磁感应涂层厚度计,测量样品中锌层的厚度。
至少应测量三个不同位置的厚度,取平均值作为最终结果。
b) 锌层结构检测:使用显微镜或扫描电子显微镜对样品进行观察,检测锌层的结构和形貌,确保其无裂纹、麻点和其他缺陷。
c) 锌层附着力测试:使用相关测试设备,如刮削、弯曲或压痕试验,来评估锌层与基材的附着力。
d) 锌含量检测:取样品经酸溶解后,使用化学分析方法,如原子吸收光谱或电感耦合等离子体发射光谱,测量溶液中的锌含量。
三、结果和讨论1. 目视检查结果:经过目视检查,样品表面无明显缺陷,锌层均匀分布,表面光洁度符合要求。
2. 镀层厚度测量结果:测得样品A、B和C的锌层厚度分别为80μm、85μm和78μm。
3. 锌层结构检测结果:经过显微镜观察,样品中无锌层裂纹和麻点等缺陷。
4. 锌层附着力测试结果:样品经过刮削、弯曲和压痕试验后,锌层与基材之间无明显脱落和剥离。
5. 锌含量检测结果:样品中锌的平均含量为98.5%。
四、结论经过以上的质检过程,对于本次热镀锌产品的质量进行了全面的评估。
样品的外观无缺陷,锌层厚度、结构和附着力均符合要求。
锌含量也在合理范围内。
因此,可以得出结论,本批热镀锌产品质量良好,符合相关标准和要求。
五、建议在今后的生产过程中,应继续严格按照相关标准进行操作,并定期对生产设备进行维护和检修,以确保产品质量的稳定性和一致性。
BQB 311
Q/BQB 311简介Q/BQB 311是由中国标准化委员会发布的标准,适用于钢铁行业中的热镀锌铁皮。
该标准规定了热镀锌铁皮的技术要求、检验方法和标志、包装、运输及质量证明等内容。
本文档将对Q/BQB 311标准的主要内容进行详细介绍。
标准编号及发布日期•标准编号:Q/BQB 311-2018•发布日期:2018年3月1日技术要求Q/BQB 311对热镀锌铁皮的技术要求进行了明确规定。
主要包括以下方面: 1. 化学成分要求:规定了锌涂层的化学成分范围,对不同化学成分的要求进行了分类。
2. 机械性能要求:规定了热镀锌铁皮的抗拉强度、屈服强度、延伸率等机械性能指标,并根据厚度进行分类。
3. 表面质量要求:规定了热镀锌铁皮表面的镀层附着力要求、外观质量要求以及表面处理要求等。
4. 尺寸和形状要求:规定了热镀锌铁皮的厚度、宽度、长度和允许偏差范围,以及形状偏差等要求。
检验方法和标志为了确保热镀锌铁皮的质量和一致性,Q/BQB 311规定了一系列检验方法和标志要求。
1. 化学成分检验方法:包括化学分析和光谱分析等方法,用于检验锌涂层的化学成分是否符合要求。
2. 机械性能检验方法:包括拉伸试验、弯曲试验等方法,用于检验热镀锌铁皮的机械性能是否符合要求。
3. 表面质量检验方法:包括附着力检验、外观检验等方法,用于检验锌涂层的附着力和外观质量是否符合要求。
4. 尺寸和形状检验方法:包括测量尺寸和形状偏差的方法,用于检验热镀锌铁皮的尺寸和形状是否符合要求。
5. 标志要求:规定了热镀锌铁皮在包装上应标明的信息,包括材质、规格、批号、产地等。
包装、运输及质量证明为了确保热镀锌铁皮的质量在运输过程中不受损坏,Q/BQB 311对其进行了包装和运输要求的规定。
1. 包装要求:规定了热镀锌铁皮的包装方式、包装材料、包装数量等要求。
2. 运输要求:规定了热镀锌铁皮在运输过程中的装卸要求、储存要求等。
3. 质量证明:规定了热镀锌铁皮在销售时应提供的质量证明文件,包括检验报告、出厂合格证、质量保证书等。
热镀锌方矩管验收规范

热镀锌方矩管验收规范热镀锌方矩管的标准规定,生产工艺和设备上对热镀锌方矩管的尺寸、表面质量、尺寸偏差、焊口形式及探伤方法应符合国家现行标准《热镀锌方管检验》(JB/T5103-1996);要求焊接长度应符合国家现行标准《焊接用钢制造规范》(GB/T5103-2000),且焊口表面应光滑平滑;焊接接头要求与连接部位及焊接尺寸配合合理,焊缝平整、无气孔,间隙符合要求。
热镀锌方矩管是目前工业上应用广泛的钢管,它可根据不同的工程要求进行冷轧或热镀锌。
通常采用热镀锌方式:将钢坯加热到650℃以上,并用乙炔焰进行预热;当加热温度升到850℃左右时,进行退火处理。
一般采用热镀锌方矩管生产工艺:首先将钢坯在加热炉内加热到850℃左右。
然后经过退火后采用冷拔(也称冷拔)方式获得一定厚度的钢材。
一、热镀锌方矩管的产品检验方法:产品应具有:检验标志;产品外观应符合国家现行标准《热镀锌方管检验》(JB/T5103-1996);产品无缺陷;表面应平整、无缺陷;不得有氧化皮、油污、铁锈、焊渣等影响外观的缺陷;壁厚要求不小于0.7 mm,最小偏差不大于0.5 mm,且不得有夹渣现象;焊接接头的两端均应涂有热镀锌保护层,接头面平整无焊痕。
焊后外观检查:一般分为外观检查和尺寸检查两大类,外观检查项目为焊缝长度、坡口角度及探伤。
焊痕位置检测:用专用探伤仪(或扫描电镜)检测焊缝长度。
尺寸检查项目有:圆管的壁厚偏差和管坯直径偏差。
尺寸检查应不少于2项,以便于生产后检测合格后出具的尺寸检验报告。
二、焊缝质量检查焊缝表面质量要求应符合国家现行标准《焊接用钢制造规范》(GB/T5103-1996)要求,且焊口表面应光滑平滑。
裂纹、夹渣、气孔、夹渣必须消除干净,焊缝未焊透的部分,允许存在1%-5%的偏心角,焊缝金属均匀结晶析出;焊缝金属表面划痕等缺陷。
焊缝金属表面要求光泽度好,无气泡、凹陷。
焊剂采用熔剂熔池保护焊和熔剂保护焊机进行自动焊接。
使用熔剂熔池保护焊时要求其焊缝的冷却速度为2~3℃/s,连续工作时间为20~40 min。
镀锌质量控制
产品表面镀锌加工、验收的依据 GB/T 8177- 1999 《绝缘子金属附 件热镀锌层通用技术条件》和GB/T2317.4-2000《电力金具验收规则、 标志与包装》。
具体要求如下 :一、 质量要求1.1 热镀锌使用的锌锭应符合 GB/T470 的规定,镀锌槽中操作区的 锌含量(质量)不低于 98.5%。
1.2 外观质量1.2.1 锌层应连续、均匀、光滑,允许暗灰色的铁锌合金存在,但 不允许泛酸黄玫渗出锌层。
1.2.2 电力金具主体外露表面不允许缺锌,其附件表面缺锌面积和 对锌层碰损面积应符合表 1 规定。
表 1 允许缺锌面积或者锌层碰损面积1 .2 .3 各种凸起缺陷(如锌堆、锌渣、熔疤和毛刺等)不影响附件 的装配和安装连接互换,各种凸起缺陷高度不应大于 1mm 。
1 .3 单位面积上的锌层质量和相应的锌层厚度以及“硫酸铜溶液法”附件最大宽度(或者外径) ×高度(DXH ) cm 2≤210>210-350>350总面积不大于 mm 282135单个面积47 10通过次数,应符合表2 的规定,锌层最小厚度及其允许范围,应符合 表 3 的规定。
表 2 单位面积锌层质量、厚度和“硫酸铜溶液法”通过次数表 3 锌层最小厚度2 试验方法2 .1 外观检查以目力检查,必要时采用量具。
2 .2 用磁力测厚仪测定锌层的平均厚度(简称磁力法)2 .2 .1 试吕应从经外观和尺寸检查合格后的同一批(以同一工艺方 法加工的同一型号的产品分批) 中抽取。
试验前应将试品锌层表面的锌层最小厚度的最大直径φ(不大于) mm4747锌层最小厚度μm6035(DXH )Cm 2≤210>210≤210>210附件种类铸铁件和 铸钢件其它钢件 厚度(算术平均值 不小于)μm 全部试品8665单个试品7258单位面积分量(算术 平均值不小于) g/m 2 全部试品600450 单个试品500400硫酸铜溶液法通过次数 (不小于)44附件种类铸铁件和 铸钢件 其它钢件油污、脏物等清除干净。